CUTTING TOOLS
Stellram
®
Cutting Tools
HIGH PERFORMANCE MILLING SOLUTIONS
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 3 4/25/14 4:13 PM
www.kennametal.com
C
Patented Breakthroughs for Difficult to Machine Materials:
Cut Faster. Cut Longer. Cut More Profitably.
These Kennametal Milling Systems are specifically designed and manufactured for
machining high performance, difficult-to-machine materials.
This capability was developed after years of advanced R&D in materials science and machining
Titanium and Titanium Alloys, Nickel Alloys and Superalloys, Stainless Steel and Specialty Alloys, and
Hard Materials.
The result: These proven “Best in Class” machining solutions presented in this brochure.
Our strategy is to bring “game changing” cutting tool solutions that deliver industry leading metal
removal rates. Higher metal removal rates mean you increase capacity, make more profit and deliver
in shorter lead times.
Stellram
®
high performance cutting tools are known for cutting titanium like butter and have found
wide application in the aerospace, defense, power generation, oil and gas, medical, transportation
and construction and mining industries.
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 3 4/25/14 4:13 PM

www.kennametal.com
1
Page
Application Guide ................................................................................................................................................................................................................... 2
Patented X-Grade Insert Technology ..................................................................................................................................................................................... 2
7792 Patented High Feed Milling
Introduction ......................................................................................................................................................................................................... 3 - 5
7792VXP06 Series .............................................................................................................................................................................................. 6 - 7
7792VXD 09 | 12 Series .................................................................................................................................................................................... 8 - 11
7792VXE16 Series .......................................................................................................................................................................................... 12 - 13
7792VX Speeds, Technical & Case Histories ................................................................................................................................................... 14 - 18
7792 Geometries & Grades ............................................................................................................................................................................. 19 - 20
The 77 Family
Introduction ..................................................................................................................................................................................................... 21 - 23
7700VR08 Series ............................................................................................................................................................................................ 24 - 28
7710VRD20 Series .......................................................................................................................................................................................... 30 - 35
7713VR 10 | 12 Series .................................................................................................................................................................................... 36 - 44
Tungsten Shank ...................................................................................................................................................................................................... 45
7700 Geometries & Grades ............................................................................................................................................................................. 46 - 47
5230 Chevron Long Edge Milling
Introduction ..................................................................................................................................................................................................... 49 - 51
5230VS 90 | 12 Series .................................................................................................................................................................................... 52 - 62
5230 Geometries & Grades ..................................................................................................................................................................................... 63
5505 Ball Nose Contour Mills
Introduction ..................................................................................................................................................................................................... 65 - 67
5505 Series ...................................................................................................................................................................................................... 68 -72
Case Histories | Geometries & Grades ..................................................................................................................................................................... 73
Tungsten Shanks ..................................................................................................................................................................................................... 74
5720 Profile Pocket Milling: Aluminium
Introduction ..................................................................................................................................................................................................... 75 - 77
5720VZ16 Series ............................................................................................................................................................................................ 78 - 83
Case Histories | Geometries & Grades ..................................................................................................................................................................... 84
5702 High Speed Aluminium Cutters
Introduction ..................................................................................................................................................................................................... 85 - 87
Geometries & Grades .............................................................................................................................................................................................. 87
5702VZD14 Series .......................................................................................................................................................................................... 88 - 92
Metalcutting Safety .............................................................................................................................................................................................................. 93
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 1 4/25/14 4:13 PM
www.kennametal.com
2
Application Guide
Patented X-Grade Insert Technology
Helical
Interpolation
Spiral/
Circular
Slot/
Shoulder
Shoulder/
Profile
Shoulder/
Profile/Slot
Helical
Interpolation
with Bore Hole
Copy / 3DContour Face
Plunge
TrochoidalT-Slot
RampPocket
Full Ø Plunge
Chamfer
3-TIMES THE METAL REMOVAL RATE
Titanium and Nickel Based Alloys are some of the toughest machining jobs on earth.
And it is a rare element, a member of the platinum family, called Ruthenium, that is one
of the key ingredients used in our patented X-Grade
™
Technology cutting tools.
We combine Ruthenium with Cobalt to form an exclusive binder that cements our
engineered carbide formulas in the making of these inserts.
X-Grade Inserts provide unmatched
performance in cutting difficult to
machine materials.
Application Guide
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 2 4/25/14 4:13 PM
www.kennametal.com
3
7792 High Feed Milling
• Patented Cutter Designs
• Patented Insert Designs
• Patented Grades
To remove the highest volume of metal
in the shortest possible time
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 3 4/25/14 4:13 PM

www.kennametal.com
4
7792: Increase Metal Removal Rate up to 90% or More!
The Patented 7792 Insert
• Cutting diameters from 16mm to 160mm
• Modular, Weldon, Cylindrical and Shell Mill cutter configurations
• Modular Tungsten Extensions maintain stability in deep pocket
applications
• All inserts feature 4 cutting edges
The unique 7792 insert design
provides outstanding operational
security and performance, with
enhanced metal removal capability.
• Maximize tool life, versatility and performance
• Face, Pocket, Shoulder, Profile, Helical Interpolate, Ramp, Copy and
Mill Turn with one tool
• 6 grades for materials from Aluminium to Superalloys
• 4 insert sizes available
• Depth of cut from 0,90mm to 3,50mm
• Coarse, medium and fine pitch cutters available for all machining
conditions.
Modular
16mm – 32mm
Weldon
25mm – 32mm
Cylindrical
16mm – 32mm
Shell
40mm – 160mm
7792 Patented High Feed Milling
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 4 4/25/14 4:13 PM
www.kennametal.com
5
Hard Case: The Ti Alpha Barrier
How High Feed Cutters Work
The Alpha Casing, which forms during the cooling of the Titanium billet and varies
in thickness and hardness, creates nearly impossible machining conditions. The
previous most cost effective solution was to chemically remove it with acid.
An aerospace customer was using our X-Grade inserts with our top performing
button cutter on several titanium applications. This was our benchmark to test
the 7792.
Here’s how the 7792VXD12 with X-500 Grade inserts performed on a Ti 6-4
Alpha Case …
• 24% less energy consumed
• 120% increase in material removal rate
• Nearly 3 times the tool life
The 7792 eliminated the need for highly toxic, dangerous chemicals and made
effective Alpha Case machining a production reality.
The patented design of High Feed Cutters and Inserts combine to drive the
cutting forces axially into the spindle. This allows even less rigid machines to
outperform newer machines with conventional cutters by taking high feed,
shallow cuts.
• 5 times the feed rate of conventional face mills
• High feed, shallow cuts
• Dramatically reduced cycle times
• Reduced vibration
• Better quality parts in less than half the time
• Twice the tool life or more
7792 Patented High Feed Milling
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 5 4/25/14 4:13 PM
www.kennametal.com
6
A
B
031632 7792VXP06SA016Z2R25 16 25 M8 8,50 0,90 2 031449 FP2506T 031452 TP7 1,00
031633 7792VXP06SA020Z2R35 20 35 M10 10,50 0,90 2 031449 FP2506T 031452 TP7 1,00
031634 7792VXP06SA020Z3R35 20 35 M10 10,50 0,90 3 031449 FP2506T 031452 TP7 1,00
031636 7792VXP06SA025Z3R35 25 35 M12 12,50 0,90 3 031450 FP2507T 031452 TP7 1,00
031637 7792VXP06SA025Z4R35 25 35 M12 12,50 0,90 4 031450 FP2507T 031452 TP7 1,00
031638 7792VXP06SA032Z5R43 32 43 M16 17,00 0,90 5 031450 FP2507T 031452 TP7 1,00
031644 7792VXP06CA016Z2R140 16 188 25 16 0,90 2 031449 FP2506T 031452 TP7 1,00
031629 7792VXP06CA020Z3R154 20 204 32 20 0,90 3 031449 FP2506T 031452 TP7 1,00
031630 7792VXP06CA025Z4R154 25 210 40 25 0,90 4 031450 FP2507T 031452 TP7 1,00
031631 7792VXP06CA032Z5R190 32 250 40 32 0,90 5 031450 FP2507T 031452 TP7 1,00
031644 7792VXP06CA016Z2R140 7,60 5.94 8.03 22 30 0,60 3,00 65000
031629 7792VXP06CA020Z3R154 11,60 3.42 6.12 30 38 0,60 3,00 57000
031630 7792VXP06CA025Z4R154 16,60 2.23 4.24 40 48 0,60 3,00 49000
031631 7792VXP06CA032Z5R190 23,60 1.39 2.60 54 62 0,60 3,00 41500
031632 7792VXP06SA016Z2R25 7,60 5.94 8.03 22 30 0,60 3,00 65000
031633 7792VXP06SA020Z2R35 11,60 3.42 6.12 30 38 0,60 3,00 57000
031634 7792VXP06SA020Z3R35 11,60 3.42 6.12 30 38 0,60 3,00 57000
031636 7792VXP06SA025Z3R35 16,60 2.84 4.24 40 48 0,60 3,00 49000
031637 7792VXP06SA025Z4R35 16,60 2.23 4.24 40 48 0,60 3,00 49000
031638 7792VXP06SA032Z5R43 23,60 1.39 2.60 54 62 0,60 3,00 41500
M
L
D
D
L
I
1
d
1
d
1
a
p
7792VXP06 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
a
e
max
Plunging
Max
RPM
A ° B °
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page 45.
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D L/H M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
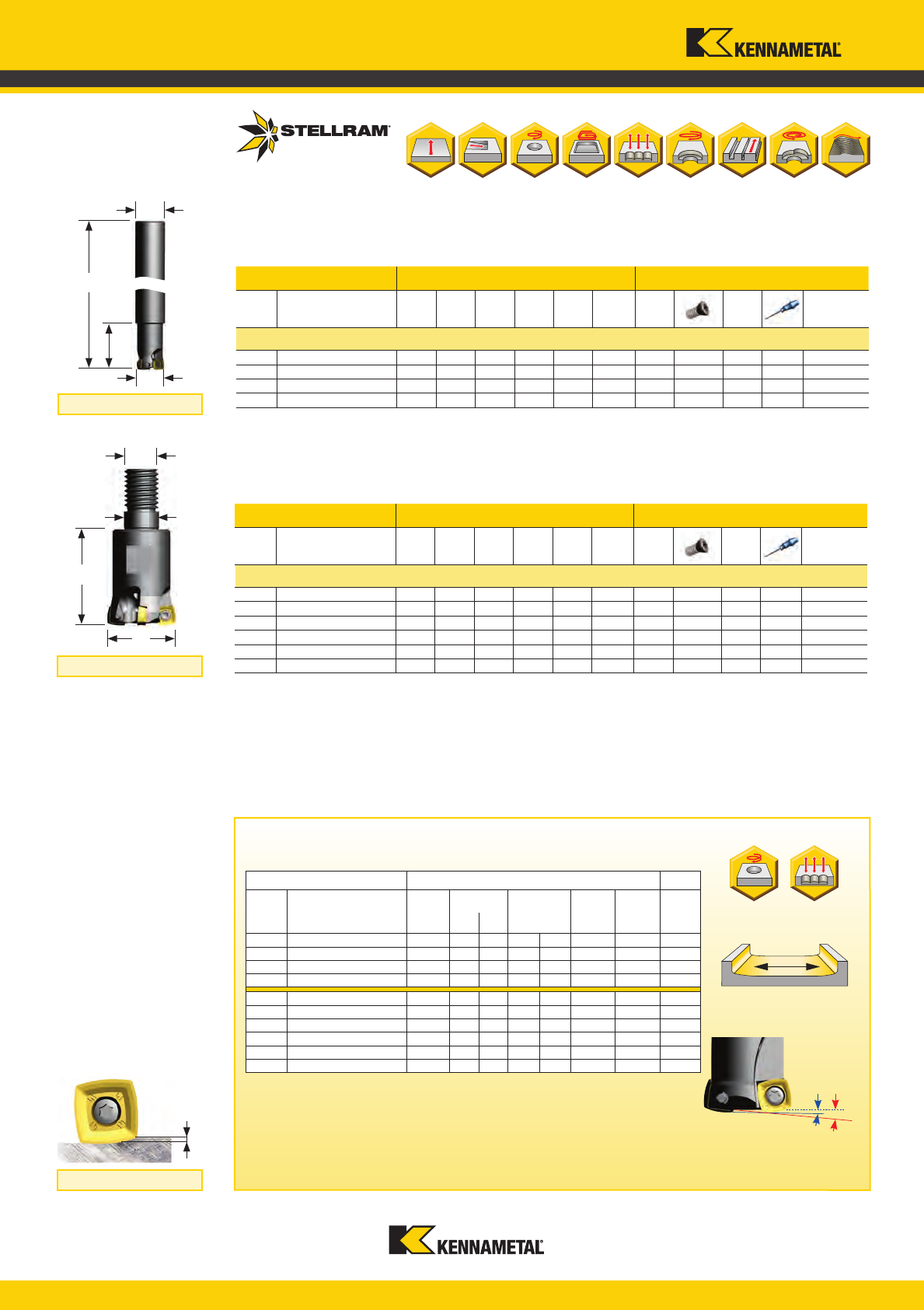
7792VXP06 Cylindrical Shank
7792VXP06 Modular Head - Medium and Fine Pitch
Flat
Facing Pitch
Helical
Interpolation
Plunging
Ramp angle B uses
two cutting edges
(one outside and
one inside edge).
Ramp angle
A
uses one
outside cutting edge only.
A = max ramp angle utilising full
face contact
B = max ramp angle utilising full
contact + internal corner radius
Depth of Cut (
a
p
)
Cylindrical Shank
Modular Head
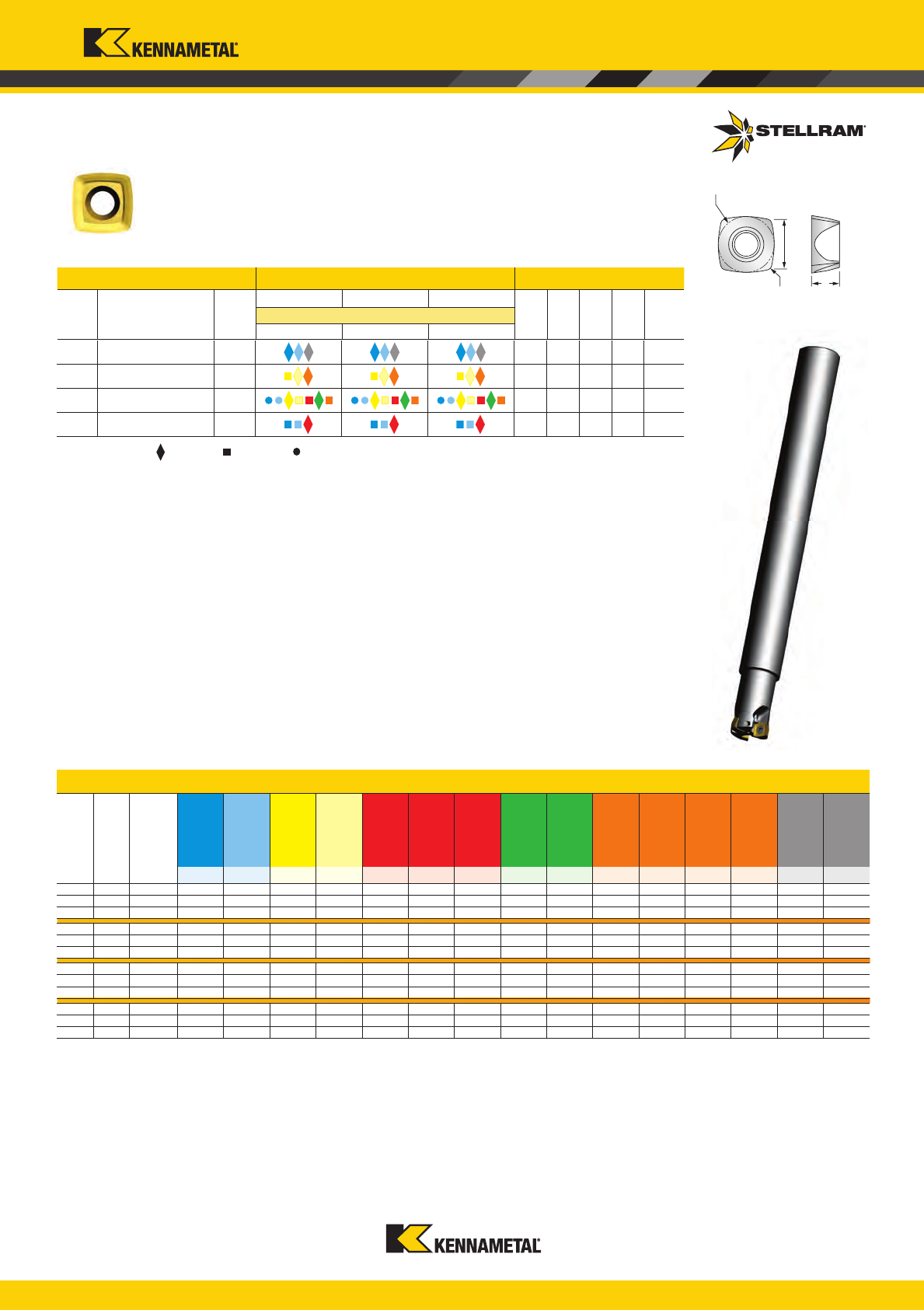
7792VXP06
High Feed Milling Cutter
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 6 4/25/14 4:13 PM
www.kennametal.com
7
030403 XPLT060308ER-D41 X400 7,00 7,00 3,18 0,80 0,04
030402 XPLT060308ER-D41 X500
7,00 7,00 3,18 0,80 0,04
031538 XPLT060308ER-D41 SP6519
7,00 7,00 3,18 0,80 0,04
033066 XPLT060308ER-D41 SC6525
7,00 7,00 3,18 0,80 0,04
ER-D41 X400 0,20 - 1,10 0,20 - 0,90 - - - - - - - - - - - 0,20 - 0,60 0,20 - 0,60
ER-D41 X400 0,20 - 0,90 0,20 - 0,80 - - - - - - - - - - - 0,20 - 0,50 0,20 - 0,50
ER-D41 X400 0,04 - 0,30 0,04 - 0,20 - - - - - - - - - - - 0,04 - 0,08 0,04 - 0,08
ER-D41 X500 - - 0,15 - 1,00 0,15 - 0,90 - - - - - 0,15 - 0,50 0,15 - 0,50 0,15 - 0,50 0,15 - 0,60 - -
ER-D41 X500 - - 0,15 - 0,80 0,15 - 0,75 - - - - - 0,10 - 0,40 0,10 - 0,40 0,10 - 0,40 0,10 - 0,45 - -
ER-D41 X500 - - 0,04 - 0,20 0,04 - 0,15 - - - - - 0,04 - 0,06 0,04 - 0,06 0,04 - 0,06 0,04 - 0,06 - -
ER-D41 SP6519 0,20 - 1,00 0,20 - 0,80 0,15 - 0,90 0,15 - 0,80 0,20 - 1,20 0,20 - 1,00 0,20 - 0,90 0,20 - 0,70 - 0,15 - 0,50 0,15 - 0,50 0,15 - 0,50 0,15 - 0,60 - -
ER-D41 SP6519 0,20 - 0,80 0,20 - 0,75 0,15 - 0,80 0,15 - 0,70 0,20 - 1,00 0,20 - 0,90 0,20 - 0,80 0,20 - 0,70 - 0,10 - 0,40 0,10 - 0,40 0,10 - 0,40 0,10 - 0,45 - -
ER-D41 SP6519 0,04 - 0,25 0,04 - 0,18 0,04 - 0,20 0,04 - 0,14 0,04 - 0,25 0,04 - 0,20 0,04 - 0,18 0,04 - 0,25 - 0,04 - 0,06 0,04 - 0,06 0,04 - 0,06 0,04 - 0,06 - -
ER-D41 SC6525 0,20 - 0,95 0,20 - 0,78
- -
0,20 - 1,20 0,20 - 1,00
- - - - - - - - -
ER-D41 SC6525 0,20 - 0,78 0,20 - 0,72
- -
0,20 - 1,00 0,20 - 0,90
- - - - - - - - -
ER-D41 SC6525 0,04 - 0,23 0,04 - 0,17
- -
0,04 - 0,25 0,04 - 0,20
- - - - - - - - -
XPLT06-D41
d
l
r
s
Note: Speed recommendations can be found on page 14.
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Facing Slotting Plunging
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. 0,90 a
p
max. 0,90 a
e
max. 3,00
Note: HTA = High Temperature Alloys
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
7792VXP06 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page 19.
7792VXP06
Milling Inserts & Recommended Feeds
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 7 4/25/14 4:13 PM
www.kennametal.com
8
030613 7792VXD09SA025Z2R35 25 35 M12 12,50 1,50 2 015269 F3508T 015240 T15 2,10
030614 7792VXD09SA032Z3R43 32 43 M16 17,00 1,50 3 015064 F3510T 015240 T15 2,10
029461 7792VXD09WA025Z2R 25 96 40 25 1,50 2 015269 F3508T 015240 T15 2,10
029462 7792VXD09WA032Z3R 32 100 40 32 1,50 3 015064 F3510T 015240 T15 2,10
031191 7792VXD09CA025Z2R50 25 200 50 25 1,50 2 015064 F3510T 015240 T15 2,10
031192 7792VXD09CA032Z3R70 32 250 70 32 1,50 3 015064 F3510T 015240 T15 2,10
029463 7792VXD09-A040Z3R 40 32 - 16 1,50 3 015064 F3510T 015240 T15 2,10
029464 7792VXD09-A040Z4R 40 32 - 16 1,50 4 015064 F3510T 015240 T15 2,10
030434 7792VXD09-A040Z5R 40 32 - 16 1,50 5 015064 F3510T 015240 T15 2,10
030435 7792VXD09-A050Z5R 50 40 - 22 1,50 5 015064 F3510T 015240 T15 2,10
030436 7792VXD09-A050Z6R 50 40 - 22 1,50 6 015064 F3510T 015240 T15 2,10
d
1
H
D
D
L
I
1
d
1
D
L
I
1
d
1
D
029461 7792VXD09WA025Z2R 11,75 2.80 6.30 34 48 1,00 6,00 48500
029462 7792VXD09WA032Z3R 18,75 1.50 5.00 48 62 1,00 6,00 40500
031191 7792VXD09CA025Z2R50 11,75 2.80 6.30 34 48 1,00 6,00 48500
031192 7792VXD09CA032Z3R70 18,75 1.50 5.00 48 62 1,00 6,00 40500
029463 7792VXD09-A040Z3R 26,75 0.80 2.70 64 78 1,00 6,00 34500
029464 7792VXD09-A040Z4R 26,75 0.80 2.70 64 78 1,00 6,00 34500
030434 7792VXD09-A040Z5R 26,75 0.80 2.70 64 78 1,00 6,00 34500
030435 7792VXD09-A050Z5R 36,75 0.71 2.31 84 98 1,00 6,00 30000
030436 7792VXD09-A050Z6R 36,75 0.71 2.31 84 98 1,00 6,00 29500
030613 7792VXD09SA025Z2R35 11,75 2.80 6.30 34 48 1,00 6,00 48500
030614 7792VXD09SA032Z3R43 18,75 1.50 5.00 48 62 1,00 6,00 40500
M
L
D
d
1
a
p
A
B
7792VXD09 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
a
e
max
Plunging
Max
RPM
A ° B °
Product Dimensions (mm) Spares
EDP Item Description D L/H M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
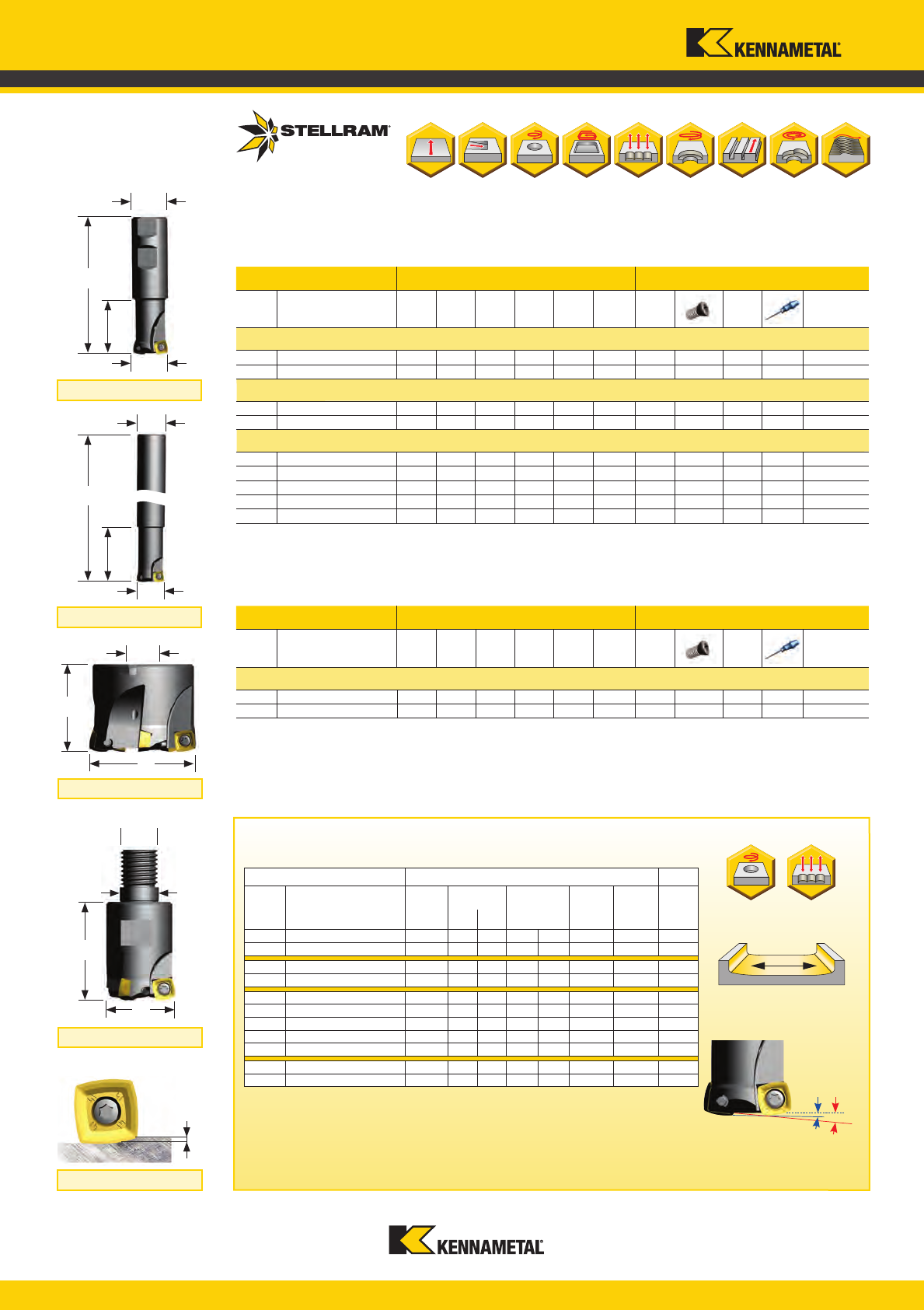
7792VXD09 Weldon Shank
7792VXD09 Cylindrical Shank
7792VXD09 Shell Mill Fixation - Coarse, Medium and Fine Pitch
7792VXD09 Modular Head
Ramp angle B uses
two cutting edges
(one outside and
one inside edge).
Ramp angle
A
uses one
outside cutting edge only.
A = max ramp angle utilising full
face contact
B = max ramp angle utilising full
contact + internal corner radius
Depth of Cut (
a
p
)
Modular Head
Cylindrical Shank
Weldon Shank
Shell Mill Fixation
7792VXD09
High Feed Milling Cutter
Flat
Facing Pitch
Helical
Interpolation
Plunging
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page 45.
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 8 4/25/14 4:16 PM
www.kennametal.com
9
SR-D X400 0,30 - 2,00 0,30 - 1,90 - - - - - - - - - - - 0,30 - 1,00 0,30 - 1,00
SR-D X400 0,30 - 1,50 0,30 - 1,45 - - - - - - - - - - - 0,30 - 0,60 0,30 - 0,80
SR-D X400 0,10 - 0,25 0,10 - 0,23 - - - - - - - - - - - 0,10 - 0,12 0,10 - 0,12
SR-D X500 - 0,30 - 1,90 0,30 - 1,20 0,30 - 1,00 - - - - - - - - - - -
SR-D X500 - 0,30 - 1,40 0,30 - 0,90 0,30 - 0,80 - - - - - - - - - - -
SR-D X500 - 0,10 - 0,22 0,10 - 0,20 0,10 - 0,15 - - - - - - - - - - -
SR-D SC3025 - - - - 0,30 - 2,00 0,30 - 1,80 0,30 - 1,50 - - - - - - - -
SR-D SC3025 - - - - 0,30 - 1,70 0,30 - 1,50 0,30 - 1,30 - - - - - - - -
SR-D SC3025 - - - - 0,10 - 0,25 0,10 - 0,22 0,10 - 0,20 - - - - - - - -
ER-D41 X500 - - 0,20 - 1,00 0,20 - 0,80 - - - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - -
ER-D41 X500 - - 0,20 - 0,80 0,15 - 0,70 - - - - - 0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 - -
ER-D41 X500 - - 0,10 - 0,16 0,08 - 0,12 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - -
ER-D41 SP6519 0,30 - 1,50 0,30 - 1,30 0,20 - 1,00 0,20 - 0,60 0,30 - 1,50 0,30 - 1,30 - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - -
ER-D41 SP6519 0,30 - 1,30 0,30 - 1,00 0,20 - 0,80 0,15 - 0,50 0,30 - 1,30 0,30 - 1,00 - - - 0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 - -
ER-D41 SP6519 0,10 - 0,20 0,10 - 0,16 0,10 - 0,16 0,05 - 0,08 0,10 - 0,20 0,10 - 0,16 - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - -
ER-D41 SC6525 0,30 - 1,45 0,30 - 1,30 - - 0,30 - 1,50 0,30 - 1,30 - - - - - - - - -
ER-D41 SC6525 0,30 - 1,25 0,30 - 1,00 - - 0,30 - 1,30 0,30 - 1,00 - - - - - - - - -
ER-D41 SC6525 0,10 - 0,18 0,10 - 0,16 - - 0,10 - 0,20 0,10 - 0,16 - - - - - - - - -
ER-D721 GH2 - - - - - - - 0,30 - 1,50 0,30 - 1,30 - - - - - -
ER-D721 GH2 - - - - - - - 0,30 - 1,30 0,30 - 1,00 - - - - - -
ER-D721 GH2 - - - - - - - 0,10 - 0,20 0,10 - 0,16 - - - - - -
ER-D411 X500 - - 0,20 - 1,00 0,20 - 0,80 - - - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - -
ER-D411 X500 - - 0,20 - 0,80 0,15 - 0,70
- - - - - 0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 - -
ER-D411 X500 - - 0,10 - 0,16 0,08 - 0,12 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - -
ER-D411 SP6519 0,30 - 1,50 0,30 - 1,30 0,20 - 1,00 0,20 - 0,60 0,30 - 1,50 0,30 - 1,30 - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - -
ER-D411 SP6519 0,30 - 1,30 0,30 - 1,00 0,20 - 0,80 0,15 - 0,50 0,30 - 1,30 0,30 - 1,00 - - - 0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 - -
ER-D411 SP6519 0,10 - 0,20 0,10 - 0,16 0,10 - 0,16 0,05 - 0,08 0,10 - 0,20 0,10 - 0,16 - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - -
029487 XDLW090408SR-D X400 9,52 9,52 4,76 0,80 0,10
029485 XDLW090408SR-D X500
9,52 9,52 4,76 0,80 0,10
029486 XDLW090408SR-D SC3025
9,52 9,52 4,76 0,80 0,10
029685 XDLT090408ER-D41 X500
9,52 9,52 4,76 0,80 0,05
031535 XDLT090408ER-D41 SP6519
9,52 9,52 4,76 0,80 0,05
033067 XDLT090408ER-D41 SC6525
9,52 9,52 4,76 0,80 0,05
029637 XDLT090408ER-D721 GH2
9,52 9,52 4,76 0,80 0,04
030853 XDLT090412ER-D411 X500
9,52 9,52 4,76 1,20 0,05
030854 XDLT090412ER-D411 SP6519
9,52 9,52 4,76 1,20 0,05
XDLW09-D
XDLT09-D41
XDLT09-D721 XDLT09-D411
d
l
r
s
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Facing Slotting Plunging
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. 1,50 a
p
max. 1,50 a
e
max. 6,00
7792VXD09 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Note: HTA = High Temperature Alloys
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page 19.
Note: Speed recommendations can be found on page 14.
XDLW090408SR-D X500 should be used for Alloyed Steel and Stainless Steel with heavy scale.
XDLT090412ER-D411 is a more positive geometry than the -D-41 with a larger radius which increases performance during
smaller radial engagements or where chipping may occur when using the -D-41 geometry.
XDLT090412ER-D411 uses less power than the -D-41 geometry.
7792VXD09
Milling Inserts & Recommended Feeds
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 9 4/25/14 4:17 PM
www.kennametal.com
10
030994 7792VXD12SA032Z2R43 32 43 M16 17,00 2,50 2 015262 D4010T 015240 T15 3,10
031195 7792VXD12CA032Z2R70 32 250 70 32 2,50 2 015262 D4010T 015240 T15 3,10
029467 7792VXD12-A052Z3R 52 40 - 22 2,50 3 015263 D4012T 015240 T15 3,10
029468 7792VXD12-A052Z4R 52 40 - 22 2,50 4 015263 D4012T 015240 T15 3,10
030489 7792VXD12-A052Z5R 52 40 - 22 2,50 5 015262 D4010T 015240 T15 3,10
029469 7792VXD12-A063Z4R 63 40 - 22 2,50 4 015263 D4012T 015240 T15 3,10
029470 7792VXD12-A063Z5R 63 40 - 22 2,50 5 015263 D4012T 015240 T15 3,10
031650 7792VXD12-A066Z4R 66 45 - 27 2,50 4 015263 D4012T 015240 T15 3,10
031651 7792VXD12-A066Z5R 66 45 - 27 2,50 5 015263 D4012T 015240 T15 3,10
029471 7792VXD12-A080Z5R 80 50 - 27 2,50 5 015263 D4012T 015240 T15 3,10
030490 7792VXD12-A080Z8R 80 50 - 27 2,50 8 015263 D4012T 015240 T15 3,10
030443 7792VXD12-A100Z6R 100 50 - 32 2,50 6 015263 D4012T 015240 T15 3,10
030444 7792VXD12-A100Z9R 100 50 - 32 2,50 9 015263 D4012T 015240 T15 3,10
030445 7792VXD12-A125Z8R 125 63 - 40 2,50 8 015263 D4012T 015240 T15 3,10
030446 7792VXD12-A125Z11R 125 63 - 40 2,50 11 015263 D4012T 015240 T15 3,10
033216 7792VXD12-160Z07R 160 63 40 2.50 7 015263 D4012T 015240 T15 3,10
d
1
H
D
D
L
I
1
d
1
031195 7792VXD12CA032Z2R70 10,60 1.80 2.60 42 62 1,80 9,00 31500
029467 7792VXD12-A052Z3R 33,60 0.80 2.70 82 102 1,80 9,00 22000
029468 7792VXD12-A052Z4R 33,60 0.80 2.70 82 102 1,80 9,00 22000
030489 7792VXD12-A052Z5R 33,60 0.80 2.70 82 102 1,80 9,00 22000
029469 7792VXD12-A063Z4R 44,60 0.60 1.80 104 124 1,80 9,00 19500
029470 7792VXD12-A063Z5R 44,60 0.60 1.80 104 124 1,80 9,00 19500
031650 7792VXD12-A066Z4R 47,60 0.45 1.80 110 130 1,80 9,00 19000
031651 7792VXD12-A066Z5R 47,60 0.45 1.80 110 130 1,80 9,00 19000
029471 7792VXD12-A080Z5R 61,60 0.45 0.90 138 158 1,80 9,00 17000
030490 7792VXD12-A080Z8R 61,60 0.45 0.90 138 158 1,80 9,00 17000
030443 7792VXD12-A100Z6R 81,60 0.32 1.45 178 198 1,80 9,00 15000
030444 7792VXD12-A100Z9R 81,60 0.32 1.45 178 198 1,80 9,00 15000
030445 7792VXD12-A125Z8R 106,60 0.24 1.06 228 248 1,80 9,00 13000
030446 7792VXD12-A125Z11R 106,60 0.24 1.06 228 248 1,80 9,00 13000
033216 7792VXD12-160Z07R 141,60 0.20 0.86 298 318 1,80 9,00 11500
030994 7792VXD12SA032Z2R43 10,60 1.80 2.60 42 62 1,80 9,00 31500
M
L
D
d
1
a
p
A
B
7792VXD12 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
a
e
max
Plunging
Max
RPM
A ° B °
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page 45.
Product Dimensions (mm) Spares
EDP Item Description D L/H M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7792VXD12 Cylindrical Shank
7792VXD12 Shell Mill Fixation - Coarse, Medium and Fine Pitch
7792VXD12 Modular Head
Depth of Cut (
a
p
)
Modular Head
Cylindrical Shank
Shell Mill Fixation
7792VXD12
High Feed Milling Cutter
A = max ramp angle utilizing full
face contact
B = max ramp angle utilizing full
contact + internal corner radius
Ramp angle
A
uses one
outside cutting edge only.
Facing Pitch
Flat
Ramp angle B uses
two cutting edges
(one outside and
one inside edge).
Helical
Interpolation
Plunging
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 10 4/25/14 4:18 PM
www.kennametal.com
11
SR-D X400 0,30 - 2,70 0,30 - 2,50 - - - - - - - - - - - 0,30 - 1,20 0,30 - 1,50
SR-D X400 0,30 - 2,50 0,30 - 2,40 - - - - - - - - - - - 0,30 - 0,80 0,30 - 1,00
SR-D X400 0,10 - 0,30 0,10 - 0,25 - - - - - - - - - - - 0,10 - 0,13 0,10 - 0,15
SR-D X500 - 0,30 - 2,50 0,20 - 1,70 0,20 -1,20
- - - - - - - - - - -
SR-D X500 - 0,30 - 2,40 0,20 - 1,50 0,20 - 1,00
- - - - - - - - - - -
SR-D X500 - 0,10 - 0,24 0,10 - 0,25 0,10 - 0,18
- - - - - - - - - - -
SR-D SC3025
- - - -
0,30 - 3,00 0,30 - 2,80 0,30 - 2,50
- - - - - - - -
SR-D SC3025
- - - -
0,30 - 2,50 0,30 - 2,30 0,30 - 2,10
- - - - - - - -
SR-D SC3025
- - - -
0,10 - 0,30 0,10 - 0,28 0,10 - 0,25
- - - - - - - -
ER-D41 X500
- -
0,20 - 1,40 0,20 - 0,90 - - - - - 0,20 - 0,85 0,20 - 0,85 0,20 - 0,85 0,20 - 1,00
- -
ER-D41 X500
- -
0,20 - 1,10 0,20 - 0,80 - - - - - 0,10 - 0,70 0,10 - 0,70 0,10 - 0,70 0,10 - 0,80
- -
ER-D41 X500
- -
0,10 - 0,20 0,08 - 0,14 - - - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,10 0,05 - 0,12
- -
ER-D41 SP6519 0,30 - 2,50 0,30 - 2,00 0,20 - 1,20 0,20 - 0,75 0,30 - 2,50 0,30 - 2,30 - - - 0,20 - 0,85 0,20 - 0,85 0,20 - 0,85 0,20 - 1,00
- -
ER-D41 SP6519 0,30 - 2,00 0,30 - 1,60 0,20 - 1,00 0,15 - 0,60 0,30 - 2,00 0,30 - 1,80 - - - 0,10 - 0,70 0,10 - 0,70 0,10 - 0,70 0,10 - 0,80
- -
ER-D41 SP6519 0,10 - 0,22 0,10 - 0,18 0,10 - 0,18 0,05 - 0,10 0,10 - 0,22 0,10 - 0,18 - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,10 0,05 - 0,12
- -
ER-D41 SC6525 0,30 - 2,40 0,30 - 2,00
- -
0,30 - 2,50 0,30 - 2,30
- - - - - - - - -
ER-D41 SC6525 0,30 - 1,90 0,30 - 1,60
- -
0,30 - 2,00 0,30 - 1,80
- - - - - - - - -
ER-D41 SC6525 0,10 - 0,20 0,10 - 0,18
- -
0,10 - 0,22 0,10 - 0,18
- - - - - - - - -
ER-D721 GH2
- - - - - - -
0,30 - 1,50 0,30 - 1,50
- - - - - -
ER-D721 GH2
- - - - - - -
0,30 - 1,50 0,30 - 1,50
- - - - - -
ER-D721 GH2
- - - - - - -
0,10 - 0,40 0,10 - 0,40
- - - - - -
ER-D411 X500
- -
0,20 - 1,40 0,20 - 0,90 - - - - - 0,20 - 0,85 0,20 - 0,85 0,20 - 0,85 0,20 - 1,00
- -
ER-D411 X500
- -
0,20 - 1,10 0,20 - 0,80 - - - - - 0,10 - 0,70 0,10 - 0,70 0,10 - 0,70 0,10 - 0,80
- -
ER-D411 X500
- -
0,10 - 0,20 0,08 - 0,14 - - - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,10 0,05 - 0,12
- -
ER-D411 SP6519 0,30 - 2,50 0,30 - 2,30 0,20 - 1,20 0,20 - 0,75 0,30 - 2,50 0,30 - 2,30 - - - 0,20 - 0,85 0,20 - 0,85 0,20 - 0,85 0,20 - 1,00
- -
ER-D411 SP6519 0,30 - 2,00 0,30 - 1,80 0,20 - 1,00 0,15 - 0,60 0,30 - 2,00 0,30 - 1,80 - - - 0,10 - 0,70 0,10 - 0,70 0,10 - 0,70 0,10 - 0,80
- -
ER-D411 SP6519 0,10 - 0,22 0,10 - 0,18 0,10 - 0,18 0,05 - 0,10 0,10 - 0,22 0,10 - 0,18 - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,10 0,05 - 0,12
- -
029490 XDLW120508SR-D X400 12,70 12,70 5,56 0,80 0,10
029488 XDLW120508SR-D X500
12,70 12,70 5,56 0,80 0,10
029489 XDLW120508SR-D SC3025
12,70 12,70 5,56 0,80 0,10
029682 XDLT120508ER-D41 X500
12,70 12,70 5,56 0,80 0,05
031534 XDLT120508ER-D41 SP6519
12,70 12,70 5,56 0,80 0,05
033068 XDLT120508ER-D41 SC6525
12,70 12,70 5,56 0,80 0,05
029638 XDLT120508ER-D721 GH2
12,70 12,70 5,56 0,80 0,04
030783 XDLT120512ER-D411 X500
12,70 12,70 5,56 1,20 0,05
030792 XDLT120512ER-D411 SP6519
12,70 12,70 5,56 1,20 0,05
XDLW12-D XDLT12-D41 XDLT12-D721 XDLT12-D411
d
l
r
s
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page 19.
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Facing Slotting Plunging
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. 2,50 a
p
max. 2,00 a
e
max. 9,00
7792VXD12 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Note: HTA = High Temperature Alloys
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Note: Speed recommendations can be found on page 14.
XDLW120508SR-D X500 should be used for Alloyed Steel and Stainless Steel with heavy scale.
XDLT120512ER-D411 is a more positive geometry than the -D41 with a larger radius which increases performance during
smaller radial engagements or where chipping may occur when using the -D41 geometry.
