
www.kennametal.com
III
MILLING
Indexable Milling Solutions

www.kennametal.com
A1
Milling Introduction
Indexable Milling
INTRODUCTION
Tooling Selection Guide ....................................................................................................................................................A2 - A5
Application Index .............................................................................................................................................................A6 - A13
Milling Inserts .................................................................................................................................................................A14 - A41
Nomenclature Milling Cutters ........................................................................................................................................ A42 - A43
END MILLS & FACE MILLS
7690VA Series (χ 90°) 09 / 12 / 16 ............................................................................................................................... A45 - A62
7792VX Series (High Feed) 06 / 09 / 12 / 16 ................................................................................................................A63 - A75
Tungsten Cylindrical Shanks for Modular Heads ..................................................................................................................A76
7745VOD Series (χ 42°) 04 / 06.................................................................................................................................... A77 - A86
7745VS Series (χ 45°) 09 / 12....................................................................................................................................... A87 - A94
7745VSE Series (χ 45°) 09 / 12 ...................................................................................................................................A95 -A105
CARTRIDGE FACE MILLS
8000V – 8010V Series .............................................................................................................................................A107 - A110
80_0 VA 90-_R-16 (χ 90°) .........................................................................................................................................A111 - A116
80.0 VX .. 92-_R-12 / _R-16 (High Feed) .................................................................................................................A117 - A124
80.0 VOD 45- (χ 42°) _R-04 / _R-06 ......................................................................................................................... A125 - A134
80.0 VS 45-_R-12 (χ 45°) .......................................................................................................................................... A135 - A140
80.0 VSE 45-_R-12 (χ 45°)........................................................................................................................................ A141 - A148
80.0 VR 00-_R-16 / _R-20 ........................................................................................................................................A149 - A160
Mounting /Adjusting Cartridges .................................................................................................................................A161 - A164
SHOULDER MILLS
5210VS Series 09 / 12 .............................................................................................................................................A165 - A170
5230VS Series 09 / 12 .............................................................................................................................................A171 - A182
5315VA Series 12 / 16 ..............................................................................................................................................A183 - A194
CONTOUR MILLS
5505VX Series 16 / 20 / 25 / 32 / 40 / 50 .................................................................................................................A195 - A200
5500V Series 08 / 10 / 12 / 16 / 20 / 25 .................................................................................................................... A201 - A206
7700VR Series 06 / 08 / 10 ....................................................................................................................................... A207 - A216
7702VRD Series 07 / 10 / 12 / 16 & 7712VRD Series 12 / 16 .................................................................................A217 - A230
7710VRD 20 .............................................................................................................................................................. A231 - A236
7713VR Series 10 / 12 ..............................................................................................................................................A237 - A246
PROFILING & POCKETING MILLS
5702VZD (χ 90°) 14 & 5720VZ (χ 90°) 16 .................................................................................................................A247 - A256
PLUNGING MILLS
7791VS Series 09 / 12 ..............................................................................................................................................A257 - A264
CHAMFERING MILLS
7745VT Series (45°) Series 11 / 16 & 7760VT (60°) 16 ...........................................................................................A265 - A270
T-SLOT MILLS
5400VM Series (χ 90°) 04 / 06 / 08 / 11....................................................................................................................A271 - A277
DISC MILLS & CARTRIDGES
7220VM Series (χ 90°) 04 / 06 / 08 / 11 ..................................................................................................................A279 - A288
TECHNICAL
Milling Grade ISO & Speed Charts ...........................................................................................................................A289 - A291
Formulas / Hardness Conversions ............................................................................................................................ A292 - A294
Bolts & Torque Values...........................................................................................................................................................A295
Milling
Contents
www.kennametal.com
A2
www.kennametal.com
030613 7792VXD09SA025Z2R35 25 35 M1212,50 1,50 2 015269 F3508T 015240 T15 2,10
030614 7792VXD09SA032Z3R43 32 43 M1617,00 1,50 3 015064 F3510T 015240 T15 2,10
029461 7792VXD09WA025Z2R 25 96 40 25 1,50 2 015269 F3508T 015240 T15 2,10
029462 7792VXD09WA032Z3R 32 10040321,503015064 F3510T 015240 T15 2,10
031191 7792VXD09CA025Z2R50 25 20050251,502015064 F3510T 015240 T15 2,10
031192 7792VXD09CA032Z3R70 32 25070321,503015064 F3510T 015240 T15 2,10
029463 7792VXD09-A040Z3R 40 32 -161,503015064 F3510T 015240 T15 2,10
029464 7792VXD09-A040Z4R 40 32 -161,504015064 F3510T 015240 T15 2,10
030434 7792VXD09-A040Z5R 40 32 -161,505015064 F3510T 015240 T15 2,10
030435 7792VXD09-A050Z5R 50 40 -221,505015064 F3510T 015240 T15 2,10
030436 7792VXD09-A050Z6R 50 40 -221,506015064 F3510T 015240 T15 2,10
d
1
H
D
D
L
I
1
d
1
D
L
I
1
d
1
D
029461 7792VXD09WA025Z2R 11,752.806.3034481,006,0048500
029462 7792VXD09WA032Z3R 18,751.505.0048621,006,0040500
031191 7792VXD09CA025Z2R50 11,752.806.3034481,006,0048500
031192 7792VXD09CA032Z3R70 18,751.505.0048621,006,0040500
029463 7792VXD09-A040Z3R 26,750.802.7064781,006,0034500
029464 7792VXD09-A040Z4R 26,750.802.7064781,006,0034500
030434 7792VXD09-A040Z5R 26,750.802.7064781,006,0034500
030435 7792VXD09-A050Z5R 36,750.712.3184981,006,0030000
030436 7792VXD09-A050Z6R 36,750.712.3184981,006,0029500
030613 7792VXD09SA025Z2R35 11,752.806.3034481,006,0048500
030614 7792VXD09SA032Z3R43 18,751.505.0048621,006,0040500
M
L
D
d
1
a
p
A
B
A66
2
1
2.1
2.2
1
• • • • • • • •
•
•
•
• • •
•
•
•
• • • • • • • • •
2
2.1
2.2
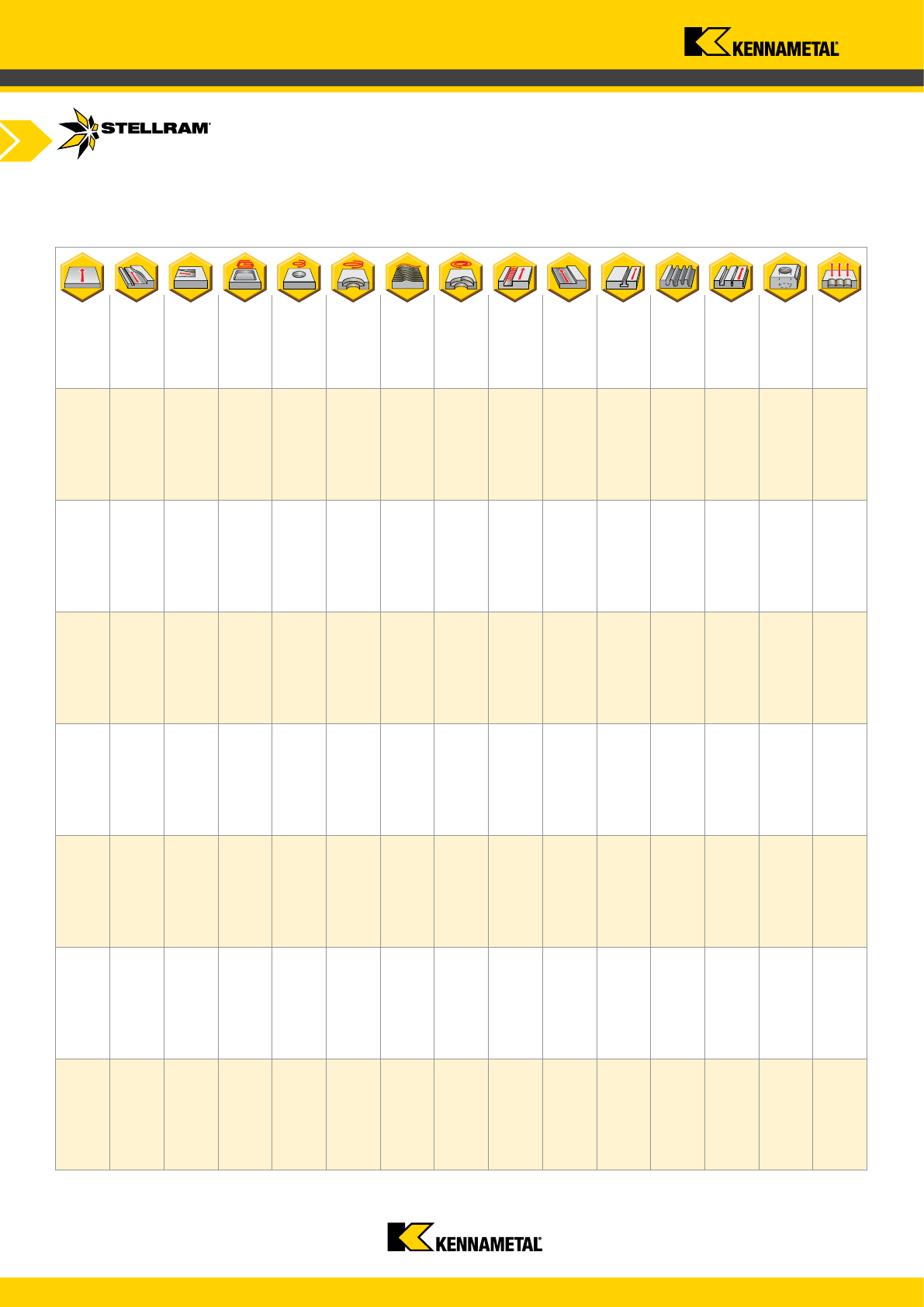
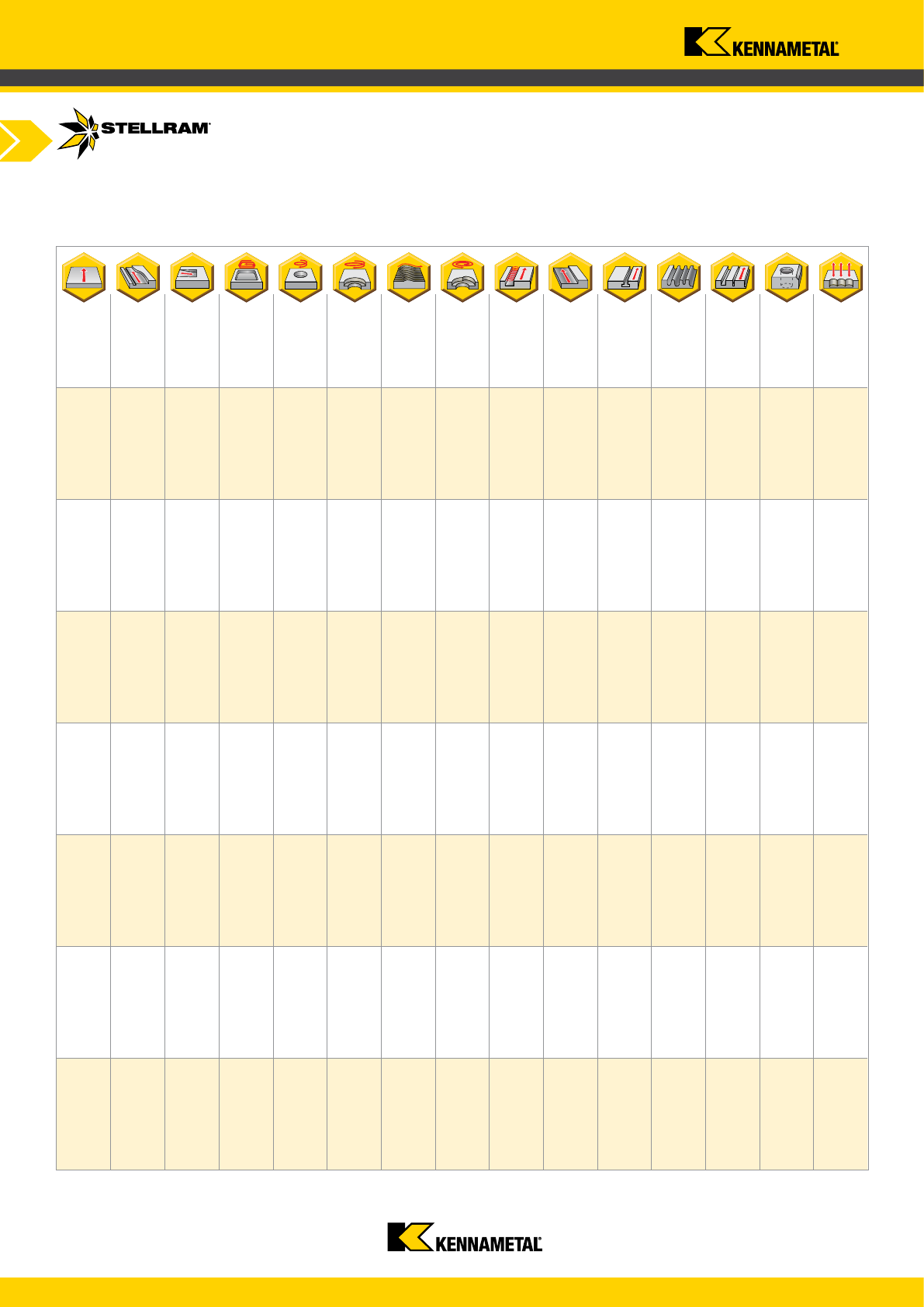
Milling Introduction
Tool Denition
Application
Family Range Dimensions (mm) Body Fixation
Series
Insert Shape
and Size
Angle
Page
a
p
max
Diameter
Range
Modular
Heads
Weldon
Cylindrical
Shell
Mills
Caterpillar
Vee Flange
DIN 69871
Fixation
Taper 50
7745VOD
OD..0404
Facing
42°
A77 -
A86
3,5 25 - 160
• •
OD..0605 4,5 50 - 160
7745VS
SC..09T3
Facing
Chamfering
45°
A87 -
A94
5 16 - 25
• •
SC..12M5 7 40 - 125
7745VSE
SD..09T3
Facing
45°
A95 -
A105
5 16 - 125
• •
SD..1204 7 50 - 125
7745VT
TP..1102
TC..16T3
7,70
6,10 - 11,30
16
20 - 30
Chamfering
45° / 60°
A265 -
A270
•
7760VT TC..16T3 9,50 16 - 25
7791VS
SC..09T3
Plunging
A257 -
A264
a
e
= 8 25 - 50
• •
SC..12M5 a
e
= 11 63 - 80
7792VXP XP..0603 0,90 16 - 32
7792VXD
XD..0904
XD..1205
High Feed
A63 -
A75
1,50
2,50
25 - 50
32 - 160
• • • •
7792VXE XE..1605 3,50 63 - 160
Tungsten
Cylindrical Shank
Extensions
- -
A76
- 16 - 32
•
Facing
Shoulder /
Proling /
Slotting
Ramping
Pocketing
Helical
Interpolation
Helical
Interpolation
with Bore Hole
Copy / 3D
Spiral /
Circular
Trochoidal
Shoulder /
Proling
T-Slotting
Contour
Milling
Slotting
Shoulder
Chamfering
Plunging
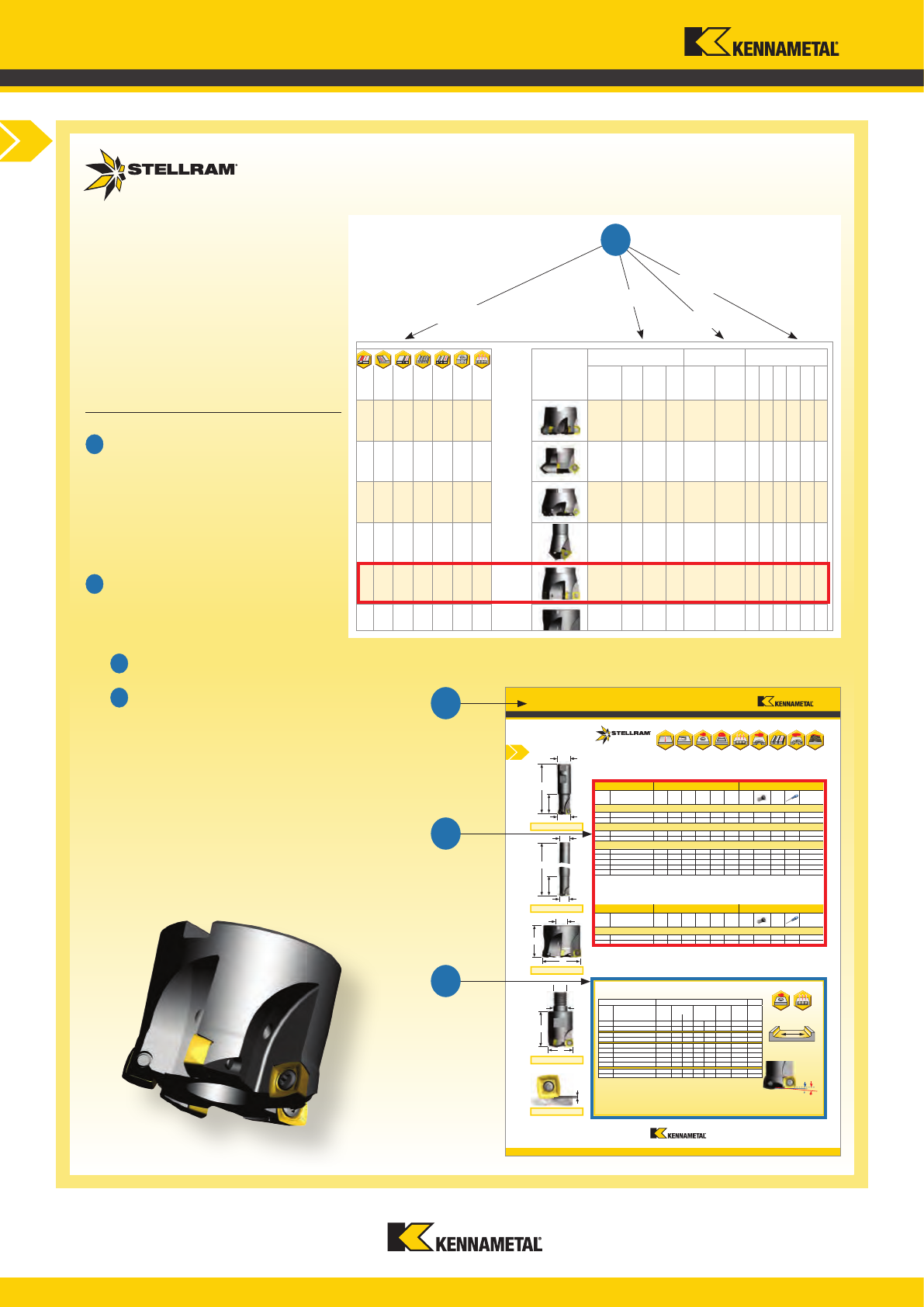
This new Milling Selection Guide leads
you easily to the tool selection and to the
corresponding user information. 6 steps
enable you to select the suitable cutter,
insert geometry and grade in relation with
recommended parameters for Feed and
Speeds.
Go to the Tool guide on pages
A6 - A13. Select the milling family
according to the application.
