
www.kennametal.com
VII
Solid Carbide Milling
MILLING

www.kennametal.com
B1
Introduction
Solid Carbide
End Mills
Solid Carbide Milling
INTRODUCTION
Nomenclature, Standards & Applications Definitions ..................................................................................B2 - B4
Application Index .........................................................................................................................................B5 - B7
AEROSPACE END MILLS
XE / XER ...................................................................................................................................................B9 - B13
RSM .........................................................................................................................................................B15 - B18
RAPIDE HIGH PERFORMANCE / HIGH SPEED END MILLS
ERC .........................................................................................................................................................B19 - B22
HE ............................................................................................................................................................B23 - B25
HER .........................................................................................................................................................B26 - B28
HB ............................................................................................................................................................B29 - B31
HMR .........................................................................................................................................................B32 - B36
HMN .........................................................................................................................................................B37 - B39
EA ............................................................................................................................................................B40 - B42
HPA .........................................................................................................................................................B43 - B45
GENERAL PURPOSE END MILLS
E_NN2 .....................................................................................................................................................B47 - B50
E_NN3 .....................................................................................................................................................B51 - B53
E_NN4 .....................................................................................................................................................B54 - B56
ER_NN4-with Radius (r) ..........................................................................................................................B57 - B59
B_NN2 .....................................................................................................................................................B60 - B62
B_NN4 .....................................................................................................................................................B63 - B65
E_LL4 ......................................................................................................................................................B66 - B68
B_LL2 / B_XLXL2 ....................................................................................................................................B69 - B71
MINIATURE END MILLS
E_NTN2 ...................................................................................................................................................B72 - B74
E_NTN3 ...................................................................................................................................................B75 - B77
E_NTN4 ...................................................................................................................................................B78 - B80
B_NTN2 ...................................................................................................................................................B81 - B83
B_NTN4 ...................................................................................................................................................B84 - B86
TECHNICAL
RSM / General .........................................................................................................................................B87 - B90
Grade Description ....................................................................................................................................B91 - B92
Cross Reference ....................................................................................................................................B93 - B102
www.kennametal.com
B2
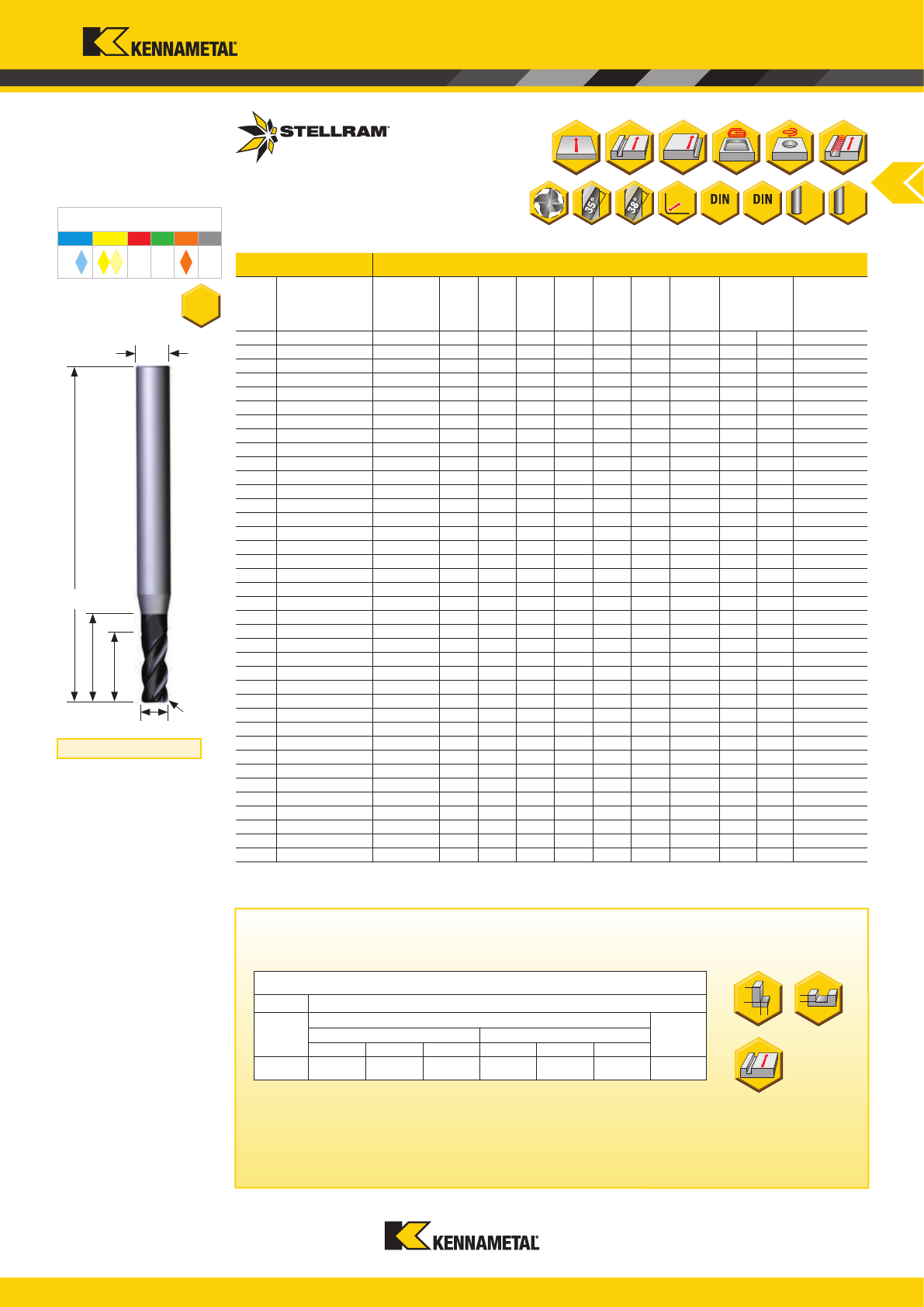
D
XER 100 EN
1 2 3 6
N
4
-
4
5
Z** = 2 - 10
C = 0,25
D = 0,30
E = 0,50
F = 0,75
G = 1,00
H = 1,25
J = 1,50
K = 2,00
L = 2,50
M = 3,00
P = 4,00
Q = 5,00
Introduction
6 Radius
5 Number of Flutes
4 Flute length
3 Overall Length
2 Cutting Diameter
1 End mill Family
HER - High Performance End Mill with Radius
HMN - High Performance Multiute End Mill (Negative)
HMR - High Performance Multiute End Mill with Radius
HPA - High Performance End Mill - Aluminium
RSM - Reduced Shank - Multiute End Mill
XE - Unequal Form Aerospace End Mill
XER - Unequal Form Aerospace End Mill with Radius
B - Ball Nosed End Mill
E- Standard End Mill (Square Ended)
EA - End Mill - Aluminium
ER - Standard End Mill with Radius
ERC - Roughing End Mill with Chamfer
HB - High Performance End Mill - Ball Nosed
HE - High Performance End Mill
N = Normal
S = Short
M = Medium
K = Intermediate
L = Long
XL = Extra Long
X = Special
N = Normal
S = Short
M = Medium
K = Intermediate
L = Long
XL = Extra Long
T* = Taper
X = Special
** An “X” following the number of utes
designation signies the use of special
geometry.
eg. RSM250LM10X-M
* When cutting diameter (D) is smaller than the
shank diameter (d1), the overall length
designation is followed by a “T”.
eg. XER030NTN4-C
Solid Carbide
Descriptions - Nomenclature
www.kennametal.com
B3
90°
Full
Radius
r
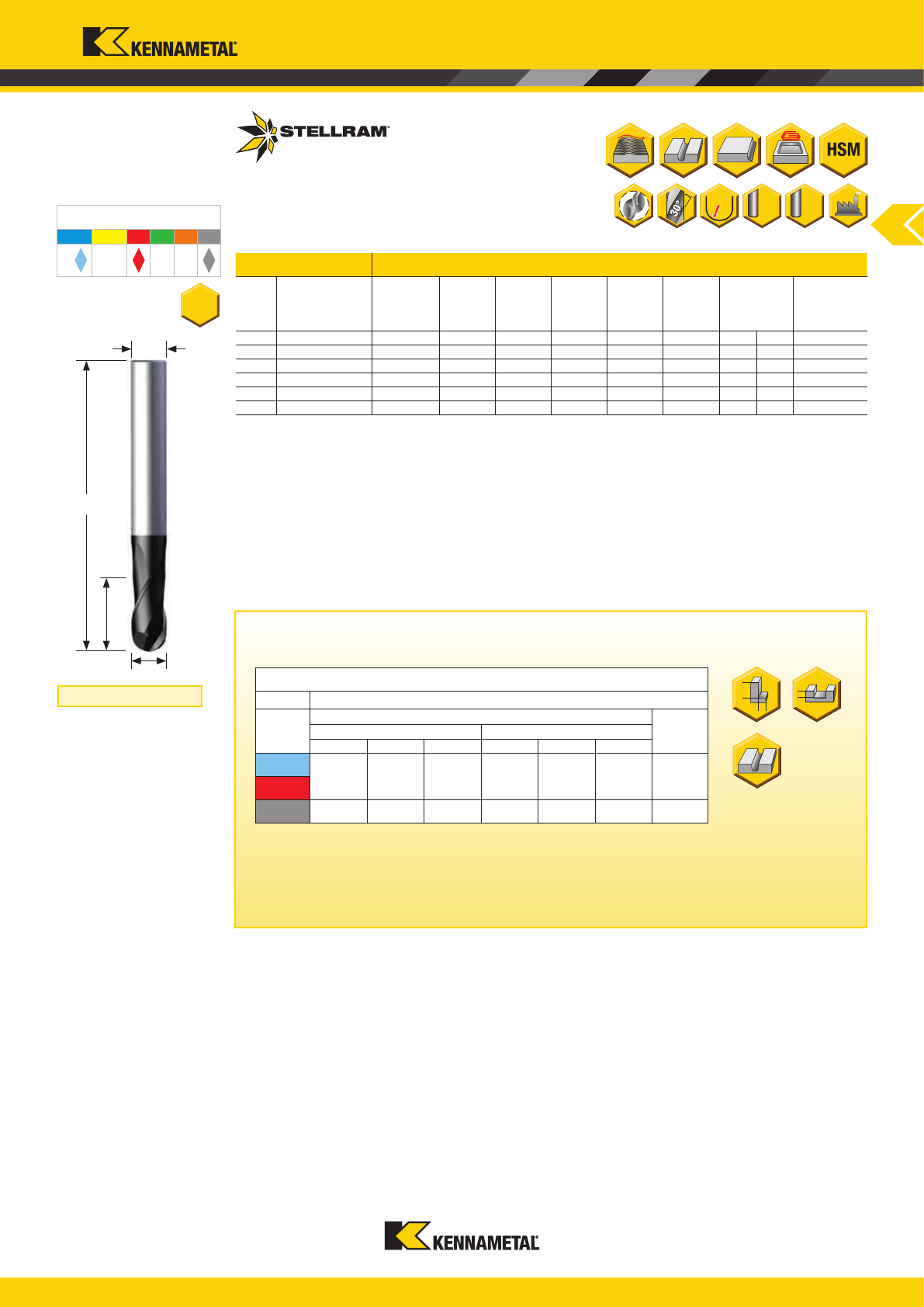
HB
6535 6527L
h6
PVD
HA
C x 45°
Introduction
Solid Carbide
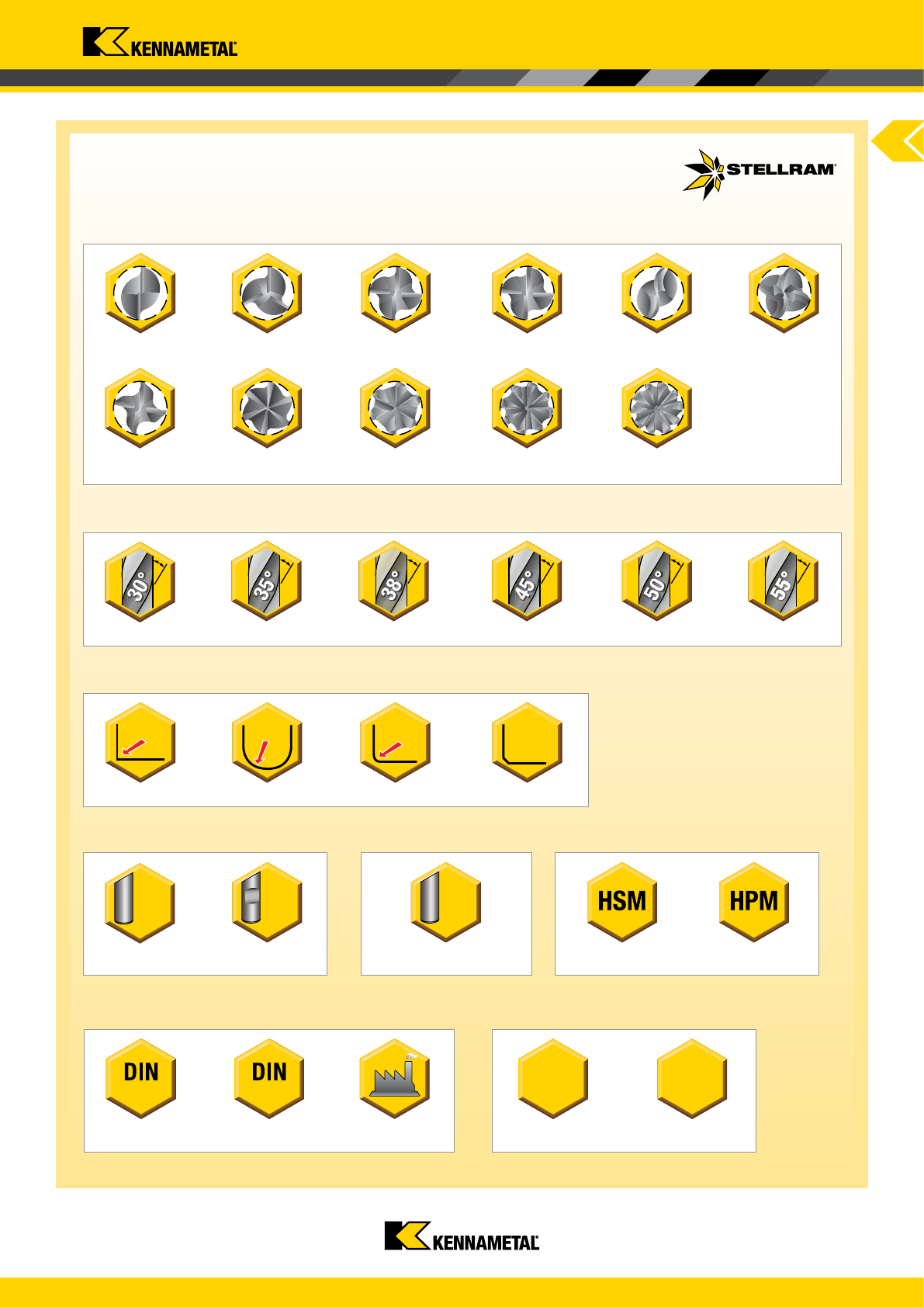
Geometry Nomenclature & Definitions
Shank Style
Corner Style
Helix
2 Flute 3 Flute 4 Flute 4 Flute with Radius 2 Flute Ball Nosed 4 Flute Ball Nosed
4 Flute - Independent
Edges
6 Flute 6 Flute - Non Center
Cutting
8 Flute - Non Center
Cutting
10 Flute - Non Center
Cutting
30° Helix
38° Helix 45° Helix 50° Helix 55° Helix
Sharp Corner Ball Nosed Corner Radius Corner Chamfer
Cylindrical Shank Weldon Shank*
Manufactured to
DIN 6535
Manufactured to
DIN 6527L
Works Standard
Shank Tolerance
Number of Flutes / Cutting Edges
Manufacturing Standards
Shank Tolerance
Uncoated Carbide
Grade
PVD Coated
Carbide Grade
Coating
* Available on request
35° Helix
Performance
High Performannce
Machining
High Speed
Machining
Uncoated
www.kennametal.com
B4
Introduction
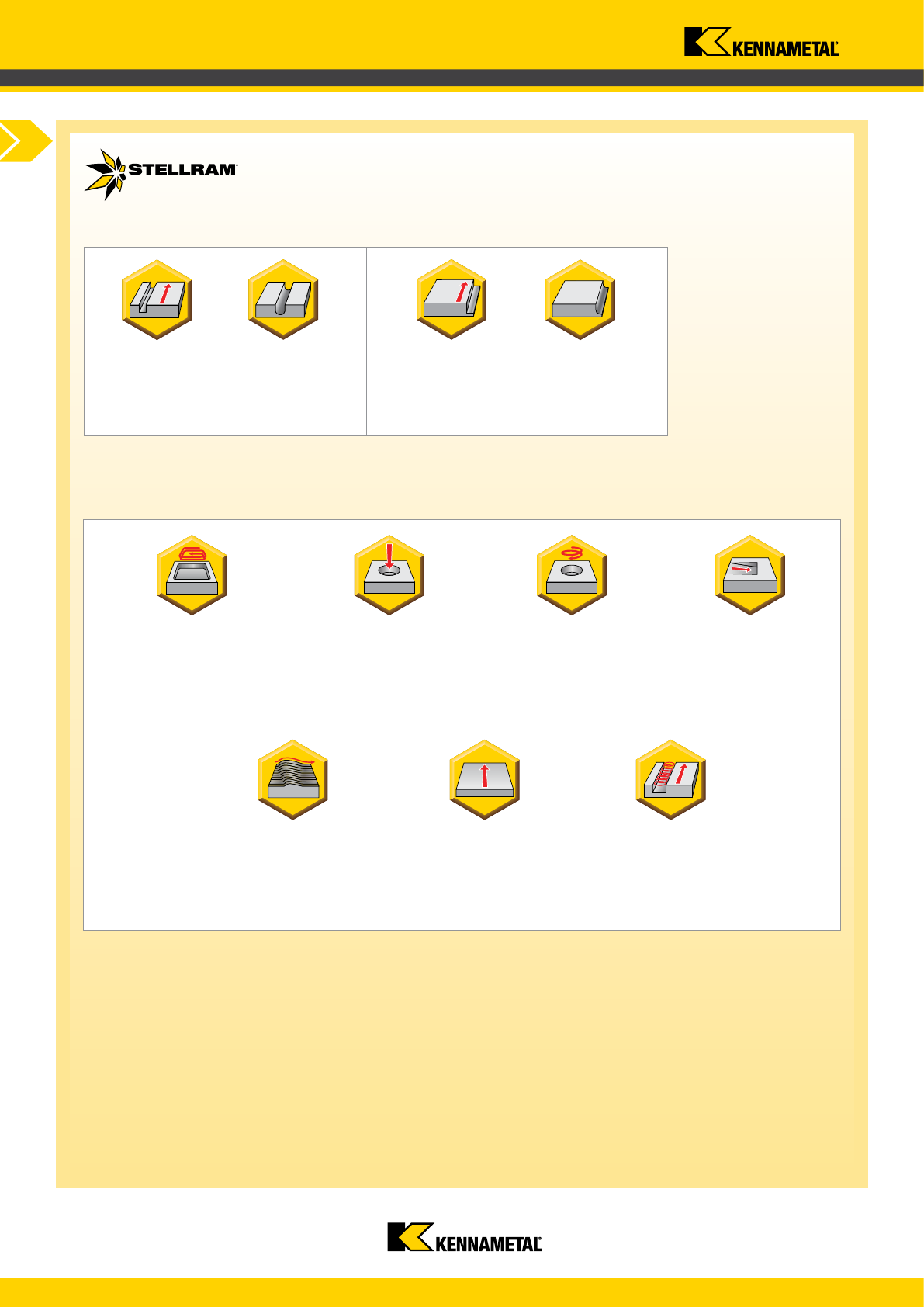
General Applications
Tool Path Strategies
Shoulder Milling -
Square Ended
Tool Suitable for
Trochoidal Milling
See Page B89 -
for Technical Details
Trochoidal
Tool Suitable for
Facing
Tool Suitable for
Copy Milling
See Page B90 -
for Technical Details
FacingCopy / 3D
Tool Suitable for
Ramping
See Page B88 -
for Technical Details
Ramping
Tool Suitable for
Helical Interpolation
See Page B89 -
for Technical Details
Tool Suitable for
Drilling
See Page B89 -
for Technical Details
Helical InterpolationDrilling
Tool Suitable for Pocketing
Technical information provided
with each family. (As Slotting
Parameters)
Pocketing
Proling / Shoulder Milling Application
Technical information provided with
each family.
Shoulder Milling -
Ball Nosed
Slotting Application
Technical information provided
with each family.
Slotting - Ball NosedSlotting - Square
Ended
Solid Carbide
Applications
www.kennametal.com
B5
Introduction
Note: DIN
1
= DIN6535, DIN
2
= DIN6527L, DIN
3
= DIN6535 and DIN 6527L.
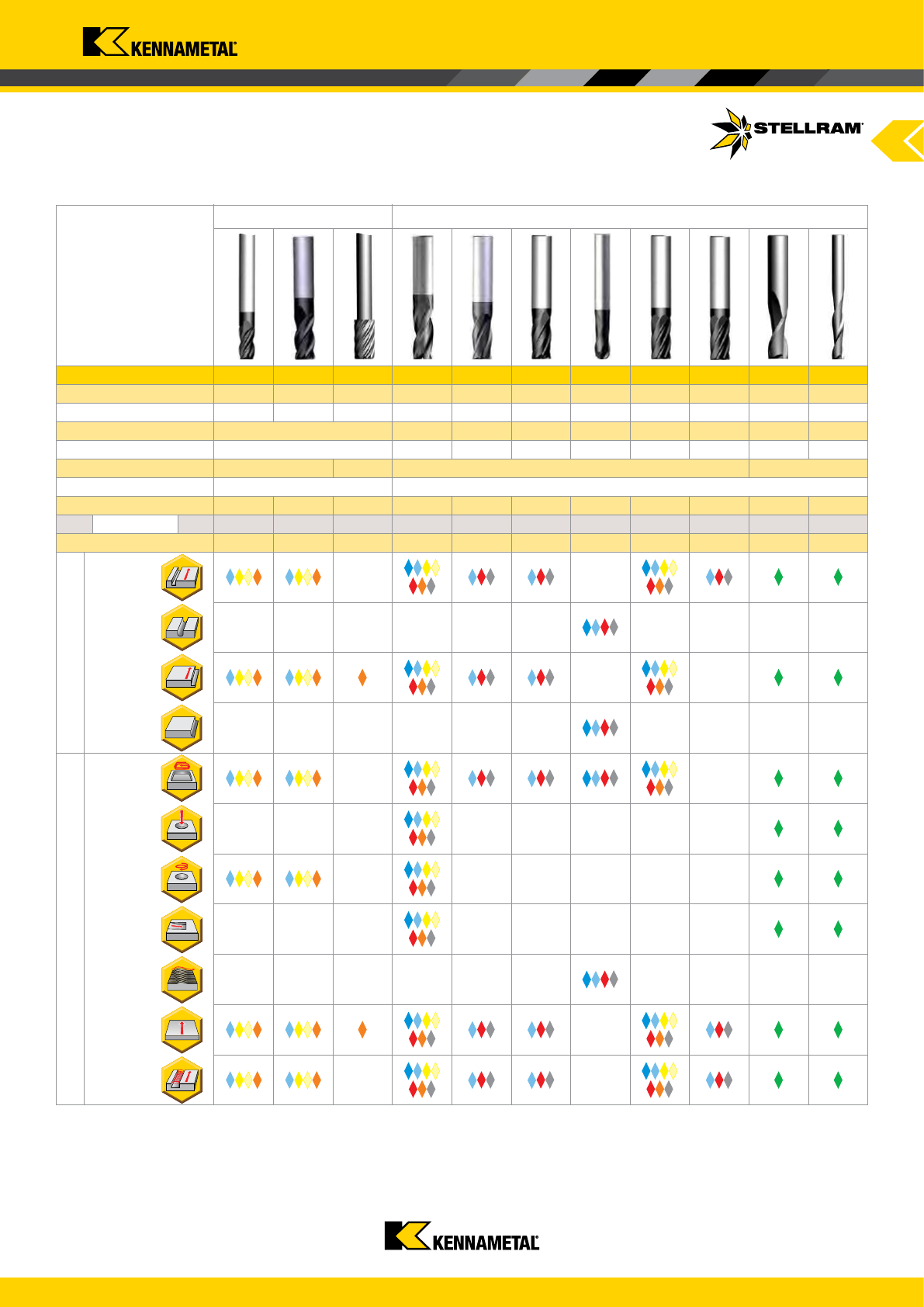
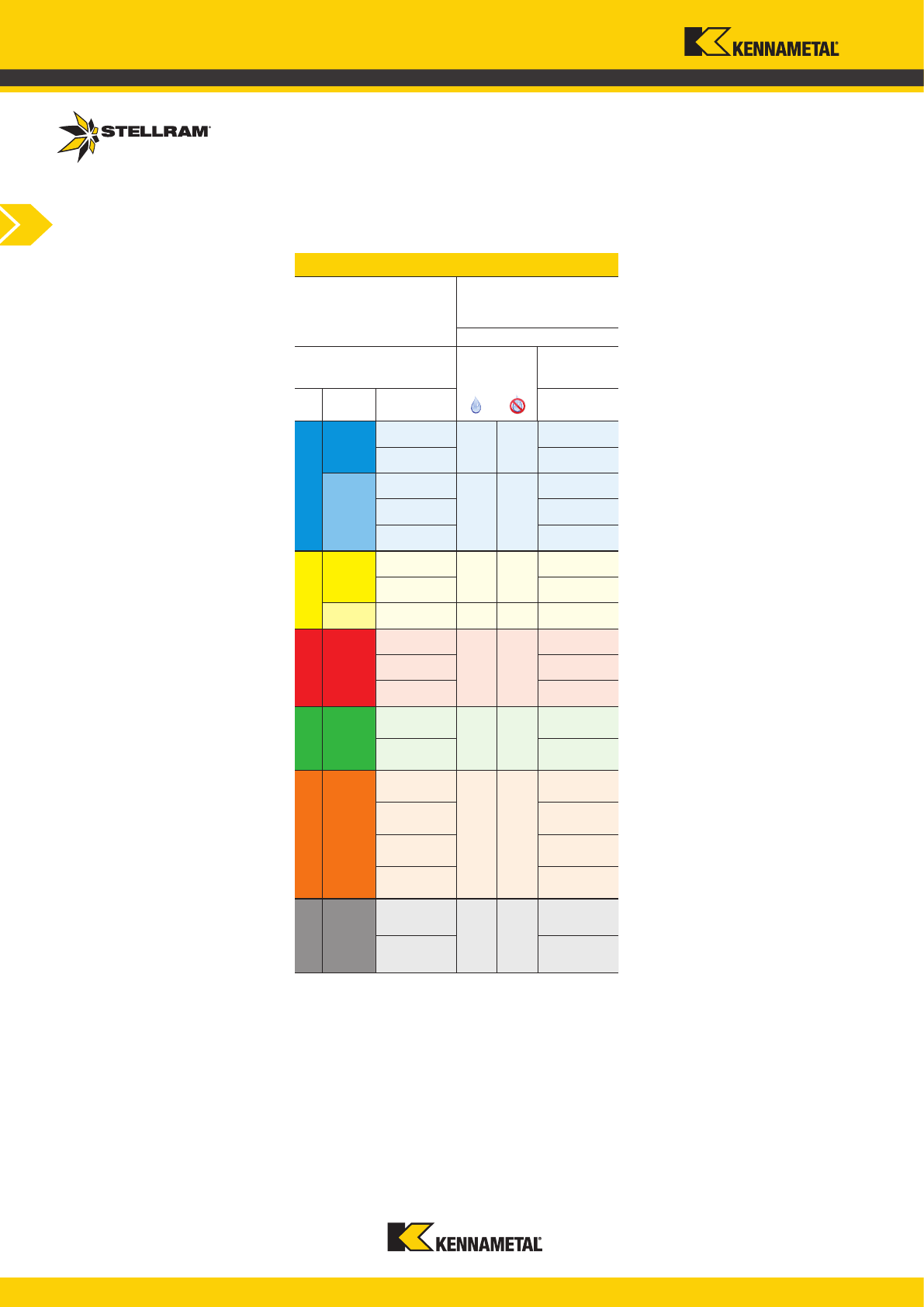
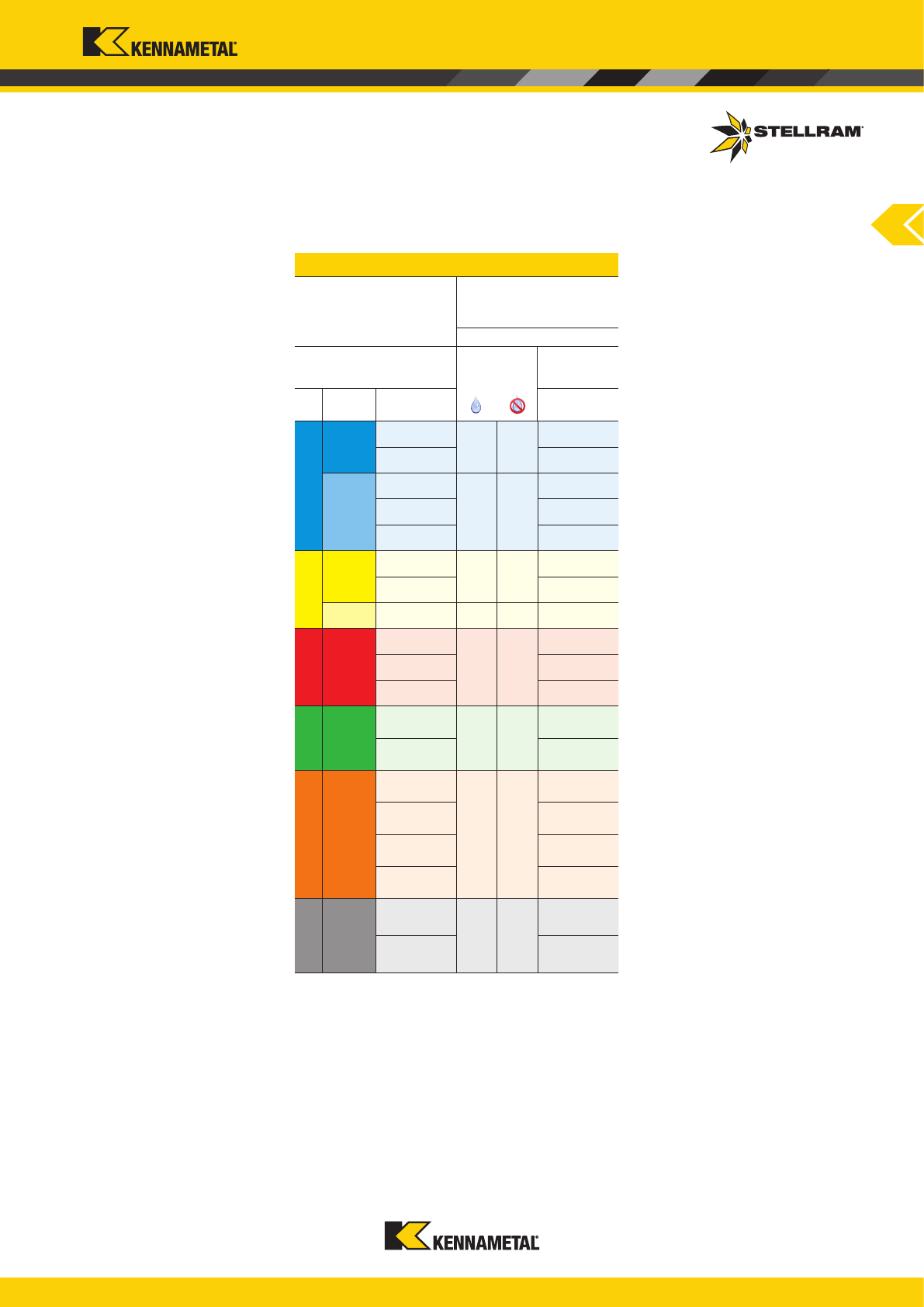
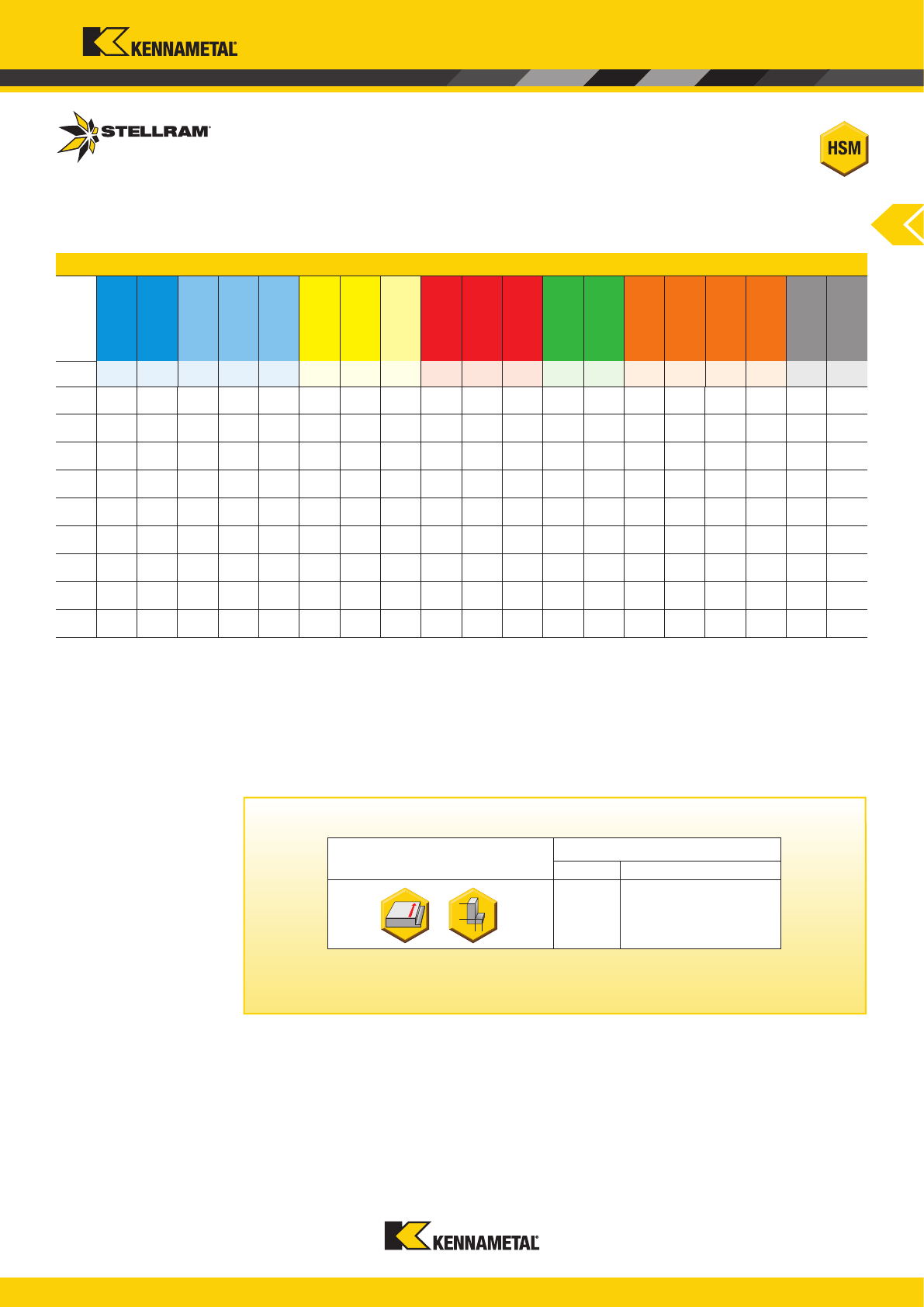
General ApplicationTool Path Strategy
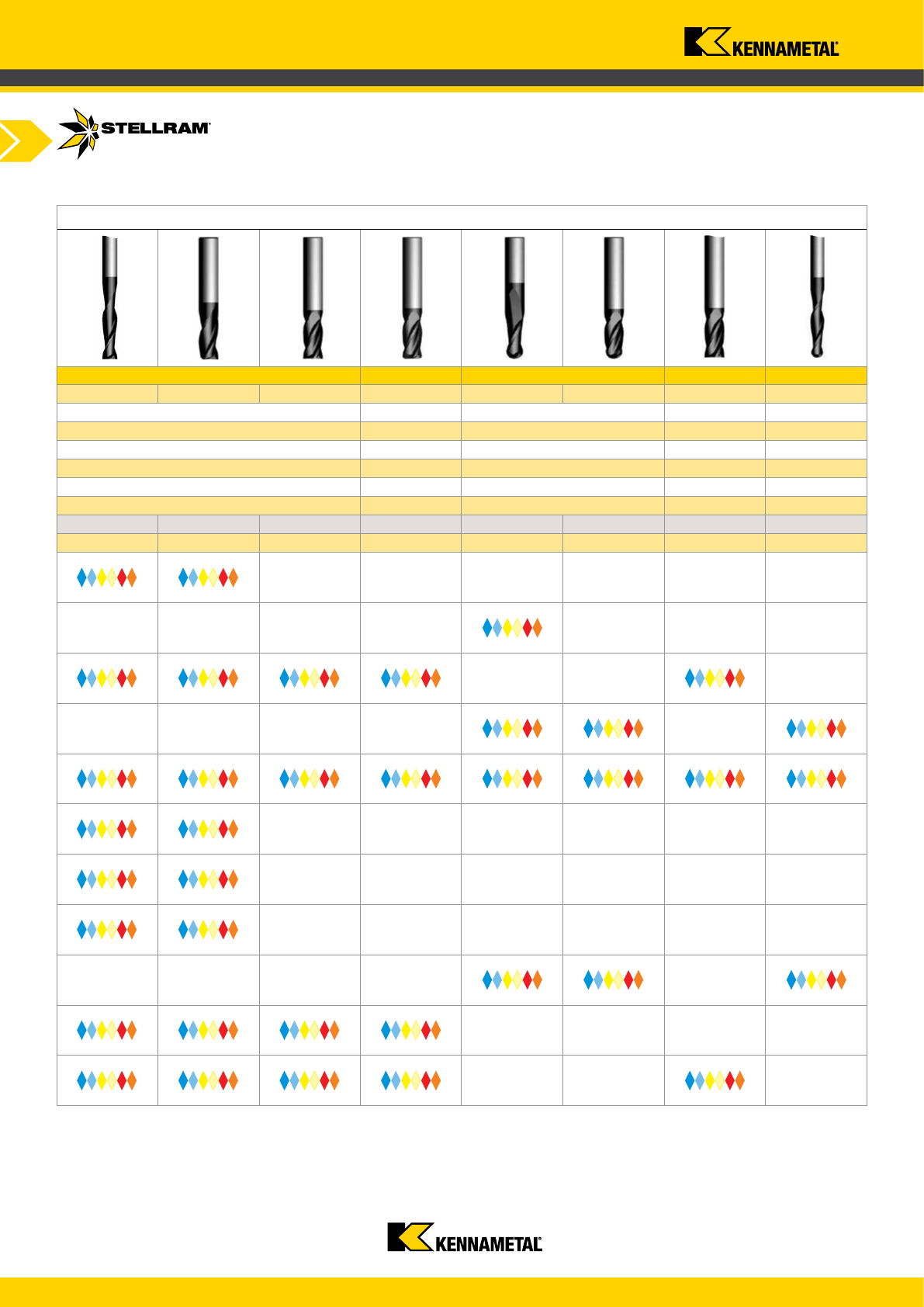
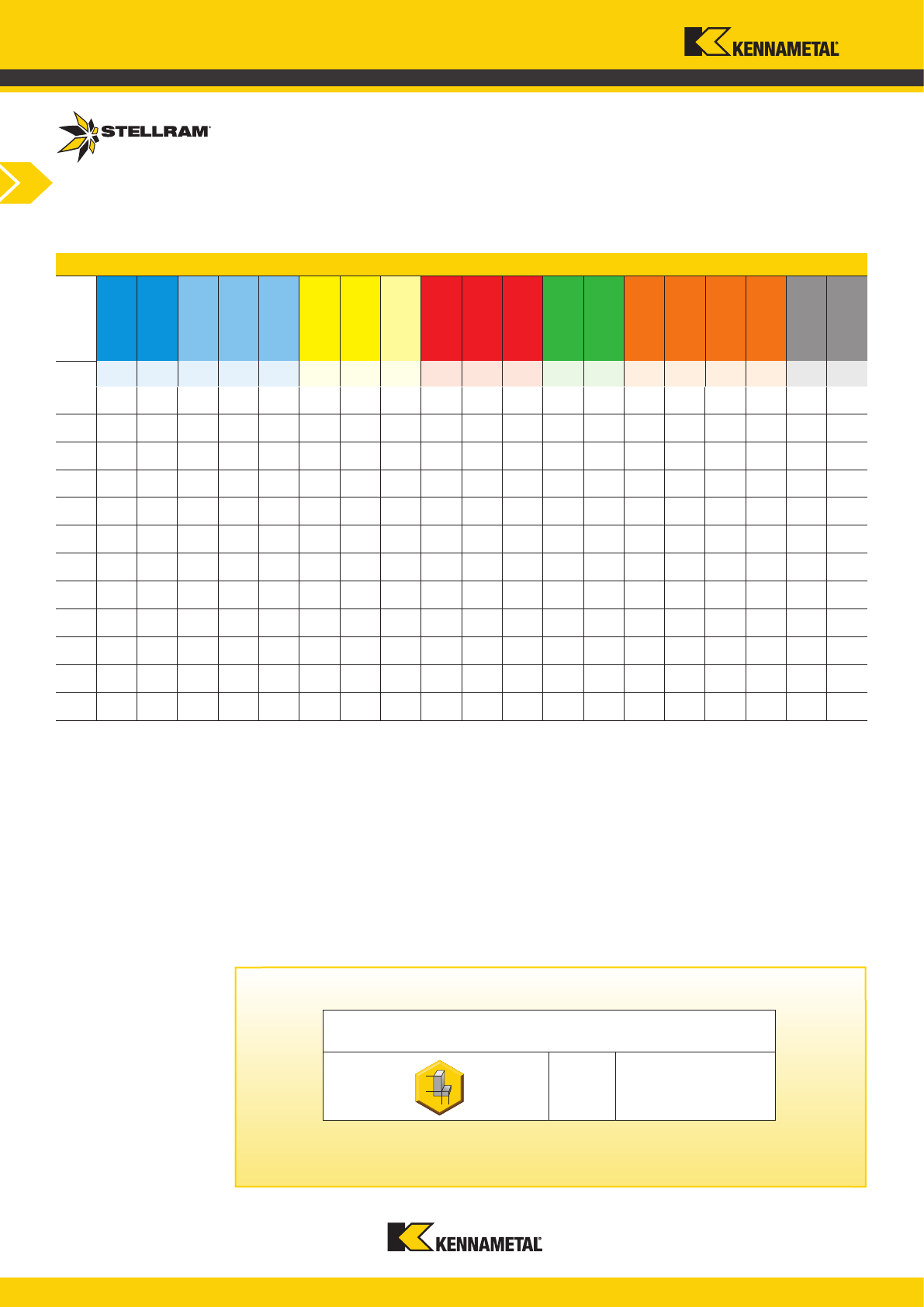
Applications Index
Solid Carbide End Mills
Aerospace Rapide
©
High Speed / High Performance Machining Series
Familiy Range XE XER RSM ERC HE HER HB HMR HMN EA HPA
Number of Flutes / Cutting Edges 4 4 6 - 8 - 10 3 4 4 2 6 6 2 2
Length Medium Normal Long Normal/Long Normal Normal Long Normal Normal Normal Normal
Corner style Radius Chamfer Sharp Radius Ball Nose Radius Sharp Sharp Sharp
Helix angle 35° - 38° 45° 30° 30° 30° 45° 50° 30° 55°
Coating PVD Uncoated PVD Uncoated
Shank Style HA Cylindrical HA Cylindrical
Manufacturing Standards DIN
3
DIN
3
mm Diameter Range mm 2,00 - 20,00 2,00 - 20,00 10,00
-
25,00 3,00 - 20,00 2,00 - 16,00 6,00 - 12,00 3,00 - 12,00 3,00 - 20,00 6,00 - 20,00 2,00 - 20,00 3,00 - 20,00
Page B9 - B13 B9 - B13 B15 - B 18 B19 - B22 B23 - B25 B26 - B28 B29 - B31 B32 - B36 B37 - B39 B40 - B42 B43 - B45
Slotting -
Square Ended
Slotting -
Ball Nosed
Shoulder Milling -
Square Ended
Shoulder Milling -
Ball Nosed
Pocketing
Drilling
Helical
Interpolation
Ramping
Copy / 3D
Facing
Trochoidal
www.kennametal.com
B6
Introduction
Note: DIN
1
= DIN6535, DIN
2
= DIN6527L, DIN
3
= DIN6535 and DIN 6527L.