XDLT120512ER-D411 uses less power than the -D41 geometry.
7792VXD12
Milling Inserts & Recommended Feeds
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 11 4/25/14 4:18 PM
www.kennametal.com
12
034851 7792VXE16CA040Z2R102 40 172 102 40 3,50 2 031225 DP5013T 030819 TP20 6,10
034852 7792VXE16CA050Z3R102 50 172 102 40 3,50 3 031225 DP5013T 030819 TP20 6,10
031277 7792VXE16-A063Z5R 63 40 - 22 3,50 5 031225 DP5013T 030819 TP20 6,10
031278 7792VXE16-A080Z6R 80 50 - 27 3,50 6 031225 DP5013T 030819 TP20 6,10
031279 7792VXE16-A100Z8R 100 50 - 32 3,50 8 031225 DP5013T 030819 TP20 6,10
031280 7792VXE16-A125Z10R 125 63 - 40 3,50 10 031225 DP5013T 030819 TP20 6,10
031281 7792VXE16-160Z12 160 63 - 40 3,50 12 031225 DP5013T 030819 TP20 6,10
d
1
H
D
034851 7792VXE16CA040Z2R102 16,10 2.55 3.35 50 78 2.50 13.00 33000
034852 7792VXE16CA050Z3R102 25,83 1.36 2.85 70 98 2.50 13.00 27500
031277 7792VXE16-A063Z5R 37,45 0.86 1.00 96 124 2.50 13,00 22000
031278 7792VXE16-A080Z6R 54,45 0.58 0.65 130 158 2.50 13,00 19000
031279 7792VXE16-A100Z8R 74,45 0.42 0.51 170 198 2.50 13,00 16500
031280 7792VXE16-A125Z10R 99,45 0.32 0.37 220 248 2.50 13,00 14500
031281 7792VXE16-160Z12 134,50 0.23 0.27 290 318 2.50 13,00 12500
a
p
A
B
D
L
I
1
d
1
7792VXE16 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
a
e
max
Plunging
Max
RPM
A ° B °
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Depth of Cut (
a
p
)
Shell Mill Fixation
Ramp angle B uses
two cutting edges
(one outside and
one inside edge).
Flat
Facing Pitch
Ramp angle A uses one
outside cutting edge only.
A = max ramp angle utilising full
face contact
B = max ramp angle utilising full
contact + internal corner radius
7792VXE16
High Feed Milling Cutter
Helical
Interpolation
Plunging
7792VXE16 Cylindrcal Shank
7792VXE16 Shell Mill Fixation
Cylindrical Shank
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 12 4/25/14 4:19 PM
www.kennametal.com
13
SR-D X400 0,30 - 2,00 0,30 - 1,80 - - - - - - - - - - - 0,30 - 0,80 0,30 - 1,00
SR-D X400 0,30 - 1,70 0,30 - 1,50 - - - - - - - - - - - 0,30 - 0,50 0,30 - 0,60
SR-D X400 0,10 - 0,27 0,10 - 0,22 - - - - - - - - - - - 0,10 - 0,10 0,10 - 0,12
SR-D SC3025 - - - - 0,30 - 2,00 0,30 - 1,80 0,30 - 1,50 - - - - - - - -
SR-D SC3025 - - - - 0,30 - 1,50 0,30 - 1,30 0,30 - 1,20 - - - - - - - -
SR-D SC3025 - - - - 0,10 - 0,20 0,10 - 0,18 0,10 - 0,15 - - - - - - - -
ER-D41 X500
- -
0,20 - 1,00 0,20 - 0,60
- - - - -
0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80
- -
ER-D41 X500
- -
0,20 - 0,80 0,20 - 0,50
- - - - -
0,10 - 0,40 0,10 - 0,40 0,10 - 0,40 0,10 - 0,50
- -
ER-D41 X500
- -
0,12 - 0,16 0,07 - 0,13
- - - - -
0,05 - 0,10 0,05 - 0,10 0,05 - 0,10 0,05 - 0,12
- -
ER-D41 SP6519 0,30 - 1,50 0,30 - 1,30 0,20 - 1,00 0,20 - 0,50 0,30 - 1,50 0,30 - 1,20
- - -
0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80
- -
ER-D41 SP6519 0,30 - 1,30 0,30 - 1,20 0,20 - 0,80 0,20 - 0,45 0,30 - 1,20 0,30 - 1,10
- - -
0,10 - 0,40 0,10 - 0,40 0,10 - 0,40 0,10 - 0,50
- -
ER-D41 SP6519 0,10 - 0,23 0,10 - 0,20 0,12 - 0,16 0,07 - 0,12 0,10 - 0,20 0,10 - 0,16
- - -
0,05 - 0,10 0,05 - 0,10 0,05 - 0,10 0,05 - 0,12
- -
ER-D41 SC6525 0,30 - 1,40 0,30 - 1,20
- -
0,30 - 1,50 0,30 - 1,20
- - - - - - - - -
ER-D41 SC6525 0,30 - 1,20 0,30 - 1,10
- -
0,30 - 1,20 0,30 - 1,10
- - - - - - - - -
ER-D41 SC6525 0,10 - 0,20 0,10 - 0,18
- -
0,10 - 0,20 0,10 - 0,16
- - - - - - - - -
031291 XELW160512SR-D X400 16,80 16,80 5,56 1,20 0,12
031292 XELW160512SR-D SC3025
16,80 16,80 5,56 1,20 0,12
031293 XELT160512ER-D41 X500
16,80 16,80 5,56 1,20 0,12
031294 XELT160512ER-D41 SP6519
16,80 16,80 5,56 1,20 0,12
033069 XELT160512ER-D41 SC6525
16,80 16,80 5,56 1,20 0,12
XELW16-D XELT16-D41
d
l
r
s
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Facing Slotting Plunging
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. 3,50 a
p
max. 3,00 a
e
max.13,00
7792VXE16 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Note: HTA = High Temperature Alloys
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page 19.
Note: Speed recommendations can be found on page 14.
7792VXE16
Milling Inserts & Recommended Feeds
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 13 4/25/14 4:19 PM
www.kennametal.com
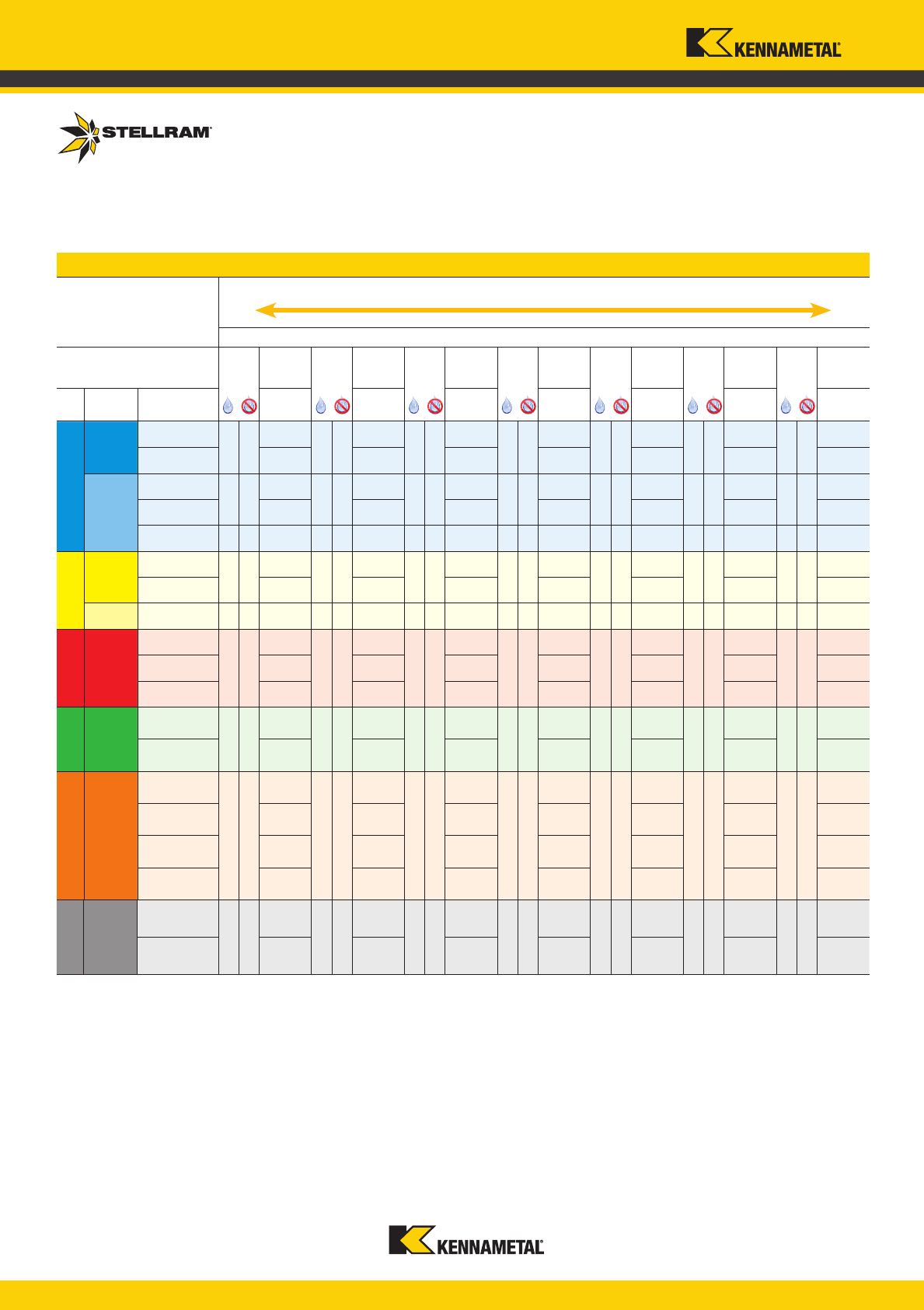
14
P
120 - 260
130 - 295
140 - 370
105 - 230 115 - 260 120 - 325
95 - 200
100 - 210
100 - 230
105 - 290
70 - 150 75 - 160 75 - 175 80 - 210
45 - 95
50 - 100
50 - 110
50 - 140
--
+
M
115 - 250
115 - 270
100 - 220 105 - 235
50 - 110
50 - 120
K
140 - 295
145 - 390
150 - 395
110 - 240 115 - 305 120 - 335
100 - 220 105 - 275
N
305 - 2130
400 - 2745
245 - 1760 295 - 2135
S
23 - 48
23 - 55
21 - 44 22 - 48
24 - 51 25 - 55
35 - 73 36 - 79
H
45 - 95
35 - 80
Recommended Possible
Speed v
c
(m/min)
7792VX Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
X Grade
CVD
X Grade
PVD
Standard
Uncoated
Micrograin
CVD
Standard
CVD
Standard
ISO Materials
Rm and
Hardness
X400 X500 SP6519 GH2 SC6525 SC3025
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
7792VX
Recommended Speeds
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 14 4/25/14 4:19 PM
www.kennametal.com
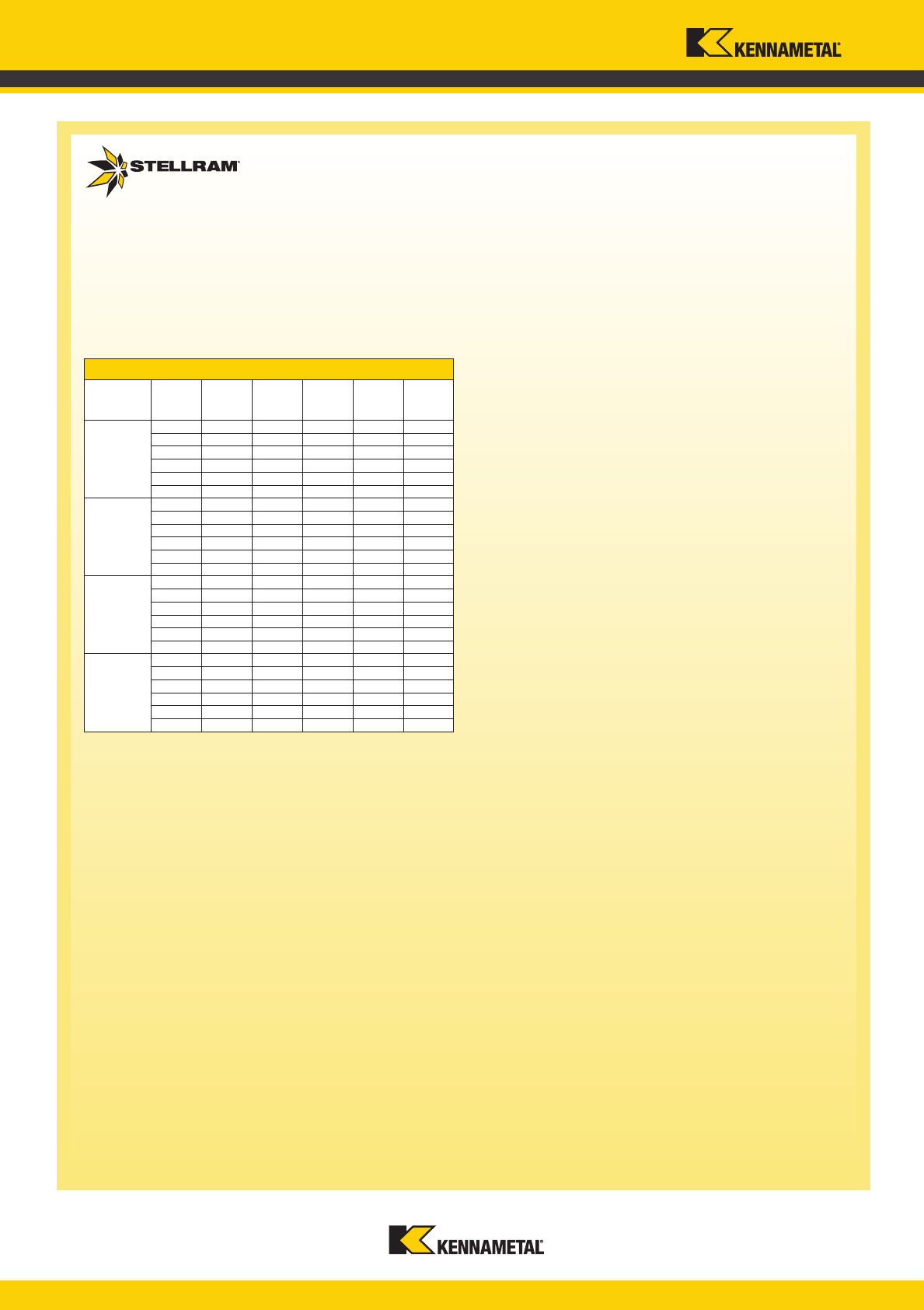
15
7792VXP06 7792VXD09 7792VXD12 7792VXE16
16 20 25 32 25 32 40 50 32 52 63 66 80 100 125 160 63 80 100 125 160
6 6 6 6 9 9 9 9 12 12 12 12 12 12 12 12 16 16 16 16 16
3 3 3 3 6 6 6 6 9 9 9 9 9 9 9 9 13 13 13 13 13
0,25 3,97 4,44 4,97 5,63 4,97 5,63 6,30 7,05 5,63 7,19 7,92 8,11 8,93 9,99 11,17 12,64 7,92 8,93 9,99 11,17 12,64
0,50 5,57 6,24 7,00 7,94 7,00 7,94 8,89 9,95 7,94 10,15 11,18 11,44 12,61 14,11 15,78 17,86 11,18 12,61 14,11 15,78 17,86
0,75 6,76 7,60 8,53 9,68 8,53 9,68 10,85 12,16 9,68 12,40 13,67 13,99 15,42 17,26 19,31 21,86 13,67 15,42 17,26 19,31 21,86
1,00 7,75 8,72 9,80 11,14 9,80 11,14 12,49 14,00 11,14 14,28 15,75 16,12 17,78 19,90 22,27 25,22 15,75 17,78 19,90 22,27 25,22
2,00 10,58 12,00 13,56 15,49 13,56 15,49 17,44 19,60 15,49 20,00 22,09 22,63 24,98 28,00 31,37 35,55 22,09 24,98 28,00 31,37 35,55
3,00 12,49 14,28 16,25 18,65 16,25 18,65 21,07 23,75 18,65 24,25 26,83 27,49 30,40 34,12 38,26 43,41 26,83 30,40 34,12 38,26 43,41
4,00 18,33 21,17 24,00 27,13 21,17 27,71 30,72 31,50 34,87 39,19 44,00 49,96 30,72 34,87 39,19 44,00 49,96
5,00 20,00 23,24 26,46 30,00 23,24 30,66 34,06 34,93 38,73 43,59 48,99 55,68 34,06 38,73 43,59 48,99 55,68
6,00 21,35 24,98 28,57 32,49 24,98 33,23 36,99 37,95 42,14 47,50 53,44 60,79 36,99 42,14 47,50 53,44 60,79
7,00 26,46 35,50 39,60 40,64 45,21 51,03 57,48 65,45 39,60 45,21 51,03 57,48 65,45
8,00 27,71 37,52 41,95 43,08 48,00 54,26 61,19 69,74 41,95 48,00 54,26 61,19 69,74
9,00 28,77 39,34 44,09 45,30 50,56 57,24 64,62 73,73 44,09 50,56 57,24 64,62 73,73
10,00 46,04 52,92 60,00 67,82 77,46
11,00 47,83 55,10 62,58 70,82 80,97
12,00 49,48 57,13 64,99 73,65 84,29
13,00 50,99 59,03 67,26 76,32 87,43
06
16 7,60
20 11,60
25 16,60
32 23,60
09
25 11,75
32 18,75
40 26,75
50 36,75
12
32 10,60
52 33,60
63 44,60
66 47,60
80 61,60
100 81,60
125 106,60
160 141,60
16
63 37,45
80 54,45
100 74,45
125 99,45
160 134,50
06
16 22 30
20 30 38
25 40 48
32 54 62
09
25 34 48
32 48 62
40 64 78
50 84 98
12
32 42 62
52 82 102
63 104 124
66 110 130
80 138 158
100 178 198
125 228 248
160 298 318
16
63 96 124
80 130 158
100 170 198
125 220 248
160 290 318
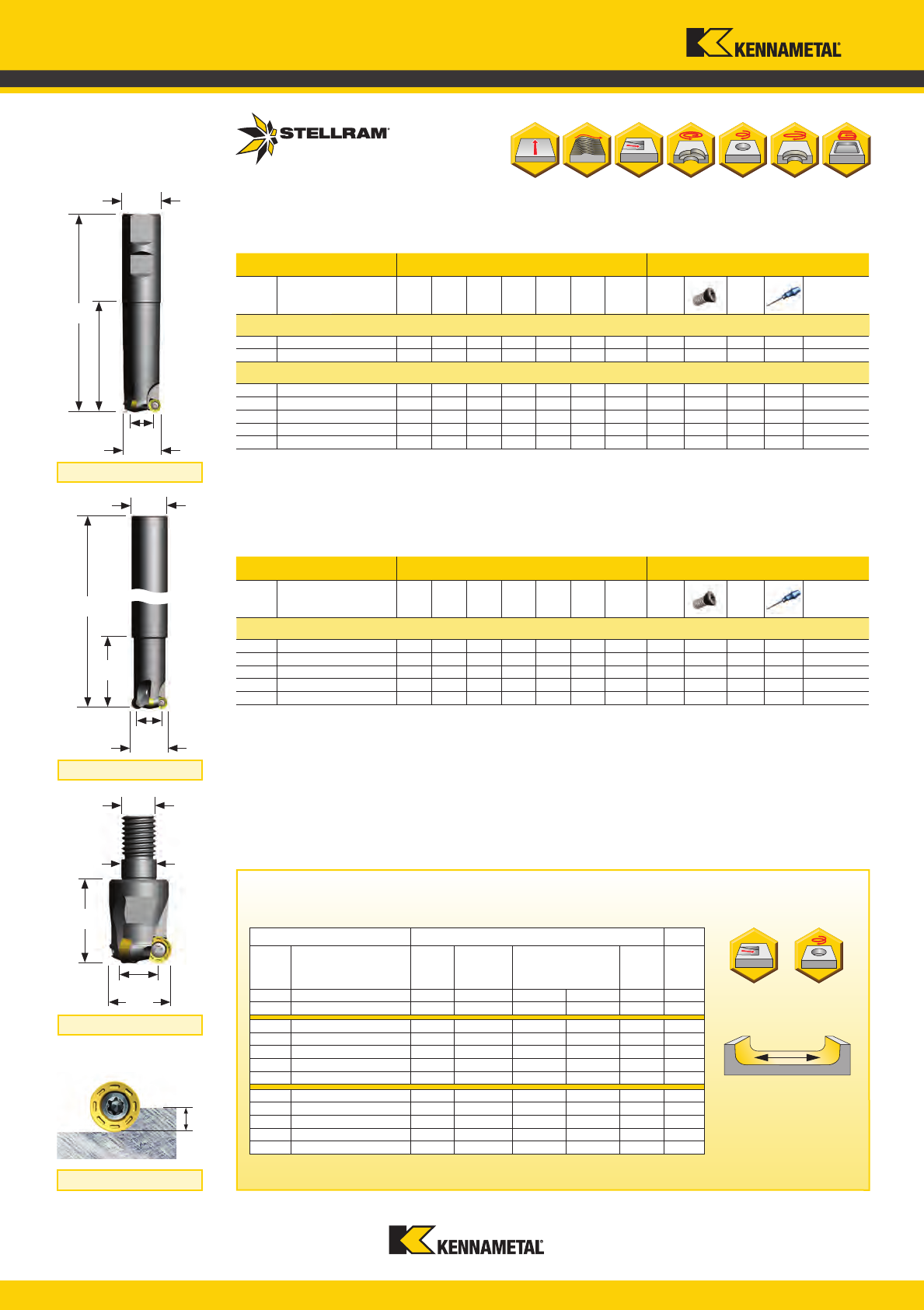
Helical interpolation capacity for 7792VX (mm)
Insert Size Cutter dia. Hole min. Hole max.
Max. flat surface (mm)
Insert size Cutter dia. Pitch
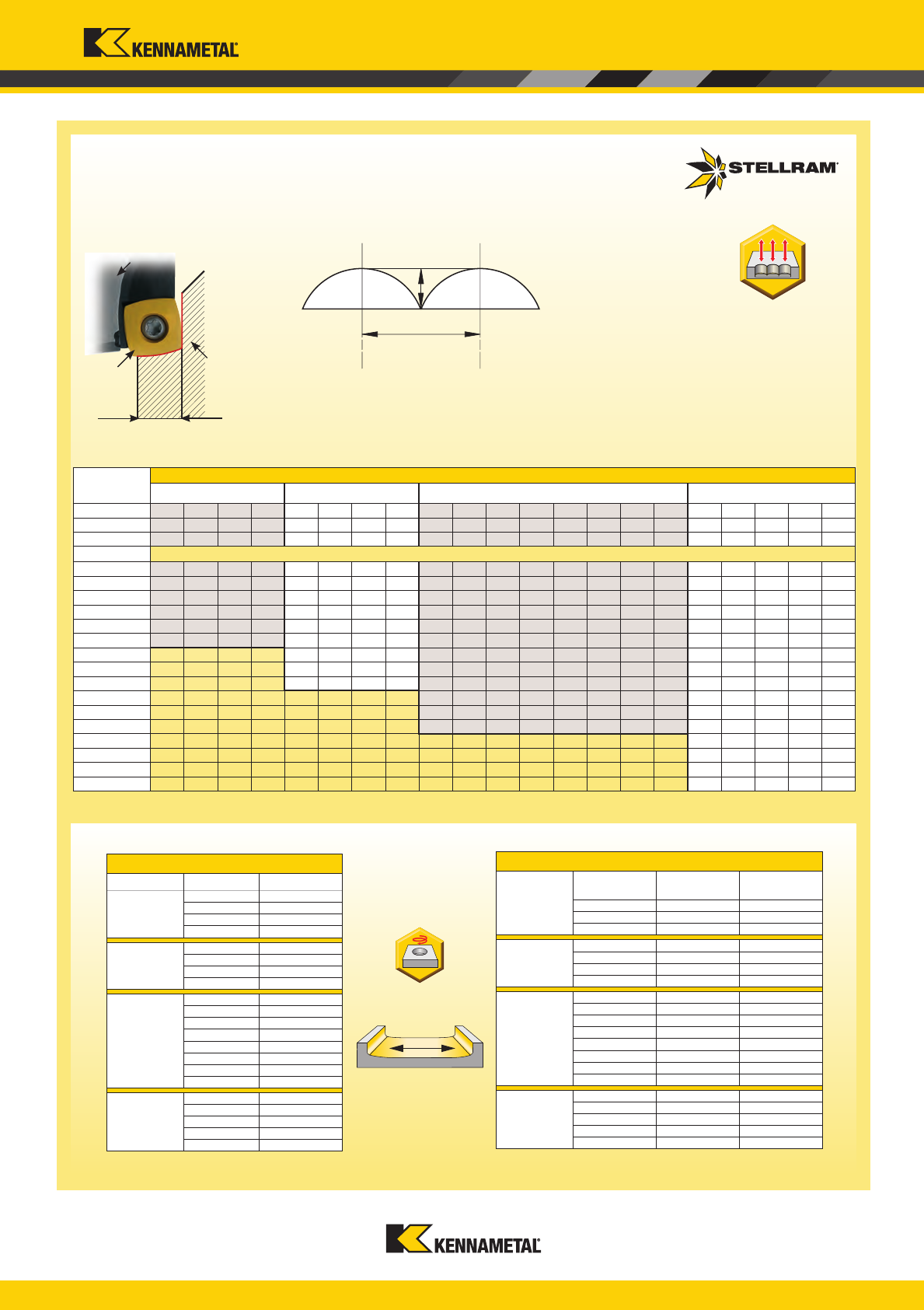
Plunging Information (mm) tool definition-scallop height and step over
Tool denition (mm)
Diameter
Insert size
a
e
max
Scallop height
Step over (mm)
Tool
Insert
Workpiece
a
e
(Maximum)
Scallop Height
Stepover
Plunging
The cutting edge should not be in contact with
the material face after machining to maintain
the cutting edge quality.
The scallop height is
calculated in relation
to the step over.
The maximum radial engagement is directly
in relation to insert cutting edge length.
For insert type: XP…06 the a
e
, max is 3mm.
For insert type: XD…09 the a
e
, max is 6mm.
For insert type: XD…12 the a
e
, max is 9mm.
For insert type: XE…16 the a
e
, max is 13mm.
7792VX
Technical Information
Helical Interpolation
Facing Pitch
Flat
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 15 4/25/14 4:19 PM
www.kennametal.com
16
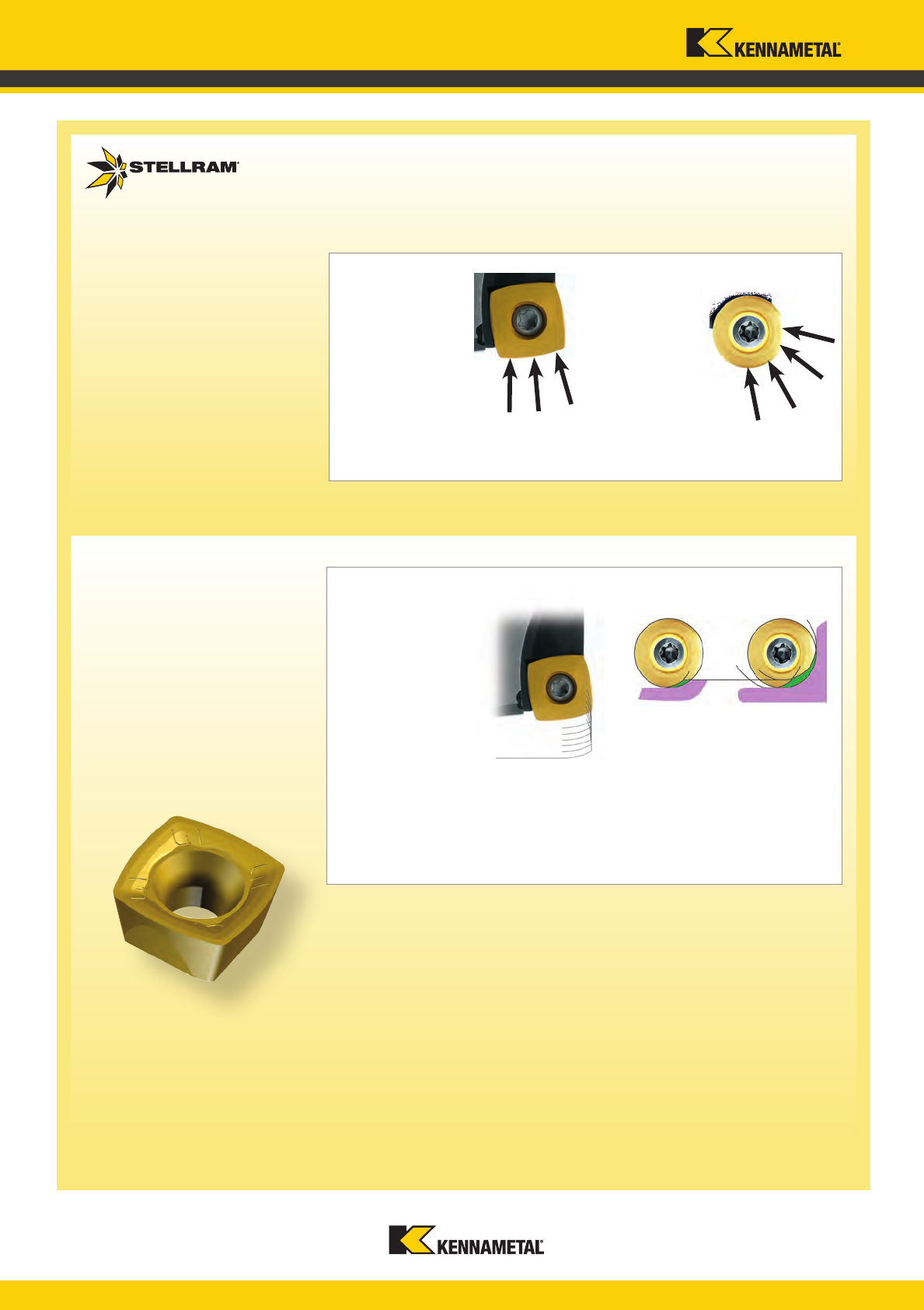
Round insert
•
Greater surface contact.
•
Increased chip section for side
wall machining.
•
Vibration in corners.
•
Undulating side wall cusps.
7792VX
•
Constant cutting
section (chip volume)
irrespective of
position in cavity.
•
Producing a close
to profile side wall.
•
Near-square side walls
possible.
The 7792VX machines with a
constant volume of chip throughout all
aspects of producing cavities and
produces a side wall that is close to
profile.
Round insert tools have increasing chip
volume through the process.
Round Insert Tools
•
Tangential
forces act
around the
radius
•
Leads to vibration
and damage of
the cutting edge
•
Leads to reduced
feed and lower productivity
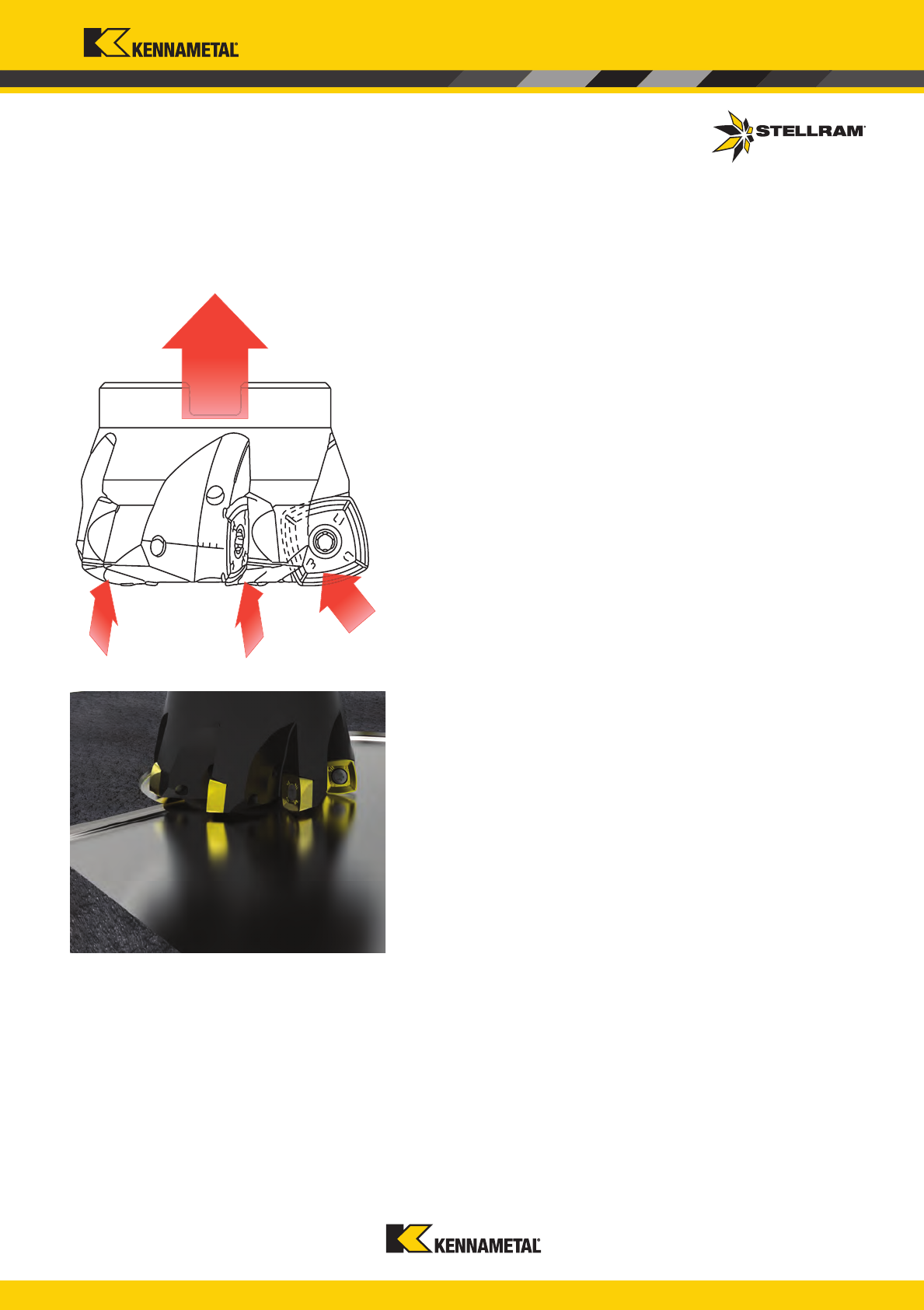
7792VX
•
Cutting forces
predominantly
axial
•
Relationship
between cutting
edge and work piece
is at its most stable.
•
Results in high feed
rates and consistent
tool life.
The advantages of face milling and
producing cavities with Stellram’s high
feed face mill are numerous.
The unique design of the insert, approach
angle and the cutter body ensure the
cutting forces are predominantly directed
in the axial direction. The example shown
with a round insert tool shows complex
forces which result in high levels of
vibration and damage to the cutting edge.
Centre clearance Side wall
7792VX
Technical Information
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 16 4/25/14 4:19 PM
www.kennametal.com
17
06 0,80 1,37 0,40
09
0,80 2,01 0,73
1,20 2,27 0,67
12
0,80 2,50 1,02
1,20 2,73 0,97
16 1,20 4,18 1,46
L
R
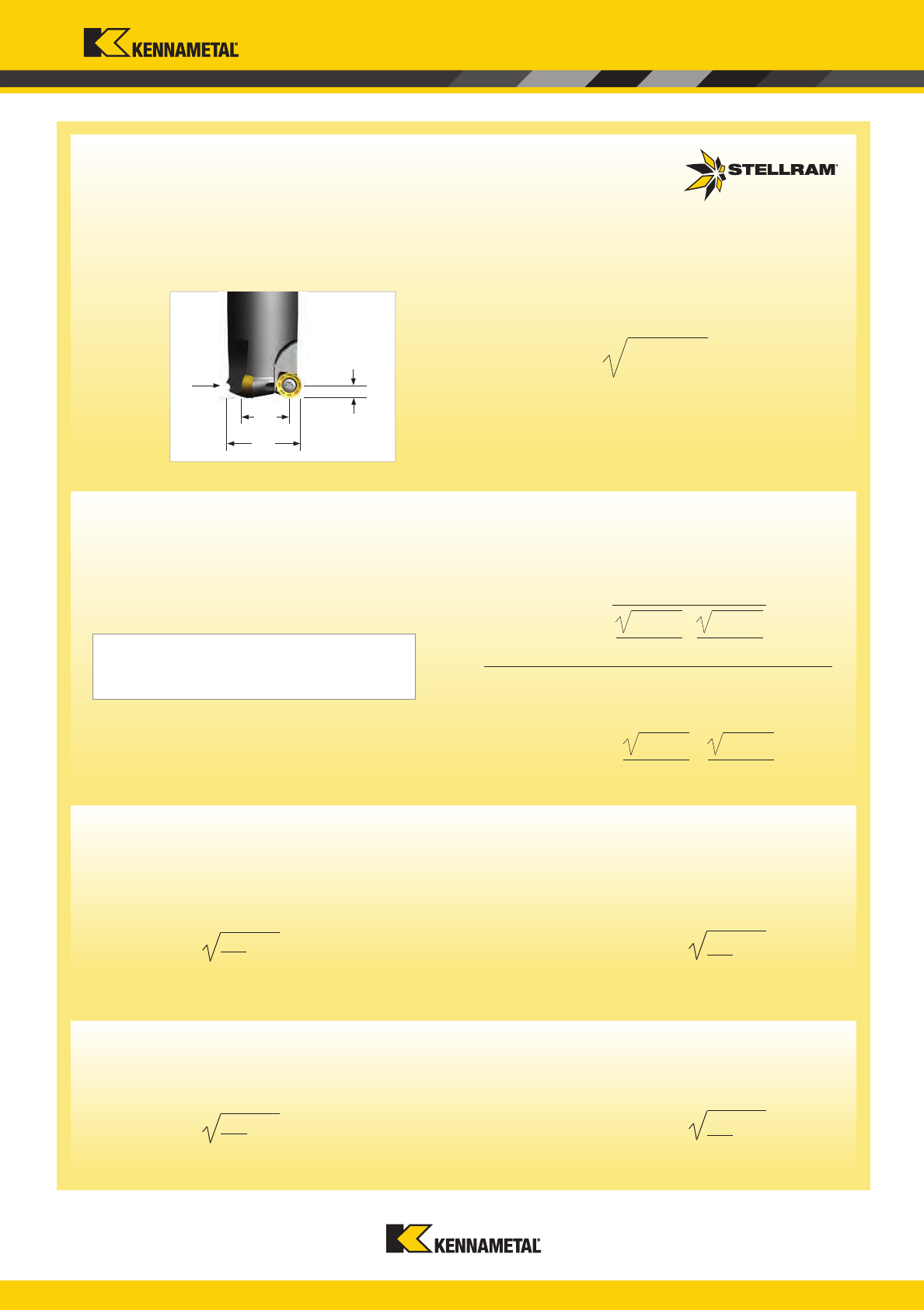
Programming Data (mm)
Insert size (mm) Radius R L
h
m
= f
z
x
f
z
= h
m
x
h
m
= f
z
x
f
z
= h
m
x
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
Calculation of the average chip thickness in relation with the D.O.C. (Axial)
CNC Program - Corner Radius Definition
The use of common CAD / CAM systems requires a
round insert dimension to be known for cavity machining.
This is available with 7792VX cutters as shown to the
right and in the reference table.
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
Formula: Programme Feed Rate (f
z
)
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
p
= Depth of cut
f
z
= Feed per tooth
d = Insert diameter 45mm
Theoretical Diameter for all high feed insert sizes = 45mm
Formula: Programme Feed Rate (f
z
)
For finish pass applications:
Wiper Facet for finishing use max. feed 0,80mm/Revolution
a
e
d
d
a
e
a
p
d
d
a
p
7792VX
Technical Information
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 17 4/25/14 4:19 PM
www.kennametal.com
18
7792 Case Histories
Material: 4140 steel – 280 - 320 HBN
Industry: Die/Mold
Job: 17 holes – 51,59mm diameter, 67,74mm deep
Cycle time: 4.5 hours
7792 Solution:
Cutter: Modular 7792VXD09 (25mm Cutter)
Extension: Anti-vibration, heavy-alloy Modular Shank
Insert Grade: X400
Process: High Feed Helical Interpolation
Cycle time: 1 minute 45 seconds per hole
Total Cycle time: 30 minutes
90% Reduction in Cycle Time
Material: 6-4 Titanium
Job: Machine pockets in aerospace component
Cycle time: 5.5 hours
7792 Solution:
Cutter: 7792VXD12 (160mm Cutter)
Insert Grade: X500
Cycle time: 1 hour 20 minutes
75% Reduction in Cycle Time
Material: 6-4 Titanium
Job: Turn a 1463mm diameter by 340mm deep ring
Industry: Aerospace
Turning Cycle time: 4 hours 35 minutes
7792 Solution:
Cutter: 7792VXE16 (125mm Cutter)
Insert Grade: X500
Process: Mill turning
Workpiece rotates on B axis at 0,26 RPM
Spiral milling feed rate of 60mm per revolution
Cycle time: 2 hours 24 minutes
Spiral Milling Cuts Cycle Time 48%
7792 Case Histories
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 18 4/25/14 4:19 PM
www.kennametal.com
19
P
P
M
M
K N
S
H
P
P
K
H
M
M
S
N
M
M
S
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
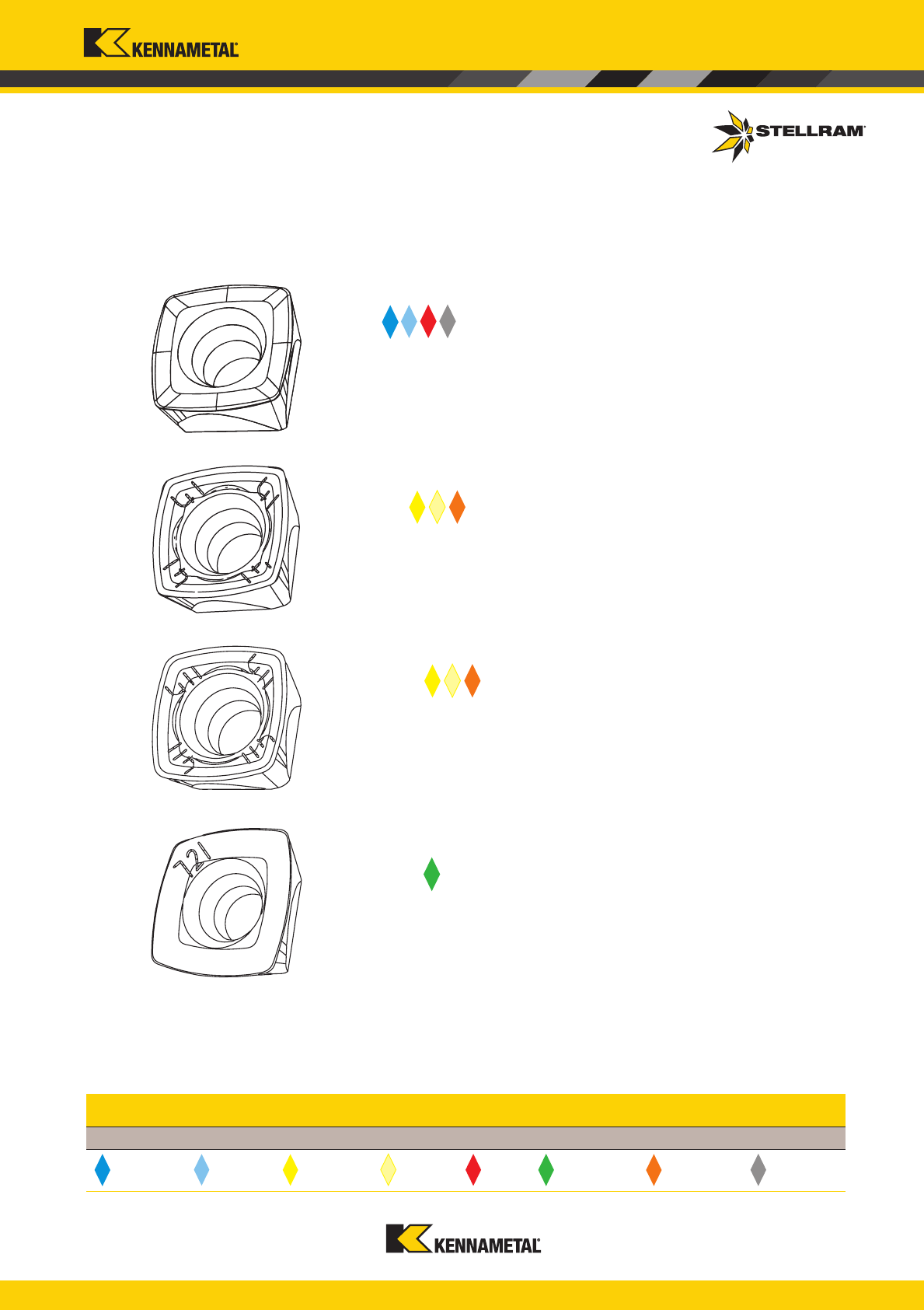
High Feed Geometries
-D
-D41
-D411
-D721
Fully ground with flat top and variable hone.