Available diameters, body fixation
and type of inserts can also be
found. (7792VX family selected)
Go to the referred Family page with
the entire product range and
technical information
Select a Cutter Body Diameter
Technical Information
• Facing pitch
• Ramping angles
• Helical hole (min - max)
• a
p
max Helical / Linear
• a
e
max plunging
(for 7792VX and 7791VS only)
• RPM max
6 Step Tool Selection
Tooling Selection Guide
Cutters, Inserts & Cutting Parameters
Applications
Family Range
Diameter Range
Body Fixation
End Mills & Face Mills
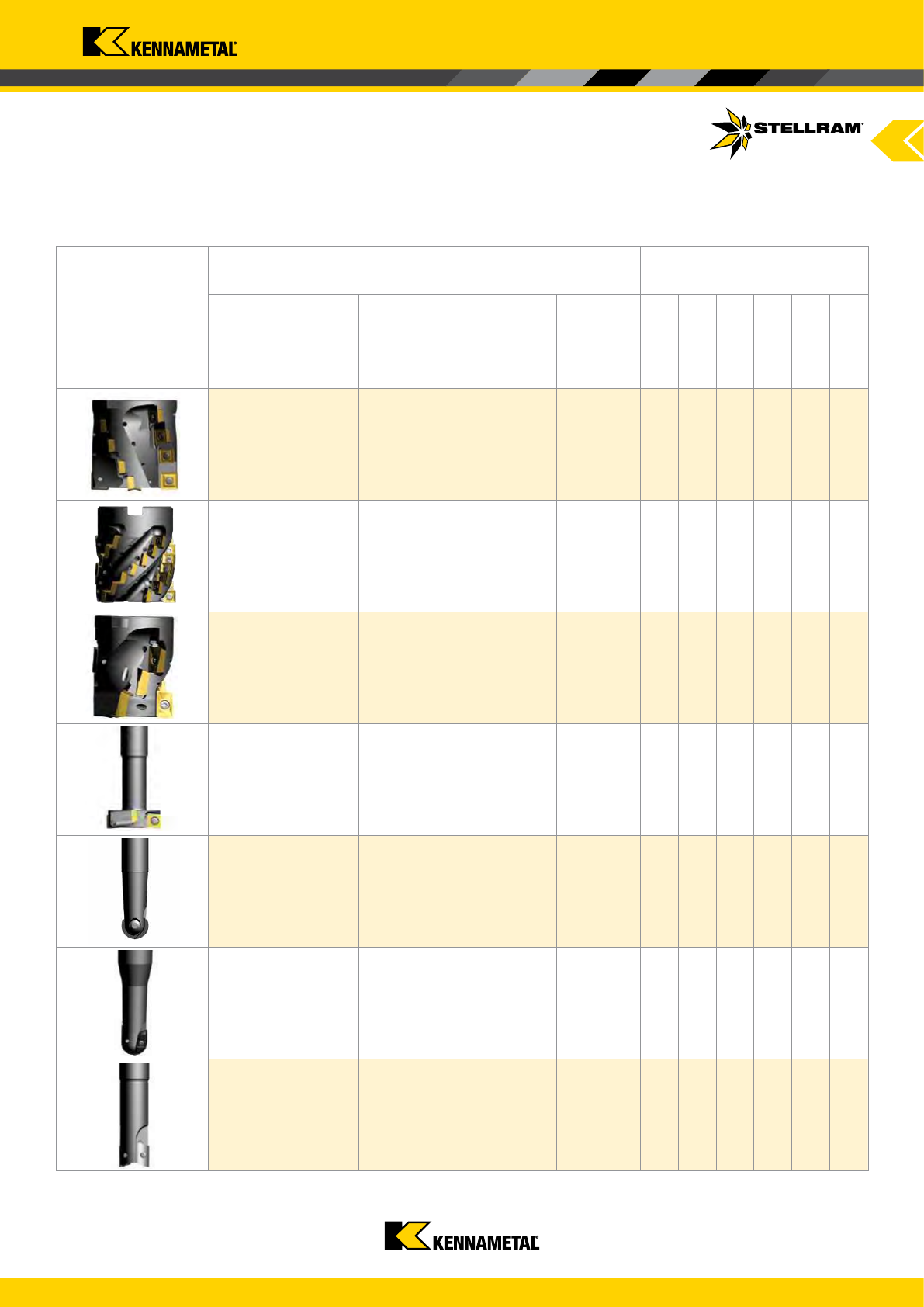
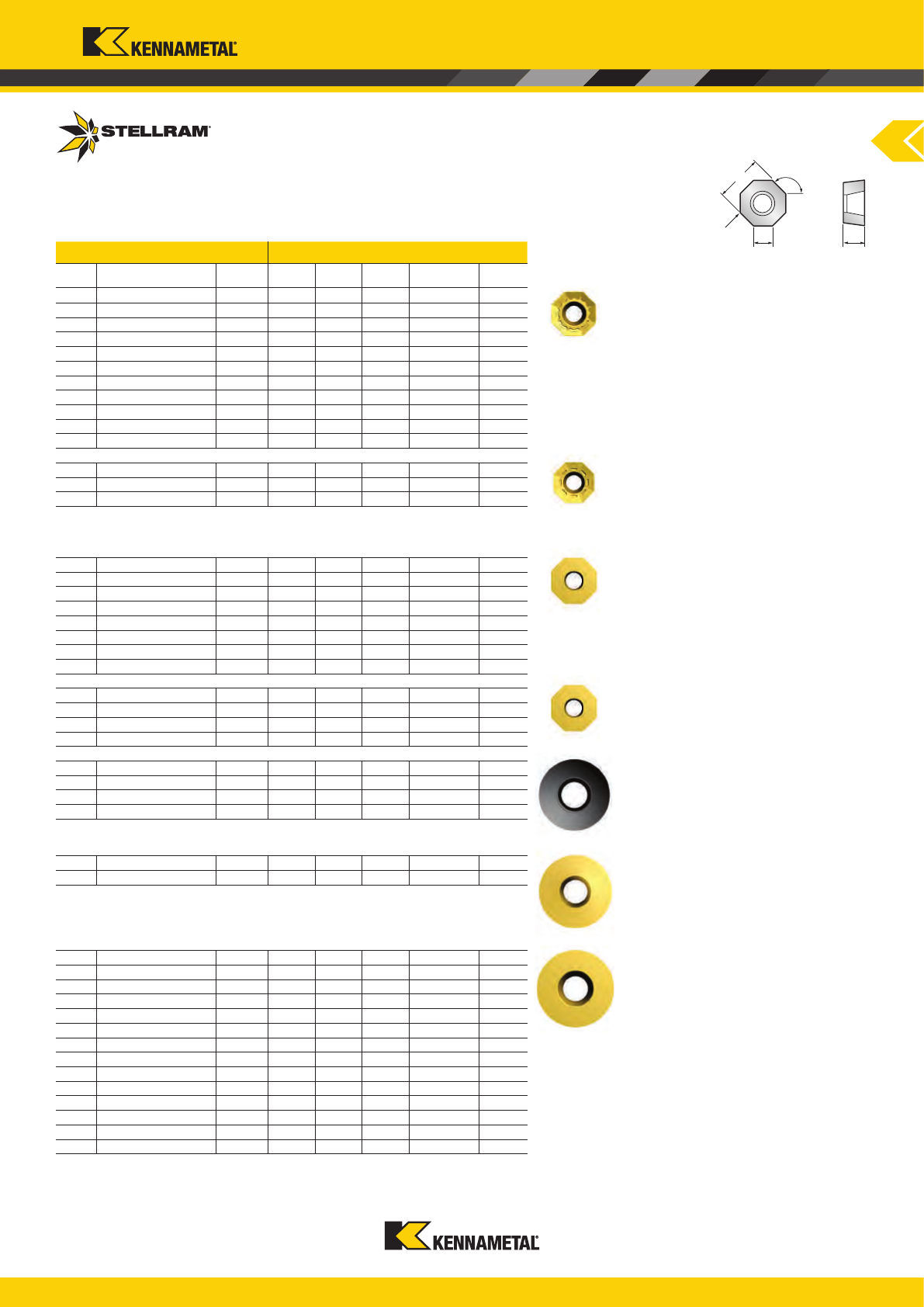
7792VXD09 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
a
e
max
Plunging
Max
RPM
A °B °
Product Dimensions (mm) Spares
EDP Item Description DL/H Md
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description DL/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7792VXD09 Weldon Shank
7792VXD09 Cylindrical Shank
7792VXD09 Shell Mill Fixation - Coarse, Medium and Fine Pitch
7792VXD09 Modular Head
Ramp angle B
uses
two cutting edges
(one outside and
one inside edge).
Ramp angle A uses one
outside cutting edge only.
A = max ramp angle utilising full
face contact
B = max ramp angle utilising full
contact + internal corner radius
Depth of Cut (
a
p
)
Modular Head
Cylindrical Shank
Weldon Shank
Shell Mill Fixation
7792VXD09
High Feed Milling Cutter
Flat
Facing Pitch
Helical
Interpolation
Plunging
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page A76.
www.kennametal.com
A3
www.kennametal.com
SR-D X400 0,30 - 2,00 0,30 - 1,90 -----------0,30 - 1,00 0,30 - 1,00
SR-D X400 0,30 - 1,50 0,30 - 1,45- - ---------0,30 - 0,60 0,30 - 0,80
SR-D X400 0,10 - 0,25 0,10 - 0,23- ----------0,10 - 0,12 0,10 - 0,12
SR-D X500-0,30 - 1,90 0,30 - 1,20 0,30 - 1,00 -----------
SR-D X500-0,30 - 1,40 0,30 - 0,90 0,30 - 0,80 -----------
SR-D X500-0,10 - 0,22 0,10 - 0,20 0,10 - 0,15- ----------
SR-DSC3025 ----0,30 - 2,00 0,30 - 1,80 0,30 - 1,50 ------
--
SR-D SC3025 ----0,30 - 1,70 0,30 - 1,50 0,30 - 1,30 - -------
SR-D SC3025 ----0,10 - 0,25 0,10 - 0,22 0,10 - 0,20 ------
--
ER-D41 X500-- 0,20 - 1,00 0,20 - 0,80 -----0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80
--
ER-D41 X500-- 0,20 - 0,80 0,15 - 0,70- ----0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70
--
ER-D41 X500-- 0,10 - 0,16 0,08 - 0,12- - ---0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10
--
ER-D41 SP6519 0,30 - 1,50 0,30 - 1,30 0,20 - 1,00 0,20 - 0,60 0,30 - 1,50 0,30 - 1,30 ---0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80
--
ER-D41 SP6519 0,30 - 1,30 0,30 - 1,00 0,20 - 0,80 0,15 - 0,50 0,30 - 1,30 0,30 - 1,00 ---0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70
--
ER-D41 SP6519 0,10 - 0,20 0,10 - 0,16 0,10 - 0,16 0,05 - 0,08 0,10 - 0,20 0,10 - 0,16- --0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10
--
ER-D41 SC6525 0,30 - 1,45 0,30 - 1,30- - 0,30 - 1,50 0,30 - 1,30 -------
--
ER-D41 SC6525 0,30 - 1,25 0,30 - 1,00- - 0,30 - 1,30 0,30 - 1,00 -------
--
ER-D41 SC6525 0,10 - 0,18 0,10 - 0,16- - 0,10 - 0,20 0,10 - 0,16 -------
--
ER-D721GH2 -------0,30 - 1,50 0,30 - 1,30 ------
ER-D721GH2 -------0,30 - 1,30 0,30 - 1,00 ------
ER-D721GH2 -------0,10 - 0,20 0,10 - 0,16 ------
ER-D411 X500-- 0,20 - 1,00 0,20 - 0,80 -----0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80
--
ER-D411 X500-- 0,20 - 0,80 0,15 - 0,70
- ----0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70
--
ER-D411 X500-- 0,10 - 0,16 0,08 - 0,12 -----0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10
--
ER-D411 SP6519 0,30 - 1,50 0,30 - 1,30 0,20 - 1,00 0,20 - 0,60 0,30 - 1,50 0,30 - 1,30 ---0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - -
ER-D411 SP6519 0,30 - 1,30 0,30 - 1,00 0,20 - 0,80 0,15 - 0,50 0,30 - 1,30 0,30 - 1,00- --0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 - -
ER-D411 SP6519 0,10 - 0,20 0,10 - 0,16 0,10 - 0,16 0,05 - 0,08 0,10 - 0,20 0,10 - 0,16 ---0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - -
029487 XDLW090408SR-D X400 9,52 9,52 4,76 0,80 0,10
029485 XDLW090408SR-D X500
9,52 9,52 4,76 0,80 0,10
029486 XDLW090408SR-D SC3025
9,52 9,52 4,76 0,80 0,10
029685 XDLT090408ER-D41 X500
9,52 9,52 4,76 0,80 0,05
031535 XDLT090408ER-D41 SP6519
9,52 9,52 4,76 0,80 0,05
033067 XDLT090408ER-D41 SC6525
9,52 9,52 4,76 0,80 0,05
029637 XDLT090408ER-D721 GH2
9,52 9,52 4,76 0,80 0,04
030853 XDLT090412ER-D411 X500
9,52 9,52 4,76 1,20 0,05
030854 XDLT090412ER-D411 SP6519
9,52 9,52 4,76 1,20 0,05
XDLW09-D
XDLT09-D41
XDLT09-D721 XDLT09-D411
d
l
r
s
A67
www.kennametal.com
SR-D X400 0,30 - 2,00 0,30 - 1,90 -----------0,30 - 1,00 0,30 - 1,00
SR-D X400 0,30 - 1,50 0,30 - 1,45- - ---------0,30 - 0,60 0,30 - 0,80
SR-D X400 0,10 - 0,25 0,10 - 0,23- ----------0,10 - 0,12 0,10 - 0,12
SR-D X500-0,30 - 1,90 0,30 - 1,20 0,30 - 1,00 ---------- -
SR-D X500-0,30 - 1,40 0,30 - 0,90 0,30 - 0,80 ---------- -
SR-D X500-0,10 - 0,22 0,10 - 0,20 0,10 - 0,15- ----------
SR-DSC3025 ----0,30 - 2,00 0,30 - 1,80 0,30 - 1,50 --------
SR-D SC3025 ----0,30 - 1,70 0,30 - 1,50 0,30 - 1,30 - ------ -
SR-D SC3025 ----0,10 - 0,25 0,10 - 0,22 0,10 - 0,20 --------
ER-D41 X500-- 0,20 - 1,00 0,20 - 0,80 -----0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 --
ER-D41 X500-- 0,20 - 0,80 0,15 - 0,70- ----0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 --
ER-D41 X500-- 0,10 - 0,16 0,08 - 0,12- - ---0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 --
ER-D41 SP6519 0,30 - 1,50 0,30 - 1,30 0,20 - 1,00 0,20 - 0,60 0,30 - 1,50 0,30 - 1,30 ---0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 --
ER-D41 SP6519 0,30 - 1,30 0,30 - 1,00 0,20 - 0,80 0,15 - 0,50 0,30 - 1,30 0,30 - 1,00 ---0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 --
ER-D41 SP6519 0,10 - 0,20 0,10 - 0,16 0,10 - 0,16 0,05 - 0,08 0,10 - 0,20 0,10 - 0,16- --0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 --
ER-D41 SC6525 0,30 - 1,45 0,30 - 1,30- - 0,30 - 1,50 0,30 - 1,30 ---------
ER-D41 SC6525 0,30 - 1,25 0,30 - 1,00- - 0,30 - 1,30 0,30 - 1,00 ---------
ER-D41 SC6525 0,10 - 0,18 0,10 - 0,16- - 0,10 - 0,20 0,10 - 0,16 ---------
ER-D721GH2 -------0,30 - 1,50 0,30 - 1,30 ------
ER-D721GH2 -------0,30 - 1,30 0,30 - 1,00 ------
ER-D721GH2 -------0,10 - 0,20 0,10 - 0,16 ------
ER-D411 X500-- 0,20 - 1,00 0,20 - 0,80 -----0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 --
ER-D411 X500-- 0,20 - 0,80 0,15 - 0,70
- ----0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 --
ER-D411 X500-- 0,10 - 0,16 0,08 - 0,12 -----0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 --
ER-D411 SP6519 0,30 - 1,50 0,30 - 1,30 0,20 - 1,00 0,20 - 0,60 0,30 - 1,50 0,30 - 1,30 ---0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - -
ER-D411 SP6519 0,30 - 1,30 0,30 - 1,00 0,20 - 0,80 0,15 - 0,50 0,30 - 1,30 0,30 - 1,00- --0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 - -
ER-D411 SP6519 0,10 - 0,20 0,10 - 0,16 0,10 - 0,16 0,05 - 0,08 0,10 - 0,20 0,10 - 0,16 ---0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - -
029487 XDLW090408SR-D X400 9,52 9,52 4,76 0,80 0,10
029485 XDLW090408SR-D X500
9,52 9,52 4,76 0,80 0,10
029486 XDLW090408SR-D SC3025
9,52 9,52 4,76 0,80 0,10
029685 XDLT090408ER-D41 X500
9,52 9,52 4,76 0,80 0,05
031535 XDLT090408ER-D41 SP6519
9,52 9,52 4,76 0,80 0,05
033067 XDLT090408ER-D41 SC6525
9,52 9,52 4,76 0,80 0,05
029637 XDLT090408ER-D721 GH2
9,52 9,52 4,76 0,80 0,04
030853 XDLT090412ER-D411 X500
9,52 9,52 4,76 1,20 0,05
030854 XDLT090412ER-D411 SP6519
9,52 9,52 4,76 1,20 0,05
XDLW09-D
XDLT09-D41
XDLT09-D721 XDLT09-D411
d
l
r
s
A67
3
3.1
3.2
3
3.1
3.2
4
4
P
P
M
M
K N
S
H
Milling Introduction
End Mills & Face Mills
Product Application & Material Dimensions (mm)
EDP Item DescriptionGrade
Facing Slotting Plunging
d (IC)l srh
m
min
Depth of Cut (mm)
a
p
max. 1,50 a
p
max. 1,50 a
e
max. 6,00
7792VXD09 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Note: HTA = High Temperature Alloys
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Speed recommendations can be found on page A72.
XDLW090408SR-D X500 should be used for Alloyed Steel and Stainless Steel with heavy scale.
XDLT090412ER-D411 is a more positive geometry than the -D-41 with a larger radius which increases performance during
smaller radial engagements or where chipping may occur when using the -D-41 geometry.
XDLT090412ER-D411 uses less power than the -D-41 geometry.
7792VXD09
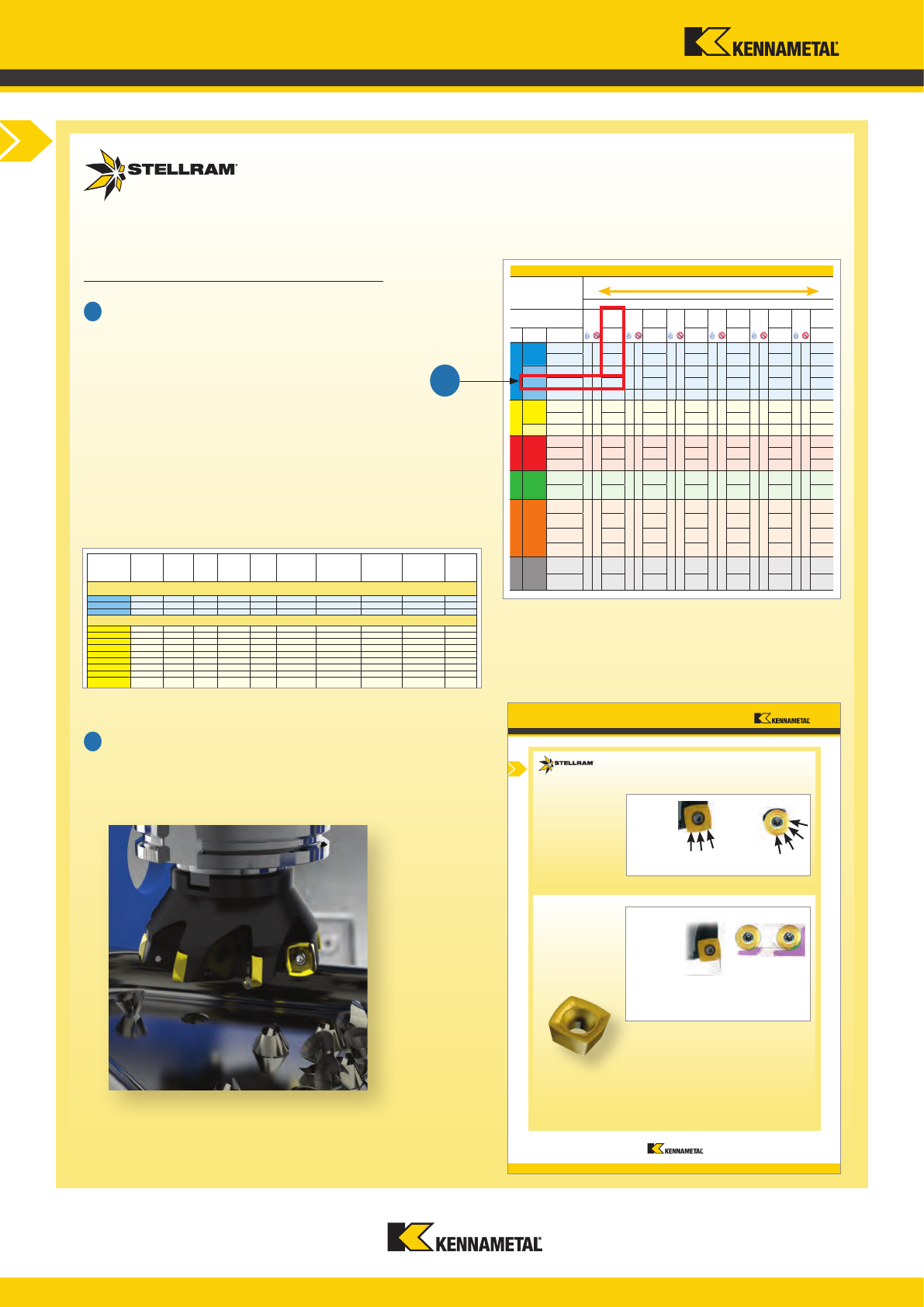
Milling Inserts & Recommended Feeds
Example:
Material: Alloyed Steel
facing operation
XDLW090408SR-D X400
1st Choice grade /
geometry
Select the recommended Feed range
according to the operation and the
material to be machined.
Example:
Feed range for
XDLW090408SR-D X400
for Facing in Alloyed Steel
0,30 – 1,90 mm/tooth
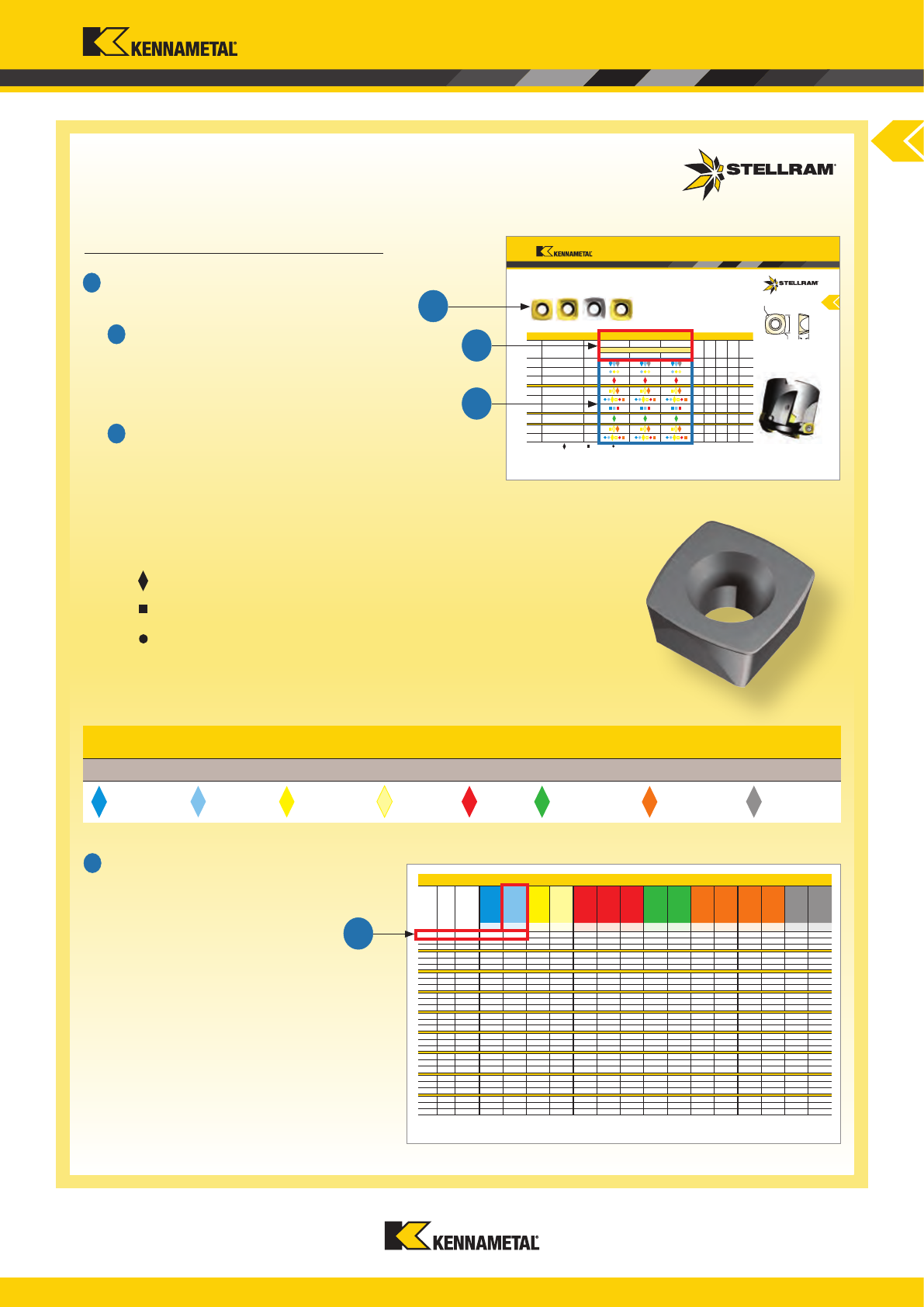
Select the Insert according to the
application and material to be machined.