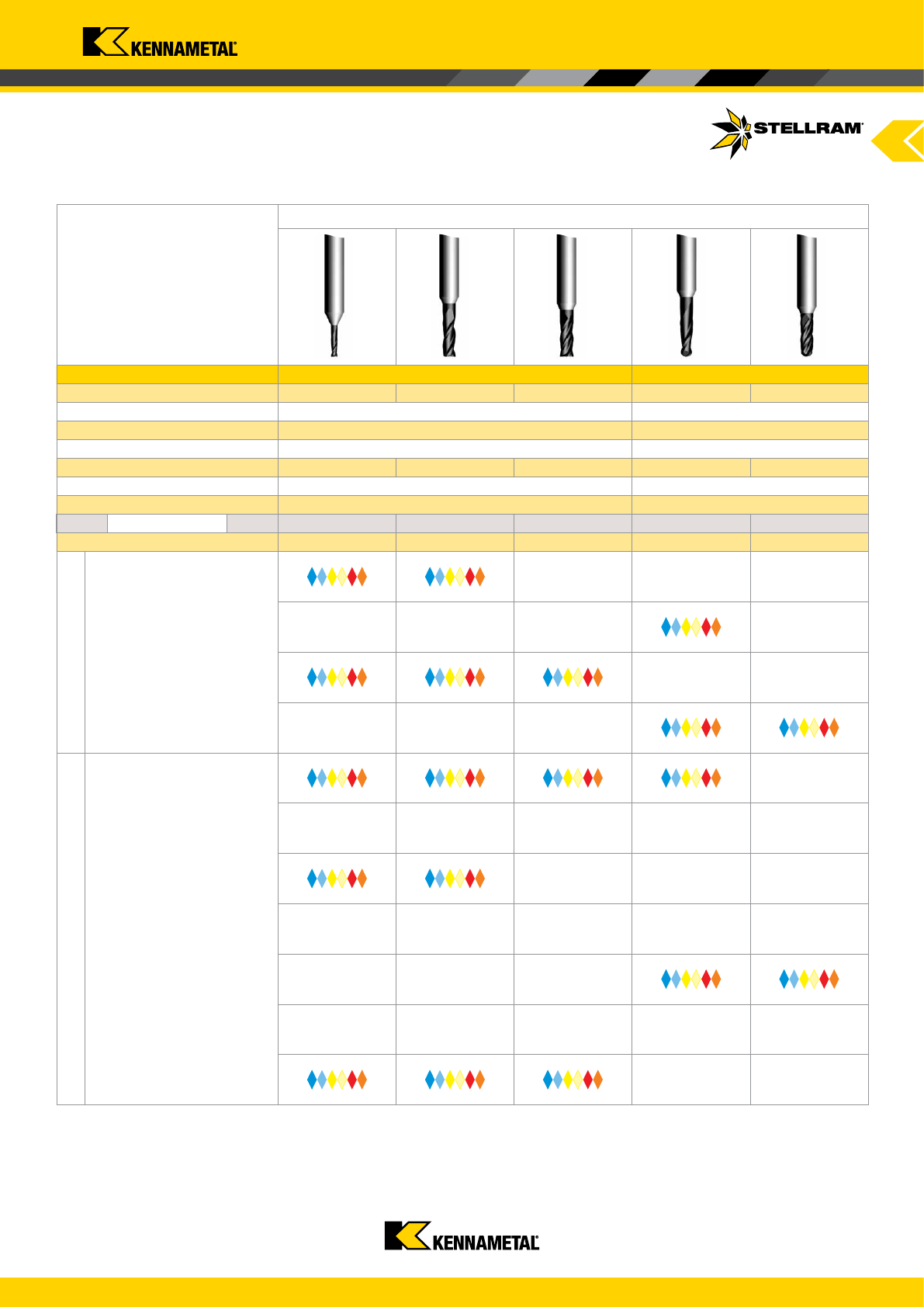
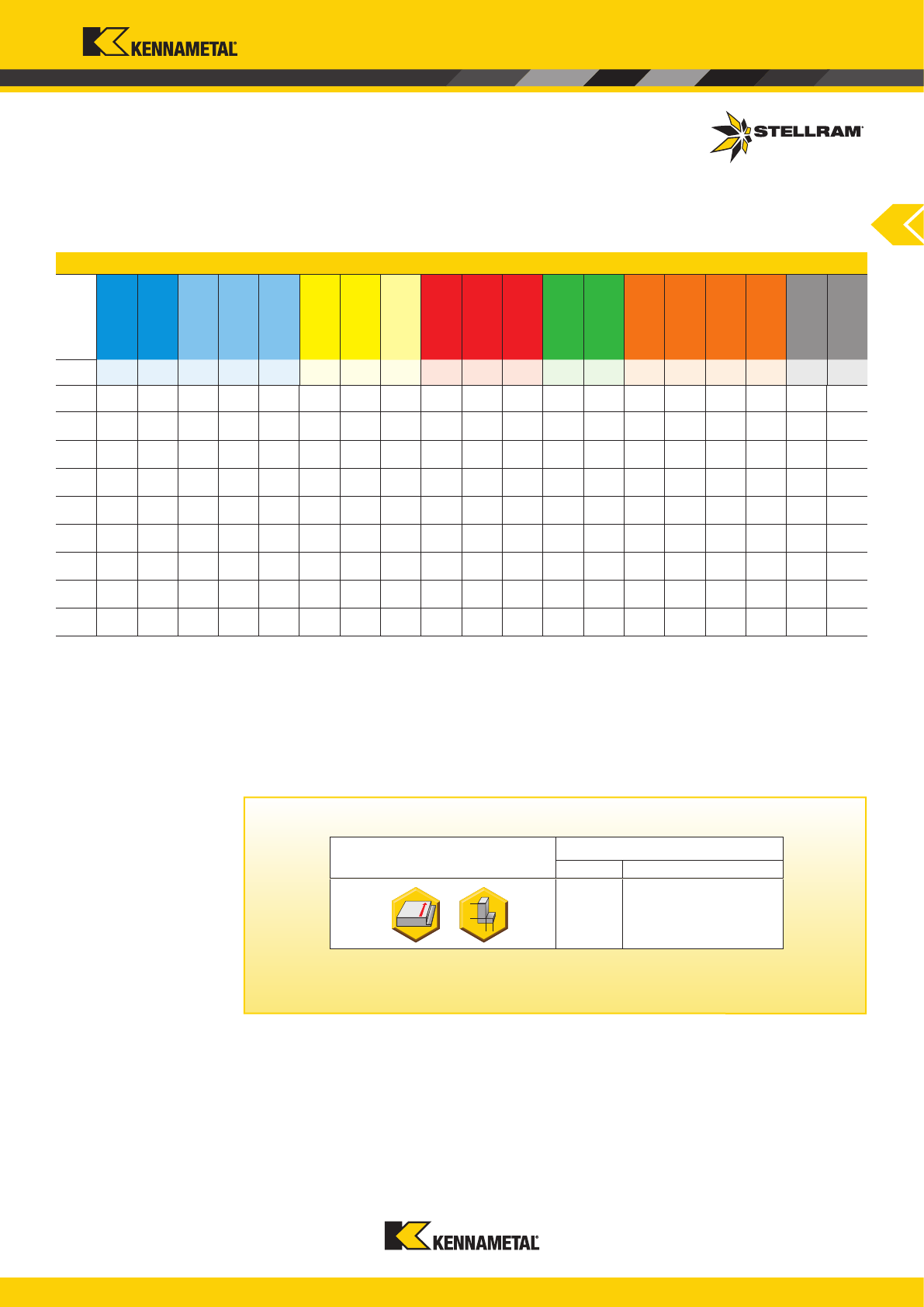
General Purpose Milling Series
E ER B E B
2 3 4 4 2 4 4 2
Normal Normal Normal Long Long / X-Long
Sharp Radius Ball Nose Sharp Ball Nose
30° 30° 30° 30° 30°
PVD PVD PVD PVD PVD
HA Cylindrical HA Cylindrical HA Cylindrical HA Cylindrical HA Cylindrical
DIN 6535
3,00 - 20,00 3,00 - 20,00 3,00 - 20,00 3,00 - 16,00 3,00 - 20,00 3,00 - 12,00 6,00 - 16,00 4,00 - 12,00
B47 - B50 B51 - B53 B54 - B56 B57 - B59 B60 - B62 B63 - B65 B66 - B68 B69 - B71
Applications Index
Solid Carbide End Mills
www.kennametal.com
B7
Introduction
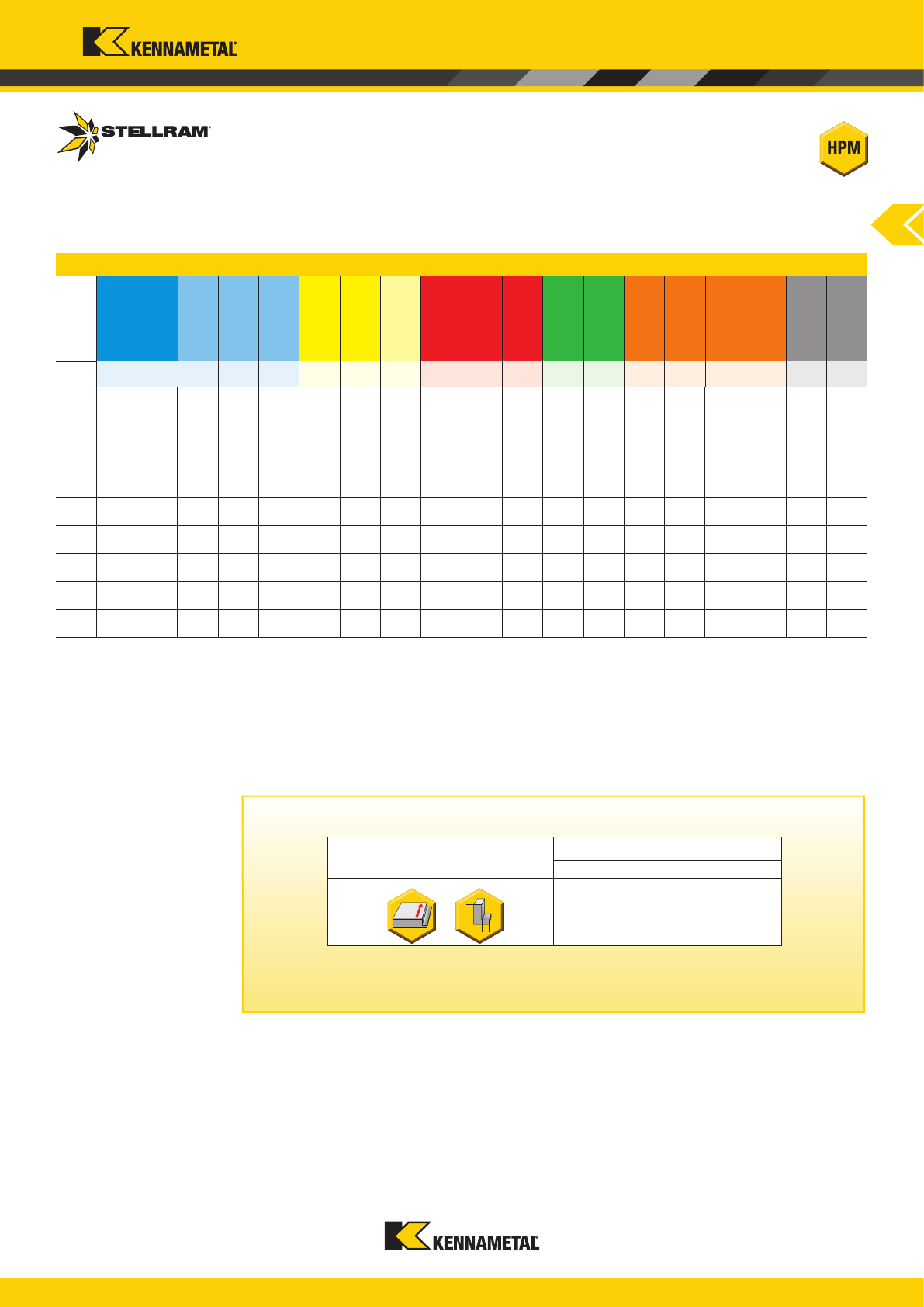
General ApplicationTool Path Strategy
Note: DIN
1
= DIN6535, DIN
2
= DIN6527L, DIN
3
= DIN6535 and DIN 6527L.
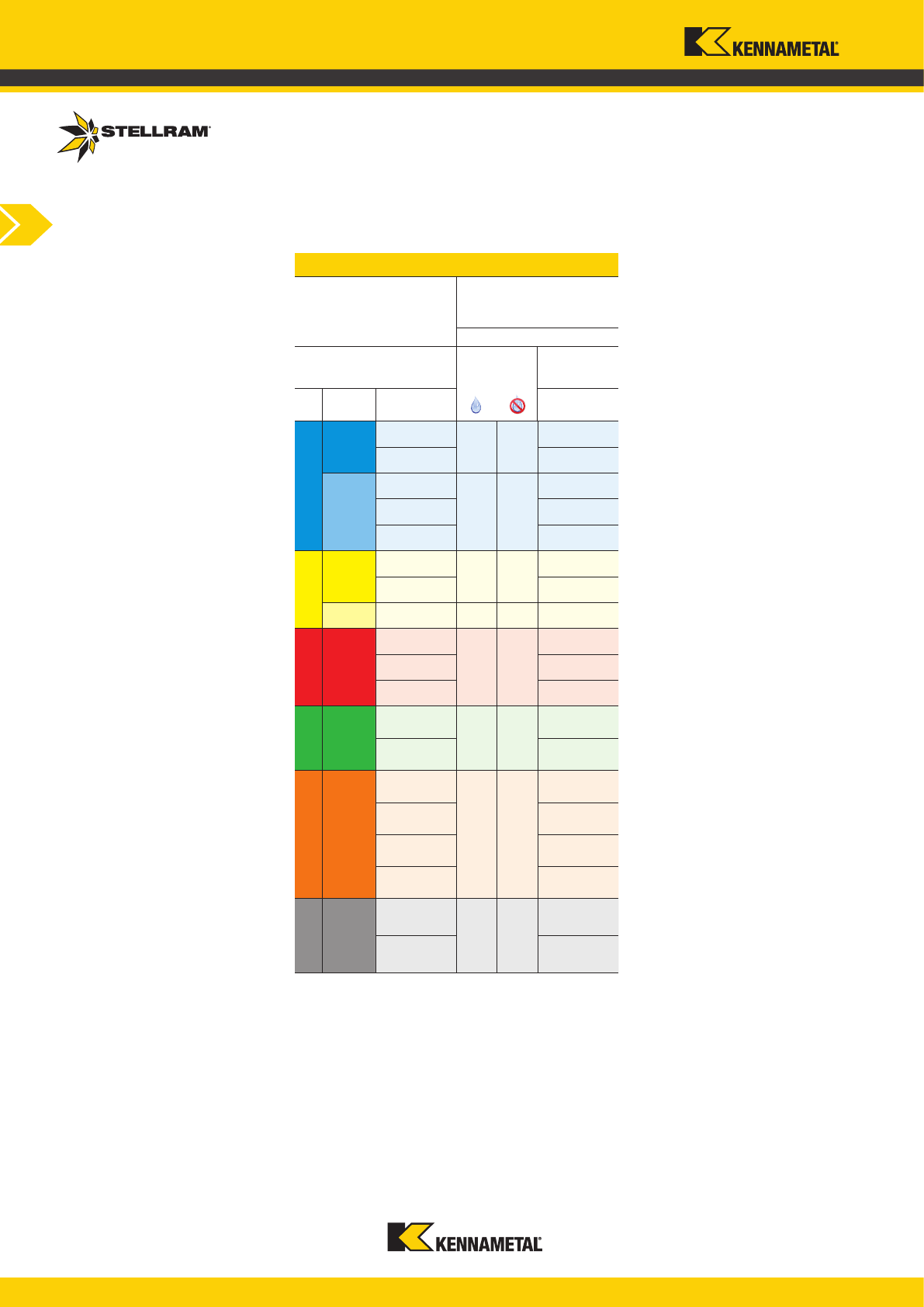
Miniature Milling Series
Familiy Range E B
Number of Flutes / Cutting Edges 2 3 4 2 4
Length Normal Normal
Corner style Sharp Ball Nose
Helix angle 30° 30°
Coating PVD PVD PVD PVD PVD
Shank Style HA Cylindrical HA Cylindrical
Manufacturing Standards
mm Diameter Range mm 0,40 - 2,50 1,00 - 2,50 1,00 - 2,00 0,40 - 2,50 1,00 - 2,50
Page B72 - B74 B75 - B77 B78 - B80 B81 - B83 B84 - B86
Slotting -
Square Ended
Slotting -
Ball Nosed
Shoulder Milling -
Square Ended
Shoulder Milling -
Ball Nosed
Pocketing
Drilling
Helical
Interpolation
Ramping
Copy / 3D
Facing
Trochoidal
Applications Index
Solid Carbide End Mills
www.kennametal.com
B8

www.kennametal.com
B9
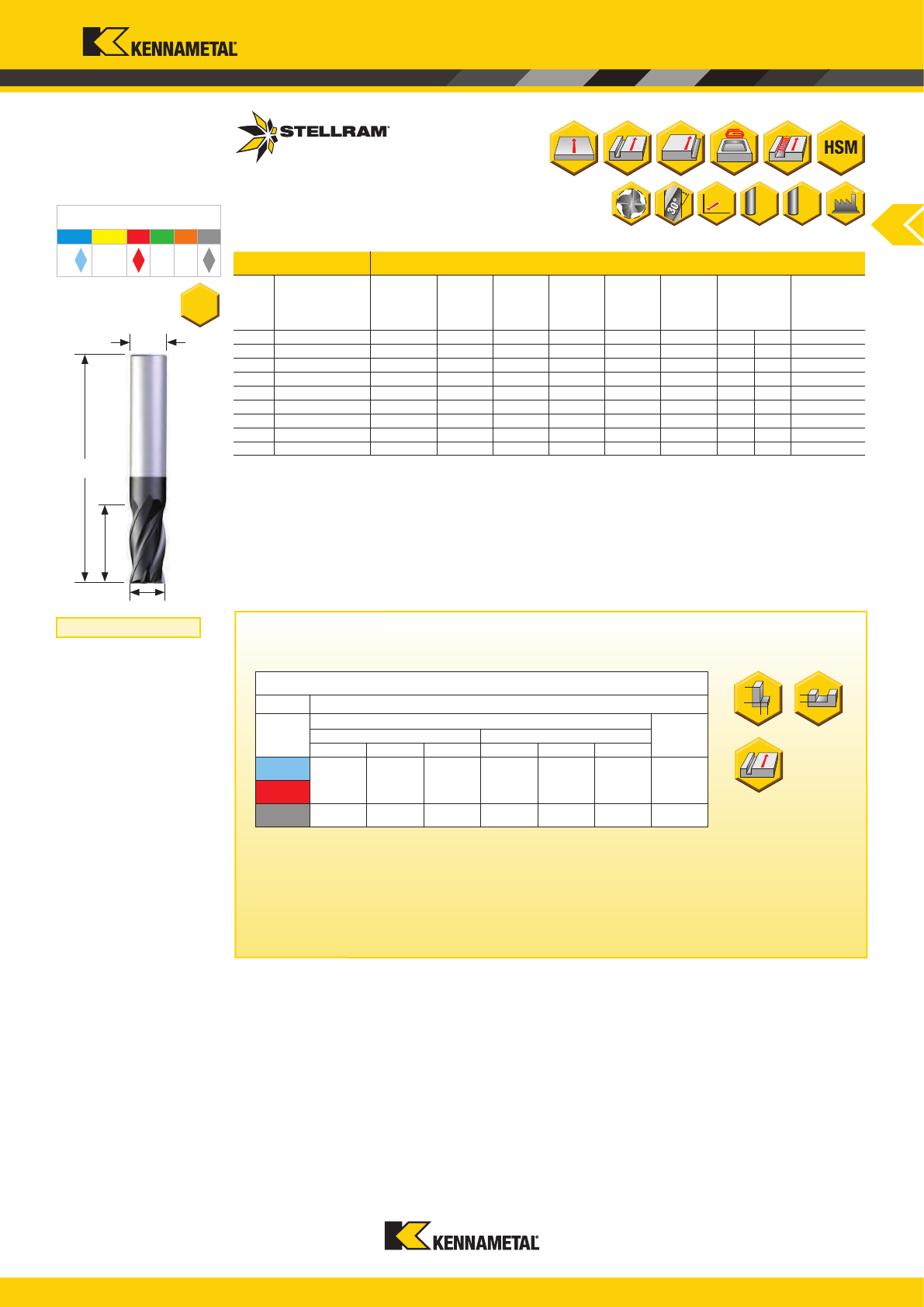
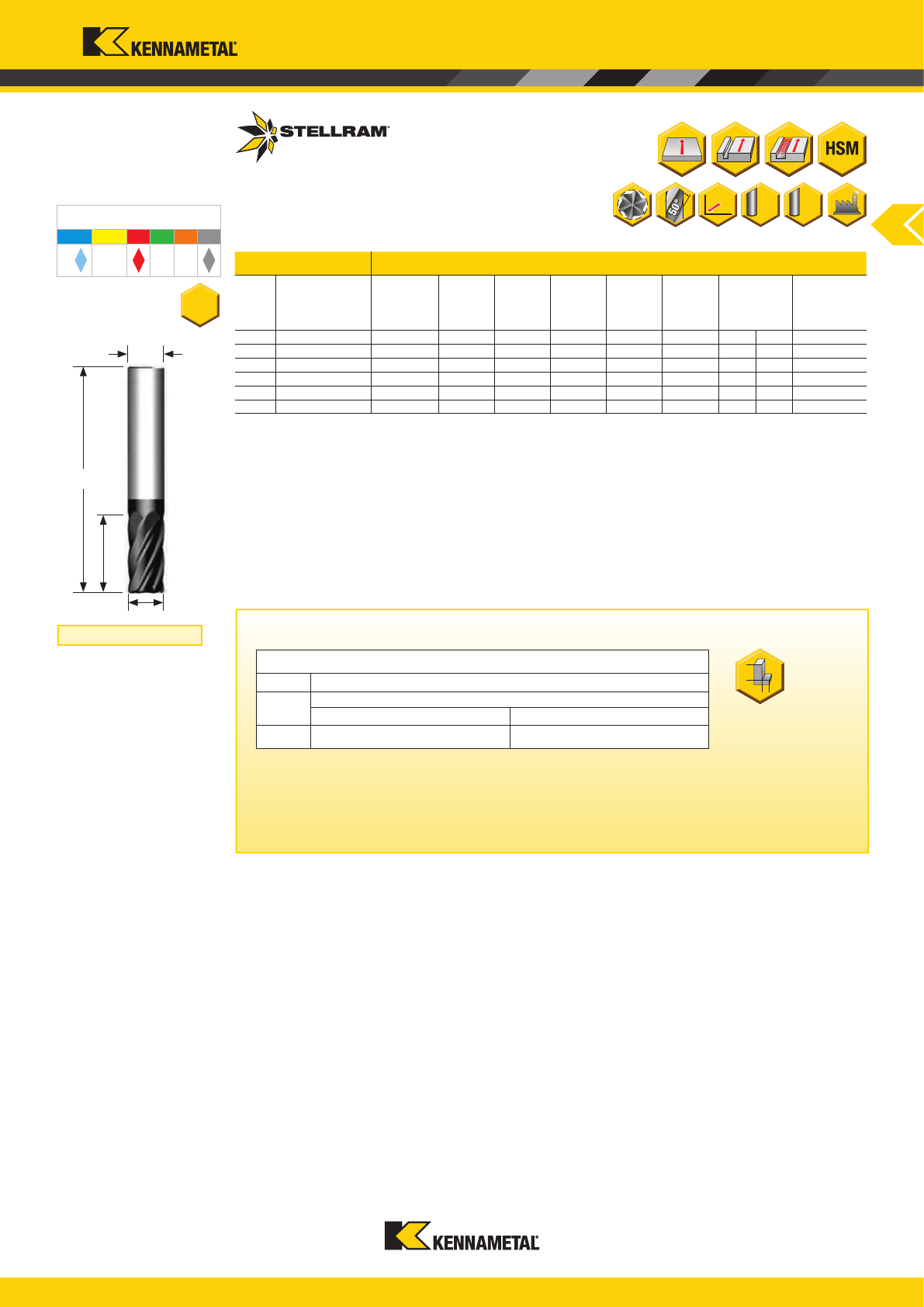
AEROSPACE RADIUS END MILL
XE & XER End Mills have been specically designed and manufactured for the machining of
Titanium and High Temperature Alloys that are typically found in Aerospace, Defence, Medical
and Oils & Gas Segments.
Key Features
• Advanced Geometric design
• Tough and Wear resistant Submicron Substrate
• Advanced Nano - Composite PVD Coating
• High Precision Radii
Benets
• Improved stability with the suppression of vibration & harmonics
• Excellent chip control
• Increased application capacity for Slotting and Proling
• Increased metal removal rates by up to 2X against comparable tools
Solid Carbide
Aerospace End Mills
Range:
XE:
Ø: 2,00mm - 20,00mm
Radii : 0,25mm
XER:
Ø : 2,00mm - 20,00mm
Radii : 0,25mm - 4,00mm
XE / XER
PocketingFacing Slotting -
Square Ended
Shoulder
Milling -
Square Ended
TrochoidalHelical
Interpolation
www.kennametal.com
B10
PVD
SP4060
P M K N S H
031360 XE 020MTN4-C 2,00 65,00 4,00 - 6,00
0,25
4,00 4 2,86 3,41 2,86
031361 XE 025MTN4-C 2,50 65,00 5,00 - 6,00 5,00 4 3,58 4,39 3,58
031362 XE 030MTN4-C 3,00 65,00 6,00 - 6,00 6,00 4 4,29 5,36 4,29
031363 XE 035MTN4-C 3,50 65,00 7,00 - 6,00 7,00 4 5,01 6,34 5,01
031364 XE 040MTN4-C 4,00 65,00 8,00 - 6,00 4,00 4 5,72 7,31 5,72
031365 XE 045MTN4-C 4,50 65,00 9,00 - 6,00 9,00 4 6,44 8,29 6,44
031366 XE 050MTN4-C 5,00 75,00 10,00 - 6,00 10,00 4 7,15 9,26 7,15
031367 XE 060MN4-C 6,00 75,00 12,00 18,00 6,00 12,00 4 8,58 11,21 8,58
031368 XE 080MN4-C 8,00 75,00 16,00 24,00 8,00 16,00 4 11,44 15,11 11,44
031369 XE 100MN4-C 10,00 100,00 20,00 30,00 10,00 20,00 4 14,30 19,01 14,30
031370 XE 120MN4-C 12,00 100,00 24,00 36,00 12,00 24,00 4 17,16 22,91 17,16
031371
XE 160MN4-C 16,00 115,00 32,00 48,00 16,00 32,00 4 22,88 30,71 22,88
031372 XE 200MN4-C 20,00 120,00 40,00 60,00 20,00 40,00 4 28,60 38,51 28,60
SP4060 0,2 - 0,5 D 0,5 - 2,0 D 0,05 - 0,2 D 0,1 - 2,0 D 0,5 - 1,25 D
D
L
I
1
d
1
I
2
r
r
h6
HA
a
p
a
e
a
p
Aerospace End Mills
4 - Flute End Mill
Materials Application
Note: For ramping angle, helical a
p
max. and trochoidal application details,
refer to pages B88 - B89.
Mid - High Low - Mid
XE - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions
Grade
Shoulder Milling Slotting
Roughing Finishing
a
e%
a
p%
f
z
a
e%
a
p%
f
z
a
p%
Metric Product Dimensions (mm)
EDP Item Description D L l
1
l
2
d
1
r
a
p
max
No. of
Teeth
Helical Hole
min - max
Trochoidal
min
XE
4 - Flute End Mill
Solid Carbide
Aerospace End Mills
Technical Information
Slotting -
Square Ended
www.kennametal.com
B11
PVD
031936 XER 020NTN4-C 2,00 57,00 7,00 - 6,00 0,25 7,00 4 2,86 3,41 2,86
031937 XER 025NTN4-C 2,50 57,00 8,00 - 6,00 0,25 8,00 4 3,58 4,39 3,58
031938 XER 030NTN4-C 3,00 57,00 8,00 - 6,00 0,25 8,00 4 4,29 5,36 4,29
031939 XER 035NTN4-C 3,50 57,00 10,00 - 6,00 0,25 10,00 4 5,01 6,33 5,01
031940 XER 040NTN4-C 4,00 57,00 11,00 - 6,00 0,25 11,00 4 5,72 7,31 5,72
031941 XER 040NTN4-E 4,00 57,00 11,00 - 6,00 0,50 11,00 4 5,72 6,83 5,72
031942 XER 050NTN4-C 5,00 57,00 13,00 - 6,00 0,25 13,00 4 7,15 9,26 7,15
031943 XER 050NTN4-E 5,00 57,00 13,00 - 6,00 0,50 13,00 4 7,15 8,78 7,15
031944 XER 050NTN4-F 5,00 57,00 13,00 - 6,00 0,75 13,00 4 7,15 8,29 7,15
031945 XER 060NN4-C 6,00 57,00 13,00 21,00 6,00 0,25 13,00 4 8,58 11,21 8,58
031946 XER 060NN4-E 6,00 57,00
13,00 21,00 6,00 0,50 13,00 4 8,58 10,73 8,58
031947 XER 060NN4-G 6,00 57,00 13,00 21,00 6,00 1,00 13,00 4 8,58 9,75 8,58
031948 XER 080NN4-C 8,00 63,00 19,00 27,00 8,00 0,25 19,00 4 11,44 15,11 11,44
031949 XER 080NN4-E 8,00 63,00 19,00 27,00 8,00 0,50 19,00 4 11,44 14,63 11,44
031950 XER 080NN4-G 8,00 63,00 19,00 27,00 8,00 1,00 19,00 4 11,44 13,65 11,44
031951 XER 100NN4-C 10,00 72,00 22,00 32,00 10,00 0,25 22,00 4 14,30 19,01 14,30
031952 XER 100NN4-E 10,00 72,00 22,00 32,00 10,00 0,50 22,00 4 14,30 18,53 14,30
031953 XER 100NN4-G 10,00 72,00 22,00 32,00 10,00 1,00 22,00 4 14,30 17,55 14,30
031954 XER 100NN4-J 10,00 72,00 22,00 32,00 10,00 1,50 22,00 4 14,30 16,58 14,30
031955 XER 120NN4-C 12,00 83,00 26,00 38,00 12,00 0,25 26,00 4 17,16 22,91 17,16
031956 XER 120NN4-E 12,00 83,00 26,00 38,00 12,00 0,50
26,00 4 17,16 22,43 17,16
031957 XER 120NN4-G 12,00 83,00 26,00 38,00 12,00 1,00 26,00 4 17,16 21,45 17,16
031958 XER 120NN4-J 12,00 83,00 26,00 38,00 12,00 1,50 26,00 4 17,16 20,48 17,16
032269 XER 120NN4-L 12,00 83,00 26,00 38,00 12,00 2,50 26,00 4 17,16 18,53 17,16
031959 XER 160NN4-C 16,00 92,00 32,00 44,00 16,00 0,25 32,00 4 22,88 30,71 22,88
031960 XER 160NN4-G 16,00 92,00 32,00 44,00 16,00 1,00 32,00 4 22,88 29,25 22,88
031961 XER 160NN4-J 16,00 92,00 32,00 44,00 16,00 1,50 32,00 4 22,88 28,28 22,88
031962 XER 160NN4-K 16,00 92,00 32,00 44,00 16,00 2,00 32,00 4 22,88 27,30 22,88
032270 XER 160NN4-L 16,00 92,00 32,00 44,00 16,00 2,50 32,00 4 22,88 26,33 22,88
031963 XER 160NN4-M 16,00 92,00 32,00 44,00 16,00 3,00 32,00 4 22,88 25,35 22,88
032271 XER 160NN4-P 16,00 92,00 32,00 44,00 16,00 4,00 32,00 4 22,88 23,40
22,88
031964 XER 200NN4-C 20,00 104,00 38,00 54,00 20,00 0,25 38,00 4 28,60 38,51 28,60
031965 XER 200NN4-G 20,00 104,00 38,00 54,00 20,00 1,00 38,00 4 28,60 37,05 28,60
031966 XER 200NN4-J 20,00 104,00 38,00 54,00 20,00 1,50 38,00 4 28,60 36,08 28,60
031967 XER 200NN4-K 20,00 104,00 38,00 54,00 20,00 2,00 38,00 4 28,60 35,10 28,60
032272 XER 200NN4-L 20,00 104,00 38,00 54,00 20,00 2,50 38,00 4 28,60 34,13 28,60
031968 XER 200NN4-M 20,00 104,00 38,00 54,00 20,00 3,00 38,00 4 28,60 33,15 28,60
032273 XER 200NN4-P 20,00 104,00 38,00 54,00 20,00 4,00 38,00 4 28,60 31,20 28,60
SP4060 0,2 - 0,5 D 0,05 - 0,2 D 0,5 - 1,16 D
SP4060
P M K N S H
D
d
1
r
L
I
1
I
2
r
6535 6527L
h6
HA
a
p
a
e
a
p
Aerospace End Mills
4 - Flute End Mill
Materials Application
* Do not exceed 2 D for a
p
max - where 2 D is available
Note: For ramping angle, helical a
p
max. and trochoidal application details,
refer to pages B88 - B89.
0,5
-
ap
max* Mid - High 0,5
-
ap
max* Low - Mid
XER - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions (mm)
Grade
Shoulder Milling Slotting
Roughing Finishing
a
e%
a
p%
f
z
a
e%
a
p%
f
z
a
p%
Metric Product Dimensions (mm)
EDP Item Description D L l
1
l
2
d
1
r
a
p
max
No. of
Teeth
Helical Hole
min - max
Trochoidal
min
XER
4 - Flute End Mill
Solid Carbide
Aerospace End Mills
Technical Information
Slotting -
Square Ended
www.kennametal.com
B12
2,0 - - -
0,005 0,005 0,005 0,005 0,004
- - - - -
0,005 0,003 0,003 0,005
- -
0,007 0,007 0,007 0,007 0,006 0,007 0,005 0,005 0,007
2,5 - - -
0,006 0,006 0,006 0,005 0,005
- - - - -
0,006 0,004 0,004 0,006
- -
0,010 0,009 0,010 0,009 0,008 0,010 0,008 0,008 0,010
3,0 - - -
0,007 0,007 0,007 0,005 0,006
- - - - -
0,007 0,005 0,005 0,007
- -
0,012 0,011 0,012 0,011 0,009 0,013 0,011 0,011 0,013
3,5 - - -
0,009 0,008 0,009 0,006 0,007
- - - - -
0,009 0,006 0,006 0,009
- -
0,015 0,013 0,014 0,013 0,011 0,016 0,014 0,013 0,016
4,0 - - -
0,010 0,009 0,010 0,006 0,008
- - - - -
0,010 0,006 0,006 0,010
- -
0,018 0,015 0,016 0,014 0,013 0,019 0,016 0,014 0,018
5,0 - - -
0,013 0,011 0,013 0,008 0,008
- - - - -
0,013 0,008 0,008 0,013
- -
0,023 0,018 0,021 0,018 0,016 0,025 0,021 0,018 0,024
6,0 - - -
0,015 0,013 0,015 0,010 0,012
- - - - -
0,015 0,010 0,010 0,015
- -
0,029 0,022 0,026 0,022 0,020 0,031 0,026 0,022 0,030
8,0 - - -
0,020 0,017 0,020 0,014 0,016
- - - - -
0,020 0,014 0,014 0,020
- -
0,039 0,029 0,037 0,031 0,028 0,044 0,036 0,031 0,042
10,0 - - -
0,025 0,021 0,025 0,018 0,020
- - - - -
0,025 0,018 0,018 0,025
- -
0,050 0,037 0,048 0,040 0,036 0,057 0,048 0,040 0,055
12,0 - - -
0,030 0,025 0,030
0,022 0,024
- - - - -
0,030 0,022 0,022 0,030
- -
0,062 0,044 0,060 0,049 0,044 0,071 0,059 0,049 0,069
16,0 - - -
0,040 0,032 0,040 0,030 0,032
- - - - -
0,040 0,030 0,030 0,040
- -
0,084 0,059 0,085 0,069 0,060 0,100 0,084 0,069 0,098
20,0 - - -
0,050 0,040 0,050 0,038 0,040
- - - - -
0,050 0,038 0,038 0,050
- -
0,108 0,073 0,111 0,089 0,076 0,131 0,109 0,089 0,127
0,05 D 2,30 x f
z
0,10 D 1,65 x f
z
0,15 D 1,40 x f
z
0,20 D 1,25 x f
z
0,30 D 1,09 x f
z
a
p
a
e
Aerospace End Mills
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
XE / XER Feeds f
z
(mm/tooth) - Slotting / Pocketing
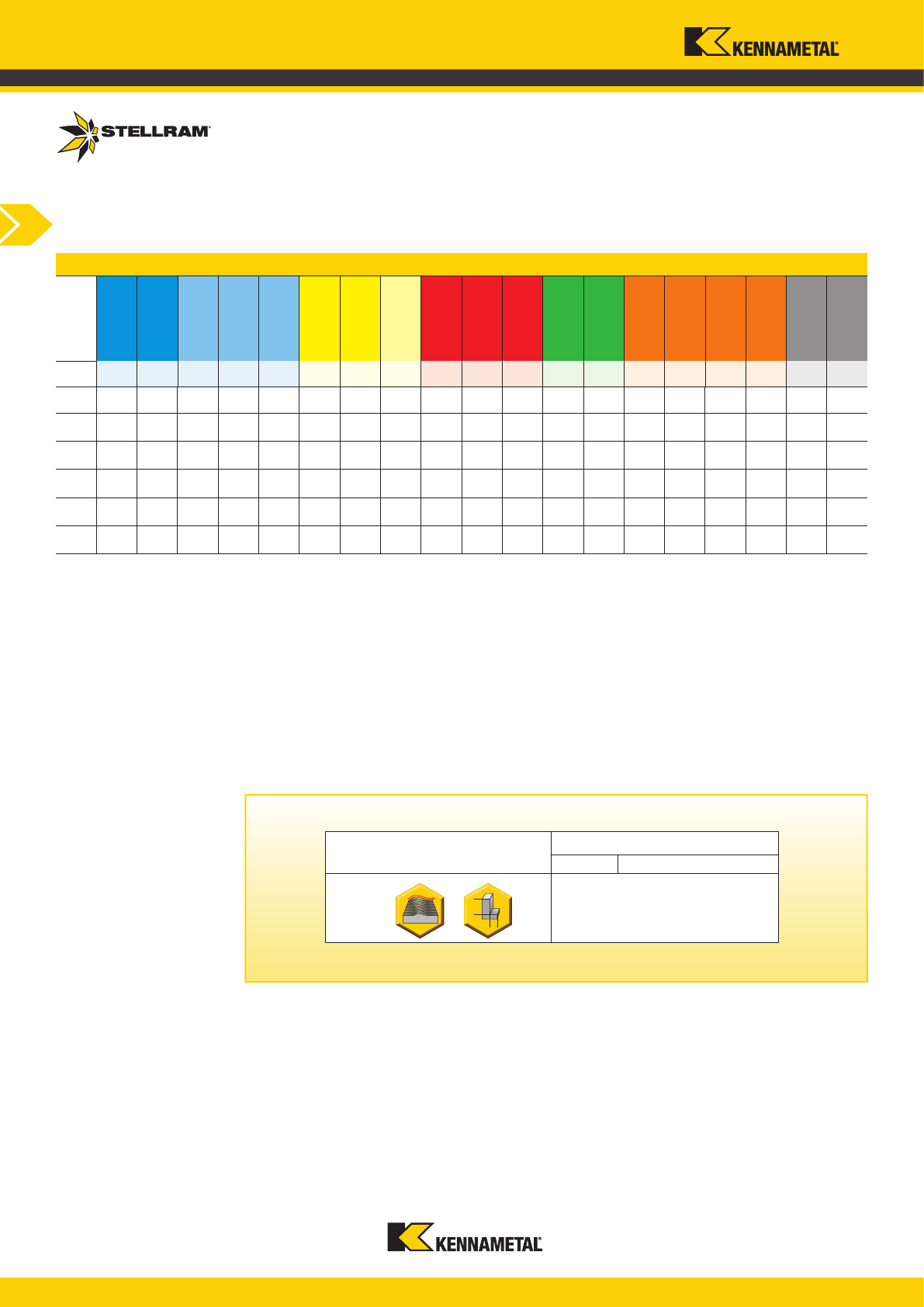
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
Note: HTA = High Temperature Alloys
For a
e
less than a
e
max, use correction factors stated above.
For a
e
max, use feeds stated above.