Hardened Materials up to 480HBN.
Positive geometry that reduces power consumption.
Positive geometry with larger corner radius (1,2mm) reduces cutting energy and
provides better edge protection during lower radial engagement applications.
Positive, periphery ground, polished top rake face and sharp edge allows a freer
cutting action and reduces built-up edge.
7792 Patented High Feed Milling
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 19 4/25/14 4:19 PM
www.kennametal.com
20
P
P
M
M
K N
S
H
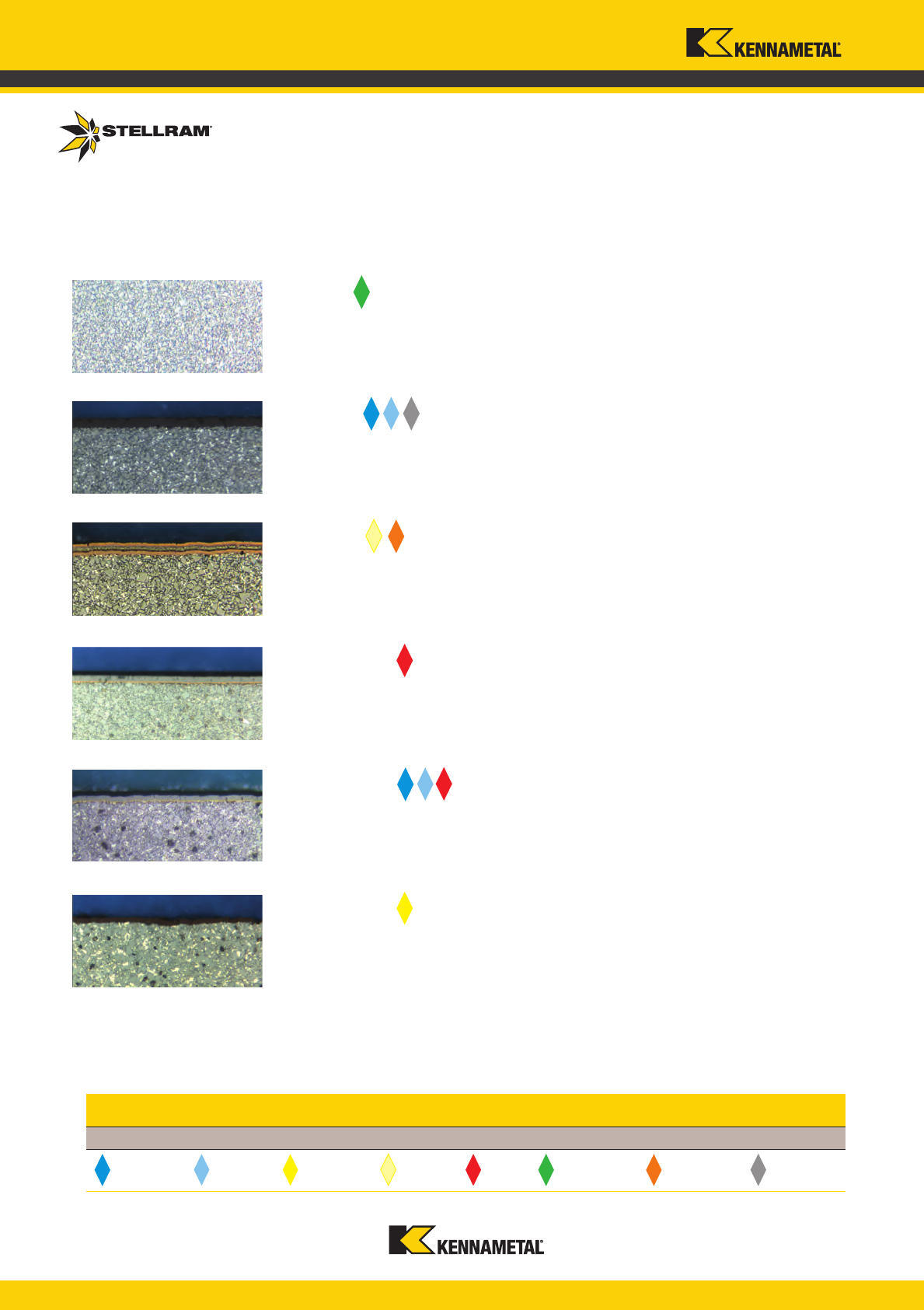
High Feed Grades
K
N
P
P
H
M
S
M
K
P
P
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Coating Type: PVD, TiAlN – Super nano coating is extremely hard for unmatched
performance and virtually eliminates residual stress.
GH2
X500
SC3025
SC6525
SP6519
X400
Coating Type: CVD, TiN-TiC-TiN – High level of shock resistance; operates at low to medium
cutting speeds; high metal removal rates.
Coating Type: CVD, TiN - TiCN - Al
2
O
3
– Multi-layer CVD coating offers wear and abrasion
resistance.
Coating Type: CVD, TiN-TiCN-Al
2
O
3
– High Performance Machining at elevated surface
speeds.
Uncoated Micrograin – Tough and able to handle high pressure, vibration and shock.
Coating Type: PVD, TiAlN – Designed for high metal removal rates and interrupted cuts.
High Feed Grades
KMST-009_ExpFocusBroMetricUK_Cov-20.indd 20 4/25/14 4:19 PM
www.kennametal.com
21
The 77 Family
• Patented Cutter Designs
• Patented Insert Designs
• Patented Grades
Excellent for roughing, semi-finishing
and finishing of high-performance materials
KMST-009_ExpFocusBroMetricUK_21-47.indd 21 4/25/14 4:26 PM
www.kennametal.com
22
The 77 Family
Three Families of Cutters are Featured:
• 7700VR08 small diameter standard button cutters (Cylindrical,
Weldon and Modular: 16mm to 32mm)
• 7710VRD20 Anti-Rotation Shell Mill cutters (63mm to 160mm)
• 7713VR10 and 12 Patented Anti-Rotation Cutters
(Cylindrical, Modular and Shell: 20mm to 80mm)
This collection of cutters shows the dynamics of Kennametal technology—
taking the conventional to the highest level to machine the toughest high
performance alloys.
Continuous Cutting Under
the Toughest Conditions
• Cutter diameters from 16mm to 160mm
• Maximum number of teeth for heavy feed operations
• Medium and close pitch cutters available
• Round button insert for maximum strength
• 8mm to 20mm insert diameters
• Low cutting forces
• Flute design maximizes chip evacuation
• Satin Silver coating extends cutter body life (only 7713VR series)
• Modular tools feature an Anti-Vibration Tungsten Extension
with Through Coolant
Shell
40mm – 160mm
Modular
16mm – 40mm
Cylindrical
16mm – 32mm
Weldon
25mm
77 Family
KMST-009_ExpFocusBroMetricUK_21-47.indd 22 4/25/14 4:26 PM
www.kennametal.com
23
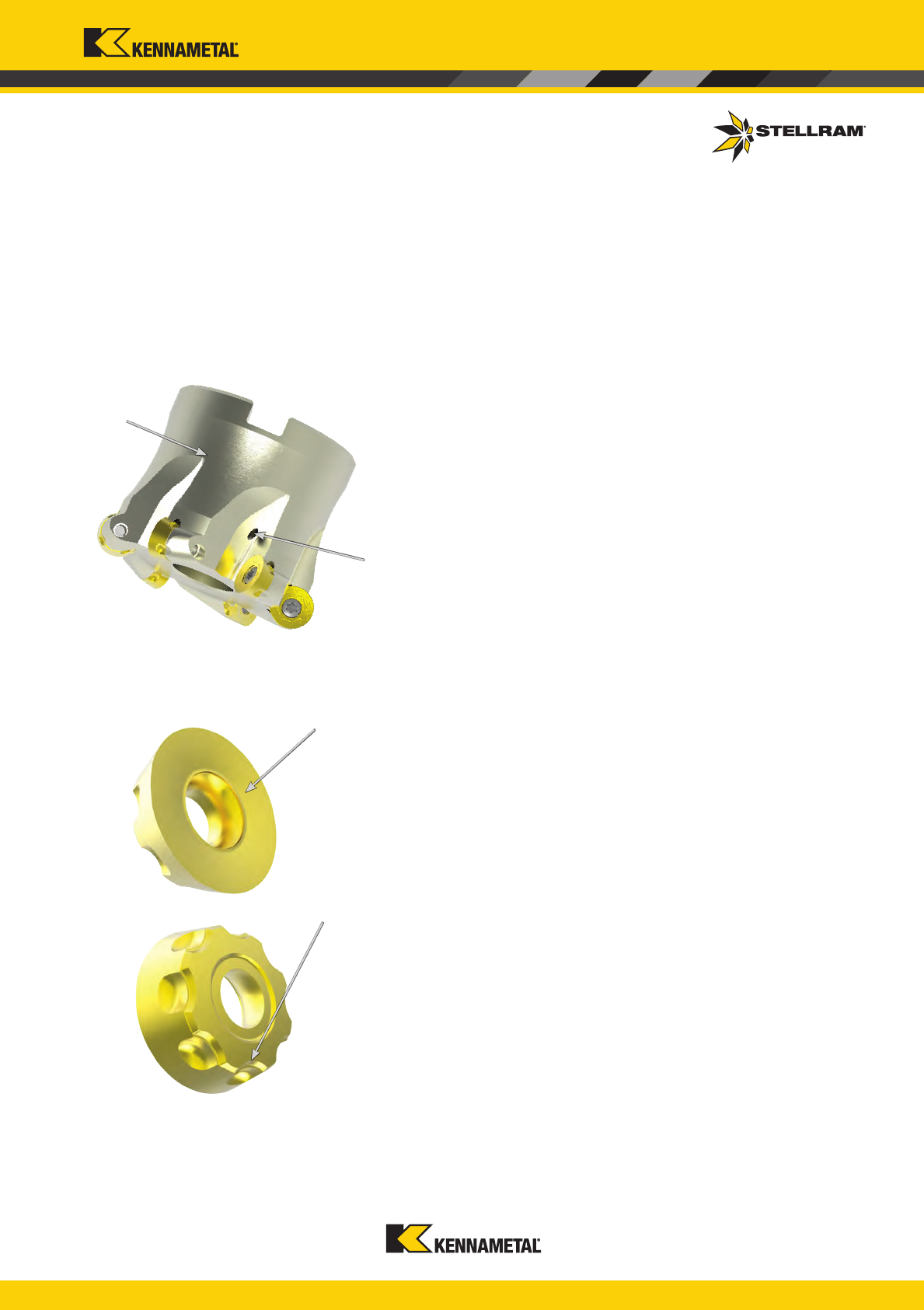
VRD / VR Anti-Rotation Technology
The High Flute Indexing Cutter
The 7710 and 7713 series cutters feature a unique patented pocket
system that locks the inserts into position to prevent inserts from
moving during heavy machining.
• Through Coolant and unique flow through pocket design
maximise chip evacuation and increase tool life
7713 Patented series cutter bodies are armored with Satin Silver
plating to protect body integrity in milling high performance
materials.
The Positive Indexing Round Insert
The Anti-Rotation insert features four, five or eight locking positions
which mate with the pocket of the cutter body.
• Positive positioning of the insert throughout the heaviest cuts
• Maximum indexes to optimize tool life and reduce tooling costs
Maximum Chip Evacuation
Maximum Tool Life
Heavy Cut
Geometries
Locking
Positions
High Flute
Design
Through
Tool Coolant
77 Family
KMST-009_ExpFocusBroMetricUK_21-47.indd 23 4/25/14 4:26 PM
www.kennametal.com
24
021732 7700VR08WA025R070-M3 25 17 126 70 25 4 3 015062 F3006T 013214 T9 1,40
021733 7700VR08WA025R124-M3 25 17 180 124 25 4 3 015062 F3006T 013214 T9 1,40
031134 7700VR08CA020Z3R40 20 12 180 40 20 4 3 015062 F3006T 013214 T9 1,40
031135 7700VR08CA025Z3R50 25 17 200 50 25 4 3 015062 F3006T 013214 T9 1,40
031602 7700VR08CA025Z4R50 25 17 200 50 25 4 4 015062 F3006T 013214 T9 1,40
031137 7700VR08CA032Z4R70 32 24 250 70 32 4 4 015062 F3006T 013214 T9 1,40
031081 7700VR08CA032Z5R70 32 24 250 70 32 4 5 015062 F3006T 013214 T9 1,40
M
L
d
1
a
p
031124 7700VR08SA016Z2R25 16 8 25 M8 8.5 4 2 015062 F3006T 013214 T9 1,40
031125 7700VR08SA020Z3R25 20 12 25 M10 10.5 4 3 015062 F3006T 013214 T9 1,40
031126 7700VR08SA025Z3R35 25 17 35 M12 12.5 4 3 015062 F3006T 013214 T9 1,40
031127 7700VR08SA025Z4R35 25 17 35 M12 12.5 4 4 015062 F3006T 013214 T9 1,40
031080 7700VR08SA032Z5R35 32 24 35 M16 17.0 4 5 015062 F3006T 013214 T9 1,40
021732 7700VR08WA025R070-M3 17 7.85 36 48 2,67 68000
021733 7700VR08WA025R124-M3 17 7.85 36 48 2,67 68000
031134 7700VR08CA020Z3R40 12 9.10 26 38 2,67 81000
031135 7700VR08CA025Z3R50 17 7.85 36 48 2,67 68000
031602 7700VR08CA025Z4R50 17 7.85 36 48 2,67 68000
031137 7700VR08CA032Z4R70 24 6.75 50 62 2,67 57000
031081 7700VR08CA032Z5R70 24 6.75 50 62 2,67 57000
031124 7700VR08SA016Z2R25 8 32.60 18 30 2,67 99000
031125 7700VR08SA020Z3R25 12 12.70 26 38 2,67 81000
031126 7700VR08SA025Z3R35 17 7.85 36 48 2,67 68000
031127 7700VR08SA025Z4R35 17 7.85 36 48 2,67 68000
031080 7700VR08SA032Z5R35 24 7.20 50 62 2,67 57000
L
d
1
I
1
L
I
1
d
1
Da*
D
Da*
D
Da*
D
D = Effective Diameter (Axis) from insert centreline to centreline.
D = Effective Diameter (Axis) from insert centreline to centreline.
7700VR08 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
7700VR08 Modular Head - Medium and Fine Pitch
Product Dimensions (mm) Spares
EDP Item Description D
a
* D L/H
M d
1
a
p
max
No. of
teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D
a
* D L/H
l
1
d
1
a
p
max
No. of
teeth
EDP EDP
Screw
Tightening
Nm
7700VR08 Weldon Shank
7700VR08 Cylindrical Shank - Medium and Fine Pitch
Weldon Shank
Cylindrical Shank
Modular Head
Depth of Cut (
a
p
)
D
a
* = Outside Diameter
D
a
* = Outside Diameter
Note: For Cylindrical Shank extensions in high density alloy with through coolant refer to page 45.
7700VR08
Copy Milling Cutter
Ramping Helical
Interpolation
Facing Pitch
Flat
KMST-009_ExpFocusBroMetricUK_21-47.indd 24 4/25/14 4:26 PM
www.kennametal.com
25
F-701
SP4019
- - - - - - - 0,02 - 0,08 0,02 - 0,06 0,02 - 0,06 0,02 - 0,06 0,02 - 0,07 0,02 - 0,09 - -
F-701
GH1
- - - - - - - 0,02 - 0,08 0,02 - 0,06 - - - - - -
E-701
X500
- - - - - - - - - 0,02 - 0,06 0,02 - 0,06 0,02 - 0,07 0,02 - 0,09 - -
E-701
SP6519
- - 0,02 - 0,10 0,02 - 0,08 - - - - - 0,02 - 0,06 0,02 - 0,06 0,02 - 0,07 0,02 - 0,09 - -
E-41
X500
- - 0,03 - 0,12 0,03 - 0,10 - - - - - - - - - - -
E-41
SP6519
0,03 - 0,14 0,03 - 0,12 0,03 - 0,12 0,03 - 0,10 0,03 - 0,14 0,03 - 0,14 0,03 - 0,12 - - - - - - - -
E-41
MP91M
0,03 - 0,13 - - - 0,03 - 0,13 0,03 - 0,13 0,03 - 0,11 - - - - - - - -
E-422
X500
- 0,03 - 0,12 0,03 - 0,14 0,03 - 0,11 - - - - - 0,03- 0,08 0,03 - 0,08 0,03 - 0,09 0,03 - 0,11 - -
E-422
SP6519
0,03 - 0,14 0,03 - 0,12 0,03 - 0,14 0,03 - 0,11 0,03 - 0,14 0,03 - 0,14 0,03 - 0,12 - - 0,03 - 0,08 0,03 - 0,08 0,03 - 0,09 0,03 - 0,11 - -
034544 RPEX0803M3F-701 SP4019
-
8,00 - 3,18 4,00 0,02
023315 RPEX0803M3F-701 GH1 -
8,00 - 3,18 4,00 0,02
031312 RPEX0803M3E-701 X500 -
- 8,00 - 3,18 4,00 0,02
034543 RPEX0803M3E-701 SP6519 - -
8,00 - 3,18 4,00 0,02
015220 RPMT0803M3E-41 X500 -
8,00 - 3,18 4,00 0,02
031473 RPMT0803M3E-41 SP6519 -
8,00 - 3,18 4,00 0,02
017308 RPMT0803M3E-41 MP91M -
8,00 - 3,18 4,00 0,02
031186 RPHT0803M3E-422 X500 -
8,00 - 3,18 4,00 0,03
031187 RPHT0803M3E-422 SP6519
-
8,00 - 3,18 4,00 0,03
RPEX08-701
RPMT08-41
RPHT08-422
d
s
7700VR08 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Note: HTA = High Temperature Alloys
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max a
p
min - max a
p
min - max
- 0.,80 - 1,50 0,10 - 0,80
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page 46.
Note: Speed recommendations can be found on page 26.
7700VR08
Milling Inserts & Recommended Feeds
KMST-009_ExpFocusBroMetricUK_21-47.indd 25 4/25/14 4:26 PM
www.kennametal.com
26
P
130 - 270
130 - 295
140 - 315
140 - 345
115 - 240 115 - 260 120 - 275 120 - 305
100 - 210
100 - 230
105 - 245
105 - 270
75 - 160 75 - 175 80 - 190 80 - 205
50 - 100
50 - 110
50 - 120
50 - 130
+
--
M
115 - 250
115 - 260
115 - 270
120 - 280
100 - 220 105 - 230 105 - 235 110 - 250
50 - 110
50 - 115
50 - 120
50 - 130
K
120 - 280
140 - 295
145 - 330
145 - 365
105 - 205 110 - 240 115 - 255 115 - 285
95 - 170 100 - 220 105 - 235 105 - 260
N
400 - 2745
400 - 2895
400 - 3050
295 - 2135 295 - 2320 295 - 2440
S
23 - 48
23 - 52
23 - 55
24 - 63
21 - 44 22 - 46 22 - 48 23 - 52
24 - 51 25 - 53 25 - 55 26 - 59
35 - 73 36 - 75 36 - 79 37 - 84
H
Recommended Possible
Speed v
c
(m/min)
7700VR Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
CVD
X Grade
PVD
X Grade
PVD
Standard
Uncoated
Micrograin
PVD
Standard
CVD
Standard
Uncoated
Micrograin
ISO Materials
Rm and
Hardness
X500 X700 SP6519 GH2 SP4019 MP91M GH1
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
7700VR
Recommended Speeds
KMST-009_ExpFocusBroMetricUK_21-47.indd 26 4/25/14 4:26 PM
www.kennametal.com
27
a
p
D
w
D
2
r
7710VR Technical Information
7700VR Technical Information
f
z
= h
m
x
Simplified formulas to evaluate h
m
and f
z
based on radial engagement or depth of cut.
Calculation of the average chip thickness in relation with the D.O.C. (Axial)
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
p
= Depth of cut
f
z
= Feed per tooth
d = Insert diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
Formula: Programme Feed Rate (f
z
)
Formula to calculate the average chip thickness h
m
in relation with radial
engagement and depth of cut.
Formula to find programmed feed rate based on radial engagement and
axial depth of cut.
where:
f
z
= Feed per tooth
h
m
= Average chip thickness
r
= Insert radius
a
e
= Radial Depth of Cut
a
p
= Axial Depth of Cut
a
p
d
d
a
p
a
e
d
d
a
e
h
m
f
z
=
r
2
- r - a
p
r
( )
2
r
2
- r - a
e
r
( )
2
x
h
m
=
f
z
x x
r
2
- r - a
p
r
( )
2
r
2
- r - a
e
r
( )
2
where: D
w
= Working Diameter
D
2
= Diameter of cutter insert centre to centre
r = Insert radius
a
p
= Axial Depth of Cut
Working Diameter:
D
w
= D
2
+
2 x r
2
- (r -a
p
)
2
7700VR
Technical Information
KMST-009_ExpFocusBroMetricUK_21-47.indd 27 4/25/14 4:26 PM
www.kennametal.com
28
F-701
8,00 0,25 0,02 0,05 0,11 0,28
8,00 0,50 0,02 0,05 0,08 0,20
8,00 0,75 0,02 0,05 0,07 0,16
8,00 1,00 0,02 0,05 0,06 0,14
8,00 1,25 0,02 0,05 0,05 0,13
8,00 1,50 0,02 0,05 0,05 0,12
E-701
8,00 0,25 0,02 0,05 0,11 0,28
8,00 0,50 0,02 0,05 0,08 0,20
8,00 0,75 0,02 0,05 0,07 0,16
8,00 1,00 0,02 0,05 0,06 0,14
8,00 1,25 0,02 0,05 0,05 0,13
8,00 1,50 0,02 0,05 0,05 0,12
E-41
8,00 0,25 0,03 0,06 0,17 0,34
8,00 0,50 0,03 0,06 0,12 0,24
8,00 0,75 0,03 0,06 0,10 0,20
8,00 1,00 0,03 0,06 0,08 0,17
8,00 1,25 0,03 0,06 0,08 0,15
8,00 1,50 0,03 0,06 0,07 0,14
E-422
8,00 0,25 0,03 0,07 0,17 0,40
8,00 0,50 0,03 0,07 0,12 0,28
8,00 0,75 0,03 0,07 0,10 0,23
8,00 1,00 0,03 0,07 0,08 0,20
8,00 1,25 0,03 0,07 0,08 0,18
8,00 1,50 0,03 0,07 0,07 0,16
7700VR08 Inserts RP..0803..
Dimensions (mm)
Inserts
Geometry
Insert
Size
a
p
Axial
d.o.c.
h
m
min.
h
m
max.
f
z
min.
f
z
max.
With round inserts, the thickness of the chip varies depending on the axial depth of cut (a
p
) and is related to the size of the cutting edge-preparation.
For best tool life it is important to maintain the proper chip thickness as shown below.
7700VR
Technical Information
KMST-009_ExpFocusBroMetricUK_21-47.indd 28 4/25/14 4:27 PM
www.kennametal.com
29
KMST-009_ExpFocusBroMetricUK_21-47.indd 29 4/25/14 4:27 PM

www.kennametal.com
30
031443 7710VRD20-A063Z4R 63 43 40 40 22 10 4
029640 D6014T 015241 T20 10,50
031444 7710VRD20-A080Z5R 80 60 50 50 27 10 5
031445 7710VRD20-A100Z6R 100 80 50 50 32 10 6
031446 7710VRD20-A125Z7R 125 105 63 63 40 10 7
031447 7710VRD20-160Z08R 160 140 63 63 40 10 8
031443 7710VRD20-A063Z4R 43 8.30 88 124 6,60 14850
031444 7710VRD20-A080Z5R 60 5.40 122 158 6,60 18500
031445 7710VRD20-A100Z6R 80 3.80 162 198 6,60 16000
031446 7710VRD20-A125Z7R 105 2.80 212 248 6,60 14000
031447 7710VRD20-160Z08R 140 2.20 282 318 6,60 12100
a
p
D
D
a
*
d
1
H
D
a
*
D
7710VRD20 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description D
a
*
D
Effective
Cutting
Diameter
H l1 d1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
D = Effective Diameter (Axis) from Insert centreline to centreline
7710VRD20 Shell Mill Fixation
Shell Mill Fixation
Depth of Cut (
a
p
)
D
a
* = Outside Diameter
7710VRD20
Copy / Contour Milling Cutter
Ramping Helical
Interpolation
Flat
Facing Pitch
KMST-009_ExpFocusBroMetricUK_21-47.indd 30 4/25/14 4:27 PM
www.kennametal.com
31
029310 RDHT2006M0E-42-X8 X500
-
20,00
-
6,35 10,00 0,08
031533 RDHT2006M0E-42-X8 SP6519
-
20,00
-
6,35 10,00 0,08
029309 RDHW2006M0E-X8 X500
- -
20,00
-
6,35 10,00 0,10
031661 RDHW2006M0S-X8 X500
-
20.00
-
6.35 10.00 0,15
031662 RDHW2006M0S-X8 SP6519
-
20.00
-
6.35 10.00 0,15
031660 RDHW2006M0S-25-X8 X500
- -
20,00
-
6,35 10,00 0,25
031576 RDHW2006M0S-25-X8 SP6519
- -
20,00
-
6,35 10,00 0,25
E-42-X8 X500
- -
0,15 - 0,35 0,15 - 0,30
- - - - -
0,12 - 0,25 0,12 - 0,25 0,12 - 0,25 0,12 - 0,30
- -
E-42-X8 SP6519
- -
0,15 - 0,35 0,15 - 0,28
- - - - -
0,12 - 0,25 0,12 - 0,25 0,12 - 0,25 0,12 - 0,30
- -
E-X8 X500 0,20 - 0,30 0,18 - 0,28 0,20 - 0,40 0,20 - 0,30 0,20 - 0,35 0,20 - 0,35 0,20 - 0,30
- -
0,20 - 0,28 0,20 - 0,28 0,20 - 0,28 0,20 - 0,32
- -
S-X8 X500 0,25 - 0,45 0,25 - 0,35 0,25 - 0,45 0,25 - 0,32 0,25 - 0,45 0,25 - 0,45 0,25 - 0,40
- -
0,25 - 0,32 0,25 - 0,32 0,25 - 0,32 0,25 - 0,35
- -
S-X8 SP6519 0,25 - 0,45 0,25 - 0,35
- -
0,25 - 0,45 0,25 - 0,45 0,25 - 0,40
- - - - - - - -
S-25-X8 X500 0,35 - 0,60 0,35 - 0,50
- -
0,35 - 0,60 0,35 - 0,55 0,35 - 0,45
- - - - - - - -
S-25-X8 SP6519 0,35 - 0,55 0,35 - 0,45
- -
0,35 - 0,55 0,35 - 0,50 0,35 - 0,40
- - - - - - - -
RDHT20-42-X8 RDHW20-E-X8 RDHW20-S-X8
d
s
RDHW20-25-X8
Note: HTA = High Temperature Alloys
7710VRD20 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max a
p
min. - max. a
p
min. - max.
10,0* 1,0 - 3,0 0,2 - 1,0
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page 46.
Note: Speed recommendations can be found on page 32.
* Max. recommended a
p
= 7,5mm (depending on the application)
INSERT APPLICATION NOTES:
RDHW2006MOE-X8 X500 should be your first choice for medium roughing application when machining Titanium without heavy scale.
RDHW2006M0S-X8 SP6519 should be used when machining Stainless Steel with heavy scale.
RDHW2006M0S-X8 X500 should be used when machining High Temperature Alloys with heavy scale.
RDHT2006M0E-42-X8 should be used when the machine tool has low power available and when the conditions are stable.
RDHW2006M0S-25-X8 should be used for heavy duty applications.
7710VRD20
Milling Inserts & Recommended Feeds
KMST-009_ExpFocusBroMetricUK_21-47.indd 31 4/25/14 4:27 PM
www.kennametal.com
32
P
130 - 270
130 - 295
115 - 240 115 - 260
100 - 210
100 - 230
75 - 160 75 - 175
50 - 100
50 - 110
--
+
M
115 - 250
115 - 270
100 - 220 105 - 235
50 - 110
50 - 120
K
120 - 280
140 - 295
105 - 205 110 - 240
95 - 170 100 - 220
N
S
23 - 48
23 - 55
21 - 44 22 - 48
24 - 51 25 - 55
35 - 73 36 - 79
H
Wear Resistance
Recommended Possible
Speed v
c
(m/min)
7710VRD20 Series
Speed min. - max.
Coolant Recommendation
CVD
X Grade
PVD
Standard
ISO Materials
Rm and
Hardness
X500 SP6519
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
7710VRD20
Recommended Speeds
KMST-009_ExpFocusBroMetricUK_21-47.indd 32 4/25/14 4:27 PM
www.kennametal.com
33
a
p
D
w
D
2
r
7710VRD20 Technical Information
7710VRD20 Technical Information
x
( )
2
r
2
- r - a
p
r
Formula to calculate the average chip thickness h
m
in relation with radial
engagement and depth of cut.
Formula to find programmed feed rate based on radial engagement and
axial depth of cut.
x
( )
2
r
2
- r - a
p
r
h
m
f
z
=
h
m
=
f
z
x
where:
f
z
= Feed per tooth
h
m
= Average chip thickness
r
= Insert radius
a
e
= Radial Depth of Cut
a
p
= Axial Depth of Cut
Formula to evaluate the correct working diameter
based on axial depth of cut (a
p
).
r
2
- r - a
e
r
( )
2
r
2
- r - a
e
r
( )
2
where: Dw = Working Diameter
D
2
= Diameter of cutter insert centre to centre
r = Insert radius
a
p
= Axial Depth of Cut
Working Diameter:
D
w
= D
2
+
2 x r
2
- (r -a
p
)
2
7710VRD20
Technical Information
KMST-009_ExpFocusBroMetricUK_21-47.indd 33 4/25/14 4:27 PM
www.kennametal.com
34
RDHT2006M0E-42-X8
20,00 1,00 0,08 0,18 0,36 0,80
20,00 2,00 0,08 0,18 0,25 0,57
20,00 3,00 0,08 0,18 0,21 0,46
20,00 4,00 0,08 0,18 0,18 0,40
20,00 5,00 0,08 0,18 0,16 0,36
20,00 6,00 0,08 0,18 0,15 0,33
20,00 8,00 0,08 0,18 0,13 0,28
20,00 10,00 0,08 0,18 0,11 0,25
RDHW2006M0E-X8
20,00 1,00 0,10 0,20 0,45 0,89
20,00 2,00 0,10 0,20 0,32 0,63
20,00 3,00 0,10 0,20 0,26 0,52
20,00 4,00 0,10 0,20 0,22 0,45
20,00 5,00 0,10 0,20 0,20 0,40
20,00 6,00 0,10 0,20 0,18 0,37
20,00 8,00 0,10 0,20 0,16 0,32
20,00 10,00 0,10 0,20 0,14 0,28
RDHW2006M0S-X8
20,00 2,00 0,15 0,25 0,47 0,79
20,00 3,00 0,15 0,25 0,39 0,65
20,00 4,00 0,15 0,25 0,34 0,56
20,00 5,00 0,15 0,25 0,30 0,50
20,00 6,00 0,15 0,25 0,27 0,46
20,00 8,00 0,15 0,25 0,24 0,40
20,00 10,00 0,15 0,25 0,21 0,35
RDHW2006M0S-25-X8
20,00 4,00 0,25 0,30 0,56 0,67
20,00 5,00 0,25 0,30 0,50 0,60
20,00 6,00 0,25 0,30 0,46 0,55
20,00 8,00 0,25 0,30 0,40 0,47
20,00 10,00 0,25 0,30 0,35 0,42
RD..2006..insert
Insert
Insert size
(mm)
a
p d.o.c.
(mm)
h
m
(mm) f
z
(mm/Z)
min. max. min. max.
With round inserts, the thickness of the chip varies depending on the axial depth of cut (a
p
) and is related to the size of the cutting edge-
preparation. For best tool life it is important to maintain the proper chip thickness as shown below. This chart calculates in relation with
axial depth of cut (a
p
) only and not radial cut (a
e
).
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
Simplified formulas to evaluate h
m
and f
z
based on axial depth of cut (a
p
) or radial engagement (a
e
).
Calculation of the average chip thickness in relation with the D.O.C. (Axial)
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
p
= Depth of cut
f
z
= Feed per tooth
d = Insert diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
a
e
d
d
a
e
a
p
d
d
a
p
7710VRD20
Technical Information
KMST-009_ExpFocusBroMetricUK_21-47.indd 34 4/25/14 4:28 PM

www.kennametal.com
35
7710 Case History
Material: 600 Series High Temperature Alloy
Cutter: 7710VRD20 (100mm Cutter)
Component: Heat Exchanger Pump Housing
Industry: Power Generation - Nuclear
Insert Grade: X500
RPM: 105
Cutting Speed V
c
: 33,5 m/min
Feed per Tooth f
z
: 0,323mm
Feed Rate: 203 mm/min
Depth of Cut a
p
: 6,35mm
60% Reduction in Cycle Time
• 150% Productivity Increase
• 60% Reduction in Tooling Costs
• Zero Failures
• Zero Defects
• Finishing Operation Eliminated
7713 Case History
Material: Stainless Steel 300 Series
Cutter: 7713VR12 (63mm Cutter)
Component: Turbine Blade
Industry: Power Generation
Insert Grade: SP6519
RPM: 909
Cutting Speed V
c
: 180 m/min
Feed per Tooth f
z
: 0,3mm
Feed Rate: 1,636 m/min
Depth of Cut a
p
: 2,2mm
80% Increase in Tool Life!
77 Family Case Histories
77
Family Case Histories
KMST-009_ExpFocusBroMetricUK_21-47.indd 35 4/25/14 4:28 PM
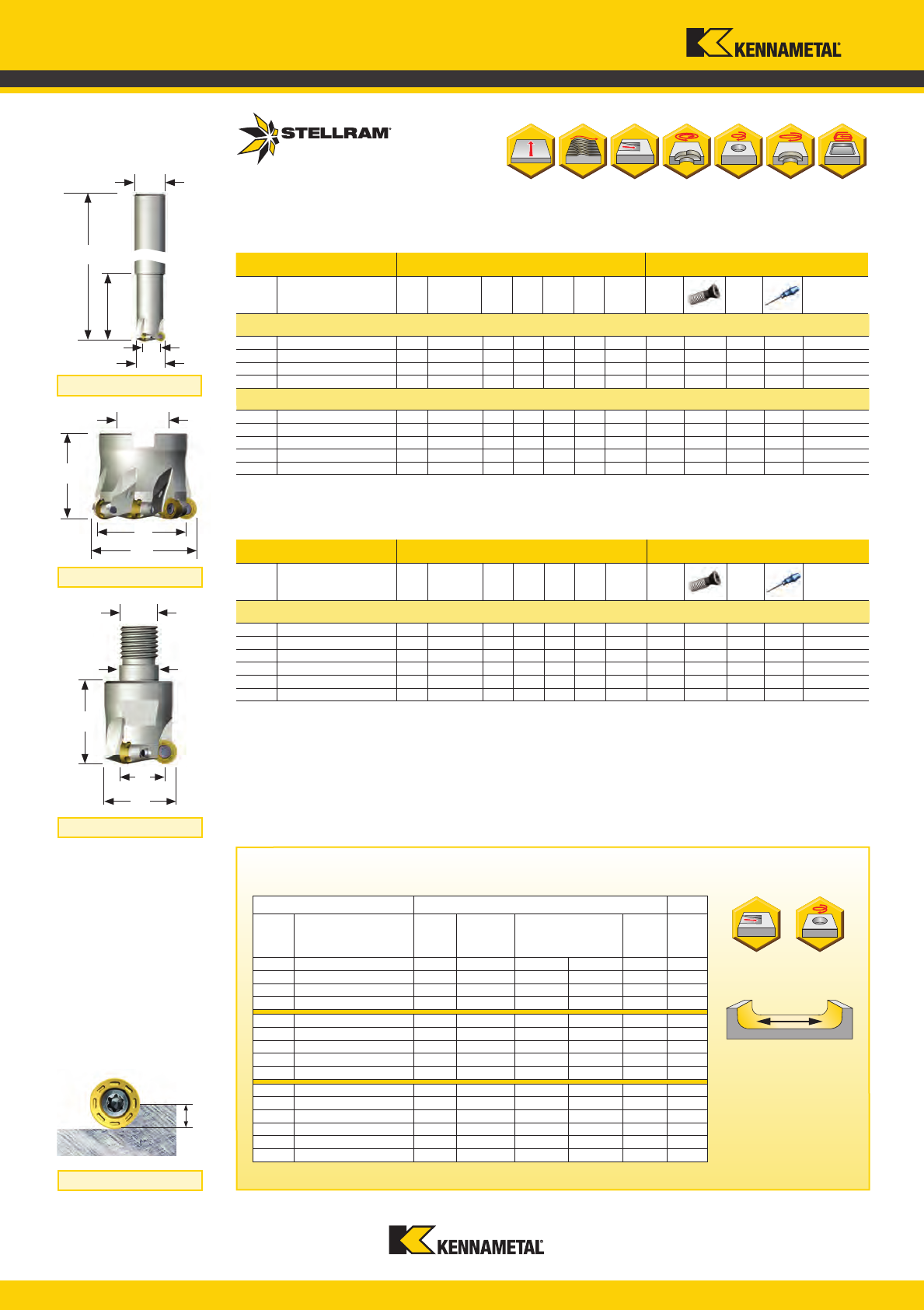
www.kennametal.com
36
033100 7713VR10CA020Z2R40 10 1.89 22 38 3,33 64500
033101 7713VR10CA025Z3R50 15 5.22 32 48 3,33 53500
033102 7713VR10CA032Z3R70 22 8.64 46 62 3,33 53500
033103 7713VR10CA032Z4R70 22 8.64 46 62 3,33 53500
033104 7713VR10-A040Z05R 30 7.28 62 78 3,33 47000
033105 7713VR10-A042Z06R 32 6.71 66 82 3,33 39500
033106 7713VR10-A050Z06R 40 5.22 82 98 3,33 39500
033107 7713VR10-A050Z07R 40 5.31 82 98 3,33 39500
033108 7713VR10-A063Z08R 53 3.79 108 124 3,33 34000
033109 7713VR10SA020Z2R25 10 1.89 22 38 3,33 64000
033110 7713VR10SA025Z2R35 15 5.22 32 48 3,33 64000
033111 7713VR10SA025Z3R35 15 5.22 32 48 3,33 64000
033112 7713VR10SA032Z3R35 22 8.64 46 62 3,33 64000
033113 7713VR10SA032Z4R35 22 8.64 46 62 3,33 53500
033114 7713VR10SA035Z5R35 25 7.20 52 68 3,33 53500
033100 7713VR10CA020Z2R40 20 10 180 40 20 5 2 031233 D4007T 031654 TB15 3,10
033101 7713VR10CA025Z3R50 25 15 200 50 25 5 3 031233 D4007T 031654 TB15 3,10
033102 7713VR10CA032Z3R70 32 22 250 70 32 5 3 015260 D4008T 031654 TB15 3,10
033103 7713VR10CA032Z4R70 32 22 250 70 32 5 4 015260 D4008T 031654 TB15 3,10
033104 7713VR10-A040Z05R 40 30 40 - 16 5 5 015260 D4008T 031654 TB15 3,10
033105 7713VR10-A042Z06R 42 32 40 - 16 5 6 018481 D4006T 031654 TB15 3,10
033106 7713VR10-A050Z06R 50 40 40 - 22 5 6 015260 D4008T 031654 TB15 3,10
033107 7713VR10-A050Z07R 50 40 40 - 22 5 7 015260 D4008T 031654 TB15 3,10
033108 7713VR10-A063Z08R 63 53 40 - 22 5 8 015260 D4008T 031654 TB15 3,10
d
1
H
D
a
*
D
a
*
L
I
1
M
L
D
a
*
d
1
033109 7713VR10SA020Z2R25 20 10 25 M10 10.5 5 2 031233 D4007T 031654 TB15 3,10
033110 7713VR10SA025Z2R35 25 15 35 M12 12.5 5 2 031233 D4007T 031654 TB15 3,10
033111 7713VR10SA025Z3R35 25 15 35 M12 12.5 5 3 031233 D4007T 031654 TB15 3,10
033112 7713VR10SA032Z3R35 32 22 35 M16 17.0 5 3 015260 D4008T 031654 TB15 3,10
033113 7713VR10SA032Z4R35 32 22 35 M16 17.0 5 4 015260 D4008T 031654 TB15 3,10
033114 7713VR10SA035Z5R35 35 25 35 M16 17.00 5 5 031233 D4007T 031654 TB15 3,10
a
p
D
D
D*
d
1
7713VR10 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
D = Effective Diameter (Axis) from Insert centreline to centreline
D = Effective Diameter (Axis) from Insert centreline to centreline
Product Dimensions (mm) Spares
EDP Item Description Da*
D
Effective
Diameter
L
M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7713VR10 Modular Head - Medium and Fine Pitch
Product Dimensions (mm) Spares
EDP Item Description Da*
D
Effective
Diameter
L/H
l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7713VR10 Cylindrical Shank - Medium and Fine Pitch
7713VR10 Shell Mill Fixation - Medium and Fine Pitch
Modular Head
Cylindrical Shank
Shell Mill Fixation
Depth of Cut (a
p
)
D
a
* = Outside Diameter
D
a
* = Outside Diameter
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page 45.
The 7713VR10 series with anti-rotation pocket ensures a precise number of indexes per insert.
This unique patented pocket design prevents the inserts from rotating in the pocket during heavy feed
machining and unstable conditions.