Application Section
• Facing, Semi-Finishing and Finishing
Or
• Facing, Slotting and Plunging
(7792VX series)
Material to be machined
For each insert, a colored symbol will
advise you about the performance, as well
as the materials which can be machined.
The color of the symbol corresponds to
the ISO Material designation.
Symbol explanation:
1st choice: Excellent performance
2nd choice: Good performance
3rd choice: Alternative option
ISO Material designation:
6 Step Tool Selection (continued)
Tooling Selection Guide
Cutters, Inserts & Cutting Parameters
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
End Mills & Face Mills
Product Application & Material Dimensions (mm)
EDP Item DescriptionGrade
Facing Slotting Plunging
d (IC)l srh
m
min
Depth of Cut (mm)
a
p
max. 1,50 a
p
max. 1,50 a
e
max. 6,00
7792VXD09 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Note: HTA = High Temperature Alloys
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Speed recommendations can be found on page A72.
XDLW090408SR-D X500 should be used for Alloyed Steel and Stainless Steel with heavy scale.
XDLT090412ER-D411 is a more positive geometry than the -D-41 with a larger radius which increases performance during
smaller radial engagements or where chipping may occur when using the -D-41 geometry.
XDLT090412ER-D411 uses less power than the -D-41 geometry.
7792VXD09
Milling Inserts & Recommended Feeds
www.kennametal.com
A4
www.kennametal.com
A74
5
5
6
T4 / Z80WKCV18050401 BT4 T4 1.3255 S18.1.2.5 Z80WKCV18050401 X78WCo1805KU HS18.1.1.5 SKH3
Z2NKDT18-10-5 1.2709 X3NiCoMoTi18.9.5 Z2NKDT18-10-5
Z38CDV5-3 1.2367 X40CrMoV53 Z38CDV5-3 Z155CVD12-1
50 UNS S20910
202 284S16 202 1.4371 X3CrMnNiN18-8-7 Z8CMN18.08.05
215
284
301 2331 301 1.4310 X12CrNi17-7 Z12CN17.07 X12CrNi17 07 F.3517 SUS301
302 302S31 2330 302 1.4319 X12CrNi18-9 Z10CN18.09 X10CrNi18 09 F.314
303 303S21, 58M 2346 303 1.4305 X8CrNiS18-9 Z10CNF18.09 X10CrNiS 18.09 F.3508 SUS303
304 304S31, 58E 2332/2333 304 1.4350 X5CrNi18-9 Z6CN18.09 X5CrNi18 10 F.3551;F.3541;F.3504 SUS304
305 305S19 305 1.4312 X8CrNi18-12 X8CrNi1910 F.3503
311
315
316 316S33, 58J 2343 316 1.4401 X5CrNiMo17-13-3 Z6CND19.12.03 X5CrNiMo1713 F.3543 SUS316
317 317S16 317 1.4449 X5CrNiMo17-13
318 318 1.4583 X10CrNiMoNb18-12 Z6CNDNb17.13B X6CrNiMoNb17 13
320
321 UNS S32100 321S12, 58B 2337 321 1.4541 X10CrNiTi18-9 Z6CNT18.10 X6CrNiTi18 11 F.3553;F.3523 SUS321
325
326
329 2324 329 1.4460 X8CrNiMo27-5 Z5CND27.05AZ SUS329L
331
332
334 70334 X8CrNiAlTi20-20
347 UNS S34700 347S17, 58F 2338 347 1.4550 X10CrNiNb18-9 Z6CNNb18.10 X6CrNiNb18 11 F.3552;F.3524 SUS347
348 UNS S34800 1.4546 X5CrNiNb18-10 Z10CrNiNb18 10
394
403 403S17 2301 403 1.4000 X7Cr13 Z6C13 X6Cr13 F.3110 SUS403
409 409S19 409 1.4510 X6CrTi12 Z6CT12 X6CrTi12
410 410S21, 56A 2302 410 1.4006 X10Cr13 Z10C14 X12Cr13 F.3401 SUS410
416 416S21 2380 41600 1.4005 X12CrS13 Z11CF13 X12CrS13 F.3411 SUS416
420 420S37 2303 420 1.4021 X20Cr13 Z20C13 X20Cr13 F.5261
425
430 430S15, 60 2320 430 1.4016 X8Cr17 Z8C17 X8Cr17 F.3113 SUS430
431 431S29, 57 2321 431 1.4057
X22CrNi17 Z15CNi16.02 X16CrNi16 F.3427 SUS431
433
434 434S17 2325 434 1.4113 X6CrMo17 Z8CD17.01 X8CrMo17 SUS434
441
444 UNS S44400 2326 444 1.4521 Z3CDT18 02
452
455 UNS S45500
P
120 - 260
130 - 295
140 - 370
105 - 230 115 - 260 120 - 325
95 - 200
100 - 210
100 - 230
105 - 290
70 - 150 75 - 160 75 - 175 80 - 210
45 - 95
50 - 100
50 - 110
50 - 140
--
+
M
115 - 250
115 - 270
100 - 220 105 - 235
50 - 110
50 - 120
K
140 - 295
145 - 390
150 - 395
110 - 240 115 - 305 120 - 335
100 - 220 105 - 275
N
305 - 2130
400 - 2745
245 - 1760 295 - 2135
S
23 - 48
23 - 55
21 - 44 22 - 48
24 - 51 25 - 55
35 - 73 36 - 79
H
45 - 95
35 - 80
Milling Introduction
Technical information can be found at the end
of each selected family which contains calculation
formulas, mounting instructions, etc…
Select the recommended Cutting Speed (vc)
and Coolant recommendations according to
the material to be machined.
Example:
Speed range for XDLW090408SR-D X400
for Facing in Alloyed Steel (Rm 950-
1200 N/mm2 and 280-355 HBN)
70 – 150 m/min
Material specifications can be found in
the Materials Reference Charts
pages D1 - D35.
6 Step Tool Selection (continued)
Tooling Selection Guide
Cutters, Inserts & Cutting Parameters
Recommended Possible
Speed v
c
(m/min)
7792VX Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
X Grade
CVD
X Grade
PVD
Standard
Uncoated
Micrograin
CVD
Standard
CVD
Standard
ISO Materials
Rm and
Hardness
X400 X500 SP6519 GH2 SC6525 SC3025
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
End Mills & Face Mills
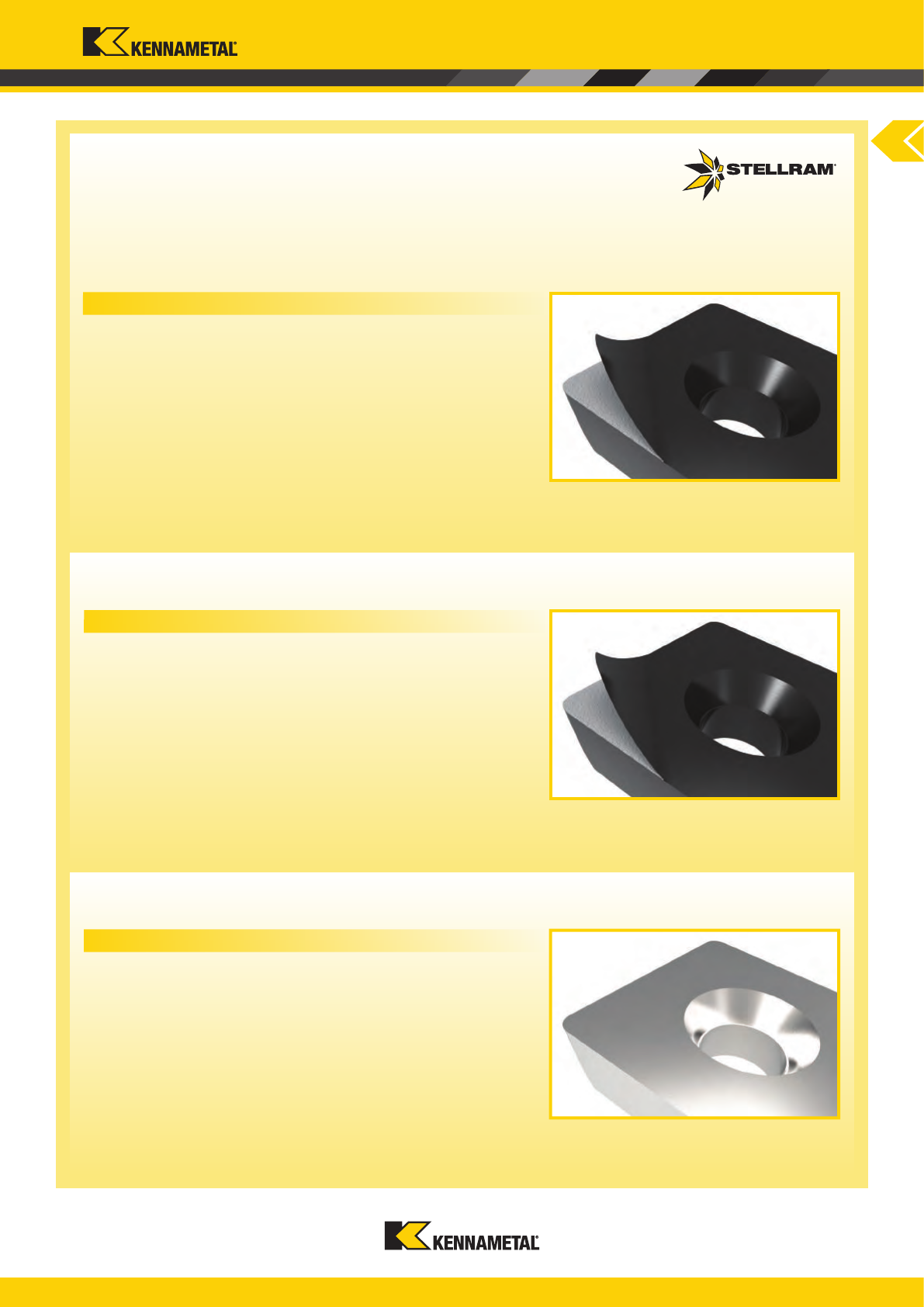
Round insert
•
Greater surface contact.
•
Increased chip section for side
wall machining.
•
Vibration in corners.
•
Undulating side wall cusps.
7792VX
•
Constant cutting
section (chip volume)
irrespective of
position in cavity.
•
Producing a close
to profile side wall.
•
Near-square side walls
possible.
The 7792VX machines with a
constant volume of chip throughout all
aspects of producing cavities and
produces a side wall that is close to
profile.
Round insert tools have increasing chip
volume through the process.
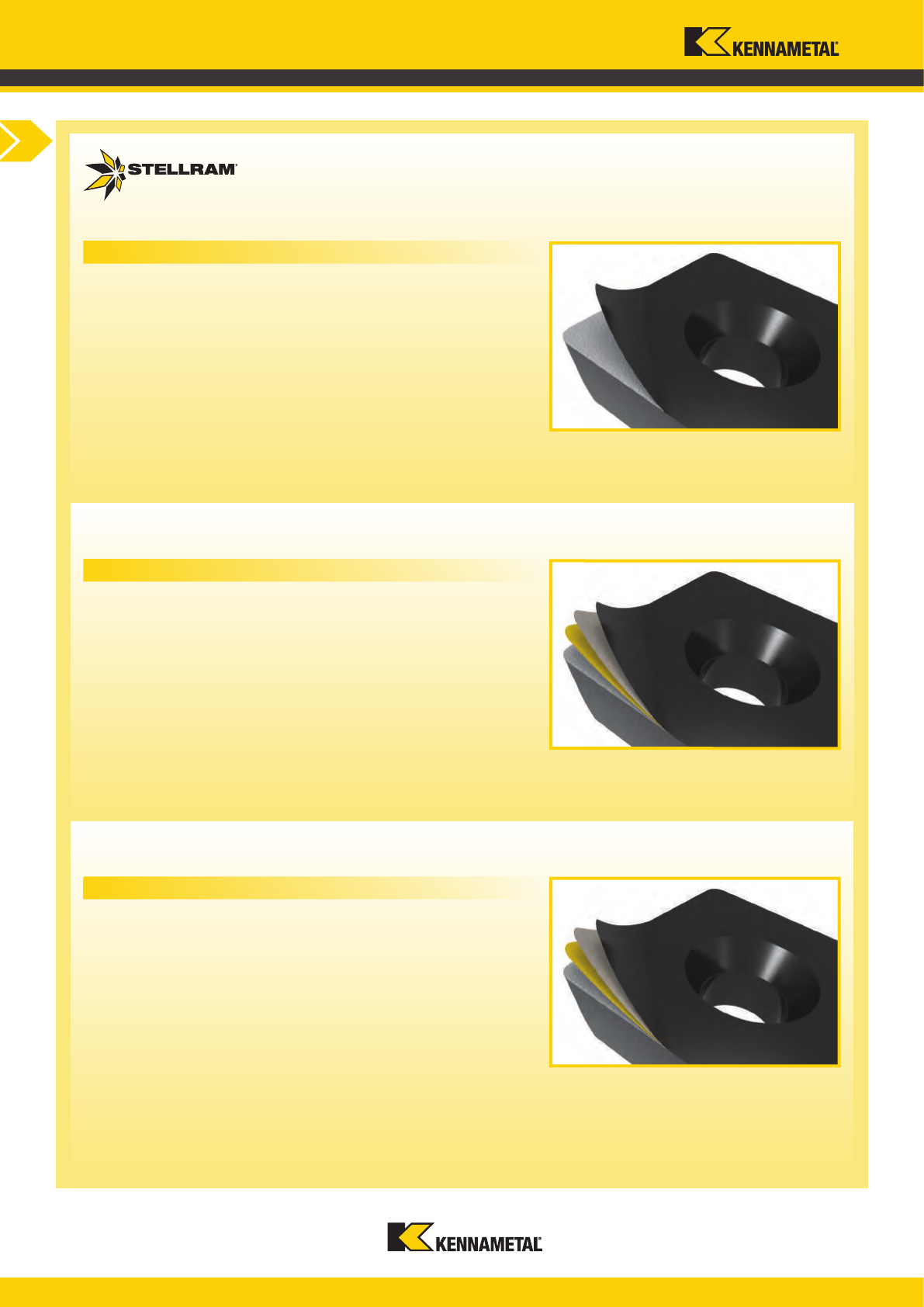
Round Insert Tools
•
Tangential
forces act
around the
radius
•
Leads to vibration
and damage of
the cutting edge
•
Leads to reduced
feed and lower productivity
7792VX
•
Cutting forces
predominantly
axial
•
Relationship
between cutting
edge and work piece
is at its most stable.
•
Results in high feed
rates and consistent
tool life.
The advantages of face milling and
producing cavities with Stellram’s high
feed face mill are numerous.
The unique design of the insert, approach
angle and the cutter body ensure the
cutting forces are predominantly directed
in the axial direction. The example shown
with a round insert tool shows complex
forces which result in high levels of
vibration and damage to the cutting edge.
Centre clearance Side wall
7792VX
Technical Information
Alloyed Steels
Stainless Steels
Commercial
Name
UNS
Number
UK:
BS,EN
Sweden:
SS
USA:
AISI/SAE
Germany:
Wnr
Germany:
DIN
France:
AFNOR
Italy:
UNI
Spain:
UNF
Japan:
JIS
www.kennametal.com
A5
P
P
M
M
K N
S
H
P
M
K
N
S
H
Milling Introduction
Hard Materials (42-45 HRC)
High Temperature Alloys
Cast Irons
PH Stainless
Stainless Steels
Alloyed Steels
Unalloyed Steels
Aluminium & Alloys
Machining Materials Guide
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
www.kennametal.com
A6
•
•
•
•
• •
• •
• • • • • • • •
Milling Introduction
Application
Facing
Shoulder /
Proling /
Slotting
Ramping
Pocketing
Helical
Interpolation
Helical
Interpolation
with Bore Hole
Copy / 3D
Spiral /
Circular
Trochoidal
Shoulder /
Proling
T-Slotting
Contour
Milling
Slotting
Shoulder
Chamfering
Plunging
Applications Index
Indexable Tools
www.kennametal.com
A7
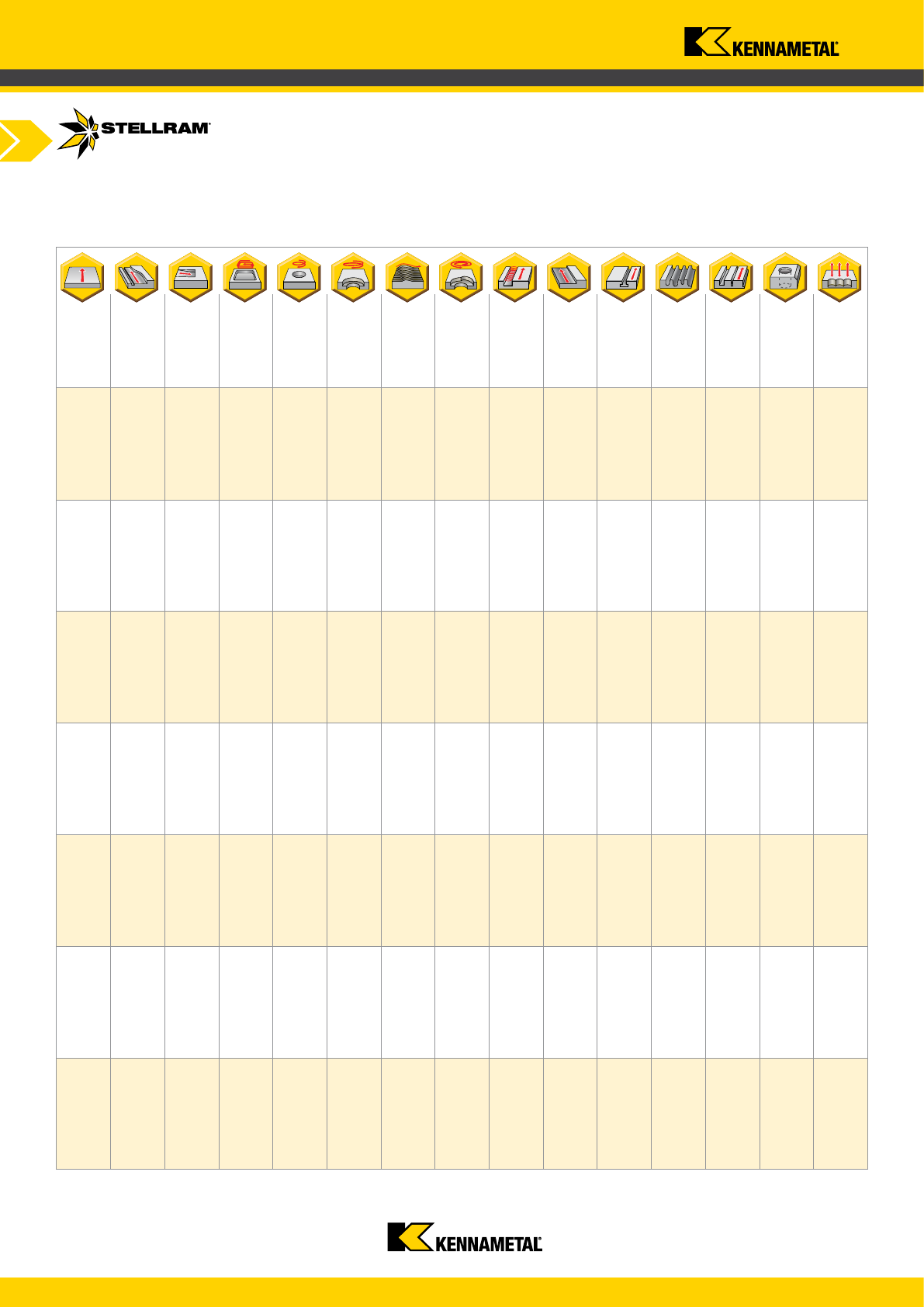
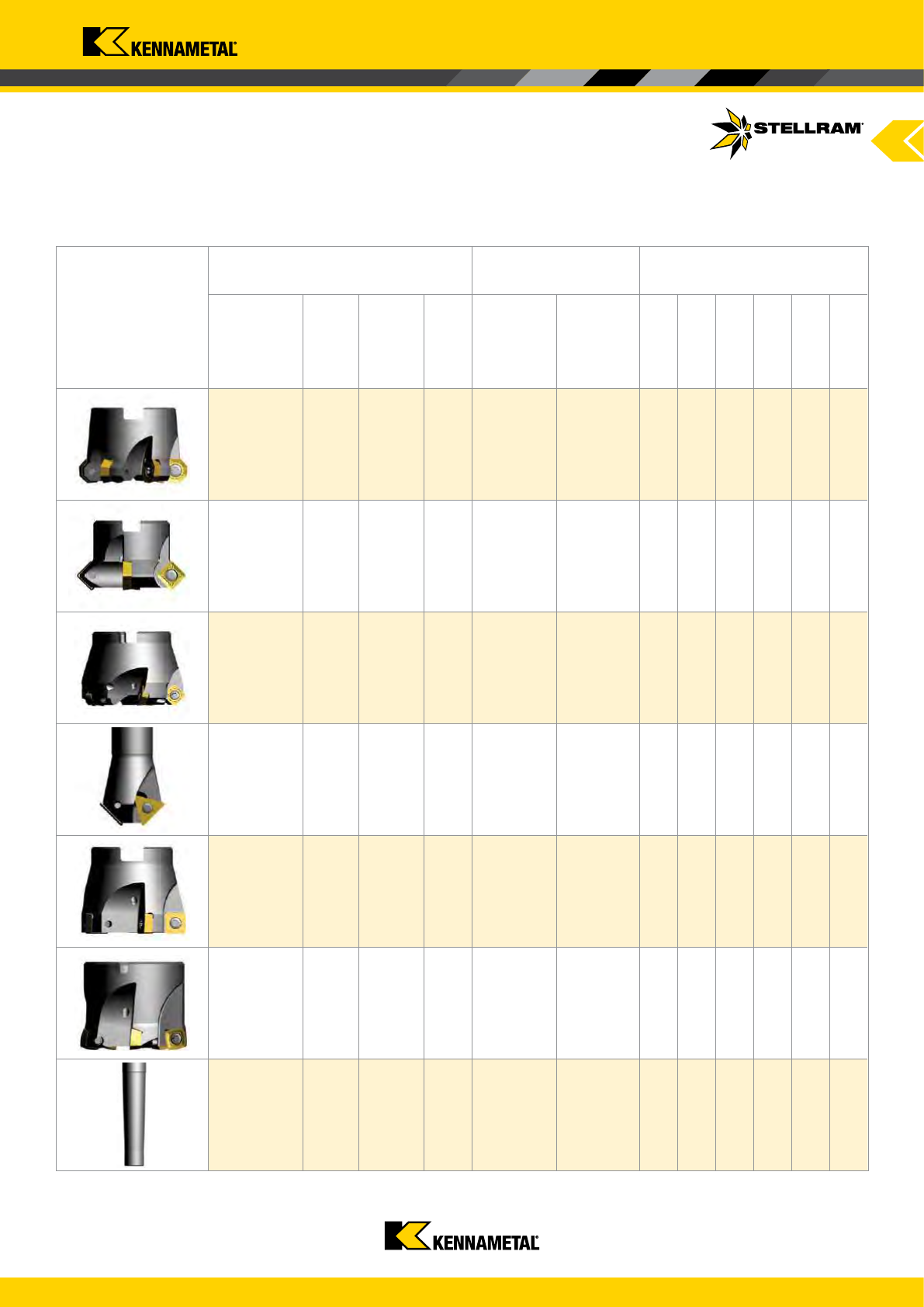
Milling Introduction
Tool Denition
Family Range Dimensions (mm) Body Fixation
Series
Insert Shape
and Size
Angle
Page
a
p
max
Diameter
Range
Modular
Heads
Weldon
Cylindrical
Shell
Mills
Caterpillar
Vee Flange
DIN 69871
Fixation
Taper 50
SC..09T3
SO..12M6
SO..15M6
5210VS
Long Edge
Cutter
(Porcupine)
90°
A165 -
A170
57 32
• •
68 - 77 80 - 100
5230VS
SD..09T3
Cheveron Long
Edge Cutter
(Porcupine)
90°
A171 -
A182
51 80 50
•
SD..1204 57 - 133 63 - 100
5315VA
AD..12T3
Long Edge
Cutter
(Porcupine)
90°
A183 -
A194
23 - 45 25 - 40
• • •
AP..1604 31 - 61 50 - 80
MP..0402 8 - 9 18 - 21
5400VM
MP..0602
T-Slotting
A271 -
A277
11 25
•
MP..0803 14 32
MP..1104 18 40
RG.S
08, 10, 12
16, 20, 25
5500V