XE / XER
4 - Flute End Mill
Recommended Feeds
Solid Carbide
Aerospace End Mills
www.kennametal.com
B13
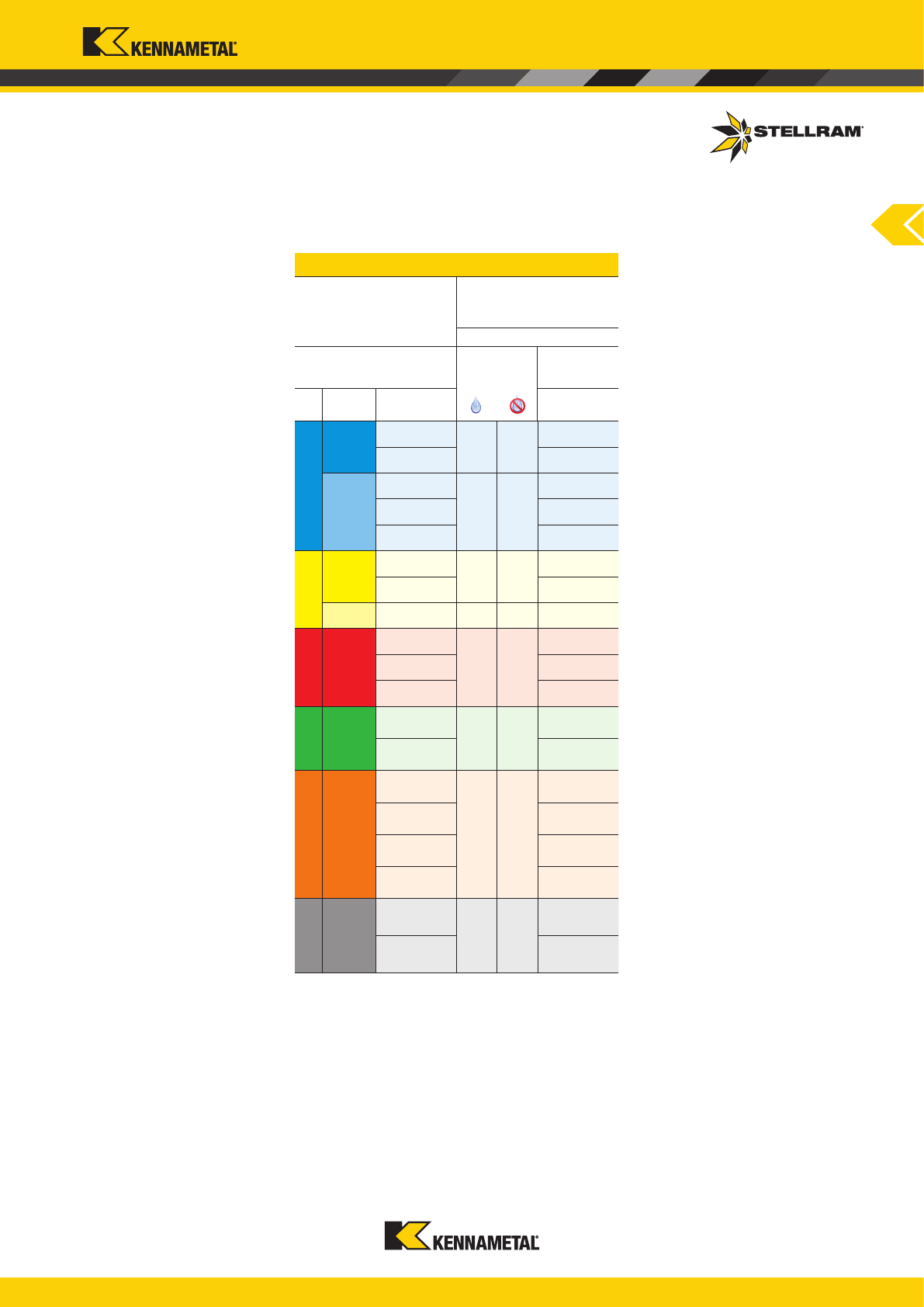
P
50 - 280
45 - 160
M
95 - 200
70 - 145
60 - 110
K
N
S
60 - 140
20 - 75
25 - 80
40 - 120
H
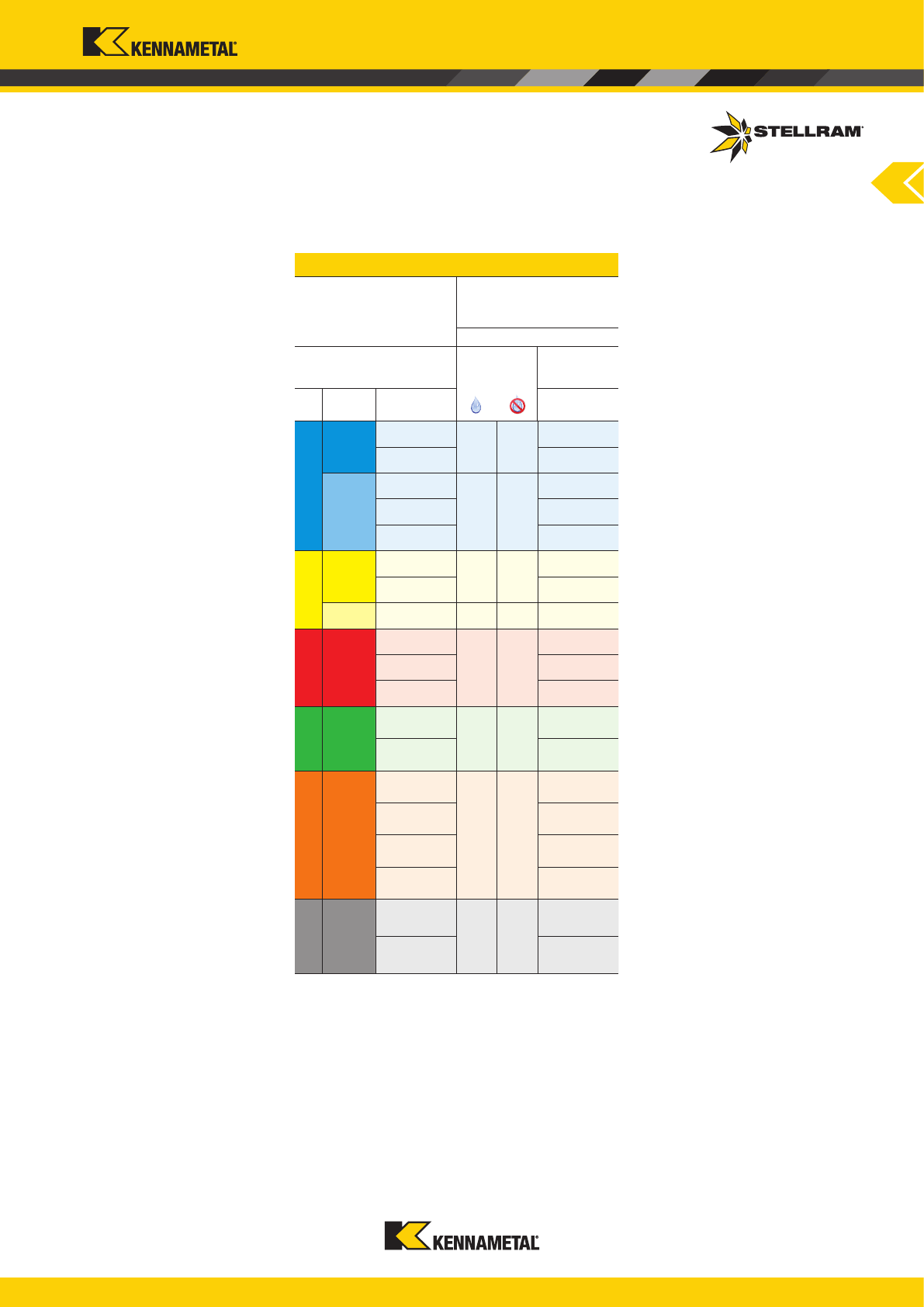
Aerospace End Mills
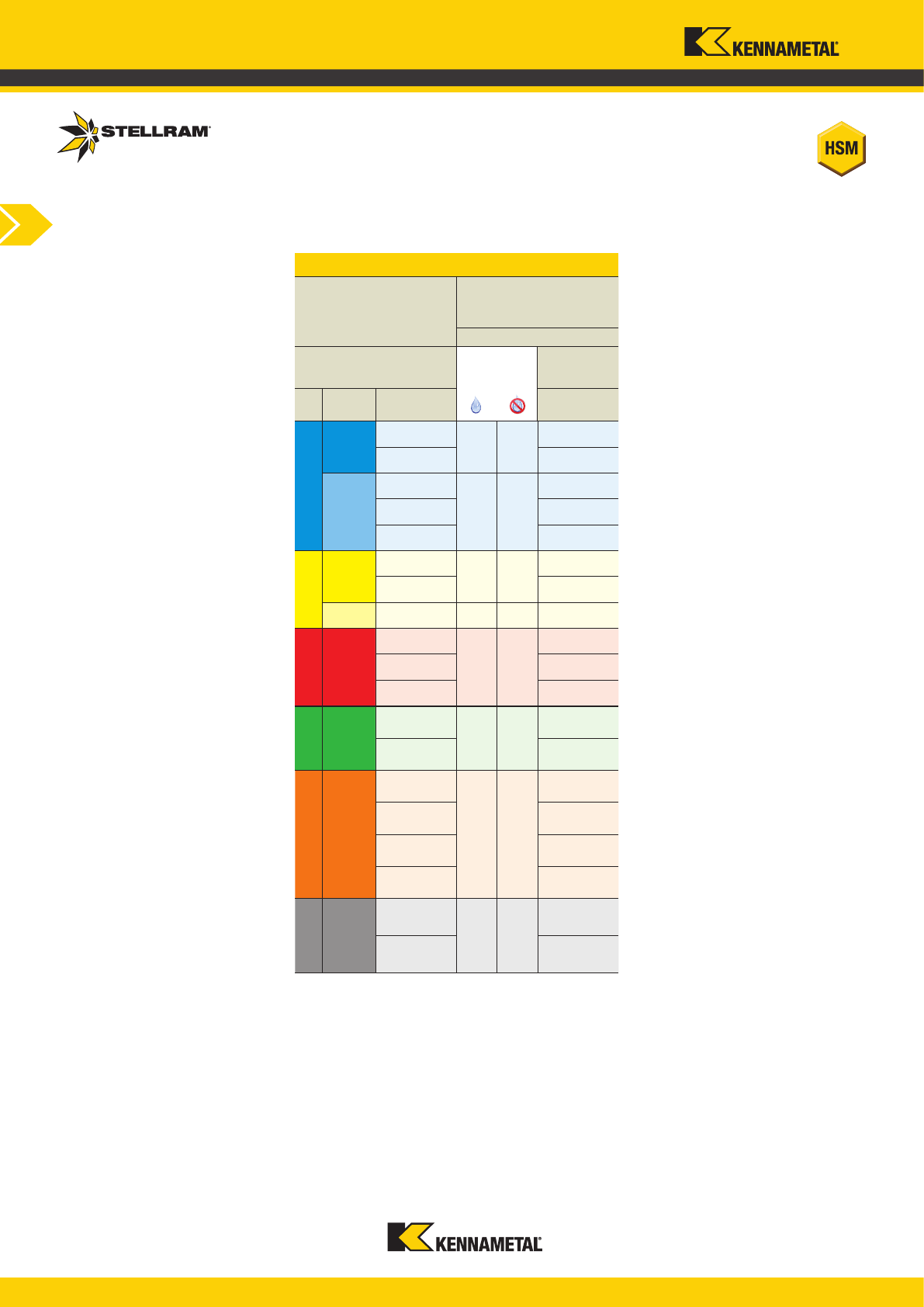
Recommended Possible
Speed v
c
(m/min)
XE / XER Series
Speed min. - max.
Coolant Recommendation
PVD
Standard
ISO Materials
Rm and
Hardness
SP4060
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
XE / XER
4 - Flute End Mill
Solid Carbide
Aerospace End Mills
Recommended Speeds
www.kennametal.com
B14

www.kennametal.com
B15
RSM Range:
Ø: 10,00mm - 25,00mm
Radii*: 0,50mm - 5,00mm
Z*: 6, 8 & 10
* Radii and Cutting edges
dependent on diameter
RSM AEROSPACE PROGRAM
The RSM program is specially designed to overcome a number of problems usually
associated with machining Titanium components, in particular the proling of walls, pockets
and surfaces in 2D and 3D applications.
Issues such as vibration and material tarnishing are signicantly reduced by the tool’s unique
geometry. The tool also features a reduced shank which offers optimum exibility. This allows
the user to obtain maximum reach and workholding length* to suit individual requirements,
thereby reducing required inventory.
* Recommended minimum secure clamping length is 2,5 x shank diameter.
CRSM / RSM
Solid Carbide
Aerospace End Mills
Shoulder
Milling -
Square Ended
Facing
www.kennametal.com
B16
031027 RSM100LM6X-E 10,00 125,00 20,00 9,00 20,00 0,50 6 - - -
031028 RSM100LM6X-G 10,00 125,00 20,00 9,00 20,00 1,00 6 - - -
031029 RSM100LM6X-K 10,00 125,00 20,00 9,00 20,00 2,00 6 - - -
031030 RSM100LM6X-M 10,00 125,00 20,00 9,00 20,00 3,00 6 - - -
031023 RSM120LM6X-E 12,00 125,00 24,00 10,00 24,00 0,50 6 - - -
031024 RSM120LM6X-G 12,00 125,00 24,00 10,00 24,00 1,00 6 - - -
031025 RSM120LM6X-K 12,00 125,00 24,00 10,00 24,00 2,00 6 - - -
031026 RSM120LM6X-M 12,00 125,00 24,00 10,00 24,00 3,00 6 - - -
031015 RSM160LM6X-G 16,00 150,00 32,00 14,00 32,00 1,00 6 - - -
031016 RSM160LM6X-K 16,00 150,00 32,00 14,00 32,00 2,00 6 - - -
031017 RSM160LM6X-M 16,00 150,00 32,00 14,00 32,00 3,00 6 - - -
031018 RSM160LM6X-P
16,00 150,00 32,00 14,00 32,00 4,00 6 - - -
031019 RSM160LM8X-G 16,00 150,00 32,00 14,00 32,00 1,00 8 - - -
031020 RSM160LM8X-K 16,00 150,00 32,00 14,00 32,00 2,00 8 - - -
031021 RSM160LM8X-M 16,00 150,00 32,00 14,00 32,00 3,00 8 - - -
031022 RSM160LM8X-P 16,00 150,00 32,00 14,00 32,00 4,00 8 - - -
031005 RSM200LM6X-G 20,00 160,00 39,00 18,00 39,00 1,00 6 - - -
031006 RSM200LM6X-K 20,00 160,00 39,00 18,00 39,00 2,00 6 - - -
031007 RSM200LM6X-M 20,00 160,00 39,00 18,00 39,00 3,00 6 - - -
031008 RSM200LM6X-P 20,00 160,00 39,00 18,00 39,00 4,00 6 - - -
031009 RSM200LM6X-Q 20,00 160,00 39,00 18,00 39,00 5,00 6 - - -
031010 RSM200LM8X-G 20,00 160,00 39,00 18,00 39,00 1,00 8 - - -
031011 RSM200LM8X-K 20,00 160,00
39,00 18,00 39,00 2,00 8 - - -
031012 RSM200LM8X-M 20,00 160,00 39,00 18,00 39,00 3,00 8 - - -
031013 RSM200LM8X-P 20,00 160,00 39,00 18,00 39,00 4,00 8 - - -
031014 RSM200LM8X-Q 20,00 160,00 39,00 18,00 39,00 5,00 8 - - -
033036 RSM250LM8X-K 25,00 160,00 47,00 22,00 47,00 2,00 8 - - -
033037 RSM250LM8X-M 25,00 160,00 47,00 22,00 47,00 3,00 8 - - -
033038 RSM250LM8X-P 25,00 160,00 47,00 22,00 47,00 4,00 8 - - -
033039 RSM250LM8X-Q 25,00 160,00 47,00 22,00 47,00 5,00 8 - - -
033040 RSM250LM10X-K 25,00 160,00 47,00 22,00 47,00 2,00 10 - - -
033041 RSM250LM10X-M 25,00 160,00 47,00 22,00 47,00 3,00 10 - - -
033042 RSM250LM10X-P 25,00 160,00 47,00 22,00 47,00 4,00 10 - - -
033043 RSM250LM10X-Q 25,00 160,00 47,00 22,00
47,00 5,00 10 - - -
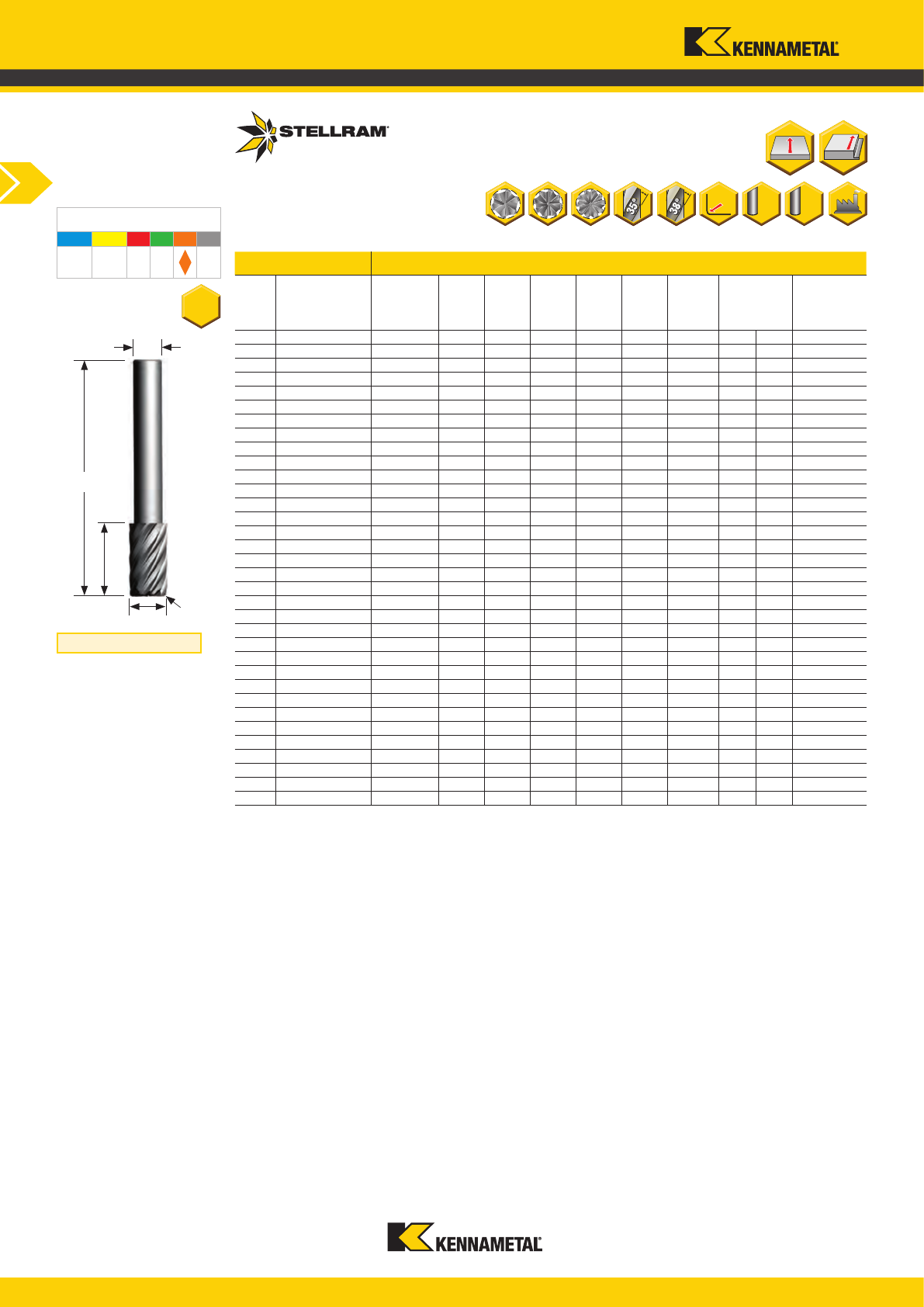
SU4000
P M K N S H
D
L
I
1
d
1
r
r
h6
HA
Uncoated
Aerospace End Mills
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max
Radius
r
No. of
Teeth
Helical Hole
min - max
Trochoidal
min
Multi-Flute End Mill
For technical information, refer to page B87.
Materials Application
Uncoated
RSM
Multi-Flute End Mill
Solid Carbide
Aerospace End Mills
www.kennametal.com
B17
RSM100 10,00 6 0,17 0,67 10,30 13,00 6,87 7,50
0,20
1,25
0,02 0,05
0,078 0,195 0,040 0,100
0,020 0,057
RSM120 12,00 6 0,20 0,80 12,80 15,60 10,24 9,00 1,80 0,078 0,195 0,040 0,100
RSM160 16,00 6 0,27 1,07 17,80 20,80 18,99 12,00 3,20 0,078 0,195 0,040 0,100
RSM160 16,00 8 0,20 0,80 12,00 20,80 9,60 12,00 3,20 0,090 0,225 0,046 0,115
RSM200 20,00 6 0,33 1,33 23,00 26,00 30,67 15,00 5,00 0,078 0,195 0,040 0,100
RSM200 20,00 8 0,25 1,00 16,00 26,00 16,00 15,00 5,00 0,090 0,225 0,046 0,115
RSM250 25,00 8 0,31 1,25 20,50 32,50 25,63 18,75 7,81 0,090 0,225 0,046 0,115
RSM250 25,00 10 0,25 1,00 15,50 32,50 15,50 18,75 7,81 0,101 0,251 0,051 0,128
Aerospace End Mills
Radius
+0,50
Radius
+0,50
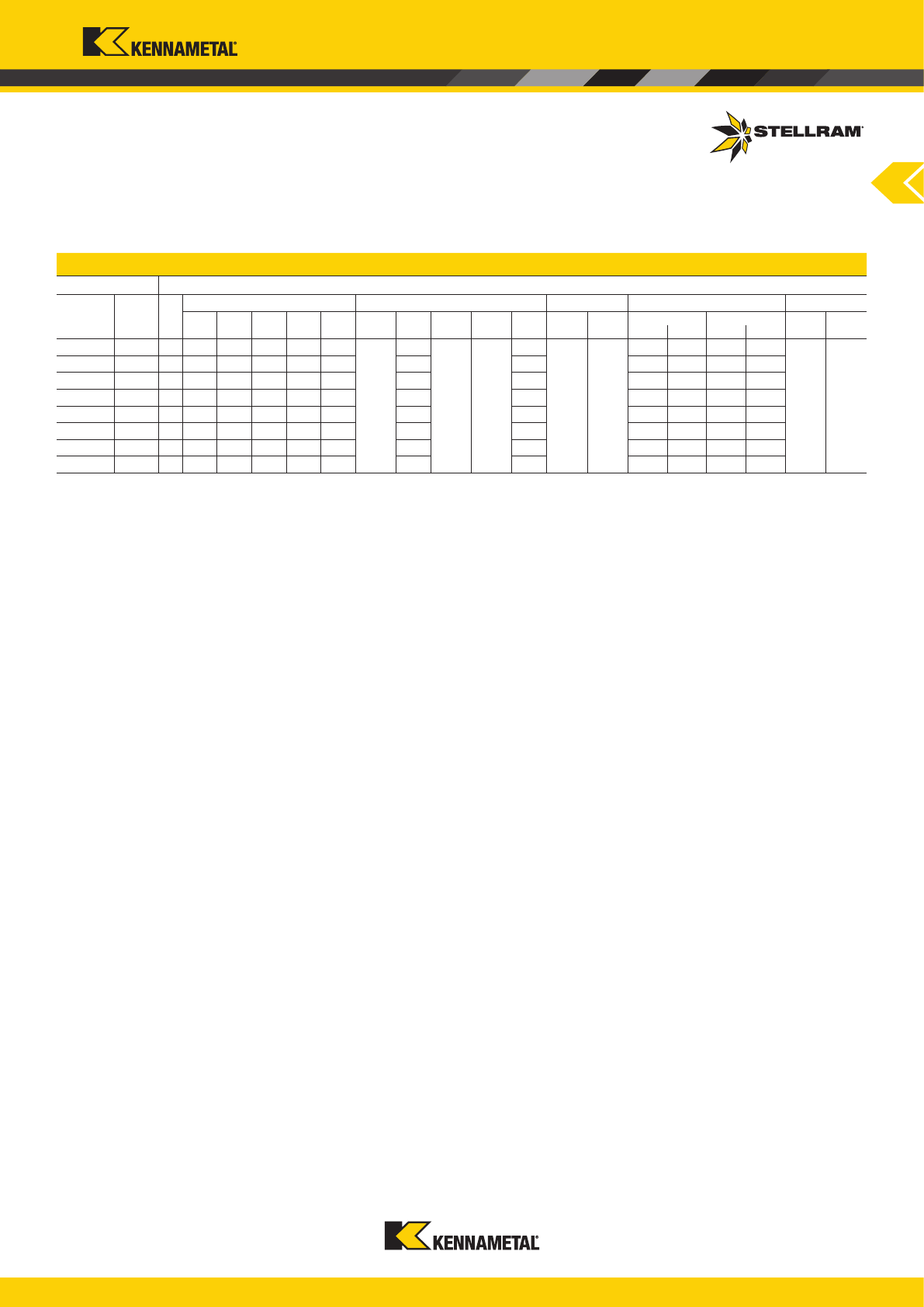
RSM Technical Information
Product Dimensions (mm)
Family
Description
Diameter Z
Proling
Facing Chip Thickness
Proling (mm/z)
Facing (mm/z)
a
e
min
a
e
max
a
p
min
a
p
max
a
d
max
mm
2
a
e
min
a
e
max
a
p
min
a
p
max
a
d
max
mm
2
h
m
min
h
m
max
for a
e
min for a
e
max
f
z
min
f
z
max
f
z
min f
z
max f
z
min f
z
max
Example based on values for RSM250 (Z=10)
When using a
e
max, Then a
p
= a
d
max mm
2
/ a
e
max
= 15,5 / 1
= 15,50mm
Example:
When using a
p
max, then a
e
= a
d
max mm
2
/ a
p
m ax
= 15,50 / 32,50
= 0,47mm
In the application of RSM end mills, it is vital that a
d
max mm
2
is not exceeded. For this, adjust a
e
& a
p
accordingly.
RSM
Multi-Flute End Mill
Solid Carbide
Aerospace End Mills
Recommended Feeds
www.kennametal.com
B18
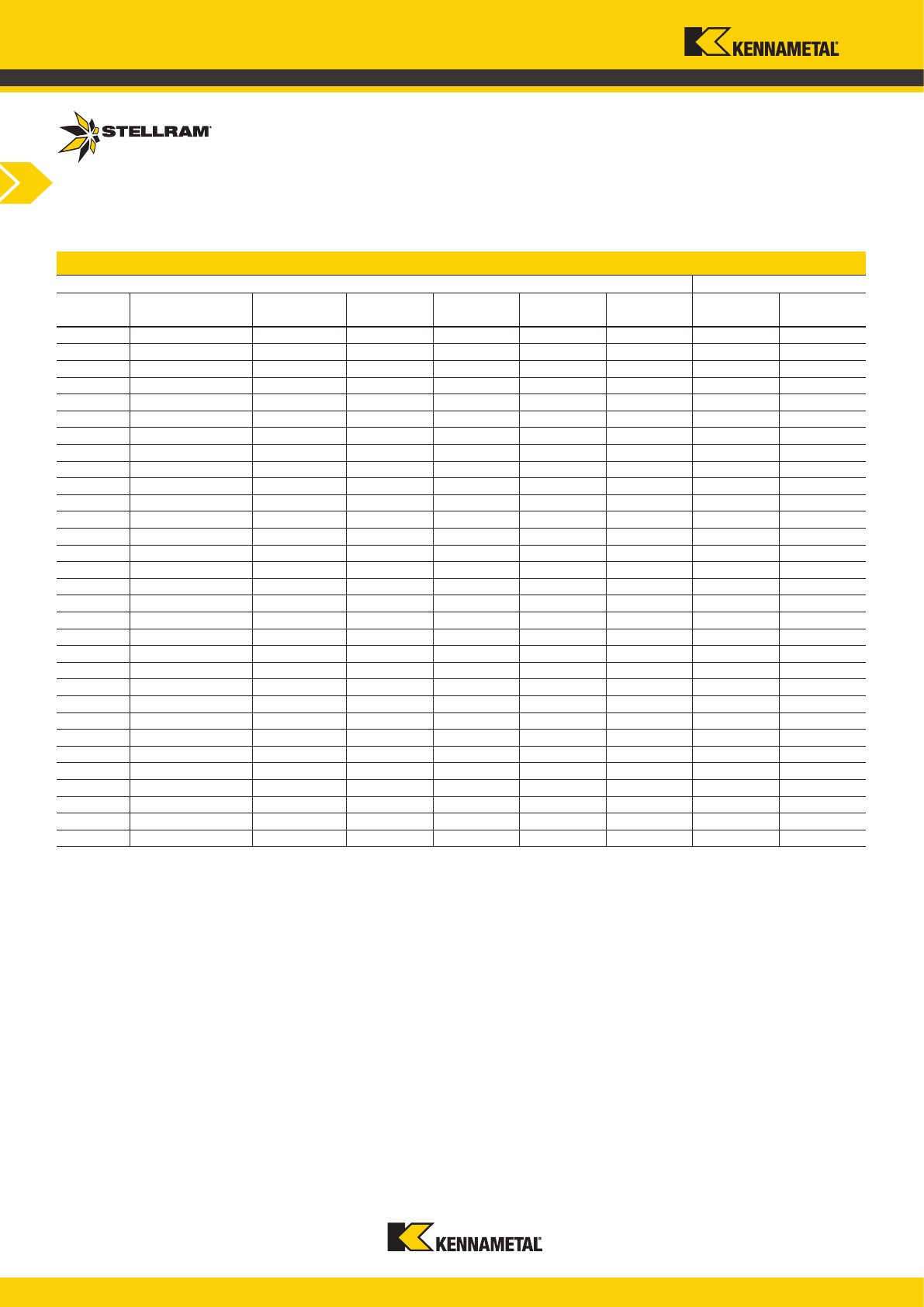
Ti-5Al-2.5Sn HRC36 1130 49 1,08 60 120
Ti-6Al-4Zr-2Mo-2Sn HRC28 900 31 0,67 60 130
Ti-6Al-4Zr-2Mo-2Sn-0.2Si HRC28 900 31 0,67 60 130
Ti-8Al-1Mo-1V HRC35 1100 49 1,08 60 120
Ti-11.5Mo-6Zr-4.5Sn - - 45 0,99 35 70
Ti-13V-11Cr-3Al
- -
45 0,99 35 70
Ti-3Al-8V-6Cr-4Mo-4Zr HRC32 1000 45 0,99 35 70
Ti-8Mo-8V-2Fe-3Al
- -
45 0,99 35 70
Ti-13V-11Cr-3Al HRC40 1270 70 1,53 30 60
Ti 10.2.3 HRC35 1100 62 1,35 25 60
Ti-15Mo HRC24 820 33 0,72 50 105
Ti-15-333 HRC32 1000 45 0,99 35 70
Ti 45Nb
- -
30 0,65 45 95
5Al-5V-5Mo-3Cr HRC40 1270 70 1,53 30 60
Ti-425 HRC36 1130 49 1,08 30 60
Ti-6AL-4V HRC30-34 1130 49 1,08 60 120
Ti-6Al-4V HRC35-39 1200 62 1,35 55 110
Ti-6Al-5Zr-0.5Mo-0.25Si - - 49 1,08 50 105
Ti-6Al-5Zr-4Mo-Cu-0.2Si
- -
49 1,08 50 105
Ti-6Al-6V-2Sn
HRC35 1100 49 1,08 50 110
Ti-7Al-4Mo
- -
45 0,99 50 105
3-2.5 HRC24 820 33 0,72 60 130
6-4ELI HRC32 1000 45 0,99 60 125
6-2-4-6 HRC36 1130 47 1,03 55 110
Ti-17 HRC38 1200 51 1,12 55 110
Ti-4Al-4Mo-2Sn-0.5Si HRC35 1100 49 1,08 50 105
Ti-4Al-4Mo-4Sn-0.5Si
- -
49 1,08 50 105
Ti 99.5 HRB100 780 30 0,65 90 185
Ti 99.6 HRB90 600 30 0,65 95 205
Ti 99.7 HRB80 510 30 0,65 105 220
Ti 99.8 HRB70 430 30 0,65 115 240
Aerospace End Mills
Material Reference Chart and Recommended Surface Speeds
Metric
Type Commercial Name Designation
Hardness
HRB HRC HB
Rm
N/mm2
WC (0.15)
W/cm
3
/min
WC (0.006)
Hp/in
3
/min
V
c
min
(m/min)
V
c
max
(m/min)
Titanium a ATI 5-2.5
Titanium a ATI 6-2-4-2®
Titanium a ATI 6-2-4-2Si
Titanium a ATI 8-1-1®
Titanium b -
Titanium b
-
Titanium b ATI 38-644®
Titanium b
-
Titanium b ATI 13-11-3
Titanium b ATI 10-2-3®
Titanium b ATI 15Mo®
Titanium b ATI 15-3-3-3®
Titanium b ATI 45Nb®
Titanium b - ab ATI Ti5-5-5-3 Alloy
Titanium ab ATI 425® MIL
Titanium ab ATI 6-4®
Titanium ab ATI 6-4®
Titanium ab -
Titanium ab
-
Titanium ab ATI 6-6-2®
Titanium ab
-
Titanium ab ATI 3-2.5®
Titanium ab ATI 6-4 ELI®
Titanium ab ATI 6-2-4-6®
Titanium ab ATI 17®
Titanium ab ATI 4-4-2®
Titanium ab
-
Pure Titanium ATI CP4®
Pure Titanium ATI CP3®
Pure Titanium ATI CP2®
Pure Titanium ATI CP1®
RSM
Multi-Flute End Mill
Recommended Speeds
Solid Carbide
Aerospace End Mills

www.kennametal.com
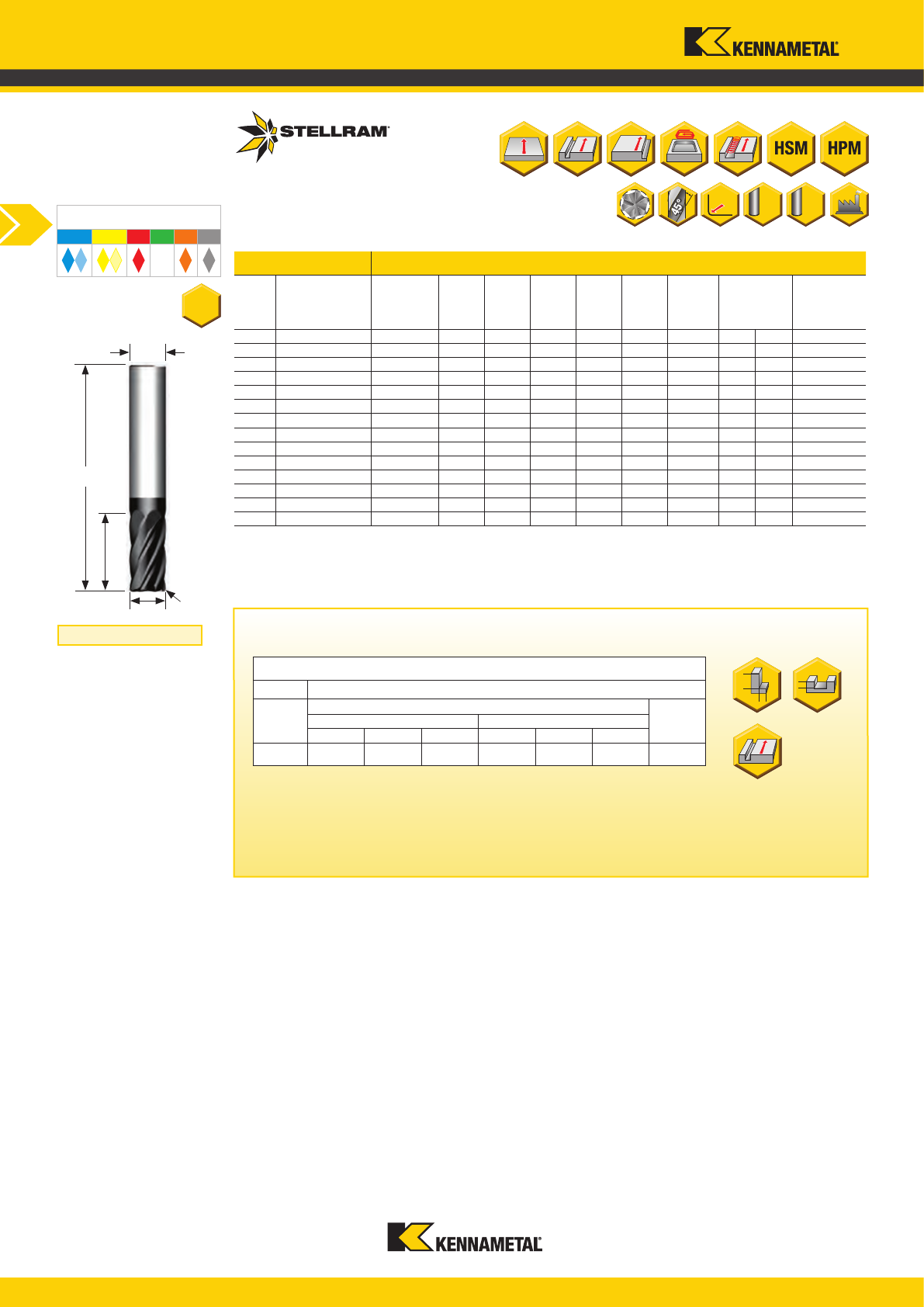
B19
Solid Carbide
Rapide End Mill
Range:
Ø: 2,00mm - 20,00mm
Z: 2,3,4 & 6
End Styles: Square Ended, Square
Ended with Radius, Ball Nosed
RAPIDE END MILLS
The Rapide family offers a comprehensive range of end mills suitable for High Speed and
High Performance Machining, in an array of materials including Steels, Stainless Steels,
High Temperature Alloys, Cast Irons, Hard Materials and Aluminium Alloys.
Key Features
• MaterialSpecicGeometries
• Advanced PVD coating
• Premium Micrograin Carbide
Benets
• Higher speeds and feeds achievable
• Rapid material removal
• Suitable for machining materials up to 65 HRC
• Dry machining possible
Rapide
Slotting -
Square Ended
Facing Shoulder
Milling -
Square Ended
Ramping Helical
Interpolation
Pocketing TrochoidalDrilling
www.kennametal.com
B20
a
p
a
e
a
p
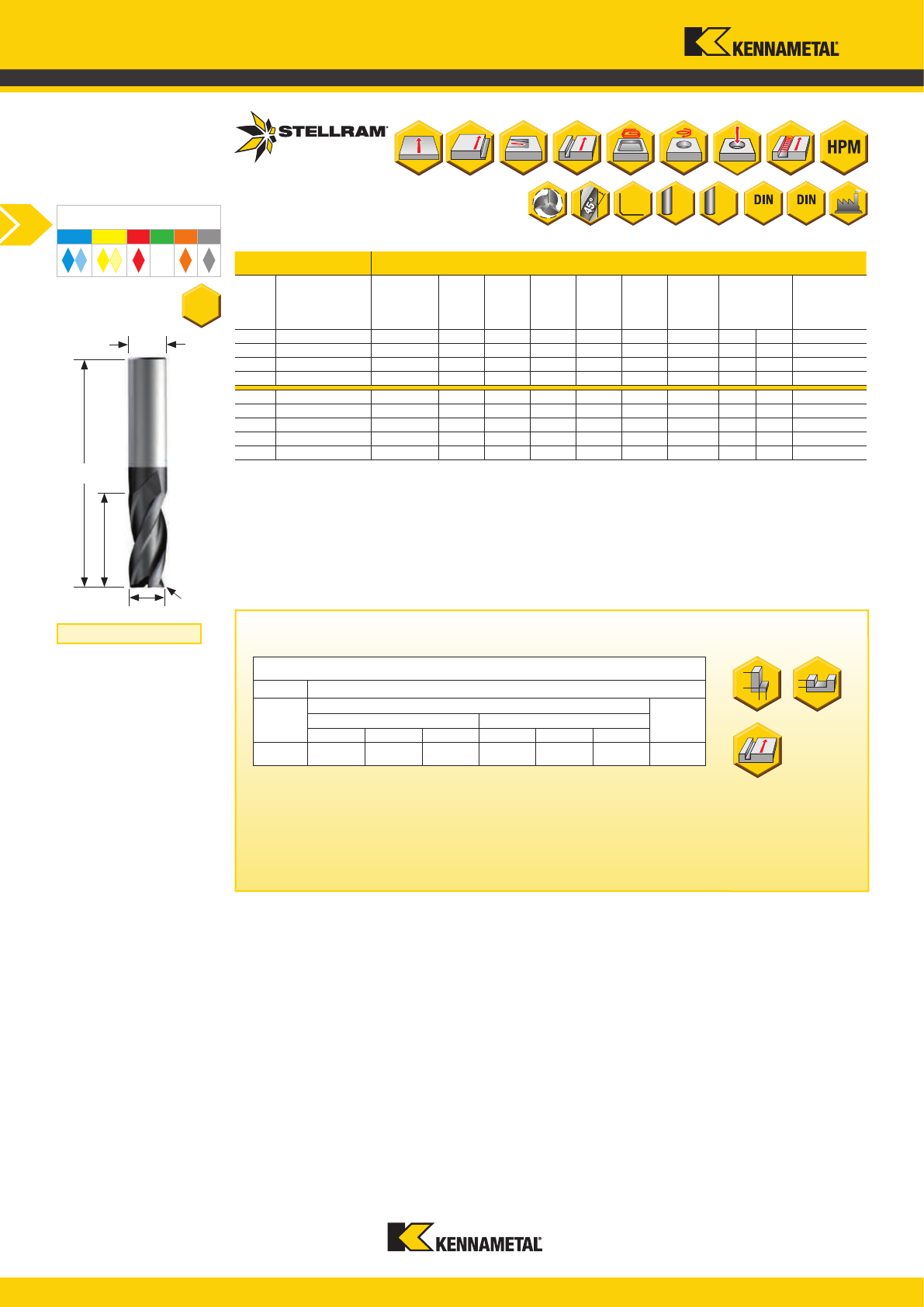
SP4035 0,1 - 0,5 D 0,05 - 2 D 0,05 - 0,1 D 0,05 - 2 D 0,1 - 1,5 D
SP4060
P M K N S H
034343 ERC 030NTN3 3,00 57,00 8,00 6,00 0,10 8,00 3 4,29 5,85 4,29
034344 ERC 040NTN3 4,00 57,00 11,00 6,00 0,10 11,00 3 5,72 7,80 5,72
034345 ERC 050NTN3 5,00 57,00 13,00 6,00 0,20 13,00 3 7,15 9,75 7,15
034346 ERC 060NN3 6,00 57,00 13,00 6,00 0,20 13,00 3 8,58 11,70 8,58
034347 ERC 080NN3 8,00 63,00 20,00 8,00 0,20 20,00 3 11,44 15,60 11,44
034348 ERC 100NN3 10,00 72,00 22,00 10,00 0,20 22,00 3 14,30 19,50 14,30
034349 ERC 120NN3 12,00 75,00 25,00 12,00 0,25 25,00 3 17,16 23,40 17,16
034839 ERC 160NN3 16,00 93,00 35,00 16,00 0,25 35,00 3 22,88 31,20 22,88
034351 ERC 200NN3 20,00 100,00 44,00 20,00 0,25 44,00 3 28,60 39,00 28,60
D
L
I
1
d
1
c
PVD
C x 45°
h6
HA
6535 6527L
Rapide High Performance / High Speed End Mills
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
c a
p
max*
No. of
Teeth
Helical Hole
min - max
Trochoidal
min
Mid - High Low - Mid
ERC - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions (mm)
Grade
Shoulder Milling
Roughing Finishing Slotting
a
e%
a
p%
f
z
a
e%
a
p%
f
z
a
p%
3 - Flute End Mill
* For a
p
max do not exceed 0,05 D (a
e
)
Note: For ramping angle, helical a
p
max. and trochoidal application details,
refer to pages B88 - B89.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
ERC
3 - Flute End Mill
Solid Carbide
Rapide End Mill
Slotting -
Square Ended
www.kennametal.com
B21
3,0
0,009 0,009 0,009 0,009 0,008 0,009 0,009 0,008 0,009 0,009 0,009
- -
0,009 0,007 0,007 0,009 0,006 0,006
0,014 0,014 0,014 0,014 0,013 0,014 0,013 0,011 0,014 0,013 0,013 0,014 0,011 0,010 0,014 0,010 0,010
4,0
0,012 0,012 0,012 0,012 0,011 0,012 0,012 0,010 0,012 0,012 0,012
- -
0,012 0,009 0,009 0,012 0,008 0,008
0,020 0,020 0,020 0,019 0,017 0,019 0,017 0,015 0,020 0,019 0,017 0,020 0,015 0,014 0,019 0,014 0,014
5,0
0,015 0,015 0,015 0,015 0,014 0,015 0,015 0,013 0,015 0,015 0,015
- -
0,015 0,011 0,011 0,015 0,010 0,010
0,027 0,027 0,027 0,025 0,022 0,025 0,022 0,020 0,027 0,025 0,022 0,027 0,020 0,019 0,026 0,019 0,018
6,0
0,018 0,018 0,018 0,018 0,016 0,018 0,018 0,015 0,018 0,018 0,018
- -
0,018 0,013 0,013 0,018 0,012 0,012
0,033 0,033 0,033
0,030 0,027 0,030 0,027 0,024 0,034 0,030 0,027 0,034 0,025 0,024 0,033 0,023 0,022
8,0
0,024 0,024 0,024 0,024 0,021 0,024 0,024 0,020 0,024 0,024 0,024
- -
0,024 0,018 0,018 0,024 0,016 0,016
0,049 0,049 0,049 0,043 0,037 0,043 0,037 0,033 0,051 0,043 0,037 0,051 0,036 0,035 0,047 0,033 0,030
10,0
0,030 0,030 0,030 0,030 0,026 0,030 0,030 0,025 0,030 0,030 0,030
- -
0,030 0,023 0,023 0,030 0,020 0,020
0,065 0,065 0,065 0,056 0,047 0,056 0,047 0,042 0,068 0,056 0,047 0,068 0,049 0,046 0,063 0,043 0,039
12,0
0,036 0,036 0,036 0,036 0,030 0,036 0,036 0,030 0,036 0,036 0,036
- -
0,036 0,029 0,029 0,036 0,024 0,024
0,082 0,082 0,082 0,070 0,057 0,070 0,057 0,051 0,087 0,070 0,057 0,087 0,062 0,058 0,079 0,053 0,049
16,0
0,048 0,048 0,048 0,048 0,039 0,048 0,048 0,040
0,048 0,048 0,048
- -
0,048 0,039 0,039 0,048 0,032 0,032
0,119 0,119 0,119 0,099 0,079 0,099 0,079 0,070 0,127 0,099 0,079 0,127 0,090 0,084 0,115 0,076 0,068
20,0
0,060 0,060 0,060 0,060 0,048 0,060 0,060 0,050 0,060 0,060 0,060
- -
0,060 0,050 0,050 0,060 0,040 0,040
0,160 0,160 0,160 0,130 0,101 0,130 0,101 0,090 0,171 0,130 0,101 0,171 0,120 0,112 0,152 0,100 0,089
0,05 D 2,30 x f
z
0,10 D 1,65 x f
z
0,15 D 1,40 x f
z
0,20 D 1,25 x f
z
0,30 D 1,09 x f
z
a
p
a
e
Rapide High Performance / High Speed End Mills
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
ERC Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
Note: HTA = High Temperature Alloys
For a
e
less than a
e
max, use correction factors stated above.
For a
e
max, use feeds stated above.