7713VR10
Copy / Contour Milling Cutter
Flat
Facing Pitch
Ramping Helical
Interpolation
KMST-009_ExpFocusBroMetricUK_21-47.indd 36 4/25/14 4:28 PM
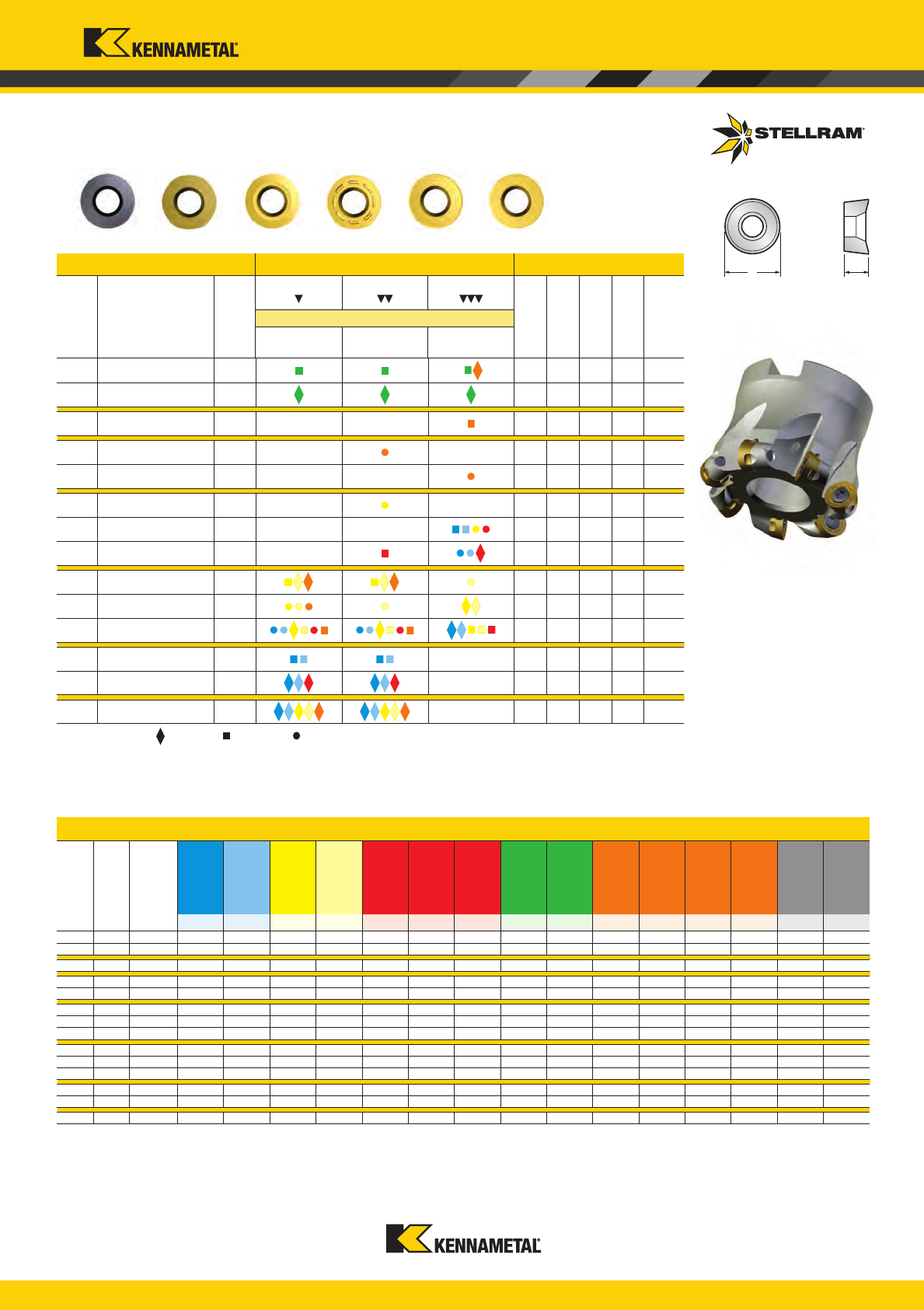
www.kennametal.com
37
034546 RPEX10T3M0F-701-X4 SP4019
10,00 - 3,97 5,00 0,02
030456 RPEX10T3M0F-701-X4 GH1
10,00 - 3,97 5,00 0,02
034545 RPEX10T3M0E-701-X4 SP6519 - -
10,00 - 3,97 5,00 0,02
030449 RPHT10T3M0E-421-X4 X500 -
- 10,00 - 3,97 5,00 0,04
030410 RPHT10T3M0E-421-X4 X700 - -
10,00 - 3,97 5,00 0,04
030452 RPMT10T3M0E-41-X4 X500 -
- 10,00 - 3,97 5,00 0,04
031539 RPMT10T3M0E-41-X4 SP6519 - -
10,00 - 3,97 5,00 0,04
030451 RPMT10T3M0E-41-X4 MP91M -
10,00 - 3,97 5,00 0,04
030697 RPHT10T3M0E422-X4 X500
10,00 - 3,97 5,00 0,03
030767 RPHT10T3M0E-422-X4 X700
10,00 - 3,97 5,00 0,03
030862 RPHT10T3M0E-422-X4 SP6519
10,00 - 3,97 5,00 0,03
030329 RPHT10T3M0T-X4 X500
- 10,00 - 3,97 5,00 0,08
031555 RPHT10T3M0T-X4 SP6519
- 10,00 - 3,97 5,00 0,08
030454 RPMW10T3M0T-X4 X500
-
10,00 - 3,97 5,00 0,13
F-701-X4
SP4019
- - - - - - - 0,02 - 0,10 0,02 - 0,08 0,02 - 0,07 0,02 - 0,07 0,03 - 0,08 0,03 - 0,09 - -
F-701-X4
GH1
- - - - - - - 0,02 - 0,10 0,02 - 0,08 - - - - - -
E-701-X4
SP6519
- - - - - - - - - 0,02 - 0,07 0,02 - 0,07 0,03 - 0,08 0,03 - 0,09 - -
E-421-X4
X500
- - - - - - - - - 0,04 - 0,08 0,04 - 0,08 0,04 - 0,09 0,04 - 0,11 - -
E-421-X4
X700
- - - - - - - - - 0,04 - 0,08 0,04 - 0,08 0,04 - 0,09 0,04 - 0,11 - -
E-41-X4 X500
- - 0,04 - 0,18 - - - - - - - - - - - -
E-41-X4 SP6519
0,04 - 0,18 0,04 - 0,16 0,04 - 0,18 - 0,04 - 0,18 0,04 - 0,18 0,04 - 0,16 - - - - - - - -
E-41-X4 MP91M
0,04 - 0,18 0,04 - 0,16 - - 0,04 - 0,16 0,04 - 0,16 0,04 - 0,14 - - - - - - - -
E-422-X4
X500
- - 0,06 - 0,30 0,06 - 0,25 - - - - - 0,06 - 0,14 0,06 - 0,14 0,06 - 0,16 0,06 - 0,18 - -
E-422-X4
X700
- - 0,06 - 0,28 0,06 - 0,22 - - - - - 0,06 - 0,12 0,06 - 0,12 0,06 - 0,14 0,06 - 0,16 - -
E-422-X4
SP6519
0,06 - 0,30 0,06 - 0,25 0,06 - 0,28 0,03 - 0,22 0,06 - 0,25 0,06 - 0,25 0,06 - 0,22 - - 0,06 - 0,12 0,06 - 0,12 0,06 - 0,14 0,06 - 0,16 - -
T-X4 X500
0,08 - 0,33 0,08 - 0,28 - - - - - - - - - - - - -
T-X4 SP6519
0,08 - 0,32 0,08 - 0,27 - - 0,08 - 0,30 0,08 - 0,30 0,08 - 0,28 - - - - - - - -
T-X4 X500
0,13 - 0,35 0,13 - 0,33 0,13 - 0,35 0,13 - 0,30 - - - - - 0,13- 0,18 0,13 - 0,18 0,13 - 0,20 0,13 - 0,22 - -
RPEX10-701
RPHT10-421
RPMT10-41
RPHT10-422
RPHT10-T RPMW10-T
d
s
Note: HTA = High Temperature Alloys
7713VR10 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max a
p
min. - max. a
p
min. - max.
5,00* 1,00 - 2,0 0,20 - 1,00
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page 46.
Speed recommendations can be found on page 41.
RPMW10T3MOT-X4 X500 is recommended for materials with heavy scale.
*Max. recommended ap = 2,5mm (depending on the application)
7713VR10
Milling Inserts & Recommended Feeds
KMST-009_ExpFocusBroMetricUK_21-47.indd 37 4/25/14 4:29 PM
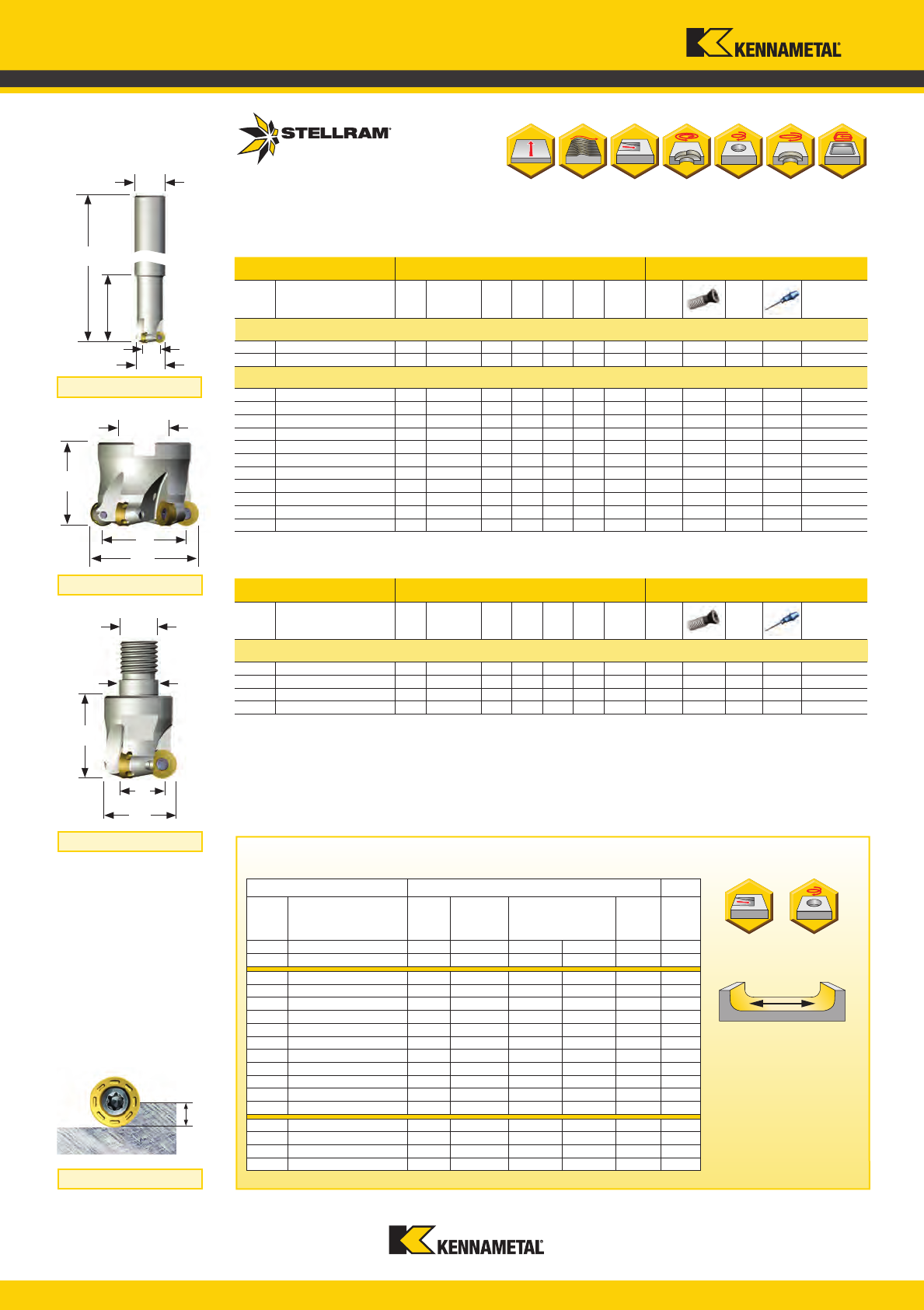
www.kennametal.com
38
033126 7713VR12CA025Z2R50 13 11.20 28 48 4,00 50000
033127 7713VR12CA032Z3R70 20 10.80 42 62 4,00 40000
033115 7713VR12-A040Z04R 28 7.90 58 78 4,00 34000
033116 7713VR12-A040Z05R 28 7.90 58 78 4,00 34000
033117 7713VR12-A050Z05R 38 5.50 78 98 4,00 29000
033118 7713VR12-A050Z06R 38 5.50 78 98 4,00 29000
033119 7713VR12-A052Z05R 40 5.15 82 102 4,00 28500
033120 7713VR12-A052Z06R 40 5.15 82 102 4,00 28500
033121 7713VR12-A063Z06R 51 3.85 104 124 4,00 25000
033122 7713VR12-A063Z07R 51 3.85 104 124 4,00 25000
033123 7713VR12-A066Z06R 54 3.60 110 130 4,00 24500
033124 7713VR12-A066Z07R 54 3.60 110 130 4,00 24500
033125 7713VR12-A080Z08R 68 2.75 138 158 4,00 21500
033128 7713VR12SA025Z2R35 13 11.20 28 48 4,00 50000
033129 7713VR12SA032Z3R35 20 10.80 42 62 4,00 40000
033130 7713VR12SA040Z4R43 28 7.90 58 78 4,00 34000
033131 7713VR12SA040Z5R43 28 7.90 58 78 4,00 34000
033128 7713VR12SA025Z2R35 25 13 35 M12 12,50 6 2 015260 D4008T 015240 T15 3,10
033129 7713VR12SA032Z3R35 32 20 35 M16 17,00 6 3 015260 D4008T 015240 T15 3,10
033130 7713VR12SA040Z4R43 40 28 43 M16 17,00 6 4 015260 D4008T 015240 T15 3,10
033131 7713VR12SA040Z5R43 40 28 43 M16 17,00 6 5 015260 D4008T 015240 T15 3,10
a
p
M
L
D
a
*
d
1
D
d
1
H
D
a
*
D
a
*
L
I
1
D
D
033126 7713VR12CA025Z2R50 25 13 200 50 25 6 2 015260 D4008T 015240 T15 3,10
033127 7713VR12CA032Z3R70 32 20 250 70 32 6 3 015260 D4008T 015240 T15 3,10
033115 7713VR12-A040Z04R 40 28 40 - 16 6 4 015262 D4010T 015240 T15 3,10
033116 7713VR12-A040Z05R 40 28 40 - 16 6 5 015262 D4010T 015240 T15 3,10
033117 7713VR12-A050Z05R 50 38 40 - 22 6 5 015262 D4010T 015240 T15 3,10
033118 7713VR12-A050Z06R 50 38 40 - 22 6 6 015262 D4010T 015240 T15 3,10
033119 7713VR12-A052Z05R 52 40 40 - 22 6 5 015262 D4010T 015240 T15 3,10
033120 7713VR12-A052Z06R 52 40 40 - 22 6 6 015262 D4010T 015240 T15 3,10
033121 7713VR12-A063Z06R 63 51 50 - 22 6 6 015262 D4010T 015240 T15 3,10
033122 7713VR12-A063Z07R 63 51 50 - 22 6 7 015262 D4010T 015240 T15 3,10
033123 7713VR12-A066Z06R 66 54 50 - 27 6 6 015262 D4010T 015240 T15 3,10
033124 7713VR12-A066Z07R 66 54 50 - 27 6 7 015262 D4010T 015240 T15 3,10
033125 7713VR12-A080Z08R 80 68 50 - 27 6 8 015262 D4010T 015240 T15 3,10
d
1
D = Effective Diameter (Axis) from Insert centreline to centreline
D = Effective Diameter (Axis) from Insert centreline to centreline
7713VR12 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
7713VR12 Cylindrcal Shank
7713VR12 Shell Mill Fixation - Medium and Fine Pitch
Product Dimensions (mm) Spares
EDP Item Description Da*
D
Effective
Diameter
L
M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7713VR12 Modular Head - Medium and Fine Pitch
Product Dimensions (mm) Spares
EDP Item Description Da*
D
Effective
Diameter
L/H
l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Cylindrical Shank
Shell Mill Fixation
Modular Head
Depth of Cut (a
p
)
D
a
* = Outside Diameter
D
a
* = Outside Diameter
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page 45.
The 7713VR12 series with anti-rotation pocket ensures a precise number of indexes per insert.
This unique patented pocket design prevents the inserts from rotating in the pocket during heavy feed
machining and unstable conditions.
7713VR12
Contour Milling Cutter
Ramping Helical
Interpolation
Flat
Facing Pitch
KMST-009_ExpFocusBroMetricUK_21-47.indd 38 4/25/14 4:29 PM
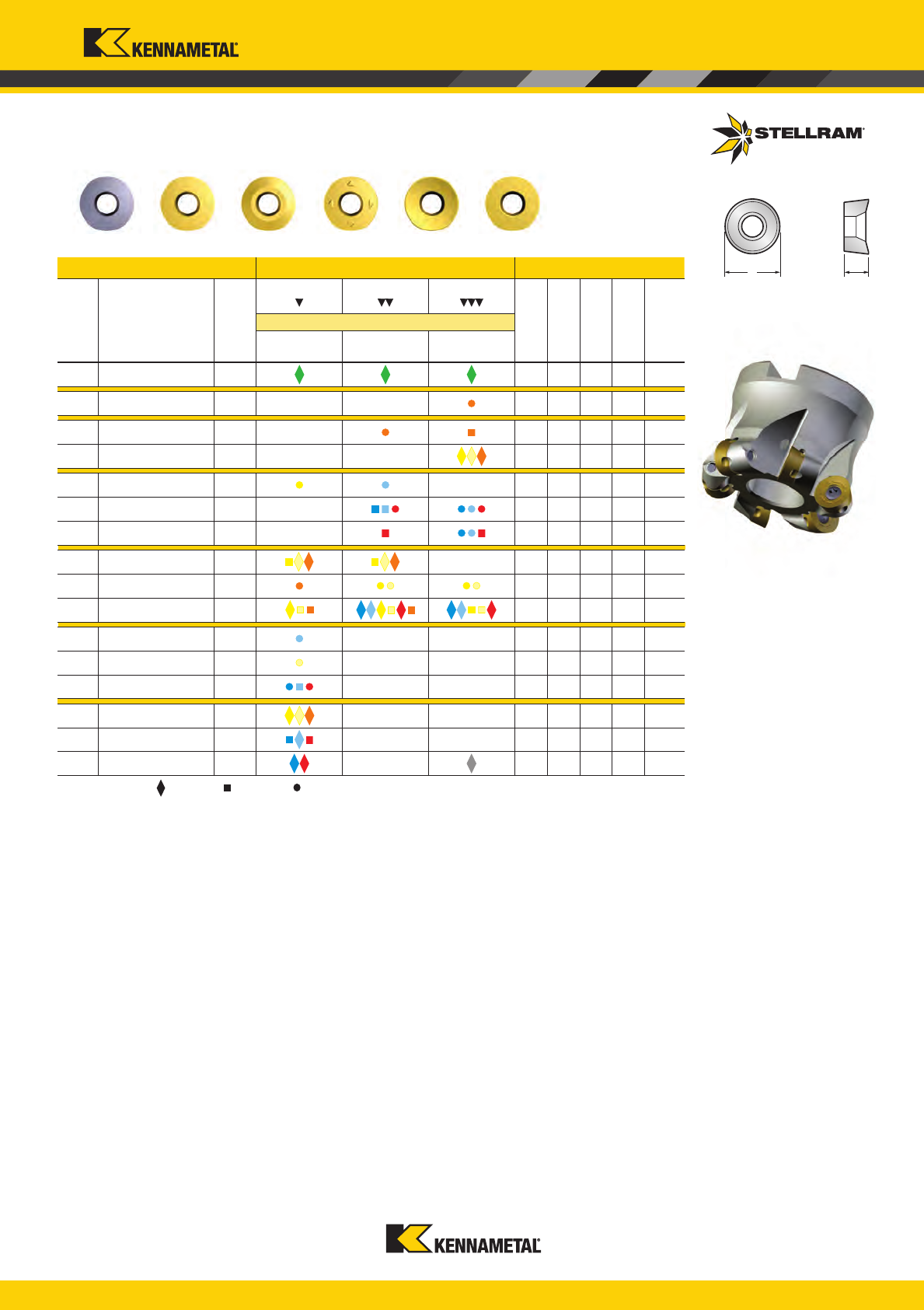
www.kennametal.com
39
029284 RPEX1204M0F-701-X4 GH1 12,00 4,76 6,00 0,02
029282 RPEX1204M0E-701-X4 X500 - -
12,00 - 4,76 6,00 0,03
029286 RPHT1204M0E-421-X4 X500 -
12,00 - 4,76 6,00 0,04
029700 RPHT1204M0E-421-X4 X700 - -
12,00 - 4,76 6,00 0,04
029272 RPMT1204M0E-41-X4 X500
- 12,00 - 4,76 6,00 0,05
031517 RPMT1204M0E-41-X4 SP6519 -
12,00 - 4,76 6,00 0,05
029291 RPMT1204M0E-41-X4 MP91M -
12,00 - 4,76 6,00 0,05
032129 RPHT1204M0E-442-X4 X500
- 12,00 - 4,76 6,00 0,04
032130 RPHT1204M0E-442-X4 X700
12,00 - 4,76 6,00 0,04
032128 RPHT1204M0E-442-X4 SP6519
12,00 - 4,76 6,00 0,04
029034 RPHT1204M0T-X4 X500
- - 12,00 - 4,76 6,00 0,10
029699 RPHT1204M0T-X4 X700
- - 12,00 - 4,76 6,00 0,10
031516 RPHT1204M0T-X4 SP6519
- - 12,00 - 4,76 6,0 0,10
029295 RPMW1204M0T-X4 X500
- - 12,00 - 4,76 6,00 0,13
031518 RPMW1204M0T-X4 SP6519
- - 12,00 - 4,76 6,00 0,13
029294 RPMW1204M0T-X4 MP91M
-
12,00 - 4,76 6,00 0,13
RPEX12-701 RPHT12-421 RPHT12-442 RPHT12-T RPMW12-T
d
s
RPMT12-41
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max a
p
min. - max. a
p
min. - max.
6,00* 1,00 - 2,50 0,20 - 1,00
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page 46.
Note: Feed recommendations can be found on page 40. Speed recommendations can be found on page 41.
RPMW1204M0T-X4 should be used for materials with heavy scale
* Max. recommended a
p
= 3,5mm (depending on the application)
7713VR12
Milling Inserts
KMST-009_ExpFocusBroMetricUK_21-47.indd 39 4/25/14 4:29 PM
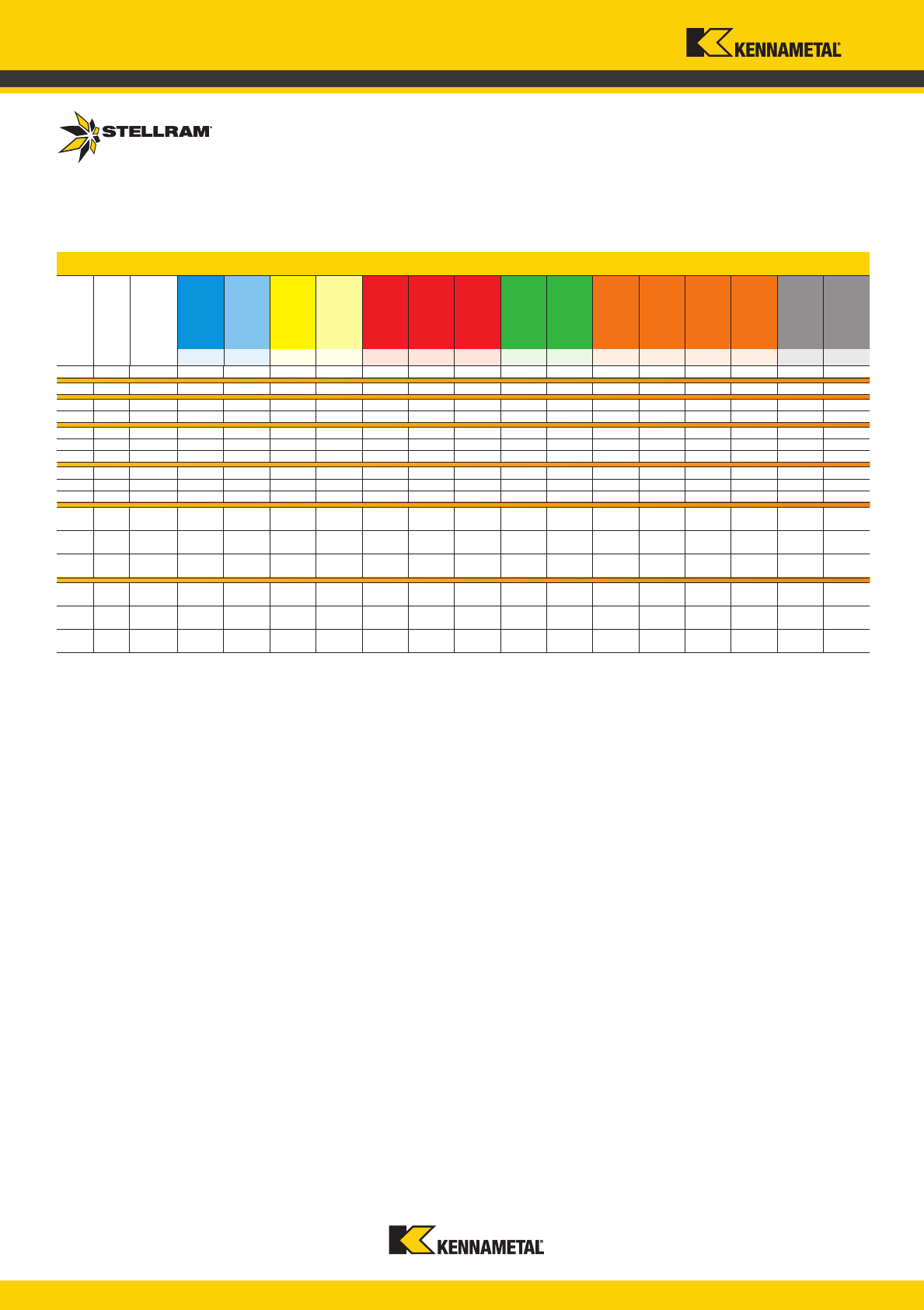
www.kennametal.com
40
F-701-X4 GH1
- - - - - - - 0,03 - 0,12 0,03 - 0,10 - - - - - -
E-701-X4 X500
- - - - - - - - - 0,03 - 0,08 0,03 - 0,08 0,03 - 0,10 0,03 - 0,11 - -
E-421-X4 X500
- - - - - - - - - 0,04 - 0,20 0,04 - 0,20 0,04 - 0,22 0,04 - 0,24 - -
E-421-X4 X700
- - 0,05 - 0,25 0,04 - 0,12 - - - - - 0,04 - 0,20 0,04 - 0,20 0,04 - 0,21 0,04 - 0,23 - -
E-41-X4
X500
- 0,05 - 0,22 0,05 - 0,25 - - - - - - - - - - - -
E-41-X4
SP6519
0,05 - 0,25 0,05 - 0,22 - - 0,05 - 0,25 0,05 - 0,25 0,05 - 0,20 - - - - - - - -
E-41-X4
MP91M
0,05 - 0,25 0,05 - 0,22 - - 0,05 - 0,25 0,05 - 0,25 0,05 - 0,20 - - - - - - - -
E-442-X4 X500
- - 0,06 - 0,40 0,06 - 0,33 - - - - - 0,06 - 0,24 0,06 - 0,24 0,06 - 0,24 0,06 - 0,26 - -
E-442-X4 X700
- - 0,06 - 0,38 0,06 - 0,31 - - - - - 0,06 - 0,23 0,06 - 0,23 0,06 - 0,23 0,06 - 0,25 - -
E-442-X4 SP6519
0,06 - 0,45 0,06 - 0,38 0,06 - 0,38 0,06 - 0,31 0,06 - 0,40 0,06 - 0,40 0,06 - 0,35 - - 0,06 - 0,23 0,06 - 0,23 0,06 - 0,23 0,06 - 0,25 - -
RPHT-
T-X4
X500
- 0,15 - 0,40 - - - - - - - - - - - - -
RPHT-
T-X4
X700
- - - 0,15 - 0,35 - - - - - - - - - - -
RPHT-
T-X4
SP6519
0,15 - 0,45 0,15 - 0,40 - - 0,15 - 0,45 0,15 - 0,45 0,15 - 0,40 - - - - - - - -
RPMW-
T-X4
X500
- - 0,13 - 0,35 0,13 - 0,30 - - - - - 0,13 - 0,25 0,13 - 0,25 0,13 - 0,27 0,13 - 0,29 - -
RPMW-
T-X4
SP6519
0,13 - 0,45 0,13 - 0,40 - - 0,13 - 0,45 0,13 - 0,45 0,13 - 0,40 - - - - - - - -
RPMW-
T-X4
MP91M
0,13 -0,42 - - - 0,13 - 0,42 0,13 - 0,42 0,13 - 0,35 - - - - - - 0,09 - 0,15 0,09 - 0,15
Note: HTA = High Temperature Alloys
7713VR12 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Speed recommendations can be found on page 41.
7713VR12
Recommended Feeds
KMST-009_ExpFocusBroMetricUK_21-47.indd 40 4/25/14 4:29 PM
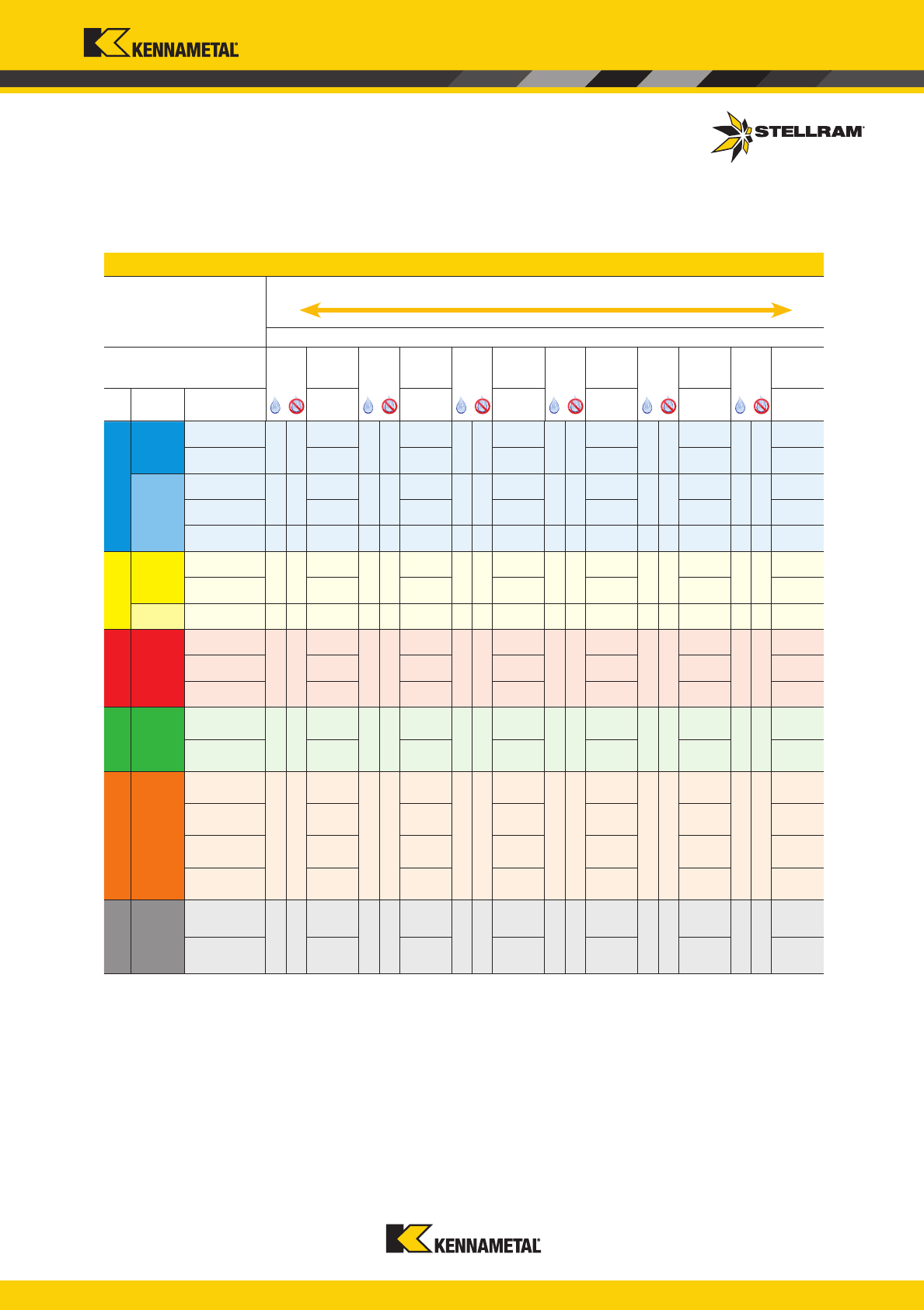
www.kennametal.com
41
P
130 - 270
130 - 295
140 - 345
115 - 240 115 - 260 120 - 305
100 - 210
100 - 230
105 - 270
75 - 160 75 - 175 80 - 205
50 - 100
50 - 110
50 - 130
--
+
M
115 - 250
115 - 260
115 - 270
100 - 220 105 - 230 105 - 235
50 - 110
50 - 115
50 - 120
K
140 - 295
145 - 365
110 - 240 115 - 285
100 - 220 105 - 260
N
400 - 2895
400 - 3050
295 - 2320 295 - 2440
S
23 - 48
23 - 52
23 - 55
24 - 63
21 - 44 22 - 46 22 - 48 23 - 52
24 - 51 25 - 53 25 - 55 26 - 59
35 - 73 36 - 75 36 - 79 37 - 84
H
50 - 105
40 - 95
Recommended Possible
Speed v
c
(m/min)
7713VR Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
CVD
X Grade
PVD
X Grade
PVD
Standard
PVD
Standard
CVD
Standard
Uncoated
Micrograin
ISO Materials
Rm and
Hardness
X500 X700 SP6519 SP4019 MP91M GH1
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
7713VR
Recommended Speeds
KMST-009_ExpFocusBroMetricUK_21-47.indd 41 4/25/14 4:29 PM
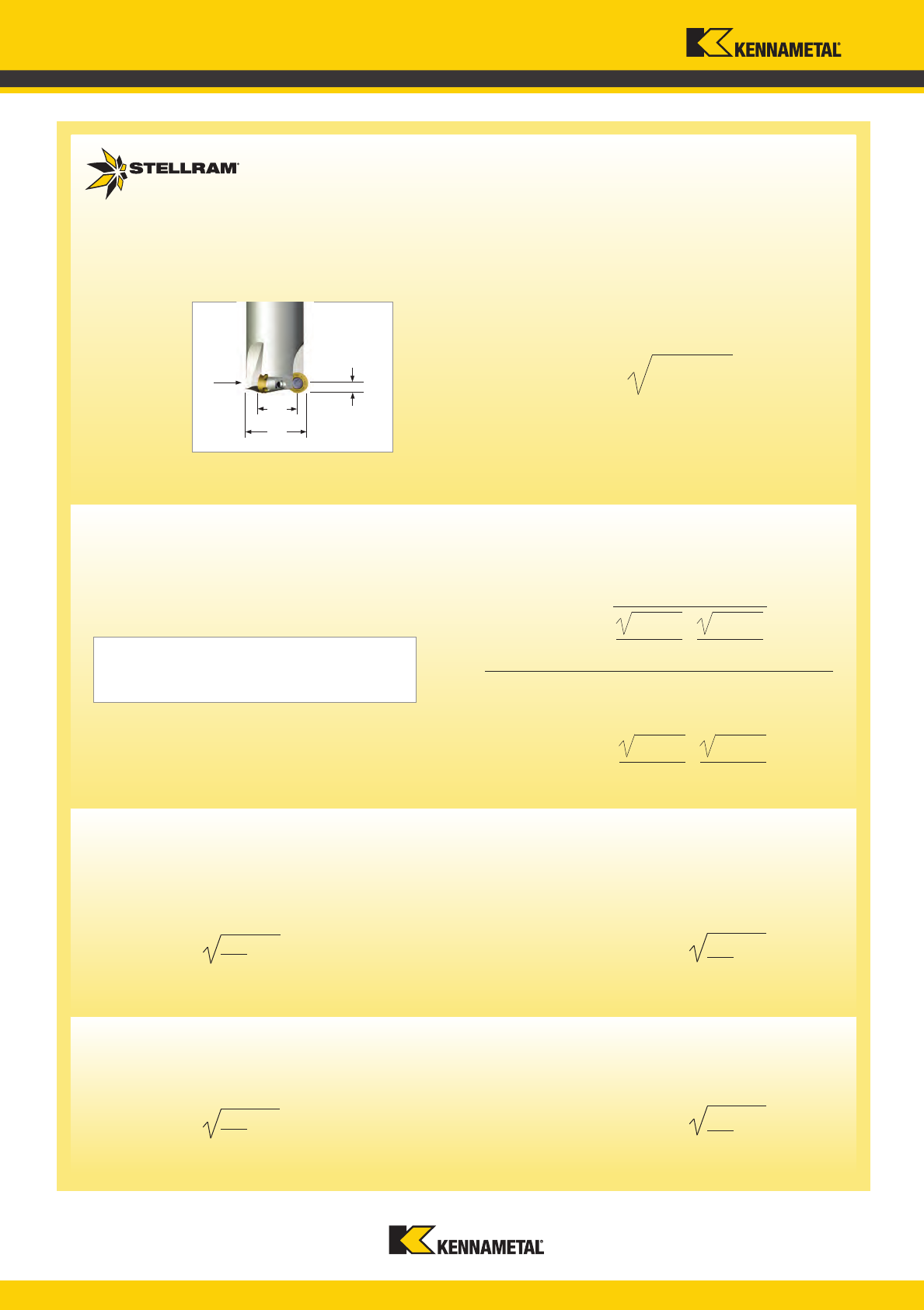
www.kennametal.com
42
a
p
D
w
D
2
r
7713VR Technical Information
7713VR Technical Information
f
z
= h
m
x
Simplified formulas to evaluate h
m
and f
z
based on axial depth of cut or radial engagement.
Calculation of the average chip thickness in relation with the D.O.C. (Axial)
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
p
= Depth of cut
f
z
= Feed per tooth
d = Insert diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
Formula: Programme Feed Rate (f
z
)
x
( )
2
r
2
- r - a
p
r
Formula to calculate the average chip thickness h
m
in relation with radial
engagement and depth of cut.
Formula to find programmed feed rate based on radial engagement and
axial depth of cut.
x
( )
2
r
2
- r - a
p
r
h
m
f
z
=
h
m
=
f
z
x
where:
f
z
= Feed per tooth
h
m
= Average chip thickness
r
= Insert radius
a
e
= Radial Depth of Cut
a
p
= Axial Depth of Cut
a
p
d
d
a
p
a
e
d
d
a
e
r
2
- r - a
e
r
( )
2
r
2
- r - a
e
r
( )
2
Formula to evaluate the correct working diameter
based on axial depth of cut (a
p
).
where: D
w
= Working Diameter
D
2
= Diameter of cutter insert centre to centre
r = Insert radius
a
p
= Axial Depth of Cut
Working Diameter:
D
w
= D
2
+
2 x r
2
- (r -a
p
)
2
7713VR
Technical Information
KMST-009_ExpFocusBroMetricUK_21-47.indd 42 4/25/14 4:29 PM
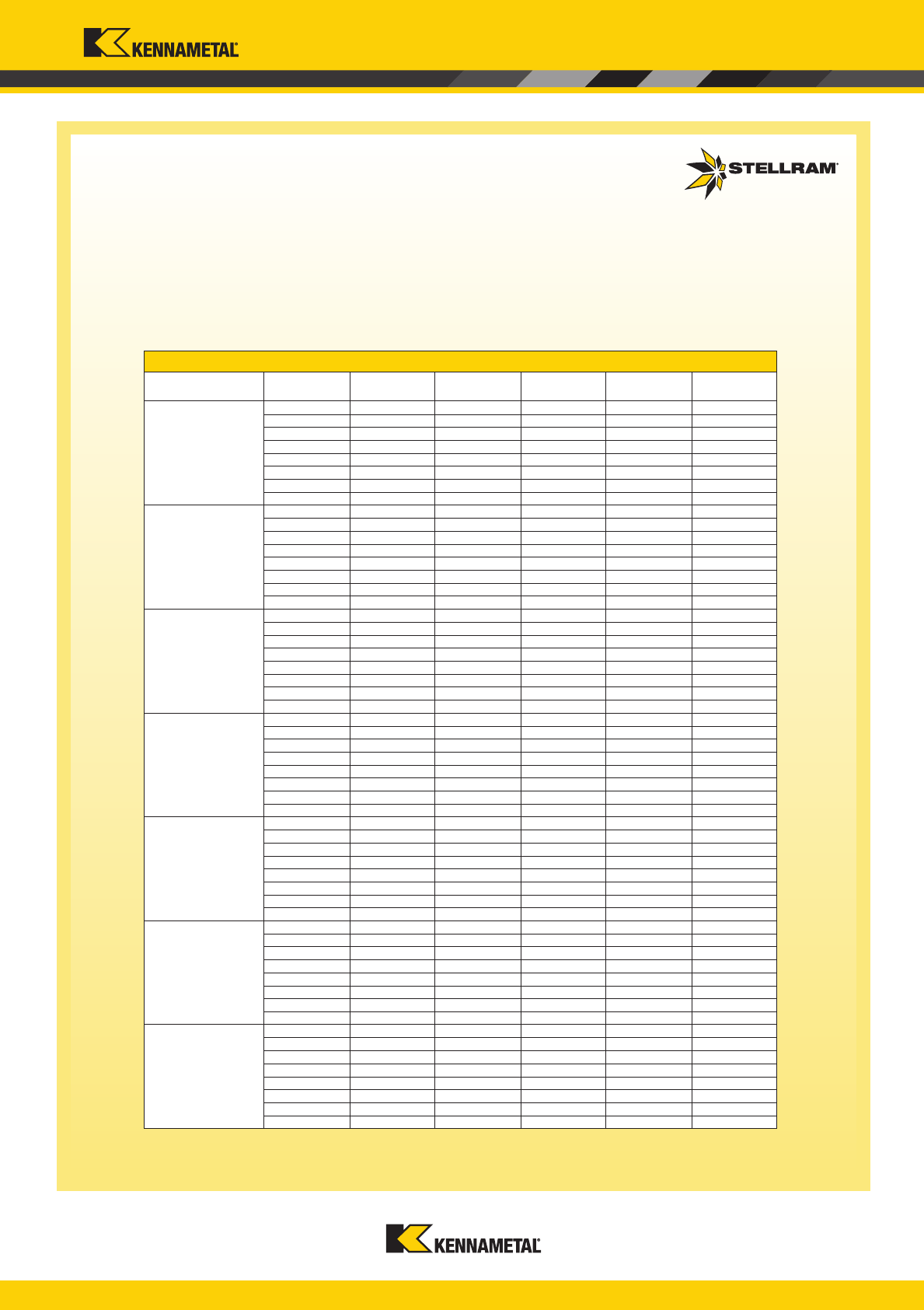
www.kennametal.com
43
F-701-X4
10,00 0,25 0,02 0,08 0,13 0,51
10,00 0,50 0,02 0,08 0,09 0,36
10,00 0,75 0,02 0,08 0,07 0,29
10,00 1,00 0,02 0,08 0,06 0,25
10,00 1,25 0,02 0,08 0,06 0,23
10,00 1,50 0,02 0,08 0,05 0,21
10,00 2,00 0,02 0,08 0,04 0,18
10,00 2,50 0,02 0,08 0,04 0,16
E-701-X4
10,00 0,25 0,03 0,09 0,19 0,57
10,00 0,50 0,03 0,09 0,13 0,40
10,00 0,75 0,03 0,09 0,11 0,33
10,00 1,00 0,03 0,09 0,09 0,28
10,00 1,25 0,03 0,09 0,08 0,25
10,00 1,50 0,03 0,09 0,08 0,23
10,00 2,00 0,03 0,09 0,07 0,20
10,00 2,50 0,03 0,09 0,06 0,18
E-421-X4
10,00 0,25 0,04 0,10 0,25 0,63
10,00 0,50 0,04 0,10 0,18 0,45
10,00 0,75 0,04 0,10 0,15 0,37
10,00 1,00 0,04 0,10 0,13 0,32
10,00 1,25 0,04 0,10 0,11 0,28
10,00 1,50 0,04 0,10 0,10 0,26
10,00 2,00 0,04 0,10 0,09 0,22
10,00 2,50 0,04 0,10 0,08 0,20
E-41-X4
10,00 0,25 0,04 0,12 0,25 0,76
10,00 0,50 0,04 0,12 0,18 0,54
10,00 0,75 0,04 0,12 0,15 0,44
10,00 1,00 0,04 0,12 0,13 0,38
10,00 1,25 0,04 0,12 0,11 0,34
10,00 1,50 0,04 0,12 0,10 0,31
10,00 2,00 0,04 0,12 0,09 0,27
10,00 2,50 0,04 0,12 0,08 0,24
E-422-X4
10,00 0,25 0,04 0,16 0,25 1,01
10,00 0,50 0,04 0,16 0,18 0,72
10,00 0,75 0,04 0,16 0,15 0,58
10,00 1,00 0,04 0,16 0,13 0,51
10,00 1,25 0,04 0,16 0,11 0,45
10,00 1,50 0,04 0,16 0,10 0,41
10,00 2,00 0,04 0,16 0,09 0,36
10,00 2,50 0,04 0,16 0,08 0,32
RPHT-T-X4
10,00 0,25 0,08 0,18 0,51 1,14
10,00 0,50 0,08 0,18 0,36 0,80
10,00 0,75 0,08 0,18 0,29 0,66
10,00 1,00 0,08 0,18 0,25 0,57
10,00 1,25 0,08 0,18 0,23 0,51
10,00 1,50 0,08 0,18 0,21 0,46
10,00 2,00 0,08 0,18 0,18 0,40
10,00 2,50 0,08 0,18 0,16 0,36
RPMW-T-X4
10,00 0,25 0,13 0,19 0,82 1,20
10,00 0,50 0,13 0,19 0,58 0,85
10,00 0,75 0,13 0,19 0,47 0,69
10,00 1,00 0,13 0,19 0,41 0,60
10,00 1,25 0,13 0,19 0,37 0,54
10,00 1,50 0,13 0,19 0,34 0,49
10,00 2,00 0,13 0,19 0,29 0,42
10,00 2,50 0,13 0,19 0,26 0,38
Inserts RP..10T3..