Finishing
Ball Nose
A201 -
A206
0,4 - 12,1 8 - 25
• •
XP..1603,
XP..20T3,
XP..2504,
XP..3206,
XP..40T7,
XP..50T7
5505VX Ball Nose
A195 -
A200
16 - 50 16 - 50
• • •
5702VZ ZD..1403
Proling
Pocketing
Shoulder
90°
A247 -
A256
12 20
•
Applications Index
Indexable Tools
www.kennametal.com
A8
• • • • • • • •
•
• • • • • • • •
• • • • • • •
• • • • • • • •
• • • • • • •
• • • • • • •
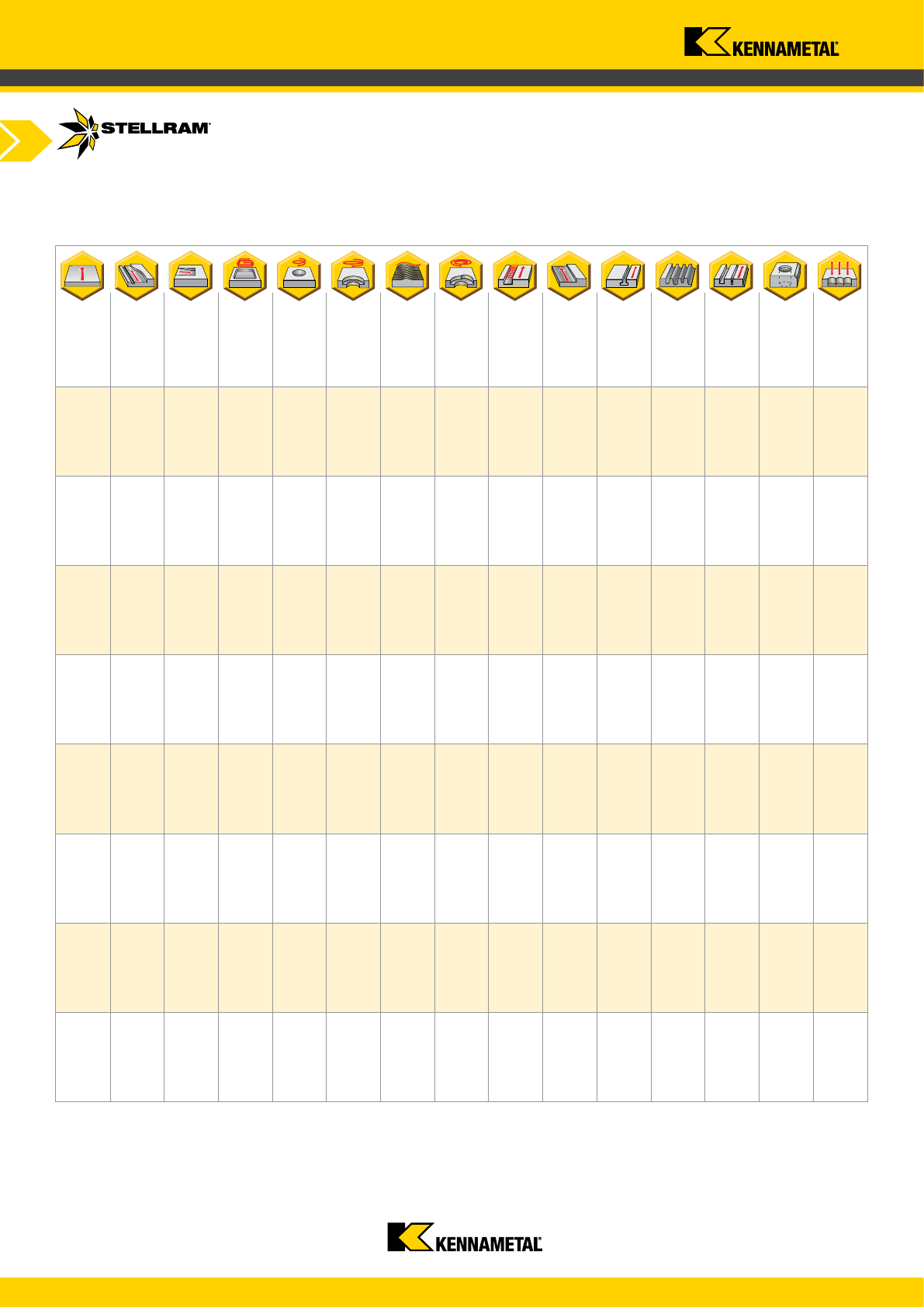
Milling Introduction
Application
Facing
Shoulder /
Proling /
Slotting
Ramping
Pocketing
Helical
Interpolation
Helical
Interpolation
with Bore Hole
Copy / 3D
Spiral /
Circular
Trochoidal
Shoulder /
Proling
T-Slotting
Contour
Milling
Slotting
Shoulder
Chamfering
Plunging
Applications Index
Indexable Tools
www.kennametal.com
A9
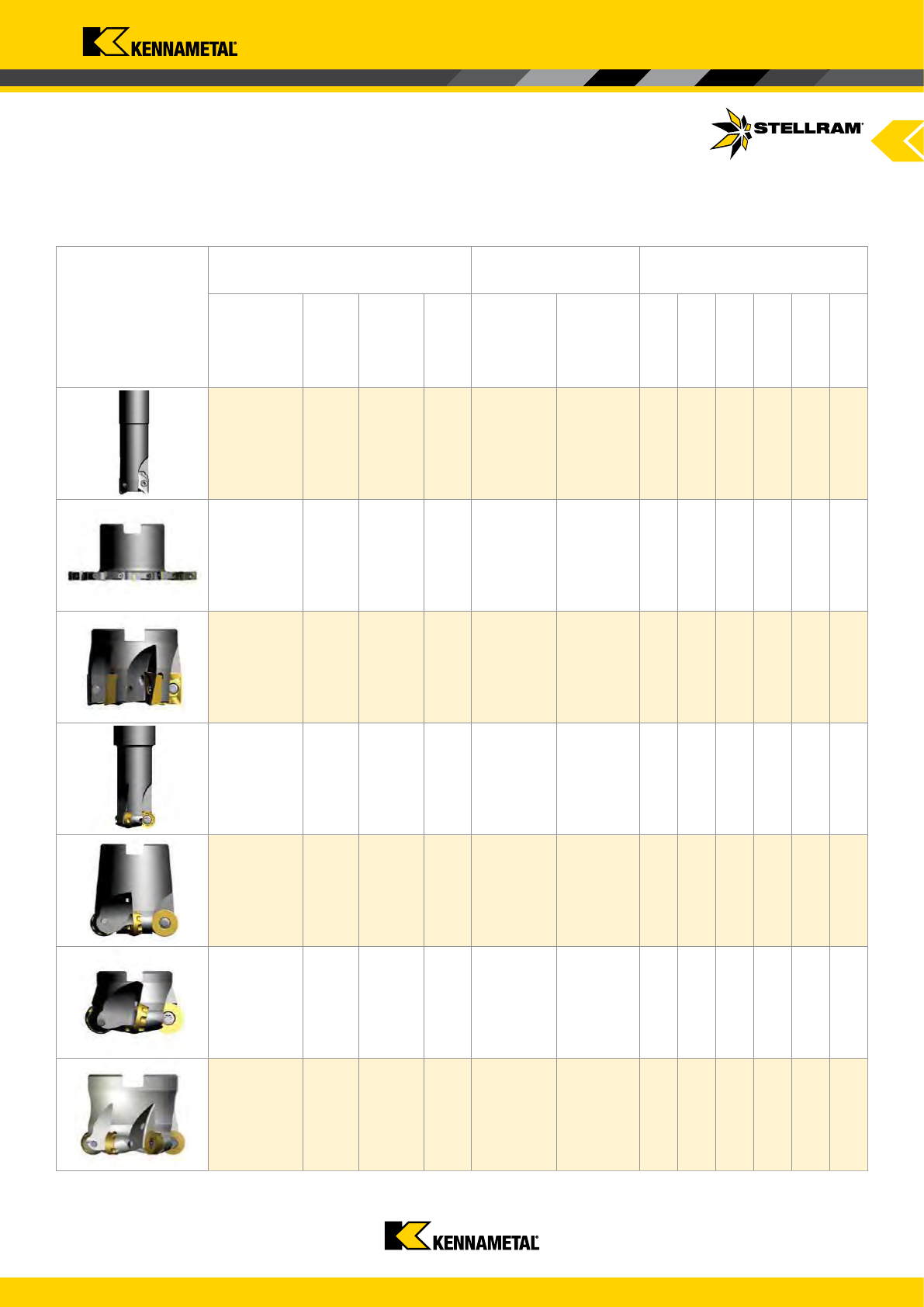
Milling Introduction
Tool Denition
Family Range Dimensions (mm) Body Fixation
Series
Insert Shape
and Size
Angle
Page
a
p
max
Diameter
Range
Modular
Heads
Weldon
Cylindrical
Shell
Mills
Caterpillar
Vee Flange
DIN 69871
Fixation
Taper 50
5720VZ ZD..16M5
Proling
Pocketing
Shoulder
90°
A247 -
A256
16 25 - 80
• • •
MP..0402 6 - 8 63 - 80
7220VM
MP..0602
Slotting
Shoulder
A279 -
A288
8 - 10 100 - 125
•
MP..0803 10 - 14 125 - 160
MP..1104 14 - 20 125 - 160
AD..0903
AD..12T3
AP..1604
8
11
16
10 - 63
20 - 80
25 - 125
7690VA
Facing Shoulder
90°
A45 -
A62
• • • •
7690VAP
RP..0602
RP..0803
RP..10T3
3
4
5
14 - 20
16 - 32
20 - 32
7700VR
Copy
Contour
A207 -
A216
• • •
RD..0702 3, 5 15 - 20
7702VRD
7712VRD
RD..1003
Copy
Contour
A217 -
A230
5 20 - 35
• • •
RD..12T3 6 25 - 80
RD..1604 8 32 - 100
7710VRD20 RD..2006
Copy
Contour
A231 -
A236
10 63 - 160
•
7713VR
RP..10T3
Copy
Contour
A237 -
A246
5 20 - 63
• • •
RP..1204 6 25 - 80
Applications Index
Indexable Tools
www.kennametal.com
A10
• • • • • • • • •
• •
• • • •
•
•
• • • • • • • • •
Milling Introduction
Application
Facing
Shoulder /
Proling /
Slotting
Ramping
Pocketing
Helical
Interpolation
Helical
Interpolation
with Bore Hole
Copy / 3D
Spiral /
Circular
Trochoidal
Shoulder /
Proling
T-Slotting
Contour
Milling
Slotting
Shoulder
Chamfering
Plunging
Applications Index
Indexable Tools
www.kennametal.com
A11
Milling Introduction
Tool Denition
Family Range Dimensions (mm) Body Fixation
Series
Insert Shape
and Size
Angle
Page
a
p
max
Diameter
Range
Modular
Heads
Weldon
Cylindrical
Shell
Mills
Caterpillar
Vee Flange
DIN 69871
Fixation
Taper 50
7745VOD
OD..0404
Facing
42°
A77 -
A86
3,5 25 - 160
• •
OD..0605 4,5 50 - 160
7745VS
SC..09T3
Facing
Chamfering
45°
A87 -
A94
5 16 - 25
• •
SC..12M5 7 40 - 125
7745VSE
SD..09T3
Facing
45°
A95 -
A105
5 16 - 125
• •
SD..1204 7 50 - 125
7745VT
TP..1102
TC..16T3
7,70
6,10 - 11,30
16
20 - 30
Chamfering
45° / 60°
A265 -
A270
•
7760VT TC..16T3 9,50 16 - 25
7791VS
SC..09T3
Plunging
A257 -
A264
a
e
= 8 25 - 50
• •
SC..12M5 a
e
= 11 63 - 80
7792VXP XP..0603 0,90 16 - 32
7792VXD
XD..0904
XD..1205
High Feed
A63 -
A75
1,50
2,50
25 - 50
32 - 160
• • • •
7792VXE XE..1605 3,50 63 - 160
Tungsten
Cylindrical Shank
Extensions
- -
A76
- 16 - 32
•
Applications Index
Indexable Tools
www.kennametal.com
A12
• •
• • • • • • •
• • • • • • • •
•
• •
• • • • •
• • • • •
Milling Introduction
Application
Facing
Shoulder /
Proling /
Slotting
Ramping
Pocketing
Helical
Interpolation
Helical
Interpolation
with Bore Hole
Copy / 3D
Spiral /
Circular
Trochoidal
Shoulder /
Proling
T-Slotting
Contour
Milling
Slotting
Shoulder
Chamfering
Plunging
Applications Index
Indexable Tools
www.kennametal.com
A13
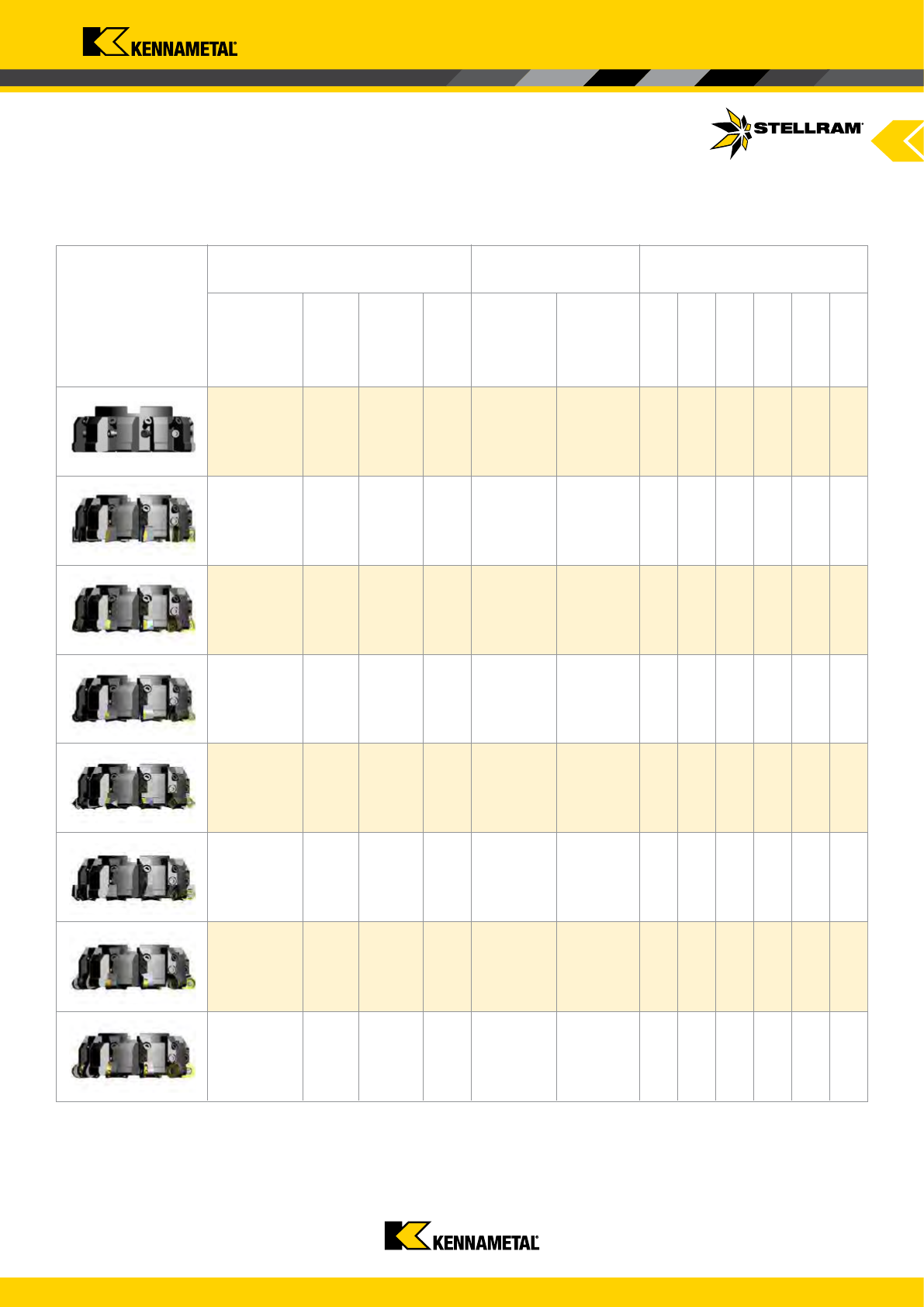
Milling Introduction
Tool Denition
Family Range Dimensions (mm) Body Fixation
Series
Insert Shape
and Size
Angle
Page
a
p
max
Diameter
Range
Modular
Heads
Weldon
Cylindrical
Shell
Mills
Caterpillar
Vee Flange
DIN 69871
Fixation
Taper 50
8000V-8010V Bodies Facing-
A107 -
- 100 - 400
•
A110
80.0VA90-_R-16
Assembly
AP..1604
Facing
90°
A111 -
A116
16 106 - 406
•
80.0VXD92-_R-12
Assembly
80.0VXD92-_R-16
Assembly
High Feed
Facing
XD..1205
A117 -
2,5
106 - 256
•
XE..1605
A124
3,5
80.0VOD45-_R-04
Assembly
80.0VOD45-_R-06
Assembly
Facing
OD..0404
A125 -
A134
3,5
100 - 400
•
OD..0605 4,5
80.0VS45-_R-12
Assembly
SC..12M5 Facing
A135 -
A140
7 100 - 400
•
80.0VSE45-_R-12
Assembly
SD..1204 Facing
A141 -
A148
7 100 - 400
•
80.0VR00-_R-16
Assembly
RP..1606 Facing
A149 -
A154
8 116 - 416
•
80.0VRD00-_R-20
Assembly
RD..2006 Facing
A155 -
A159
10 116 - 416
•
Applications Index
Indexable Tools

www.kennametal.com
A14
Milling Inserts
Grade descriptions are listed by toughness to most wear resistant.
X500
Coating Type: CVD, TiN-TiC-TiN, X-Grade™ Technology
This high performance premium grade with a high level of shock
resistance. This unique grade operates at the low to medium cutting
speeds and is capable of high metal removal rates, while retaining
a secure cutting edge. First choice for Stainless Steel and High
Temperature Alloys as well as other materials where conditions are
unstable.
X400
Coating Type: PVD, TiAlN, X-Grade™ Technology
A patented high performance premium carbide grade with a high level
of toughness and high wear resistant, thin layer PVD coating. For use
in demanding conditions of high metal removal rates or interrupted
cuts. This specically designed grade allows high levels of cutting
pressure and offers increased security of the cutting edge. For use on
Steel and Steel Alloys, Tool Steels and Hardened Steel
(415 - 480 HBN).
SP5419
Coating Type: PVD, TiAlN
The combination of a tough substrate with a new generation of TiAlN
super nano coating, makes this new PVD grade virtually free of
residual stress and extremely hard for unmatched performance.
Used in Steel and Steel Alloys.
Grade Descriptions
Inserts
www.kennametal.com
A15
Milling Inserts
GH2
Uncoated, Micrograin
Micrograin grade designed for use on Cast Irons, Bronzes,
Aluminiums, Kevlar, etc. This grade is tough and able to handle high
pressure, vibration and shock.
X700
Coating Type: PVD, TiAlN, X-Grade™ Technology
This patented high performance premium carbide grade is the
latest in the X-Grade™ Technology programme of coated milling
inserts. It is designed for the toughest of applications in Nickel Based
Alloys, Cobalt Based Alloys, Titanium and Titanium Alloys, as well as
Stainless Steels. It is a combination of a highly durable TiAIN PVD
coating and specially developed carbide substrate that gives an
excellent tool life during long contact times of the cutting edge.
SP6519
Coating Type: PVD, TiAlN
The combination of a tough substrate with a new generation of TiAlN
super nano coating, makes this new PVD coating virtually free of
residual stress and extremely hard for unmatched performance.
Primarily used in Stainless Steel, High Temperature Alloys & Titanium
with stable conditions. Also can be used in Steel, Steel Alloys and Cast
Irons.
Grade Descriptions
Inserts
www.kennametal.com
A16
Milling Inserts
SC6525
Coating Type: CVD, TiN-TiCN-Al
2
O
3
SC6525 has a unique substrate/coating combination, designed
specically for high performance machining of Steel, Steel Alloys
and Cast Irons at elevated surface speeds and feeds.
MP91M
Coating Type: CVD, TiN-MT-TiCN-Al
2
O
3
Primarily used on Steel, Steel Alloys and Cast Iron. Can also be used
in Hardened Steels. With its aluminium oxide coating, this grade is
recommended every time wear characteristics are more important than
toughness.
SP4019
Coating Type - PVD TiAlN Micrograin
A hard grade for light roughing and nishing operations with lower
chip sections. Principle applications are in Stainless Steels, High
Temperature Alloys and Cast Irons. Can also be used in Steel, Steel
Alloys and Hardened Steels.