ERC
3 - Flute End Mill
Recommended Feeds
Solid Carbide
Rapide End Mill
www.kennametal.com
B22
P
80 - 360
70 - 320
70 - 320
50 - 280
45 - 160
M
80 - 160
55 - 120
50 - 90
K
100 - 225
70 - 155
65 - 130
N
S
50 - 110
15 - 60
20 - 65
30 - 100
H
60 - 140
50 - 130
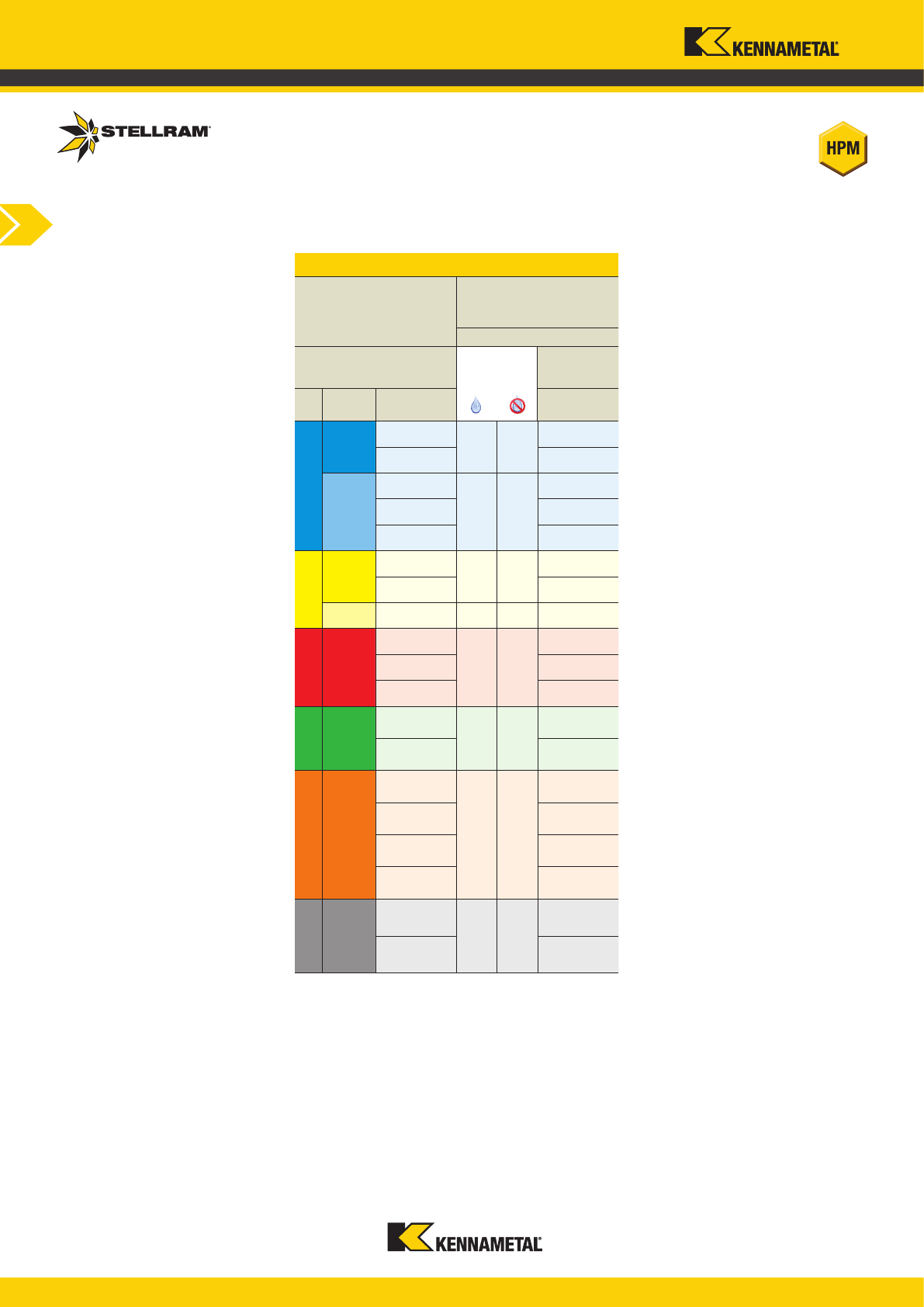
Rapide High Performance / High Speed End Mills
Recommended Possible
Speed v
c
(m/min)
ERC Series
Speed min. - max.
Coolant Recommendation
PVD
Standard
ISO Materials
Rm and
Hardness
SP4035
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
ERC
3 - Flute End Mill
Recommended Speeds
Solid Carbide
Rapide End Mill
www.kennametal.com
B23
- - - 0,01 - 0,05 D 0,1 - 1,25 D - 0,05 - 0,2 D
- - - 0,01 - 0,03 D 0,1 - 1 D - 0,05 - 0,1 D
SP4060
P M K N S H
034352 HE 020NTN4 2,00 50,00 6,00 6,00 6,00 4 - - 2,86
034353 HE 030NTN4 3,00 50,00 8,00 6,00 8,00 4 - - 4,29
034354 HE 040NTN4 4,00 50,00 11,00 6,00 11,00 4 - - 5,72
034355 HE 050NTN4 5,00 50,00 13,00 6,00 13,00 4 - - 7,15
034356 HE 060NN4 6,00 50,00 13,00 6,00 13,00 4 - - 8,58
034357 HE 080NN4 8,00 63,00 20,00 8,00 20,00 4 - - 11,44
034358 HE 100NN4 10,00 72,00 22,00 10,00 22,00 4 - - 14,30
034359 HE 120NN4 12,00 75,00 25,00 12,00 25,00 4 - - 17,16
034360 HE 160NN4 16,00 88,00 32,00 16,00 32,00 4 - - 22,88
D
L
I
1
d
1
PVD
90°
h6
HA
a
p
a
e
a
p
Rapide High Performance / High Speed End Mills
HE - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions (mm)
Material
Shoulder Milling
Roughing Finishing Slotting
a
e%
a
p%
f
z
a
e%
a
p%
f
z
a
p%
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max* No. of Teeth
Helical Hole
min - max
Trochoidal
min
Alloyed
Steel
Cast Iron
Hard
Materials
4 - Flute End Mill
* For a
p
max do not exceed 0.05 D (a
e
)
Note: For trochoidal application details, refer to pages B88 - B89.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
HE
4 - Flute End Mill
Solid Carbide
Rapide End Mill
Slotting -
Square Ended
www.kennametal.com
B24
0,01 5,00 x f
z
0,03 2,90 x f
z
0,05 2,25 x f
z
0,08 1,85 x f
z
2,0
- -
0,005 0,005 0,005
- - -
0,005 0,005 0,005
- - - - - -
0,003 0,003
0,007 0,007 0,007 0,007 0,007 0,007 0,005 0,005
3,0
- -
0,008 0,008 0,007
- - -
0,008 0,008 0,008
- - - - - -
0,005 0,005
0,012 0,012 0,011 0,012 0,012 0,011 0,008 0,008
4,0
- -
0,010 0,010 0,009
- - -
0,010 0,010 0,010
- - - - - -
0,006 0,006
0,017 0,016 0,015 0,017 0,016 0,015 0,011 0,011
5,0
- -
0,013 0,013 0,011
- - -
0,013 0,013 0,013
- - - - - -
0,008 0,008
0,023 0,021 0,020 0,023 0,021 0,020 0,015 0,015
6,0
- -
0,015 0,015 0,013
- - -
0,015 0,015 0,015
- - - - - -
0,009 0,009
0,029 0,026
0,024 0,029 0,026 0,024 0,019 0,018
8,0
- -
0,020 0,020 0,017
- - -
0,020 0,020 0,020
- - - - - -
0,012 0,012
0,042 0,037 0,033 0,042 0,037 0,033 0,026 0,025
10,0
- -
0,025 0,025 0,021
- - -
0,025 0,025 0,025
- - - - - -
0,015 0,015
0,057 0,048 0,042 0,057 0,048 0,042 0,034 0,032
12,0
- -
0,030 0,030 0,025
- - -
0,030 0,030 0,030
- - - - - -
0,018 0,018
0,072 0,060 0,051 0,072 0,060 0,051 0,043 0,039
16,0
- -
0,040 0,040 0,032
- - -
0,040 0,040 0,040
- - - - - -
0,024 0,024
0,104 0,085 0,070 0,104 0,085 0,070 0,061 0,055
a
p
a
e
Rapide High Performance / High Speed End Mills
Note: HTA = High Temperature Alloys
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
HE Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
For a
e
less than a
e
max, use correction factors stated above.
For a
e
max, use feeds stated above.
HE
4 - Flute End Mill
Recommended Feeds
Solid Carbide
Rapide End Mill
www.kennametal.com
B25
P
70 - 320
50 - 280
45 - 160
M
K
100 - 225
70 - 155
65 - 130
N
S
H
60 - 140
50 - 130
Rapide High Performance / High Speed End Mills
Recommended Possible
Speed v
c
(m/min)
HE Series
Speed min. - max.
Coolant Recommendation
PVD
Standard
ISO Materials
Rm and
Hardness
SP4035
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
HE
4 - Flute End Mill
Recommended Speeds
Solid Carbide
Rapide End Mill
www.kennametal.com
B26
SP4060
P M K N S H
- - - 0,01 - 0,05 D 0,1 - 1,25 D 0,05 - 0,2 D
- - - 0,01 - 0,03 D 0,1 - 1 D 0,05 - 0,1 D
034361 HER 060NN4-E 6,00 50,00 13,00 6,00 0,50 13,00 4 - - 8,58
034362 HER 060NN4-G 6,00 50,00 13,00 6,00 1,00 13,00 4 - - 8,58
034363 HER 080NN4-E 8,00 63,00 20,00 8,00 0,50 20,00 4 - - 11,44
034364 HER 080NN4-G 8,00 63,00 20,00 8,00 1,00 20,00 4 - - 11,44
034365 HER 100NN4-E 10,00 72,00 22,00 10,00 0,50 22,00 4 - - 14,30
034366 HER 100NN4-G 10,00 72,00 22,00 10,00 1,00 22,00 4 - - 14,30
034367 HER 120NN4-E 12,00 75,00 25,00 12,00 0,50 25,00 4 - - 17,16
034368 HER 120NN4-G 12,00 75,00 25,00 12,00 1,00 25,00 4 - - 17,16
D
L
I
1
d
1
r
PVD
r
h6
HA
a
p
a
e
a
p
Rapide High Performance / High Speed End Mills
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
r a
p
max*
No. of
Teeth
Helical Hole
min - max
Trochoidal
min
HER - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions (mm)
Material
Shoulder Milling
Roughing Finishing Slotting
a
e%
a
p%
f
z
a
e%
a
p%
f
z
a
p%
Alloyed
Steel
Low - Mid
Cast Iron
Hard
Materials
Low - Mid
4 - Flute End Mill
* For a
p
max do not exceed 0,05 D (a
e
)
Note: For trochoidal application details, refer to pages B88 - B89.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
HER
4 - Flute End Mill
Solid Carbide
Rapide End Mill
Slotting -
Square Ended
www.kennametal.com
B27
2,0 - -
0,005 0,005 0,005
- - -
0,005 0,005 0,005
- - - - - -
0,003 0,003
0,007 0,007 0,007 0,007 0,007 0,007 0,005 0,005
3,0 - -
0,008 0,008 0,007
- - -
0,008 0,008 0,008
- - - - - -
0,005 0,005
0,012 0,012 0,011 0,012 0,012 0,011 0,008 0,008
4,0 - -
0,010 0,010 0,009
- - -
0,010 0,010 0,010
- - - - - -
0,006 0,006
0,017 0,016 0,015 0,017 0,016 0,015 0,011 0,011
5,0 - -
0,013 0,013 0,011
- - -
0,013 0,013 0,013
- - - - - -
0,008 0,008
0,023 0,021 0,020 0,023 0,021 0,020 0,015 0,015
6,0 - -
0,015 0,015 0,013
- - -
0,015 0,015 0,015
- - - - - -
0,009 0,009
0,029 0,026
0,024 0,029 0,026 0,024 0,019 0,018
8,0 - -
0,020 0,020 0,017
- - -
0,020 0,020 0,020
- - - - - -
0,012 0,012
0,042 0,037 0,033 0,042 0,037 0,033 0,026 0,025
10,0 - -
0,025 0,025 0,021
- - -
0,025 0,025 0,025
- - - - - -
0,015 0,015
0,057 0,048 0,042 0,057 0,048 0,042 0,034 0,032
12,0 - -
0,030 0,030 0,025
- - -
0,030 0,030 0,030
- - - - - -
0,018 0,018
0,072 0,060 0,051 0,072 0,060 0,051 0,043 0,039
16,0 - -
0,040 0,040 0,032
- - -
0,040 0,040 0,040
- - - - - -
0,024 0,024
0,104 0,085 0,070 0,104 0,085 0,070 0,061 0,055
0,01 5,00 x f
z
0,03 2,90 x f
z
0,05 2,25 x f
z
0,08 1,85 x f
z
a
p
a
e
Rapide High Performance / High Speed End Mills
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
Note: HTA = High Temperature Alloys
HER Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
For a
e
less than a
e
max, use correction factors stated above.
For a
e
max, use feeds stated above.
HER
4 - Flute End Mill
Recommended Feeds
Solid Carbide
Rapide End Mill
www.kennametal.com
B28
P
70 - 320
50 - 280
45 - 160
M
K
100 - 225
70 - 155
65 - 130
N
S
H
60 - 140
50 - 130
Rapide High Performance / High Speed End Mills
Recommended Possible
Speed v
c
(m/min)
HER Series
Speed min. - max.
Coolant Recommendation
PVD
Standard
ISO Materials
Rm and
Hardness
SP4035
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
HER
4 - Flute End Mill
Recommended Speeds
Solid Carbide
Rapide End Mill
www.kennametal.com
B29
- - - 0,03 - 0,05 D 0,1 - 0,8 D - 0,05 - 0,2 D
- - - 0,01 - 0,03 D 0,1 - 0,5 D - 0,05 - 0,1 D
SP4060
P M K N S H
034375 HB 030LTL2 3,00 63,00 8,00 6,00 8,00 2 - - -
034376 HB 040LTL2 4,00 63,00 8,00 6,00 8,00 2 - - -
034377 HB 060LL2 6,00 75,00 12,00 6,00 12,00 2 - - -
034378 HB 080LL2 8,00 75,00 14,00 8,00 14,00 2 - - -
034379 HB 100LL2 10,00 100,00 18,00 10,00 18,00 2 - - -
034380 HB 120LL2 12,00 100,00 22,00 12,00 22,00 2 - - -
D
L
I
1
d
1
PVD
Full
Radius
h6
HA
a
p
a
e
a
p
Rapide High Performance / High Speed End Mills
HB - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions
Material
Shoulder Milling
Roughing Finishing Slotting
a
e%
a
p%
f
z
a
e%
a
p%
f
z
a
p%
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max No. of Teeth
Helical Hole
min - max
Trochoidal
min
Alloyed
Steel
Cast Iron
Hard
Materials
2-Flute Ball Nose End Mill
For copy milling & shoulder milling applications, refer to page B90.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
HB
2 - Flute Ball Nose End Mill
Solid Carbide
Rapide End Mill
Slotting -
Ball Nosed
www.kennametal.com
B30
3,0 - -
0,008 0,008 0,007
- - -
0,008 0,008 0,008
- - - - - -
0,005 0,005
0,012 0,012 0,011 0,012 0,012 0,011 0,008 0,008
4,0 - -
0,010 0,010 0,009
- - -
0,010 0,010 0,010
- - - - - -
0,006 0,006
0,017 0,016 0,015 0,017 0,016 0,015 0,011 0,011
6,0 - -
0,015 0,015 0,013
- - -
0,015 0,015 0,015
- - - - - -
0,009 0,009
0,029 0,026 0,024 0,029 0,026 0,024 0,019 0,018
8,0 - -
0,020 0,020 0,017
- - -
0,020 0,020 0,020
- - - - - -
0,012 0,012
0,042 0,037 0,033 0,042 0,037 0,033 0,026 0,025
10,0 - -
0,025 0,025 0,021
- - -
0,025 0,025 0,025
- - - - - -
0,015 0,015
0,057 0,048
0,042 0,057 0,048 0,042 0,034 0,032
12,0 - -
0,030 0,030 0,025
- - -
0,030 0,030 0,030
- - - - - -
0,018 0,018
0,072 0,060 0,051 0,072 0,060 0,051 0,043 0,039
a
p
a
e
Rapide High Performance / High Speed End Mills
For copy milling & shoulder milling
applications, refer to page B90.
Note: HTA = High Temperature Alloys
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
HB Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
HB
2 - Flute Ball Nose End Mill
Recommended Feeds
Solid Carbide
Rapide End Mill
www.kennametal.com
B31
P
90 - 400
60 - 350
55 - 200
M
K
120 - 280
90 - 190
80 - 160
N
S
H
80 - 175
70 - 160
Rapide High Performance / High Speed End Mills
Recommended Possible
Speed v
c
(m/min)
HB Series
Speed min. - max.
Coolant Recommendation
PVD
Standard
ISO Materials
Rm and
Hardness
SP4035
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
HB
2 - Flute Ball Nose End Mill
Recommended Speeds
Solid Carbide
Rapide End Mill
www.kennametal.com
B32
SP4060
P M K N S H
SP4035 - - - 0,01 - 0,1 D 0,05 - 2 D - 0,05 D
034333 HMR 030NTN6-C 3,00 50,00 10,00 6,00 0,25 10,00 6 - - 4,29
034334 HMR 040NTN6-C 4,00 50,00 10,00 6,00 0,25 10,00 6 - - 5,72
034335 HMR 050NTN6-C 5,00 50,00 15,00 6,00 0,25 15,00 6 - - 7,15
034336 HMR 060NN6-C 6,00 50,00 20,00 6,00 0,25 20,00 6 - - 8,58
034645 HMR 060NN6-E 6,00 50,00 20,00 6,00 0,50 20,00 6 - - 8,58
034337 HMR 080NN6-C 8,00 63,00 20,00 8,00 0,25 20,00 6 - - 11,44
034646 HMR 080NN6-E 8,00 63,00 20,00 8,00 0,50 20,00 6 - - 11,44
034338 HMR 100NN6-C 10,00 72,00 25,00 10,00 0,25 25,00 6 - - 14,30
034339 HMR 100NN6-E 10,00 72,00 25,00 10,00 0,50 25,00 6 - - 14,30
034340 HMR 120NN6-C 12,00 75,00 25,00 12,00 0,25 25,00 6 - - 17,16
034647 HMR 120NN6-E 12,00 75,00 25,00 12,00 0,50 25,00 6 - - 17,16
034341 HMR 160NN6-C
16,00 93,00 30,00 16,00 0,25 30,00 6 - - 22,88
034648 HMR 160NN6-E 16,00 93,00 30,00 16,00 0,50 30,00 6 - - 22,88
034342 HMR 200NN6-C 20,00 100,00 44,00 20,00 0,25 44,00 6 - - 28,60
D
L
I
1
d
1
r
PVD
a
p
a
e
a
p
r
HA
h6
Rapide High Performance / High Speed End Mills
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
r a
p
max*
No. of
Teeth
Helical Hole
min - max
Trochoidal
min
HMR - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions (mm)
Grade
Shoulder Milling
Roughing Finishing Slotting
a
e%
a
p%
f
z
a
e%
a
p%
f
z
a
p%
6 - Flute End Mill
* For a
p
max do not exceed 0,05 D (a
e
)
Note: For trochoidal application details, refer to pages B88 - B89.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
HMR
6 - Flute End Mill
Solid Carbide
Rapide End Mill
Slotting -
Square Ended
www.kennametal.com
B33
3,0
0,008 0,008 0,008 0,008 0,007
- - -
0,008 0,008 0,008
- -
0,008 0,005 0,005 0,008 0,005 0,005
0,012 0,012 0,012 0,012 0,011 0,012 0,012 0,011 0,012 0,009 0,009 0,013 0,008 0,008
4,0
0,010 0,010 0,010 0,010 0,009
- - -
0,010 0,010 0,010
- -
0,010 0,006 0,006 0,010 0,006 0,006
0,017 0,017 0,017 0,016 0,015 0,017 0,016 0,015 0,017 0,012 0,012 0,017 0,011 0,011
5,0
0,013 0,013 0,013 0,013 0,011
- - -
0,013 0,013 0,013
- -
0,013 0,008 0,008 0,013 0,008 0,008
0,023 0,023 0,023 0,021 0,020 0,023 0,021 0,020 0,023 0,017 0,016 0,023 0,015 0,015
6,0
0,015 0,015 0,015 0,015 0,013
- - -
0,015 0,015 0,015
- -
0,015 0,010 0,010 0,015 0,009 0,009
0,029 0,029 0,029 0,026 0,024 0,029 0,026 0,024 0,029 0,021 0,020 0,028
0,019 0,018
8,0
0,020 0,020 0,020 0,020 0,017
- - -
0,020 0,020 0,020
- -
0,020 0,014 0,014 0,020 0,012 0,012
0,042 0,042 0,042 0,037 0,033 0,042 0,037 0,033 0,042 0,030 0,028 0,041 0,026 0,025
10,0
0,025 0,025 0,025 0,025 0,021
- - -
0,025 0,025 0,025
- -
0,025 0,018 0,018 0,025 0,015 0,015
0,057 0,057 0,057 0,048 0,042 0,057 0,048 0,042 0,057 0,041 0,037 0,054 0,034 0,032
12,0
0,030 0,030 0,030 0,030 0,025
- - -
0,030 0,030 0,030
- -
0,030 0,022 0,022 0,030 0,018 0,018
0,072 0,072 0,072 0,060 0,051 0,072 0,060 0,051 0,072 0,051 0,047 0,068 0,043 0,039
16,0
0,040 0,040 0,040 0,040 0,032
- - -
0,040 0,040 0,040
- -
0,040 0,030 0,030 0,040 0,024 0,024
0,104 0,104 0,104 0,085 0,070 0,104 0,085 0,070 0,104 0,075
0,067 0,098 0,061 0,055
20,0
0,050 0,050 0,050 0,050 0,040
- - -
0,050 0,050 0,050
- -
0,050 0,038 0,038 0,050 0,030 0,030
0,140 0,140 0,140 0,111 0,090 0,140 0,111 0,090 0,140 0,100 0,089 0,130 0,079 0,071
0,01 5,00 x f
z
0,03 2,90 x f
z
0,05 2,25 x f
z
0,08 1,85 x f
z
a
p
a
e
Rapide High Performance / High Speed End Mills
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
Note: HTA = High Temperature Alloys
HMR Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
For a
e
less than a
e
max, use correction factors stated above.
For a
e
max, use feeds stated above.
HMR
6 - Flute End Mill
Recommended Feeds
Solid Carbide
Rapide End Mill
www.kennametal.com
B34
P
100 - 450
90 - 400
90 - 400
60 - 350
55 - 200
M
K
120 - 280
90 - 190
80 - 160
N
S
60 - 140
20 - 75
25 - 80
40 - 120
H
80 - 175
70 - 160
Rapide High Performance / High Speed End Mills
Recommended Possible
Speed v
c
(m/min)
HMR Series
Speed min. - max.
Coolant Recommendation
PVD
Standard
ISO Materials
Rm and
Hardness
SP4035
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
HMR
6 - Flute End Mill
Recommended Speeds
Solid Carbide
Rapide End Mill
www.kennametal.com
B35
3,0
0,009 0,009 0,009 0,009 0,008 0,009 0,009 0,008 0,009 0,009 0,009
- -
0,009 0,006 0,006 0,009 0,006 0,006
0,014 0,014 0,014 0,014 0,013 0,013 0,012 0,011 0,014 0,013 0,013 0,014 0,010 0,010 0,013 0,010 0,010
4,0
0,012 0,012 0,012 0,012 0,011 0,012 0,012 0,010 0,012 0,012 0,012
- -
0,012 0,009 0,009 0,012 0,008 0,008
0,020 0,020 0,020 0,019 0,017 0,019 0,017 0,015 0,020 0,019 0,017 0,020 0,015 0,015 0,019 0,014 0,014
5,0
0,015 0,015 0,015 0,015 0,014 0,015 0,015 0,013 0,015 0,015 0,015
- -
0,016 0,011 0,011 0,015 0,010 0,010
0,027 0,027 0,027 0,025 0,022 0,024 0,022 0,020 0,027 0,025 0,022 0,027 0,020 0,019 0,026 0,019 0,018
6,0
0,018 0,018 0,018 0,018 0,016 0,018 0,018 0,015 0,018 0,018 0,018
- -
0,018 0,013 0,013 0,018 0,012 0,012
0,033 0,033 0,033
0,030 0,027 0,030 0,027 0,024 0,034 0,030 0,027 0,034 0,025 0,024 0,033 0,023 0,022
8,0
0,024 0,024 0,024 0,024 0,021 0,024 0,024 0,020 0,024 0,024 0,024
- -
0,024 0,018 0,018 0,024 0,016 0,016
0,049 0,049 0,049 0,043 0,037 0,043 0,037 0,033 0,051 0,043 0,037 0,051 0,036 0,035 0,047 0,033 0,030
10,0
0,030 0,030 0,030 0,030 0,026 0,030 0,030 0,025 0,030 0,030 0,030
- -
0,030 0,023 0,023 0,030 0,020 0,020
0,065 0,065 0,065 0,056 0,047 0,056 0,047 0,042 0,068 0,056 0,047 0,068 0,049 0,046 0,063 0,043 0,039
12,0
0,036 0,036 0,036 0,036 0,030 0,036 0,036 0,030 0,036 0,036 0,036
- -
0,036 0,029 0,029 0,036 0,024 0,024
0,082 0,082 0,082 0,070 0,057 0,070 0,057 0,051 0,087 0,070 0,057 0,087 0,062 0,058 0,079 0,053 0,049
16,0
0,048 0,048 0,048 0,048 0,039 0,042 0,048 0,040
0,048 0,048 0,048
- -
0,048 0,039 0,039 0,048 0,032 0,032
0,119 0,119 0,119 0,099 0,079 0,084 0,079 0,070 0,127 0,099 0,079 0,127 0,090 0,084 0,115 0,076 0,068
20,0
0,060 0,060 0,060 0,060 0,048 0,060 0,060 0,050 0,060 0,060 0,060
- -
0,060 0,050 0,050 0,060 0,040 0,040
0,160 0,160 0,160 0,130 0,101 0,130 0,101 0,090 0,171 0,130 0,101 0,171 0,120 0,112 0,152 0,100 0,089
0,01 5,00 x f
z
0,03 2,90 x f
z
0,05 2,25 x f
z
0,08 1,85 x f
z
Recommended Feeds
Solid Carbide
Rapide End Mill
a
p
a
e
Rapide High Performance / High Speed End Mills
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
Note: HTA = High Temperature Alloys
HMR Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
For a
e
less than a
e
max, use correction factors stated above.
For a
e
max, use feeds stated above.
HMR
6 - Flute End Mill
www.kennametal.com
B36
P
80 - 360
70 - 320
70 - 320
50 - 280
45 - 160
M
80 - 160
55 - 120
55 - 90
K
100 - 225
70 - 155
65 - 130
N
S
50 - 110
15 - 60
20 - 65
30 - 100
H
60 - 140
50 - 130
Rapide High Performance / High Speed End Mills
Recommended Possible
Speed v
c
(m/min)
HMR Series
Speed min. - max.
Coolant Recommendation
PVD
Standard
ISO Materials
Rm and
Hardness
SP4035
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
HMR
6 - Flute End Mill
Recommended Speeds
Solid Carbide
Rapide End Mill
www.kennametal.com
B37
SP4060
P M K N S H
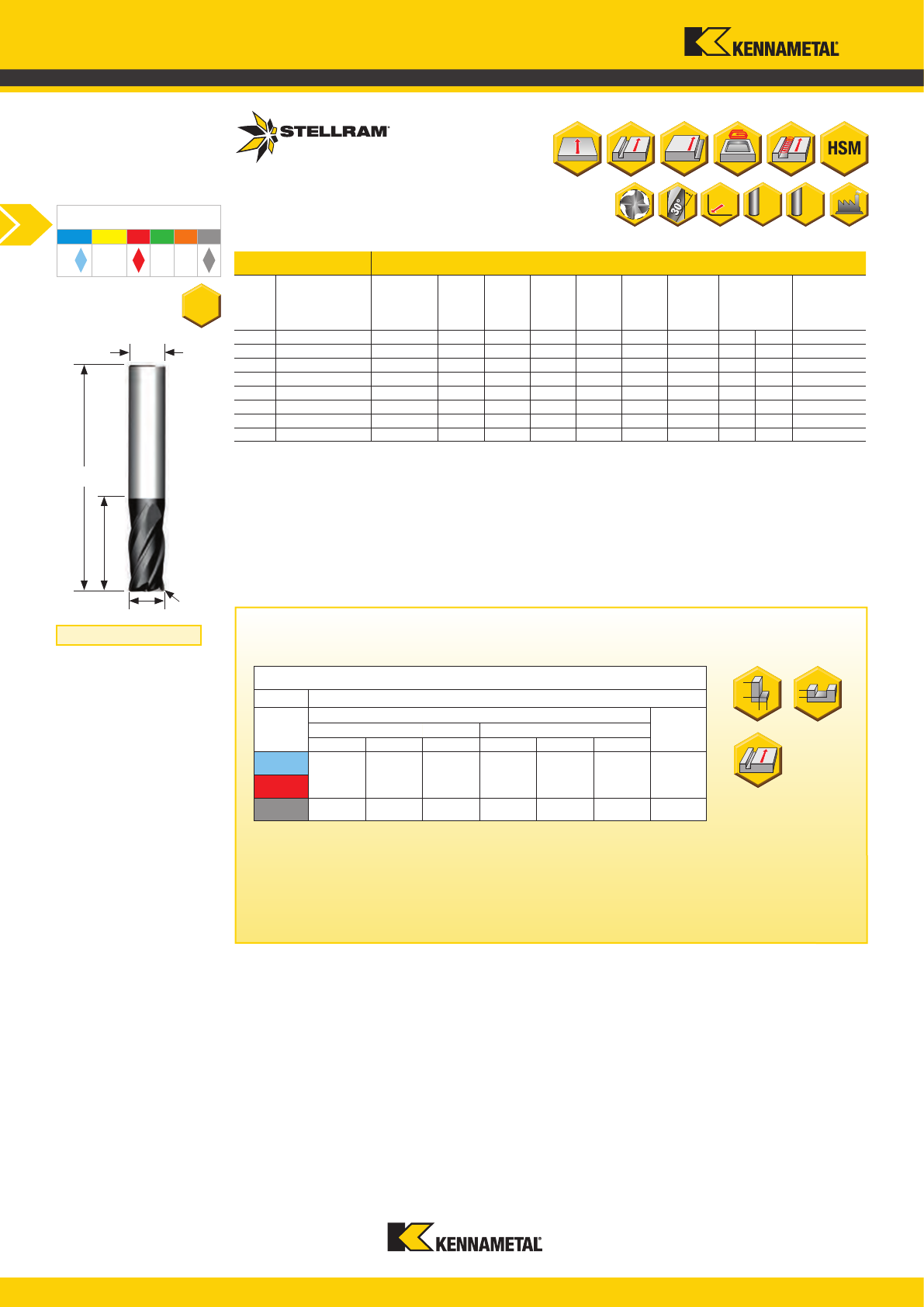
034369 HMN 060NN6 6,00 50,00 13,00 6,00 13,00 6 - - 8,58
034370 HMN 080NN6 8,00 63,00 20,00 8,00 20,00 6 - - 11,44
034371 HMN 100NN6 10,00 72,00 22,00 10,00 22,00 6 - - 14,30
034372 HMN 120NN6 12,00 75,00 25,00 12,00 25,00 6 - - 17,16
034373 HMN 160NN6 16,00 92,00 32,00 16,00 32,00 6 - - 22,88
034374 HMN 200NN6 20,00 100,00 38,00 20,00 38,00 6 - - 28,60
SP4035 0,01 - 0,05 D 0,05 - 2 D
D
L
I
1
d
1
PVD
90°
h6
HA
a
p
a
e
Rapide High Performance / High Speed End Mills
HMN - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions
Grade
Shoulder Milling
a
e%
a
p%
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max* No. of Teeth
Helical Hole
min - max
Trochoidal
min
6 - Flute End Mill
* For a
p
max do not exceed 0,05 D (a
e
)
For trochoidal application details refer to pages B88 - B89.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
HMN
6 - Flute End Mill
Solid Carbide
Rapide End Mill
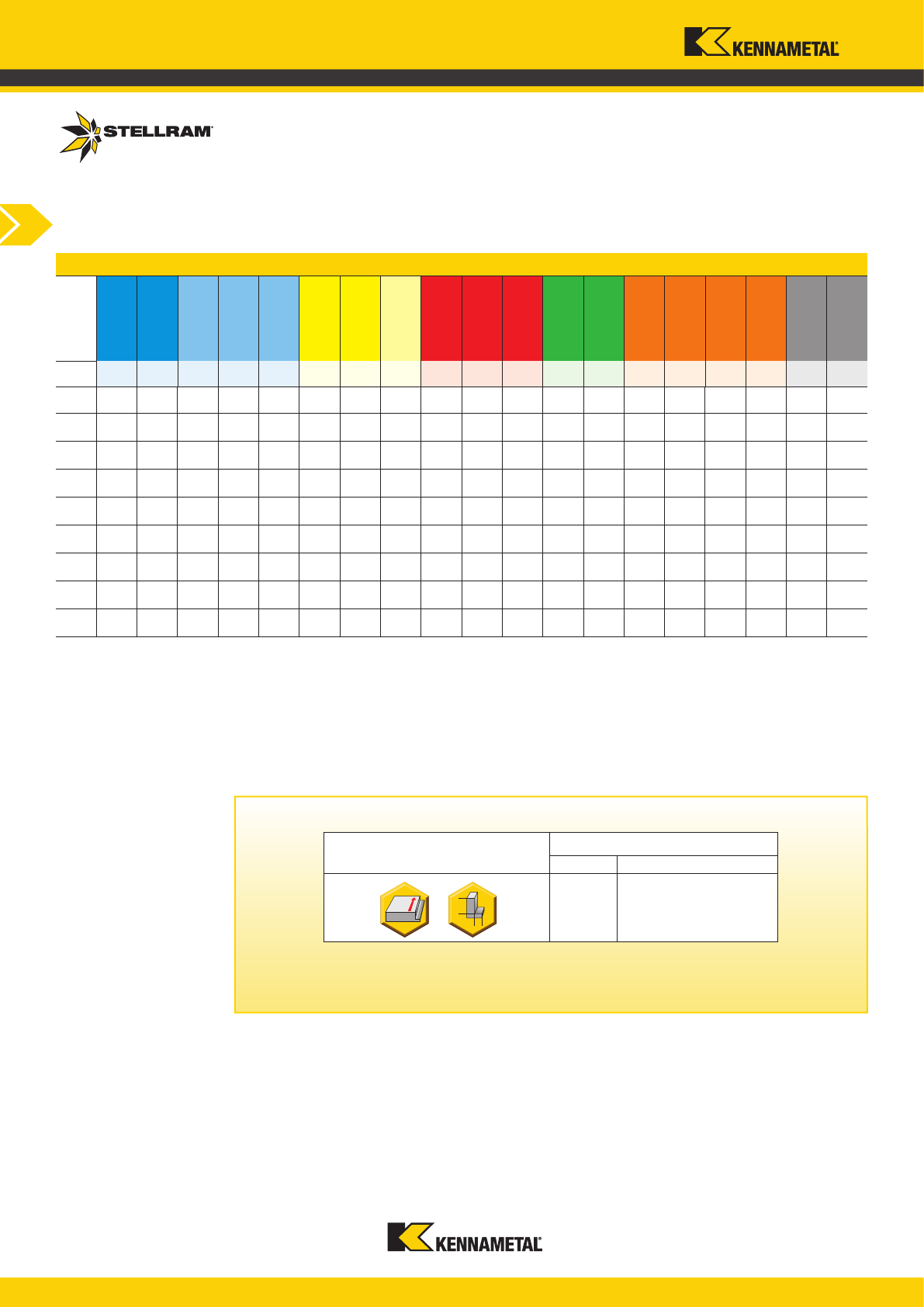
www.kennametal.com
B38
3,0 - - - -
0,008
- - -
0,009 0,009 0,009
- - - - - -
0,006 0,006
0,013 0,014 0,013 0,013 0,010 0,010
4,0 - - - -
0,011
- - -
0,012 0,012 0,012
- - - - - -
0,008 0,008
0,017 0,020 0,019 0,017 0,014 0,014
5,0 - - - -
0,014
- - -
0,015 0,015 0,015
- - - - - -
0,010 0,010
0,022 0,027 0,025 0,022 0,019 0,018
6,0 - - - -
0,016
- - -
0,018 0,018 0,018
- - - - - -
0,012 0,012
0,027 0,034 0,030 0,027 0,023 0,022
8,0 - - - -
0,021
- - -
0,024 0,024 0,024
- - - - - -
0,016 0,016
0,037 0,051 0,043 0,037 0,033 0,030
10,0 - - -
-
0,026
- - -
0,030 0,030 0,030
- - - - - -
0,020 0,020
0,047 0,068 0,056 0,047 0,043 0,039
12,0 - - - -
0,030
- - -
0,036 0,036 0,036
- - - - - -
0,024 0,024
0,057 0,087 0,070 0,057 0,053 0,049
16,0 - - - -
0,039
- - -
0,048 0,048 0,048
- - - - - -
0,032 0,032
0,079 0,127 0,099 0,079 0,076 0,068
20,0 - - - -
0,048
- - -
0,060 0,060 0,060
- - - - - -
0,040 0,040
0,101 0,171 0,130 0,101 0,100 0,089
0,01 D 5,00 x f
z
0,02 D 3,55 x f
z
0,03 D 2,90 x f
z
0,04 D 2,50 x f
z
0,05 D 2,25 x f
z
a
p
a
e
Rapide High Performance / High Speed End Mills
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
Note: HTA = High Temperature Alloys
HMN Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
For a
e
less than a
e
max, use correction factors stated above.
For a
e
max, use feeds stated above.
HMN
6 - Flute End Mill
Recommended Feeds
Solid Carbide
Rapide End Mill
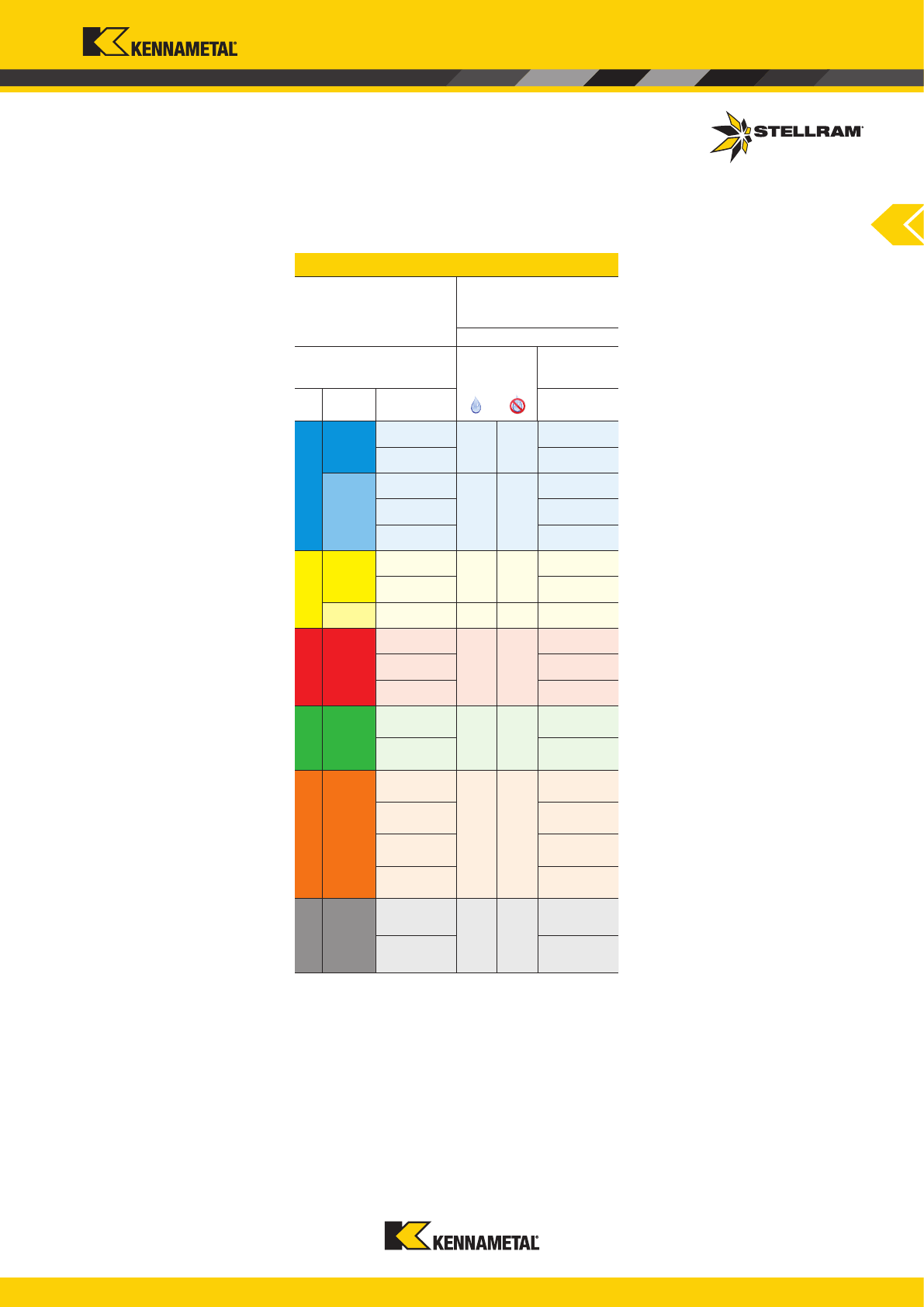
www.kennametal.com
B39
P
55 - 200
M
K
120 - 280
90 - 190
80 - 160
N
S
H
80 - 175
70 - 160
Rapide High Performance / High Speed End Mills
Recommended Possible
Speed v
c
(m/min)
HMN Series
Speed min. - max.
Coolant Recommendation
PVD
Standard
ISO Materials
Rm and
Hardness
SP4035
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
HMN
6 - Flute End Mill
Recommended Speeds
Solid Carbide
Rapide End Mill
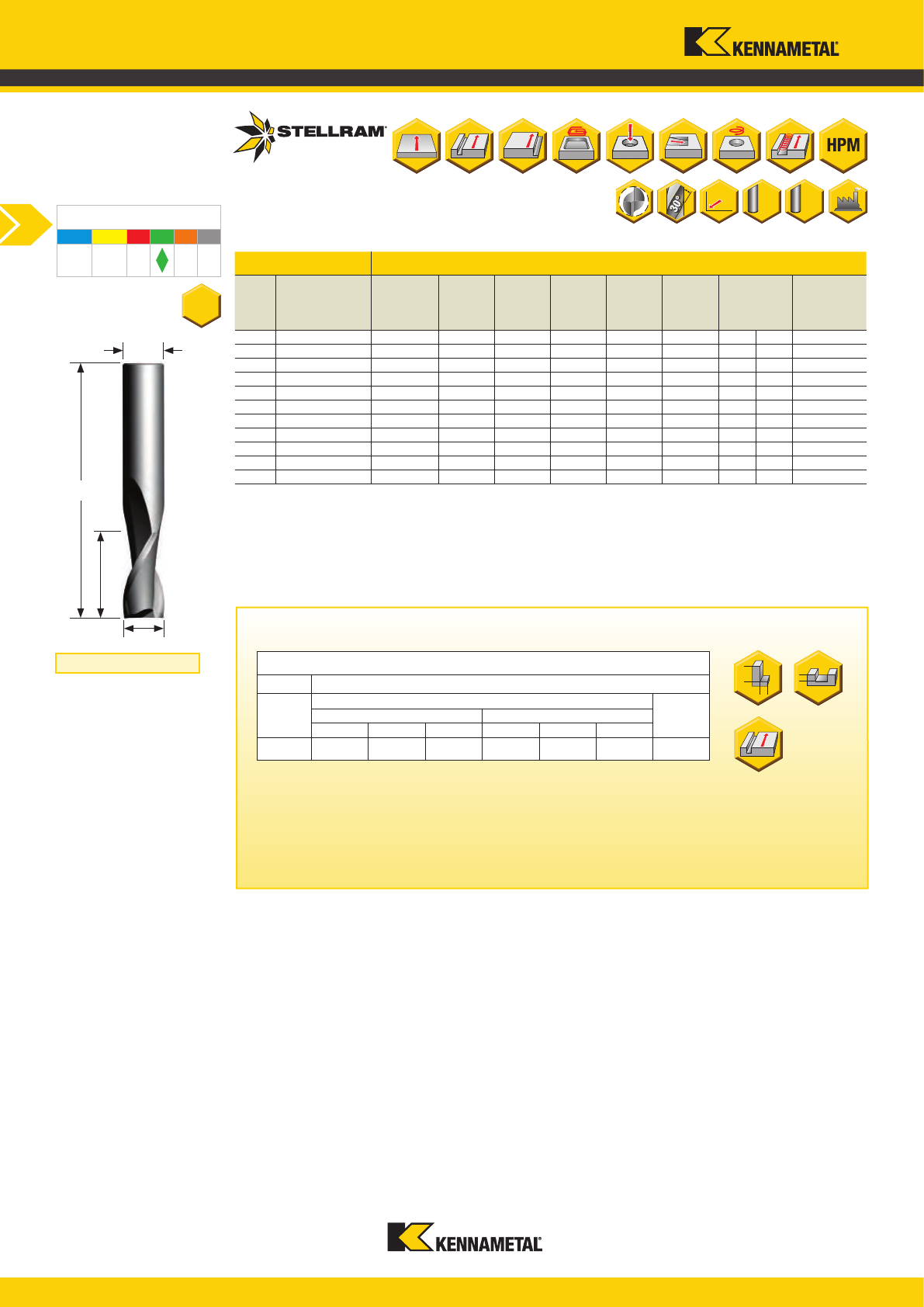
www.kennametal.com
B40
SP4060
P M K N S H
034322 EA 020NTN2 2,00 38,00 6,00 3,00 6,00 2 2,86 3,90 2,86
034323 EA 025NTN2 2,50 38,00 8,00 3,00 8,00 2 3,58 4,88 3,58
034324 EA 030NN2 3,00 38,00 12,00 3,00 12,00 2 4,29 5,85 4,29
034325 EA 040NN2 4,00 50,00 14,00 4,00 14,00 2 5,72 7,80 5,72
034326 EA 050NN2 5,00 50,00 20,00 5,00 20,00 2 7,15 9,75 7,15
034327 EA 060NN2 6,00 63,00 20,00 6,00 20,00 2 8,58 11,70 8,58
034328 EA 080NN2 8,00 63,00 20,00 8,00 20,00 2 11,44 15,60 11,44
034329 EA 100NN2 10,00 70,00 25,00 10,00 25,00 2 14,30 19,50 14,30
034330 EA 120NN2 12,00 75,00 25,00 12,00 25,00 2 17,16 23,40 17,16
034331 EA 160NN2 16,00 88,00 30,00 16,00 30,00 2 22,88 31,20 22,88
034332 EA 200NN2 20,00 100,0 38,00 20,00 38,00 2 28,60 39,00 28,60
SU0800 0,1 - 0,2 D 0,1 - 1,5 D 0,05 - 0,1 D 0,1 - 1,5 D 0,05 - 0,5 D
D
L
I
1
d
1
Uncoated
a
p
a
e
a
p
90°
h6
HA
Rapide High Performance / High Speed End Mills
Mid - High Low - Mid
EA - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions (mm)
Grade
Shoulder Milling
Roughing Finishing Slotting
a
e%
a
p%
f
z
a
e%
a
p%
f
z
a
p%
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max* No. of Teeth
Helical Hole
min - max
Trochoidal
min
2 - Flute End Mill
* For a
p
max do not exceed 0,05 D (a
e
)
Note: For ramping angle, helical a
p
max. and trochoidal application details,
refer to pages B88 - B89.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
EA
2 - Flute End Mill
Solid Carbide
Rapide End Mill
Slotting -
Square Ended
www.kennametal.com
B41
0,05 D 2,30 x f
z
0,10 D 1,65 x f
z
0,15 D 1,40 x f
z
3,0 - - - - - - - - - - -
0,017 0,017
- - - - - -
0,031 0,027
4,0 - - - - - - - - - - -
0,022 0,022
- - - - - -
0,043 0,037
5,0 - - - - - - - - - - -
0,027 0,027
- - - - - -
0,057 0,049
6,0 - - - - - - - - - - -
0,032 0,032
- - - - - -
0,071 0,061
8,0 - - - - - - - - - - -
0,042 0,042
- - - - - -
0,102 0,087
10,0 - - - - - - - - - - -
0,051 0,051
- - - - - -
0,135 0,114
12,0 -
- - - - - - - - - -
0,060 0,060
- - - - - -
0,169 0,142
16,0 - - - - - - - - - - -
0,078 0,078
- - - - - -
0,242 0,202
20,0 - - - - - - - - - - -
0,095 0,095
- - - - - -
0,320 0,266
a
p
a
e
Rapide High Performance / High Speed End Mills
Note: HTA = High Temperature Alloys
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
EA Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
For a
e
less than a
e
max, use correction factors stated above.