Dimensions (mm)
Inserts
Geometry
Insert
Size
a
p
Axial d.o.c.
h
m
min.
h
m
max.
f
z
min.
f
z
max.
With round inserts, the thickness of the chip varies depending on the axial depth of cut and is related to the size of
the cutting edge preparation. For best tool-life it is important to maintain the proper chip thickness as shown below.
7713VR10
Technical Information
KMST-009_ExpFocusBroMetricUK_21-47.indd 43 4/25/14 4:29 PM
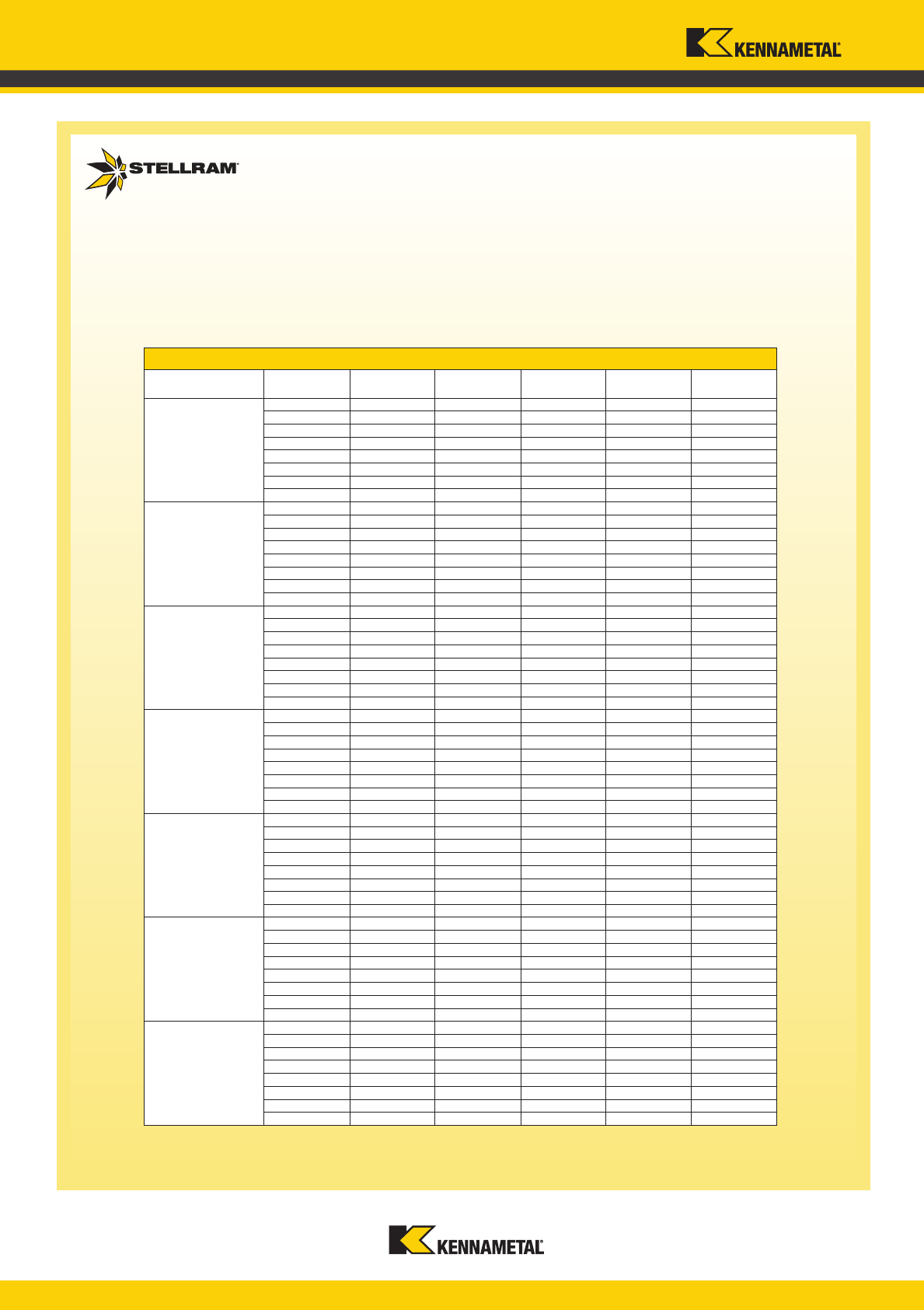
www.kennametal.com
44
F-701-X4
12,00 0,25 0,02 0,11 0,14 0,76
12,00 0,50 0,02 0,11 0,10 0,54
12,00 1,00 0,02 0,11 0,07 0,38
12,00 1,50 0,02 0,11 0,06 0,31
12,00 2,00 0,02 0,11 0,05 0,27
12,00 2,50 0,02 0,11 0,04 0,24
12,00 3,00 0,02 0,11 0,04 0,22
12,00 3,50 0,02 0,11 0,04 0,20
E-701-X4
12,00 0,25 0,03 0,12 0,21 0,83
12,00 0,50 0,03 0,12 0,15 0,59
12,00 1,00 0,03 0,12 0,10 0,42
12,00 1,50 0,03 0,12 0,08 0,34
12,00 2,00 0,03 0,12 0,07 0,29
12,00 2,50 0,03 0,12 0,07 0,26
12,00 3,00 0,03 0,12 0,06 0,24
12,00 3,50 0,03 0,12 0,06 0,22
E-421-X4
12,00 0,25 0,04 0,14 0,28 0,97
12,00 0,50 0,04 0,14 0,20 0,69
12,00 1,00 0,04 0,14 0,14 0,48
12,00 1,50 0,04 0,14 0,11 0,40
12,00 2,00 0,04 0,14 0,10 0,34
12,00 2,50 0,04 0,14 0,09 0,31
12,00 3,00 0,04 0,14 0,08 0,28
12,00 3,50 0,04 0,14 0,07 0,26
E-41-X4
12,00 0,25 0,05 0,16 0,35 1,11
12,00 0,50 0,05 0,16 0,24 0,78
12,00 1,00 0,05 0,16 0,00 0,55
12,00 1,50 0,05 0,16 0,14 0,45
12,00 2,00 0,05 0,16 0,12 0,39
12,00 2,50 0,05 0,16 0,11 0,35
12,00 3,00 0,05 0,16 0,10 0,32
12,00 3,50 0,05 0,16 0,09 0,30
E-442-X4
12,00 0,25 0,06 0,20 0,42 1,39
12,00 0,50 0,06 0,20 0,29 0,98
12,00 1,00 0,06 0,20 0,21 0,69
12,00 1,50 0,06 0,20 0,17 0,57
12,00 2,00 0,06 0,20 0,15 0,49
12,00 2,50 0,06 0,20 0,13 0,44
12,00 3,00 0,06 0,20 0,12 0,40
12,00 3,50 0,06 0,20 0,11 0,37
RPHT-T-X4
12,00 0,25 0,10 0,21 0,69 1,45
12,00 0,50 0,10 0,21 0,49 1,03
12,00 1,00 0,10 0,21 0,35 0,73
12,00 1,50 0,10 0,21 0,28 0,59
12,00 2,00 0,10 0,21 0,24 0,51
12,00 2,50 0,10 0,21 0,22 0,46
12,00 3,00 0,10 0,21 0,20 0,42
12,00 3,50 0,10 0,21 0,19 0,39
RPMW-T-X4
12,00 0,25 0,13 0,22 0,90 1,52
12,00 0,50 0,13 0,22 0,64 1,08
12,00 1,00 0,13 0,22 0,45 0.76
12,00 1,50 0,13 0,22 0,37 0.62
12,00 2,00 0,13 0,22 0,32 0.54
12,00 2,50 0,13 0,22 0,28 0.48
12,00 3,00 0,13 0,22 0,26 0.44
12,00 3,50 0,13 0,22 0,24 0.41
Inserts RP..1204..
Dimensions (mm)
Inserts
Geometry
Insert
Size
a
p
Axial d.o.c.
h
m
min.
h
m
max.
f
z
min.
f
z
max.
With round inserts, the thickness of the chip varies depending on the axial depth of cut and is related to the size of
the cutting edge preparation. For best tool-life it is important to maintain the proper chip thickness as shown below.
7713VR12
Technical Information
KMST-009_ExpFocusBroMetricUK_21-47.indd 44 4/25/14 4:29 PM
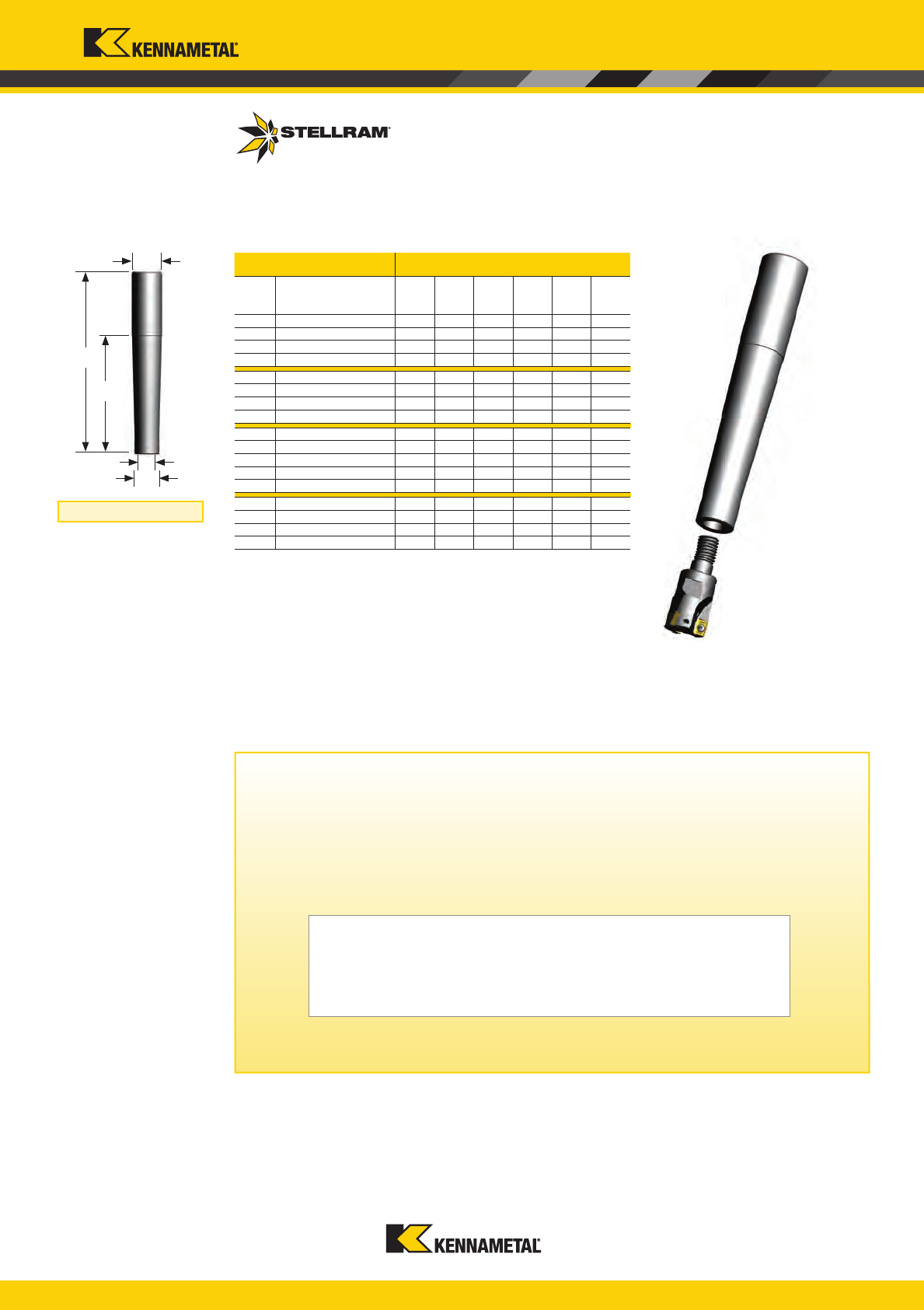
www.kennametal.com
45
D
L
D
2
D
1
L
1
030624 M-13-M8-CA16-090 90 40 16 13 8,50 M8
030625 M-13-M8-CA16-110 110 60 16 13 8,50 M8
030626 M-13-M8-CA16-130 130 80 16 13 8,50 M8
030627 M-13-M8-CA16-170 170 120 16 13 8,50 M8
030628 M-18-M10-CA20-110 110 60 20 18 10,50 M10
030629 M-18-M10-CA20-130 130 80 20 18 10,50 M10
030630 M-18-M10-CA20-170 170 120 20 18 10,50 M10
030631 M-18-M10-CA20-190 190 140 20 18 10,50 M10
030632 M-21-M12-CA25-131 131 75 25 21 12,50 M12
030633 M-21-M12-CA25-156 156 100 25 21 12,50 M12
030634 M-21-M12-CA25-181 181 125 25 21 12,50 M12
030635 M-21-M12-CA25-206 206 150 25 21 12,50 M12
030636 M-21-M12-CA25-231 231 175 25 21 12,50 M12
030637 M-29-M16-CA32-160 160 100 32 29 17,00 M16
030638 M-29-M16-CA32-210 210 150 32 29 17,00 M16
030639 M-29-M16-CA32-260 260 200 32 29 17,00 M16
030640 M-29-M16-CA32-310 310 250 32 29 17,00 M16
Product Dimensions (mm)
EDP Item Description L L
1
D
2
D D
1
M
Technical Advice
M Modular adapter
13 Diameter in front of the modular shank (D)
M8 Metric Thread (M)
CA16 Cylindrical shank diameter 16mm with through coolant
90 Total length of the body
Shank Extension
Cylindrical shank extensions can be used with all modular heads found in several product
family series within this catalogue.
These extensions have the industry standard of metric threads.
Note: Order example with cylindrical shank: M-13-M8-CA16-090
Cylindrical Shank Extensions for Modular Heads
Anti-Vibration Tungsten Alloy with Through Coolant
KMST-009_ExpFocusBroMetricUK_21-47.indd 45 4/25/14 4:29 PM
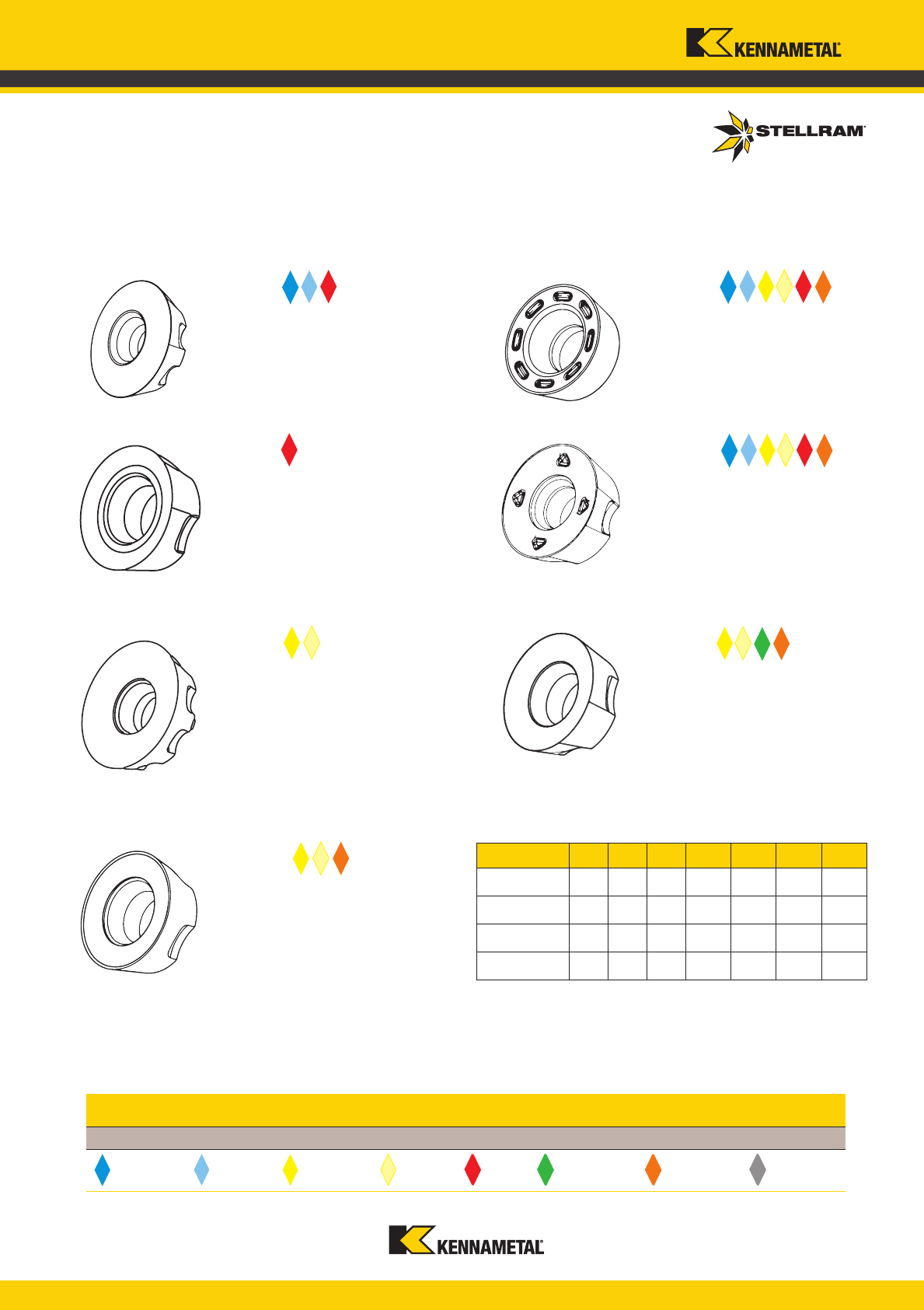
www.kennametal.com
46
P
P
M
M
K N
S
H
K N
S
H
Tool -25 -41 -42 -421 -422 -442 -701
7700VR08
• • •
7710VRD20
• •
7713VR10
• • • •
7713VR12
• • • •
P
P
K
M
M
S
M
M
K
P
P
M
M
K
S
P
P
M
M
K
S
M
M
N
S
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
77 Family Geometries
-25 -422
-41 -442
-42 -701
-421
This geometry is specifically designed
for heavy roughing applications and is
the first choice for Steels and
Cast Iron.
This positive geometry features
an 11º chip angle and an “E” edge
preparation for roughing and semi
finishing applications in difficult to
machine materials.
This general purpose utility geometry
has a positive cutting action and
reinforced cutting edge for medium
roughing and semi-finishing
applications.
This NEW positive roughing and
semi-finishing geometry features
an 11º chip angle and an “E” edge
preparation to minimize the pressure
from chip formation.
This general purpose roughing and
semi-finishing geometry features a
positive rake and T-land to create
a strong cutting edge designed to
withstand high cutting forces and
interrupted cuts.
This precision ground extreme high
positive geometry is especially
suitable for finishing a wide range
of materials at low feed rates and
delivers excellent performance when
machining thin-walled components.
This high positive geometry features
high accuracy periphery grinding for
precise control of the cutting edge.
For semi-finishing and finishing
applications.
77 Family Geometries
KMST-009_ExpFocusBroMetricUK_21-47.indd 46 4/25/14 4:29 PM
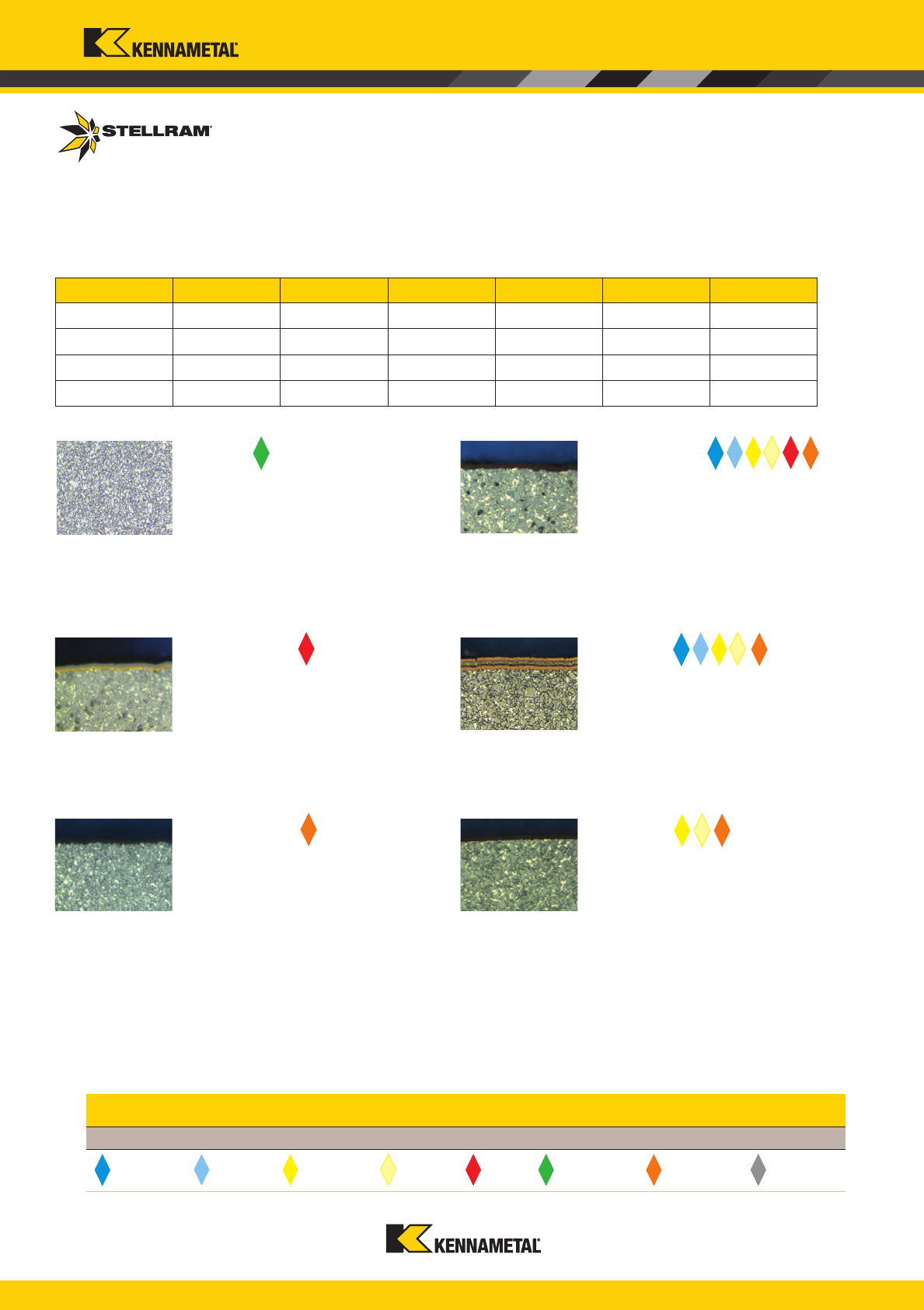
www.kennametal.com
47
P
P
M
M
K N
S
H
Tool GH1 MP91M SP4019 SP6519 X500 X700
7700VR08
• • • • •
7710VRD20
• •
7713VR10
• • • • • •
7713VR12
• • • • •
N
K
S
M
M
S
P
P
M
M
K
S
P
P
M
M
S
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
77 Family Grades
GH1
SP4019
SP6519
X500
X700
MP91M
Uncoated, Micrograin
This micrograin grade works well with or
without coolant with low cutting pressure
at high speeds due to sharp cutting edge.
Coating Type: PVD, TiAlN Micrograin
This hard grade is designed for light
roughing and finishing operations with
lower chip sections.
Coating Type: PVD, TiAlN, X-Grade™
Technology
This combination of a highly durable TiAIN
PVD coating and specially developed
carbide substrate delivers excellent tool
life during long contact times of the
cutting edge.
Coating Type: PVD, TiAlN
This grade features a combination of a
tough substrate with a new generation
of TiAlN super nano coating, making
it virtually free of residual stress
and extremely hard for unmatched
performance.
Coating Type: CVD, TiN-TiC-TiN,
X-Grade™ Technology
High level of shock resistance; operates at
low to medium cutting speeds; high metal
removal rates while retaining a secure
cutting edge.
Coating Type: CVD, TiN-MT-TiCN-Al2O3
With its aluminium oxide coating, this
grade is recommended every time wear
characteristics are more important than
toughness.
77 Family Grades
KMST-009_ExpFocusBroMetricUK_21-47.indd 47 4/25/14 4:29 PM
www.kennametal.com
48
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 48 4/25/14 4:36 PM
www.kennametal.com
49
5230 Chevron Long Edge Milling
Setting New Standards of Productivity
•
Unique insert alignment reduces cutting forces
• Each insert has its own coolant jet for maximum
chip evacuation
• Continuous engagement for maximum material
removal
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 49 4/25/14 4:36 PM
www.kennametal.com
50
The 5230VS Series: Cut Machining Time by up to 50% or More
• 90 degree roughing
• High Metal Removal Rates
• High Stability and Rigidity
• Square inserts, 4 cutting edges
• Three grades, four geometries
• Shell and Cylindrical construction
• Standard and long series available
• Cutting diameters from 50mm to 100mm
• Insert sizes 9,52mm and 12,70mm
• Depth of cut from 51mm to 133mm
5230 Case Histories
Material: Titanium 555-3
Cutter: 5230VS12 (63mm Cutter)
Component: Landing Gear
Industry: Aerospace
Insert Grade: X500
RPM: 150
Cutting Speed V
c
: 29,7 m/min
Feed per Tooth f
z
: 0,1 mm/min
Feed Rate: 60 mm/min
Depth of Cut a
p
: 50mm
Increased Metal Removal Rate by 300%!
Material: Titanium 6-4
Cutter: 5230VS12 (80mm Cutter)
Component: Bulkhead
Industry: Aerospace
Insert Grade: X500
RPM: 275
Cutting Speed V
c
: 69,0 m/min
Feed per Tooth f
z
: 0,1 mm/min
Feed Rate: 148 mm/min
Depth of Cut a
p
: 60mm
Incredible Metal Removal Rate of 43 in
3
/ min.
Shell
50mm – 100mm
5230 Chevron Long Edge Milling
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 50 4/25/14 4:36 PM
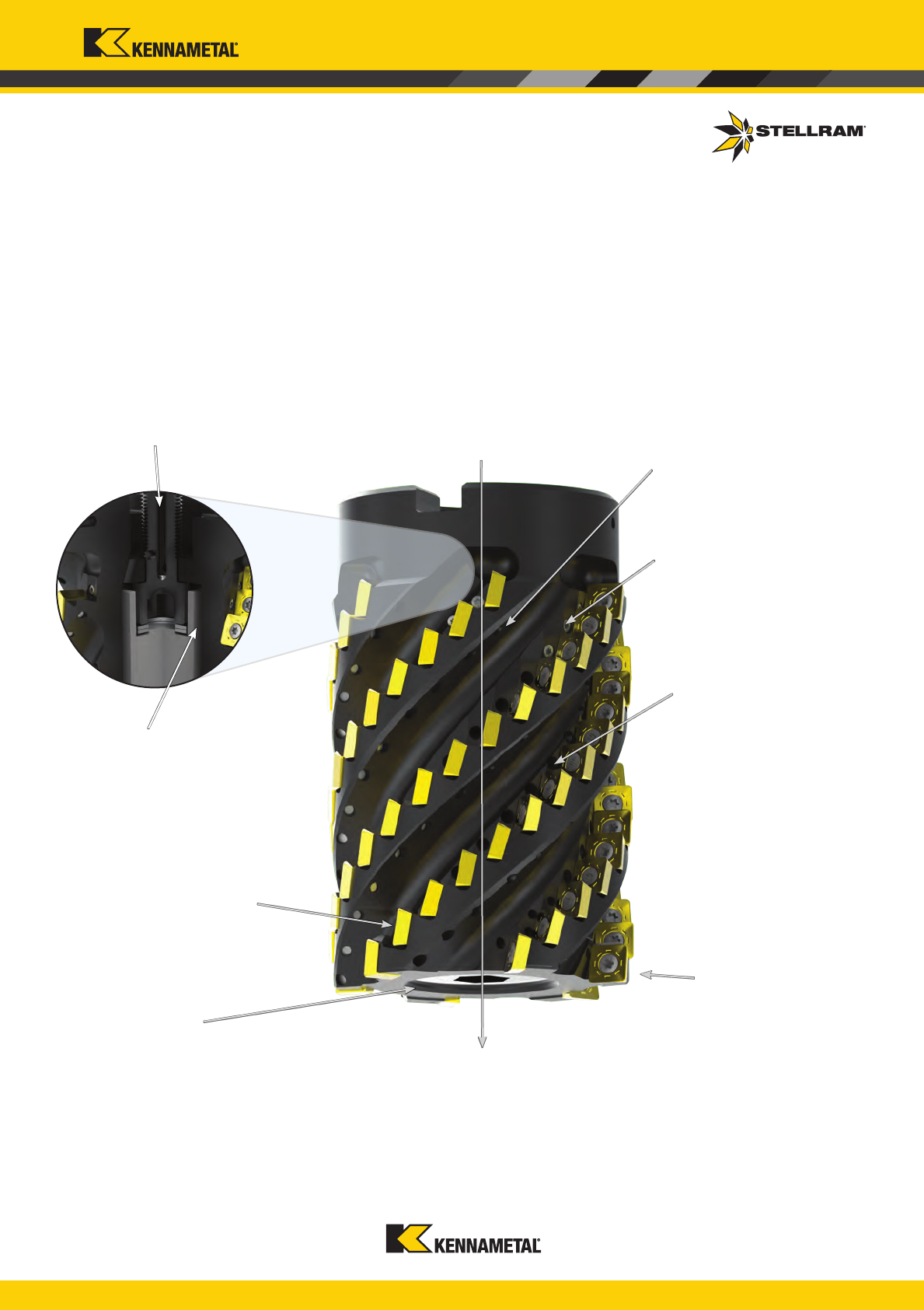
www.kennametal.com
51
Engineered from the Inside Out
Axial Engagement is the Key
5230 Case Histories
Material: Titanium 555-3
Cutter: 5230VS12 (63mm Cutter)
Component: Landing Gear
Industry: Aerospace
Insert Grade: X500
RPM: 150
Cutting Speed V
c
: 29,7 m/min
Feed per Tooth f
z
: 0,1 mm/min
Feed Rate: 60 mm/min
Depth of Cut a
p
: 50mm
Increased Metal Removal Rate by 300%!
Material: Titanium 6-4
Cutter: 5230VS12 (80mm Cutter)
Component: Bulkhead
Industry: Aerospace
Insert Grade: X500
RPM: 275
Cutting Speed V
c
: 69,0 m/min
Feed per Tooth f
z
: 0,1 mm/min
Feed Rate: 148 mm/min
Depth of Cut a
p
: 60mm
Incredible Metal Removal Rate of 43 in
3
/ min.
Single line contact… no two inserts are contacting the work
piece on the same axial plane—to reduce vibration and
maximize feed rates
Insert positioning provides smooth progressive penetration
and cutting action for extended tool life.
Short bolt design opens center
for a coolant reservoir
Full, effective flute for maximum
chip flow
Coolant reservoir for
more even distribution
Each insert has its own
coolant jet for optimum chip
evacuation
Threaded coolant ports allow
selective blocking to adjust
pressure and volume
Wiper pockets provide a
much better face surface
finish
Coolant plug
Non-wiper pockets generate
the 90° corner. The same
inserts can be utilized in all
pockets
The advanced Chevron Design ensures that one cutting point is always in contact with the material during entrance and exit.
This provides optimum harmonic stability, reducing power consumption and maximizing tool life.
5230 Chevron Long Edge Milling
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 51 4/25/14 4:36 PM
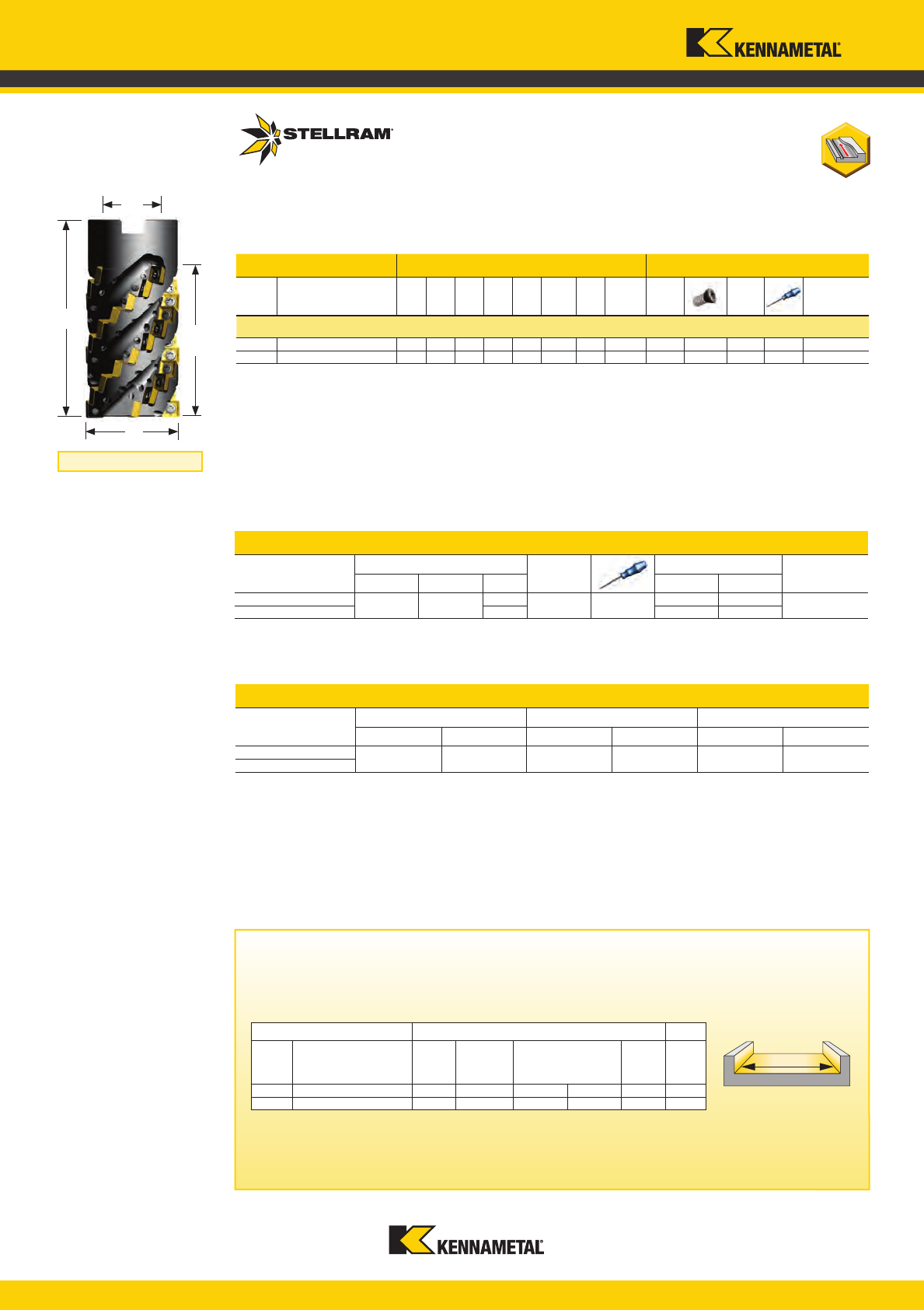
www.kennametal.com
52
031419 5230VS09-A050Z4R51 50 76 - 27 51 44 4 28 015269 F3508T 015240 T15 2,10
031603 5230VS09-A050Z4R80 50 106 - 27 80 - 4 44 015269 F3508T 015240 T15 2,10
031419
5230VS09-A050Z4R51
50 - - - - 32500
031603
5230VS09-A050Z4R80
50 - - - - 32500
5230VS09-A050Z4R51
015062 F3006T
8
013214 T9
031436 SB-3413
34
5230VS09-A050Z4R80 12 031582 SB-3621
5230VS09-A050Z4R51
031258 NLW-0.375 031268
M12-1.75 ISO x
30mm SHCS
80 100
5230VS09-A050Z4R80
d
1
H
D
a
p
max
Flat
Facing Pitch
5230VS09 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
5230VS09 Torque Values and Spare Parts
Cutter
Nord Lock Washer Mounting Bolt **Torque Values in Nm
EDP Description EDP Description Normal Condition Excessive Condition
5230VS09 Spare Parts
Cutter
Coolant Control Screw
Screwdriver
EDP
Steel Coolant Plug
Coolant Plug
tightening
Nm
Screw EDP Screw Qty. EDP Description
* Note: Please do not surpass the recommended max. a
p
for slotting.
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
a
p
max
Slotting*
No. of
utes
No. of
inserts
EDP EDP
Screw
Tightening
Nm
5230VS09 Shell Mill Fixation
** Torque values for mounting bolts. Excessive condition is when long reach extensions are required or when cutting
parameters are elevated to extreme parameters.
Shell Mills are supplied with inserts screws, coolant control screws, steel coolant plug, nord-lock washer and
mounting screw.
Shell Mill Fixation
5230VS09
Chevron Long Edge Milling Cutter (Porcupine)
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 52 4/25/14 4:36 PM
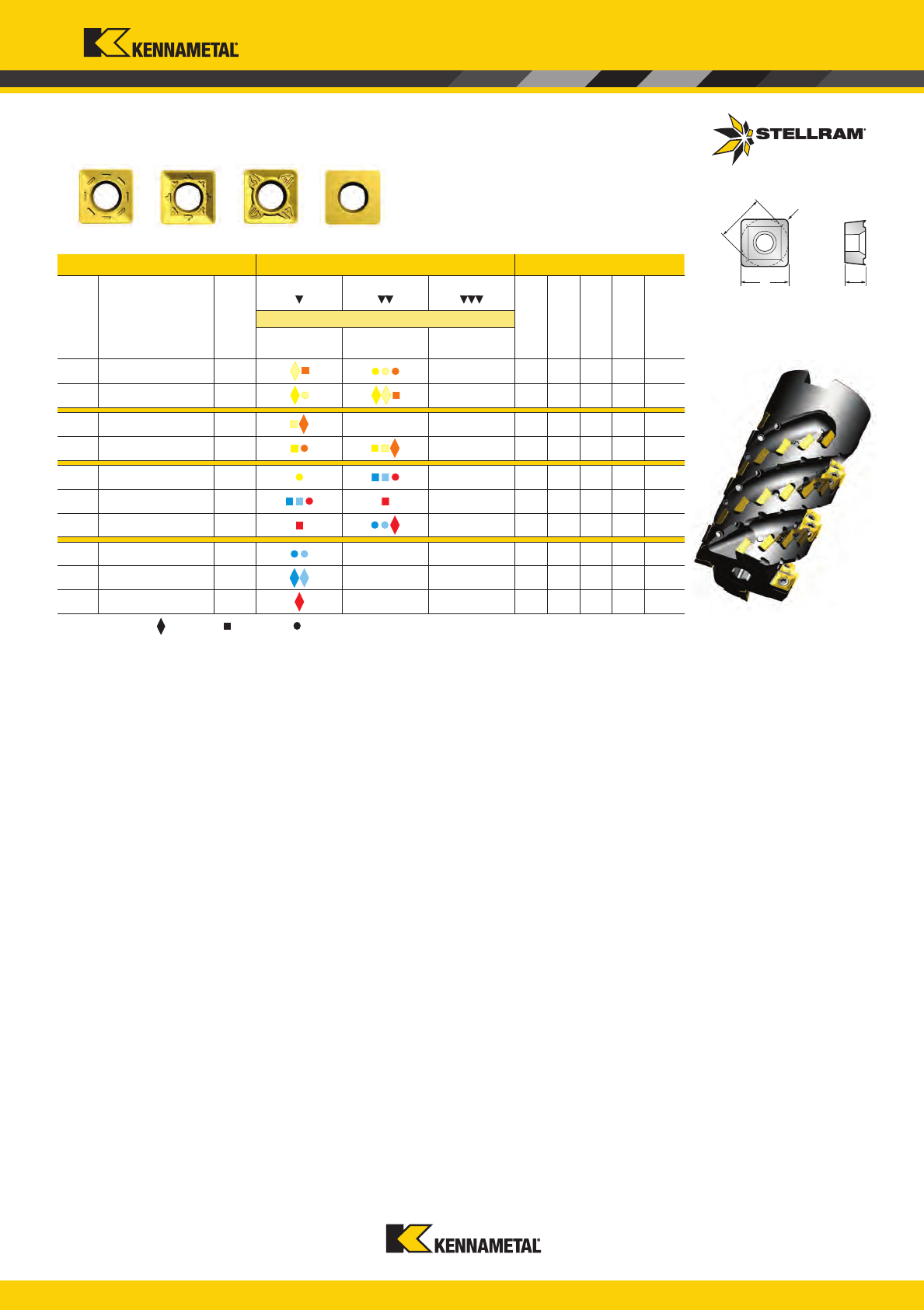
www.kennametal.com
53
031261 SDHT09T308EN-422 X500
-
9,52 9,52 3,97 0,80 0,03
033075 SDHT09T308EN-422 SP6519
-
9,52 9,52 3,97 0,80 0,03
031260 SDHT09T308EN-423 X500
- -
9,52 9,52 3,97 0,80 0,04
033074 SDHT09T308EN-423 SP6519
-
9,52 9,52 3,97 0,80 0,04
014410 SDMT09T308EN-41 X500
-
9,52 9,52 3,97 0,80 0,04
031479 SDMT09T308EN-41 SP6519
-
9,52 9,52 3,97 0,80 0,04
017325 SDMT09T308EN-41 MP91M
-
9,52 9,52 3,97 0,80 0,04
015232 SDMW09T308TN X500
- -
9,52 9,52 3,97 0,80 0,15
031482 SDMW09T308TN SP6519
- -
9,52 9,52 3,97 0,80 0,15
017327 SDMW09T308TN MP91M
- -
9,52 9,52 3,97 0,80 0,15
SDHT09-422 SDHT09-423
SDMT09-41 SDMW09-TN
d
l
r
s
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max* or a
p
max. and a
p
min. - max.
a
e
max.* a
e
max. 15% D**
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page 63.