Grade Descriptions
Inserts

www.kennametal.com
A17
Milling Inserts
SP1019
Coating Type: PVD, TiAlN, Micrograin
Micrograin carbide substrate with a new generation of TiAlN super
nano coating, makes this PVD grade virtually free of residual stress
and extremely hard for unmatched performance. Ideal for ball nose
cutters at higher surface speeds, or for greater wear resistance. Used
in nish machining all Alloys.
SC3025
Coating Type: CVD, TiN - TiCN - Al
2
O
3
A high performance milling grade with multi-layer CVD coating
designed to offer wear and abrasion resistance in Cast Iron materials.
GH1
Uncoated, Micrograin
This micrograin grade is designed for use on Cast Irons, and also
Bronzes, Aluminiums, Kevlar, etc. The grade GH1 works well with or
without coolant with low cutting pressure at high speeds due to sharp
cutting edge.
Grade Descriptions
Inserts
www.kennametal.com
A18
Milling Inserts
SA9608
Uncoated, Cermet (TiCN)
Uncoated Cermet for nishing applications. Excellent thermal
conductivity and wear resistance, providing an excellent surface nish.
For nish face milling of Steel, Steel Alloys, Stainless Steel, Cast Irons
and High Temperature Alloys with wiper insert SPHX12M512EN.
SA9808
Uncoated Cermet (TiCN)
Uncoated Cermet for applications with limited interruptions.
Excellent thermal conductivity and wear resistance, providing an
excellent surface nish. For nish face milling of Steel, Steel Alloys,
Stainless Steels and Cast Irons.
Grade Descriptions
Inserts
www.kennametal.com
A19
-41
-42
-43
-44
Milling Inserts
-44
This geometry is peripheral ground with a ground facet for producing
the best surface quality in most materials while reducing cutting
pressure and power consumption. For nishing applications in Steel,
Steel Alloys, Stainless Steels, High Temperature Alloys and Cast Iron.
-43
This is a general purpose geometry designed to handle tough
conditions and interruped cuts with larger axial depth of cuts. It is
applied to utility ground inserts with ground wiper edges for closer axial
runout tolerance. This geometry is primarily used in Steel, Steel Alloys,
Stainless Steels and Cast Irons.
-42
Is a general purpose geometry. The positive rake and T-land combine
to create a strong cutting edge. The -42 geometry withstands high
cutting forces and interrupted cuts. This geometry can be used for
roughing and semi-nishing in Steel, Steel Alloys, Titanium, High
Temperature Alloys and Stainless Steel with excellent results.
-41
Is a general purpose geometry applied to utility ground inserts. This
economical geometry is available with a number of insert styles for use
in all approach angles. This geometry has positive cutting action and
reinforced cutting edge for roughing applications in Steel, Steel Alloys,
Stainless Steel and Cast Iron.
Cutting Geometries
www.kennametal.com
A20
-45
-46
-48
-412
Milling Inserts
-412
This high positive gometry is slightly more positive than the -41. This
geometry improves tool life on several applications when machining
Stainless Steel and High Temperature Alloys.
-48
The geometry design of this insert provides a smooth cutting action
with excellent chip control. Once positioned in the cutter body the
combined effective cutting geometry produces lower radial forces,
specically in the direction of the feed, leading to a more stable cutting
environment. For machining in Steel, Stainless Steel, Titanium and
High Temperature Alloys.
-46
This positive geometry with high accuracy periphery grinding gives
a positive cutting action. The precise treatment of the cutting edge
ensures effective machining in roughing, semi-nishing and nishing
applications, all materials.
-45
This geometry is designed for machining a wide range of materials
and applications. It is available on utility ground inserts with ground
wiper edges. The –45 geometry provides freer cutting operations and
reduces the “suction effect” associated with higher helical geometries.
This geometry is qualied for Steel, Steel Alloys, Stainless Steels, and
Cast Iron.
Cutting Geometries
www.kennametal.com
A21
-421
-422
-423
-441
Milling Inserts
-441
This geometry is a peripheral ground insert with a sharp cutting edge
for use on Aluminium Alloys, Copper and Brass. The –441 geometry
provides freer cutting operations and reduces the “suction effect”
associated with higher helical geometries.
-423
A strong positive geometry rst with a smaller primary angle and a
small controlled hone to reduce cutting pressures, followed by a higher
secondary angle to allow free cutting of the chip without rubbing on the
insert rake face. Chip ow compresses the chip for easy evacuation.
For roughing and semi-nishing of Nickel Based Alloys, Cobalt Alloys,
Stainless Steels, Titanium Alloys and High Temperature Alloys.
-422
This positive geometry with a 11º chip angle and an “E” edge
preparation for roughing and semi nishing applications. Primarily for
machining of Stainless Steels and High Temperature Alloys. Also can
be used in Steel, Steel Alloys and Cast Irons with very good results.
-421
This high positive geometry with high accuracy periphery grinding.
For use in semi-nishing and nishing applications. Due to the precise
control of the cutting edge, this geometry provides excellent results
when machining High Temperature Alloys.
Cutting Geometries
www.kennametal.com
A22
-442
-721
-701
-D
Milling Inserts
-D
This High Feed geometry fully ground with at top and variable hone
has been designed to machine Steel, Steel Alloys, Tool Steel, Cast
Irons and Hardened Materials up to 534HBN.
-721
This geometry is periphery ground with a pressed, polished top rake
face reducing built up edge. This economical geometry gives excellent
results in machining Aluminium Alloys, Copper and Brass.
-701
This extreme high positive geometry is highly suitable for nishing a
wide range of materials at low feedrates. This geometry provides a
freer cutting action particulary in Aluminium. Titanium and High
Temperature Alloys can also be nished machined when the -701
geometry is combined with grade SP4019 or SP6519. This geometry
is precision ground and gives excellent performance when machining
thin-walled components.
-442
This NEW positive geometry minimizes the pressure from the chip
formation. Utilising an 11º chip angle and and “E” edge preparation for
roughing and semi nishing applications in Stainless Steel and High
Temperature Alloys. This -442 geometry can also be used in machining
Steel, Steel Alloys, and Cast Irons with very good results.
Cutting Geometries

www.kennametal.com
A23
-D41
-D411
-D721
-F
Milling Inserts
-F
This geometry is a roughing ball nose fully ground insert for roughing
and semi-nishing of all Materials except Aluminium. This geometry is
designed with chip grooves for better chip control.
-D721
This highly positive High Feed geometry is designed for machining
Aluminium, Copper and Brass. The periphery ground, polished top
rake face and sharp edge allows a freer cutting action and reduces
built-up edge.
-D411
This positive High Feed geometry with larger corner radius 1,2mm
reduces cutting energy and provides better edge protection
during lower radial engagement applications. Mainly for machining
Titanium, High Temperture Alloys and Stainless Steel. It can also be
used for machining Steel, Steel Alloys and Cast Irons with extremely
good results.
-D41
This positive High Feed geometry primarily used to machine Stainless
Steel, High Temperature Alloys and Titanium. It can also be used for
machining Steel, Steel Alloys and Cast Iron with excellent results. The
-D41 geometry also reduces power consumtion .
Cutting Geometries
www.kennametal.com
A24
-RA
-RG..S
-T
Milling Inserts
-T
This geometry is for general purpose applications when a strong
cutting and excellent chip breaking capibility is required. This
geometry is found on a wide range of Stellram inserts. The design is
nearly as tough as at-top inserts. Mainly to be used when machining
Steel, Steel Alloys, Cast Irons and Hardened Steels.
-RG..S
This geometry is designed for nish machining of 3D proles. It is
extremely accurate and delivers a very long tool life. The RG..S is
excellent when machining a side wall that is close to 90˚. Suitable for
machining of all materials.
-RA
This geometry is a precision insert for milling Cast Iron. The extended
wiper-facet on this insert geometry allows a 50% higher feed rate for
higher productivity. This geometry is available with SC3025, our
leading Cast Iron milling grade.
Cutting Geometries
www.kennametal.com
A25
-TN
-SN
-W
Milling Inserts
-W
This geometry is offered in a number of at-top inserts for numerous
milling applications in a wide range of materials. The at-top inserts are
the best choice when toughness is required for all milling applications.
This geometry offers a stronger cutting edge than a chip-groove insert.
-SN
This geometry is our strongest cutting edge for general purpose
applications and is ideal for unstable cutting conditions, long overhangs
and very high feedrates. For heavy duty applications when machining
Steel, Steel Alloys and Cast Iron. Ideal solution for heavy scale
applications.
-TN
This geometry is a at top design with a strong T-land edge
preparation for preventing chipping in unstable conditions. This
geometry is similar to the -SN geometry, but has a smaller edge
preparation which reduces machine power consumption. For
machining Steel, Steel Alloys and Cast Iron. Should also be used to
machine Stainless Steel and Titanium with heavy scale.
Cutting Geometries
www.kennametal.com
A26
A P F 16W
1 2 3 4 5
A H M O
S T X Z
R
C D
N P
E G
H
N
R
T
W
X
U
Q
Milling Introduction
4 Type
3 Tolerance
2 Clearance
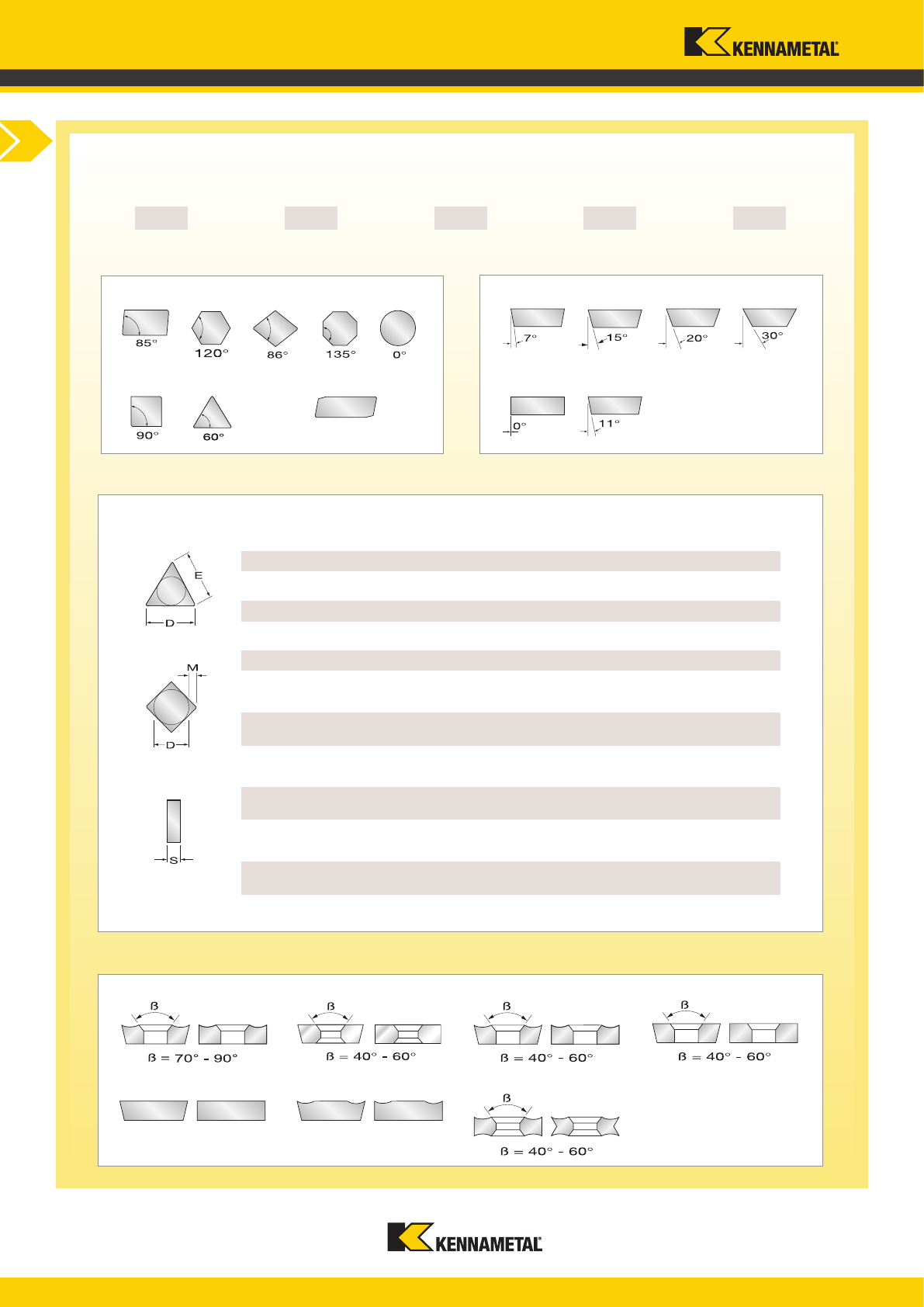
1 Shape
(1) Indexable inserts with ground wiper edges. (2) Dependent upon the insert size (see ISO 1832 standard)
Class D M S
A
(1)
mm ±0,025 ±0,005 ±0,025
C
(1)
mm ±0,025 ±0,013 ±0,025
E
(1)
mm ±0,025 ±0,025 ±0,025
F
(1)
mm ±0,013 ±0,005 ±0,025
G
mm ±0,025 ±0,025 ±0,130
H
(1)
mm ±0,013 ±0,013 ±0,025
J
(1)
mm from ±0,050 ±0,005 ±0,025
to ±0,150
K
(1)
mm from ±0,050 ±0,013 ±0,025
to ±0,150
L
(1)
mm from ±0,050 ±0,025 ±0,025
to ±0,150
M
mm from ±0,050 from ±0,080 ±0,13
to ±0,150 to ±0,200
N
mm from ±0,050 from ±0,080 ±0,025
to ±0,150 to ±0,200
U
mm from ±0,080 from ±0,130 ±0,13
to ±0,250 to ±0,380
Special feature requiring
additional specifications.
special
Other normal clearances
requiring SPECIAL
specification Symbol
O
.
Insert ISO Designation
Metric
www.kennametal.com
A27
04
6
PD
7
T
8 9 10
R -
A H M O
S T X Z
R
02 = 2,38 mm
03 = 3,18 mm
T3 = 3,97 mm
04 = 4,76 mm
M5 = 5,00 mm
05 = 5,56 mm
06 = 6,35 mm
1 2
21
F E T
K S P
R L N
Milling Introduction
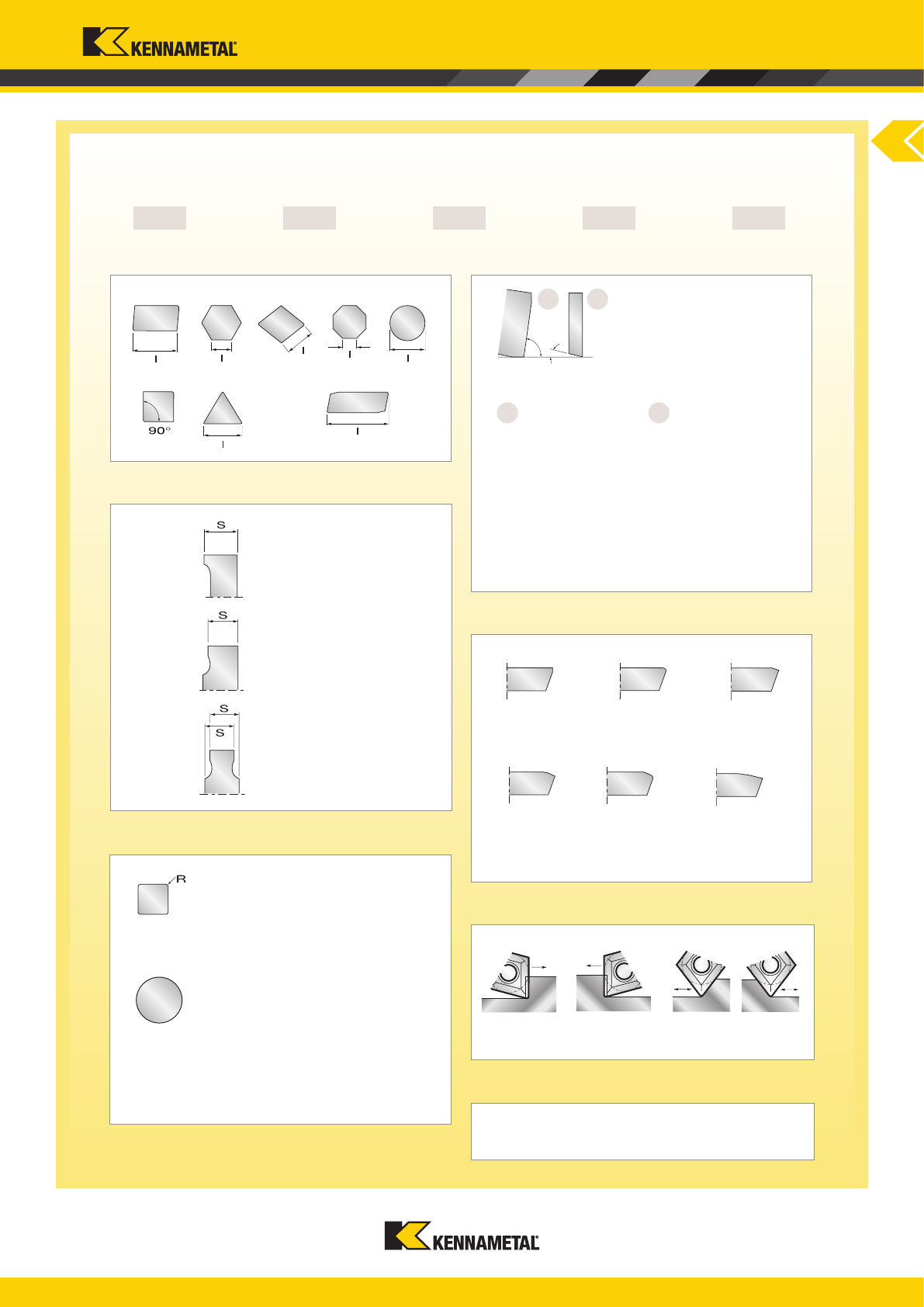
10 Optional
9 Cutting Direction
7 Corner
continued
8 Edge Condition
6 Thickness
7 Corner
5 Size
Manufacturers optional symbol consisting of numbers or letters;
shall be separated from the standardized designation by a dash (-).
OPTIONAL SYMBOL
Neutral Insert
Left Hand InsertRight Hand Insert
OPTIONAL SYMBOL
Double
Chamfered Rounded
Cutting Edges
Chamfered
Rounded
Cutting Edges
Double
Chamfered
Cutting Edges
Chamfered
Cutting Edges
Rounded
Cutting Edges
Sharp Cutting
Edges
OPTIONAL SYMBOL
Z = Any other wiper edge clearance.
Two Letter Symbol:
For wiper edge
normal clearance
A = 3°
B = 5°
C = 7°
D = 15°
E = 20°
F = 25°
G = 30°
N = 0°
P = 11°
For cutting
edge angle
χ
r
A = 45°
D = 60°
E = 75°
F = 85°
P = 90°
Inserts With Wiper Edges.
Rounded Inserts
Symbol = 00
If the Ø is converted from an inch value.
Symbol = M0
If the Ø is converted from a metric value.