For a
e
max, use feeds stated above.
EA
2 - Flute End Mill
Recommended Feeds
Solid Carbide
Rapide End Mill
www.kennametal.com
B42
P
M
K
N
300 - 1400
90 - 250
S
H
Rapide High Performance / High Speed End Mills
Recommended Possible
Speed v
c
(m/min)
EA Series
Speed min. - max.
Coolant Recommendation
Uncoated
Micrograin
ISO Materials
Rm and
Hardness
SU0800
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
EA
2 - Flute End Mill
Recommended Speeds
Solid Carbide
Rapide End Mill
www.kennametal.com
B43
SP4060
P M K N S H
034381 HPA 030NN2 3,00 50,00 12,00 3,00 12,00 2 4,29 5,85 4,29
034382 HPA 040NN2 4,00 50,00 14,00 4,00 14,00 2 5,72 7,80 5,72
034383 HPA 050NN2 5,00 50,00 20,00 5,00 20,00 2 7,15 9,75 7,15
034384 HPA 060NN2 6,00 63,00 20,00 6,00 20,00 2 8,58 11,70 8,58
034385 HPA 080NN2 8,00 63,00 20,00 8,00 20,00 2 11,44 15,60 11,44
034386 HPA 100NN2 10,00 70,00 25,00 10,00 25,00 2 14,30 19,50 14,30
034387 HPA 120NN2 12,00 75,00 25,00 12,00 25,00 2 17,16 23,40 17,16
034388 HPA 160NN2 16,00 88,00 32,00 16,00 32,00 2 22,88 31,20 22,88
034389 HPA 200NN2 20,00 100,00 38,00 20,00 38,00 2 28,60 39,00 28,60
SU0800 0,2 - 0,5 D 0,1 - 2 D 0,05 - 0,2 D 0,1 - 2 D 0,1 - 1 D
D
L
I
1
d
1
Uncoated
a
p
a
e
a
p
90°
h6
HA
Rapide High Performance / High Speed End Mills
Mid - High Low - Mid
HPA - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions (mm)
Grade
Shoulder Milling
Roughing Finishing Slotting
a
e%
a
p%
f
z
a
e%
a
p%
f
z
a
p%
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max* No. of Teeth
Helical Hole
min - max
Trochoidal
min
2 - Flute End Mill
* For a
p
max do not exceed 0,05 D (a
e
)
Note: For ramping angle, helical a
p
max. and trochoidal application details,
refer to pages B88 - B89.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
HPA
2 - Flute End Mill
Solid Carbide
Rapide End Mill
Slotting -
Square Ended
www.kennametal.com
B44
3,0 - - - - - - - - - - -
0,017 0,017
- - - - - -
0,031 0,027
4,0 - - - - - - - - - - -
0,022 0,022
- - - - - -
0,043 0,037
5,0 - - - - - - - - - - -
0,027 0,027
- - - - - -
0,057 0,049
6,0 - - - - - - - - - - -
0,032 0,032
- - - - - -
0,071 0,061
8,0 - - - - - - - - - - -
0,042 0,042
- - - - - -
0,102 0,087
10,0 - - - - - - - - - - -
0,051 0,051
- - - - - -
0,135 0,114
12,0 -
- - - - - - - - - -
0,060 0,060
- - - - - -
0,169 0,142
16,0 - - - - - - - - - - -
0,078 0,078
- - - - - -
0,242 0,202
20,0 - - - - - - - - - - -
0,095 0,095
- - - - - -
0,320 0,266
0,05 D 2,30 x f
z
0,10 D 1,65 x f
z
0,15 D 1,40 x f
z
0,20 D 1,25 x f
z
0,30 D 1,09 x f
z
a
p
a
e
Rapide High Performance / High Speed End Mills
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
Note: HTA = High Temperature Alloys
HPA Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
For a
e
less than a
e
max, use correction factors stated above.
For a
e
max, use feeds stated above.
HPA
2 - Flute End Mill
Recommended Feeds
Solid Carbide
Rapide End Mill
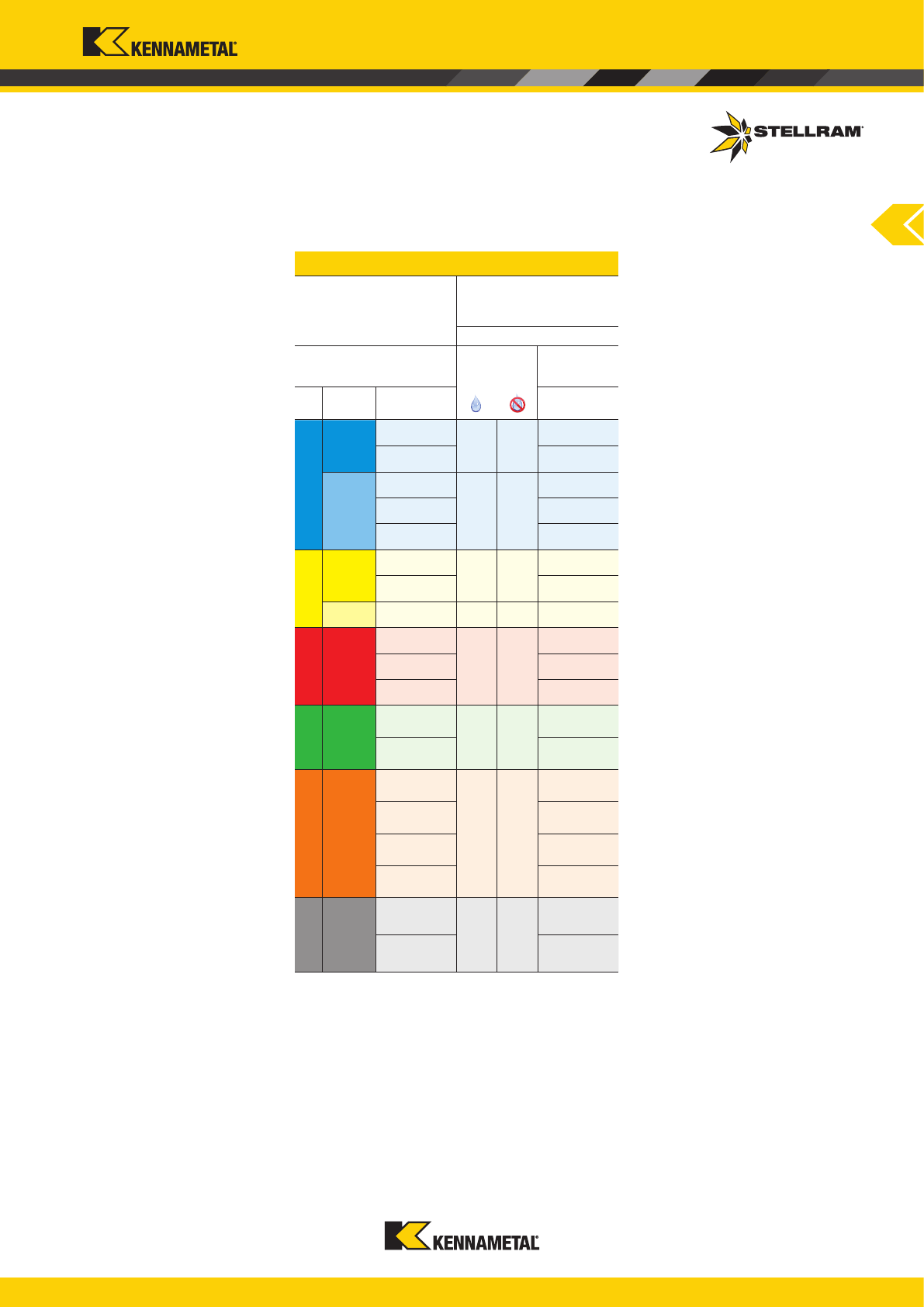
www.kennametal.com
B45
P
M
K
N
300 - 1400
90 - 400
S
H
Rapide High Performance / High Speed End Mills
Recommended Possible
Speed v
c
(m/min)
HPA Series
Speed min. - max.
Coolant Recommendation
Uncoated
Micrograin
ISO Materials
Rm and
Hardness
SU0800
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
HPA
2 - Flute End Mill
Recommended Speeds
Solid Carbide
Rapide End Mill

www.kennametal.com
B46

www.kennametal.com
B47
Solid Carbide
General Purpose - End Milling
General Purpose Milling
B48 - B86
General Purpose, Miniature
B72 - B86
GENERAL PURPOSE MILLING
Designed to complement the Stellram Premium End mills, the general purpose
End Mills offer solutions for a wide range of applications and materials.
Available in:
• a comprehensive range of diameters (including miniatures)
• 2,3and4utegeometries
• Square End, Square End with Radius, and Ball Nosed styles
• Standard and Extended length
• Uncoated and Coated Premium Carbide grades
Slotting -
Square Ended
Facing Shoulder
Milling -
Square Ended
Ramping Helical
Interpolation
Pocketing TrochoidalDrilling
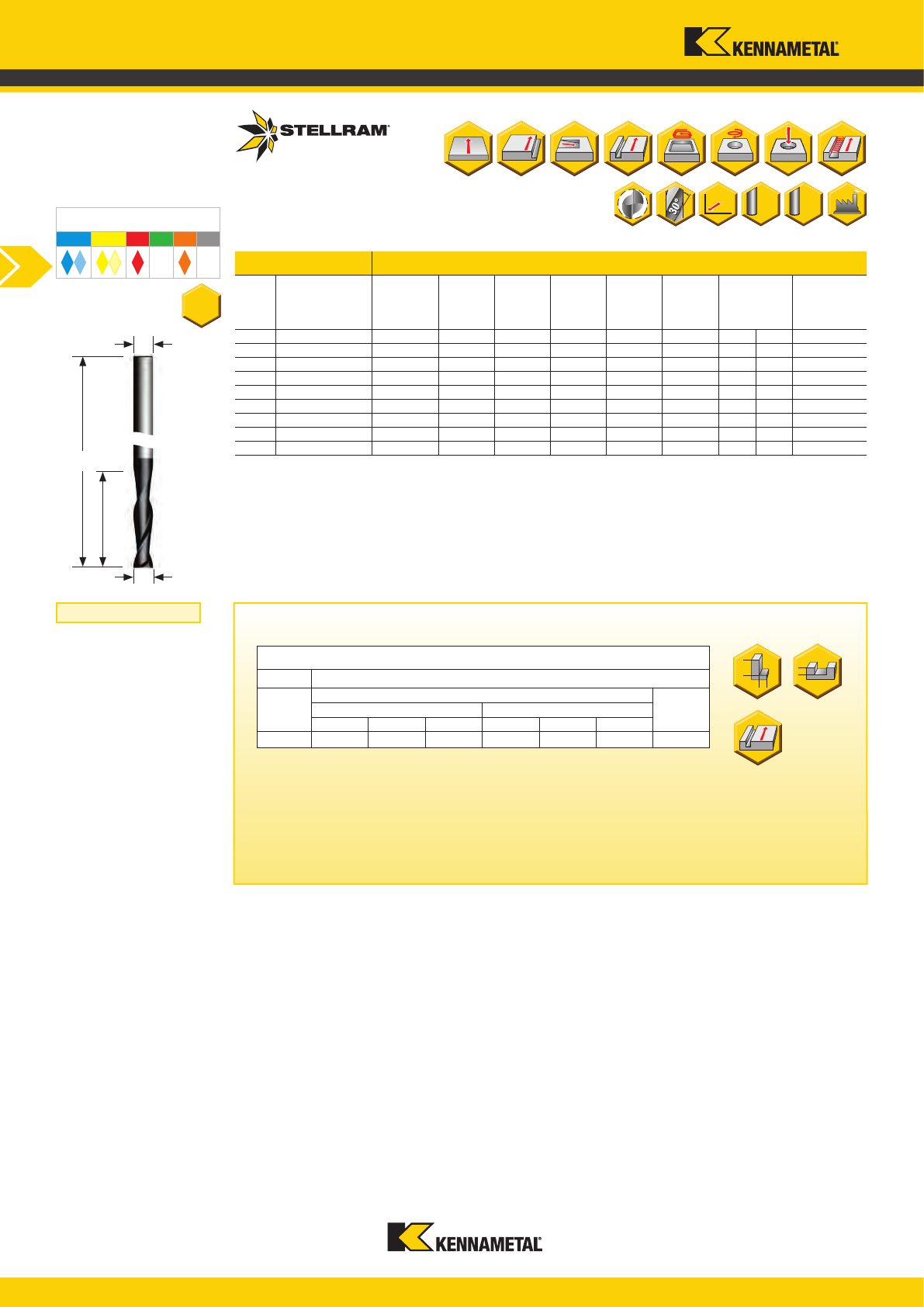
www.kennametal.com
B48
SP4060
P M K N S H
D
L
I
1
d
1
SP4556 0,1 - 0,2 D 0,5 - 1,5 D 0,05 - 0,1D 0,5 - 1,5 D 0,1 - 0,5 D
034169 E 030NN2 3,00 38,00 12,00 3,00 12,00 2 4,29 5,85 4,29
034170 E 040NN2 4,00 50,00 14,00 4,00 14,00 2 5,72 7,80 5,72
034171 E 050NN2 5,00 50,00 16,00 5,00 16,00 2 7,15 9,75 7,15
034172 E 060NN2 6,00 63,00 19,00 6,00 19,00 2 8,58 11,70 8,58
034173 E 080NN2 8,00 63,00 19,00 8,00 19,00 2 11,44 15,60 11,44
034174 E 100NN2 10,00 70,00 22,00 10,00 22,00 2 14,30 19,50 14,30
034175 E 120NN2 12,00 75,00 25,00 12,00 25,00 2 17,16 23,40 17,16
034176 E 160NN2 16,00 88,00 32,00 16,00 32,00 2 22,88 31,20 22,88
034177 E 200NN2 20,00 100,00 38,00 20,00 38,00 2 28,60 39,00 28,60
90°
h6
HA
PVD
a
p
a
e
a
p
General Purpose End Mills
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max* No. of Teeth
Helical Hole
min - max
Trochoidal
min
Mid - High Low - Mid
E_NN2 - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions (mm)
Grade
Shoulder Milling Slotting
Roughing Finishing
a
e%
a
p%
f
z
a
e%
a
p%
f
z
a
p%
2 - Flute End Mill
* When using a
p
max, a
e
should not exceed 0,1 D
Note: For ramping angle, helical a
p
max. and trochoidal application details,
refer to pages B88 - B89.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
E_NN2
2 - Flute End Mill
Solid Carbide
General Purpose - Eng Milling
Slotting -
Square Ended
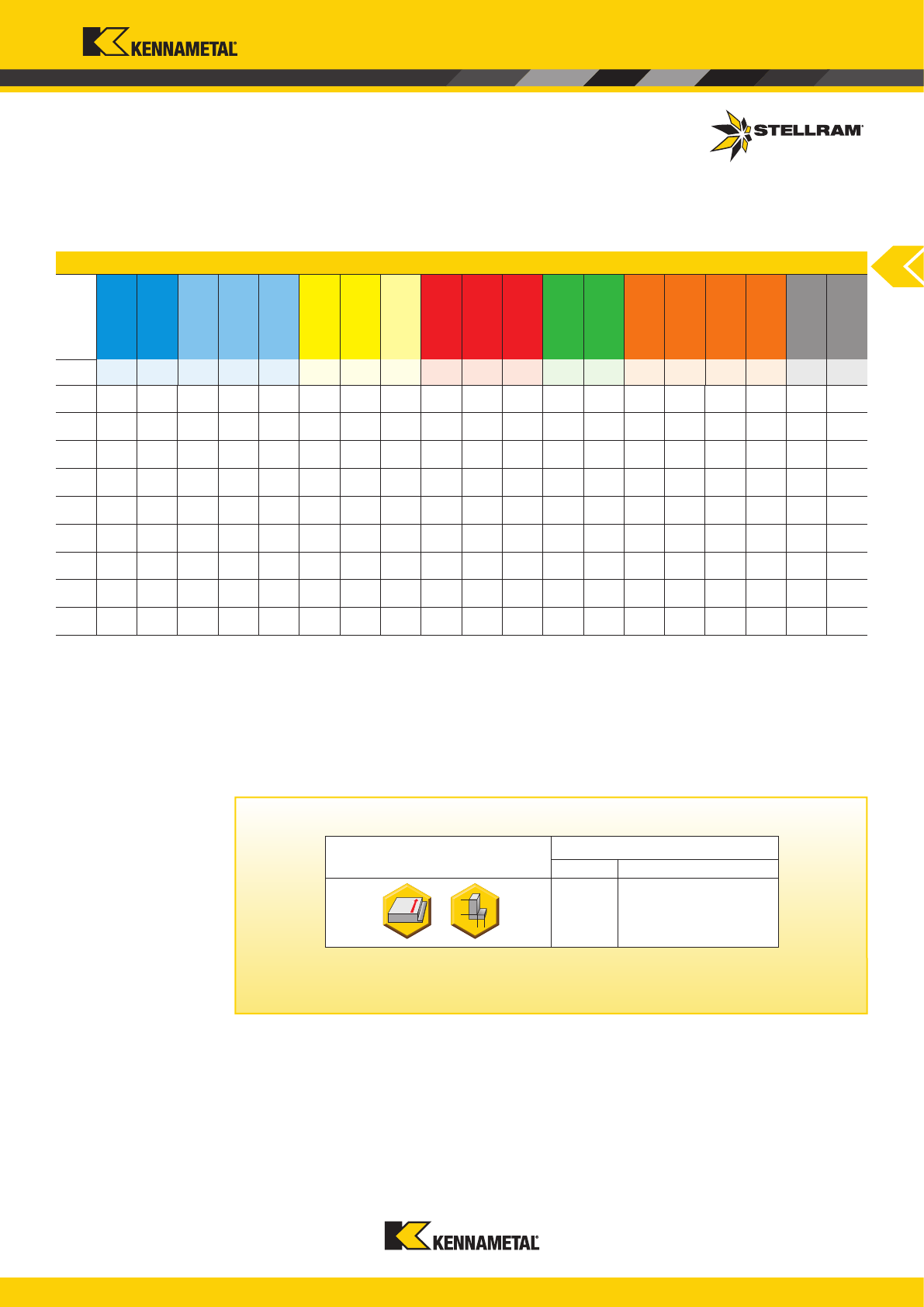
www.kennametal.com
B49
3,0
0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,007 0,009 0,009 0,009
- -
0,009 0,007 0,007 0,009
- -
0,014 0,014 0,014 0,013 0,012 0,013 0,013 0,011 0,014 0,013 0,012 0,014 0,011 0,010 0,014
4,0
0,012 0,012 0,012 0,012 0,011 0,012 0,012 0,010 0,012 0,012 0,012
- -
0,012 0,009 0,009 0,012
- -
0,020 0,020 0,020 0,019 0,017 0,019 0,017 0,015 0,020 0,019 0,017 0,020 0,015 0,014 0,019
5,0
0,015 0,015 0,015 0,015 0,013 0,015 0,015 0,013 0,015 0,015 0,015
- -
0,015 0,011 0,011 0,015
- -
0,027 0,027 0,027 0,025 0,022 0,024 0,022 0,019 0,027 0,025 0,022 0,027 0,020 0,019 0,026
6,0
0,018 0,018 0,018 0,018 0,016 0,018 0,018 0,015 0,018 0,018 0,018
- -
0,018 0,013 0,013 0,018
- -
0,033 0,033 0,033 0,030 0,027 0,030 0,027 0,024 0,034
0,030 0,027 0,034 0,025 0,024 0,033
8,0
0,024 0,024 0,024 0,024 0,021 0,024 0,024 0,020 0,024 0,024 0,024
- -
0,024 0,018 0,018 0,024
- -
0,049 0,049 0,049 0,043 0,037 0,043 0,037 0,033 0,051 0,043 0,037 0,051 0,036 0,035 0,047
10,0
0,030 0,030 0,030 0,030 0,026 0,030 0,030 0,025 0,030 0,030 0,030
- -
0,030 0,023 0,023 0,030
- -
0,065 0,065 0,065 0,056 0,047 0,056 0,047 0,042 0,068 0,056 0,047 0,068 0,049 0,046 0,063
12,0
0,036 0,036 0,036 0,036 0,030 0,036 0,036 0,030 0,036 0,036 0,036
- -
0,036 0,029 0,029 0,036
- -
0,082 0,082 0,082 0,070 0,057 0,070 0,057 0,051 0,087 0,070 0,057 0,087 0,062 0,058 0,079
16,0
0,048 0,048 0,048 0,048 0,039 0,048 0,048 0,040 0,048 0,048 0,048
- -
0,048 0,039 0,039 0,048
- -
0,119 0,119 0,119
0,099 0,079 0,099 0,079 0,070 0,127 0,099 0,079 0,127 0,090 0,084 0,115
20,0
0,060 0,060 0,060 0,060 0,048 0,060 0,060 0,050 0,060 0,060 0,060
- -
0,060 0,050 0,050 0,060
- -
0,160 0,160 0,160 0,130 0,101 0,130 0,101 0,090 0,171 0,130 0,101 0,171 0,120 0,112 0,152
0,05 D 2,30 x f
z
0,10 D 1,65 x f
z
0,15 D 1,40 x f
z
0,20 D 1,25 x f
z
a
p
a
e
General Purpose End Mills
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
Note: HTA = High Temperature Alloys
E_NN2 Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
For a
e
less than a
e
max, use correction factors stated above.
For a
e
max, use feeds stated above.
E_NN2
2 - Flute End Mill
Recommended Feeds
Solid Carbide
General Purpose - End Milling
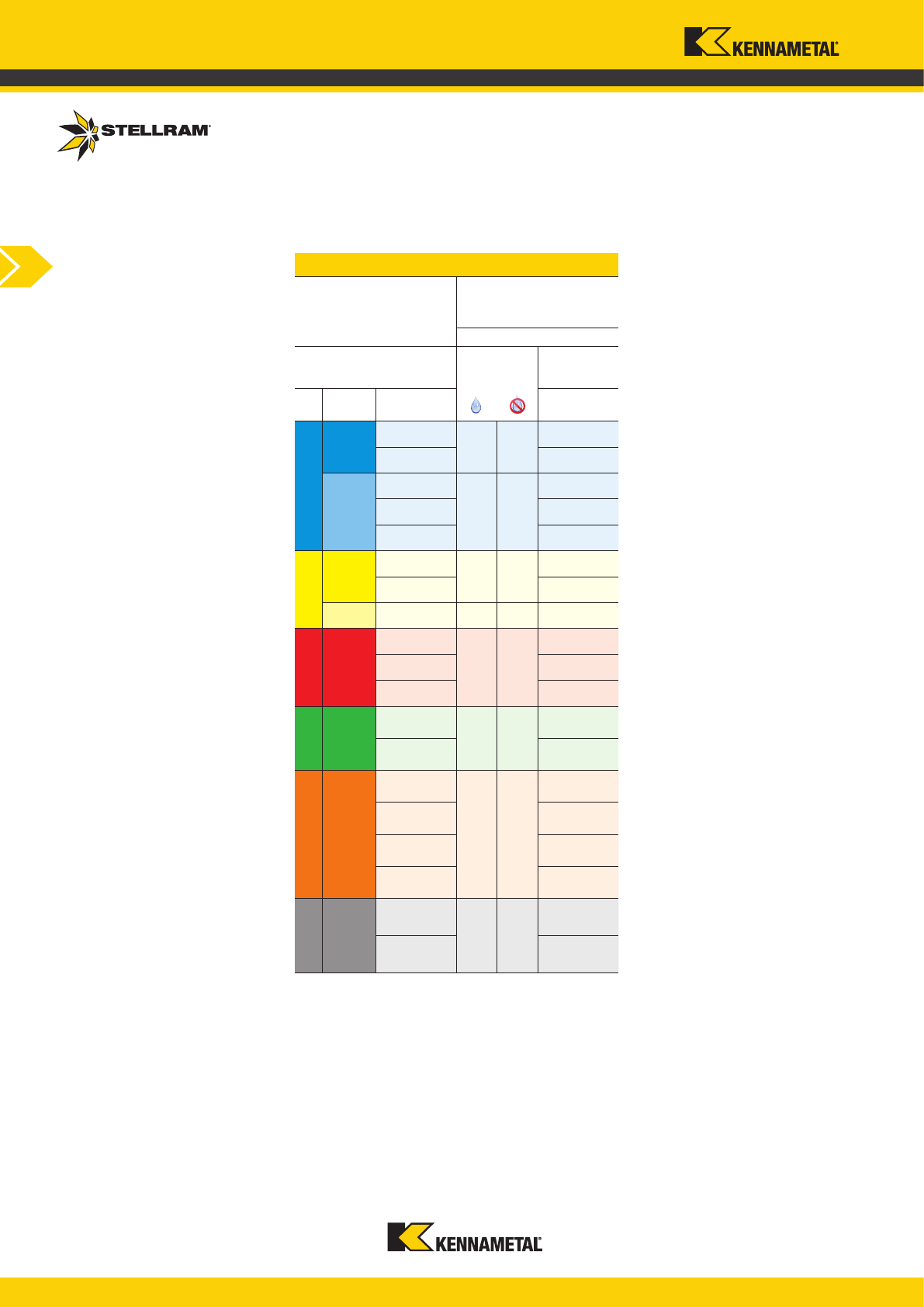
www.kennametal.com
B50
P
125 - 180
100 - 170
100 - 170
90 - 140
80 - 120
M
85 - 120
65 - 90
50 - 80
K
90 - 150
60 - 120
50 - 100
N
S
40 - 90
20 - 40
25 - 45
30 - 60
H
General Purpose End Mills
Recommended Possible
Speed v
c
(m/min)
E_NN2 Series
Speed min. - max.
Coolant Recommendation
PVD
Micrograin
ISO Materials
Rm and
Hardness
SP4556
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
E_NN2
2 - Flute End Mill
Recommended Speeds
Solid Carbide
General Purpose - Eng Milling
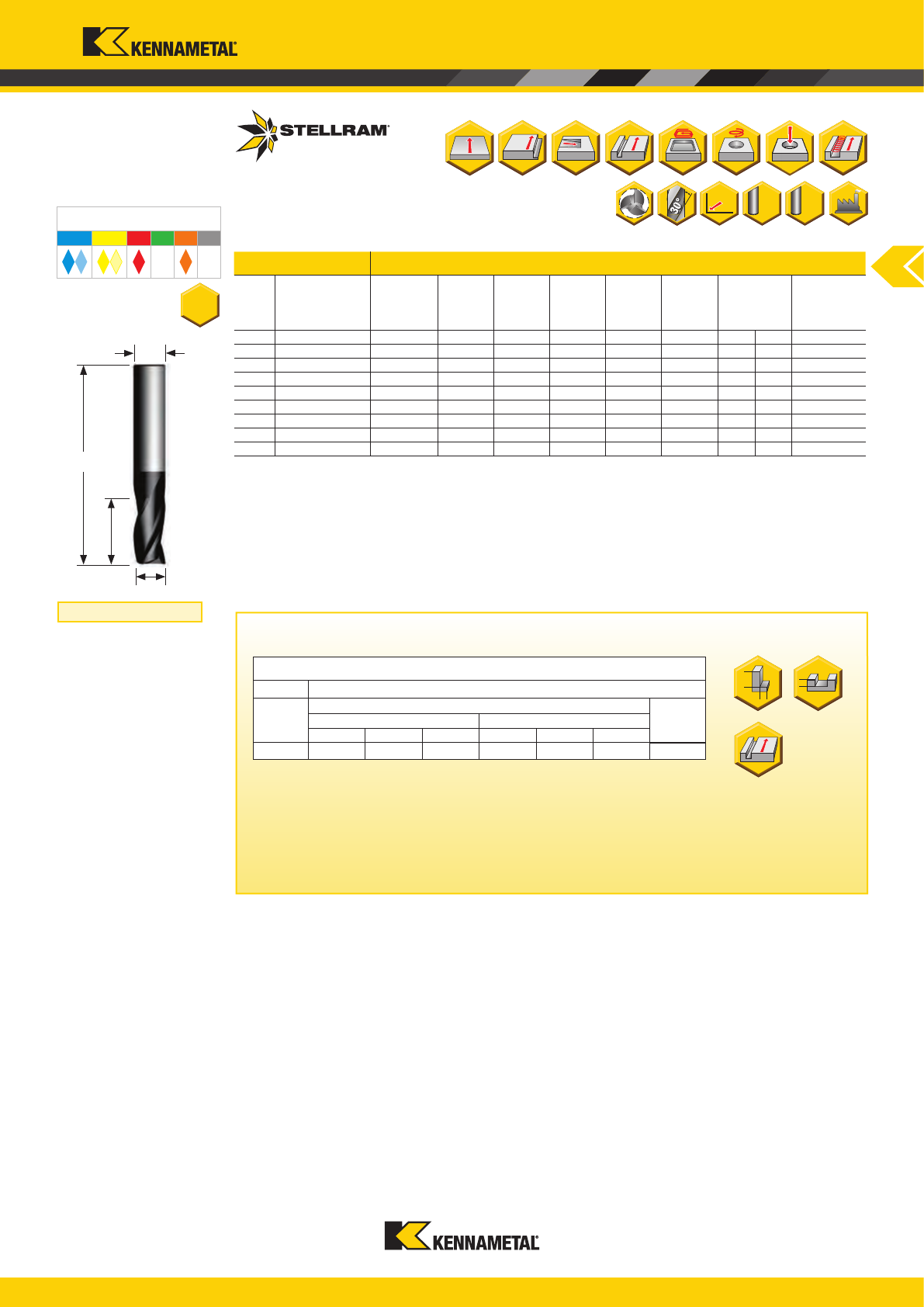
www.kennametal.com
B51
SP4060
P M K N S H
D
L
I
1
d
1
SP4556 0,1 - 0,5 D 0,5 - 2 D 0,05 - 0,1 D 0,5 - 2 D
0,1 - 0,5 D
034195 E 030NN3 3,00 38,00 12,00 3,00 12,00 3 4,29 5,85 4,29
034196 E 040NN3 4,00 50,00 14,00 4,00 14,00 3 5,72 7,80 5,72
034197 E 050NN3 5,00 50,00 16,00 5,00 16,00 3 7,15 9,75 7,15
034198 E 060NN3 6,00 63,00 19,00 6,00 19,00 3 8,58 11,70 8,58
034199 E 080NN3 8,00 63,00 19,00 8,00 19,00 3 11,44 15,60 11,44
034200 E 100NN3 10,00 70,00 22,00 10,00 22,00 3 14,30 19,50 14,30
034201 E 120NN3 12,00 75,00 25,00 12,00 25,00 3 17,16 23,40 17,16
034202 E 160NN3 16,00 88,00 32,00 16,00 32,00 3 22,88 31,20 22,88
034203 E 200NN3 20,00 100,00 38,00 20,00 38,00 3 28,60 39,00 28,60
PVD
a
p
a
e
a
p
90°
h6
HA
General Purpose End Mills
3 - Flute End Mill
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max* No. of Teeth
Helical Hole
min - max
Trochoidal
min
Mid - High Low - Mid
E_NN3 - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions
Grade
Shoulder Milling Slotting
Roughing Finishing
a
e%
a
p%
f
z
a
e%
a
p%
f
z
a
p%
* When using a
p
max, a
e
should not exceed 0.1D
Note: For ramping angle, helical a
p
max. and trochoidal application details,
refer to pages B88 - B89.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
E_NN3
3 - Flute End Mill
Solid Carbide
General Purpose - End Milling
Slotting -
Square Ended
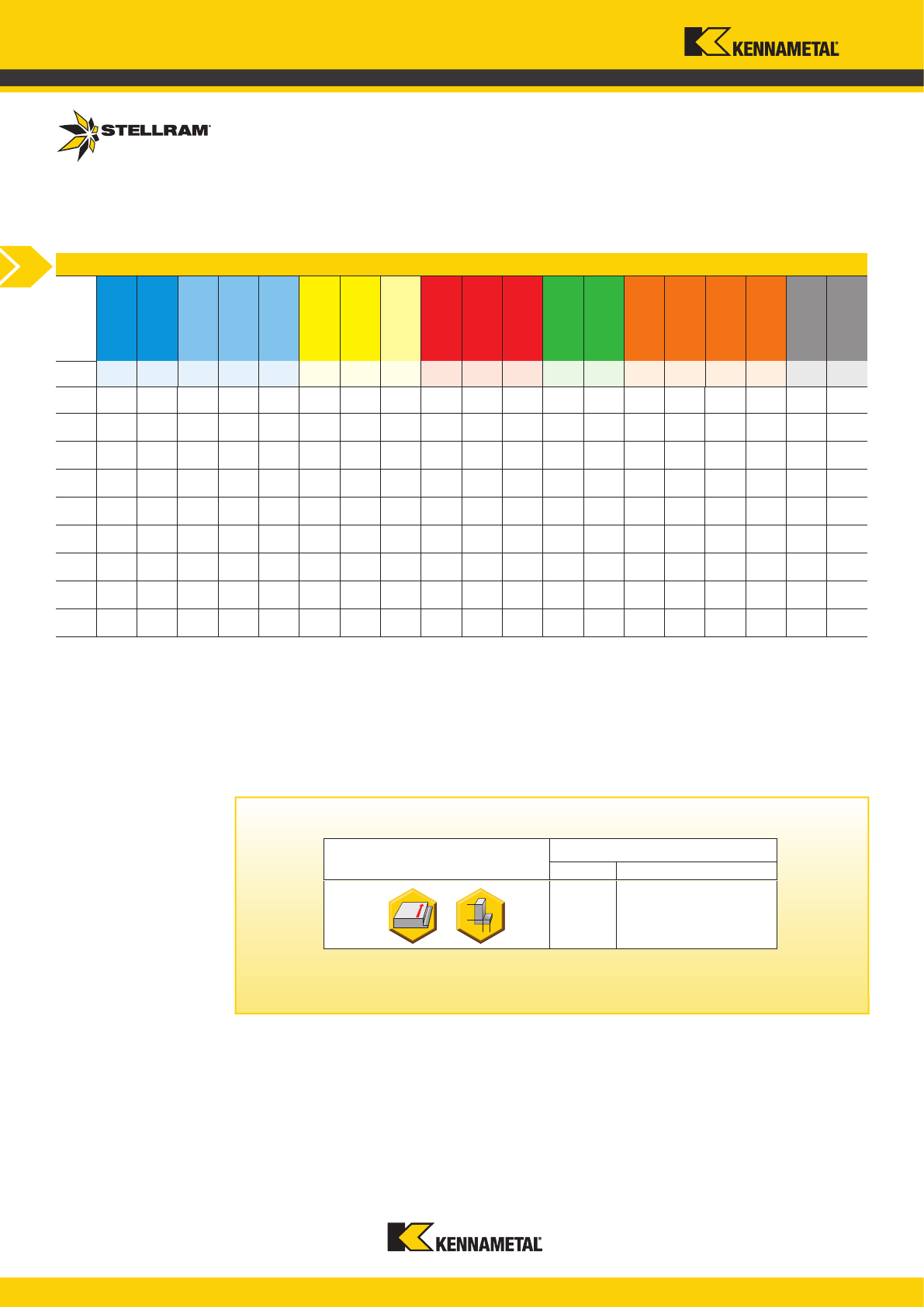
www.kennametal.com
B52
3,0
0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,007 0,009 0,009 0,009
- -
0,009 0,007 0,007 0,009
- -
0,014 0,014 0,014 0,013 0,012 0,013 0,013 0,011 0,014 0,013 0,012 0,014 0,011 0,010 0,014
4,0
0,012 0,012 0,012 0,012 0,011 0,012 0,012 0,010 0,012 0,012 0,012
- -
0,012 0,009 0,009 0,012
- -
0,020 0,020 0,020 0,019 0,017 0,019 0,017 0,015 0,020 0,019 0,017 0,020 0,015 0,014 0,019
5,0
0,015 0,015 0,015 0,015 0,013 0,015 0,015 0,013 0,015 0,015 0,015
- -
0,015 0,011 0,011 0,015
- -
0,027 0,027 0,027 0,025 0,022 0,024 0,022 0,019 0,027 0,025 0,022 0,027 0,020 0,019 0,026
6,0
0,018 0,018 0,018 0,018 0,016 0,018 0,018 0,015 0,018 0,018 0,018
- -
0,018 0,013 0,013 0,018
- -
0,033 0,033 0,033 0,030 0,027 0,030 0,027 0,024 0,034
0,030 0,027 0,034 0,025 0,024 0,033
8,0
0,024 0,024 0,024 0,024 0,021 0,024 0,024 0,020 0,024 0,024 0,024
- -
0,024 0,018 0,018 0,024
- -
0,049 0,049 0,049 0,043 0,037 0,043 0,037 0,033 0,051 0,043 0,037 0,051 0,036 0,035 0,047
10,0
0,030 0,030 0,030 0,030 0,026 0,030 0,030 0,025 0,030 0,030 0,030
- -
0,030 0,023 0,023 0,030
- -
0,065 0,065 0,065 0,056 0,047 0,056 0,047 0,042 0,068 0,056 0,047 0,068 0,049 0,046 0,063
12,0
0,036 0,036 0,036 0,036 0,030 0,036 0,036 0,030 0,036 0,036 0,036
- -
0,036 0,029 0,029 0,036
- -
0,082 0,082 0,082 0,070 0,057 0,070 0,057 0,051 0,087 0,070 0,057 0,087 0,062 0,058 0,079
16,0
0,048 0,048 0,048 0,048 0,039 0,048 0,048 0,040 0,048 0,048 0,048
- -
0,048 0,039 0,039 0,048
- -
0,119 0,119 0,119
0,099 0,079 0,099 0,079 0,070 0,127 0,099 0,079 0,127 0,090 0,084 0,115
20,0
0,060 0,060 0,060 0,060 0,048 0,060 0,060 0,050 0,060 0,060 0,060
- -
0,060 0,050 0,050 0,060
- -
0,160 0,160 0,160 0,130 0,101 0,130 0,101 0,090 0,171 0,130 0,101 0,171 0,120 0,112 0,152
0,05 D 2,30 x f
z
0,10 D 1,65 x f
z
0,15 D 1,40 x f
z
0,20 D 1,25 x f
z
0,30 D 1,09 x f
z
a
p
a
e
General Purpose End Mills
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
Note: HTA = High Temperature Alloys
E_NN3 Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
For a
e
less than a
e
max, use correction factors stated above.
For a
e
max, use feeds stated above.
E_NN3
3 - Flute End Mill
Recommended Feeds
Solid Carbide
General Purpose - Eng Milling
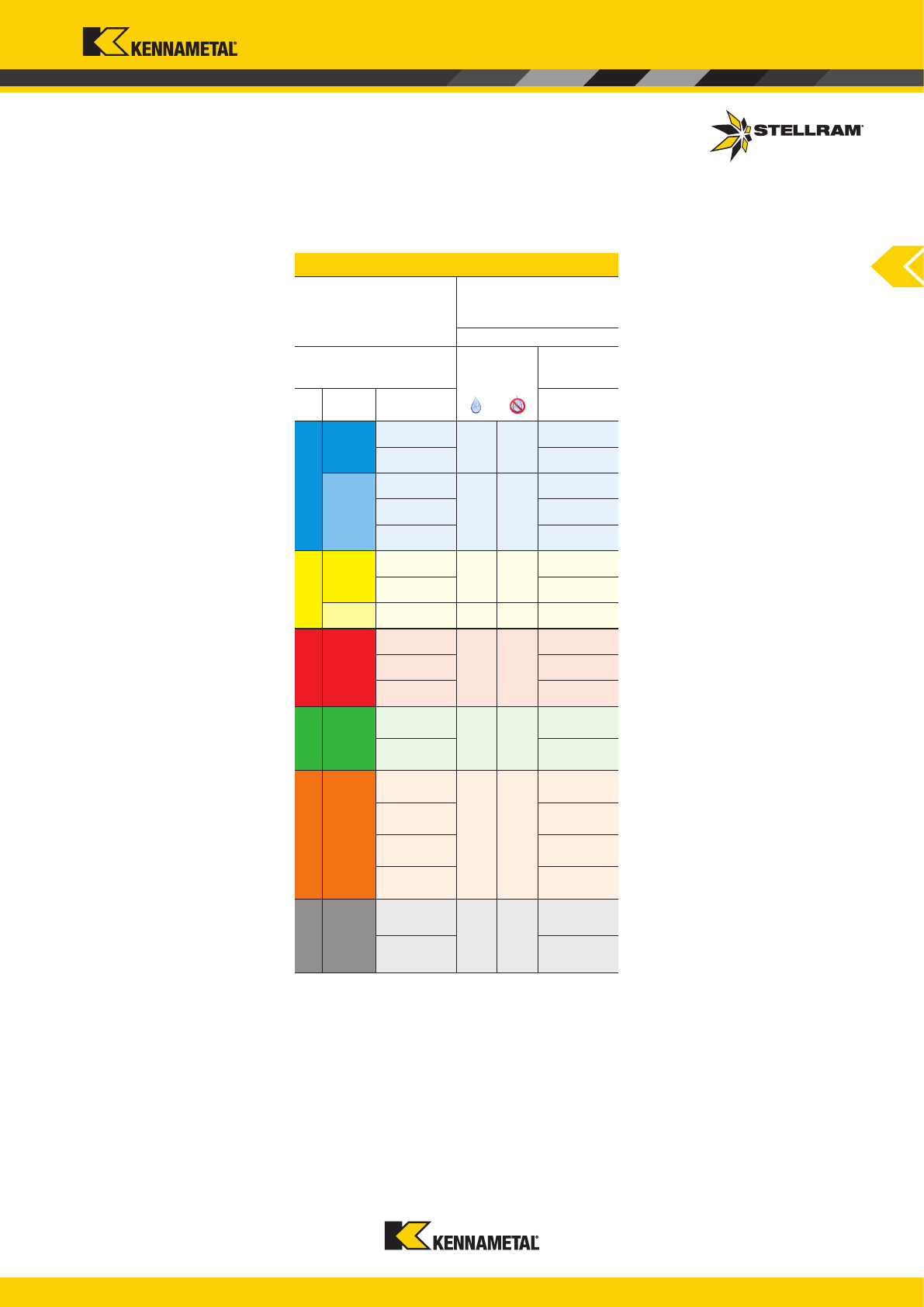
www.kennametal.com
B53
P
125 - 180
100 - 170
100 - 170
90 - 140
80 - 120
M
85 - 120
65 - 90
50 - 80
K
90 - 150
60 - 120
50 - 100
N
S
40 - 90
20 - 40
25 - 45
30 - 60
H
General Purpose End Mills
Recommended Possible
Speed v
c
(m/min)
E_NN3 Series
Speed min. - max.