Note: Feed recommendations can be found on page 54. Speed recommendations can be found on page 55.
* Note: Please do not surpass the recommended max. a
p
for slotting as shown on the steel body page 52.
* Note: a
p
max. for proling is only possible when a
e
< 75% of the Diameter.
**
Note: For semi nishing, axial engagement
a
p
for slotting and radial engagement a
e
for proling should be max. 15% of the Diameter.
SDHT09T308EN-423 to be used in unstable conditions.
5230VS09
Milling Inserts
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 53 4/25/14 4:36 PM
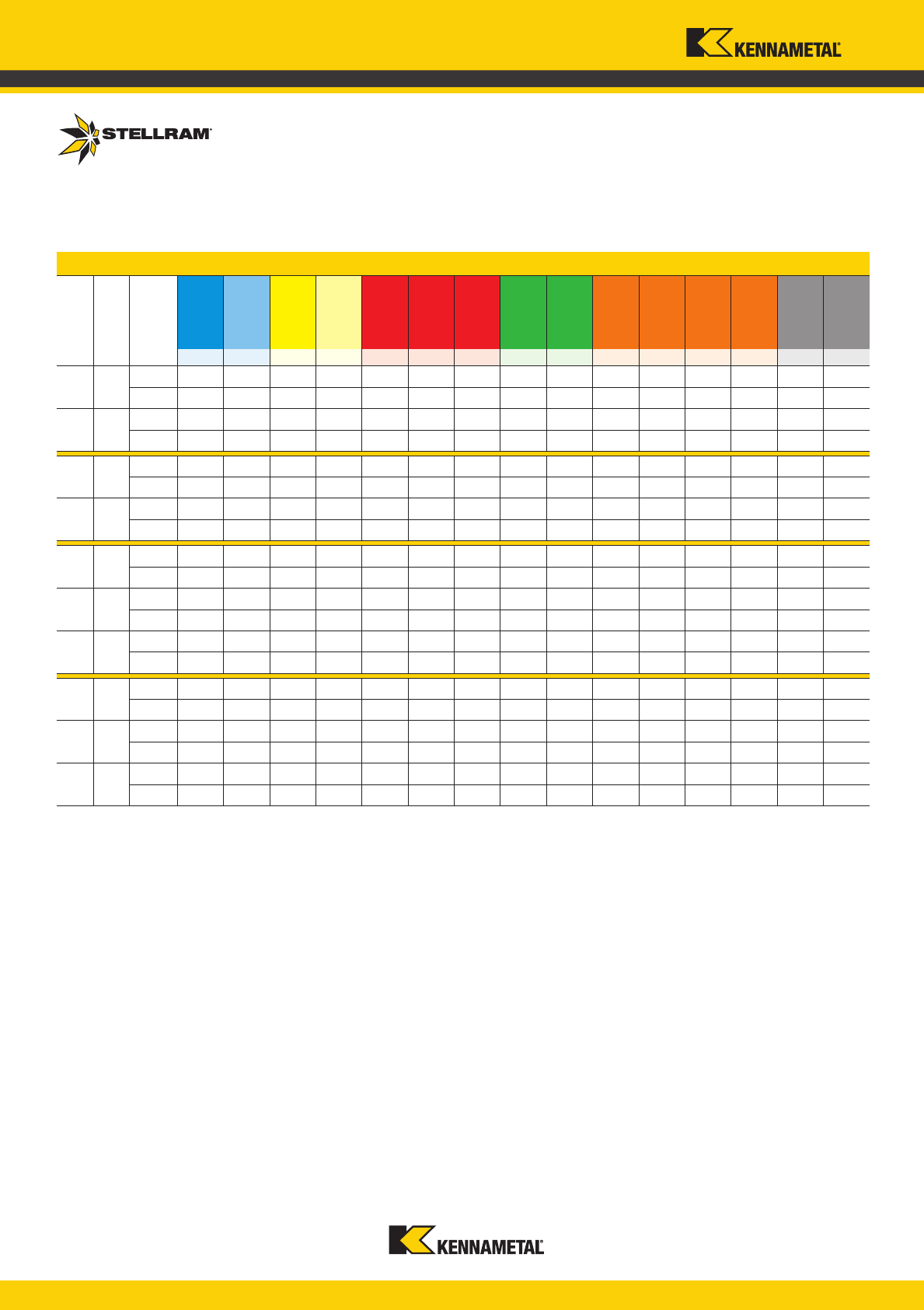
www.kennametal.com
54
EN-422 X500
- - 0,05 - 0,13 0,05 - 0,12 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 0,05 - 0,11 - -
- - 0,04 - 0,11 0,04 - 0,10 - - - - - 0,05 - 0,07 0,05 - 0,07 0,05 - 0,08 0,05 - 0,09 - -
EN-422 SP6519
- - 0,05 - 0,12 0,05 - 0,11 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 0,05 - 0,11 - -
- - 0,04 - 0,10 0,04 - 0,09 - - - - - 0,05 - 0,07 0,05 - 0,07 0,05 - 0,08 0,05 - 0,09 - -
EN-423 X500
- - - 0,05 - 0,12 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 0,05 - 0,11 - -
- - - 0,05 - 0,10 - - - - - 0,05 - 0,07 0,05 - 0,07 0,05 - 0,08 0,05 - 0,09 - -
EN-423 SP6519
- - 0,05 - 0,13 0,05 - 0,11 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 0,05 - 0,11 - -
- - 0,04 - 0,10 0,04 - 0,09 - - - - - 0,05 - 0,07 0,05 - 0,07 0,05 - 0,08 0,05 - 0,09 - -
EN-41 X500
0,05 - 0,15 0,05 - 0,14 0,05 - 0,13 - 0,05 - 0,15 0,05 - 0,15 0,05 - 0,13 - - - - - - - -
0,05 - 0,12 0,05 - 0,11 0,05 - 0,11 - 0,05 - 0,12 0,05 - 0,12 0,05 - 0,11 - - - - - - - -
EN-41 SP6519
0,05 - 0,15 0,05 - 0,14 - - 0,05 - 0,15 0,05 - 0,15 0,05 - 0,13 - - - - - - - -
0,05 - 0,12 0,05 - 0,11 - - 0,05 - 0,12 0,05 - 0,12 0,05 - 0,11 - - - - - - - -
EN-41 MP91M
0,05 - 0,13 0,05 - 0,13 - - 0,05 - 0,15 0,05 - 0,15 0,05 - 0,13 - - - - - - - -
0,05 - 0,11 0,05 - 0,10 - - 0,05 - 0,12 0,05 - 0,12 0,05 - 0,11 - - - - - - - -
TN X500
0,15 - 0,18 0,15 -0,17 - - - - - - - - - - - - -
- - - - - - - - - - - - - - -
TN SP6519
0,15 - 0,18 0,15 - 0,17 - - - - - - - - - - - - -
- - - - - - - - - - - - - - -
TN MP91M
- - - - 0,15 - 0,18 0,15 - 0,18 0,15 - 0,17 - - - - - - - -
- - - - - - - - - - - - - - -
Note: HTA = High Temperature Alloys
5230VS09 Feeds f
z
(mm/ute)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Speed recommendations can be found on page 55.
Note: Above feed rates are calculated on centreline.
5230VS09
Recommended Feeds
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 54 4/25/14 4:36 PM
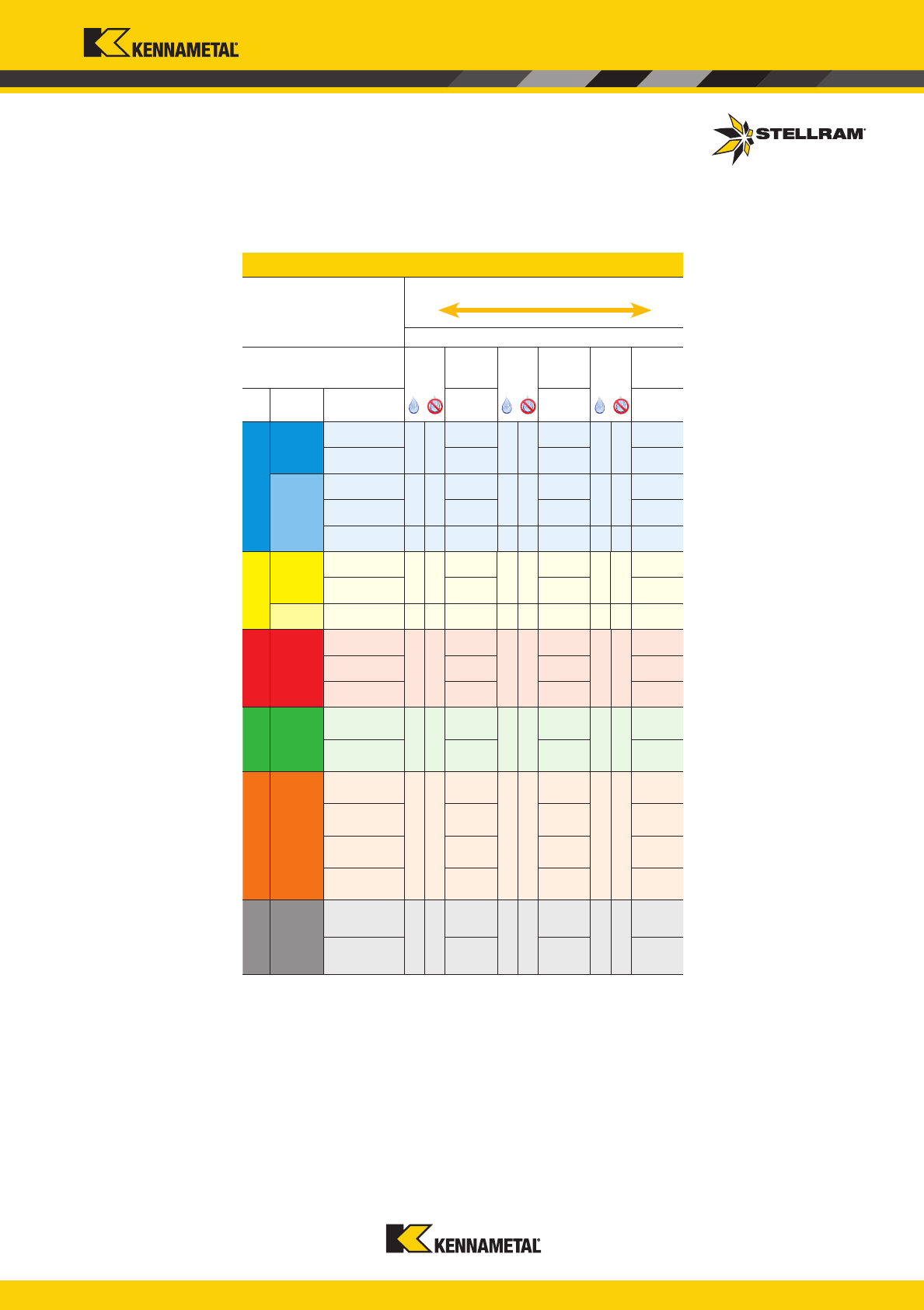
www.kennametal.com
55
P
130 - 270
130 - 295
140 - 345
115 - 240 115 - 260 120 - 305
100 - 210
100 - 230
105 - 270
75 - 160 75 - 175 80 - 205
50 - 100
50 - 110
50 - 130
--
+
M
115 - 250
115 - 270
100 - 220 105 - 235
50 - 110
50 - 120
K
120 - 280
140 - 295
145 - 365
105 - 205 110 - 240 115 - 285
95 - 170 100 - 220 105 - 260
N
S
23 - 48
23 - 55
21 - 44 22 - 48
24 - 51 25 - 55
35 - 73 36 - 79
H
Wear Resistance
Recommended Possible
Speed v
c
(m/min)
5230VS Series
Speed min. - max.
Coolant Recommendation
CVD
X Grade
PVD
Standard
CVD
Standard
ISO Materials
Rm and
Hardness
X500 SP6519 MP91M
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
5230VS09
Recommended Speeds
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 55 4/25/14 4:36 PM
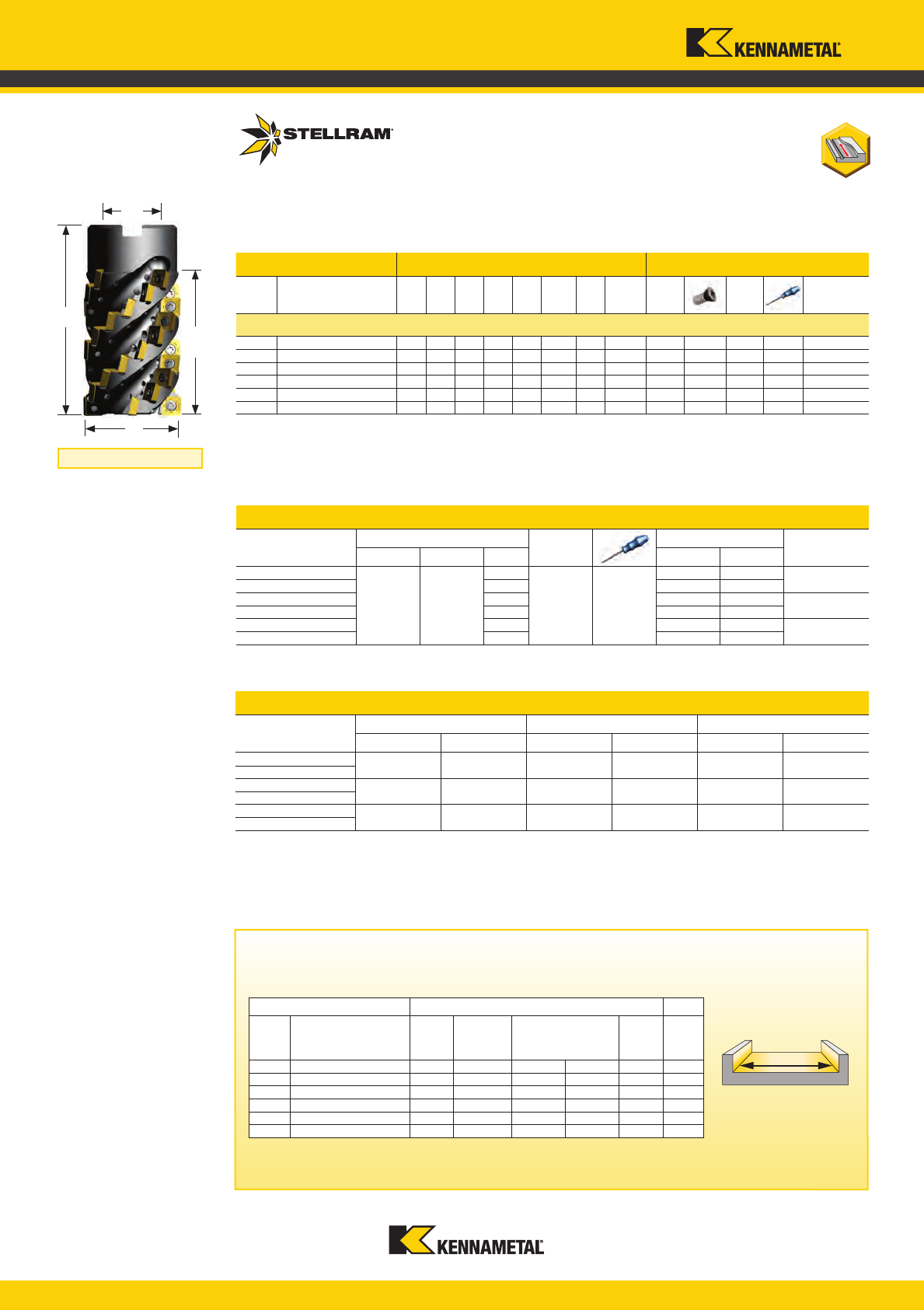
www.kennametal.com
56
031228 5230VS12-A063Z4R57 63 85 - 27 57 52 4 24 015270 F4011T 015241 T20 3,10
031229 5230VS12-A063Z4R94 63 124 - 27 94 - 4 40 015270 F4011T 015241 T20 3,10
031604 5230VS12-A080Z5R65 80 95 - 32 65 60 5 35 015270 F4011T 015241 T20 3,10
031605 5230VS12-A080Z5R110 80 143 - 32 110 - 5 60 015270 F4011T 015241 T20 3,10
031232 5230VS12-A100Z6R76 100 106 - 40 76 70 6 48 015270 F4011T 015241 T20 3,10
031233 5230VS12-A100Z6R133 100 165 - 40 133 - 6 84 015270 F4011T 015241 T20 3,10
031228
5230VS12-A063Z4R57
63 - - - - 21000
031229
5230VS12-A063Z4R94
63 - - - - 21000
031604
5230VS12-A080Z5R65
80 - - - - 18500
031605
5230VS12-A080Z5R110
80 - - - - 18500
031232
5230VS12-A100Z6R76
100 - - - - 16000
031233
5230VS12-A100Z6R133
100 - - - - 16000
5230VS12-A063Z4R57
015062 F3006T
8
013214 T9
031262 SB-3229
34
5230VS12-A063Z4R94 12 031263 SB-3230
5230VS12-A080Z5R65 10 031264 SB-3231
61
5230VS12-A080Z5R110 15 031265 SB-3232
5230VS12-A100Z6R76 12 031266 SB-3233
61
5230VS12-A100Z6R133 18 031267 SB-3234
5230VS12-A063Z4R57
031258 NLW-0.375 031268
M12-1.75 ISO x
30mm SHCS
80 100
5230VS12-A063Z4R94
5230VS12-A080Z5R65
031226 NLW-12SP 031269
M16-2 ISO x 40mm
SHCS
110 150
5230VS12-A080Z5R110
5230VS12-A100Z6R76
031259 NLW-16SP 031270
M20-2.5 ISO x 50mm
SHCS
120 180
5230VS12-A100Z6R133
d
1
H
D
a
p
max
5230VS12 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
5230VS12 Torque Values and Spare Parts
Cutter
Nord Lock Washer Mounting Bolt **Torque Values in Nm
EDP Description EDP Description Normal Condition Excessive Condition
5230VS12 Spare Parts
Cutter
Coolant control screw
Screwdriver
EDP
Steel Coolant Plug
Coolant Plug
tightening
Nm
Screw EDP Screw Qty. EDP Description
* Note: Please do not surpass the recommended max. a
p
for slotting.
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
a
p
max
Slotting*
No. of
utes
No. of
inserts
EDP EDP
Screw
Tightening
Nm
5230VS12 Shell Mill Fixation
** Torque values for mounting bolts. Excessive condition is when long reach extensions are required or when cutting
parameters are elevated to extreme parameters.
Shell Mills are supplied with inserts screws, coolant control screws, steel coolant plug, nord-lock washer and mounting screw.
Shell Mill Fixation
5230VS12
Chevron Long Edge Milling Cutter (Porcupine)
Flat
Facing Pitch
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 56 4/25/14 4:36 PM
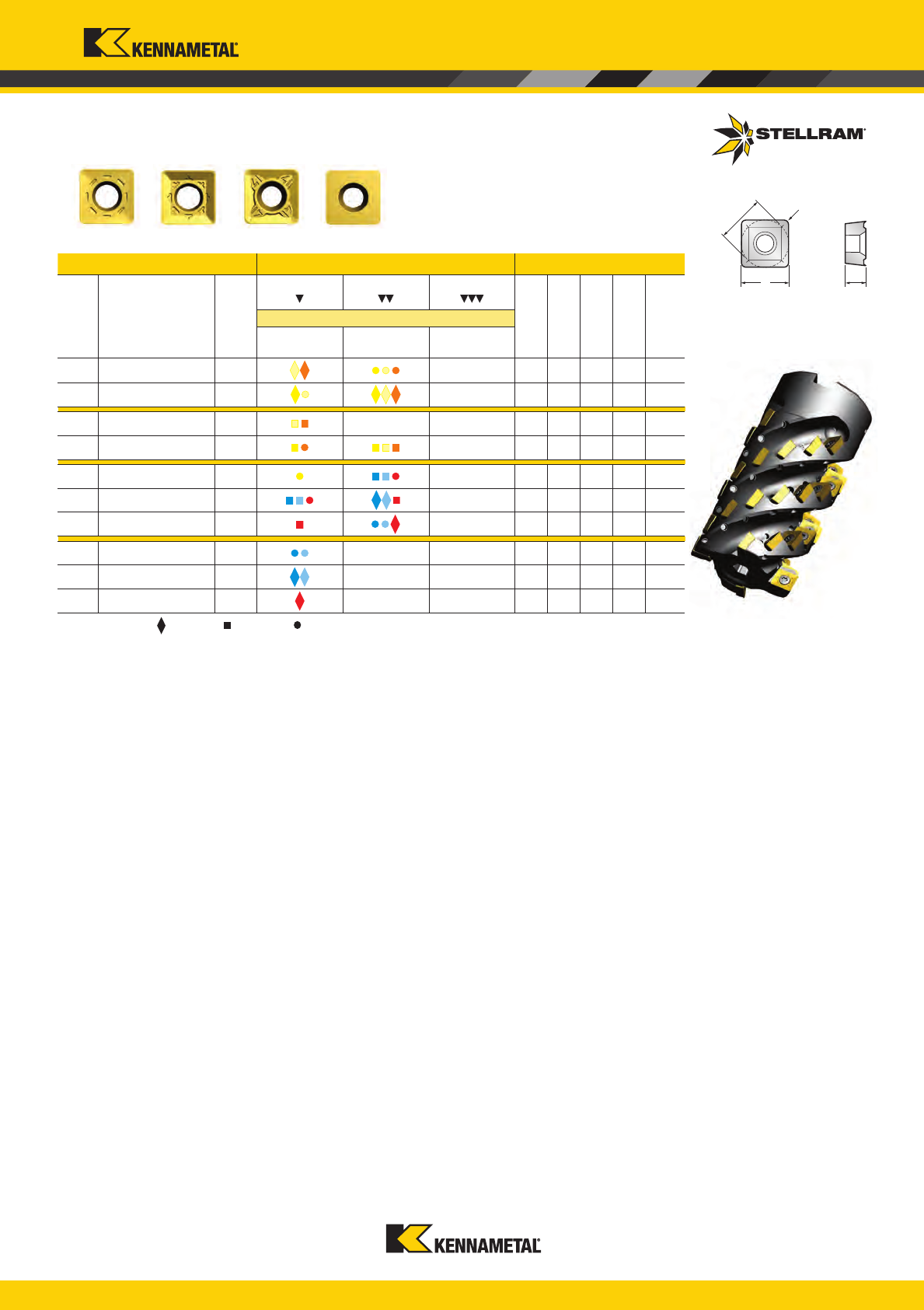
www.kennametal.com
57
030717 SDHT120412EN-422 X500
-
12,70 12,70 4,76 1,20 0,05
030728 SDHT120412EN-422 SP6519
-
12,70 12,70 4,76 1,20 0,05
031218 SDHT120412EN-423 X500
- -
12,70 12,70 4,76 1,20 0,06
031321 SDHT120412EN-423 SP6519
-
12,70 12,70 4,76 1,20 0,06
014411 SDMT120412EN-41 X500
-
12,70 12,70 4,76 1,20 0,05
031480 SDMT120412EN-41 SP6519
-
12,70 12,70 4,76 1,20 0,05
017326 SDMT120412EN-41 MP91M
-
12,70 12,70 4,76 1,20 0,05
015233 SDMW120412TN X500
- -
12,70 12,70 4,76 1,20 0,15
034518 SDMW120412TN SP6519
- -
12,70 12,70 4,76 1,20 0,15
017328 SDMW120412TN MP91M
- -
12,70 12,70 4,76 1,20 0,15
d
l
r
s
SDHT12-422 SDHT12-423
SDMT12-41 SDMW12
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max* or a
p
max. and a
p
min. - max.
a
e
max.* a
e
max. 15% D**
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page 63.
Note: Feed recommendations can be found on page 58. Speed recommendations can be found on page 59.
* Note: Please do not surpass the recommended max. a
p
for slotting as shown on the steel body page 56.
* Note: a
p
max. for proling is only possible when a
e
< 75% of the Diameter.
**
Note: For semi nishing, axial engagement
a
p
for slotting and radial engagement a
e
for proling should be max. 15% of the Diameter.
SDHT120412EN-423 to be used in unstable conditions.
5230VS12
Milling Inserts
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 57 4/25/14 4:36 PM
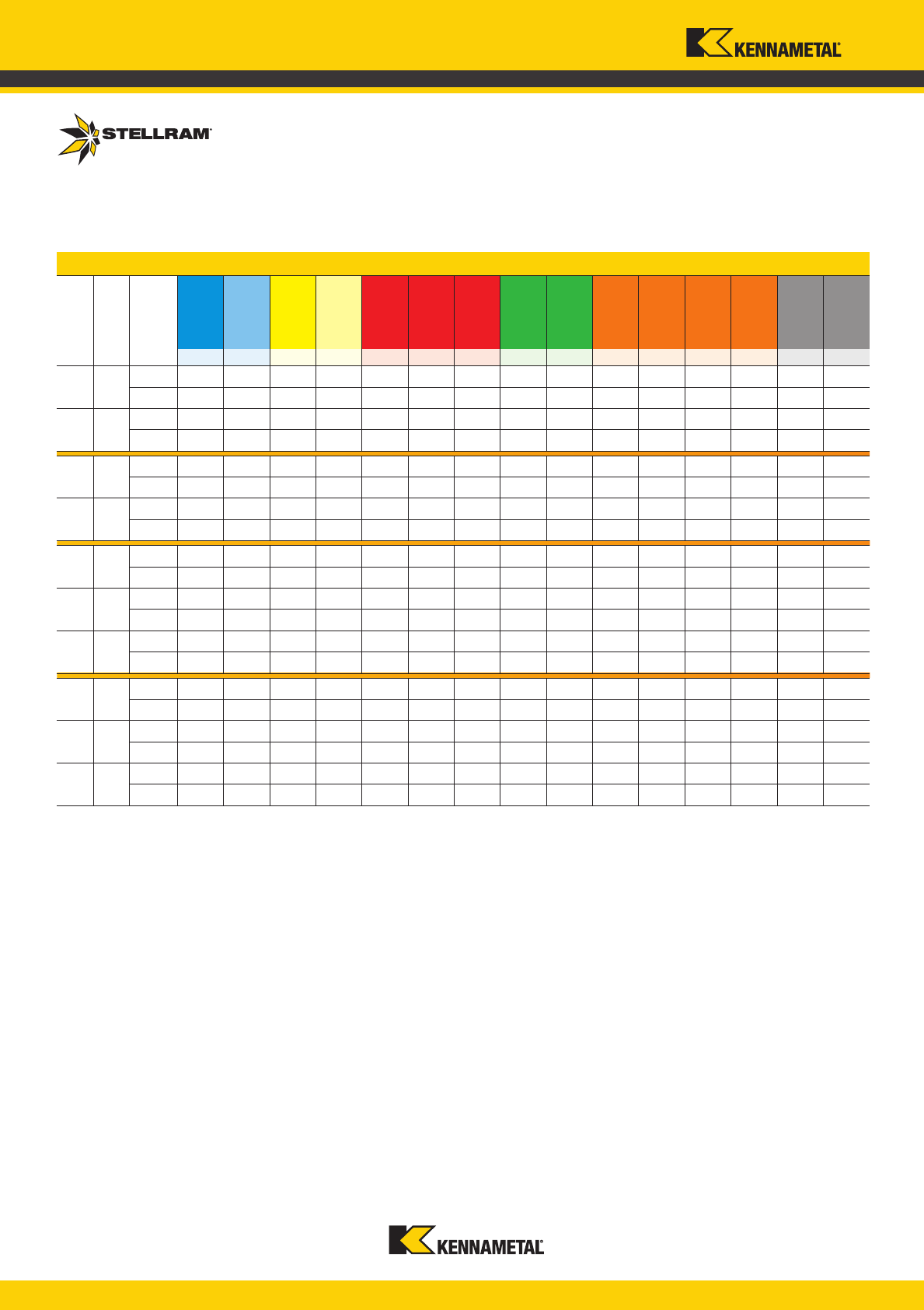
www.kennametal.com
58
EN-422 X500
- - 0,05 - 0,15 0,05 - 0,14 - - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,11 0,05 - 0,14 - -
- - 0,05 - 0,12 0,05 - 0,11 - - - - 0,05 - 0,09 0,05 - 0,09 0,05 - 0,09 0,05 - 0,11 - -
EN-422 SP6519
- - 0,05 - 0,15 0,05 - 0,14 - - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,11 0,05 - 0,14 - -
- - 0,05 - 0,12 0,05 - 0,11 - - - - 0,05 - 0,09 0,05 - 0,09 0,05 - 0,09 0,05 - 0,11 - -
EN-423 X500
- - - 0,05 - 0,14 - - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,11 0,05 - 0,14 - -
- - - 0,05 - 0,11 - - - - 0,05 - 0,09 0,05 - 0,09 0,05 - 0,09 0,05 - 0,11 - -
EN-423 SP6519
- - 0,05 - 0,15 0,05 - 0,14 - - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,11 0,05 - 0,14 - -
- - 0,05 - 0,12 0,05 - 0,11 - - - - 0,05 - 0,09 0,05 - 0,09 0,05 - 0,09 0,05 - 0,11 - -
EN-41 X500
0,05 - 0,17 0,05 - 0,16 0,05 - 0,15 - 0,05 - 0,17 0,05 - 0,17 0,05 - 0,16 - - - - - - - -
0,05 - 0,14 0,05 - 0,13 0,05 - 0,12 - 0,05 - 0,14 0,05 - 0,14 0,05 - 0,13 - - - - - - - -
EN-41 SP6519
0,05 - 0,17 0,05 - 0,16 - - 0,05 - 0,17 0,05 - 0,17 0,05 - 0,16 - - - - - - - -
0,05 - 0,14 0,05 - 0,13 - - 0,05 - 0,14 0,05 - 0,14 0,05 - 0,13 - - - - - - - -
EN-41 MP91M
0,05 - 0,17 0,05 - 0,16 - - 0,05 - 0,17 0,05 - 0,17 0,05 - 0,16 - - - - - - - -
0,05 - 0,14 0,05 - 0,13 - - 0,05 - 0,14 0,05 - 0,14 0,05 - 0,13 - - - - - - - -
TN X500
0,15 - 0,20 0,15 - 0,18 - - - - - - - - - - - - -
- - - - - - - - - - - - - - -
TN SP6519
0,15 - 0,20 0,15 - 0,18 - - - - - - - - - - - - -
- - - - - - - - - - - - - - -
TN MP91M
- - - - 0,15 - 0,20 0,15 - 0,20 0,15 - 0,18 - - - - - - - -
- - - - - - - - - - - - -
5230VS12 Feeds f
z
(mm/ute)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Note: HTA = High Temperature Alloys
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Speed recommendations can be found on page 59.
Note: Above feed rates are calculated on centreline.
5230VS12
Recommended Feeds
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 58 4/25/14 4:36 PM
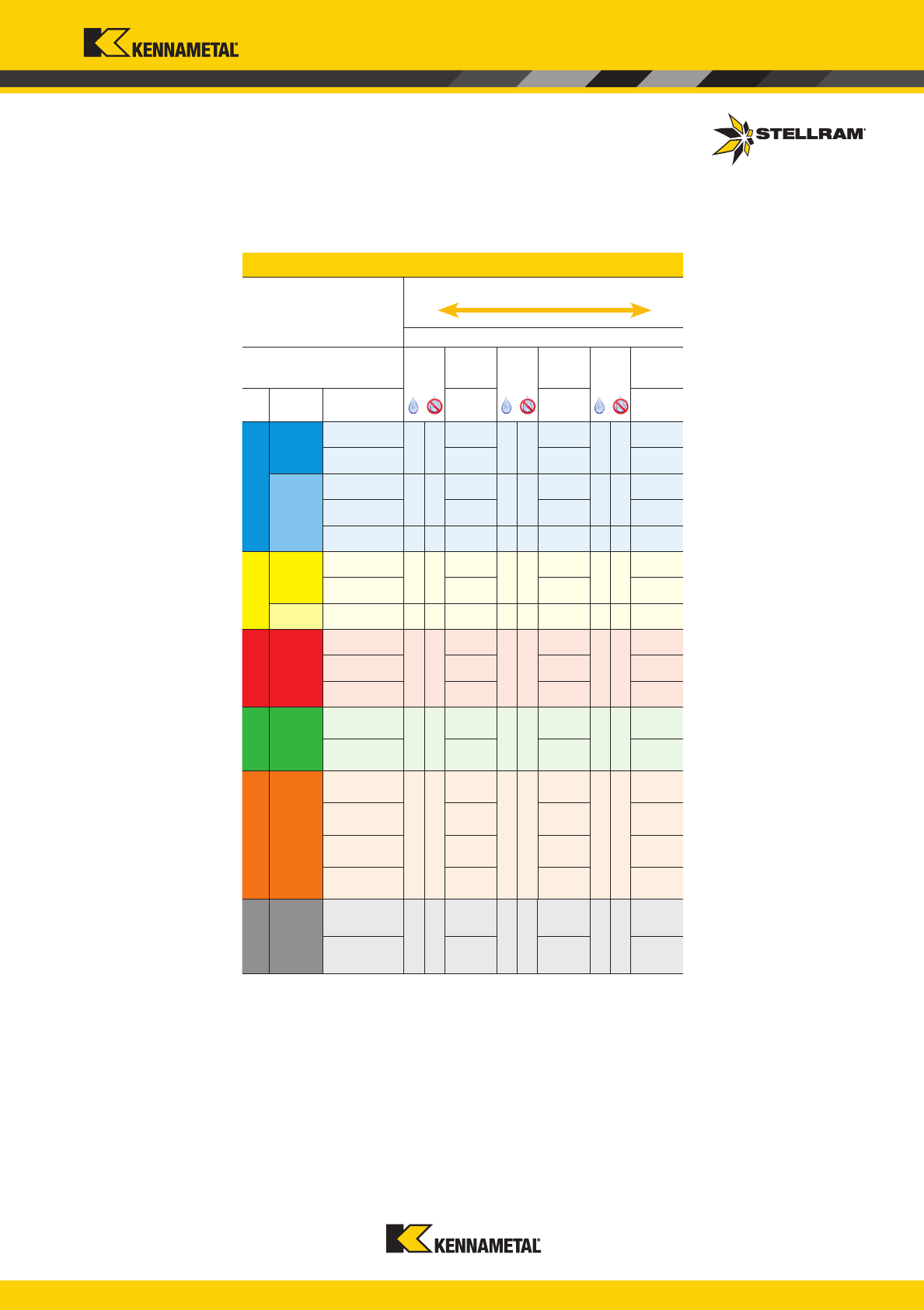
www.kennametal.com
59
P
130 - 270
130 - 295
140 - 345
115 - 240 115 - 260 120 - 305
100 - 210
100 - 230
105 - 270
75 - 160 75 - 175 80 - 205
50 - 100
50 - 110
50 - 130
--
+
M
115 - 250
115 - 270
100 - 220 105 - 235
50 - 110
50 - 120
K
120 - 280
140 - 295
145 - 365
105 - 205 110 - 240 115 - 285
95 - 170 100 - 220 105 - 260
N
S
23 - 48
23 - 55
21 - 44 22 - 48
24 - 51 25 - 55
35 - 73 36 - 79
H
Wear Resistance
Recommended Possible
Speed v
c
(m/min)
5230VS Series
Speed min. - max.
Coolant Recommendation
CVD
X Grade
PVD
Standard
CVD
Standard
ISO Materials
Rm and
Hardness
X500 SP6519 MP91M
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
5230VS12
Recommended Speeds
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 59 4/25/14 4:36 PM
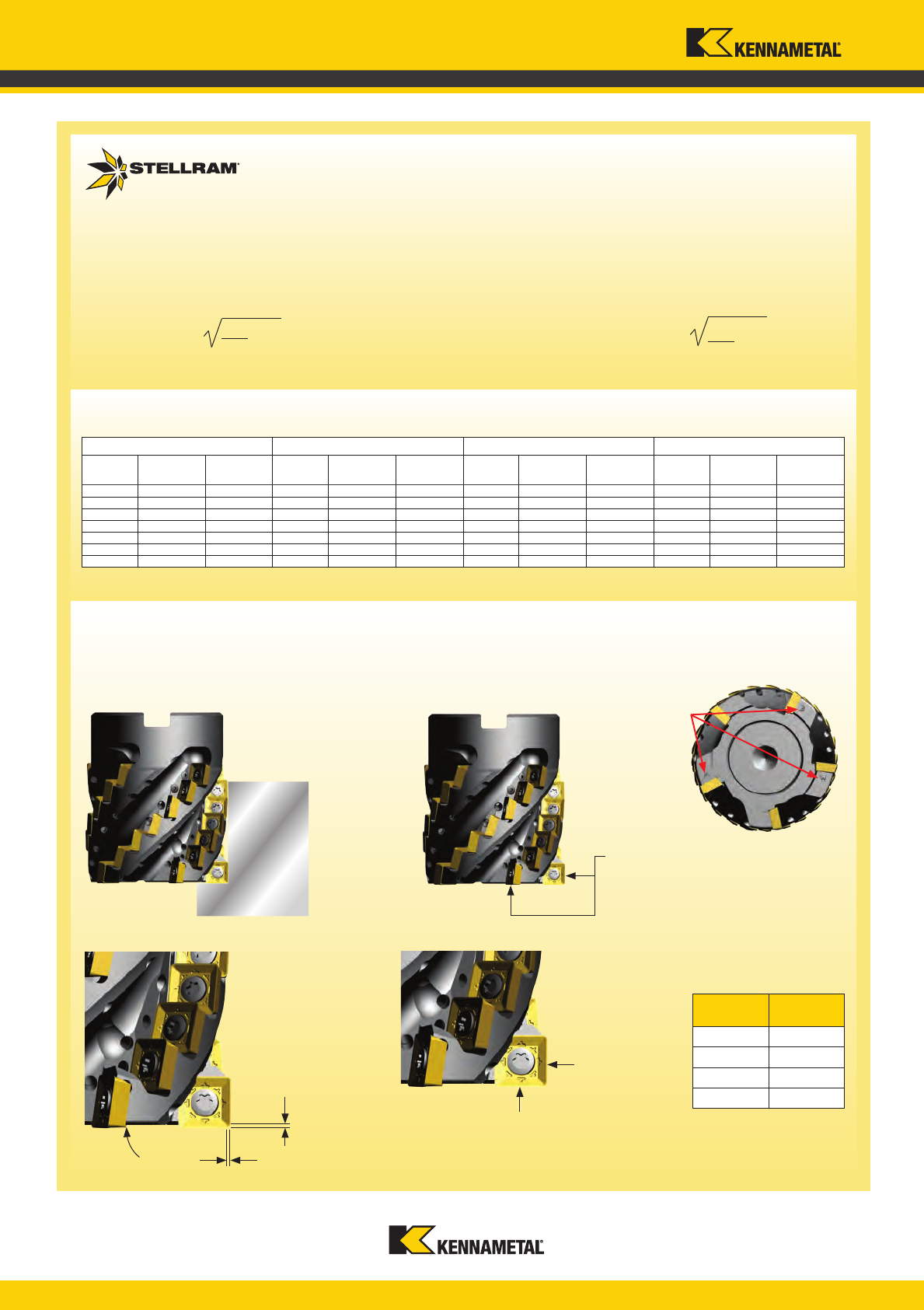
www.kennametal.com
60
5 2,50 2,30 5 3,15 2,30 5 4,00 2,30 5 5,00 2,30
10 5,00 1,66 10 6,30 1,66 10 8,00 1,66 10 10,00 1,66
15 7,5 1,40 15 9,45 1,40 15 12,00 1,40 15 15,00 1,40
20 10,00 1,25 20 12,60 1,25 20 16,00 1,25 20 20,00 1,25
25 12,50 1,16 25 15,75 1,16 25 20,00 1,16 25 25,00 1,16
35 17,50 1,05 35 22,05 1,05 35 28,00 1,05 35 35,00 1,05
50 - 100 25,00 - 50,00 1,00 50 - 100 31,50 - 63,00 1,00 50 - 100 40,00 - 80,00 1,00 50 - 100 50,00 - 100,00 1,00
0,15
0,13
0.6°
50 2
63 2
80 3
100 3
Cutter
Diameter (mm)
No. of Wiper
Inserts
h
m
Correction Coefficient Chart
Cutter Ø 50mm Cutter Ø 63mm Cutter Ø 80mm Cutter Ø 100mm
a
e
% a
e
(mm)
Coefficient
Factor
a
e
% a
e
(mm)
Coefficient
Factor
a
e
% a
e
(mm)
Coefficient
Factor
a
e
% a
e
(mm)
Coefficient
Factor
Wiper pocket positions are in
front and angled to allow facing.
Non wiper pocket
positions are set
back & square
to axis to give a
true 90 degree
approach.
Pockets setting difference
between wiper and non-
wiper inserts.
Note: The true cutter
diameter is measured at
the non-wiper pockets.
Wiper pockets are
identified with a W
engraved on the
face of the body.
The 5230VS cutter series is designed with
wiper pockets which provide a much better
face surface finish. The non-wiper pockets
generate the 90° corner. The same inserts
can be utilised in all pockets.
The chart above shows the
multiplication factor for the feed
rate based on the percentage
of the radial engagement of the
cutter diameter.
Example: A 50mm diameter cutter using 5,00mm radial engagement (a
e
) = 10% of the cutter diameter.
At 10%, your coefficient is 1,66 (see above table); therefore you must multiply your feed rate by 1,66 for correcting the feed for profiling.