Rounded Corner Inserts
Value of corner radius given in 1/10 mm
Note: For sharp corner
Symbol = 00
special
Insert ISO Designation
Metric
www.kennametal.com
A28
d
l
85°
r
s
031075 ADET090308SR-42 SP6519 6,35 9,20 3,18 0,80 0,10
031076 ADET090308SR-42 X500 6,35 9,20 3,18 0,80 0,10
031094 ADET090310SR-42 SP6519 6,35 9,20 3,18 1,00 0,10
024913 ADET090310SR-42 X500 6,35 9,20 3,18 1,00 0,10
031096 ADET090312SR-42 SP6519 6,35 9,20 3,18 1,20 0,10
031095 ADET090312SR-42 X500 6,35 9,20 3,18 1,20 0,10
030980 ADET090316SR-42 SP6519 6,35 9,20 3,18 1,60 0,10
030942 ADET090316SR-42 X500 6,35 9,20 3,18 1,60 0,10
031098 ADET090320SR-42 SP6519 6,35 9,20 3,18 2,00 0,10
031097 ADET090320SR-42 X500 6,35 9,20 3,18 2,00 0,10
031100 ADET090324SR-42 SP6519 6,35 9,20 3,18 2,40 0,10
031099 ADET090324SR-42 X500 6,35 9,20 3,18 2,40 0,10
031102 ADET090330SR-42 SP6519 6,35 9,20 3,18 3,00 0,10
031101 ADET090330SR-42 X500 6,35 9,20 3,18 3,00 0,10
031104 ADET090332SR-42 SP6519 6,35 9,20 3,18 3,20 0,10
031103 ADET090332SR-42 X500 6,35 9,20 3,18 3,20 0,10
031093 ADET0903PDSR-42 SP6519 6,35 9,20 3,18
0,10
031092 ADET0903PDSR-42 X500 6,35 9,20 3,18 0,10
030857 ADET12T308ER-48 SP6519 7,87 12,70 3,76 0,80 0,04
030856 ADET12T308ER-48 X500 7,87 12,70 3,76 0,80 0,04
030800 ADET12T312ER-48 SP6519 7,87 12,70 3,76 1,20 0,04
030808 ADET12T312ER-48 X500 7,87 12,70 3,76 1,20 0,04
030771 ADET12T316ER-48 SP6519 7,87 12,70 3,76 1,60 0,04
030809 ADET12T316ER-48 X500 7,87 12,70 3,76 1,60 0,04
030909 ADET12T320ER-48 SP6519 7,87 12,70 3,76 2,00 0,04
030908 ADET12T320ER-48 X500 7,87 12,70 3,76 2,00 0,04
030859 ADET12T324ER-48 SP6519 7,87 12,70 3,76 2,40 0,04
030858 ADET12T324ER-48 X500 7,87 12,70 3,76 2,40 0,04
030911 ADET12T330ER-48 SP6519 7,87 12,70 3,76 3,00 0,04
030910 ADET12T330ER-48 X500 7,87 12,70 3,76 3,00 0,04
030772 ADET12T332ER-48 SP6519 7,87 12,70 3,76 3,20 0,04
030810 ADET12T332ER-48 X500 7,87 12,70 3,76 3,20 0,04
030913 ADET12T340ER-48 SP6519 7,87 12,70 3,76 4,00 0,04
030912 ADET12T340ER-48 X500 7,87 12,70 3,76
4,00 0,04
030770 ADET12T3PDER-48 SP6519 7,87 12,70 3,76 0,04
030807 ADET12T3PDER-48 X500 7,87 12,70 3,76 0,04
024916 ADET0903PDFR-441 GH1 6,35 9,20 3,18 0,03
029098 ADGT12T3PDFR-721 GH1 7,87 12,70 3,76 0,05
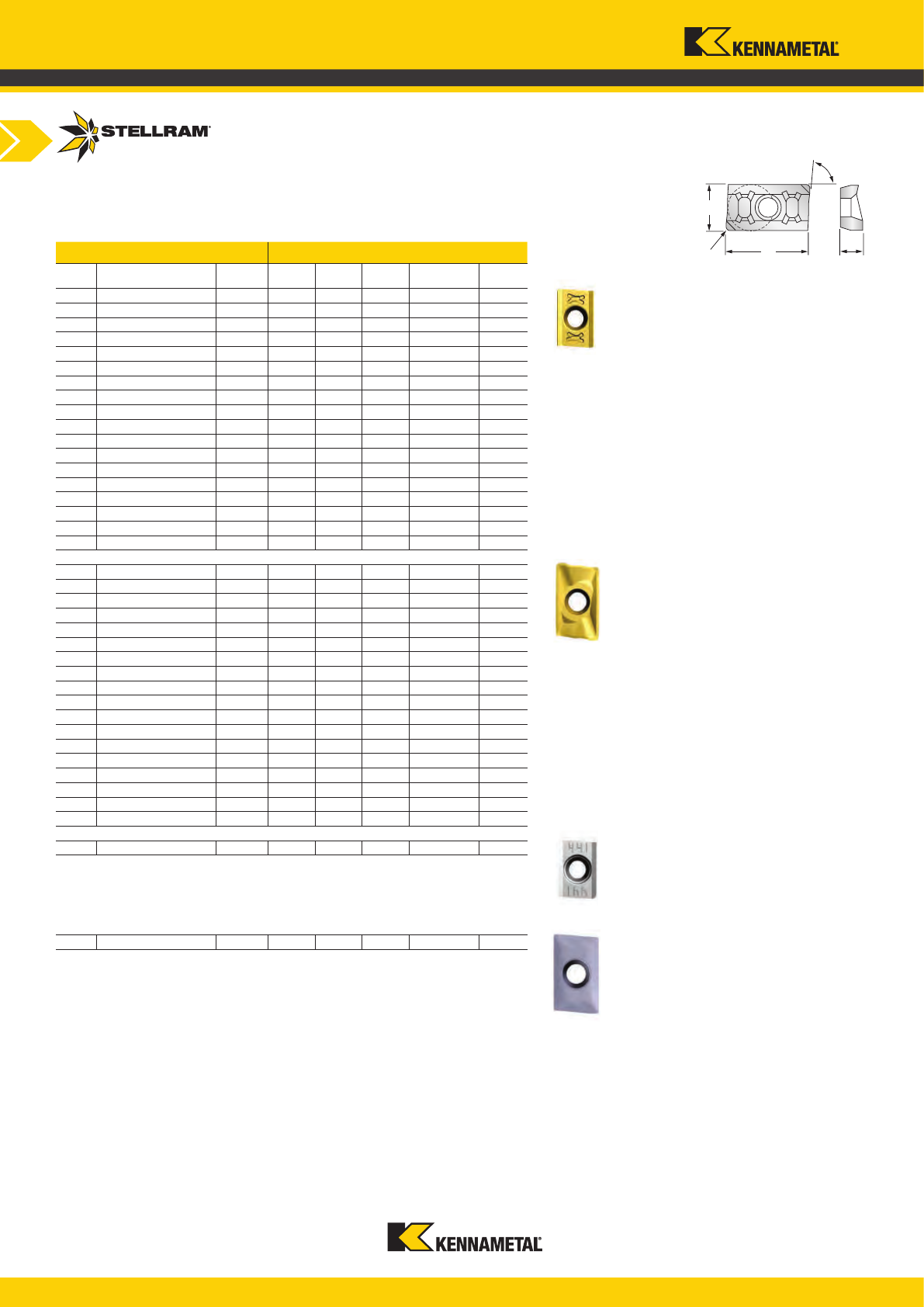
Milling Introduction
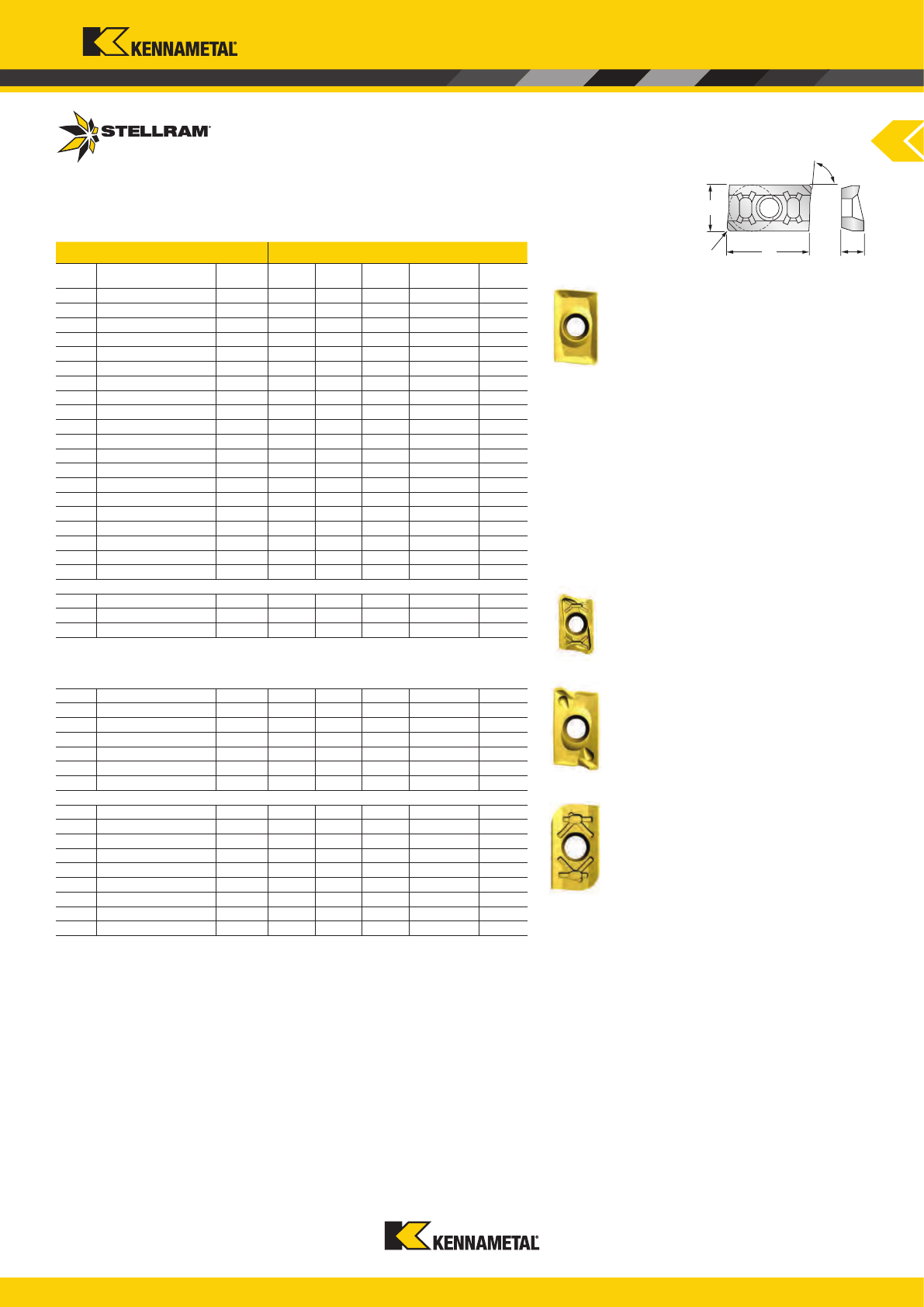
ADGT_-721
Ground circumference
χ
90° one face
pressed chip-breaker
ADET_-48
Ground circumference
χ
90° one face
pressed chip-breaker
ADET_-441
Ground circumference
χ
90° one face
pressed chip-breaker
ADET_-42
Ground circumference
χ
90° one face
pressed chip-breaker
Facet
Facet
Facet
Facet
Facet
Facet
Product Dimensions (mm)
EDP Item Description Grade d (IC) l s r h
m
min
Alphabetical Index
AD Milling Style Inserts
www.kennametal.com
A29
d
l
85°
r
s
031526 ADHT12T308ER-46 SP6519 7,87 12,70 3,76 0,80 0,05
029329 ADHT12T308ER-46 X500 7,87 12,70 3,76 0,80 0,05
030406 ADHT12T308ER-46 X700 7,87 12,70 3,76 0,80 0,05
031527 ADHT12T316ER-46 SP6519 7,87 12,70 3,76 1,60 0,05
029331 ADHT12T316ER-46 X500 7,87 12,70 3,76 1,60 0,05
030407 ADHT12T316ER-46 X700 7,87 12,70 3,76 1,60 0,05
031530 ADHT12T320ER-46 SP6519 7,87 12,70 3,76 2,00 0,05
029337 ADHT12T320ER-46 X500 7,87 12,70 3,76 2,00 0,05
030408 ADHT12T320ER-46 X700 7,87 12,70 3,76 2,00 0,05
031528 ADHT12T324ER-46 SP6519 7,87 12,70 3,76 2,40 0,05
029333 ADHT12T324ER-46 X500 7,87 12,70 3,76 2,40 0,05
031531 ADHT12T330ER-46 SP6519 7,87 12,70 3,76 3,00 0,05
029339 ADHT12T330ER-46 X500 7,87 12,70 3,76 3,00 0,05
031515 ADHT12T332ER-46 SP6519 7,87 12,70 3,76 3,20 0,05
029036 ADHT12T332ER-46 X500 7,87 12,70 3,76 3,20 0,05
030409 ADHT12T332ER-46 X700 7,87 12,70 3,76 3,20 0,05
031529 ADHT12T340ER-46 SP6519 7,87 12,70 3,76
4,00 0,05
029335 ADHT12T340ER-46 X500 7,87 12,70 3,76 4,00 0,05
031525 ADHT12T3PDER-46 SP6519 7,87 12,70 3,76 0,05
029327 ADHT12T3PDER-46 X500 7,87 12,70 3,76 0,05
017286 ADKT0903PDER-43 MP91M 6,35 9,20 3,18 0,05
031463 ADKT0903PDER-43 SP6519 6,35 9,20 3,18 0,05
015150 ADKT0903PDER-43 X500 6,35 9,20 3,18 0,05
027915 ADKT12T3PDER-45 MP91M 7,87 12,70 3,76 0,05
027916 ADKT12T3PDER-45 SC3025 7,87 12,70 3,76 0,05
031514 ADKT12T3PDER-45 SP6519 7,87 12,70 3,76 0,05
027913 ADKT12T3PDER-45 X500 7,87 12,70 3,76 0,05
023082 ADKT1505PDER-45 MP91M 9,65 16,05 5,56 0,06
031464 ADKT1505PDER-45 SP6519 9,65 16,05 5,56 0,06
023083 ADKT1505PDER-45 X500 9,65 16,05 5,56 0,06
033179 APET160402TR-42 SP6519 9,52 16,66 4,76 0,20 0,10
033180 APET160408TR-42 SP6519 9,52 16,66 4,76 0,80 0,10
033181 APET160410TR-42 SP6519 9,52 16,66 4,76 1,00 0,10
033182 APET160415TR-42 SP6519 9,52 16,66 4,76 1,50 0,10
033183 APET160420TR-42 SP6519 9,52 16,66 4,76 2,00 0,10
033184 APET160425TR-42 SP6519 9,52 16,66 4,76 2,50 0,10
033185 APET160430TR-42 SP6519 9,52 16,66 4,76 3,00 0,10
033186 APET160440TR-42 SP6519 9,52 16,66 4,76 4,00 0,10
033187 APET160460TR-42 SP6519 9,52 16,66 4,76 6,00 0,10
Milling Introduction
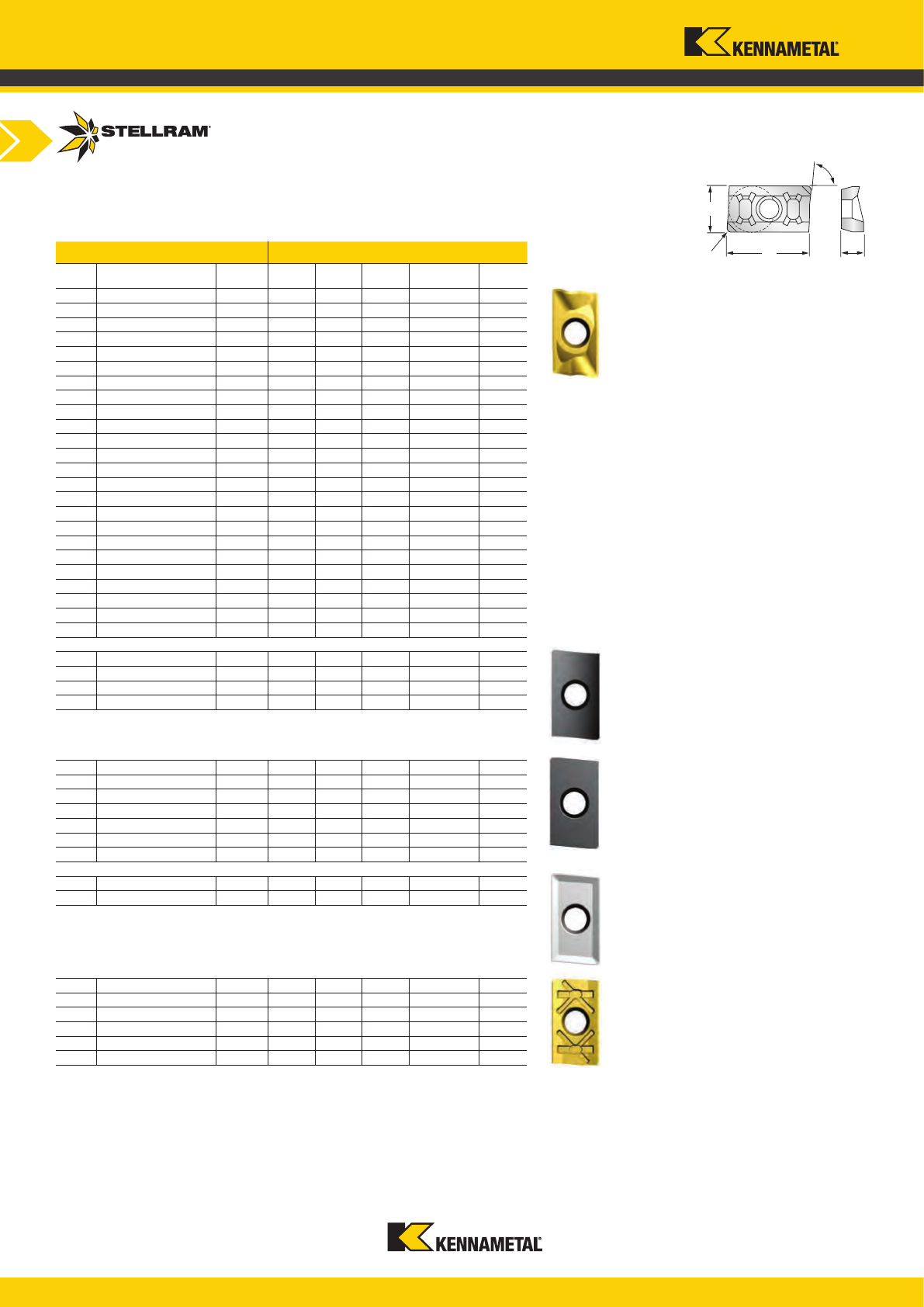
APET_-42
Ground circumference
χ
90° one
face pressed chip-breaker
ADKT_-45
Ground wiper edges
χ
90° one face
pressed chip-breaker
ADKT_-43
Ground wiper edges
χ
90° one face
pressed chip-breaker
ADHT_-46
Ground circumference
χ
90° one
face pressed chip-breaker
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Product Dimensions (mm)
EDP Item Description Grade d (IC) l s r h
m
min
Alphabetical Index
AD - AP Milling Style Inserts
www.kennametal.com
A30
d
l
85°
r
s
030861 APET160408ER-48 SP6519 9,52 16,66 4,76 0,80 0,04
030860 APET160408ER-48 X500 9,52 16,66 4,76 0,80 0,04
030799 APET160412ER-48 SP6519 9,52 16,66 4,76 1,20 0,04
030812 APET160412ER-48 X500 9,52 16,66 4,76 1,20 0,04
030774 APET160416ER-48 SP6519 9,52 16,66 4,76 1,60 0,04
030813 APET160416ER-48 X500 9,52 16,66 4,76 1,60 0,04
030915 APET160420ER-48 SP6519 9,52 16,66 4,76 2,00 0,04
030914 APET160420ER-48 X500 9,52 16,66 4,76 2,00 0,04
030917 APET160424ER-48 SP6519 9,52 16,66 4,76 2,40 0,04
030916 APET160424ER-48 X500 9,52 16,66 4,76 2,40 0,04
030919 APET160430ER-48 SP6519 9,52 16,66 4,76 3,00 0,04
030918 APET160430ER-48 X500 9,52 16,66 4,76 3,00 0,04
030775 APET160432ER-48 SP6519 9,52 16,66 4,76 3,20 0,04
030814 APET160432ER-48 X500 9,52 16,66 4,76 3,20 0,04
030906 APET160440ER-48 SP6519 9,52 16,66 4,76 4,00 0,04
030907 APET160440ER-48 X500 9,52 16,66 4,76 4,00 0,04
030921 APET160450ER-48 SP6519 9,52 16,66 4,76
5,00 0,04
030920 APET160450ER-48 X500 9,52 16,66 4,76 5,00 0,04
030923 APET160460ER-48 SP6519 9,52 16,66 4,76 6,00 0,04
030922 APET160460ER-48 X500 9,52 16,66 4,76 6,00 0,04
030925 APET160464ER-48 SP6519 9,52 16,66 4,76 6,40 0,04
030924 APET160464ER-48 X500 9,52 16,66 4,76 6,40 0,04
030773 APET1604PDER-48 SP6519 9,52 16,66 4,76 0,04
030811 APET1604PDER-48 X500 9,52 16,66 4,76 0,04
033188 APEX1604PDER-701 SP6519 9,52 16,66 4,76 0,02
017624 APEX1604PDFL-701 GH1 9,52 16,66 4,76 0,02
014066 APEX1604PDFR-701 GH1 9,52 16,66 4,76 0,02
033189 APEX1604PDFR-701 SP4019 9,52 16,66 4,76 0,02
017291 APFW1604PDER MP91M 9,52 16,66 4,76 0,04
017630 APFW1604PDTL GH1 9,52 16,66 4,76 0,10
034692 APFW1604PDTL SP4019 9,52 16,66 4,76 0,10
017628 APFW1604PDTR GH1 9,52 16,66 4,76 0,10
027883 APFW1604PDTR SC3025 9,52 16,66 4,76 0,10
033191 APFW1604PDTR SP4019 9,52 16,66 4,76 0,10
033190 APFW1604PDTR X400 9,52 16,66 4,76 0,10
033192
APHT1604PDER SP4019 9,52 16,66 4,76 0,04
015154 APHT1604PDFR GH1 9,52 16,66 4,76 0,02
017292 APHT1604PDTL-42 MP91M 9,52 16,66 4,76 0,10
031513 APHT1604PDTL-42 SP6519 9,52 16,66 4,76 0,10
017635 APHT1604PDTL-42 X500 9,52 16,66 4,76 0,10
017293 APHT1604PDTR-42 MP91M 9,52 16,66 4,76 0,10
031466 APHT1604PDTR-42 SP6519 9,52 16,66 4,76 0,10
015155 APHT1604PDTR-42 X500 9,52 16,66 4,76 0,10
Milling Introduction
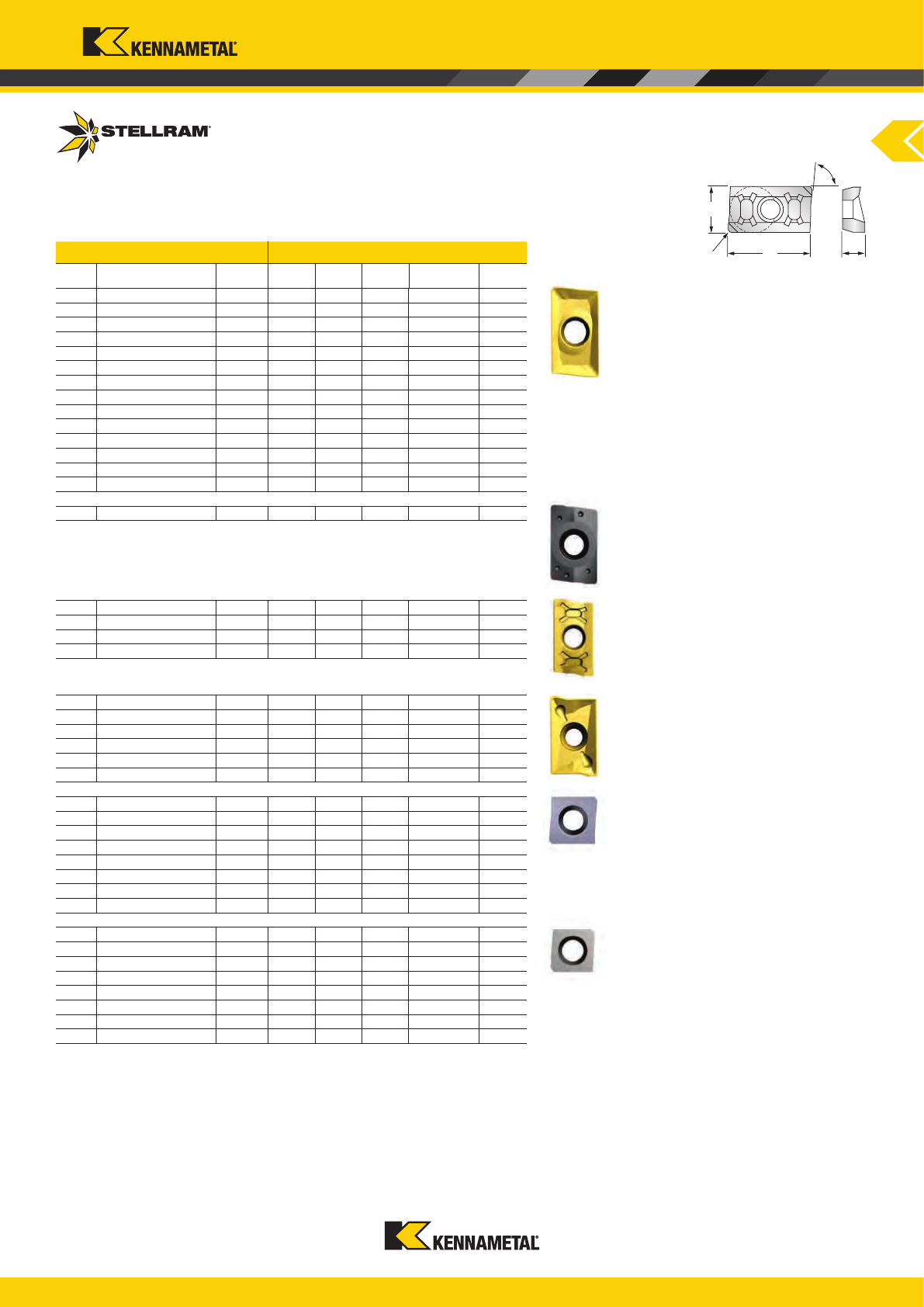
APEX_-701
Completely ground
χ
90° concave
cutting face
APHT_
Ground circumference
χ
90° one
face pressed chip-breaker
APHT_-42
Ground circumference
χ
90° one
face pressed chip-breaker
APFW_
Ground circumference
χ
90°
without chip-breaker
APET_-48
Ground circumference
χ
90° one
face pressed chip-breaker
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Product Dimensions (mm)
EDP Item Description Grade d (IC) l s r h
m
min