Coolant Recommendation
PVD
Micrograin
ISO Materials
Rm and
Hardness
SP4556
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
E_NN3
3 - Flute End Mill
Recommended Speeds
Solid Carbide
General Purpose - End Milling
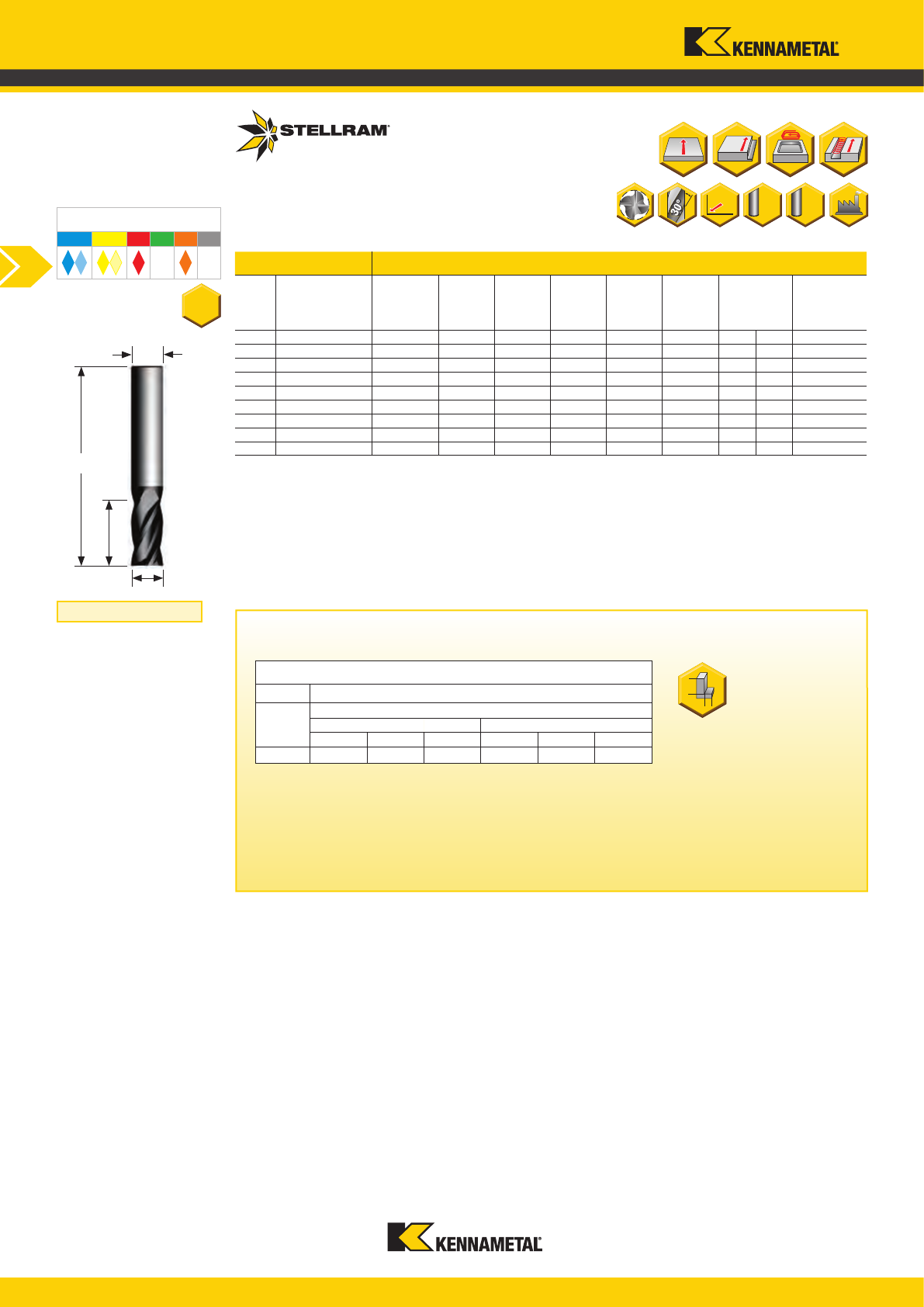
www.kennametal.com
B54
SP4060
P M K N S H
D
L
I
1
d
1
SP4556 0,1 - 0,5 D 0,5 - 2 D 0,05 - 0,1 D 0,5 - 2 D
034219 E 030NN4 3,00 38,00 12,00 3,00 12,00 4 - - 4,29
034220 E 040NN4 4,00 50,00 14,00 4,00 14,00 4 - - 5,72
034221 E 050NN4 5,00 50,00 16,00 5,00 16,00 4 - - 7,15
034222 E 060NN4 6,00 63,00 19,00 6,00 19,00 4 - - 8,58
034223 E 080NN4 8,00 63,00 19,00 8,00 19,00 4 - - 11,44
034224 E 100NN4 10,00 70,00 22,00 10,00 22,00 4 - - 14,30
034225 E 120NN4 12,00 75,00 25,00 12,00 25,00 4 - - 17,16
034226 E 160NN4 16,00 88,00 32,00 16,00 32,00 4 - - 22,88
034227 E 200NN4 20,00 100,00 38,00 20,00 38,00 4 - - 28,60
PVD
a
p
a
e
90°
h6
HA
General Purpose End Mills
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max* No. of Teeth
Helical Hole
min - max
Trochoidal
min
Mid - High Low - Mid
E_NN4 - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions (mm)
Grade
Shoulder Milling
Roughing Finishing
a
e%
a
p%
f
z
a
e%
a
p%
f
z
* When using a
p
max, a
e
should not exceed 0,1 D
Note: For trochoidal application details, refer to pages B88 - B89.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
E_NN4
4 - Flute End Mill
Solid Carbide
General Purpose - Eng Milling
4 - Flute End Mill
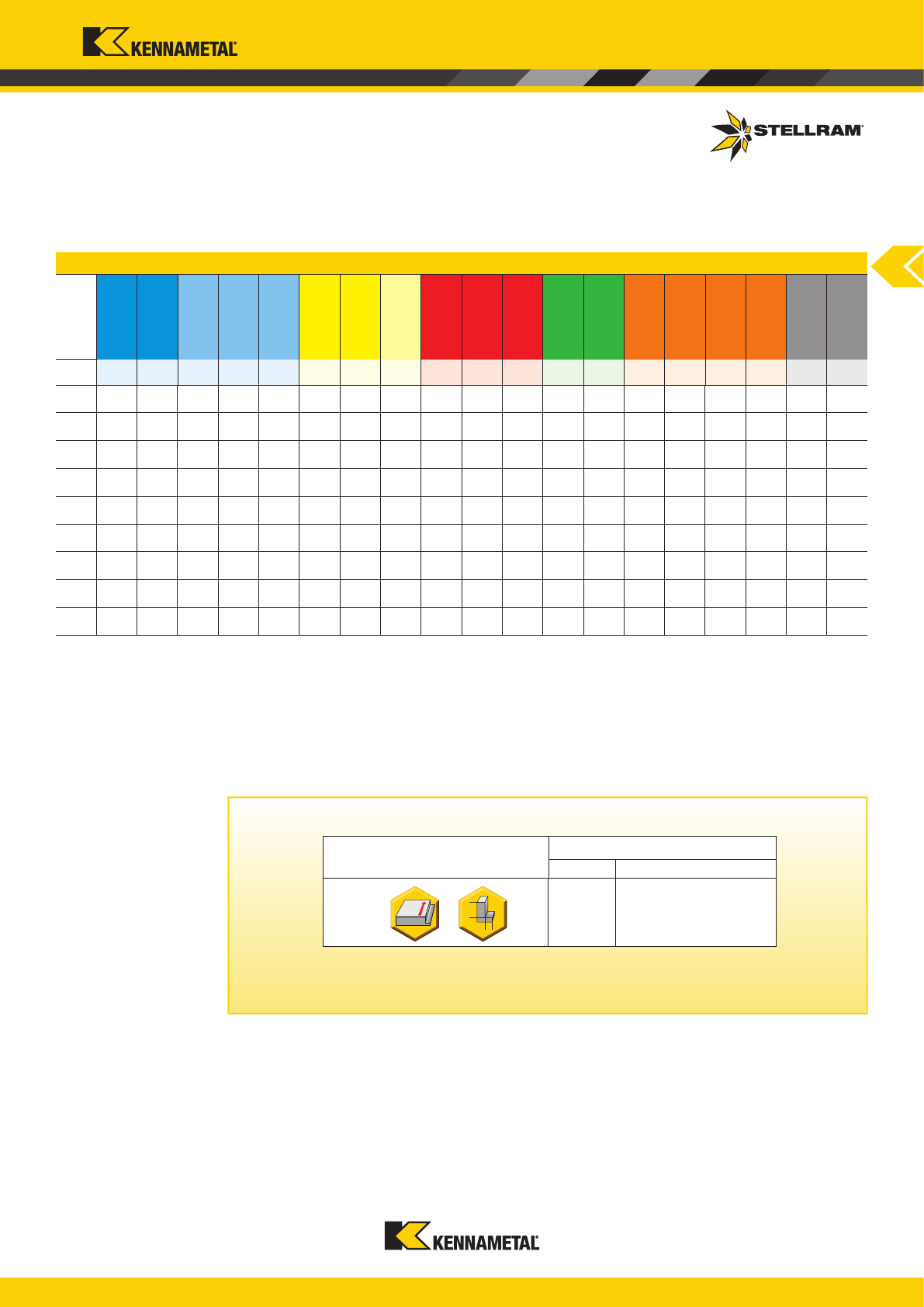
www.kennametal.com
B55
3,0
0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,007 0,009 0,009 0,009
- -
0,009 0,007 0,007 0,009
- -
0,014 0,014 0,014 0,013 0,012 0,013 0,013 0,011 0,014 0,013 0,012 0,014 0,011 0,010 0,014
4,0
0,012 0,012 0,012 0,012 0,011 0,012 0,012 0,010 0,012 0,012 0,012
- -
0,012 0,009 0,009 0,012
- -
0,020 0,020 0,020 0,019 0,017 0,019 0,017 0,015 0,020 0,019 0,017 0,020 0,015 0,014 0,019
5,0
0,015 0,015 0,015 0,015 0,013 0,015 0,015 0,013 0,015 0,015 0,015
- -
0,015 0,011 0,011 0,015
- -
0,027 0,027 0,027 0,025 0,022 0,024 0,022 0,019 0,027 0,025 0,022 0,027 0,020 0,019 0,026
6,0
0,018 0,018 0,018 0,018 0,016 0,018 0,018 0,015 0,018 0,018 0,018
- -
0,018 0,013 0,013 0,018
- -
0,033 0,033 0,033 0,030 0,027 0,030 0,027 0,024 0,034
0,030 0,027 0,034 0,025 0,024 0,033
8,0
0,024 0,024 0,024 0,024 0,021 0,024 0,024 0,020 0,024 0,024 0,024
- -
0,024 0,018 0,018 0,024
- -
0,049 0,049 0,049 0,043 0,037 0,043 0,037 0,033 0,051 0,043 0,037 0,051 0,036 0,035 0,047
10,0
0,030 0,030 0,030 0,030 0,026 0,030 0,030 0,025 0,030 0,030 0,030
- -
0,030 0,023 0,023 0,030
- -
0,065 0,065 0,065 0,056 0,047 0,056 0,047 0,042 0,068 0,056 0,047 0,068 0,049 0,046 0,063
12,0
0,036 0,036 0,036 0,036 0,030 0,036 0,036 0,030 0,036 0,036 0,036
- -
0,036 0,029 0,029 0,036
- -
0,082 0,082 0,082 0,070 0,057 0,070 0,057 0,051 0,087 0,070 0,057 0,087 0,062 0,058 0,079
16,0
0,048 0,048 0,048 0,048 0,039 0,048 0,048 0,040 0,048 0,048 0,048
- -
0,048 0,039 0,039 0,048
- -
0,119 0,119 0,119
0,099 0,079 0,099 0,079 0,070 0,127 0,099 0,079 0,127 0,090 0,084 0,115
20,0
0,060 0,060 0,060 0,060 0,048 0,060 0,060 0,050 0,060 0,060 0,060
- -
0,060 0,050 0,050 0,060
- -
0,160 0,160 0,160 0,130 0,101 0,130 0,101 0,090 0,171 0,130 0,101 0,171 0,120 0,112 0,152
0,05 D 2,30 x f
z
0,10 D 1,65 x f
z
0,15 D 1,40 x f
z
0,20 D 1,25 x f
z
0,30 D 1,09 x f
z
a
p
a
e
General Purpose End Mills
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
Note: HTA = High Temperature Alloys
E_NN4 Feeds f
z
(mm/tooth) - Shoulder Milling (a
e
max)
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
For a
e
less than a
e
max, use correction factors stated above.
For a
e
max, use feeds stated above.
E_NN4
4 - Flute End Mill
Recommended Feeds
Solid Carbide
General Purpose - End Milling
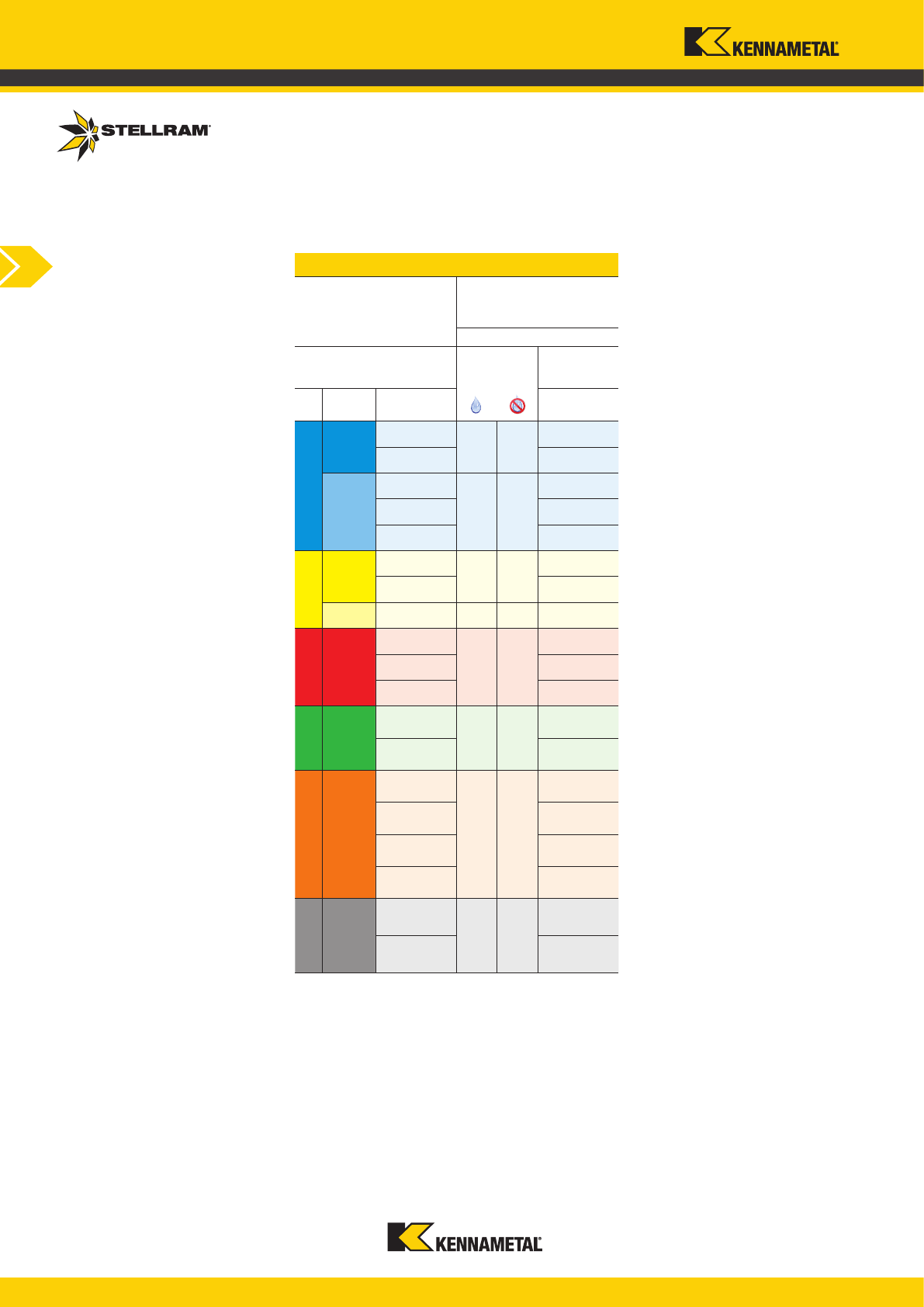
www.kennametal.com
B56
P
125 - 180
100 - 170
100 - 170
90 - 140
80 - 120
M
85 - 120
65 - 90
50 - 80
K
90 - 150
60 - 120
50 - 100
N
S
40 - 90
20 - 40
25 - 45
30 - 60
H
General Purpose End Mills
Recommended Possible
Speed v
c
(m/min)
E_NN4 Series
Speed min. - max.
Coolant Recommendation
PVD
Micrograin
ISO Materials
Rm and
Hardness
SP4556
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
E_NN4
4 - Flute End Mill
Recommended Speeds
Solid Carbide
General Purpose - Eng Milling
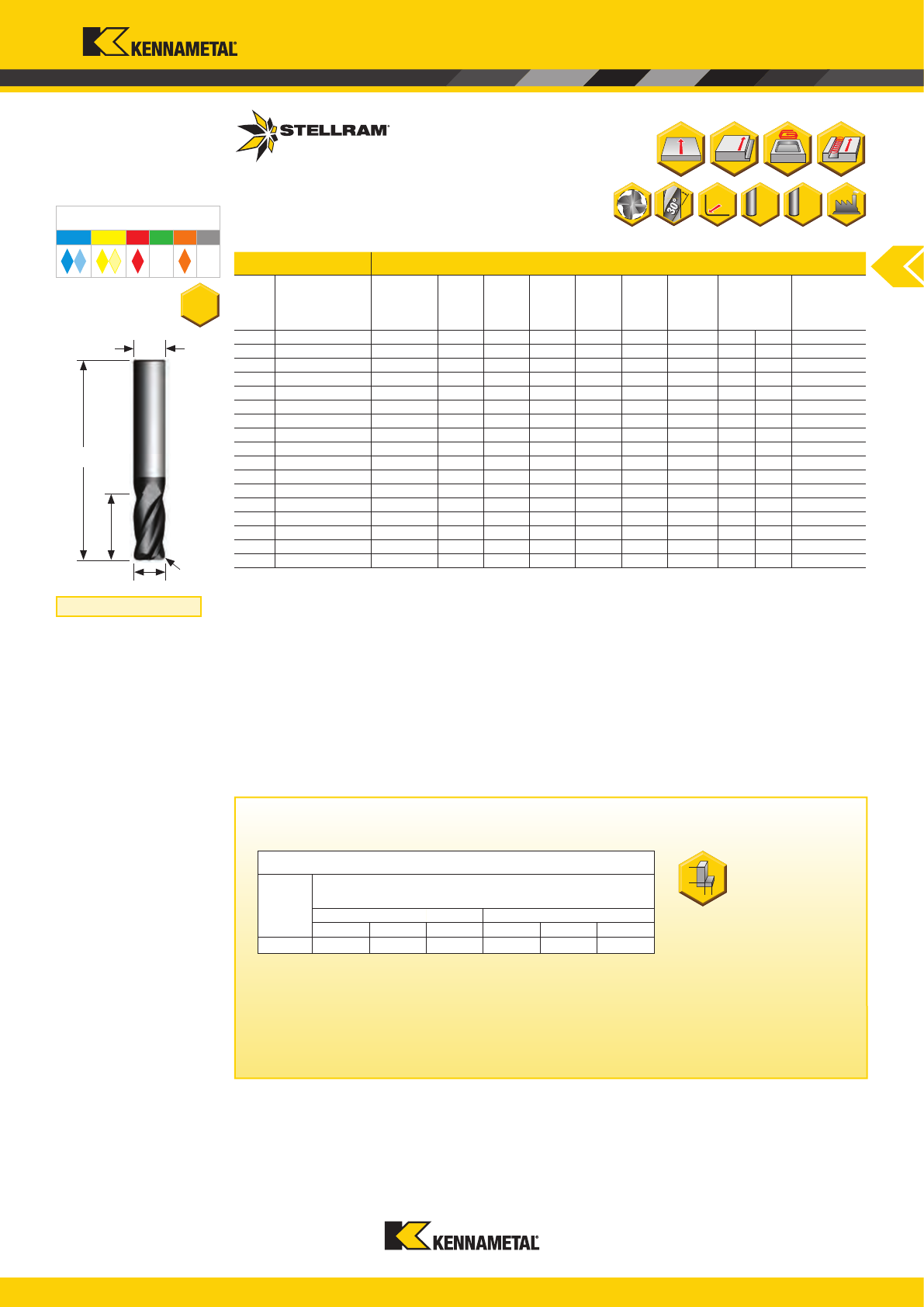
www.kennametal.com
B57
SP4060
P M K N S H
034228 ER 030NN4-E 3,00 38,00 12,00 3,00 0,50 12,00 4 - - 4,29
034229 ER 040NN4-E 4,00 50,00 14,00 4,00 0,50 14,00 4 - - 5,72
034230 ER 050NN4-E 5,00 50,00 16,00 5,00 0,50 16,00 4 - - 7,15
034231 ER 060NN4-E 6,00 63,00 19,00 6,00 0,50 19,00 4 - - 8,58
034232 ER 060NN4-G 6,00 63,00 19,00 6,00 1,00 19,00 4 - - 8,58
034233 ER 080NN4-E 8,00 63,00 19,00 8,00 0,50 19,00 4 - - 11,44
034234 ER 080NN4-G 8,00 63,00 19,00 8,00 1,00 19,00 4 - - 11,44
034235 ER 100NN4-E 10,00 70,00 22,00 10,00 0,50 22,00 4 - - 14,30
034236 ER 100NN4-G 10,00 70,00 22,00 10,00 1,00 22,00 4 - - 14,30
034237 ER 100NN4-J 10,00 70,00 22,00 10,00 1,50 22,00 4 - - 14,30
034238 ER 120NN4-E 12,00 75,00 25,00 12,00 0,50 25,00 4 - - 17,16
034239 ER 120NN4-G
12,00 75,00 25,00 12,00 1,00 25,00 4 - - 17,16
034240 ER 120NN4-J 12,00 75,00 25,00 12,00 1,50 25,00 4 - - 17,16
034241 ER 120NN4-K 12,00 75,00 25,00 12,00 2,00 25,00 4 - - 17,16
034242 ER 160NN4-G 16,00 92,00 32,00 16,00 1,00 32,00 4 - - 22,88
034243 ER 160NN4-J 16,00 92,00 32,00 16,00 1,50 32,00 4 - - 22,88
034244 ER 160NN4-K 16,00 92,00 32,00 16,00 2,00 32,00 4 - - 22,88
SP4556 0,1 - 0,5 D 0,5 - 2 D 0,5 -0,1 D 0,5 - 2 D
D
L
I
1
d
1
r
PVD
a
p
a
e
r
h6
HA
General Purpose End Mills
Mid - High Low - Mid
E_NN4-(r) Radial a
e
and Axial a
p
depth of cut range
Product Dimensions
Grade
Shoulder Milling
Roughing Finishing
a
e%
a
p%
f
z
a
e%
a
p%
f
z
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
r a
p
max*
No. of
Teeth
Helical Hole
min - max
Trochoidal
min
4 - Flute End Mill
* When using a
p
max, a
e
should not exceed 0,1D
Note: For trochoidal application details, refer to pages B88 - B89.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
ER_NN4-with Radius (r)
4 - Flute End Mill
Solid Carbide
General Purpose - End Milling
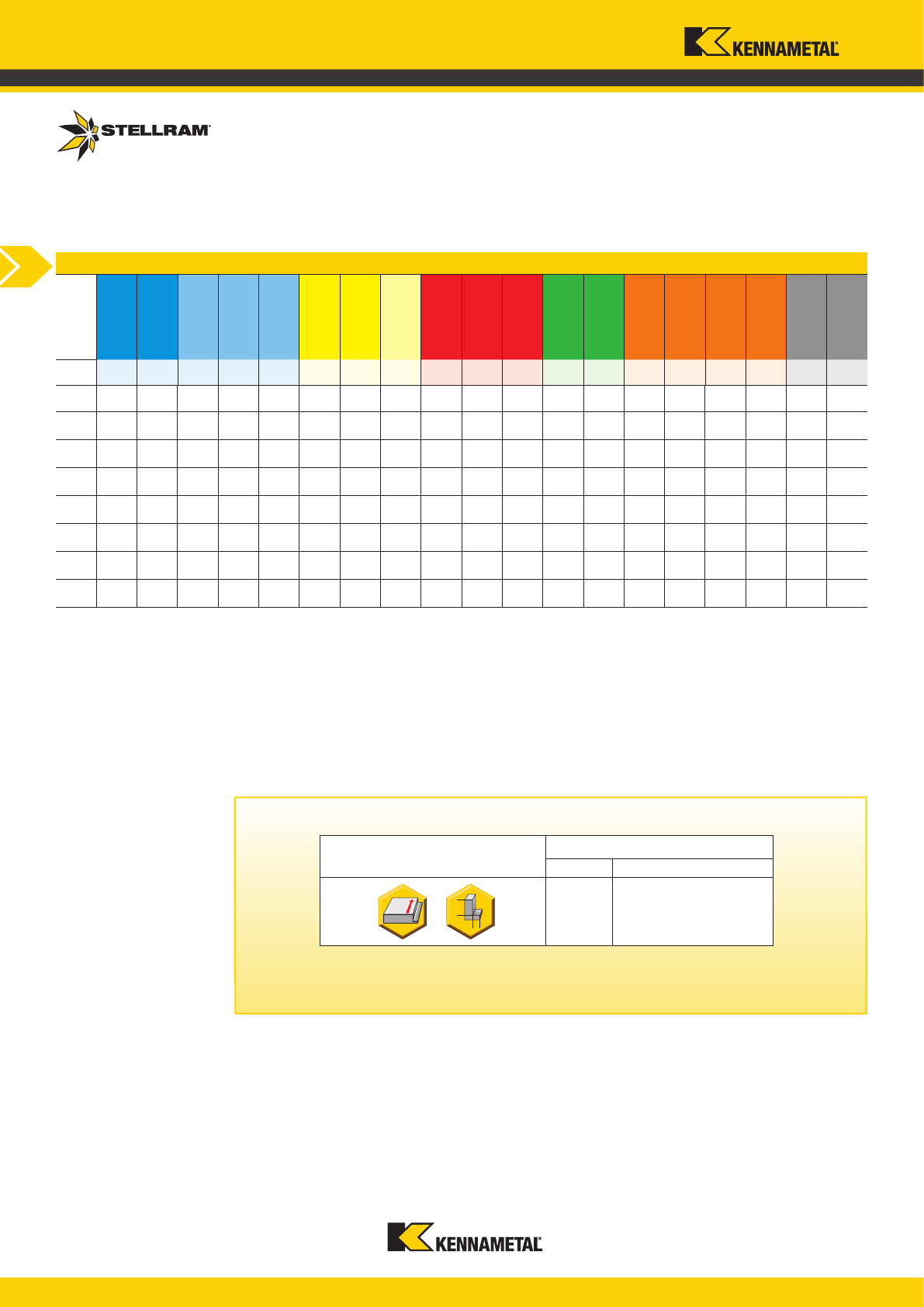
www.kennametal.com
B58
3,0
0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,007 0,009 0,009 0,009
- -
0,009 0,007 0,007 0,009
- -
0,014 0,014 0,014 0,013 0,012 0,013 0,013 0,011 0,014 0,013 0,012 0,014 0,011 0,010 0,014
4,0
0,012 0,012 0,012 0,012 0,011 0,012 0,012 0,010 0,012 0,012 0,012
- -
0,012 0,009 0,009 0,012
- -
0,020 0,020 0,020 0,019 0,017 0,019 0,017 0,015 0,020 0,019 0,017 0,020 0,015 0,014 0,019
5,0
0,015 0,015 0,015 0,015 0,013 0,015 0,015 0,013 0,015 0,015 0,015
- -
0,015 0,011 0,011 0,015
- -
0,027 0,027 0,027 0,025 0,022 0,024 0,022 0,019 0,027 0,025 0,022 0,027 0,020 0,019 0,026
6,0 0,018 0,018 0,018 0,018 0,016 0,018 0,018 0,015 0,018 0,018 0,018
- -
0,018 0,013 0,013 0,018
- -
0,033 0,033 0,033 0,030 0,027 0,030 0,027 0,024 0,034
0,030 0,027 0,034 0,025 0,024 0,033
8,0 0,024 0,024 0,024 0,024 0,021 0,024 0,024 0,020 0,024 0,024 0,024
- -
0,024 0,018 0,018 0,024
- -
0,049 0,049 0,049 0,043 0,037 0,043 0,037 0,033 0,051 0,043 0,037 0,051 0,036 0,035 0,047
10,0 0,030 0,030 0,030 0,030 0,026 0,030 0,030 0,025 0,030 0,030 0,030
- -
0,030 0,023 0,023 0,030
- -
0,065 0,065 0,065 0,056 0,047 0,056 0,047 0,042 0,068 0,056 0,047 0,068 0,049 0,046 0,063
12,0 0,036 0,036 0,036 0,036 0,030 0,036 0,036 0,030 0,036 0,036 0,036
- -
0,036 0,029 0,029 0,036
- -
0,082 0,082 0,082 0,070 0,057 0,070 0,057 0,051 0,087 0,070 0,057 0,087 0,062 0,058 0,079
16,0 0,048 0,048 0,048 0,048 0,039 0,048 0,048 0,040 0,048 0,048 0,048
- -
0,048 0,039 0,039 0,048
- -
0,119 0,119 0,119
0,099 0,079 0,099 0,079 0,070 0,127 0,099 0,079 0,127 0,090 0,084 0,115
0,05 D 2,30 x f
z
0,10 D 1,65 x f
z
0,15 D 1,40 x f
z
0,20 D 1,25 x f
z
0,30 D 1,09 x f
z
a
p
a
e
General Purpose End Mills
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
Note: HTA = High Temperature Alloys
ER_NN4-(r) Feeds f
z
(mm/tooth) - Shoulder Milling (a
e
max)
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
For a
e
less than a
e
max, use correction factors stated above.
For a
e
max, use feeds stated above.
ER_NN4-with Radius (r)
4 - Flute End Mill
Recommended Feeds
Solid Carbide
General Purpose - Eng Milling
www.kennametal.com
B59
P
125 - 180
100 - 170
100 - 170
90 - 140
80 - 120
M
85 - 120
65 - 90
50 - 80
K
90 - 150
60 - 120
50 - 100
N
S
40 - 90
20 - 40
25 - 45
30 - 60
H
General Purpose End Mills
Recommended Possible
Speed v
c
(m/min)
ER_NN4-with Radius
Series
Speed min. - max.
Coolant Recommendation
PVD
Micrograin
ISO Materials
Rm and
Hardness
SP4556
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
ER_NN4-with Radius (r)
4 - Flute End Mill
Recommended Speeds
Solid Carbide
General Purpose - End Milling
www.kennametal.com
B60
SP4060
P M K N S H
D
L
I
1
d
1
034276 B 030NN2 3,00 38,00 12,00 3,00 12,00 2 - - -
034277 B 040NN2 4,00 50,00 14,00 4,00 14,00 2 - - -
034278 B 050NN2 5,00 50,00 16,00 5,00 16,00 2 - - -
034279 B 060NN2 6,00 63,00 19,00 6,00 19,00 2 - - -
034280 B 080NN2 8,00 63,00 19,00 8,00 19,00 2 - - -
034281 B 100NN2 10,00 70,00 22,00 10,00 22,00 2 - - -
034282 B 120NN2 12,00 75,00 25,00 12,00 25,00 2 - - -
034283 B 160NN2 16,00 88,00 32,00 16,00 32,00 2 - - -
034284 B 200NN2 20,00 100,00 38,00 20,00 38,00 2 - - -
SP4556 0,1 - 0,2 D 0,5 - 1,4 D 0,05 - 0,1 D 0,5 - 1,4 D 0,1 - 0,4 D
PVD
a
p
a
e
a
p
Full
Radius
h6
HA
General Purpose End Mills
Mid - High Low - Mid
B_NN2 - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions (mm)
Grade
Shoulder Milling Slotting
Roughing Finishing
a
e%
a
p%
f
z
a
e%
a
p%
f
z
a
p%
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max* No. of Teeth
Helical Hole
min - max
Trochoidal
min
2 - Flute Ball Nose End Mill
* When using a
p
max, a
e
should not exceed 0,1 D
Note: For copy milling & shoulder milling applications, refer to page B90.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
B_NN2
2 - Flute Ball Nose End Mill
Solid Carbide
General Purpose - Eng Milling
Slotting -
Ball Nosed
www.kennametal.com
B61
3,0
0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,007 0,009 0,009 0,009
- -
0,009 0,007 0,007 0,009
- -
0,014 0,014 0,014 0,013 0,012 0,013 0,013 0,011 0,014 0,013 0,012 0,014 0,011 0,010 0,014
4,0
0,012 0,012 0,012 0,012 0,011 0,012 0,012 0,010 0,012 0,012 0,012
- -
0,012 0,009 0,009 0,012
- -
0,020 0,020 0,020 0,019 0,017 0,019 0,017 0,015 0,020 0,019 0,017 0,020 0,015 0,014 0,019
5,0
0,015 0,015 0,015 0,015 0,013 0,015 0,015 0,013 0,015 0,015 0,015
- -
0,015 0,011 0,011 0,015
- -
0,027 0,027 0,027 0,025 0,022 0,024 0,022 0,019 0,027 0,025 0,022 0,027 0,020 0,019 0,026
6,0
0,018 0,018 0,018 0,018 0,016 0,018 0,018 0,015 0,018 0,018 0,018
- -
0,018 0,013 0,013 0,018
- -
0,033 0,033 0,033 0,030 0,027 0,030 0,027 0,024 0,034
0,030 0,027 0,034 0,025 0,024 0,033
8,0
0,024 0,024 0,024 0,024 0,021 0,024 0,024 0,020 0,024 0,024 0,024
- -
0,024 0,018 0,018 0,024
- -
0,049 0,049 0,049 0,043 0,037 0,043 0,037 0,033 0,051 0,043 0,037 0,051 0,036 0,035 0,047
10,0
0,030 0,030 0,030 0,030 0,026 0,030 0,030 0,025 0,030 0,030 0,030
- -
0,030 0,023 0,023 0,030
- -
0,065 0,065 0,065 0,056 0,047 0,056 0,047 0,042 0,068 0,056 0,047 0,068 0,049 0,046 0,063
12,0
0,036 0,036 0,036 0,036 0,030 0,036 0,036 0,030 0,036 0,036 0,036
- -
0,036 0,029 0,029 0,036
- -
0,082 0,082 0,082 0,070 0,057 0,070 0,057 0,051 0,087 0,070 0,057 0,087 0,062 0,058 0,079
16,0
0,048 0,048 0,048 0,048 0,039 0,048 0,048 0,040 0,048 0,048 0,048
- -
0,048 0,039 0,039 0,048
- -
0,119 0,119 0,119
0,099 0,079 0,099 0,079 0,070 0,127 0,099 0,079 0,127 0,090 0,084 0,115
20,0
0,060 0,060 0,060 0,060 0,048 0,060 0,060 0,050 0,060 0,060 0,060
- -
0,060 0,050 0,050 0,060
- -
0,160 0,160 0,160 0,130 0,101 0,130 0,101 0,090 0,171 0,130 0,101 0,171 0,120 0,112 0,152
a
p
a
e
General Purpose End Mills
Note: For copy milling &
shoulder milling applications,
refer to page B90.
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
Note: HTA = High Temperature Alloys
B_NN2 Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
B_NN2
2 - Flute Ball Nose End Mill
Recommended Feeds
Solid Carbide
General Purpose - End Milling
www.kennametal.com
B62
P
125 - 180
100 - 170
100 - 170
90 - 140
80 - 120
M
85 - 120
65 - 90
50 - 80
K
90 - 150
60 - 120
50 - 100
N
S
40 - 90
20 - 40
25 - 45
30 - 60
H
General Purpose End Mills
Recommended Possible
Speed v
c
(m/min)
B_NN2 Series
Speed min. - max.
Coolant Recommendation
PVD
Micrograin
ISO Materials
Rm and
Hardness
SP4556
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
B_NN2
2 - Flute Ball Nose End Mill
Recommended Speeds
Solid Carbide
General Purpose - Eng Milling
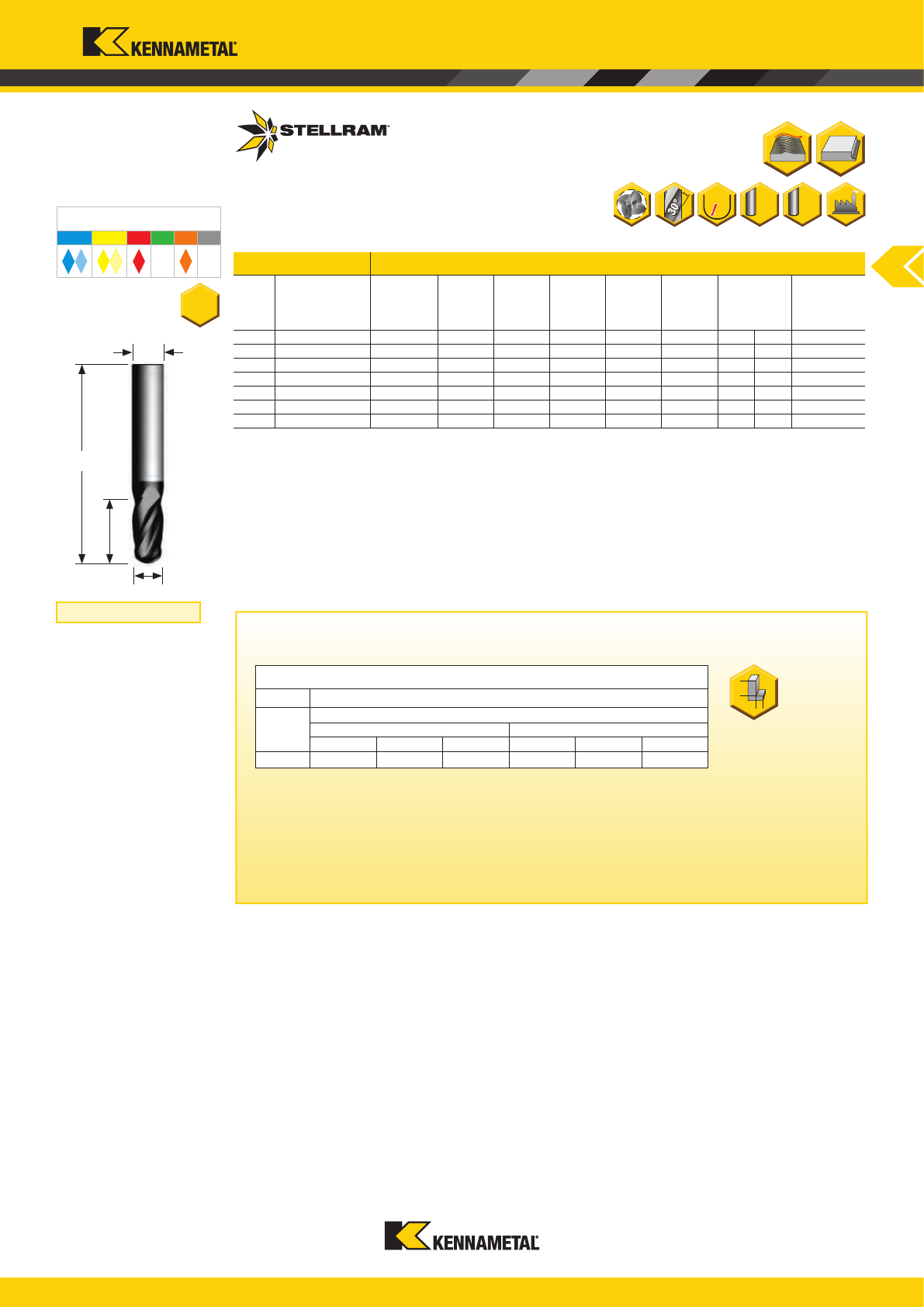
www.kennametal.com
B63
SP4060
P M K N S H
D
L
I
1
d
1
034724 B 030NN4 3,00 38,00 12,00 3,00 12,00 4 - - -
034725 B 040NN4 4,00 50,00 14,00 4,00 14,00 4 - - -
034726 B 050NN4 5,00 50,00 16,00 5,00 16,00 4 - - -
034727 B 060NN4 6,00 63,00 19,00 6,00 19,00 4 - - -
034728 B 080NN4 8,00 63,00 19,00 8,00 19,00 4 - - -
034729 B 100NN4 10,00 70,00 22,00 10,00 22,00 4 - - -
034730 B 120NN4 12,00 75,00 25,00 12,00 25,00 4 - - -
SP4556 0,1 - 0,5 D 0,5 -1,9 D 0,05 - 0,1 D 0,5 - 1,9 D
PVD
a
p
a
e
Full
Radius
h6
HA
General Purpose End Mills
Mid - High Low - Mid
B_NN4 - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions (mm)
Grade
Shoulder Milling
Roughing Finishing
a
e%
a
p%
f
z
a
e%
a
p%
f
z
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max* No. of Teeth
Helical Hole
min - max
Trochoidal
min
4 - Flute Ball Nose End Mill
* When using a
p
max, a
e
should not exceed 0,1 D
Note: For copy milling & shoulder milling applications, refer to page B90.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
B_NN4
4 - Flute Ball Nose End Mill
Solid Carbide
General Purpose - End Milling
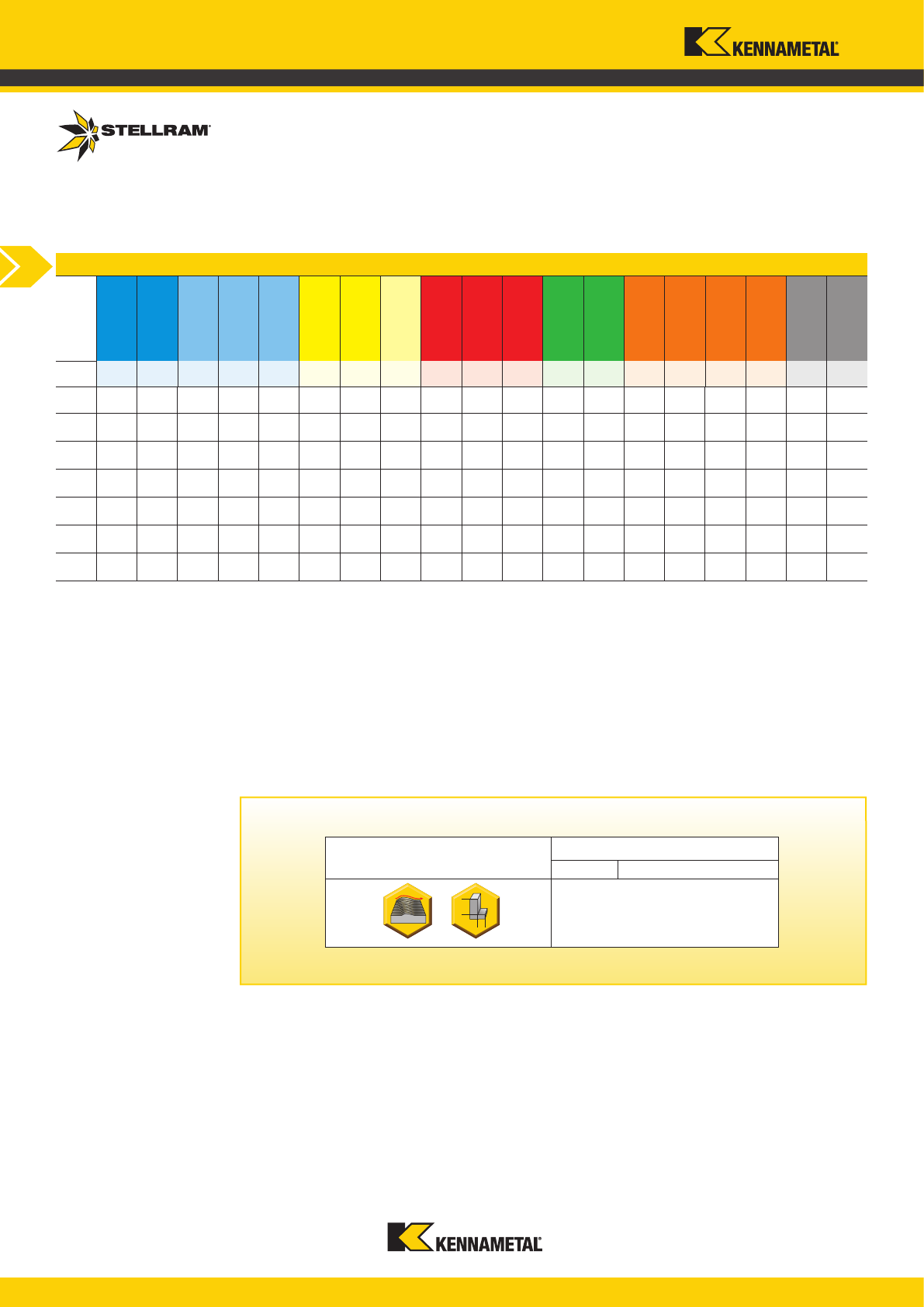
www.kennametal.com
B64
3,0
0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,007 0,009 0,009 0,009
- -
0,009 0,007 0,007 0,009
- -
0,014 0,014 0,014 0,013 0,012 0,013 0,013 0,011 0,014 0,013 0,012 0,014 0,011 0,010 0,014
4,0
0,012 0,012 0,012 0,012 0,011 0,012 0,012 0,010 0,012 0,012 0,012
- -
0,012 0,009 0,009 0,012
- -
0,020 0,020 0,020 0,019 0,017 0,019 0,017 0,015 0,020 0,019 0,017 0,020 0,015 0,014 0,019
5,0
0,015 0,015 0,015 0,015 0,013 0,015 0,015 0,013 0,015 0,015 0,015
- -
0,015 0,011 0,011 0,015
- -
0,027 0,027 0,027 0,025 0,022 0,024 0,022 0,019 0,027 0,025 0,022 0,027 0,020 0,019 0,026
6,0
0,018 0,018 0,018 0,018 0,016 0,018 0,018 0,015 0,018 0,018 0,018
- -
0,018 0,013 0,013 0,018
- -
0,033 0,033 0,033 0,030 0,027 0,030 0,027 0,024 0,034
0,030 0,027 0,034 0,025 0,024 0,033
8,0
0,024 0,024 0,024 0,024 0,021 0,024 0,024 0,020 0,024 0,024 0,024
- -
0,024 0,018 0,018 0,024
- -
0,049 0,049 0,049 0,043 0,037 0,043 0,037 0,033 0,051 0,043 0,037 0,051 0,036 0,035 0,047
10,0
0,030 0,030 0,030 0,030 0,026 0,030 0,030 0,025 0,030 0,030 0,030
- -
0,030 0,023 0,023 0,030
- -
0,065 0,065 0,065 0,056 0,047 0,056 0,047 0,042 0,068 0,056 0,047 0,068 0,049 0,046 0,063
12,0
0,036 0,036 0,036 0,036 0,030 0,036 0,036 0,030 0,036 0,036 0,036
- -
0,036 0,029 0,029 0,036
- -
0,082 0,082 0,082 0,070 0,057 0,070 0,057 0,051 0,087 0,070 0,057 0,087 0,062 0,058 0,079
a
p
a
e
General Purpose End Mills
Note: For copy milling &
shoulder milling applications,
refer to page B90.