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
a
e
d
d
a
e
5230VS Series
Technical Information
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 60 4/25/14 4:36 PM
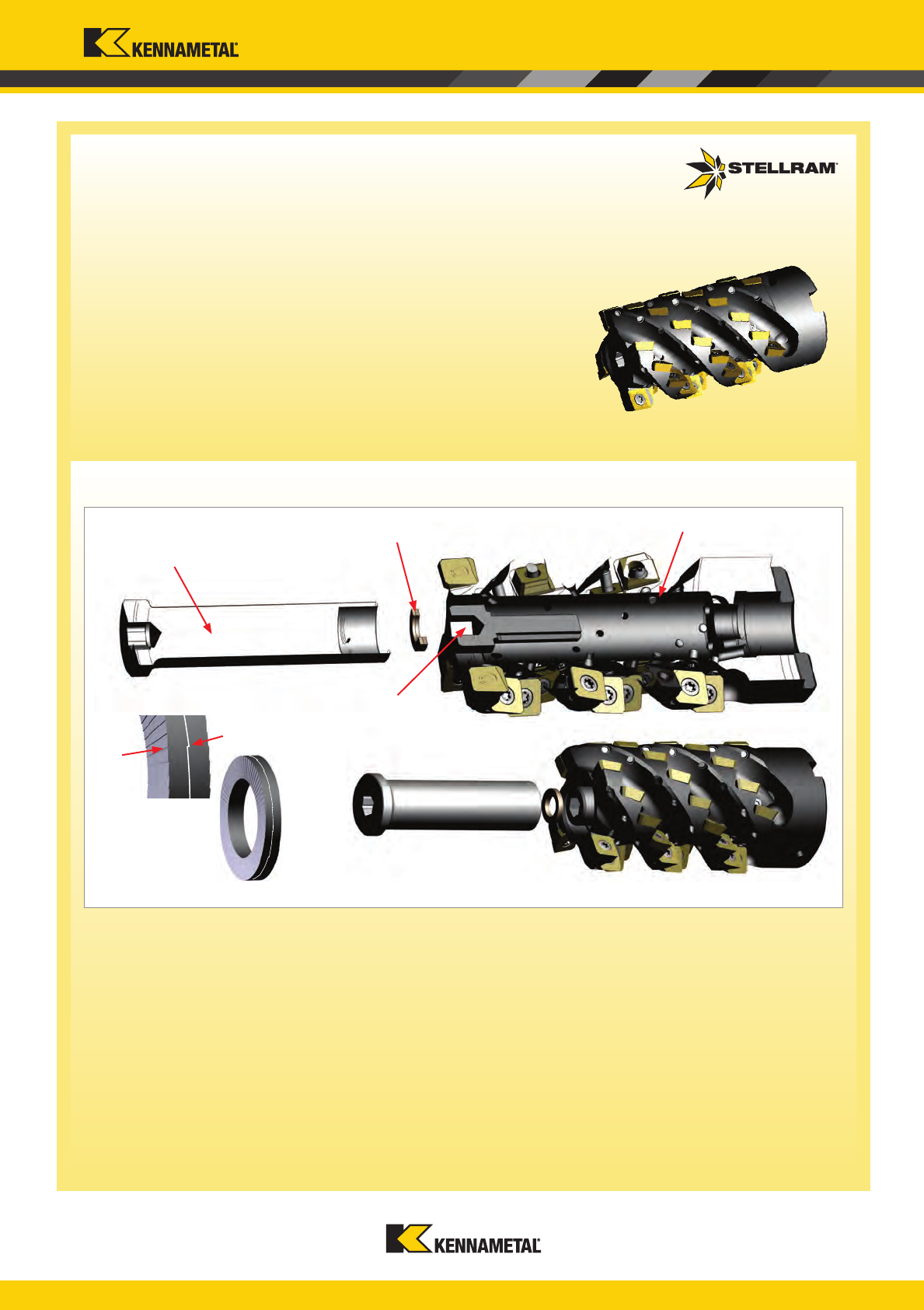
www.kennametal.com
61
1. Remove coolant plug. (Note: Ensure the nord lock washer is retained to the bottom of the coolant plug.)
2. Fit the cutter body to the shell mill adapter and secure using the mounting bolt supplied with the cutter.
Note: The mounting bolt must be properly torqued to the specied torque setting shown in the above chart in (page 62) Detail 1.
3. Ret coolant plug ensuring nord lock washer is present and in the proper location on the bottom of the coolant plug.
A small amount of grease can be used to hold the nord lock washer in place.
4. Tighten coolant plug with specied torque setting shown in the above chart in (page 62) Detail 2.
5. Note: If axial depth of cut (a
p
) is less then maximum a
p
of the cutter, then F3006T coolant control screws supplied
separately can be used to block coolant holes forcing more coolant to the front of the cutter. If these screws are used,
please secure with loctite or similar product.
MOUNTING SCREW
M12-1.75 ISO 30MM SHCS
REFIT COOLANT
PLUG ENSURING
NORD LOCK WASHER
IS PRESENT AND
ASSEMBLE AS THIS
PICTURE WITH GREASE.
Close
Serrations
Open
Serrations
COOLANT PLUG
SB-3230
NORD LOCK WASHER
NLW-.375
CUTTER BODY
5230VS12-A063Z4R94
Example of cutter: 5230VS12-A063Z4R94 assembly
5230VS09 and VS12 Fitting Instructions for Shell Mill Cutters
NOTE: All Shell Mill 5230VS09 and VS12 Chevron Porcupine Cutters are supplied
assembled with mounting bolt, nord lock washer and steel coolant plug.
Please follow the instructions below to disassemble the cutter, attach the cutter to a
shell mill adapter and reassemble coolant plug. It is very important to use the proper
torque when reassembling the cutter with the mounting bolt, nord lock washer and
coolant plug.
5230VS Series
Technical Information
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 61 4/25/14 4:36 PM
www.kennametal.com
62
5230VS09-A050Z4R51
M12-1.75 ISO x 30mm
SHCS
80 100
SB-3413
34
5230VS09-A050Z4R80 SB-3621
5230VS12-A063Z4R57
M12-1.75 ISO x 30mm
SHCS
80 100
SB-3229
34
5230VS12-A063Z4R94 SB-3230
5230VS12-A080Z5R65
M16-2 ISO x 40mm
SHCS
110 150
SB-3231
61
5230VS12-A080Z5R110 SB-3232
5230VS12-A100Z6R76
M20-2.5 ISO x 50mm
SHCS
120 180
SB-3233
61
5230VS12-A100Z6R133
SB-3234
5230VS12 Detail 1 Detail 2
Cutter
Mounting Bolt
Description
**Torque Values in Nm for Mounting Bolt
Coolant Plug
Description
Coolant Plug
tightening
Nm
Normal
Condition
Excessive
Condition
5230VS09 Detail 1 Detail 2
Cutter
Mounting Bolt
Description
**Torque Values in Nm for Mounting Bolt
Coolant Plug
Description
Coolant Plug
tightening
Nm
Normal
Condition
Excessive
Condition
Torque values for mounting bolts
Excessive condition is when long reach extensions are required or when cutting parameters are elevated to
extreme parameters.
5230VS
Technical Information
Hex Keys
M12 = Hex Key Size 10
M16 = Hex Key Size 14
M20 = Hex Key Size 17
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 62 4/25/14 4:36 PM
www.kennametal.com
63
P
P
M
M
K N
S
H
K
P
P
K
M
S
M
M
S
S
P
P
M
M
S
P
P
K
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
5230 Geometries
5230 Grades
-41
This general purpose utility geometry
has a positive cutting action and
reinforced cutting edge for medium
roughing and semi-finishing
applications.
-422
This positive geometry features
an 11º chip angle and an “E” edge
preparation for roughing and semi-
finishing applications in difficult to
machine materials.
X500
MP91M
Coating Type: CVD, TiN-TiC-TiN,
X-Grade™ Technology
High level of shock resistance; operates
at the low to medium cutting speeds;
high metal removal rates while retaining
a secure cutting edge.
Coating Type: CVD, TiN-MT-TiCN-Al2O3
With its Aluminium Oxide coating, this
grade is recommended every time wear
characteristics are more important than
toughness.
-423
A strong positive geometry featuring a
smaller primary angle and a small controlled
hone to reduce cutting pressures, followed
by a higher secondary angle to allow free
cutting of the chip without rubbing on the
insert rake face. Chip flow compresses the
chip for easy evacuation.
SP6519
Coating Type: PVD, TiAlN
This grade features a combination of a
tough substrate with a new generation
of TiAlN super nano coating, making
it virtually free of residual stress
and extremely hard for unmatched
performance.
-TN
This geometry is a flat top design with
a strong T-land edge preparation for
preventing chipping in unstable conditions.
It has a smaller edge preparation which
reduces machine power consumption.
5230 Geometries & Grades
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 63 4/25/14 4:36 PM

www.kennametal.com
64
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 64 4/25/14 4:36 PM
www.kennametal.com
65
5505 Ball Nose Contour Milling
Contour Milling of Mild Steels to
High Temperature Superalloys
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 65 4/25/14 4:36 PM

www.kennametal.com
66
5505VX State of the Art Ball Nose Cutters
• Reinforced design for heavy machining
• High volume of chip cutting
• Excellent chip control and evacuation
Weldon
20mm – 50mm
Cylindrical
16mm – 32mm
Modular
16mm – 32mm
5505VX Ball Nose Cutters are ideal for roughing and semi-finishing
of profiles and complex contours in Steel, Alloyed Steel, Stainless
Steel, High Temperature Alloys and Cast Iron.
• One grade, one geometry does it all
• Helical insert design and rigid fixation for increased
speeds and feeds
• Double edge insert is indexable for reduced inventory
• Slotting to full radius
Case History
Material: Stainless Steel 403
Cutter: 5505VX (25mm Cutter)
Component: Turbine Blade
Industry: Power Generation
Insert Grade: SP6519
RPM: 2293
Cutting Speed V
c
: 183 m/min
Feed per Tooth f
z
: 0,28mm
Feed Rate: 1285 mm/min
Depth of cut a
p
: 3,18mm
40% Increase in Productivity
5505 Ball Nose Contour Mills
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 66 4/25/14 4:36 PM

www.kennametal.com
67
5505VX Heavy Duty Ball Nose Cutters
Modular system absorbs vibrations under
high length/diameter ratio
One insert geometry for
all materials
Helical insert design
for increased speeds &
feeds
Indexable double edge insert
Strong thick inserts ideal for
medium to heavy roughing
Periphery ground insert generates
a perfect radius size from the top
to the center without facet during
slotting
Axial retention screw for
added security
5505 Ball Nose Contour Mills
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 67 4/25/14 4:36 PM
www.kennametal.com
68
030849 5505VX16SA016R25 16 25 M8 8.5 16 2 031448 FP3006T 031451 TP8 1,80
030850 5505VX20SA020R35 20 35 M10 10.5 20 2 030672 FP3007T 031451 TP8 1,80
030851 5505VX25SA025R40 25 40 M12 12.5 25 2 015262 D4010T 015240 T15 3,10
030852 5505VX32SA032R50 32 50 M16 17.0 32 2 015266 D5013T 015241 T20 6,00
032133 5505VX20WA020R34 20 106 34 25 20 2 030672 FP3007T 031451 TP8 1,80
030840 5505VX25WA025R60 25 116 60 25 25 2 015262 D4010T 015240 T15 3,10
032132 5505VX25WA025R69 25 150 69 32 25 2 015262 D4010T 015240 T15 3,10
030842 5505VX32WA032R75 32 130 75 32 32 2 015266 D5013T 015241 T20 6,00
030843 5505VX32WA032R100 32 160 100 32 32 2 015266 D5013T 015241 T20 6,00
030844 5505VX40WA040R100 40 170 100 40 40 2 029640 D6014T 015241 T20 10,50
030845 5505VX40WA040R150 40 220 150 40 40 2 029640 D6014T 015241 T20 10,50
030846 5505VX50WA050R100 50 170 100 40 50 2 029641 F8017S 018288 KH5005 24,50
030847 5505VX50WA050R150 50 230 150 50 50 2 029641 F8017S 018288 KH5005 24,50
030982 5505VX16CA20/016R30 16 180 30 20 16 2 031448 FP3006T 031451 TP8 1,80
030983 5505VX20CA25/020R40 20 200 40 25 20 2 030672 FP3007T 031451 TP8 1,80
030984 5505VX25CA025R55 25 250 55 25 25 2 015262 D4010T 015240 T15 3,10
030985 5505VX25CA32/025R55 25 250 55 32 25 2 015262 D4010T 015240 T15 3,10
030986 5505VX32CA032R65 32 250 65 32 32 2 015266 D5013T 015241 T20 6,00
D
L
I
1
d
1
D
L
I
1
d
1
D
M
L
D
d
1
a
p
Product Dimensions (mm) Spares
EDP Item Description D L/H M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
5505VX Weldon Shank
5505VX Cylindrical Shank
5505VX Modular Head
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page 74.
Depth of Cut (
a
p
)
Modular Head
Cylindrical Shank
Weldon Shank
Note: Do not remove the radial screw; this is a xed location for the insert see page 72.
5505VX
Ball Nose Milling Cutter
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 68 4/25/14 4:42 PM
www.kennametal.com
69
032133 5505VX20WA020R34 - 85 - - - 34750
030840 5505VX25WA025R60 - 85 - - - 30500
032132 5505VX25WA025R69 - 85 - - - 30500
030842 5505VX32WA032R75 - 85 - - - 23250
030843 5505VX32WA032R100 - 85 - - - 23250
030844 5505VX40WA040R100 - 85 - - - 17250
030845 5505VX40WA040R150 - 85 - - - 17250
030846 5505VX50WA050R100 - 85 - - - 17250
030847 5505VX50WA050R150 - 85 - - - 17250
030982 5505VX16CA20/016R30 - 85 - - - 54000
030983 5505VX20CA25/020R40 - 85 - - - 34750
030984 5505VX25CA025R55 - 85 - - - 30500
030985 5505VX25CA32/025R55 - 85 - - - 30500
030986 5505VX32CA032R65 - 85 - - - 23250
030849 5505VX16SA016R25 - 85 - - - 54000
030850 5505VX20SA020R35 - 85 - - - 34750
030851 5505VX25SA025R40 - 85 - - - 30500
030852 5505VX32SA032R50 - 85 - - - 23250
5505VX Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
5505VX
Ball Nose Milling Cutter
Ramping
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 69 4/25/14 4:42 PM
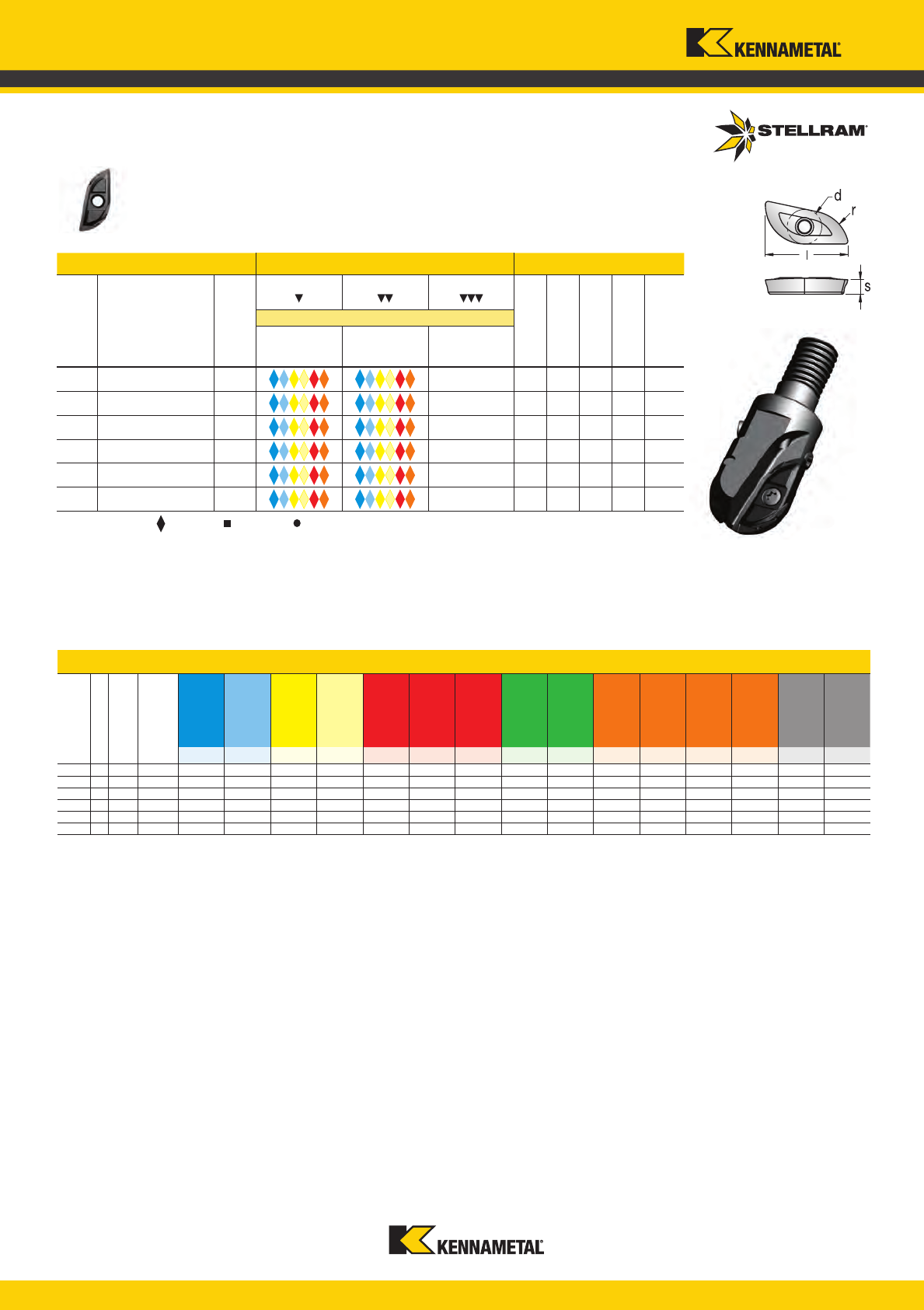
www.kennametal.com
70
16 R-F SP6519 0,06 - 0,15 0,06 - 0,13 0,04 - 0,11 0,04 - 0,10 0,06 - 0,15 0,06 - 0,15 0,06 - 0,15 - - 0,04 - 0,08 0,04 - 0,08 0,04 - 0,08 0,04 - 0,10 - -
20 R-F SP6519 0,06 - 0,17 0,06 - 0,15 0,04 - 0,13 0,04 - 0,12 0,06 - 0,17 0,06 - 0,17 0,06 - 0,17 - - 0,04 - 0,10 0,04 - 0,10 0,04 - 0,10 0,04 - 0,12 - -
25 R-F SP6519 0,06 - 0,20 0,06 - 0,18 0,04 - 0,16 0,04 - 0,15 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 - - 0,04 - 0,13 0,04 - 0,13 0,04 - 0,13 0,04 - 0,15 - -
32 R-F SP6519 0,06 - 0,22 0,06 - 0,20 0,04 - 0,18 0,04 - 0,17 0,06 - 0,22 0,06 - 0,22 0,06 - 0,22 - - 0,04 - 0,15 0,04 - 0,15 0,04 - 0,15 0,04 - 0,17 - -
40 R-F SP6519 0,06 - 0,24 0,06 - 0,22 0,04 - 0,20 0,04 - 0,19 0,06 - 0,24 0,06 - 0,24 0,06 - 0,24 - - 0,04 - 0,17 0,04 - 0,17 0,04 - 0,17 0,04 - 0,19 - -
50 R-F SP6519 0,06 - 0,27 0,06 - 0,25 0,04 - 0,23 0,04 - 0,22 0,06 - 0,27 0,06 - 0,27 0,06 - 0,27 - - 0,04 - 0,20 0,04 - 0,20 0,04 - 0,20 0,04 - 0,22 - -
030737 XPNT16/160308.R-F SP6519 - 7,40 17,40 3,18 8,00 0,04
030743 XPNT20/20T306.R-F SP6519
- 9,00 20,85 3,97 10,00 0,04
030746 XPNT25/250408.R-F SP6519
- 11,00 26,00 4,76 12,50 0,04
030749 XPNT32/320612.R-F SP6519
- 14,10 33,40 6,35 16,00 0,04
030755 XPNT40/40T716.R-F SP6519
- 18,00 41,84 7,95 20,00 0,04
030758 XPNT50/50T716.R-F SP6519
-
22,25 52,86 7,95 25,00 0,04
XPNT-F
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max.* a
e /
a
p
max. a
e /
a
p
max.
10% of the
cutter diameter
-
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page 73.
5505VX Feeds f
z
(mm/tooth)
Tool Diameter
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Note: HTA = High Temperature Alloys
Speed recommendations can be found on page 71.
* Note: a
p
max. is dependent on several insert sizes, see steel cutter page 84 for a
p
max.
5505VX
Milling Inserts & Recommended Feeds
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 70 4/25/14 4:42 PM
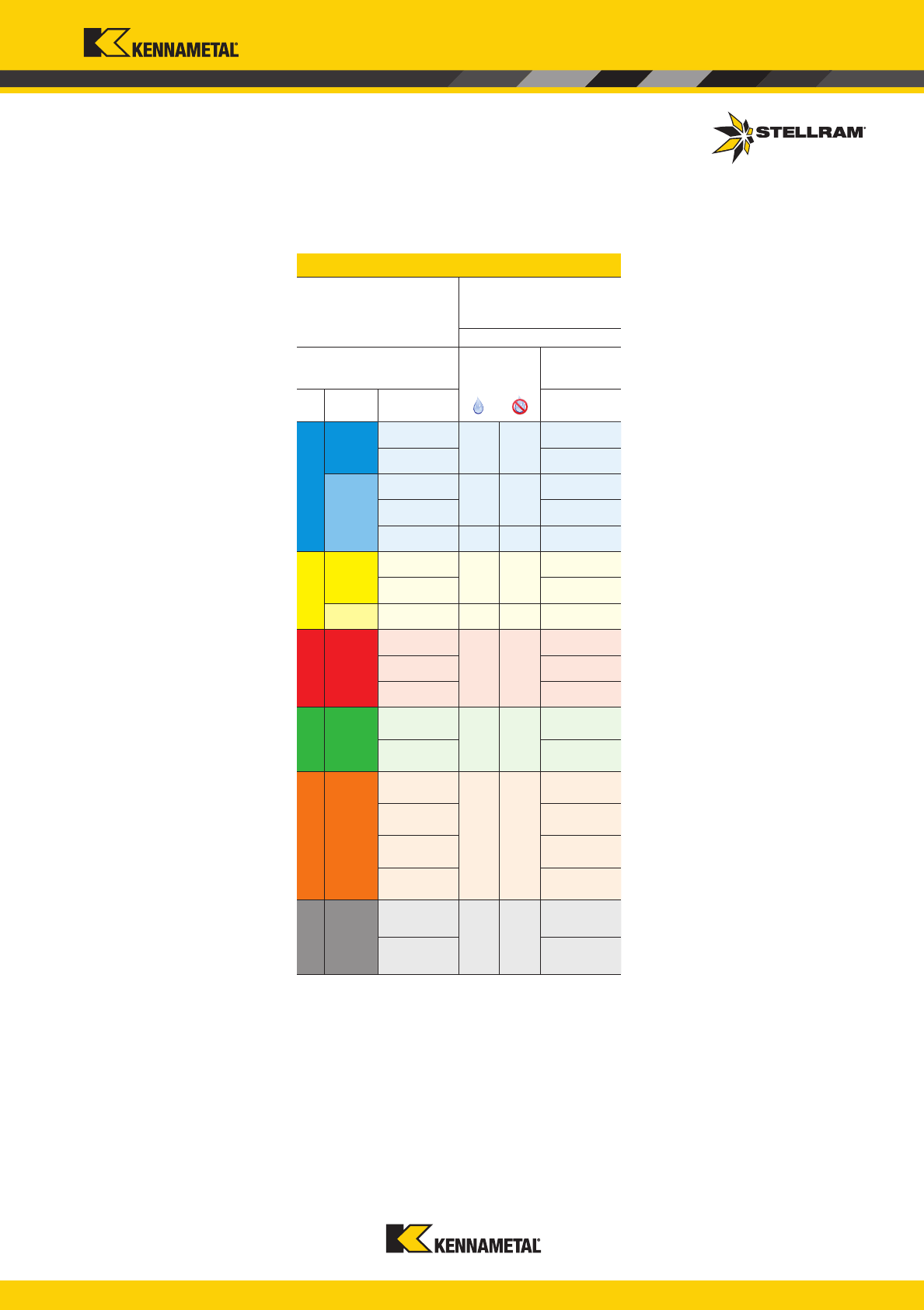
www.kennametal.com
71
P
130 - 295
115 - 260
100 - 230
75 - 175
50 - 110
M
115 - 270
105 - 235
50 - 120
K
140 - 295
110 - 240
100 - 220
N
S
23 - 55
22 - 48
25 - 55
36 - 79
H
Recommended Possible
Speed v
c
(m/min)
5505VX Series
Speed min. - max.
Coolant Recommendation
PVD
Standard
ISO Materials
Rm and
Hardness
SP6519
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
5505VX
Recommended Speeds
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 71 4/25/14 4:42 PM
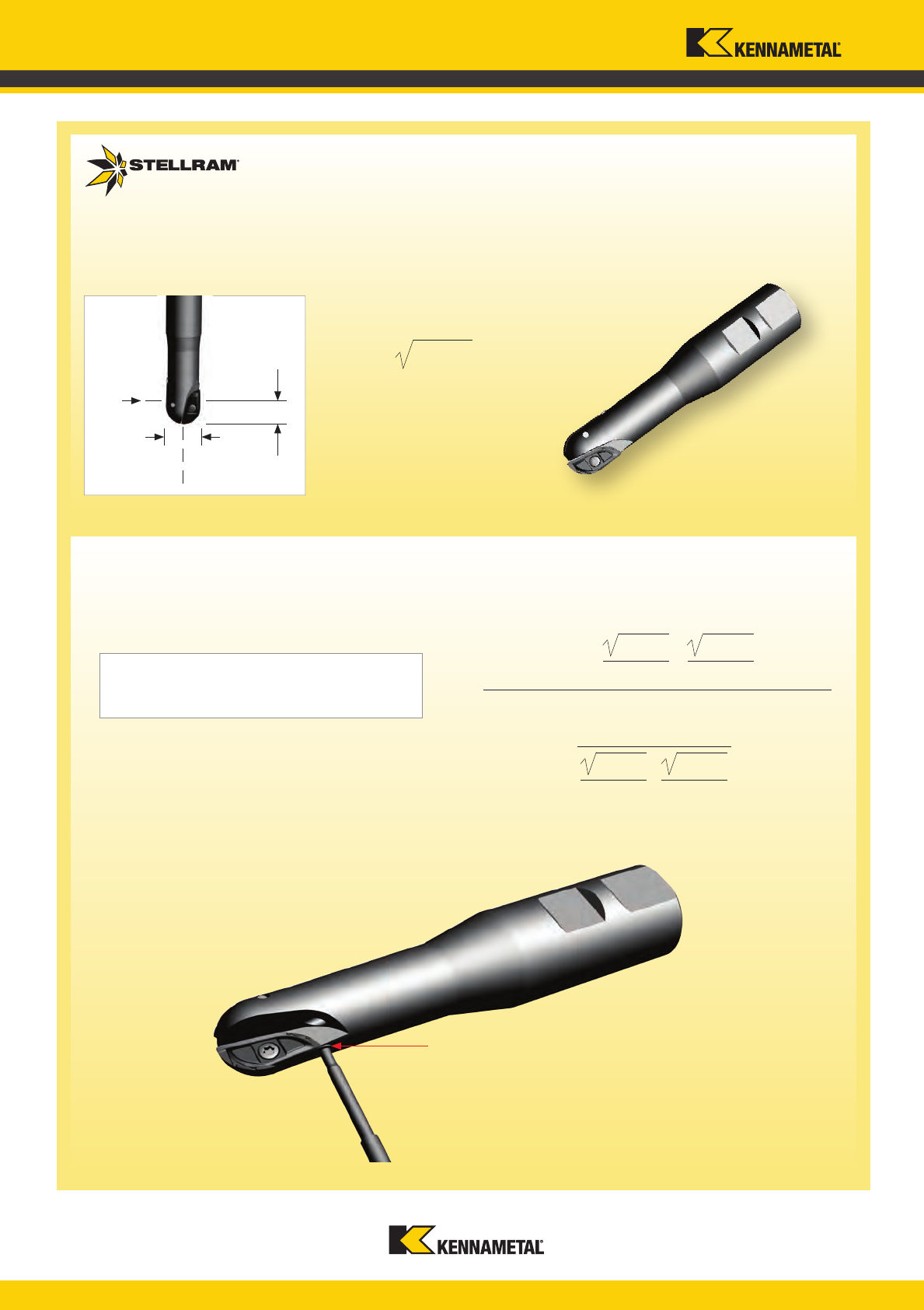
www.kennametal.com
72
a
p
D
e
r
5505VX Technical Information
5505VX Technical Information
Please do not try to remove
this screw. This screw is
glued into the body to keep
the inserts in the correct
position.
To find programmed feedrate: f
z
where:
f
z
= Feed per tooth
h
m
= Average chip thickness
r
= Insert radius
a
e
= Radial Depth of Cut
a
p
= Axial Depth of Cut
Average chip thickness: h
m
h
m
f
z
=
r
2
- r - a
p
r
( )
2
r
2
- r - a
e
r
( )
2
x
h
m
=
f
z
x x
r
2
- r - a
p
r
( )
2
r
2
- r - a
e
r
( )
2
Working Diameter:
where: D
e
= Working Diameter
r = Cutter radius
a
p
= Axial Depth of Cut
D
e
= 2 x r
2
- (r -a
p
)
2
5505VX
Technical Information
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 72 4/25/14 4:42 PM

www.kennametal.com
73
P
P
M
M
K N
S
H
P
P
M
M
K
S
P
P
M
M
K
S
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Ball Nose Geometry
Ball Nose Grade
SP6519
-F
Coating Type: PVD, TiAlN
The combination of a tough substrate with a new generation of TiAlN super nano coating, makes this
new PVD coating virtually free of residual stress and extremely hard for unmatched performance.
Primarily used in Stainless Steel, High Temperature Alloys & Titanium with stable conditions. Also can be
used in Steel, Steel Alloys and Cast Irons.
This geometry is a roughing ball nose fully ground insert for roughing and semi-finishing of all materials
except Aluminium. This geometry is designed with chip grooves for better chip control.
Material: Titanium 6-4
Component: Valve Body
Industry: Oil & Gas
Cutter: 5505VX (25mm Cutter)
Insert Grade: SP6519
RPM: 1469
Cutting Speed V
c
: 115 m/min
Feed per Tooth f
z
: 0,135mm
Feed Rate: 395,3 mm/min
Depth of cut a
p
: 1,5mm
Case History
Helical Interpolation Doubled Productivity
5505 Ball Nose Contour Mills
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 73 4/25/14 4:42 PM
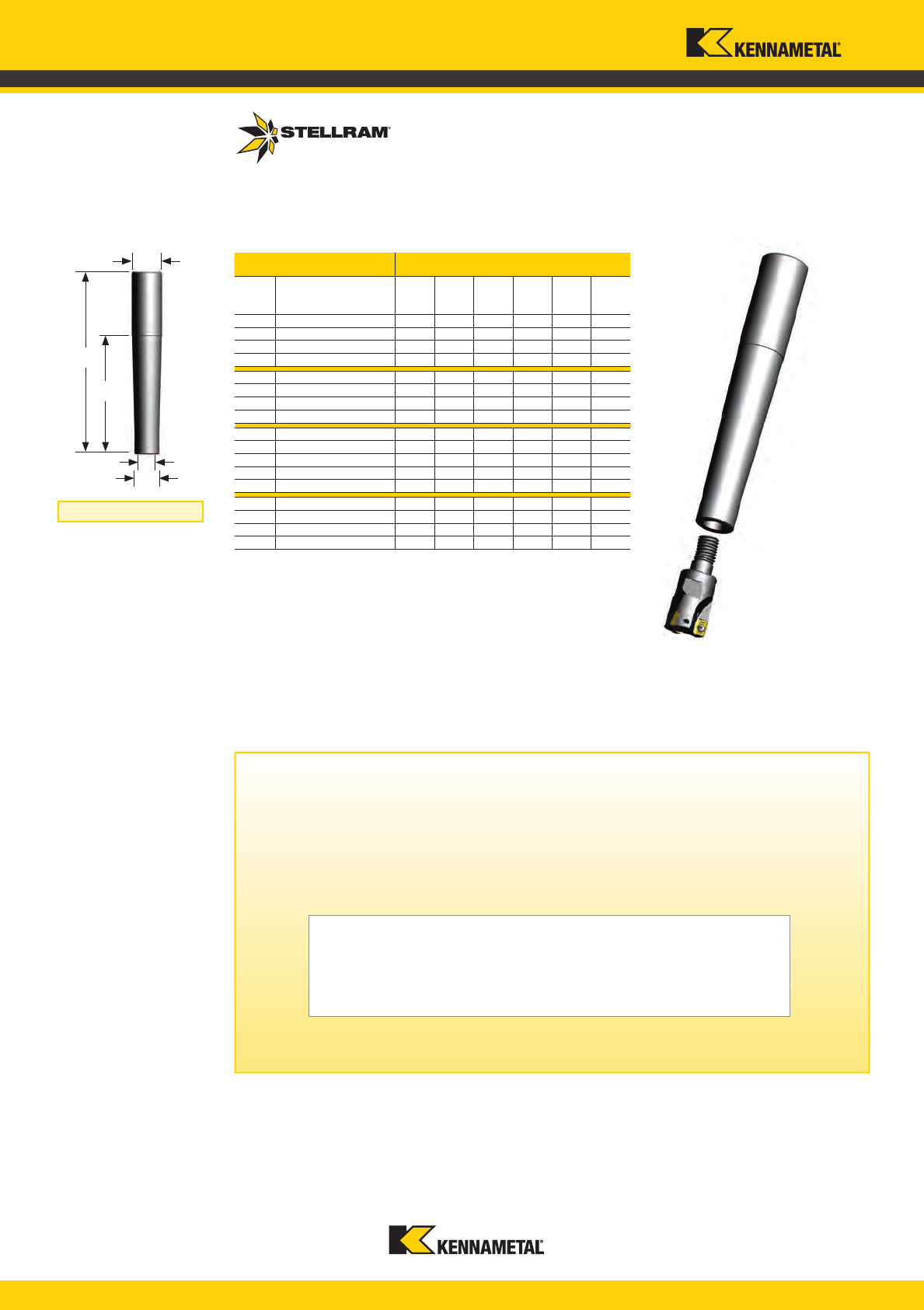
www.kennametal.com
74
D
L
D
2
D
1
L
1
030624 M-13-M8-CA16-090 90 40 16 13 8,50 M8
030625 M-13-M8-CA16-110 110 60 16 13 8,50 M8
030626 M-13-M8-CA16-130 130 80 16 13 8,50 M8
030627 M-13-M8-CA16-170 170 120 16 13 8,50 M8
030628 M-18-M10-CA20-110 110 60 20 18 10,50 M10
030629 M-18-M10-CA20-130 130 80 20 18 10,50 M10
030630 M-18-M10-CA20-170 170 120 20 18 10,50 M10
030631 M-18-M10-CA20-190 190 140 20 18 10,50 M10
030632 M-21-M12-CA25-131 131 75 25 21 12,50 M12
030633 M-21-M12-CA25-156 156 100 25 21 12,50 M12
030634 M-21-M12-CA25-181 181 125 25 21 12,50 M12
030635 M-21-M12-CA25-206 206 150 25 21 12,50 M12
030636 M-21-M12-CA25-231 231 175 25 21 12,50 M12
030637 M-29-M16-CA32-160 160 100 32 29 17,00 M16
030638 M-29-M16-CA32-210 210 150 32 29 17,00 M16
030639 M-29-M16-CA32-260 260 200 32 29 17,00 M16
030640 M-29-M16-CA32-310 310 250 32 29 17,00 M16
Product Dimensions (mm)
EDP Item Description L L
1
D
2
D D
1
M
Technical Advice
M Modular adapter
13 Diameter in front of the modular shank (D)
M8 Metric Thread (M)
CA16 Cylindrical shank diameter 16mm with through coolant
90 Total length of the body
Shank Extension
Cylindrical shank extensions can be used with all modular heads found in several product
family series within this catalogue.
These extensions have the industry standard of metric threads.
Note: Order example with cylindrical shank: M-13-M8-CA16-090
Cylindrical Shank Extensions for Modular Heads
Anti-Vibration Tungsten Alloy with Through Coolant
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 74 4/25/14 4:43 PM
www.kennametal.com
75
5720 Patented Profile Pocket
Milling: Aluminium
Taking extreme high speed aluminium
machining to the highest level
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 75 4/25/14 4:44 PM

www.kennametal.com
76
5720 Patented Series High Speed Aluminium Cutters
Extreme Metal Removal to fit your application
• Especially designed for machining pockets and profiles on
Aluminium and Aluminium Alloys
• The 5720 is designed, manufactured and tested in accordance
with EN ISO 15641:2001 to ensure maximum stability in high
speed applications
• Each features internal coolant allowing better chip evacuation
and higher feed rates
• The pockets are reinforced to allow for heavy feeding and safe
ramping during machining
• Excellent tools for thin-walled machining
• HSK specials available upon request
Cylindrical Shank and special HSK Integral Shanks are balanced
to G6.3 @ 30000 RPM for diameters up to 50mm. Diameters larger
than 50mm are balanced to G6.3 @ 24000 RPM.
5720 inserts: 12 different radii are available, each with the same
cutting depth capacity of 16mm
5720 Up to 51000 RPM
Cylindrical
25mm – 32mm
Shell
40mm – 80mm
Modular
25mm – 32mm
5720 Profile Pocket Milling: Aluminium
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 76 4/25/14 4:44 PM

www.kennametal.com
77
Internal coolant
for maximum chip
evacuation
Inserts with different radii are held
without losing any gauge height of
the cutter length
12 different insert radii are available,
each with a 16mm cutting depth
5720 Patented Series Extreme High Speed Aluminium Cutters
Cylindrical Shank designed
and balanced to G6.3 at
30000 RPM
Capable of operating up
to 51000 RPM
Flute engineered for maximum
chip evacuation
Excellent tool for thin-
walled machining
5720 Profile Pocket Milling: Aluminium
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 77 4/25/14 4:44 PM
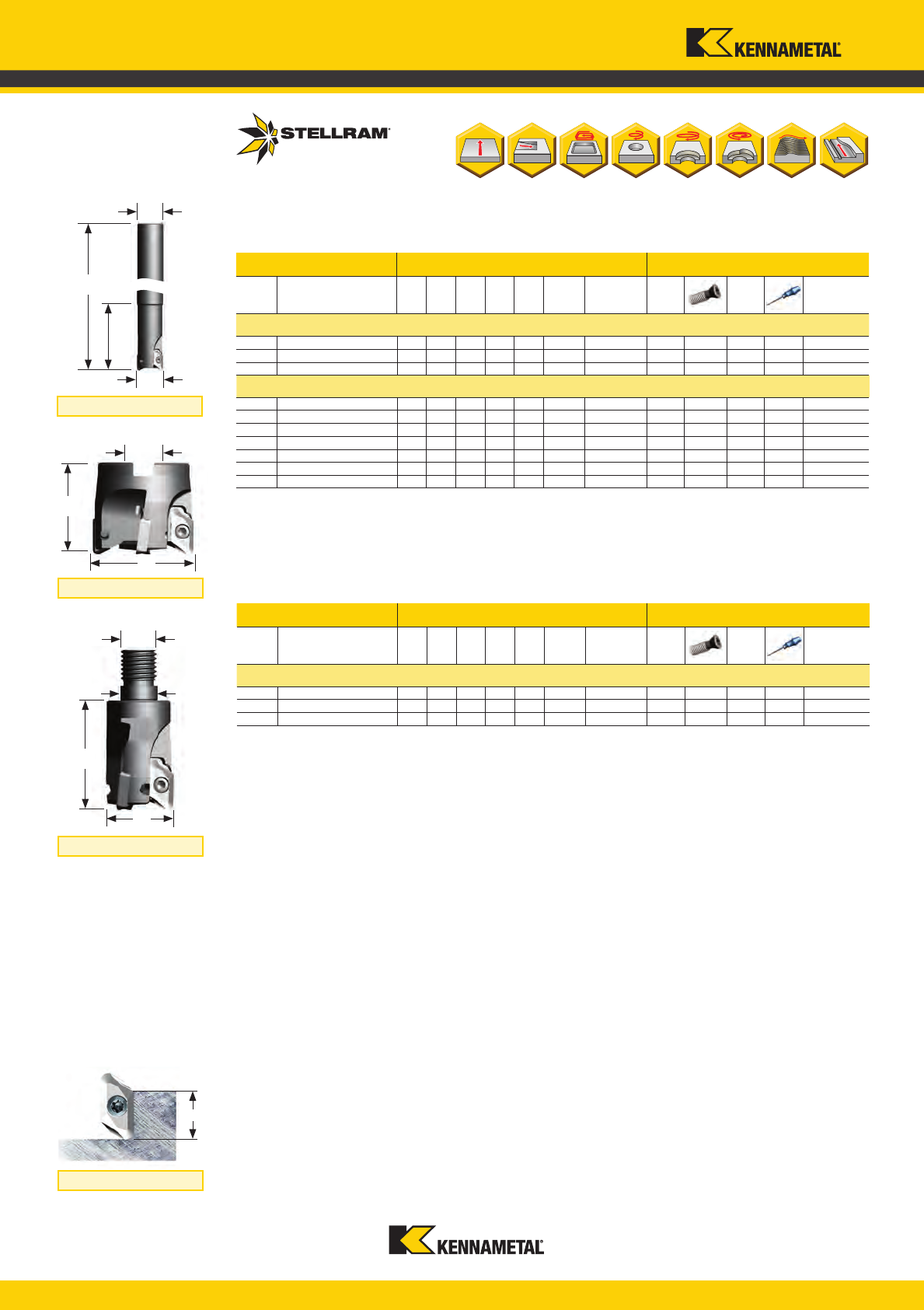
www.kennametal.com
78
034616 5720VZ16SA025Z2R50 25 50 M12 12,50 16 2 030820 DP5009A 030819 TP20 6,00
034618 5720VZ16SA032Z2R50 32 50 M16 17 16 2 030820 DP5009A 030819 TP20 6,00
031639 5720VZ16SA032Z3R50 32 50 M16 17 16 3 030820 DP5009A 030819 TP20 6,00
034614 5720VZ16CA025Z2R75 25 131 75 25 16 2 030820 DP5009A 030819 TP20 6,00
034617 5720VZ16CA032Z2R75 32 135 75 32 16 2 030820 DP5009A 030819 TP20 6,00
034640 5720VZ16CA032Z3R75 32 135 75 32 16 3 030820 DP5009A 030819 TP20 6,00
034619 5720VZ16-A040Z03R 40 45 - 16 16 3 030820 DP5009A 030819 TP20 6,00
031325 5720VZ16-A050Z03R 50 45 - 22 16 3 030820 DP5009A 030819 TP20 6,00
031326 5720VZ16-A050Z04R 50 45 - 22 16 4 030820 DP5009A 030819 TP20 6,00
031328 5720VZ16-A063Z05R 63 45 - 22 16 4 030820 DP5009A 030819 TP20 6,00
031327 5720VZ16-A063Z04R 63 45 - 22 16 5 030820 DP5009A 030819 TP20 6,00
031329 5720VZ16-A080Z04R 80 50 - 27 16 4 030820 DP5009A 030819 TP20 6,00
031330 5720VZ16-A080Z05R 80 50 - 27 16 5 030820 DP5009A 030819 TP20 6,00
M
L
D
d
1
H
D
D
L
I
1
d
1
d
1
D
a
p
Product Dimensions (mm) Spares
EDP Item Description D L/H M d
1
a
p
max
No. of
Teeth
Insert radius
range
EDP EDP
Screw
Tightening
Nm*
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
Insert radius
range
EDP EDP
Screw
Tightening
Nm*
5720VZ16 Cylindrical Shank - Coarse and Medium Pitch
Facet to 6,00
Facet to 6,00
Facet to 6,00
5720VZ16 Shell Mill Fixation
- Coarse and Medium Pitch
Facet to 6,00
Facet to 6,00
Facet to 6,00
Facet to 6,00
Facet to 6,00
Facet to 6,00
Facet to 6,00
5720VZ16 Modular Head - Coarse and Medium Pitch
Facet to 6,00
Facet to 6,00
Facet to 6,00
Cylindrical Shank
Modular Head
Shell Mill Fixation
Depth of Cut (
a
p
)
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page 74.