Alphabetical Index
AP Milling Style Inserts
www.kennametal.com
A31
d
l
85°
r
s
031495 APHT160408ER-46 SP6519 9,52 16,66 4,76 0,80 0,10
027869 APHT160408ER-46 X500 9,52 16,66 4,76 0,80 0,10
031496 APHT160416ER-46 SP6519 9,52 16,66 4,76 1,60 0,10
027870 APHT160416ER-46 X500 9,52 16,66 4,76 1,60 0,10
031497 APHT160424ER-46 SP6519 9,52 16,66 4,76 2,40 0,10
027871 APHT160424ER-46 X500 9,52 16,66 4,76 2,40 0,10
031397 APHT160432ER-46 SP6519 9,52 16,66 4,76 3,20 0,10
027872 APHT160432ER-46 X500 9,52 16,66 4,76 3,20 0,10
031542 APHT160440ER-46 SP6519 9,52 16,66 4,76 4,00 0,10
027873 APHT160440ER-46 X500 9,52 16,66 4,76 4,00 0,10
031498 APHT160450ER-46 SP6519 9,52 16,66 4,76 5,00 0,10
027874 APHT160450ER-46 X500 9,52 16,66 4,76 5,00 0,10
031541 APHT160464ER-46 SP6519 9,52 16,66 4,76 6,40 0,10
027875 APHT160464ER-46 X500 9,52 16,66 4,76 6,40 0,10
017861 APKT1003PDFR-3M GH1 6,68 10,50 3,18 0,05
017294 APKT1604PDER-43 MP91M 9,52 16,66 4,76 0,08
027887 APKT1604PDER-43 SC3025 9,52 16,66 4,76 0,08
031468
APKT1604PDER-43 SP6519 9,52 16,66 4,76 0,08
015156 APKT1604PDER-43 X500 9,52 16,66 4,76 0,08
023112 APKT1003PDER-45 MP91M 6,68 10,50 3,18 0,05
031467 APKT1003PDER-45 SP6519 6,68 10,50 3,18 0,05
023113 APKT1003PDER-45 X500 6,68 10,50 3,18 0,05
023114 APKT1604PDER-45 MP91M 9,52 16,66 4,76 0,06
031469 APKT1604PDER-45 SP6519 9,52 16,66 4,76 0,06
023115 APKT1604PDER-45 X500 9,52 16,66 4,76 0,06
024926 MPEX0602PPFL-701 GH1 6,35 6,35 2,38 0,02
024927 MPEX0602PPFR-701 GH1 6,35 6,35 2,38 0,02
024928 MPEX0803PPFL-701 GH1 7,94 7,94 3,18 0,02
017642 MPEX0803PPFR-701 GH1 7,94 7,94 3,18 0,02
034527 MPEX0803PPFL-701 SP4019 7,94 7,94 3,18 0,02
034528 MPEX0803PPFR-701 SP4019 7,94 7,94 3,18 0,02
017644 MPEX1104PPFL-701 GH1 11,11 11,11 4,76 0,02
017643 MPEX1104PPFR-701 GH1 11,11 11,11 4,76 0,02
034523 MPFW0402PPTL SP4019 4,76 4,76 2,38 0,07
034524 MPFW0402PPTR SP4019 4,76 4,76 2,38 0,07
031508 MPFW0402PPTL SP6519 4,76 4,76 2,38 0,07
031507 MPFW0402PPTR
SP6519 4,76 4,76 2,38 0,07
034525 MPFW0602PPTL SP4019 6,35 6,35 2,38 0,07
034526 MPFW0602PPTR SP4019 6,35 6,35 2,38 0,07
031571 MPFW0602PPTL SP6519 6,35 6,35 2,38 0,07
031570 MPFW0602PPTR SP6519 6,35 6,35 2,38 0,07
Milling Introduction
MPFW_
Ground circumference
χ
90°
without chip-breaker
MPEX_-701
Completely ground
χ
90° concave
cutting face
APKT_-43
Ground wiper edges
χ
90° one face
pressed chip-breaker
APKT_-45
Ground wiper edges
χ
90° one face
pressed chip-breaker
APKT_-3M
Ground wiper edges
χ
90° one face
pressed chip-breaker
APHT_-46
Ground circumference
χ
90° one
face pressed chip-breaker
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Product Dimensions (mm)
EDP Item Description Grade d (IC) l s r h
m
min
Alphabetical Index
AP - MP Milling Style Inserts
www.kennametal.com
A32
d
l
r
86°
s
017658 MPFW0803PPTL GH1 7,94 7,94 3,18 0,10
017655 MPFW0803PPTR GH1 7,94 7,94 3,18 0,10
034529 MPFW0803PPTL SP4019 7,94 7,94 3,18 0,10
034530 MPFW0803PPTR SP4019 7,94 7,94 3,18 0,10
034532 MPFW0803PPTL X400 7,94 7,94 3,18 0,10
034531 MPFW0803PPTR X400 7,94 7,94 3,18 0,10
017439 MPFW1104PPTL GH1 11,11 11,11 4,76 0,15
017440 MPFW1104PPTR GH1 11,11 11,11 4,76 0,15
034533 MPFW1104PPTL SP4019 11,11 11,11 4,76 0,15
034534 MPFW1104PPTR SP4019 11,11 11,11 4,76 0,15
017296 MPHT0803PPTL-42 MP91M 7,94 7,94 3,18 0,10
017297 MPHT0803PPTR-42 MP91M 7,94 7,94 3,18 0,10
031510 MPHT0803PPTL-42 SP6519 7,94 7,94 3,18 0,10
031509 MPHT0803PPTR-42 SP6519 7,94 7,94 3,18 0,10
015138 MPHT0803PPTL-42 X500 7,94 7,94 3,18 0,10
015140 MPHT0803PPTR-42 X500 7,94 7,94 3,18 0,10
017298 MPHT1104PPTL-42 MP91M 11,11 11,11 4,76 0,10
017299 MPHT1104PPTR-42 MP91M 11,11 11,11 4,76 0,10
031512 MPHT1104PPTL-42 SP6519 11,11 11,11 4,76 0,10
031511
MPHT1104PPTR-42 SP6519 11,11 11,11 4,76 0,10
015141 MPHT1104PPTL-42 X500 11,11 11,11 4,76 0,10
015142 MPHT1104PPTR-42 X500 11,11 11,11 4,76 0,10
017667 MPHW0402PPTL X500 4,76 4,76 2,38 0,07
017666 MPHW0402PPTR X500 4,76 4,76 2,38 0,07
017669 MPHW0602PPTL X500 6,35 6,35 2,38 0,07
017668 MPHW0602PPTR X500 6,35 6,35 2,38 0,07
015180 MPMT060204EN-43 X500 6,35 6,35 2,38 0,40 0,04
022199 ODET0404APEN-44 MP91M 12,70 4,00 4,76 0,04
031470 ODET0404APEN-44 SP6519 12,70 4,00 4,76 0,04
022198 ODET0404APEN-44 X500 12,70 4,00 4,76 0,04
026591 ODET0605APEN-44 MP91M 16,00 6,00 5,55 0,04
034513 ODET0605APEN-44 SP4019 16,00 6,00 5,55 0,04
031501 ODET0605APEN-44 SP6519 16,00 6,00 5,55 0,04
026592 ODET0605APEN-44 X500 16,00 6,00 5,55 0,04
024911 ODET0404APFN-441 GH1 12,70 4,00 4,76 0,02
026588 ODET0605APFN-441 GH1 16,00 6,00 5,55 0,02
027884 ODEW0404APTR-RA SC3025 12,70 4,00 4,76 0,19
027885 ODEW0605APTR-RA SC3025 16,00 6,00 5,55 0,19
Milling Introduction
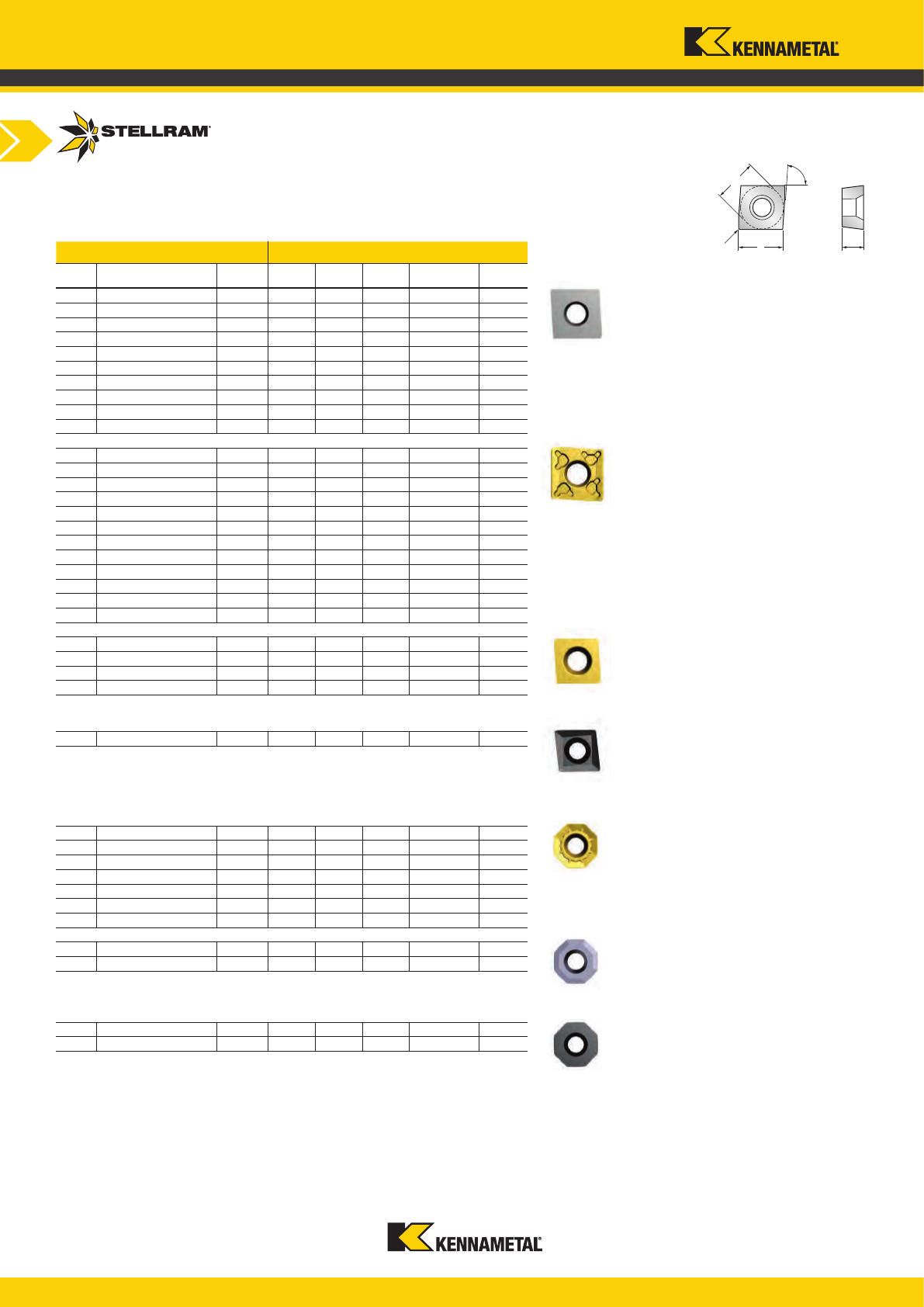
ODEW_-RA
Ground circumference
χ
42° without
chip-breaker
ODET_-441
Ground circumference
χ
42° one
face pressed chip-breaker
ODET_-44
Ground circumference
χ
42° one
face pressed chip-breaker
MPMT_
As pressed circumference
χ
90° one
face pressed chip-breaker
MPFW_
Ground circumference
χ
90°
without chip-breaker
MPHW_
Ground circumference
χ
90°
without chip-breaker
MPHT_-42
Ground circumference
χ
90° one
face pressed chip-breaker
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Product Dimensions (mm)
EDP Item Description Grade d (IC) l s r h
m
min
Alphabetical Index
MP - OD Milling Style Inserts
www.kennametal.com
A33
l
r
135°
d
s
017303 ODMT040408EN-41 MP91M 12,70 4,00 4,76 0,80 0,04
031471 ODMT040408EN-41 SP6519 12,70 4,00 4,76 0,80 0,04
015143 ODMT040408EN-41 X500 12,70 4,00 4,76 0,80 0,04
030330 ODMT040408EN-41 X700 12,70 4,00 4,76 0,80 0,04
017775 ODMT0404APEN-41 MP91M 12,70 4,00 4,76 0,04
031472 ODMT0404APEN-41 SP6519 12,70 4,00 4,76 0,04
022061 ODMT0404APEN-41 X500 12,70 4,00 4,76 0,04
026589 ODMT0605APEN-41 MP91M 16,00 6,00 5,55 0,04
034514 ODMT0605APEN-41 SP4019 16,00 6,00 5,55 0,04
031502 ODMT0605APEN-41 SP6519 16,00 6,00 5,55 0,04
026590 ODMT0605APEN-41 X500 16,00 6,00 5,55 0,04
031540 ODMT040408EN-412 SP6519 12,70 4,00 4,76 0,80 0,06
030768 ODMT040408EN-412 X500 12,70 4,00 4,76 0,80 0,06
030769 ODMT040408EN-412 X700 12,70 4,00 4,76 0,80 0,06
017304 ODMW040408SN MP91M 12,70 4,00 4,76 0,80 0,27
029096 ODMW040408SN SC3025 12,70 4,00 4,76 0,80 0,27
031462 ODMW040408SN SP6519 12,70 4,00 4,76 0,80 0,27
017672 ODMW040408SN X500 12,70 4,00
4,76 0,80 0,27
025836 ODMW060512SN MP91M 16,00 6,00 5,55 1,20 0,27
029097 ODMW060512SN SC3025 16,00 6,00 5,55 1,20 0,27
031483 ODMW060512SN SP6519 16,00 6,00 5,55 1,20 0,27
025838 ODMW060512SN X500 16,00 6,00 5,55 1,20 0,27
026595 ODMW060512TN MP91M 16,00 6,00 5,55 1,20 0,17
034515 ODMW060512TN SP4019 16,00 6,00 5,55 1,20 0,17
031503 ODMW060512TN SP6519 16,00 6,00 5,55 1,20 0,17
026596 ODMW060512TN X500 16,00 6,00 5,55 1,20 0,17
034556 RDET0702M0E-701 SP4019 7,00 - 2,38 3,50 0,03
034558 RDET1003M0E-701 SP4019 10,00 - 3,18 5,00 0,05
034560 RDET12T3M0E-701-X6 SP4019 12,00 - 3,97 6,00 0,05
034563 RDET1604M0E-701-X8 SP4019 16,00 - 4,76 8,00 0,05
031533 RDHT2006M0E-42-X8 SP6519 20,00 - 6,35 10,00 0,08
029310 RDHT2006M0E-42-X8 X500 20,00 - 6,35 10,00 0,08
034557 RDHW0702M0T SP4019 7,00 - 2,38 3,50 0,075
034559 RDHW1003M0T SP4019 10,00 - 3,18 5,00 0,15
034561 RDHW12T3M0T-20-X6 SP4019
12,00 - 3,97 6,00 0,20
031519 RDHW12T3M0T-20-X6 SP5419 12,00 - 3,97 6,00 0,20
034562 RDHW12T3M0T-X6 SP4019 12,00 - 3,97 6,00 0,15
034564 RDHW1604M0T-30-X8 SP4019 16,00 - 4,76 8,00 0,30
031520 RDHW1604M0T-30-X8 SP5419 16,00 - 4,76 8,00 0,30
034565 RDHW1604M0T-X8 SP4019 16,00 - 4,76 8,00 0,15
031653 RDHW1604M0T-X8 SP5419 16,00 - 4,76 8,00 0,15
029309 RDHW2006M0E-X8 X500 20,00 - 6,35 10,00 0,10
031576 RDHW2006M0S-25-X8 SP6519 20,00 - 6,35 10,00 0,25
031660 RDHW2006M0S-25-X8 X500 20,00 - 6,35 10,00 0,25
031662 RDHW2006M0S-X8 SP6519 20,00 - 6,35 10,00 0,12
031661 RDHW2006M0S-X8 X500 20,00 - 6,35 10,00 0,12
Milling Introduction
ODMW_-TN
As pressed circumference
χ
42°
without chip-breaker
RDHW_
Ground circumference without
chip-breaker
RDHT_-42
Ground circumference one face
pressed chip-breaker
RDET_-701
Ground circumference one face pressed
chip-breaker with concave cutting face
ODMW_-SN
As pressed circumference
χ
42°
without chip-breaker
ODMT_-412
As pressed circumference
χ
42° one