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
Note: HTA = High Temperature Alloys
B_NN4 Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
B_NN4
4 - Flute Ball Nose End Mill
Recommended Feeds
Solid Carbide
General Purpose - Eng Milling
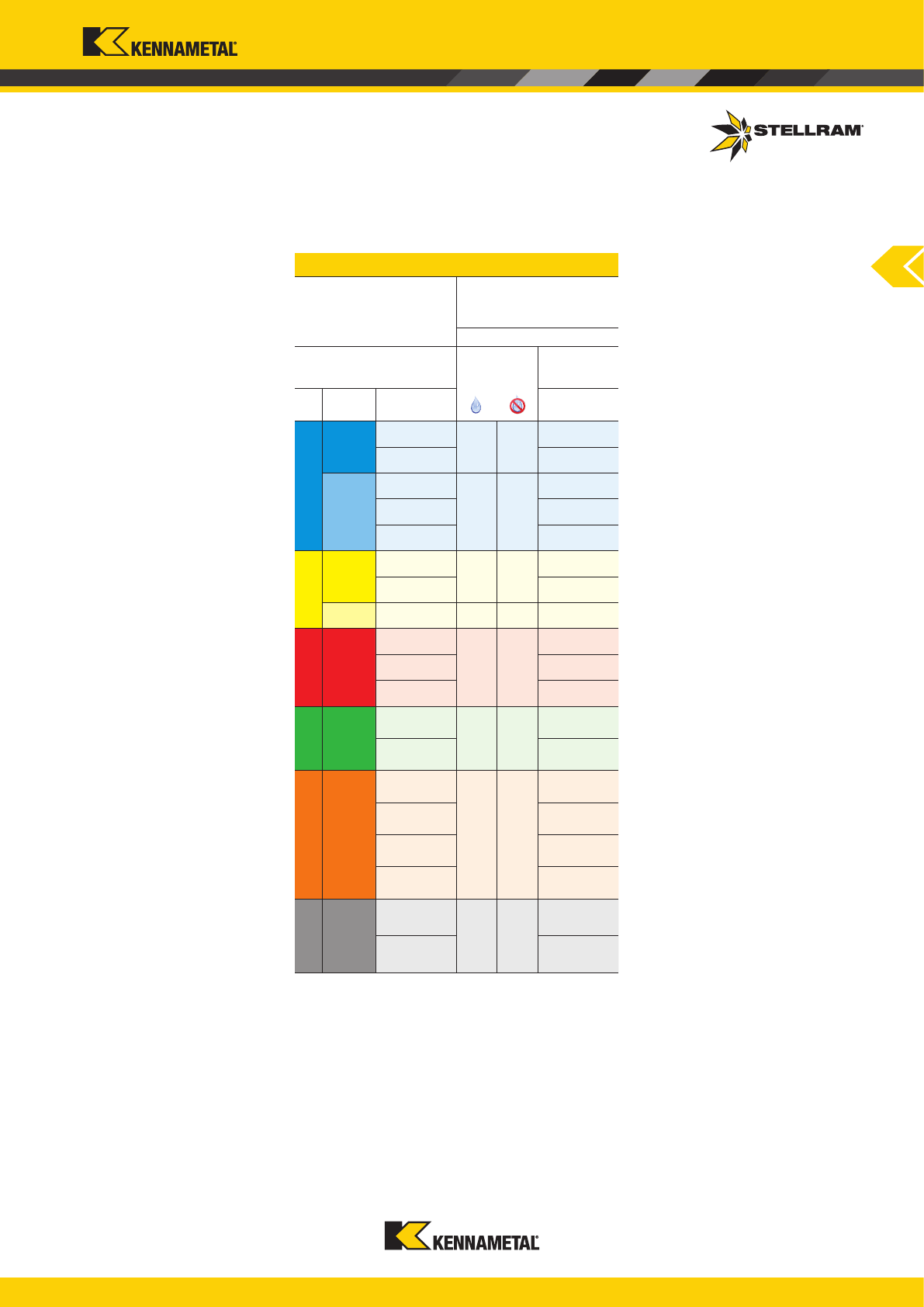
www.kennametal.com
B65
P
125 - 180
100 - 170
100 - 170
90 - 140
80 - 120
M
85 - 120
65 - 90
50 - 80
K
90 - 150
60 - 120
50 - 100
N
S
40 - 90
20 - 40
25 - 45
30 - 60
H
General Purpose End Mills
Recommended Possible
Speed v
c
(m/min)
B_NN4 Series
Speed min. - max.
Coolant Recommendation
PVD
Micrograin
ISO Materials
Rm and
Hardness
SP4556
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
B_NN4
4 - Flute Ball Nose End Mill
Recommended Speeds
Solid Carbide
General Purpose - End Milling
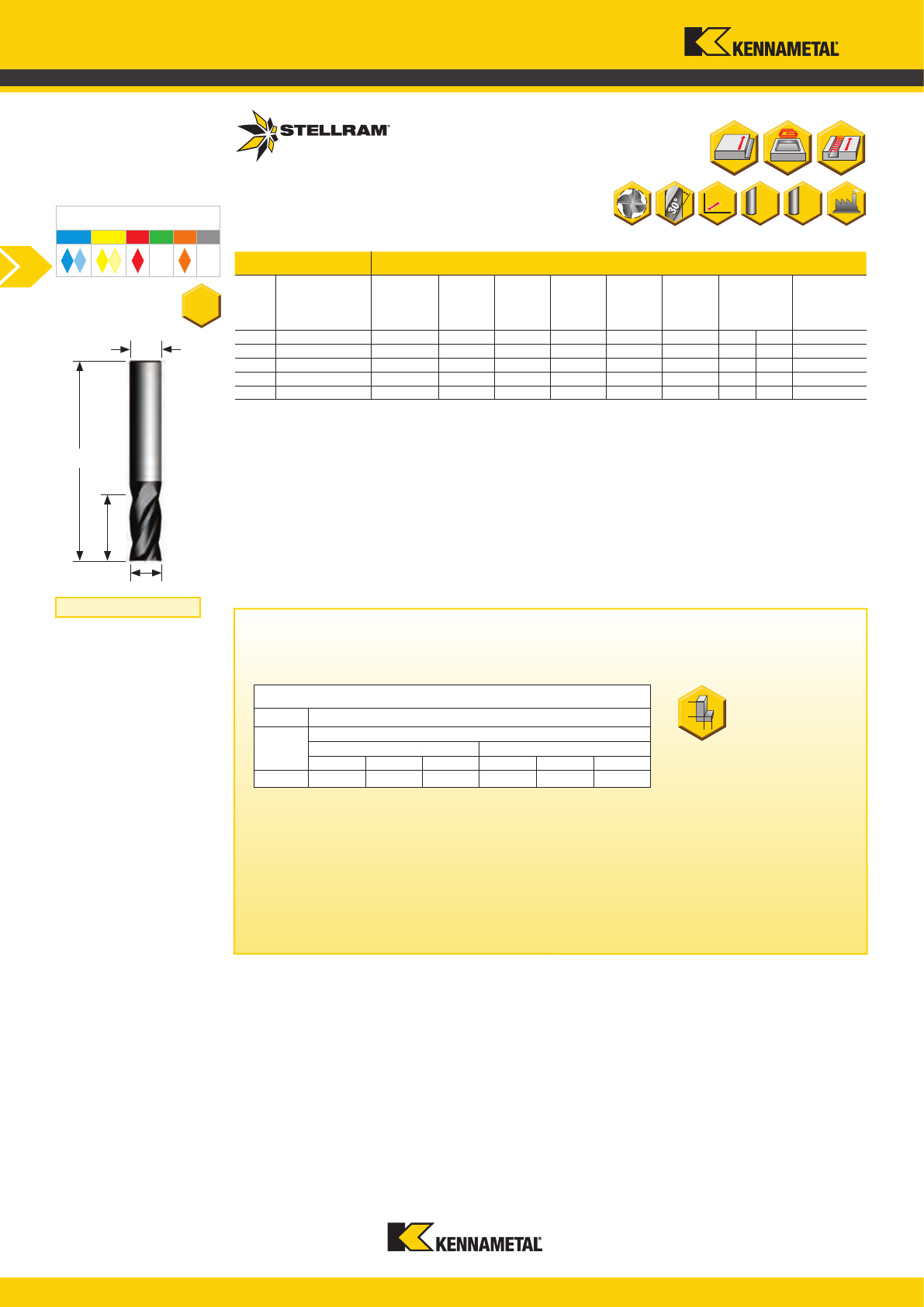
www.kennametal.com
B66
SP4060
P M K N S H
SP4556 0,1 - 0,3 D 0,5 - 3 D 0,05 - 0,1 D 0,5 - 3 D
034317 E 060LL4 6,00 75,00 25,00 6,00 25,00 4 - - 8,58
034318 E 080LL4 8,00 75,00 25,00 8,00 25,00 4 - - 11,44
034319 E 100LL4 10,00 100,00 38,00 10,00 38,00 4 - - 14,30
034320 E 120LL4 12,00 100,00 50,00 12,00 50,00 4 - - 17,16
034321 E 160LL4 16,00 150,00 75,00 16,00 75,00 4 - - 22,88
D
L
I
1
d
1
PVD
a
p
a
e
90°
h6
HA
General Purpose End Mills
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max* No. of Teeth
Helical Hole
min - max
Trochoidal
min
Mid - High Low - Mid
E_LL4 - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions (mm)
Grade
Shoulder Milling
Roughing Finishing
a
e%
a
p%
f
z
a
e%
a
p%
f
z
4 - Flute End Mill
* When using a
p
max, a
e
should not exceed 0,1 D
Note: For trochoidal application details, refer to pages B88 - B89.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
E_LL4
4 - Flute End Mill
Solid Carbide
General Purpose - Eng Milling
www.kennametal.com
B67
6,0
0,018 0,018 0,018 0,018 0,016 0,018 0,018 0,015 0,018 0,018 0,018
- -
0,018 0,013 0,013 0,018
- -
0,033 0,033 0,033 0,030 0,027 0,030 0,027 0,024 0,034 0,030 0,027 0,034 0,025 0,024 0,033
8,0
0,024 0,024 0,024 0,024 0,021 0,024 0,024 0,020 0,024 0,024 0,024
- -
0,024 0,018 0,018 0,024
- -
0,049 0,049 0,049 0,043 0,037 0,043 0,037 0,033 0,051 0,043 0,037 0,051 0,036 0,035 0,047
10,0
0,030 0,030 0,030 0,030 0,026 0,030 0,030 0,025 0,030 0,030 0,030
- -
0,030 0,023 0,023 0,030
- -
0,065 0,065 0,065 0,056 0,047 0,056 0,047 0,042 0,068 0,056 0,047 0,068 0,049 0,046 0,063
12,0
0,036 0,036 0,036 0,036 0,030 0,036 0,036 0,030 0,036 0,036 0,036
- -
0,036 0,029 0,029 0,036
- -
0,082 0,082 0,082 0,070 0,057 0,070 0,057 0,051 0,087
0,070 0,057 0,087 0,062 0,058 0,079
16,0
0,048 0,048 0,048 0,048 0,039 0,048 0,048 0,040 0,048 0,048 0,048
- -
0,048 0,039 0,039 0,048
- -
0,119 0,119 0,119 0,099 0,079 0,099 0,079 0,070 0,127 0,099 0,079 0,127 0,090 0,084 0,115
0,05 D 2,30 x f
z
0,10 D 1,65 x f
z
0,15 D 1,40 x f
z
0,20 D 1,25 x f
z
0,30 D 1,09 x f
z
a
p
a
e
General Purpose End Mills
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
Note: HTA = High Temperature Alloys
E_LL4 Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
For a
e
less than a
e
max, use correction factors stated above.
For a
e
max, use feeds stated above.
E_LL4
4 - Flute End Mill
Recommended Feeds
Solid Carbide
General Purpose - End Milling
www.kennametal.com
B68
P
75 - 110
60 - 100
60 - 100
55 - 85
50 - 70
M
50 - 70
40 - 55
30 - 45
K
55 - 90
35 - 70
30 - 60
N
S
30 - 70
15 - 35
20 - 35
25 - 50
H
General Purpose End Mills
Recommended Possible
Speed v
c
(m/min)
E_LL4 Series
Speed min. - max.
Coolant Recommendation
PVD
Micrograin
ISO Materials
Rm and
Hardness
SP4556
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
E_LL4
4 - Flute End Mill
Recommended Speeds
Solid Carbide
General Purpose - Eng Milling
www.kennametal.com
B69
SP4060
P M K N S H
D
L
I
1
d
1
034738 B 040LL2 4,00 65,00 25,00 4,00 25,00 2 - - -
034739 B 060LL2 6,00 75,00 25,00 6,00 25,00 2 - - -
034740 B 060XLXL2 6,00 100,00 38,00 6,00 38,00 2 - - -
034741 B 080LL2 8,00 75,00 25,00 8,00 25,00 2 - - -
034742 B 080XLXL2 8,00 100,00 38,00 8,00 38,00 2 - - -
034743 B 100LL2 10,00 100,00 38,00 10,00 38,00 2 - - -
034744 B 100XLXL2 10,00 125,0 63,00 10,00 63,00 2 - - -
034745 B 120LL2 12,00 100,0 50,00 12,00 50,00 2 - - -
034746 B 120XLXL2 12,00 150,00 75,00 12,00 75,00 2 - - -
B_LL2
SP4556 0,05 - 0,1 D 0,5 - 2,8 D
0,01 - 0,05 D
0,5 - 2,8 D
B_XLXL2
SP4556 0,05 - 0,1 D 1,0 - 3,5 D
0,01 - 0,05 D
1,0 - 3,5 D
PVD
a
p
a
e
Full
Radius
h6
HA
General Purpose End Mills
Mid - High Low - Mid
Mid - High Low - Mid
Radial a
e
and Axial a
p
depth of cut range
Product Dimensions (mm)
Grade
Shoulder Milling
Roughing Finishing
a
e%
a
p%
f
z
a
e%
a
p%
f
z
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max* No. of Teeth
Helical Hole
min - max
Trochoidal
min
2 - Flute Ball Nose End Mill
Copy / 3D PocketingShoulder Milling -
Ball Nosed
* When using a
p
max, a
e
should not exceed 0.1 D
Note: For copy milling & shoulder milling applications, refer to page B90.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
B_LL2 / B_XLXL2
2 - Flute Ball Nose End Mill
Solid Carbide
General Purpose - End Milling
www.kennametal.com
B70
4,0
0,012 0,012 0,012 0,012 0,011 0,012 0,012 0,010 0,012 0,012 0,012
- -
0,012 0,009 0,009 0,012
- -
0,020 0,020 0,020 0,019 0,017 0,019 0,017 0,015 0,020 0,019 0,017 0,020 0,015 0,014 0,019
6,0
0,018 0,018 0,018 0,018 0,016 0,018 0,018 0,015 0,018 0,018 0,018
- -
0,018 0,013 0,013 0,018
- -
0,033 0,033 0,033 0,030 0,027 0,030 0,027 0,024 0,034 0,030 0,027 0,034 0,025 0,024 0,033
8,0
0,024 0,024 0,024 0,024 0,021 0,024 0,024 0,020 0,024 0,024 0,024
- -
0,024 0,018 0,018 0,024
- -
0,049 0,049 0,049 0,043 0,037 0,043 0,037 0,033 0,051 0,043 0,037 0,051 0,036 0,035 0,047
10,0
0,030 0,030 0,030 0,030 0,026 0,030 0,030 0,025 0,030 0,030 0,030
- -
0,030 0,023 0,023 0,030
- -
0,065 0,065 0,065 0,056 0,047 0,056 0,047 0,042 0,068
0,056 0,047 0,068 0,049 0,046 0,063
12,0
0,036 0,036 0,036 0,036 0,030 0,036 0,036 0,030 0,036 0,036 0,036
- -
0,036 0,029 0,029 0,036
- -
0,082 0,082 0,082 0,070 0,057 0,070 0,057 0,051 0,087 0,070 0,057 0,087 0,062 0,058 0,079
a
p
a
e
General Purpose End Mills
Note: For copy milling &
shoulder milling applications,
refer to page B90.
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
Note: HTA = High Temperature Alloys
B_LL2 / B_XLXL2 Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
B_LL2 / B_XLXL2
2 - Flute Ball Nose End Mill
Recommended Feeds
Solid Carbide
General Purpose - Eng Milling
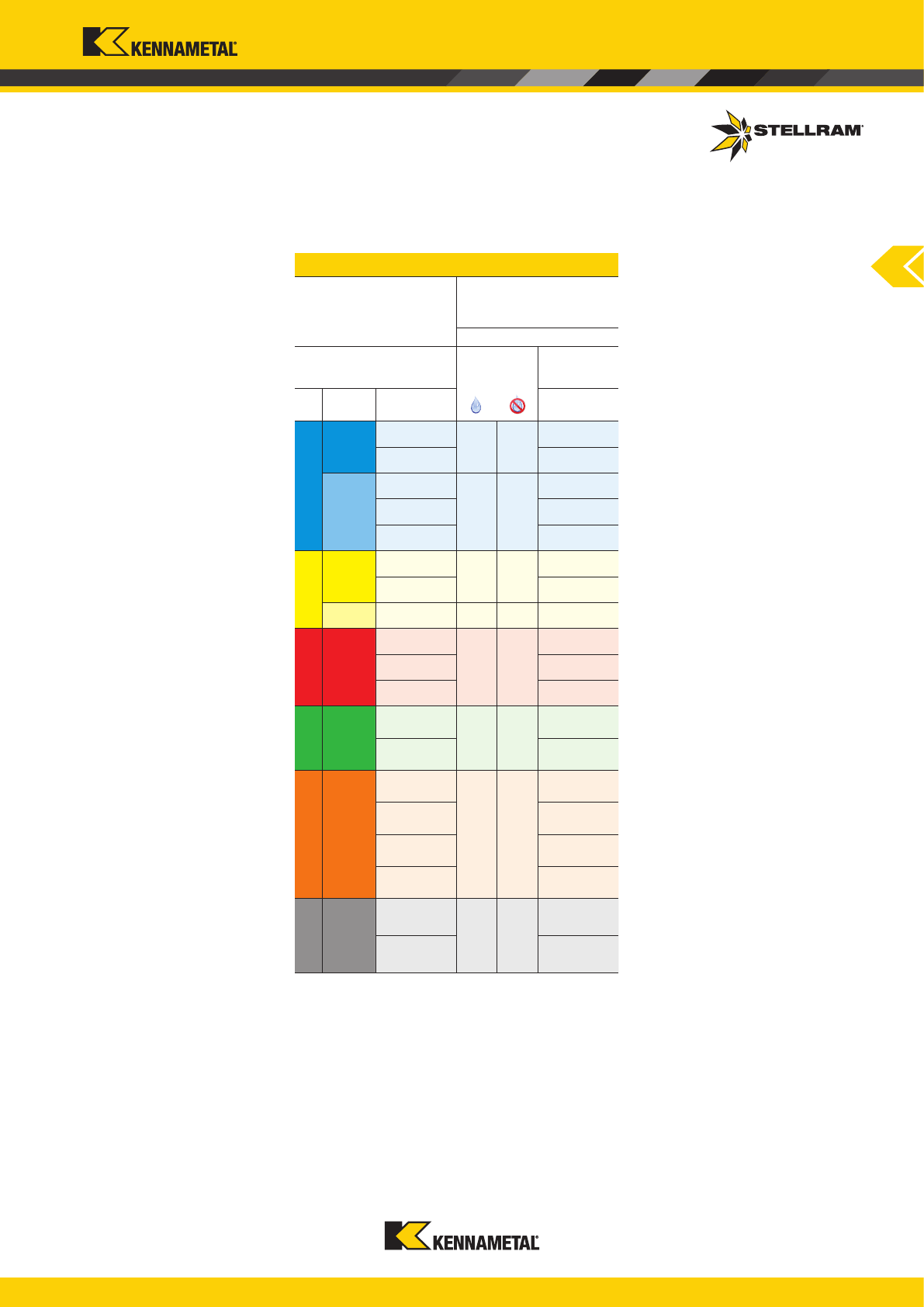
www.kennametal.com
B71
P
75 - 110
60 - 100
60 - 100
55 - 85
50 - 70
M
50 - 70
40 - 55
30 - 45
K
55 - 90
35 - 70
30 - 60
N
S
30 - 70
15 - 35
20 - 35
25 - 50
H
General Purpose End Mills
Recommended Possible
Speed v
c
(m/min)
B_LL2 / B_XLXL2
Series
Speed min. - max.
Coolant Recommendation
PVD
Micrograin
ISO Materials
Rm and
Hardness
SP4556
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
B_LL2 / B_XLXL2
2 - Flute Ball Nose End Mill
Recommended Speeds
Solid Carbide
General Purpose - End Milling
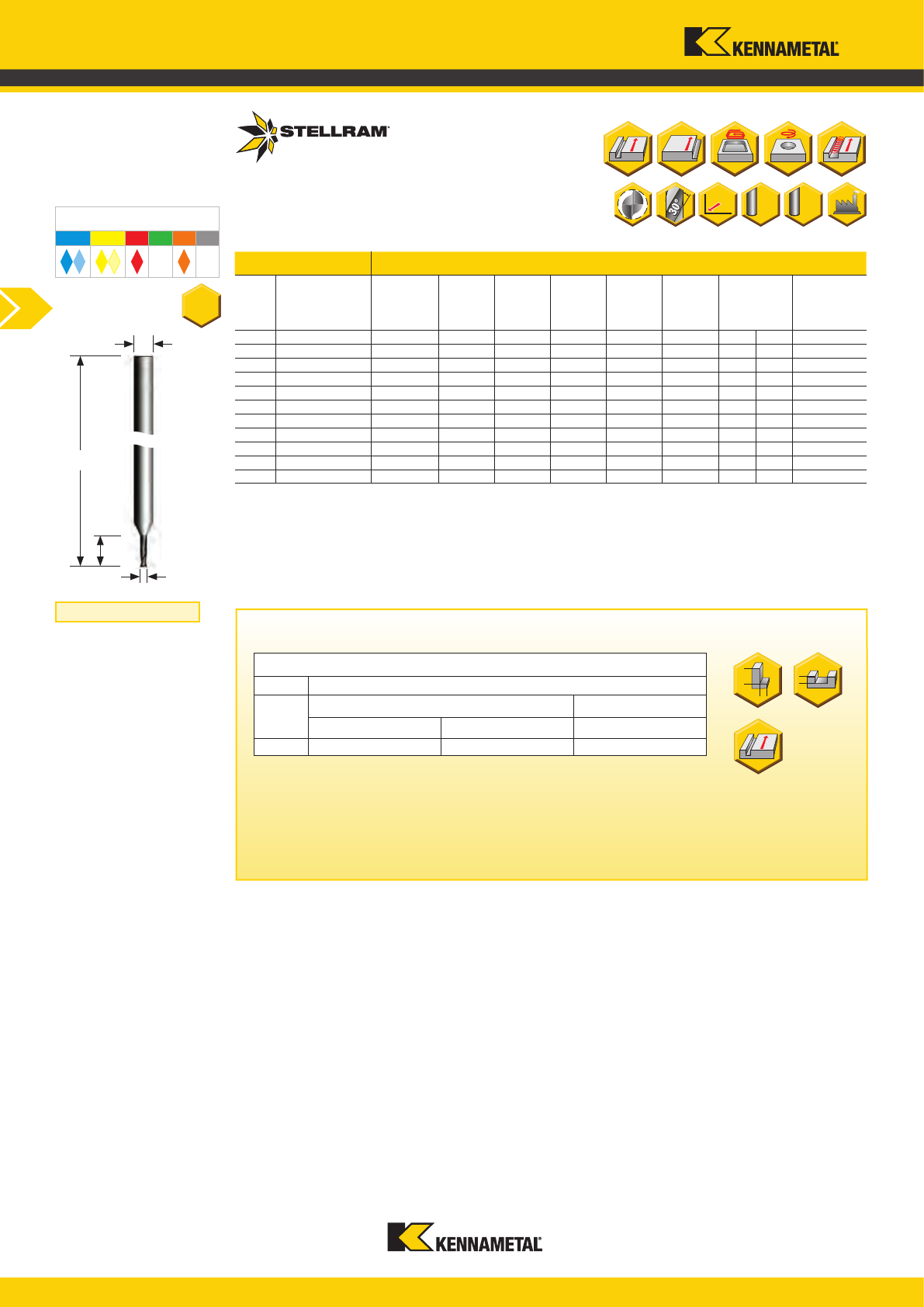
www.kennametal.com
B72
SP4060
P M K N S H
034158 E 004NTN2 0,40 38,00 1,20 3,00 1,20 2 0,57 0,78 0,57
034159 E 005NTN2 0,50 38,00 1,50 3,00 1,50 2 0,72 0,98 0,72
034160 E 006NTN2 0,60 38,00 1,80 3,00 1,80 2 0,86 1,17 0,86
034161 E 007NTN2 0,70 38,00 2,10 3,00 2,10 2 1,00 1,37 1,00
034162 E 008NTN2 0,80 38,00 2,40 3,00 2,40 2 1,14 1,56 1,14
034163 E 009NTN2 0,90 38,00 2,70 3,00 2,70 2 1,29 1,76 1,29
034164 E 010NTN2 1,00 38,00 3,00 3,00 3,00 2 1,43 1,95 1,43
034165 E 012NTN2 1,20 38,00 3,60 3,00 3,60 2 1,72 2,34 1,72
034166 E 015NTN2 1,50 38,00 5,00 3,00 5,00 2 2,15 2,93 2,15
034167 E 020NTN2 2,00 38,00 6,00 3,00 6,00 2 2,86 3,90 2,86
034168 E 025NTN2 2,50 38,00 7,00 3,00 7,00 2 3,58 4,88 3,58
SP4556 0,05 - 0,2 D 0,05 - 0,2 D 0,1 - 0,3 D
D
L
I
1
d
1
a
p
a
e
a
p
90°
h6
HA
PVD
Miniature End Mills
E_NTN2 - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions (mm)
Shoulder Milling
Slotting
a
e%
a
p%
a
p
%
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max* No. of Teeth
Helical Hole
min - max
Trochoidal
min
2 - Flute End Mill
* When using a
p
max, a
e
should not exceed 0,05 D
Note: For ramping angle, helical a
p
max. and trochoidal application details,
refer to pages B88 - B89.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
E_NTN2
2 - Flute End Mill
Solid Carbide
General Purpose - Miniature
Slotting -
Square Ended
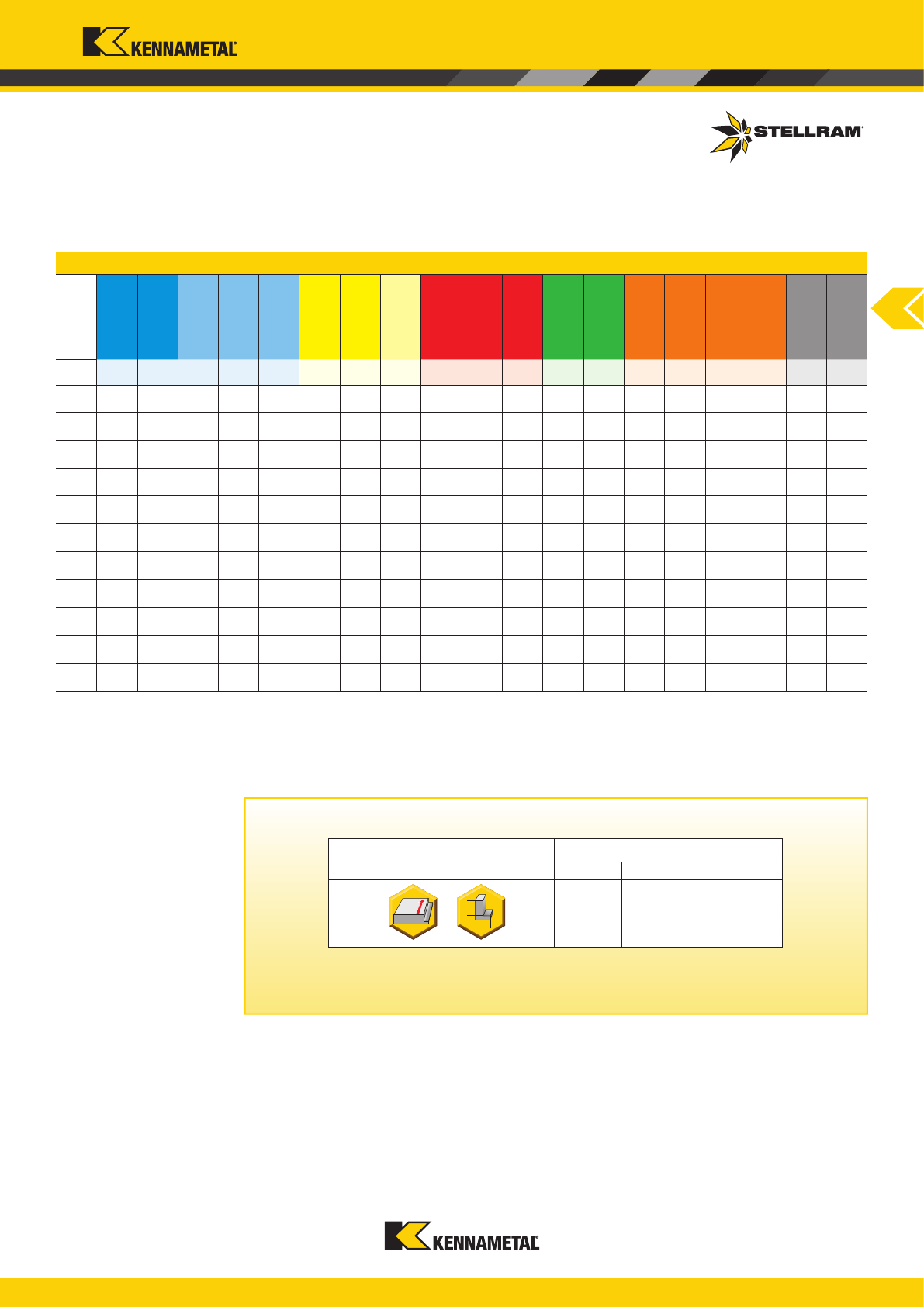
www.kennametal.com
B73
0,4 0,004 0,004 0,004 0,004 0,004 0,004 0,004 0,004 0,004 0,004 0,004 - - 0,004 0,004 0,004 0,004 - -
0,5 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 - - 0,005 0,005 0,005 0,005 - -
0,6 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 - - 0,005 0,005 0,005 0,005 - -
0,7 0,006 0,006 0,006 0,006 0,006 0,006 0,006 0,006 0,006 0,006 0,006 - - 0,006 0,006 0,006 0,006 - -
0,8 0,007 0,007 0,007 0,007 0,007 0,007 0,007 0,007 0,007 0,007 0,007 - - 0,007 0,007 0,007 0,007 - -
0,9 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 - - 0,008 0,008 0,008 0,008 - -
1.0 0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,009 - -
0,009 0,009 0,009 0,009 - -
1,2 0,011 0,011 0,011 0,011 0,011 0,011 0,011 0,011 0,011 0,011 0,011 - - 0,011 0,011 0,011 0,011 - -
1,5 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 - - 0,014 0,014 0,014 0,014 - -
2,0 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 - - 0,014 0,014 0,014 0,014 - -
2,5 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 - - 0,014 0,014 0,014 0,014 - -
0,10 D 1,65 x f
z
0,20 D 1,25 x f
z
a
p
a
e
Miniature End Mills
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
Note: HTA = High Temperature Alloys
E_NTN2 Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
Note: Due to the small diameter of the miniature end mill line, the feed rate has been reduced to a starting value only.
For a
e
less than a
e
max, use correction factors stated above.
For a
e
max, use feeds stated above.
E_NTN2
2 - Flute End Mill
Recommended Feeds
Solid Carbide
General Purpose - Miniature
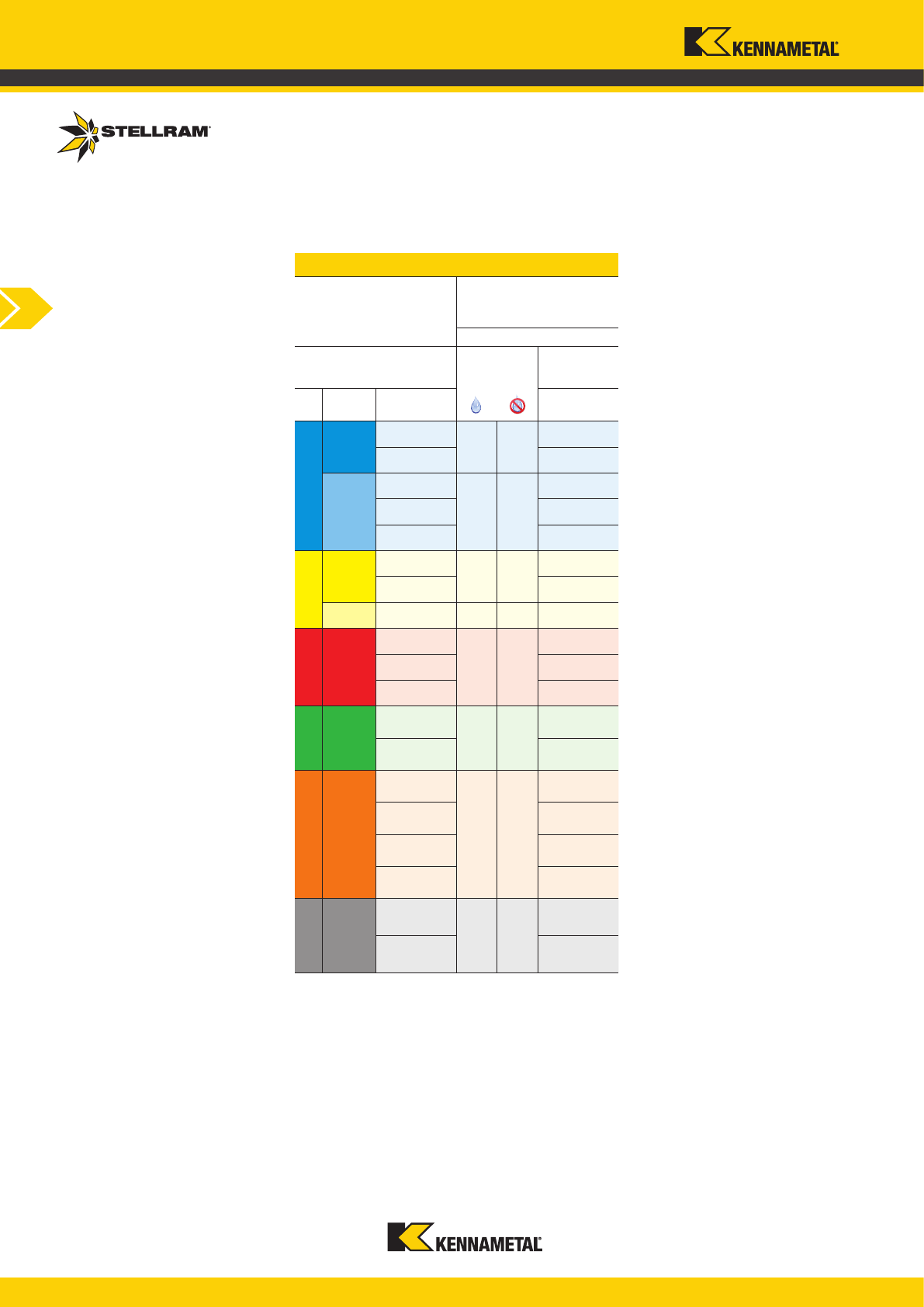
www.kennametal.com
B74
P
125 - 180
100 - 170
100 - 170
90 - 140
80 - 120
M
85 - 120
65 - 90
50 - 80
K
90 - 150
60 - 120
50 - 100
N
S
40 - 90
20 - 40
25 - 45
30 - 60
H
Miniature End Mills
Recommended Possible
Speed v
c
(m/min)
E_NTN2 Series
Speed min. - max.
Coolant Recommendation
PVD
Micrograin
ISO Materials
Rm and
Hardness
SP4556
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
When calculating rotation speed (RPM), use v
c
recommendations above.
If the RPM exceeds spindle capacity, use maximum spindle speed available.
When using rotation speeds above 25,000 RPM, ensure a balanced
work holding assembly is utilised.
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
E_NTN2
2 - Flute End Mill
Recommended Speeds
Solid Carbide
General Purpose - Miniature
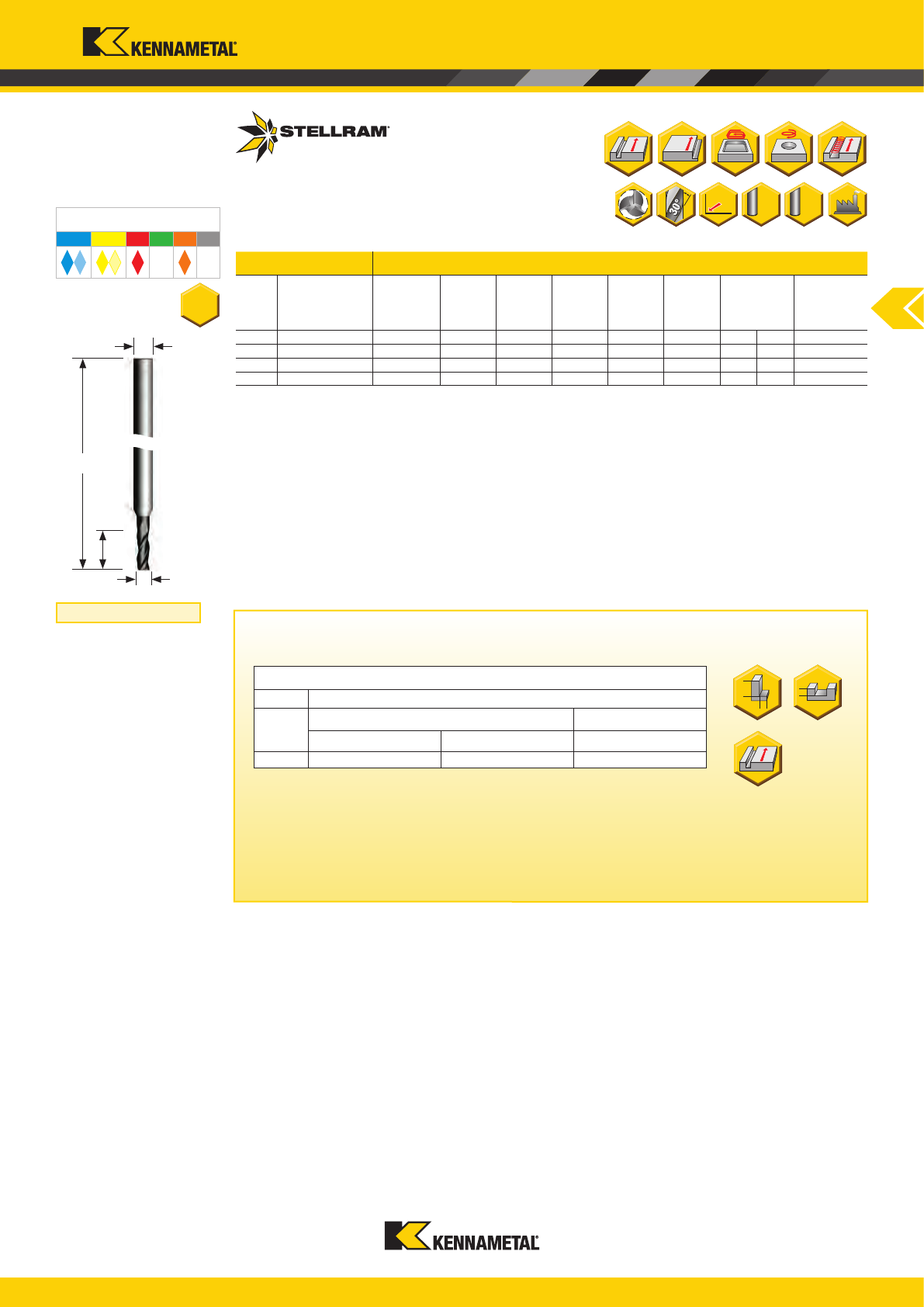
www.kennametal.com
B75
SP4060
P M K N S H
D
L
I
1
d
1
034191 E 010NTN3 1,00 38,00 3,0 3,00 3,00 3 1,43 1,95 1,43
034192 E 015NTN3 1,50 38,00 5,00 3,00 5,00 3 2,15 2,93 2,15
034193 E 020NTN3 2,00 38,00 6,00 3,00 6,00 3 2,86 3,90 2,86
034194 E 025NTN3 2,50 38,00 7,00 3,00 7,00 3 3,58 4,88 3,58
SP4556 0,05 - 0,2 D 0,05 - 0,2 D 0,1 - 0,3 D
a
p
a
e
a
p
90°
h6
HA
PVD
Miniature End Mills
E_NTN3 - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions (mm)
Shoulder Milling
Slotting
a
e%
a
p%
a
p
%
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max* No. of Teeth
Helical Hole
min - max
Trochoidal
min
3 - Flute End Mill
* When using a
p
max, a
e
should not exceed 0,05 D
Note: For ramping angle, helical a
p
max. and trochoidal application details,
refer to pages B88 - B89.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
E_NTN3
3 - Flute End Mill
Solid Carbide
General Purpose - Miniature
Slotting -
Square Ended
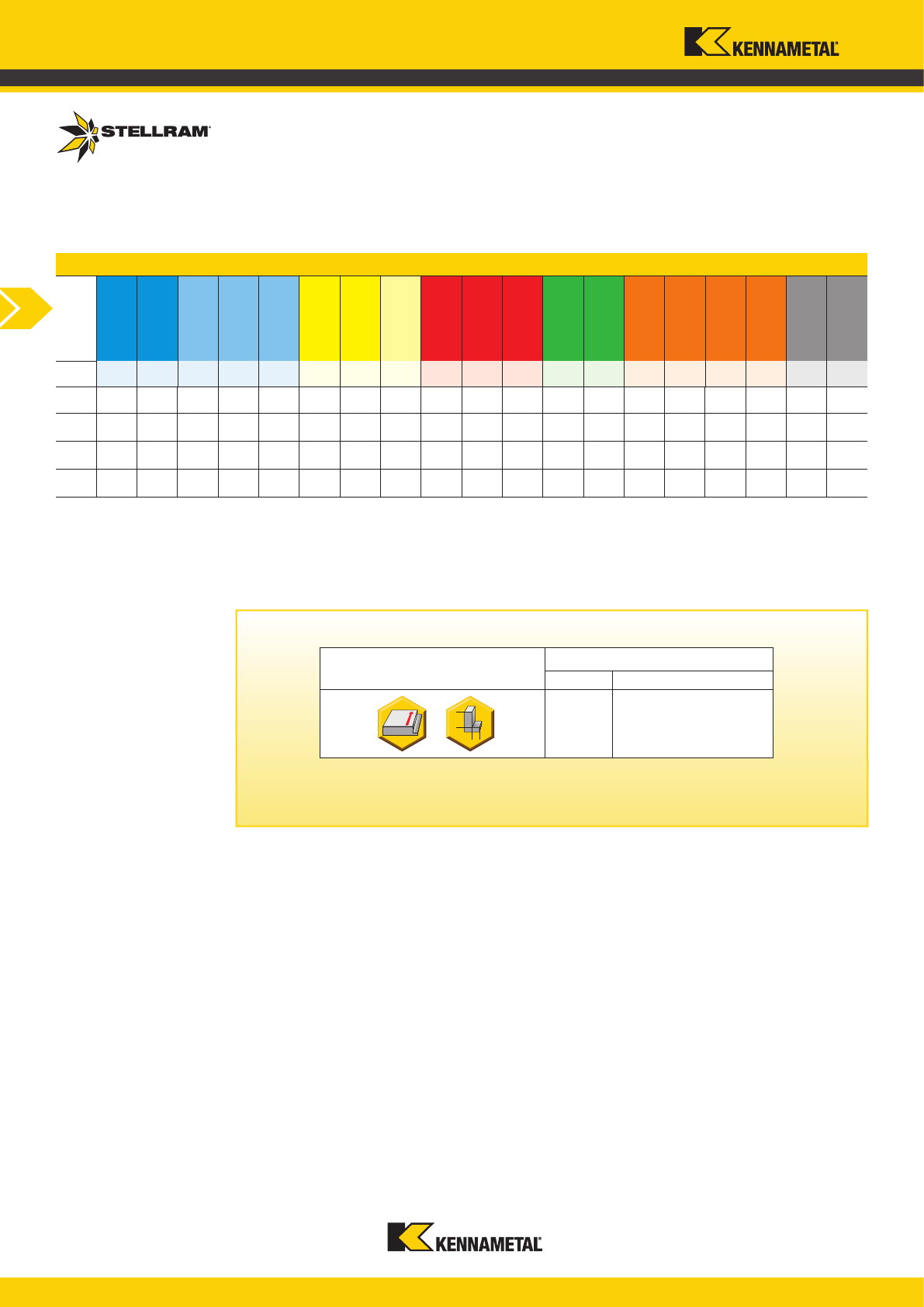
www.kennametal.com
B76
1.0 0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,009 - - 0,009 0,009 0,009 0,009 - -
1,5 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 - - 0,014 0,014 0,014 0,014 - -
2,0 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 - - 0,014 0,014 0,014 0,014 - -
2,5 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 - - 0,014 0,014 0,014 0,014 - -
0,10 D 1,65 x f
z
0,20 D 1,25 x f
z
a
p
a
e
Miniature End Mills
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
Note: HTA = High Temperature Alloys
E_NTN3 Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
Note: Due to the small diameter of the miniature end mill line, the feed rate has been reduced to a starting value only.