* It is important to change the screw each time the insert is changed to ensure the highest security.
A dynamometric key and the right torque value are important. See above for the correct torque information.
* It is important to change the screw each time the insert is changed to ensure the highest security.
A dynamometric key and the right torque value are important. See above for the correct torque information.
5720VZ16
Profiling / Pocketing Milling Cutters
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 78 4/25/14 4:44 PM
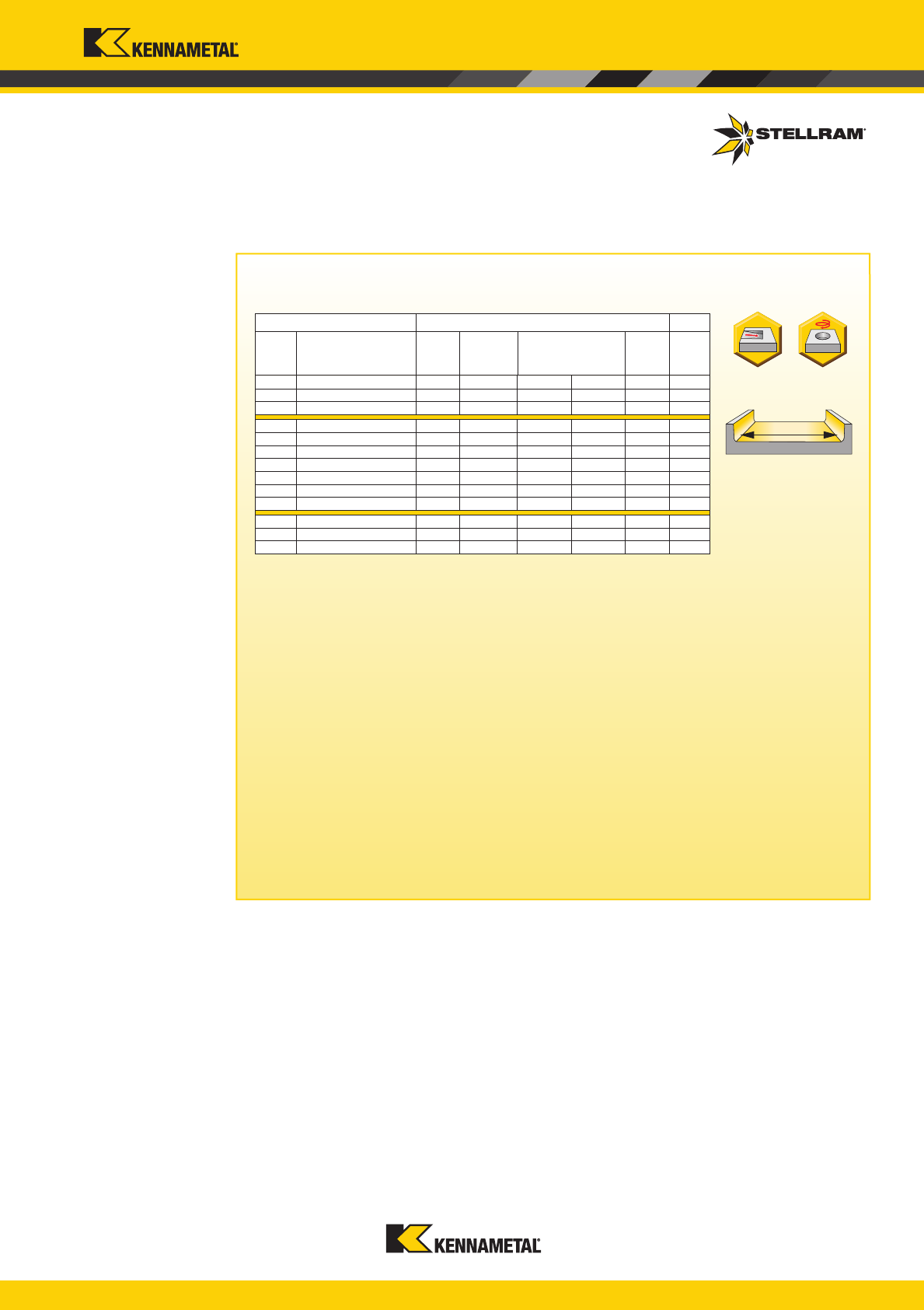
www.kennametal.com
79
034614
5720VZ16CA025Z2R75
25
14.5*
29,5 48,0 4,00 50000
034617
5720VZ16CA032Z2R75
32
11.4*
43,5 62,0 4,00 41500
034640
5720VZ16CA032Z3R75
32
11.4*
43,5 62,0 4,00 41500
034619
5720VZ16-A040Z3R
40
7.6*
59,5 78,0 4,00 36500
031325
5720VZ16-A050Z03R
50
7.9*
79,5 98,0 4,00 30000
031326
5720VZ16-A050Z4R
50
7.9*
79,5 98,0 4,00 30000
031328
5720VZ16-A063Z05R
63
5.9*
105,5 124,0 4,00 26000
031327
5720VZ16-A063Z4R
63
5.9*
105,5 124,0 4,00 26000
031329
5720VZ16-A080Z04R
80
4.4*
139,5 158,0 4,00 23000
031330
5720VZ16-A080Z05R
80
4.4*
139,5 158,0 4,00 23000
034616
5720VZ16SA025Z2R50
25
14.5*
29,5 48,0 4,00 50000
034618
5720VZ16SA032Z2R50
32
11.4*
43,5 62,0 4,00 41500
031639
5720VZ16SA032Z3R50
32
11.4*
43,5 62,0 4,00 41500
5720VZ Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
* Max. ramping angle for insert is calculated with facet
Find the different ramping angles for all available insert radii on technical information page 81.
Radial depth of cut 0,20mm up to full cutter diameter.
These tools have been designed, manufactured and tested in accordance with
EN ISO standard 15641:2001.
These tools are stocked without an electronic chip.
Note: If using a insert with radius, then the facing pitch for the 5702VZ cutter is equal to the
cutting diameter (D) minus 2 x chosen radius.
Cylindrical Shanks or Special HSK Integral Shanks are designed and balanced to G6.3 at
30,000 RPM for diameters 50mm and below. Diameters larger then 50mm are balanced to
G6.3 at 24,000 rpm.
Cylindrical Shank tools mounted in a shrink t holder or any other mill chuck holder + inserts +
screws must be re-inspected for balance as an assembly by the end user when at or
exceeding 8,000 rpm. End user must balance the assembly to a G6.3 value minimum.
Shell Mills and Modular Heads are not balanced. These tools must be re-inspected for
balance as an assembly, cutter + adapter + inserts + screws by the end user when at or
exceeding 8,000 rpm. End user must balance the assembly to a G6.3 value minimum.
Additional Balancing and Torque values can be found in the technical section pages 82.
5720VZ16
Profiling / Pocketing Milling Cutters
Ramping Helical
Interpolation
Facing Pitch
Flat
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 79 4/25/14 4:44 PM
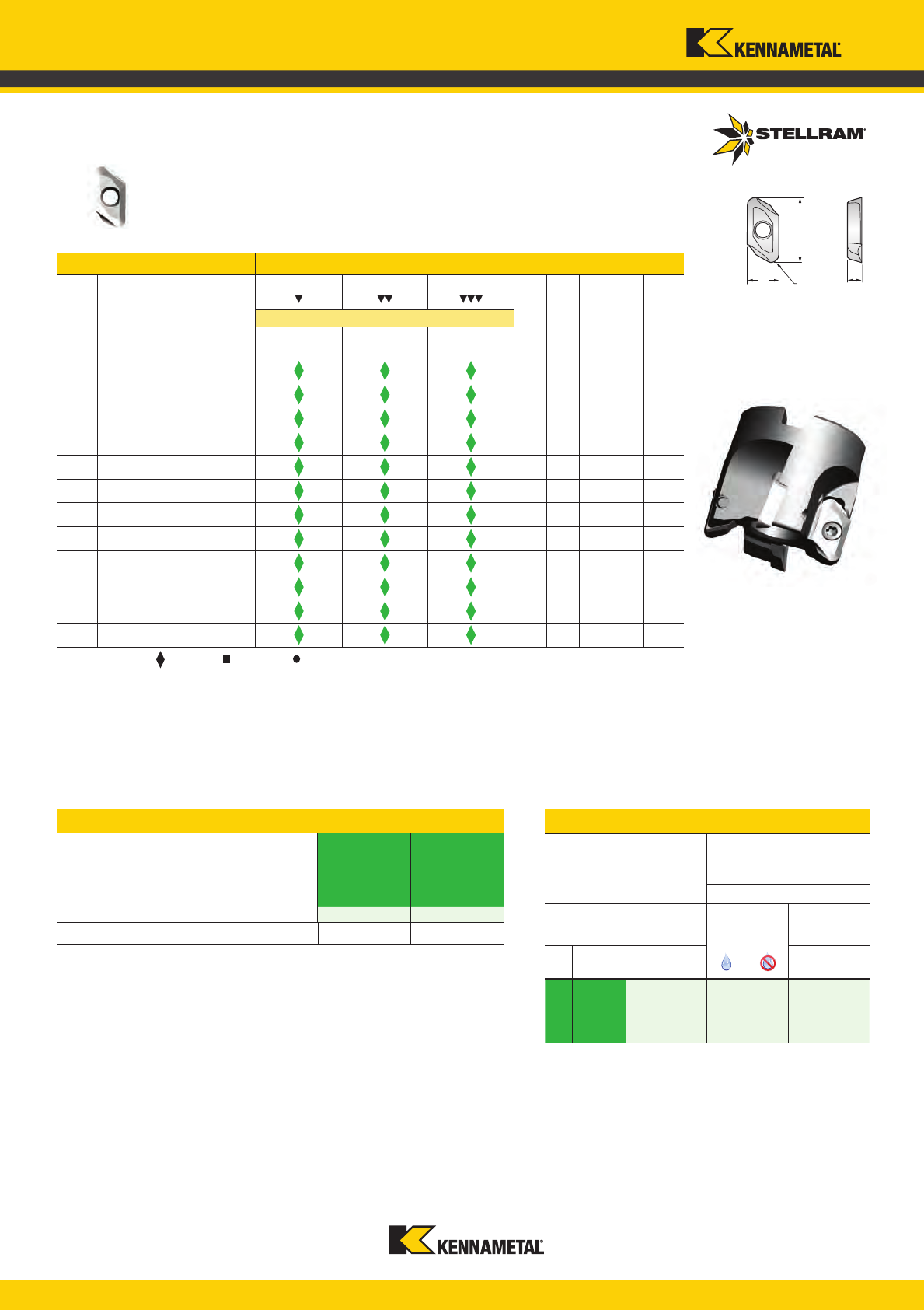
www.kennametal.com
80
030927 ZDET16M5PDFR-721 GH1 11,30 22,92 5,00 0,02
031384 ZDET16M504FR-721 GH1
11,30 22,92 5,00 0,40 0,02
030928 ZDET16M508FR-721 GH1
11,30 22,92 5,00 0,80 0,02
031385 ZDET16M512FR-721 GH1
11,30 22,92 5,00 1,20 0,02
030929 ZDET16M516FR-721 GH1
11,30 22,92 5,00 1,60 0,02
030930 ZDET16M520FR-721 GH1
11,30 22,92 5,00 2,00 0,02
030931 ZDET16M525FR-721 GH1
11,30 22,92 5,00 2,50 0,02
030932 ZDET16M530FR-721 GH1
11,30 22,92 5,00 3,00 0,02
030933 ZDET16M532FR-721 GH1
11,30 22,92 5,00 3,20 0,02
030934 ZDET16M540FR-721 GH1
11,30 22,92 5,00 4,00 0,02
030935 ZDET16M550FR-721 GH1
11,30 22,92 5,00 5,00 0,02
030936 ZDET16M560FR-721 GH1
11,30 22,92 5,00 6,00 0,02
ZDET16-721
l
r
d
s
14mm FR-721 GH1
0,02 - 0,25 0,02 - 0,20
N
400 - 3050
295 - 2440
Recommended Possible
Speed v
c
(m/min)
5720VZ Series
K10-K20/C3 - C2 ISO / ANSI
Speed min. - max.
Coolant Recommendation
Uncoated Micrograin
ISO Materials
Rm and
Hardness
GH1
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
5720VZ Feeds f
z
(mm/tooth)
Size
Geometry
Grade
Operation
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
Min. - Max. Min. - Max.
Prole/ Pocketing
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
16* 1,00 - 5,00 0,20 - 1,00
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page 84.
* Max. possible a
p
of 16mm and a
e
the full diameter (depending on the application).
* For Slotting applications with 5720VZ16 series please see recommendations for maximum a
p
on page 81 .
5720VZ16
Milling Inserts, Recommended Feeds & Speeds
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 80 4/25/14 4:44 PM
www.kennametal.com
81
25 2 1560
32 2 3226
32 3 2056
40 3 5184
50 3 7921
50 4 8641
63 4 13307
63 5 13609
80 4 16898
80 5 21123
25,0 14.50 17.30 9.40 9.60 18.80 18.90 9.00 11.20 7.30
32.0 11.40 11.90 11.90 12.20 12.40 12.40 13.10 13.80 13.40
40,0 7.60 7.80 7.80 8.00 8.10 8.10 8.50 8.80 9.10
50,0 7.90 7.20 7.30 7.90 7.60 7.60 8.90 9.00 9.25
63,0 5.90 5.40 5.50 5.80 5.60 5.60 6.90 6.60 6.65
80,0 4.40 4.00 4.10 4.30 4.20 4.20 5.10 4.80 4.90
25 2 7,50
32 2 11,00
32 3 6,00
40 3 9,00
50 3 11,00
50 4 9,00
63 4 11,00
63 5 9,00
80 4 11,00
80 5 11,00
Possible Max. a
p
Slotting
Chart for maxium a
p
when slotting with 5720VZ16 series
Diameter (mm) No. of Inserts
a
p
max (mm)
5720VZ16 Ramp Angle °
Insert ZDET16M5…FR-721 (Radius mm)
Cutter Dia. (mm) PDFR
to R1,20 R1,60
R2,00
R2,50 R3,00 R3,20
R4,00 R5,00 R6,00
Possible Metal Removal
Calculated with 24000 RPM
Cutter dia. Z Qcm
3
/min
f
z
= h
m
x
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
Formula: Programme Feed Rate (f
z
)
The chart above shows total metal removal
capacity (based on 24,000 RPM) by cutter
diameter and number of teeth.
The maximum RPM is engraved on all cutter
bodies.
a
p
max in connection with: The cutter
diameter, rigidity of the cutter, rigidity of the
machine and the size of the ute.
a
e
d
d
a
e
5720VZ16
Technical Information
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 81 4/25/14 4:44 PM
www.kennametal.com
82
Al
1050 0.05 0.25 0.4 0.5 0.05 0.05 - - - - - H14 105 D A
600 - 3000 0,2
1100 0.05~0.20 Si+Fe1.0max 0.05 - 0.1 - - - - - H14 90 D A
Al-Cu
2011 50.~60. 0.4 0.7 - - 0.3 - - 0.2 0.6 - T3 310 A A
400 - 2500 0,25
2014 3.9~5.0 0.5~1.2 0.7 0.4~1.2 0.2~0.8 0.25 0.1 0.15 - - - T6 430 B A
2017 3.5~4.5 0.2~0.8 0.7 0.4~1.0 0.4~0.8 0.25 0.1 0.15 - - - T4 390 B A
2024 3.8~4.9 0.5 0.5 0.3~0.9 1.2~1.8 0.25 0.1 0.15 - - - T4 465 B A
2218 3.5~4.5 0.9 1 0.2 1.2~1.8 0.25 0.1 - - - Ni1.7~2.3 T72 331 B B
2224 3.8~4.4 0.12 0.15 0.30~0.9 1.2~1.8 0.25 0.1 0.15 - - - A A
Al-Mn
3003 0.05~0.20 0.6 0.7 1.0~1.5 - 0.1 - - - - - H14 140 D B 200 - 2500 0,2
Al-Si
4032 0.5~1.3 11.0~13.5 1 - 0.8~1.3 0.25 0.1 - - - Ni0.5~1.3 T6 379 B D 200 - 1000 0,18
Al-Mg
5052 0.1 0.25 0.4 0.1 2.2~2.8 0.1 0.15~0.35 - - - - H14 260 C A
400 - 3000 0,25
H34
5056 0.1 0.3 0.4 0.05~0.20 4.5~5.6 0.1 0.05~0.20 - - - - H12 300 C A
H32
5083 0.1 0.4 0.4 0.4~1.0 4.0~4.9 0.25 0.05~0.25 0.15 - - - H112 335 C A
5086 0.1 0.4 0.5 0.20~0.7 3.5~4.5 0.25 0.05~0.25 0.15 - - - H32 300 C A
H116
Al-Mg-Si
6061 0.15~0.40 0.4~0.8 0.7 0.15 0.8~1.2 0.25 0.04~0.35 0.15 - - - T6 300 C B
400 - 2500 0,2
6063 0.1 0.2~0.6 0.35 0.1 0.45~0.9 0.1 0.1 0.1 - - - T5 200 C B
6070 0.15~0.40 1.0~1.7 0.5 0.40~1.0 0.50~1.2 0.25 0.1 0.15 - - - T6 379 C C
6151 0.35 0.6~1.2 1 0.2 0.45~0.8 0.25 0.15~0.35 0.15 - - - T6 C C
6262 0.15~0.40 0.4~0.8 0.7 0.15 0.8~1.2 0.25 0.04~0.14 0.15 0.4 0.7 - T9 400 B B
6351 0.1 0.7~1.3 0.5 0.4~0.8 0.40~0.8 0.2 - 0.2 - - - T6 310 D C
6463 0.2 0.20~0.6 0.15 0.05 0.45~0.9 0.05 - - - - - T6 241 C B
Al-Zn
7001 1.6~2.6 0.35 0.4 0.2 2.6~3.4 6.8~8.0 0.18~0.35 0.2 - - - O B A
400 - 3000 0,25
7003 0.2 0.3 0.35 0.3 0.50~1.0 5.0~6.5 0.2 0.2 - -
Zr0.05~0.25
T5 400 B A
7050 2.0~2.6 0.12 0.15 0.1 1.9~2.6 5.7~6.7 0.04 0.06 - -
Zr0.08~0.15
T73 530 B A
7075 1.2~2.0 0.4 0.5 0.3 2.1~2.9 5.1~6.1 0.18~0.28 0.2 - - - T6 570 B A
7178 1.6~2.4 0.4 0.5 0.3 2.4~3.1 6.3~7.3 0.18~0.35 0.2 - - - T6 600 B A
7475 1.2~1.9 0.1 0.12 0.06 1.9~2.6 5.2~6.2 0.18~0.25 0.06 - - - T61 565 B A
Machinability by Materials (Aluminium)
99.50min
Chemical equipment
Sheet metal work
Coiled tube
99.00min
remaining
Screw machine products.
Tuck frame.
Aircraft structure.
Jet engine impellers.
Aircraft engine
cylinder heads.
remaining
remaining
remaining
remaining
remaining
remaining
Cooking utensils.
Chemical equipment.
remaining Pistons.
remaining
Architectural.
Cable Sheeting.
Welded pressure
vessels. Hydraulic tubes.
remaining
remaining
Transportation
equipment.
remaining
remaining
Heavy duty structure.
Furniture. Architectural.
Heavy duty welded
structure. Pipeline.
Heat Sink.
remaining
remaining
remaining
remaining
remaining
remaining
remaining
remaining
remaining High strength structure.
remaining Aircraft structure. Bat.
remaining
remaining
Alloy
Group
Alloy
Designation
CHEMICAL COMPOSITION LIMITS (WT%)
Typical
tremper
Rm
(Mpa)
Machinability
Chip formation
Machinability Typical
Applications
v
c
m/min
min. - max.
f
z
mm/Z
max.
Cu Si Fe Mn Mg Zn Cr Ti Pb Bi Al Others
Machinability
A EXCELLENT
B GOOD-TO-EXCELLENT
C GOOD
D NOT GOOD
D: Tool diameter, N: RPM, V
c
: Cutting speed, π = 3.1416
Choose a cutting speed in the range of values, compatible with
the cutter max rotation capacity (engraved on the body)
and your spindle stability.
V
c
= π x D x n / 1000
m/min = mm x RPM
5702VZD & 5720VZ
Technical Information
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 82 4/25/14 4:45 PM
www.kennametal.com
83
M6 10
M8 30
M10 50
M12 80
M16 110
M6 13 10
M8 16 30
M10 22 50
M12 27 80
M16 32 110
M20 40 120
Thread sizes
(mm)
Cutter Bore
Size (mm)
Torque Values
Nm
Thread sizes
(mm)
Torque Values
Nm
The Cutter Nomenclature Code:
Tighten the Modular Head to the
Extension, with lubricant, apply the
torque value of:
Tighten the bolt between the shell mill and tool
holder, with lubricant apply the torque value of:
Cylindrical shanks & HSK shanks (special): 5702VZD14 and 5720VZ16 are
designed and balanced to G6.3 at 30,000 rpm for diameters 50mm and below.
Diameters larger then 50mm are balanced to G6.3 at 24,000 rpm. Cylindrical
shank tools mounted in a shrink t holder or any other mill chuck holder + inserts
+ screws must be re-inspected for balance by the end user when exceeding 8,000
rpm. End user must balance the assembly to a G6.3 value minimum.
Shell Mills and Modular Heads: 5720VZ16 Shell Mills and Modular Heads are
not balanced. These tools must be re-inspected for balance as an assembly,
cutter + adapter + inserts + screws by the end user when at or exceeding 8,000
rpm. End user must balance the assembly to a G6.3 value minimum.
Balancing requires removing some material by drilling or milling operations. To
avoid making modular heads weaker, limit these operations by avoiding high rpm.
For each new modular head added to the same extension, re-balance the
assembly. For each new Shell Mill installed on the same toolholder, re-balance
the assembly.
5702 = Stellram Product Family
V = Screw fixation
Z = Insert shape (parallelogram)
D = ISO insert clearance (D = 15°)
14 = Insert edge length (mm)
C = Plain straight shank (No flats)
A = Through the tool coolant
020 = Cutting diameter (mm)
R = Right hand tool
58 = Reach of tool in mm
-2 = Maximum value of the insert radius in 1/10mm increments
This tool must only be used for the following applications: Face milling,
shoulder milling, slotting and pocketing.
Example: 5702VZD14CA020R58-2
Recommendations for High Speed Machining
at 8,000 rpm or above.
•
Check spindle condition:
Runout
Balancing
Clamping of the attachment in traction
Marking and cleanliness
•
Check that the tool is suitable for the required use.
•
Inserts must be locked positively in the pocket and
secured using the torx screw provided. The screw must
be torqued to the correct value as indicated in our charts
on the steel product page 78.
For security use a new screw each time.
•
Check the balancing of the – assembled tool – cutter
body, inserts and attachment.
•
Before start up, note the maximum RPM engraved on
the tool or in our technical documents. The maximum
RPM is linked to a precise balancing value.
•
Ensure that the field of application of the tool shown in
our technical documents and technological parameters
is observed:
a
e
(mm) width of cut, lateral engagement (radial)
a
p
(mm) Axial depth of cut
f
z
(mm/tooth) Feed per tooth
n (rpm) RPM
Stellram cannot accept responsibility for misuse of
this product:
•
Non observance of the above instructions
•
Machine without casing
•
Incorrect clamping of workpieces
•
No safety device on the machine
•
Any misuse or incorrect clamping
The optimum rotation must be determined by condition of
the spindle. The spindle must be rigid to run at these higher
RPMs.
Under no circumstances must any attempt be made to repair
this tool. The only permitted maintenance is the indexing or
replacement of the inserts. Use a new screw for each insert
replacement.
When assembling the cutter to a shrink fit holder, the
maximum protrusion can not exceed 10% of the reach
of tool.
5702VZD & 5720VZ
Technical Information
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 83 4/25/14 4:45 PM
www.kennametal.com
84
P
P
M
M
K N
S
H
N
N
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
5720 High Speed Geometry
High Speed Grade
GH1
-721
Uncoated, Micrograin
This micrograin grade is designed for use on Aluminium Alloys, Copper, Brass and Kevlar
etc. The grade GH1 works well with or without coolant with low cutting pressure at high
speeds due to sharp cutting edge.
This extreme high positive geometry is highly suitable for machining Aluminium Alloys,
Copper and Brass. This geometry is periphery ground with a pressed, polished top rake face
reducing built up edge. Especially qualified when machining thin-walled components.
Material: Aluminium 2024
Cutter: 5720VZ (32mm Cutter)
Component: Seat Support
Industry Segment: Aerospace
Insert Grade: GH1
Spindle Speed: 17,491 RPM
Cutting Speed V
c
: 1758 m/min
Feed per Tooth f
z
: 0,25mm
Feed rate: 8745 mm/min
Depth of Cut: 2,5mm
Result: 400% Increase in Productivity
5720 Case History
5702VZD & 5720VZ
Technical Information
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 84 4/25/14 4:45 PM
www.kennametal.com
85
5702 High Speed
Aluminium Cutters
Outstanding performance in a 20mm cutter
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 85 4/25/14 4:45 PM

www.kennametal.com
86
5702 Series High Speed Aluminium Cutters
Extreme Metal Removal to fit your application
• Especially designed for machining pockets and profiles on
Aluminium and Aluminium Alloys
• Desiged, manufactured and tested in accordance with
EN ISO 15641:2001 to ensure maximum stability in high
speed applications
• Through-tool coolant allowing better chip evacuation and
higher feed rates
• Pockets are reinforced to allow for heavy feeding and safe
ramping during machining
• Excellent tools for thin-walled machining
• HSK specials available upon request
• 12mm depth of cut
• 5 radii available
• -701 fully ground geometry ideal for high speed
Aluminium milling
• Balanced to G6.3 @ 30000 RPM
5702 Up to 43000 RPM
Cylindrical
20mm
Material: Aluminium Alloy 7175
Component: Airframe
Industry Segment: Aerospace
Tool: 5702VZD (20mm Cutter)
Insert Grade: GH2
Cutting Speed V
c
: 754 m/min
Spindle Speed: 12000 RPM
Feed per Tooth f
z
: 0,25mm
Feedrate: 6000 mm/min
Precision inserts provide excellent results in
thin-wall machining applications while yielding
superior surface finishes
5702 Case History
5702 High Speed Aluminium Cutter
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 86 4/25/14 4:45 PM

www.kennametal.com
87
P
P
M
M
K N
S
H
N
N
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
5702 Grade
5702 Geometry
GH1
-701
Uncoated, Micrograin
This micrograin grade is
designed for use on Aluminium
Alloys, Copper, Brass and Kevlar,
etc. The grade GH1 works well
with or without coolant with low
cutting pressure at high speeds
due to sharp cutting edge.
This extreme high positive geometry is
highly suitable for machining Aluminium
Alloys, Copper and Brass. The -701
geometry is precision ground and gives
excellent performance when machining
thin-walled components.
5702 Precision High Speed Aluminium Cutter
Cylindrical Shank designed
and balanced to G6.3 at
30000 RPM
Capable of operating
up to 43000 RPM
Flute engineered for
maximum chip evacuation
5 different insert radii are available, each
with a 12mm cutting depth
Excellent tool for thin-walled
machining
Fully ground uncoated
micrograin inserts can
be run wet or dry
5702 High Speed Aluminium Cutter
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 87 4/25/14 4:45 PM
www.kennametal.com
88
028998 5702VZD14CA020R58-2 20 108 58 20 12 2 < 2,00 015060 F2505T 018488 T7 0,80
028999 5702VZD14CA020R58-4 20 108 58 20 12 2 2,50 to 4,00 015060 F2505T 018488 T7 0,80
a
p
D
L
I
1
d
1
D
028998
5702VZD14CA020R58-2
20
11.0*
26,8 38,0 3,00 43000
028999
5702VZD14CA020R58-4
20 11.0* 26,8 38,0 3,00 43000
5702VZD Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
* Max. ramping angle for insert is calculated with facet
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
Insert radius
range
EDP EDP
Screw
Tightening
Nm*
5702VZD14 Cylindrical Shank
Cylindrical Shank
Depth of Cut (
a
p
)
* It is important to change the screw each time the insert is changed to ensure the highest security.
A dynamometric key and the right torque value are important. See above for the correct torque information.
Find the different ramping angles for all available insert radii on technical information page 90.
Radial depth of cut 0,20mm up to full cutter diameter.
These tools have been designed, manufactured and tested in accordance with
EN ISO standard 15641:2001.
These tools are stocked without an electronic chip.
Note: If using a insert with radius, then the facing pitch for the 5702VZD cutter is equal to the cutting
diameter (D) minus 2 x chosen radius.
Cylindrical Shanks or Special HSK Integral Shanks are designed and balanced to G6.3 at
30,000 RPM for diameters 50mm and below. Diameters larger then 50mm are balanced to
G6.3 at 24,000 rpm.
Cylindrical Shank tools mounted in a shrink t holder or any other mill chuck holder + inserts + screws
must be re-inspected for balance as an assembly by the end user when at or exceeding 8,000 rpm. End
user must balance the assembly to a G6.3 value minimum.
Additional Balancing and Torque values can be found in the technical section pages 91.
5702VZD14
Profiling / Pocketing Milling Cutter
Ramping Helical
Interpolation
Facing Pitch
Flat
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 88 4/25/14 4:38 PM
www.kennametal.com
89
029027 ZDCX1403PDFR-701 GH1 7,59 16,83 3,18 0,02
029028 ZDCX140320FR-701 GH1
7,59 16,83 3,18 2,0 0,02
026019 ZDCX140325FR-701 GH1
7,59 16,83 3,18 2,5 0,02
029029 ZDCX140330FR-701 GH1
7,59 16,83 3,18 3,0 0,02
026020 ZDCX140340FR-701 GH1
7,59 16,83 3,18 4,0 0,02
ZDCX14-701
l
r
d
s
14mm FR-701 GH1
0,02 - 0,25 0,02 - 0,20
N
400 - 3050
295 - 2440
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page 87.
Recommended Possible
Speed v
c
(m/min)
5702VZD Series
K10-K20/C3 - C2 ISO / ANSI
Speed min. - max.
Coolant Recommendation
Uncoated Micrograin
ISO Materials
Rm and
Hardness
GH1
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
5702VZD Feeds f
z
(mm/tooth)
Size
Geometry
Grade
Operation
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
Min. - Max. Min. - Max.
Prole/ Pocketing
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
12* 1,00 - 4,00 0,20 - 1,00
Facet
* Max. possible a
p
of 12mm and a
e
the full diameter (depending on the application).
* For Slotting applications with 5702VZD14 series the maximum a
p
is 6mm.
5702VZD14
Milling Inserts, Recommended Feeds & Speeds
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 89 4/25/14 4:38 PM
www.kennametal.com
90
20 2 720
20mm 11.0 9.8 9.0 8.0 6.3
5702VZD14 Ramp Angle °
Insert ZDCX1403...FR-701 (Radius mm)
Cutter dia. Facet 2,0mm 2,50mm 3,00mm 4,00mm
20 2 720
Metal Removal
Calculated with 24000 RPM
Cutter Z
Qmax - cm
3
/min
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
These tools are designed, manufactured, tested and balanced in
accordance with EN ISO 15641:2001 for maximum stability in high
speed applications.
*For Slotting applications with 5702VZD14 series the maximum a
p
is 6mm.
The chart above shows total metal removal capacity
(based on 24,000 RPM) by cutter diameter and
number of teeth (2).
The maximum RPM is engraved on all cutter bodies.
a
e
d
d
a
e
5702VZD14
Technical Information
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 90 4/25/14 4:38 PM
www.kennametal.com
91
Al
1050 0.05 0.25 0.4 0.5 0.05 0.05 - - - - - H14 105 D A
600 - 3000 0,2
1100 0.05~0.20 Si+Fe1.0max 0.05 - 0.1 - - - - - H14 90 D A
Al-Cu
2011 50.~60. 0.4 0.7 - - 0.3 - - 0.2 0.6 - T3 310 A A
400 - 2500 0,25
2014 3.9~5.0 0.5~1.2 0.7 0.4~1.2 0.2~0.8 0.25 0.1 0.15 - - - T6 430 B A
2017 3.5~4.5 0.2~0.8 0.7 0.4~1.0 0.4~0.8 0.25 0.1 0.15 - - - T4 390 B A
2024 3.8~4.9 0.5 0.5 0.3~0.9 1.2~1.8 0.25 0.1 0.15 - - - T4 465 B A
2218 3.5~4.5 0.9 1 0.2 1.2~1.8 0.25 0.1 - - - Ni1.7~2.3 T72 331 B B
2224 3.8~4.4 0.12 0.15 0.30~0.9 1.2~1.8 0.25 0.1 0.15 - - - A A
Al-Mn
3003 0.05~0.20 0.6 0.7 1.0~1.5 - 0.1 - - - - - H14 140 D B 200 - 2500 0,2
Al-Si
4032 0.5~1.3 11.0~13.5 1 - 0.8~1.3 0.25 0.1 - - - Ni0.5~1.3 T6 379 B D 200 - 1000 0,18
Al-Mg
5052 0.1 0.25 0.4 0.1 2.2~2.8 0.1 0.15~0.35 - - - - H14 260 C A
400 - 3000 0,25
H34
5056 0.1 0.3 0.4 0.05~0.20 4.5~5.6 0.1 0.05~0.20 - - - - H12 300 C A
H32
5083 0.1 0.4 0.4 0.4~1.0 4.0~4.9 0.25 0.05~0.25 0.15 - - - H112 335 C A
5086 0.1 0.4 0.5 0.20~0.7 3.5~4.5 0.25 0.05~0.25 0.15 - - - H32 300 C A
H116
Al-Mg-Si
6061 0.15~0.40 0.4~0.8 0.7 0.15 0.8~1.2 0.25 0.04~0.35 0.15 - - - T6 300 C B
400 - 2500 0,2
6063 0.1 0.2~0.6 0.35 0.1 0.45~0.9 0.1 0.1 0.1 - - - T5 200 C B
6070 0.15~0.40 1.0~1.7 0.5 0.40~1.0 0.50~1.2 0.25 0.1 0.15 - - - T6 379 C C
6151 0.35 0.6~1.2 1 0.2 0.45~0.8 0.25 0.15~0.35 0.15 - - - T6 C C
6262 0.15~0.40 0.4~0.8 0.7 0.15 0.8~1.2 0.25 0.04~0.14 0.15 0.4 0.7 - T9 400 B B
6351 0.1 0.7~1.3 0.5 0.4~0.8 0.40~0.8 0.2 - 0.2 - - - T6 310 D C
6463 0.2 0.20~0.6 0.15 0.05 0.45~0.9 0.05 - - - - - T6 241 C B
Al-Zn
7001 1.6~2.6 0.35 0.4 0.2 2.6~3.4 6.8~8.0 0.18~0.35 0.2 - - - O B A
400 - 3000 0,25
7003 0.2 0.3 0.35 0.3 0.50~1.0 5.0~6.5 0.2 0.2 - -
Zr0.05~0.25
T5 400 B A
7050 2.0~2.6 0.12 0.15 0.1 1.9~2.6 5.7~6.7 0.04 0.06 - -
Zr0.08~0.15
T73 530 B A
7075 1.2~2.0 0.4 0.5 0.3 2.1~2.9 5.1~6.1 0.18~0.28 0.2 - - - T6 570 B A
7178 1.6~2.4 0.4 0.5 0.3 2.4~3.1 6.3~7.3 0.18~0.35 0.2 - - - T6 600 B A
7475 1.2~1.9 0.1 0.12 0.06 1.9~2.6 5.2~6.2 0.18~0.25 0.06 - - - T61 565 B A
Machinability by Materials (Aluminium)
99.50min
Chemical equipment
Sheet metal work
Coiled tube
99.00min
remaining
Screw machine products.
Tuck frame.
Aircraft structure.
Jet engine impellers.
Aircraft engine
cylinder heads.
remaining
remaining
remaining
remaining
remaining
remaining
Cooking utensils.
Chemical equipment.
remaining Pistons.
remaining
Architectural.
Cable Sheeting.
Welded pressure
vessels. Hydraulic tubes.
remaining
remaining
Transportation
equipment.
remaining
remaining
Heavy duty structure.
Furniture. Architectural.
Heavy duty welded
structure. Pipeline.
Heat Sink.
remaining
remaining
remaining
remaining
remaining
remaining
remaining
remaining
remaining High strength structure.
remaining Aircraft structure. Bat.
remaining
remaining
Alloy
Group
Alloy
Designation
CHEMICAL COMPOSITION LIMITS (WT%)
Typical
tremper
Rm
(Mpa)
Machinability
Chip formation
Machinability Typical
Applications
v
c
m/min
min. - max.
f
z
mm/Z
max.
Cu Si Fe Mn Mg Zn Cr Ti Pb Bi Al Others
Machinability
A EXCELLENT
B GOOD-TO-EXCELLENT
C GOOD
D NOT GOOD
D: Tool diameter, N: RPM, V
c
: Cutting speed, π = 3.1416
Choose a cutting speed in the range of values, compatible with
the cutter max rotation capacity (engraved on the body)
and your spindle stability.
V
c
= π x D x n / 1000
m/min = mm x RPM
5702VZD & 5720VZ
Technical Information
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 91 4/25/14 4:38 PM
www.kennametal.com
92
M6 10
M8 30
M10 50
M12 80
M16 110
M6 13 10
M8 16 30
M10 22 50
M12 27 80
M16 32 110
M20 40 120
Thread sizes
(mm)
Cutter Bore
Size (mm)
Torque Values
Nm
Thread sizes
(mm)
Torque Values
Nm
The Cutter Nomenclature Code:
Tighten the Modular Head to the
Extension, with lubricant, apply the
torque value of:
Tighten the bolt between the shell mill and tool
holder, with lubricant apply the torque value of:
Cylindrical shanks & HSK shanks (special): 5702VZD14 and 5720VZ16 are
designed and balanced to G6.3 at 30,000 rpm for diameters 50mm and below.
Diameters larger then 50mm are balanced to G6.3 at 24,000 rpm. Cylindrical
shank tools mounted in a shrink t holder or any other mill chuck holder + inserts
+ screws must be re-inspected for balance by the end user when exceeding 8,000
rpm. End user must balance the assembly to a G6.3 value minimum.
Shell Mills and Modular Heads: 5720VZ16 Shell Mills and Modular Heads are
not balanced. These tools must be re-inspected for balance as an assembly,
cutter + adapter + inserts + screws by the end user when at or exceeding 8,000
rpm. End user must balance the assembly to a G6.3 value minimum.
Balancing requires removing some material by drilling or milling operations. To
avoid making modular heads weaker, limit these operations by avoiding high rpm.
For each new modular head added to the same extension, re-balance the
assembly. For each new Shell Mill installed on the same toolholder, re-balance
the assembly.
5702 = Stellram Product Family
V = Screw fixation
Z = Insert shape (parallelogram)
D = ISO insert clearance (D = 15°)
14 = Insert edge length (mm)
C = Plain straight shank (No flats)
A = Through the tool coolant
020 = Cutting diameter (mm)
R = Right hand tool
58 = Reach of tool in mm
-2 = Maximum value of the insert radius in 1/10mm increments
This tool must only be used for the following applications: Face milling,
shoulder milling, slotting and pocketing.
Example: 5702VZD14CA020R58-2
Recommendations for High Speed Machining
at 8,000 rpm or above.
•
Check spindle condition:
Runout
Balancing
Clamping of the attachment in traction
Marking and cleanliness
•
Check that the tool is suitable for the required use.
•
Inserts must be locked positively in the pocket and
secured using the torx screw provided. The screw must
be torqued to the correct value as indicated in our charts
on the steel product page 88. For security use a new
screw each time.
•
Check the balancing of the – assembled tool – cutter
body, inserts and attachment.
•
Before start up, note the maximum RPM engraved on
the tool or in our technical documents. The maximum
RPM is linked to a precise balancing value.
•
Ensure that the field of application of the tool shown in
our technical documents and technological parameters
is observed:
a
e
(mm) width of cut, lateral engagement (radial)
a
p
(mm) Axial depth of cut
f
z
(mm/tooth) Feed per tooth
n (rpm) RPM
Stellram cannot accept responsibility for misuse of
this product:
•
Non observance of the above instructions
•
Machine without casing
•
Incorrect clamping of workpieces
•
No safety device on the machine
•
Any misuse or incorrect clamping
The optimum rotation must be determined by condition of
the spindle. The spindle must be rigid to run at these higher
RPMs.
Under no circumstances must any attempt be made to repair
this tool. The only permitted maintenance is the indexing or
replacement of the inserts. Use a new screw for each insert
replacement.
When assembling the cutter to a shrink fit holder, the
maximum protrusion can not exceed 10% of the reach
of tool.
5702VZD & 5720VZ
Technical Information
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 92 4/25/14 4:38 PM
www.kennametal.com
93
Metalcutting Safety
IMPORTANT SAFETY INSTRUCTIONS
Read before using the tools in this catalog!
Projectile and Fragmentation Hazards:
Modern metalcutting operations involve high spindle and cutter speeds and high temperatures and cutting forces. Hot metal chips may fly off the
workpiece during metalcutting. Although cutting tools are designed and manufactured to withstand high cutting forces and temperatures, they can
sometimes fragment, particularly if they are subjected to over-stress, severe impact, or other abuse.
To avoid injury:
• Always wear appropriate personal protective equipment, including safety goggles, when operating metalcutting machines or working nearby.
• Always make sure all machine guards are in place.
Breathing and Skin Contact Hazards:
Grinding carbide or other advanced cutting tool materials produces dust or mist containing metallic particles. Breathing this dust
or mist — especially over an extended period — can cause temporary or permanent lung disease or make existing medical conditions worse.
Contact with this dust or mist can irritate eyes, skin, and mucous membranes and may make existing skin conditions worse.
To avoid injury:
• Always wear breathing protection and safety goggles when grinding.
• Provide ventilation control and collect and properly dispose of dust, mist, or sludge from grinding.
• Avoid skin contact with dust or mist.
For more information, read the applicable Material Safety Data Sheet provided by Kennametal and consult General Industry Safety and Health
Regulations, Part 1910, Title 29 of the Code of Federal Regulations.
These safety instructions are general guidelines. Many variables affect machining operations. It is impossible to cover every specific situation. The
technical information included in this catalog and recommendations on machining practices may not apply to your particular operation. For more
information, consult Kennametal’s Metalcutting Safety booklet, available free from Kennametal at 724.539.5747 or fax 724.539.5439. For specific
product safety and environmental questions, contact our Corporate Environmental Health and Safety Office at 724.539.5066 or fax 724.539.5372.
Kennametal, the stylized K, Stellram and X Grades are trademarks of Kennametal, Inc. and are used
as such herein. The absence of a product, service name, or logo from this list does not constitute a
waiver of Kennametal’s trademark or other intellectual property rights concerning that name or logo.
©Copyright 2014 by Kennametal Inc., Latrobe, PA 15650. All rights reserved.
KMST-009_ExpFocusBroMetricUK_48-IBC.indd 93 4/25/14 4:38 PM