For a
e
less than a
e
max, use correction factors stated above.
For a
e
max, use feeds stated above.
E_NTN3
3 - Flute End Mill
Recommended Feeds
Solid Carbide
General Purpose - Miniature
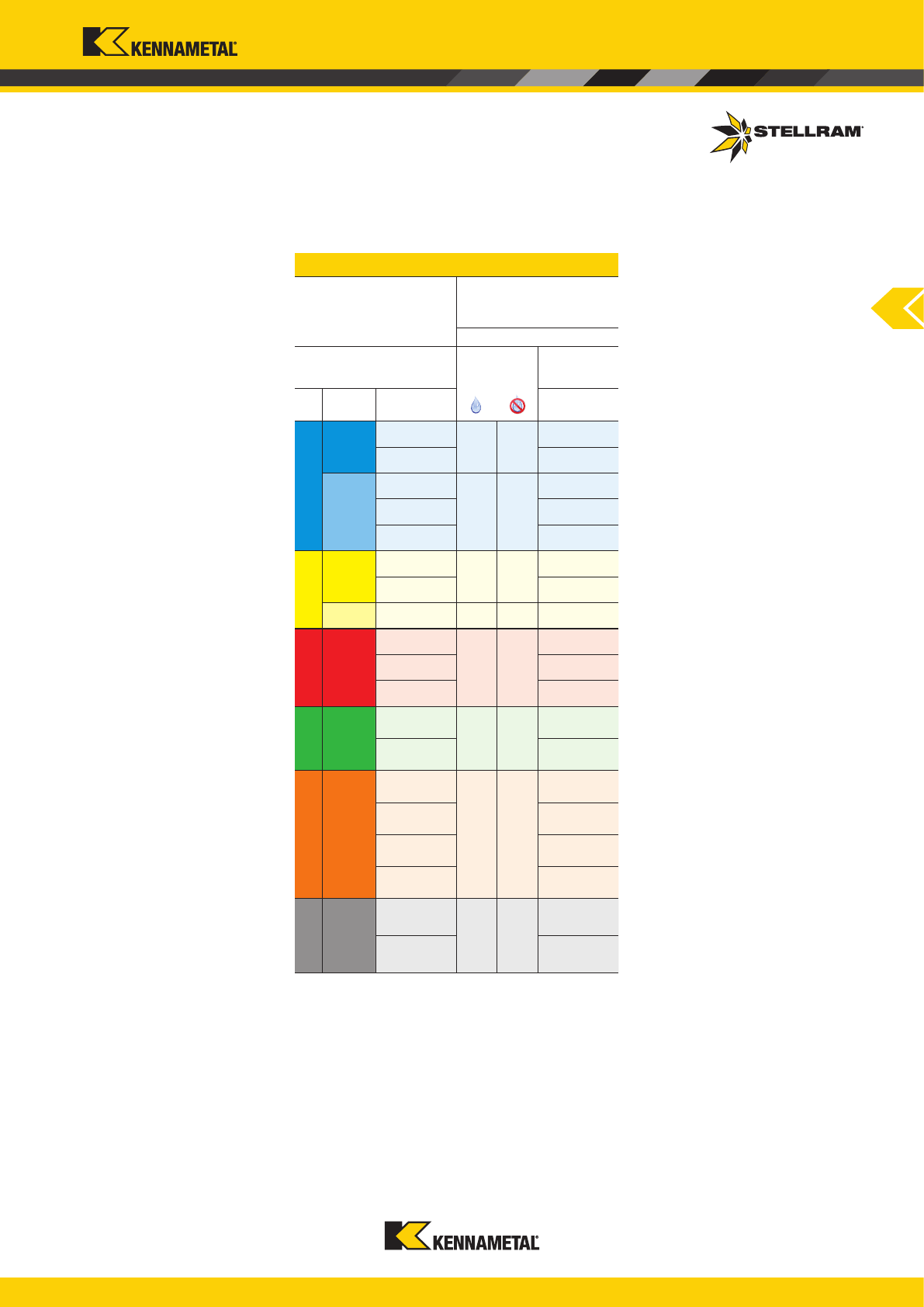
www.kennametal.com
B77
P
125 - 180
100 - 170
100 - 170
90 - 140
80 - 120
M
85 - 120
65 - 90
50 - 80
K
90 - 150
60 - 120
50 - 100
N
S
40 - 90
20 - 40
25 - 45
30 - 60
H
Miniature End Mills
Recommended Possible
Speed v
c
(m/min)
E_NTN3 Series
Speed min. - max.
Coolant Recommendation
PVD
Micrograin
ISO Materials
Rm and
Hardness
SP4556
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
When calculating rotation speed (RPM), use v
c
recommendations above.
If the RPM exceeds spindle capacity, use maximum spindle speed available.
When using rotation speeds above 25,000 RPM, ensure a balanced
work holding assembly is utilised.
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
E_NTN3
3 - Flute End Mill
Recommended Speeds
Solid Carbide
General Purpose - Miniature
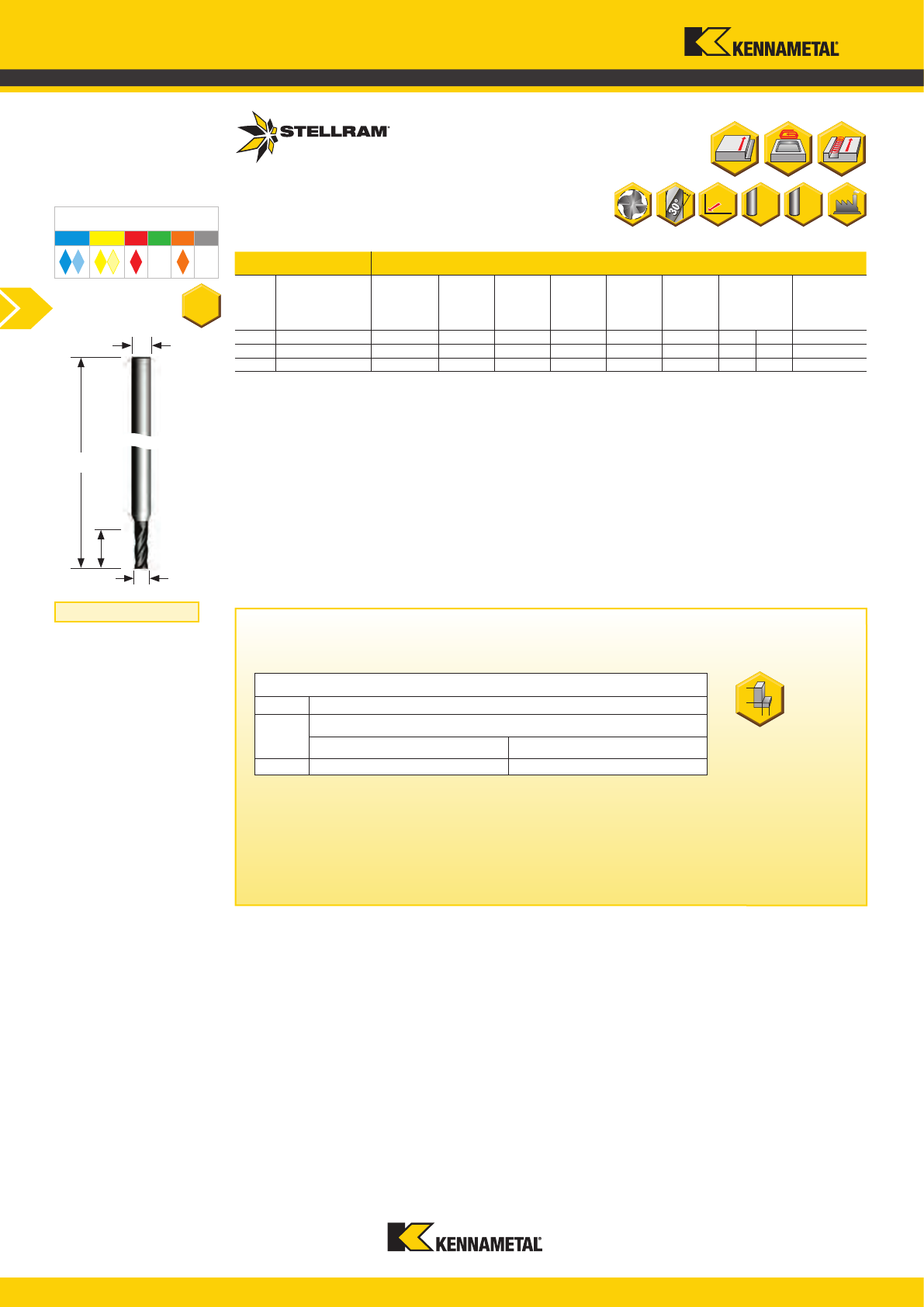
www.kennametal.com
B78
SP4060
P M K N S H
D
L
I
1
d
1
SP4556 0,05 - 0,2 D 0,05 - 0,2 D
034216 E 010NTN4 1,00 38,00 3,00 3,00 3,00 4 - - 1,43
034217 E 015NTN4 1,50 38,00 5,00 3,00 5,00 4 - - 2,15
034218 E 020NTN4 2,00 38,00 6,00 3,00 6,00 4 - - 2,86
a
p
a
e
90°
h6
HA
PVD
Miniature End Mills
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max* No. of Teeth
Helical Hole
min - max
Trochoidal
min
E_NTN4 - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions (mm)
Shoulder Milling
a
e%
a
p%
4 - Flute End Mill
* When using a
p
max, a
e
should not exceed 0,05 D
Note: For trochoidal application details, refer to pages B88 - B89.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
E_NTN4
4 - Flute End Mill
Solid Carbide
General Purpose - Miniature
www.kennametal.com
B79
0,10 D 1,65 x f
z
0,20 D 1,25 x f
z
1.0 0,010 0,010 0,010 0,010 0,010 0,010 0,010 0,010 0,010 0,010 0,010 - - 0,010 0,010 0,010 0,010 - -
1,5 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 - - 0,015 0,015 0,015 0,015 - -
2,0 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 - - 0,015 0,015 0,015 0,015 - -
2,5 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 - - 0,015 0,015 0,015 0,015 - -
a
p
a
e
Miniature End Mills
Note: HTA = High Temperature Alloys
Shoulder Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
E_NTN4 Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
Note: Due to the small diameter of the miniature end mill line, the feed rate has been reduced to a starting value only.
For a
e
less than a
e
max, use correction factors stated above.
For a
e
max, use feeds stated above.
E_NTN4
4 - Flute End Mill
Recommended Feeds
Solid Carbide
General Purpose - Miniature
www.kennametal.com
B80
P
125 - 180
100 - 170
100 - 170
90 - 140
80 - 120
M
85 - 120
65 - 90
50 - 80
K
90 - 150
60 - 120
50 - 100
N
S
40 - 90
20 - 40
25 - 45
30 - 60
H
Miniature End Mills
Recommended Possible
Speed v
c
(m/min)
E_NTN4 Series
Speed min. - max.
Coolant Recommendation
PVD
Micrograin
ISO Materials
Rm and
Hardness
SP4556
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
When calculating rotation speed (RPM), use v
c
recommendations above.
If the RPM exceeds spindle capacity, use maximum spindle speed available.
When using rotation speeds above 25,000 RPM, ensure a balanced
work holding assembly is utilised.
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
E_NTN4
4 - Flute End Mill
Recommended Speeds
Solid Carbide
General Purpose - Miniature
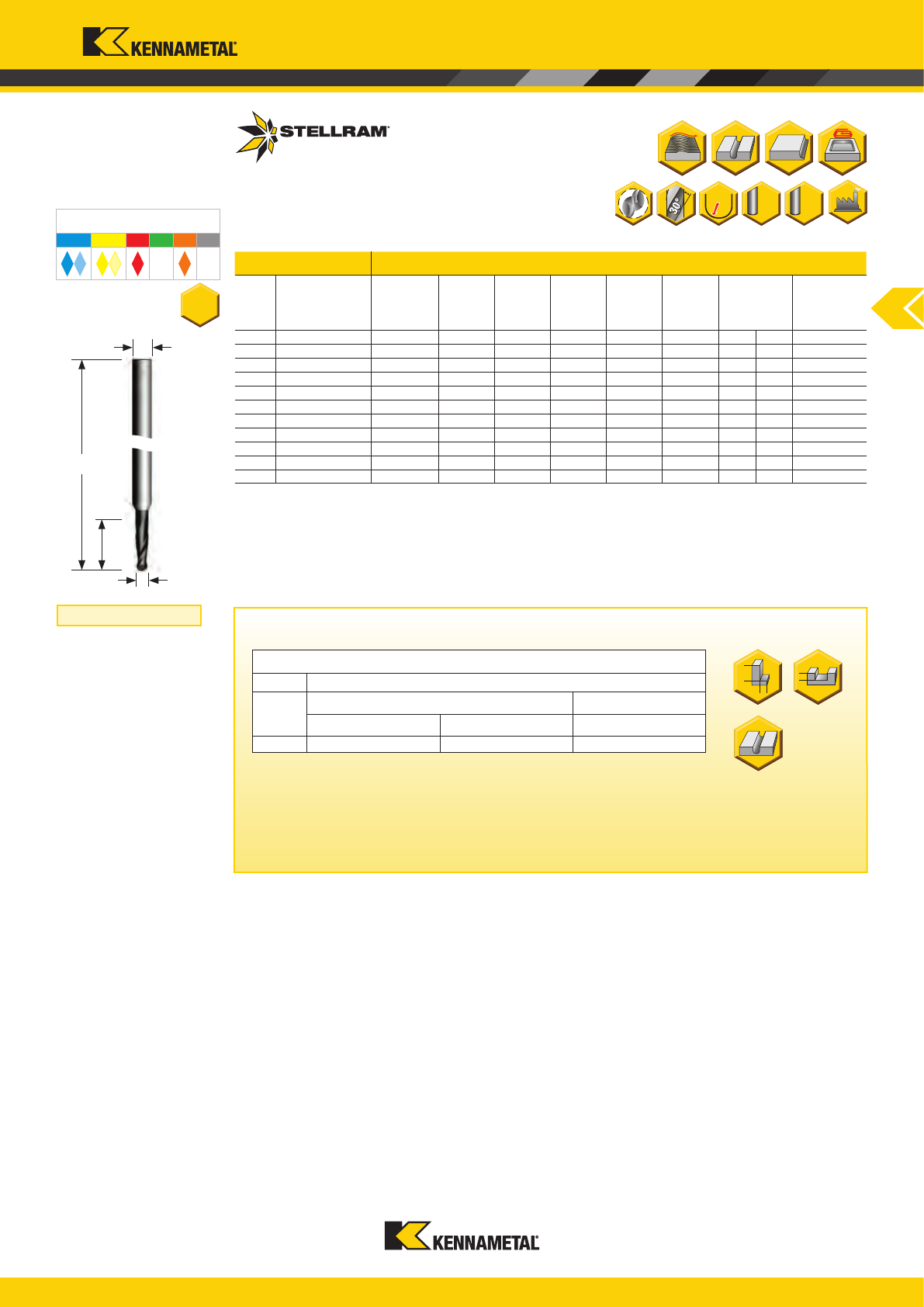
www.kennametal.com
B81
SP4060
P M K N S H
D
L
I
1
d
1
034265 B 004NTN2 0,40 38,00 1,20 3,00 1,20 2 - - -
034266 B 005NTN2 0,50 38,00 1,50 3,00 1,50 2 - - -
034267 B 006NTN2 0,60 38,00 1,80 3,00 1,80 2 - - -
034268 B 007NTN2 0,70 38,00 2,10 3,00 2,10 2 - - -
034269 B 008NTN2 0,80 38,00 2,40 3,00 2,40 2 - - -
034270 B 009NTN2 0,90 38,00 2,70 3,00 2,70 2 - - -
034271 B 010NTN2 1,00 38,00 3,00 3,00 3,00 2 - - -
034272 B 012NTN2 1,20 38,00 3,60 3,00 3,60 2 - - -
034273 B 015NTN2 1,50 38,00 5,00 3,00 5,00 2 - - -
034274 B 020NTN2 2,00 38,00 6,00 3,00 6,00 2 - - -
034275 B 025NTN2 2,50 38,00 7,00 3,00 7,00 2 - - -
SP4556 0,05 - 0,2D 0,05 - 0,2D 0,1 - 0,3 D
a
p
a
e
a
p
Full
Radius
h6
HA
PVD
Miniature End Mills
B_NTN2 - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions
Shoulder Milling
Slotting
a
e%
a
p%
a
p
%
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max* No. of Teeth
Helical Hole
min - max
Trochoidal
min
2 - Flute Ball Nose End Mill
* When using a
p
max, a
e
should not exceed 0,05 D
Note: For copy milling & shoulder milling applications, refer to page B90.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
B_NTN2
2 - Flute Ball Nose End Mill
Solid Carbide
General Purpose - Miniature
Slotting -
Ball Nosed
www.kennametal.com
B82
0,4 0,004 0,004 0,004 0,004 0,004 0,004 0,004 0,004 0,004 0,004 0,004 - - 0,004 0,004 0,004 0,004 - -
0,5 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 - - 0,005 0,005 0,005 0,005 - -
0,6 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 - - 0,005 0,005 0,005 0,005 - -
0,7 0,006 0,006 0,006 0,006 0,006 0,006 0,006 0,006 0,006 0,006 0,006 - - 0,006 0,006 0,006 0,006 - -
0,8 0,007 0,007 0,007 0,007 0,007 0,007 0,007 0,007 0,007 0,007 0,007 - - 0,007 0,007 0,007 0,007 - -
0,9 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 - - 0,008 0,008 0,008 0,008 - -
1.0 0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,009 - -
0,009 0,009 0,009 0,009 - -
1,2 0,011 0,011 0,011 0,011 0,011 0,011 0,011 0,011 0,011 0,011 0,011 - - 0,011 0,011 0,011 0,011 - -
1,5 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 - - 0,014 0,014 0,014 0,014 - -
2,0 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 - - 0,014 0,014 0,014 0,014 - -
2,5 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 - - 0,014 0,014 0,014 0,014 - -
a
p
a
e
Miniature End Mills
Note: HTA = High Temperature Alloys
Note: For copy milling &
shoulder milling applications,
refer to page B90.
Copy Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
B_NTN2 Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
Note: Due to the small diameter of the miniature end mill line, the feed rate has been reduced to a starting value only.
B_NTN2
2 - Flute Ball Nose End Mill
Recommended Feeds
Solid Carbide
General Purpose - Miniature
www.kennametal.com
B83
P
125 - 180
100 - 170
100 - 170
90 - 140
80 - 120
M
85 - 120
65 - 90
50 - 80
K
90 - 150
60 - 120
50 - 100
N
S
40 - 90
20 - 40
25 - 45
30 - 60
H
Miniature End Mills
Recommended Possible
Speed v
c
(m/min)
B_NTN2 Series
Speed min. - max.
Coolant Recommendation
PVD
Micrograin
ISO Materials
Rm and
Hardness
SP4556
Unalloyed
Steel
<600 N/mm
2
<180 HB N
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
When calculating rotation speed (RPM), use v
c
recommendations above.
If the RPM exceeds spindle capacity, use maximum spindle speed available.
When using rotation speeds above 25,000 RPM, ensure a balanced
work holding assembly is utilised.
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
B_NTN2
2 - Flute Ball Nose End Mill
Recommended Speeds
Solid Carbide
General Purpose - Miniature
www.kennametal.com
B84
SP4060
P M K N S H
D
I
1
d
1
034720 B 010NTN4 1,00 38,00 3,00 3,00 3,00 4 - - -
034721 B 015NTN4 1,50 38,00 5,00 3,00 5,00 4 - - -
034722 B 020NTN4 2,00 38,00 6,00 3,00 6,00 4 - - -
034723 B 025NTN4 2,50 38,00 7,00 3,00 7,00 4 - - -
SP4556 0,05 - 0,2 D 0,05 - 0,2 D
Full
Radius
h6
HA
PVD
a
p
a
e
a
p
Miniature End Mills
B_NTN4 - Radial a
e
and Axial a
p
depth of cut range
Product Dimensions (mm)
Shoulder Milling
a
e%
a
p%
Metric Product Dimensions (mm)
EDP Item Description D L l
1
d
1
a
p
max* No. of Teeth
Helical Hole
min - max
Trochoidal
min
4 - Flute Ball Nose End Mill
* When using a
p
max, a
e
should not exceed 0,05 D
Note: For copy milling & shoulder milling applications, refer to page B90.
See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts.
Materials Application
B_NTN4
4 - Flute Ball Nose End Mill
Solid Carbide
General Purpose - Miniature
www.kennametal.com
B85
1.0 0,010 0,010 0,010 0,010 0,010 0,010 0,010 0,010 0,010 0,010 0,010
- -
0,010 0,010 0,010 0,010
- -
1,5 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015
- -
0,015 0,015 0,015 0,015
- -
2,0 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015
- -
0,015 0,015 0,015 0,015
- -
2,5 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015 0,015
- -
0,015 0,015 0,015 0,015
- -
a
p
a
e
Miniature End Mills
Note: For copy milling &
shoulder milling applications,
refer to page B90.
Copy Milling / Proling
Feed Correction Parameters
a
e
Correction Factor
Note: HTA = High Temperature Alloys
B_NTN4 Feeds f
z
(mm/tooth) - Slotting / Pocketing
D
Unalloyed Steel
<600 N/mm
2
<180 HBN
Unalloyed Steel
700-950N/mm
2
200-280 HBN
Alloyed Steel
<600 N/mm
2
<180 HBN
Alloyed Steel
950-1200N/mm
2
280-355 HBN
Alloyed Steel
1200-1400N/mm
2
355-415 HBN
Stainless Steel
Austenitic + Ferretic
300 Series
Stainless Steel
Martensitic
400 Series
Stainless Steel
Refractory PH
Cast Irons
Grey
GG-FT
Cast Irons
Spheroidal- Ductile
GGG-FGS
Cast Irons
Malleable
GTS -MN/MP
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium & Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Range
Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. -
Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max.
Note: Due to the small diameter of the miniature end mill line, the feed rate has been reduced to a starting value only.
B_NTN4
4 - Flute Ball Nose End Mill
Recommended Feeds
Solid Carbide
General Purpose - Miniature
www.kennametal.com
B86
P
125 - 180
100 - 170
100 - 170
90 - 140
80 - 120
M
85 - 120
65 - 90
50 - 80
K
90 - 150
60 - 120
50 - 100
N
S
40 - 90
20 - 40
25 - 45
30 - 60
H
Miniature End Mills
Recommended Possible
Speed v
c
(m/min)
B_NTN4 Series
Speed min. - max.
Coolant Recommendation
PVD
Micrograin
ISO Materials
Rm and
Hardness
SP4556
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
When calculating rotation speed (RPM), use v
c
recommendations above.
If the RPM exceeds spindle capacity, use maximum spindle speed available.
When using rotation speeds above 25,000 RPM, ensure a balanced
work holding assembly is utilised.
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
B_NTN4
4 - Flute Ball Nose End Mill
Recommended Speeds
Solid Carbide
General Purpose - Miniature
www.kennametal.com
B87
a
e
a
e
a
p
a
p
h
m
h
m
f
z
f
z
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
234567
1.1
1
0.9
0.8
0.7
0.6
0.5
0.4
012 345
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
234567
1.1
1
0.9
0.8
0.7
0.6
0.5
0.4
012 345
RSM100 10.00 6 0.17 0.67 10.30 13.00 6.87 7.5
0.20
1.25
0.02 0.05
0.078 0.195 0.040 0.100
0.020 0.057
RSM120 12.00 6 0.20 0.80 12.80 15.60 10.24 9 1.80 0.078 0.195 0.040 0.100
RSM160 16.00 6 0.27 1.07 17.80 20.80 18.99 12 3.20 0.078 0.195 0.040 0.100
RSM160 16.00 8 0.20 0.80 12.00 20.80 9.60 12 3.20 0.090 0.225 0.046 0.115
RSM200 20.00 6 0.33 1.33 23.00 26.00 30.67 15 5.00 0.078 0.195 0.040 0.100
RSM200 20.00 8 0.25 1.00 16.00 26.00 16.00 15 5.00 0.090 0.225 0.046 0.115
RSM250 25.00 8 0.31 1.25 20.50 32.50 25.63 18.75 7.81 0.090 0.225 0.046 0.115
RSM250 25.00 10 0.25 1.00 15.50 32.50 15.50 18.75 7.81 0.101 0.251 0.051 0.128
Technical
Solid Carbide End Mills
Technical Information — RSM
In the application of RSM end mills, it is vital that ad max mm
2
is not exceeded, for this, adjust a
e
& a
p
accordingly.
Key:
a
e
Radial depth of cut (mm)
a
p
Axial depth of cut (mm)
a
d
Cutting section (mm
2
)
f
z
Feed per tooth (mm/z)
h
m
Effective chip thickness (mm)
Example based on values for RSM250 (Z=10)
Example:
When using a
p
max, then a
e
= ad max mm
2
/ a
p
max
= 15.50 / 32.50
= 0.47mm
When using a
e
(max), Then a
p
= ad max mm
2
/ a
e
max
= 15.5 / 1
= 15.50mm
When the length to diameter (Lu:D) exceeds 3:1 the speed
(V
c
) should be reduced as per the following graph.
Cutting Section (a
d
) and Speed (Vc) Correction Coefficients
When the length to diameter (Lu:D) exceeds 3:1 the cutting
section (a
d
) should be reduced as per the following graph.
How to correct the cutting section with the ratio: the reach / cutting diameter
RATIO
Coefcient
How to correct the speed with the ratio: the reach / cutting diameter
RATIO
Coefcient
Example 1
Operation Prole milling a
d
: 15.50mm
2
Cutter RSM250LM10 Correctioncoefcient 0.64
L:D 4:1 Compensated a
d
: 9.92mm
2
Example 2
Material ATI 6-4™ Correctioncoefcient 0.50
L:D 4:1 Compensated V
c
: 35 m/min
V
c
70 m/min
RSM Technical Information
Product Dimensions (mm)
Family
Description
Diameter Z
Proling
Facing Chip Thickness
Proling(mm/z)
Facing (mm/z)
a
e
min
a
e
max
a
p
min
a
p
max
a
d
max
mm
2
a
e
min
a
e
max
a
p
min
a
p
max
a
d
max
mm
2
h
m
min
h
m
max
for a
e
min for a
e
max
f
z
min
f
z
max
f
z
min f
z
max f
z
min f
z
max
FACE
PROFILING
Radius
+0.50
Radius
+0.50
www.kennametal.com
B88
h
m
= 2 x f
z
x (a
e
/ D) x (1 - (a
e
/ D)) mm
f
z
=
2 x (a
e
/ D) x (1 - (a
e
/ D))
h
m
D D
h
m
= f
z
h
m
a
e
a
e
(mm/Z)
E_NN2
2 2 45 0,6 x f
z
0,7 x f
z
0,85 x f
z
0,9 x f
z
EA
HPA
E_NN3
3 1 45 0,3 x f
z
0,5 x f
z
0,75 x f
z
0,85 x f
z
ERC
XE
4 2 10 - - 0,5 x f
z
0,75 x f
z
XER
Technical
Ramping Angle Capacity
Cutter family
Number
ofutes
Effective
center cut: Zu
for ramping
Max Ramping
angle (°)
Feed Correction Calculation
45° 30° 10° 5°
Linear Ramping
Feed Correction
For linear ramping, use the feed
correction factors in the table
below, in conjunction with the
specied feeds for each family.
When using a
e
, less than a
e
(max), use calculation, in combination
with the given feed rate to correct feed.
a
e
max values can be found on all family pages in the
tables “Radial a
e
and Axial a
p
depth of cut range”
Solid Carbide End Mills
Technical Information
www.kennametal.com
B89
2 0,5 x f
z
3 0,1 x f
z
4
1,00 - 6,00 1,43 D
8,00 - 12,00 1,43 D
16,00 - 20,00 1,43 D
P
0,05 0,1 x Dia.
M
0,05 0,08 x Dia.
K
0,08 0,10 x Dia.
N
0,20 x Dia.
S
0,03 x Dia.
0,07 x Dia.
Technical
Trochoidal MillingDrilling
Capacity
End Mill
Diameter (D)
Slot Width
Min
N/A
Number of Flutes Drilling
Helical Interpolation
Material ap (doc), max
Unalloyed Steel /
Alloyed Steel
Stainless Steel
Cast Iron
Aluminum
Inconel
Titanium
Max. Dia.
Min. Dia.
Max. Dia.
Min. Hole Diameter from solid =
1,43 x Dia. cutter
Max. Hole Diameter from solid =
1,95 x (Dia. cutter - radius)
Max. Enlargement Diameter =
Hole size + ((Dia. cutter - radius) x 2)
Feed Correction
( )
Helical Ramping Angle Calculation:
The ramping angle is dependent on size of hole,
and the material being machined.
Example: XER 100NN4-C, machining a hole
18,53mm on Titanium Alloy.
Max depth of cut = 0,07 X 10,00
= 0,7mm
0,70
18,53 x π
Ramping angle = tan
-1
= tan
-1
(0,012)
= 0,70°
Solid Carbide End Mills
Technical Information
Maximum Depth of Cut Calculation
www.kennametal.com
B90
10,00 10,00
8,00 4,00
8,00
6,00 2,00 2,71
6,00
5,00 1,34 1,76 2,68
5,00
4,00 0,83 1,07 1,53 2,00
4,00
3,00 0,46 0,58 0,80 1,00 1,35
3,00
2,50 0,32 0,40 0,55 0,67 0,88 1,34
2,50
2,00 0,20 0,25 0,34 0,42 0,54 0,76 1,00
2,00
1,50 0,11 0,14 0,19 0,23 0,29 0,40 0,50 0,68
1,50
0,75 0,03 0,04 0,05 0,06 0,07 0,10 0,12 0,15 0,20
20,00 16,00 12,00 10,00 8,00 6,00 5,00 4,00 3,00
β=0d
eff
= 2 x R
2
- (R - a
p
)
2
)
R = D / 2 (mm)
D
c
a
p
a
e
H
d
d
β
a
p
a
p
D
c
-
2
(mm/Z)
(
D
c
)
2
2
- a
e
2
Technical
a
e
diameter
Read across top row and down rst column for chosen
parameters to nd resultant Depth of prole (H)
Application Parameters / Depth of Profile (H) (mm)
d
eff
d
eff
d
eff
DepthofProle(H)=
(See table below)
hm = f
z
x ((R
2
- (R - a
e
)
2
)) / R x ((R
2
- (R - a
p
)
2
)) / R
h
m
f
z
=
((R
2
- (R - a
e
)
2
)) / R x ((R
2
- (R - ap)
2
)) / R
β<>0d
eff
(mm) = D x sin
[
β±arccos
(
d - 2 x a
p
)]
d
Depthofprole/Diameterpitchcorrelation
Copy / 3D Milling
Solid Carbide End Mills
Technical Information
www.kennametal.com
B91
Technical
SP4556
Coating Type: PVD, TiAlN
A versatile PVD TiAlN coated micrograin substrate suitable for a
variety of applications. Primary use in Unalloyed Steels, Alloyed
Steels, Stainless Steel and Cast Irons.
SU0800
Coating Type: Uncoated Submicron
A tough and wear resistant Submicron Grade, developed for
Aluminium and Aluminium Alloys.
SU4000
Coating Type: Uncoated Submicron
Our toughest and most wear resistant submicron substrate.
Developed for machining Titanium and Titanium Alloys, whilst
overcoming the problems associated with such materials.
Solid Carbide End Mills
Grade Descriptions
www.kennametal.com
B92
Technical
SP4060
Coating Type: Advanced Nano PVD, TiAlN
Our toughest and most wear resistant submicron substrate,
combined with an advanced nano composite TiAlN PVD coating,
allowing tools to be used at elevated surface speeds. Primarily
used in High Temperature Alloys and Stainless Steels. Also suitable
for Alloyed Steels.
SP4035
Coating Type: PVD, TiAlN
A TiAlN PVD coated grade with a micrograin substrate offering high
temperature stability and a low coefcient of friction, allowing the
possibility of higher speeds and feeds, as well as dry machining.
Primarily used in Steels, Stainless Steels, High Temperature Alloys,
Cast Irons and Hard Materials.
Solid Carbide End Mills
Grade Descriptions

www.kennametal.com
B93
034158 E 004NTN2
SP4556
G11201570E
B72
034159 E 005NTN2 G11201960E
034160 E 006NTN2 G11202360E
034161 E 007NTN2 G11202750E
034162 E 008NTN2 G11203150E
034163 E 009NTN2 G11203540E
034164 E 010NTN2 G11203940TE
034165 E 012NTN2 G11204720E
034166 E 015NTN2 G11205910TE
034167 E 020NTN2 G11207870TE
034168 E 025NTN2 G11209840TE
034169 E 030NN2 G11211810TE
034170 E 040NN2 G11215750TE
B48
034171 E 050NN2 G11219680TE
034172 E 060NN2 G11223620TE
034173 E 080NN2 G11231500TE
034174 E 100NN2 G11239370TE
034175 E 120NN2 G11247240TE
034176 E 160NN2 G11262990TE
034177 E 200NN2 G11278740TE
034191 E 010NTN3
SP4556
G11303940TE
B75
034192 E 015NTN3 G11305910TE
034193 E 020NTN3 G11307870TE
034194 E 025NTN3 G11309840TE
034195 E 030NN3 G11311810TE
B51
034196 E 040NN3 G11315750TE
034197 E 050NN3 G11319680TE
034198 E 060NN3 G11323620TE
034199 E 080NN3 G11331500TE
034200 E 100NN3 G11339370TE
034201 E 120NN3 G11347240TE
034202 E 160NN3 G11362990TE
034203 E 200NN3 G11378740TE
E E
90°
HA
PVD
h6
PVD
90°
HA
h6
Technical
Denition EDP Description Grade
Previous
Part No
Page
No.
Denition EDP Description Grade
Previous
Part No
Page
No.
Part numbers for General Purpose milling & Rapide
®
milling ranges have now been allocated new EDP Numbers and
descriptions, to t in line with existing Stellram products and nomenclature.
Please use the following tables to cross reference the new EDP Numbers / Desciptions with the previous part numbers.
Part Number & Descriptions
Solid Carbide
Cross Reference - End Mills
www.kennametal.com
B94
034216 E 010NTN4
SP4556
G11403940TE
B78
034217 E 015NTN4 G11405910TE
034218 E 020NTN4 G11407870TE
034219 E 030NN4 G11411810TE
B54
034220 E 040NN4 G11415750TE
034221 E 050NN4 G11419680TE
034222 E 060NN4 G11423620TE
034223 E 080NN4 G11431500TE
034224 E 100NN4 G11439370TE
034225 E 120NN4 G11447240TE
034226 E 160NN4 G11462990TE
034227 E 200NN4 G11478740TE
034228 ER 030NN4-E
SP4556
G11411810E050
B57
034229 ER 040NN4-E G11415750E050
034230 ER 050NN4-E G11419680E050
034231 ER 060NN4-E G11423620E050
034232 ER 060NN4-G G11423620E100
034233 ER 080NN4-E G11431500E050
034234 ER 080NN4-G G11431500E100
034235 ER 100NN4-E G11439370E050
034236 ER 100NN4-G G11439370E100
034237 ER 100NN4-J G11439370E150
034238 ER 120NN4-E G11447240E050
034239 ER 120NN4-G G11447240E100
034240 ER 120NN4-J G11447240E150
034241 ER 120NN4-K G11447240E200
034242 ER 160NN4-G G11462990E100
034243 ER 160NN4-J G11462990E150
034244 ER 160NN4-K G11462990E200
E ER
PVD
90°
HA
h6
r
h6
HA
PVD
Technical
Denition EDP Description Grade
Previous
Part No
Page
No.
Denition EDP Description Grade
Previous
Part No
Page
No.
Part Number & Descriptions
Solid Carbide
Cross Reference - End Mills
www.kennametal.com
B95
034317 E 060LL4
SP4556
G14823620E
B66
034318 E 080LL4 G14831500E
034319 E 100LL4 G14839370E
034320 E 120LL4 G14847240E
034321 E 160LL4 G14862990E
E
90°
h6
HA
PVD
Technical
Denition EDP Description Grade
Previous
Part No
Page
No.
Denition EDP Description Grade
Previous
Part No
Page
No.
Part Number & Descriptions
Solid Carbide
Cross Reference - End Mills
www.kennametal.com
B96
034265 B 004NTN2
SP4556
G12201570E
B81
034266 B 005NTN2 G12201960E
034267 B 006NTN2 G12202360E
034268 B 007NTN2 G12202750E
034269 B 008NTN2 G12203150E
034270 B 009NTN2 G12203540E
034271 B 010NTN2 G12203940E
034272 B 012NTN2 G12204720E
034273 B 015NTN2 G12205910E
034274 B 020NTN2 G12207870E
034275 B 025NTN2 G12209840E
034276 B 030NN2 G12211810E
B60
034277 B 040NN2 G12215750E
034278 B 050NN2 G12219680E
034279 B 060NN2 G12223620E
034280 B 080NN2 G12231500E
034281 B 100NN2 G12239370E
034282 B 120NN2 G12247240E
034283 B 160NN2 G12262990E
034284 B 200NN2 G12278740E
034720 B 010NTN4
SP4556
G12403940E
B84
034721 B 015NTN4 G12405910E
034722 B 020NTN4 G12407870E
034723 B 025NTN4 G12409840E
034724 B 030NN4 G12411810E
B63
034725 B 040NN4 G12415750E
034726 B 050NN4 G12419680E
034727 B 060NN4 G12423620E
034728 B 080NN4 G12431500E
034729 B 100NN4 G12439370E
034730 B 120NN4 G12447240E
B B
Full
Radius
h6
HA
PVD
Full
Radius
h6
HA
PVD
Technical
Denition EDP Description Grade
Previous
Part No
Page
No.
Denition EDP Description Grade
Previous
Part No
Page
No.
Part Number & Descriptions
Solid Carbide
Cross Reference - End Mills
www.kennametal.com
B97
034738 B 040LL2
SP4556
G12615750E
B69
034739 B 060LL2 G12623620E
034740 B 060XLXL2 G12623620E-XL
034741 B 080LL2 G12631500E
034742 B 080XLXL2 G12631500E-XL
034743 B 100LL2 G12639370E
034744 B 100XLXL2 G12639370E-XL
034745 B 120LL2 G12647240E
034746 B 120XLXL2 G12647240E-XL
B CB / B Uncoated
Full
Radius
h6
HA
PVD
Technical
Denition EDP Description Grade
Previous
Part No
Page
No.
Denition EDP Description Grade
Previous
Part No
Page
No.
Part Number & Descriptions
Solid Carbide
Cross Reference - End Mills
www.kennametal.com
B98
034343 ERC 030NTN3
SP4035
G16311810M6
B20
034344 ERC 040NTN3 G16315750M6
034345 ERC 050NTN3 G16319680M6
034346 ERC 060NN3 G16323620M6
034347 ERC 080NN3 G16331500
034348 ERC 100NN3 G16339370
034349 ERC 120NN3 G16347240
034839 ERC 160NN3 G16362990
034351 ERC 200NN3 G16378740
034352 HE 020NTN4
SP4035
G16407870
B23
034353 HE 030NTN4 G16411810
034354 HE 040NTN4 G16415750
034355 HE 050NTN4 G16419680
034356 HE 060NN4 G16423620
034357 HE 080NN4 G16431500
034358 HE 100NN4 G16439370
034359 HE 120NN4 G16447240
034360 HE 160NN4 G16462990
ERC HE
C x 45°
h6
HA
6535
6527L
PVD
PVD
90°
HA
h6
Technical
Denition EDP Description Grade
Previous
Part No
Page
No.
Denition EDP Description Grade
Previous
Part No
Page
No.
Part Number & Descriptions
Solid Carbide
Cross Reference - End Mills
www.kennametal.com
B99
034361 HER 060NN4-E
SP4035
G16823620-05
B26
034362 HER 060NN4-G G16823620-10
034363 HER 080NN4-E G16831500-05
034364 HER 080NN4-G G16831500-10
034365 HER 100NN4-E G16839370-05
034366 HER 100NN4-G G16839370-10
034367 HER 120NN4-E G16847240-05
034368 HER 120NN4-G G16847240-10
HER CE / E PVD
r
h6
HA
PVD
Technical
Denition EDP Description Grade
Previous
Part No
Page
No.
Denition EDP Description Grade
Previous
Part No
Page
No.
Part Number & Descriptions
Solid Carbide
Cross Reference - End Mills
www.kennametal.com
B100
034375 HB 030LTL2
SP4035
G17211810LF
B29
034376 HB 040LTL2 G17215750LF
034377 HB 060LL2 G17223620LF
034378 HB 080LL2 G17231500LF
034379 HB 100LL2 G17239370LF
034380 HB 120LL2 G17247240LF
034333 HMR 030NTN6-C
SP4035
G16011810-025
B32
034334 HMR 040NTN6-C G16015750-025
034335 HMR 050NTN6-C G16019680-025
034336 HMR 060NN6-C G16023620-025
034645 HMR 060NN6-E G16023620-050
034337 HMR 080NN6-C G16031500-025
034646 HMR 080NN6-E G16031500-050
034338 HMR 100NN6-C G16039370-025
034339 HMR 100NN6-E G16039370-050
034340 HMR 120NN6-C G16047240-025
034647 HMR 120NN6-E G16047240-050
034341 HMR 160NN6-C G16062990-025
034648 HMR 160NN6-E G16062990-050
034342 HMR 200NN6-C G16078740-025
HB HMR
Full
Radius
h6
HA
r
h6
PVD
HA
PVD
Technical
Denition EDP Description Grade
Previous
Part No
Page
No.
Denition EDP Description Grade
Previous
Part No
Page
No.
Part Number & Descriptions
Solid Carbide
Cross Reference - End Mills
www.kennametal.com
B101
034369 HMN 060NN6
SP4035
G16923620
B37
034370 HMN 080NN6 G16931500
034371 HMN 100NN6 G16939370
034372 HMN 120NN6 G16947240
034373 HMN 160NN6 G16962990
034374 HMN 200NN6 G16978740
HMN CE / E PVD
PVD
90°
h6
HA
Technical
Denition EDP Description Grade
Previous
Part No
Page
No.
Denition EDP Description Grade
Previous
Part No
Page
No.
Part Number & Descriptions
Solid Carbide
Cross Reference - End Mills
www.kennametal.com
B102
034322 EA 020NTN2
SU0800
G15207870
B40
034323 EA 025NTN2 G15209840
034324 EA 030NN2 G15211810
034325 EA 040NN2 G15215750
034326 EA 050NN2 G15219680
034327 EA 060NN2 G15223620
034328 EA 080NN2 G15231500
034329 EA 100NN2 G15239370
034330 EA 120NN2 G15247240
034331 EA 160NN2 G15262990
034332 EA 200NN2 G15278740
034381 HPA 030NN2
SU0800
G19211810
B43
034382 HPA 040NN2 G19215750
034383 HPA 050NN2 G19219680
034384 HPA 060NN2 G19223620
034385 HPA 080NN2 G19231500
034386 HPA 100NN2 G19239370
034387 HPA 120NN2 G19247240
034388 HPA 160NN2 G19262990
034389 HPA 200NN2 G19278740
EA HPA
90°
h6
HA
90°
h6
HA
Technical
Denition EDP Description Grade
Previous
Part No
Page
No.
Denition EDP Description Grade
Previous
Part No
Page
No.
Uncoated Uncoated
Solid Carbide
Cross Reference - End Mills
Part Number & Descriptions