face pressed chip-breaker
ODMT_-41
As pressed circumference
χ
42° one
face pressed chip-breaker
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Product Dimensions (mm)
EDP Item Description Grade d (IC) l s r h
m
min
Alphabetical Index
OD - RD Milling Style Inserts
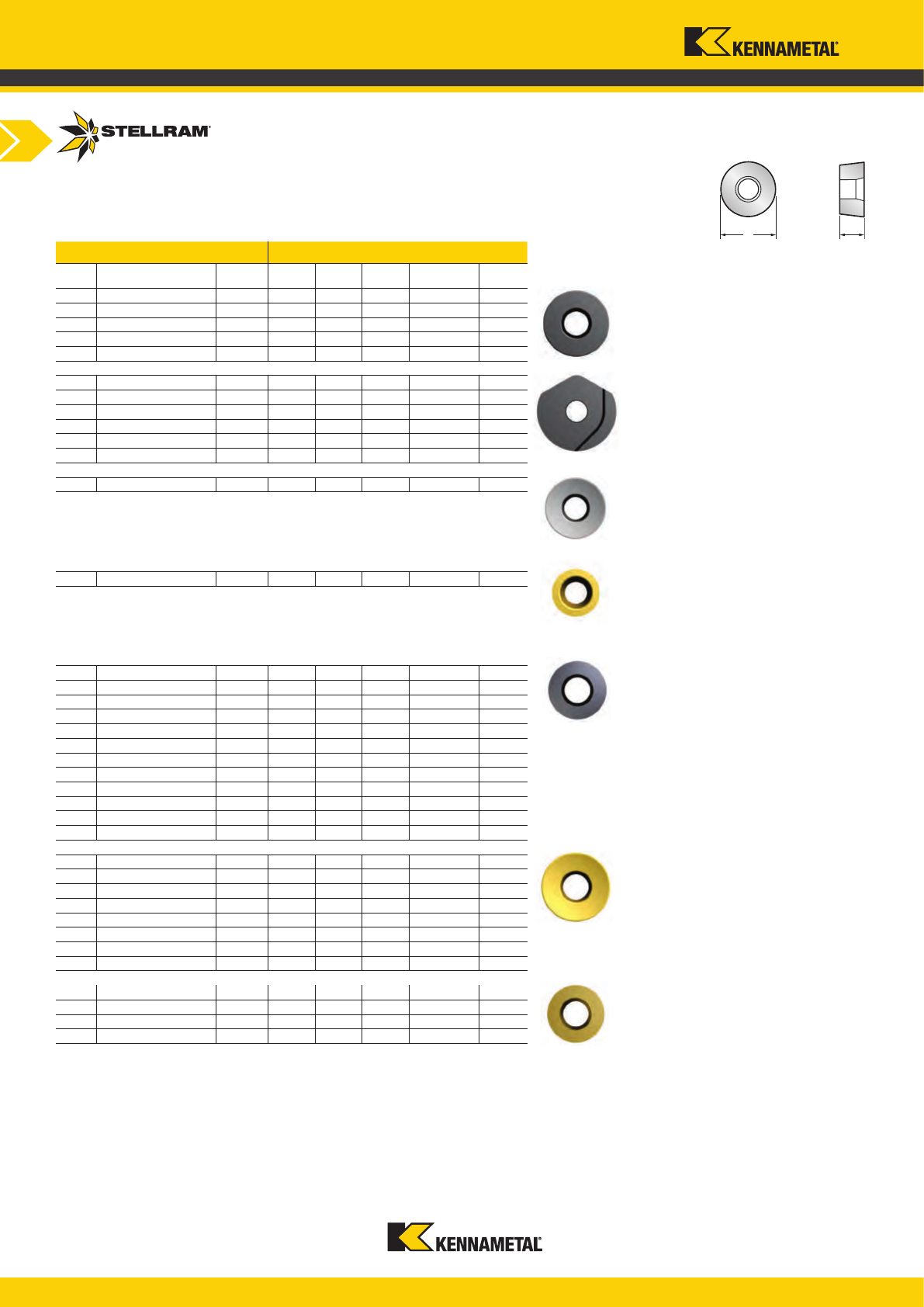
www.kennametal.com
A34
d
s
031523 RDMW12T3M0T-20-X6 SP5419 12,00 - 3,97 6,00 0,20
031524 RDMW12T3M0T-X6 SP5419 12,00 - 3,97 6,00 0,15
031522 RDMW1604M0T-30-X8 SP5419 16,00 - 4,76 8,00 0,30
031521 RDMW1604M0T-X8 SP5419 16,00 - 4,76 8,00 0,15
015183 RDMW1606M0S X500 16,00 - 6,35 8,00 0,30
031484 RG08S SP1019 8,00 - 1,75 4,00 0,02
031485 RG10S SP1019 10,00 - 2,00 5,00 0,02
031486 RG12S SP1019 12,00 - 2,50 6,00 0,02
031487 RG16S SP1019 16,00 - 3,00 8,00 0,02
031488 RG20S SP1019 20,00 - 3,50 10,00 0,02
031489 RG25S SP1019 25,00 - 4,00 12,50 0,02
034549 RPET1204M0E-X4 SP4019 12,00 - 4,76 6,00 0,03
024755 RPEW0602M0T X500 6,00 - 2,38 3,00 0,10
034540 RPEX0602M0E-701 SP6519 6,00 - 2,38 3,00 0,02
023313 RPEX0602M0F-701 GH2 6,00 - 2,38 3,00 0,02
034541 RPEX0602M0F-701 SP4019 6,00 - 2,38 3,00 0,02
034543 RPEX0803M3E-701 SP6519 8,00 - 3,18
4,00 0,02
031312 RPEX0803M3E-701 X500 8,00 - 3,18 4,00 0,02
023315 RPEX0803M3F-701 GH1 8,00 - 3,18 4,00 0,02
034544 RPEX0803M3F-701 SP4019 8,00 - 3,18 4,00 0,02
034545 RPEX10T3M0E-701-X4 SP6519 10,00 - 3,97 5,00 0,02
030456 RPEX10T3M0F-701-X4 GH1 10,00 - 3,97 5,00 0,02
034546 RPEX10T3M0F-701-X4 SP4019 10,00 - 3,97 5,00 0,02
029282 RPEX1204M0E-701-X4 X500 12,00 - 4,76 6,00 0,02
029284 RPEX1204M0F-701-X4 GH1 12,00 - 4,76 6,00 0,02
031555 RPHT10T3M0T-X4 SP6519 10,00 - 3,97 5,00 0,075
030329 RPHT10T3M0T-X4 X500 10,00 - 3,97 5,00 0,075
031516 RPHT1204M0T-X4 SP6519 12,00 - 4,76 6,00 0,10
029034 RPHT1204M0T-X4 X500 12,00 - 4,76 6,00 0,10
029699 RPHT1204M0T-X4 X700 12,00 - 4,76 6,00 0,10
030390 RPHT1606M0S X400 16,00 - 6,35 8,00 0,15
034566 RPHT1606M0T SP6519 16,00 - 6,35 8,00 0,10
017692 RPHT1606M0T X500 16,00 - 6,35 8,00 0,10
030449 RPHT10T3M0E-421-X4 X500 10,00
- 3,97 5,00 0,04
030410 RPHT10T3M0E-421-X4 X700 10,00 - 3,97 5,00 0,04
029286 RPHT1204M0E-421-X4 X500 12,00 - 4,76 6,00 0,04
029700 RPHT1204M0E-421-X4 X700 12,00 - 4,76 6,00 0,04
Milling Introduction
RPEW_
Ground circumference without
chip-breaker
RPHT_
Ground circumference one face
pressed chip-breaker
RPHT_-421
Ground circumference one face
pressed chip-breaker
RPEX_-701
Completely ground concave cutting face
RPET_
Ground circumference one face
pressed chip-breaker
RDMW_
As pressed circumference without
chip-breaker
RG..S_
Completely ground
Product Dimensions (mm)
EDP Item Description Grade d (IC) l s r h
m
min
Alphabetical Index
RD - RP Milling Style Inserts
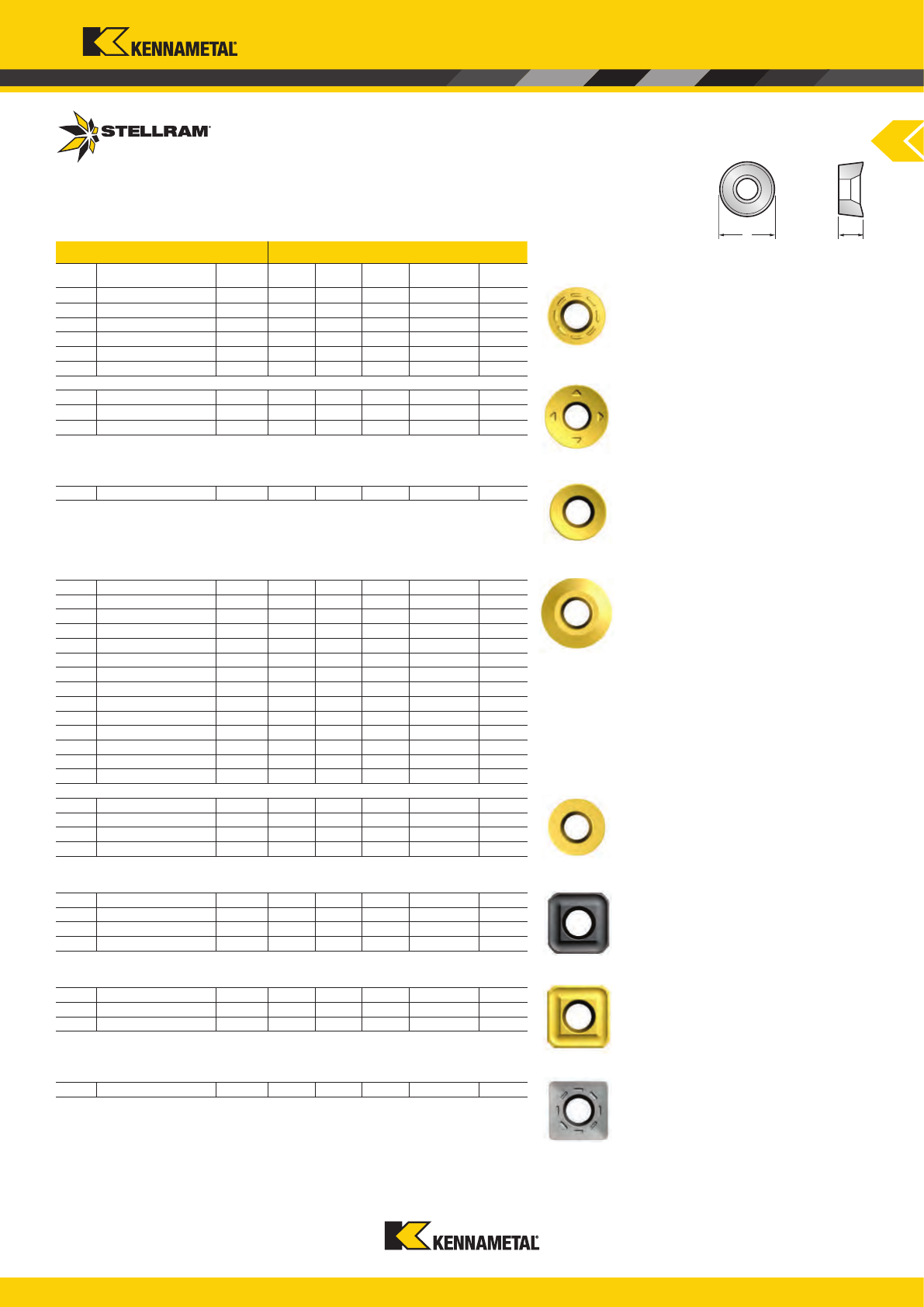
www.kennametal.com
A35
d
s
031187 RPHT0803M3E-422 SP6519 8,00 - 3,18 4,00 0,03
031186 RPHT0803M3E-422 X500 8,00 - 3,18 4,00 0,03
031185 RPHT0803M3E-422 X700 8,00 - 3,18 4,00 0,03
030862 RPHT10T3M0E-422-X4 SP6519 10,00 - 3,97 5,00 0,03
030697 RPHT10T3M0E-422-X4 X500 10,00 - 3,97 5,00 0,03
030767 RPHT10T3M0E-422-X4 X700 10,00 - 3,97 5,00 0,03
032128 RPHT1204M0E-442-X4 SP6519 12,00 - 4,76 6,00 0,04
032129 RPHT1204M0E-442-X4 X500 12,00 - 4,76 6,00 0,04
032130 RPHT1204M0E-442-X4 X700 12,00 - 4,76 6,00 0,04
030327 RPMT10T3M0T-X4 X500 10,00 - 3,97 5,00 0,06
023327 RPMT0602M0E-41 MP91M 6,00 - 2,38 3,00 0,03
034542 RPMT0602M0E-41 SP6519 6,00 - 2,38 3,00 0,03
015219 RPMT0602M0E-41 X500 6,00 - 2,38 3,00 0,03
017308 RPMT0803M3E-41 MP91M 8,00 - 3,18 4,00 0,04
031473 RPMT0803M3E-41 SP6519 8,00 - 3,18 4,00 0,04
015220 RPMT0803M3E-41 X500 8,00 - 3,18 4,00 0,04
030451 RPMT10T3M0E-41-X4 MP91M 10,00 - 3,97
5,00 0,04
031539 RPMT10T3M0E-41-X4 SP6519 10,00 - 3,97 5,00 0,04
030452 RPMT10T3M0E-41-X4 X500 10,00 - 3,97 5,00 0,04
029291 RPMT1204M0E-41-X4 MP91M 12,00 - 4,76 6,00 0,05
031517 RPMT1204M0E-41-X4 SP6519 12,00 - 4,76 6,00 0,05
029272 RPMT1204M0E-41-X4 X500 12,00 - 4,76 6,00 0,05
017311 RPMT1606M0E-41 MP91M 16,00 - 6,35 8,00 0,05
015223 RPMT1606M0E-41 X500 16,00 - 6,35 8,00 0,05
030454 RPMW10T3M0T-X4 X500 10,00 - 3,97 5,00 0,13
029294 RPMW1204M0T-X4 MP91M 12,00 - 4,76 6,00 0,13
031518 RPMW1204M0T-X4 SP6519 12,00 - 4,76 6,00 0,13
029295 RPMW1204M0T-X4 X500 12,00 - 4,76 6,00 0,13
017312 SCCT12M5ACER MP91M 12,70 12,70 5,00 0,03
017695 SCCT12M5ACTR GH1 12,70 12,70 5,00 0,15
034552 SCCT12M5ACTR SP4019 12,70 12,70 5,00 0,15
034591 SCCT12M5ACTR X400 12,70 12,70 5,00 0,15
017313 SCHT12M5ACTN MP91M 12,70 12,70 5,00 0,15
031504 SCHT12M5ACTN SP6519 12,70 12,70 5,00 0,15
017698 SCHT12M5ACTN
X500 12,70 12,70 5,00 0,15
030671 SCHT12M512EN-422 X700 12,70 12,70 5,00 1,20 0,12
Milling Introduction
SCHT_
Ground circumference
χ
45° one
face pressed chip-breaker
SCHT_-422
Ground circumference
χ
45° or 90° one
face pressed chip-breaker
SCCT_
Ground circumference
χ
45° one
face pressed chip-breaker
RPMW_
As pressed circumference without
chip-breaker
RPMT_-41
As pressed circumference one face
pressed chip-breaker
RPMT_
As pressed circumference one face
pressed chip-breaker
RPHT_-442
Ground circumference one face
pressed chip-breaker
RPHT_-422
Ground circumference one face
pressed chip-breaker
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Product Dimensions (mm)
EDP Item Description Grade d (IC) l s r h
m
min
Alphabetical Index
RP - SC Milling Style Inserts
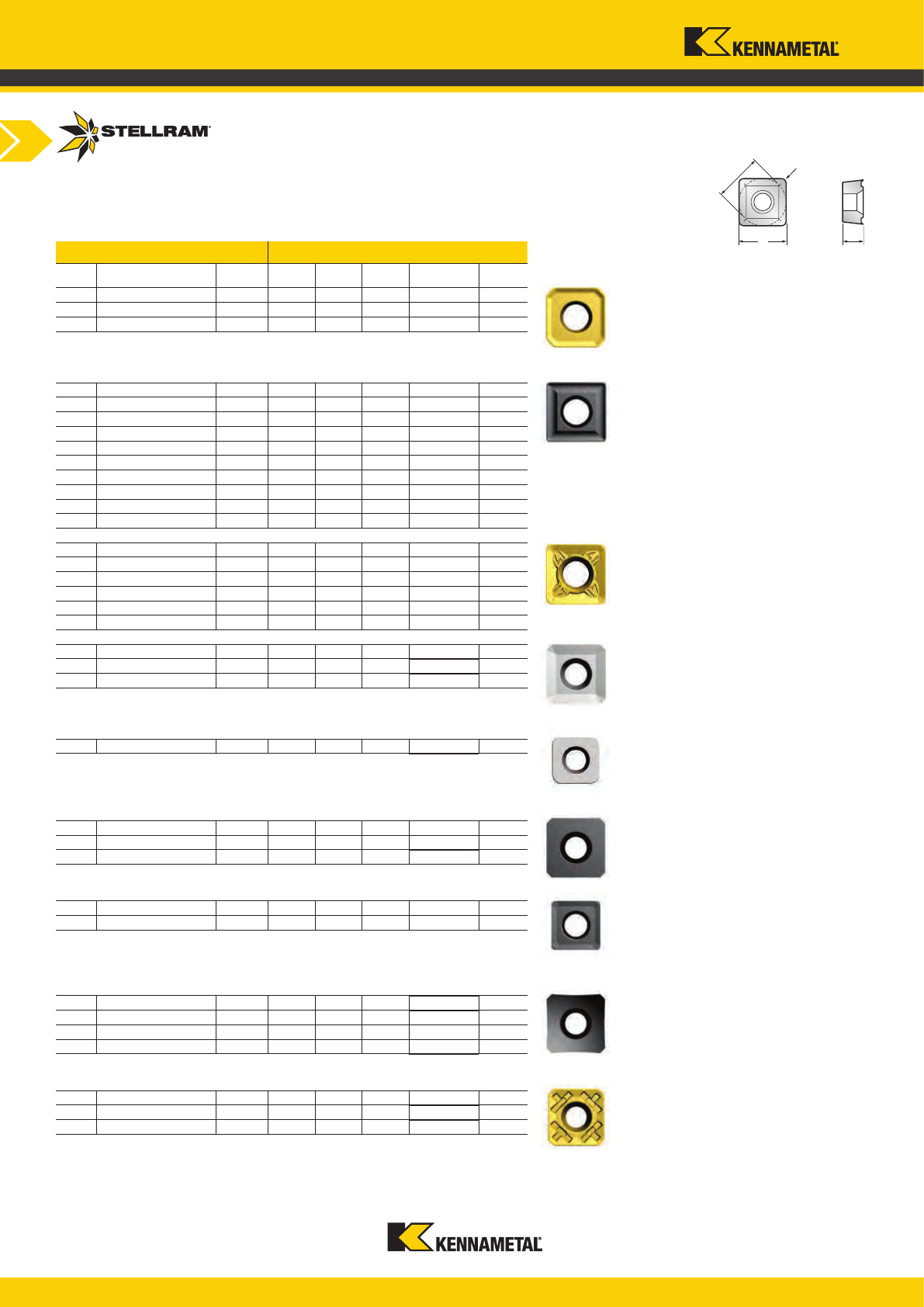
www.kennametal.com
A36
d
l
r
s
017314 SCKT12M5ACSN-41 MP91M 12,70 12,70 5,00 0,12
031556 SCKT12M5ACSN-41 SP6519 12,70 12,70 5,00 0,12
015144 SCKT12M5ACSN-41 X500 12,70 12,70 5,00 0,12
034668 SCMT09T304T SP6519 9,52 9,52 3,97 0,40 0,15
034551 SCMT09T308T SP4019 9,52 9,52 3,97 0,80 0,15
031568 SCMT09T308T SP6519 9,52 9,52 3,97 0,80 0,15
034550 SCMT09T308T X400 9,52 9,52 3,97 0,80 0,15
034669 SCMT12M508E SP6519 12,70 12,70 5,00 0,80 0,15
017316 SCMT12M512T MP91M 12,70 12,70 5,00 1,20 0,15
034553 SCMT12M512T SP4019 12,70 12,70 5,00 1,20 0,15
034555 SCMT12M512T SP6519 12,70 12,70 5,00 1,20 0,15
034554 SCMT12M512T X400 12,70 12,70 5,00 1,20 0,15
024129 SCMT12M512T X500 12,70 12,70 5,00 1,20 0,15
017315 SCMT09T308EN-41 MP91M 9,52 9,52 3,97 0,80 0,04
031474 SCMT09T308EN-41 SP6519 9,52 9,52 3,97 0,80 0,04
015147 SCMT09T308EN-41 X500 9,52 9,52 3,97 0,80 0,04
017317 SCMT12M512EN-41 MP91M 12,70 12,70 5,00 1,20 0,05
031475
SCMT12M512EN-41 SP6519 12,70 12,70 5,00 1,20 0,05
015226 SCMT12M512EN-41 X500 12,70 12,70 5,00 1,20 0,05
031246 SDCT09T3AEEN SP4019 9,52 9,52 3,97 0,03
017242 SDCT09T3AEFN GH1 9,52 9,52 3,97 0,02
017243 SDCT1204AEFN GH1 12,70 12,70 4,76 0,02
025843 SDCW09T3EEFR GH1 9,52 9,52 3,97 0,02
031404 SDCW1204AETN SA9808 12,70 12,70 4,76 0,17
034516 SDCW1204AETN SP4019 12,70 12,70 4,76 0,17
034517 SDCW1204AETN X400 12,70 12,70 4,76 0,17
034520 SDET09T308EN SP6519 9,52 9,52 3,97 0,80 0,03
017725 SDET09T308FN GH1 9,52 9,52 3,97 0,80 0,02
015148 SDEX09T3AEFN-701 GH1 9,52 9,52 3,97 0,02
034519 SDEX09T3AEFN-701 SP4019 9,52 9,52 3,97 0,02
015149 SDEX1204AEFN-701 GH1 12,70 12,70 4,76 0,02
034522 SDEX1204AEFN-701 SP4019 12,70 12,70 4,76 0,02
017322 SDHT1204AETN-42 MP91M 12,70 12,70 4,76 0,15
031478 SDHT1204AETN-42 SP6519 12,70 12,70 4,76 0,15
017729 SDHT1204AETN-42 X500 12,70 12,70 4,76 0,15
Milling Introduction
Ground circumference
χ
45° without
chip-breaker
SDHT_-42
Ground circumference
χ
45° one
face pressed chip-breaker
SDEX_-701
Completely ground
χ
45° concave
cutting face
SDET_
Ground circumference
χ
45° one
face chip-breaker
SDCW_-FR
Ground circumference
χ
75° without
chip-breaker
SDCT_
Ground circumference
χ
45° one
face pressed chip-breaker
SCMT_-41
As pressed circumference one
face pressed chip-breaker
SCMT_
As pressed circumference one face
pressed chip-breaker
SCKT_-41
Ground wiper facet
χ
45° one face
pressed chip-breaker
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Product Dimensions (mm)
EDP Item Description Grade d (IC) l s r h
m
min
Alphabetical Index
SC - SD Milling Style Inserts
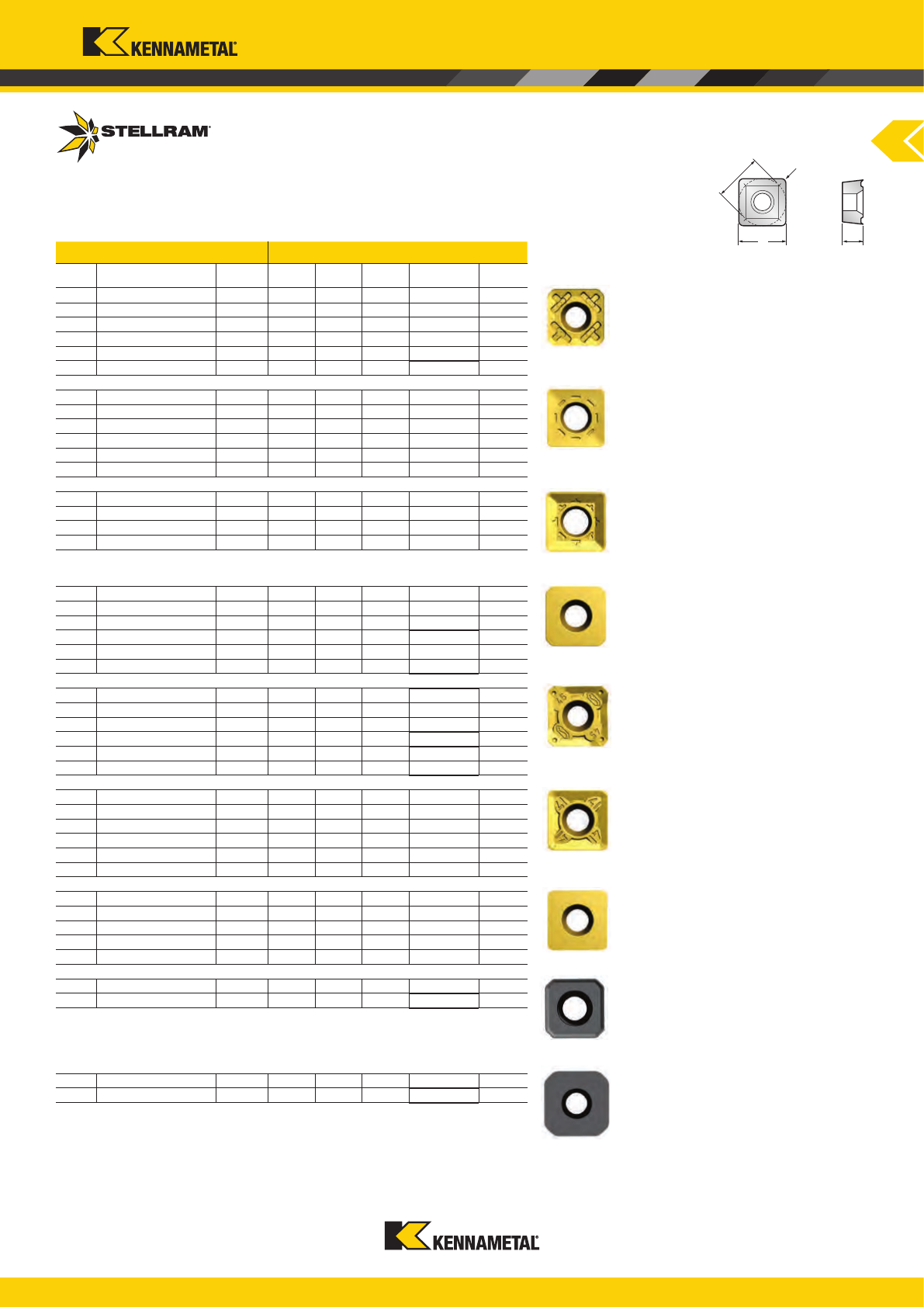
www.kennametal.com
A37
d
l
r
s
017320 SDHT09T3AEEN-421 MP91M 9,52 9,52 3,97 0,03
031476 SDHT09T3AEEN-421 SP6519 9,52 9,52 3,97 0,03
015186 SDHT09T3AEEN-421 X500 9,52 9,52 3,97 0,03
017321 SDHT1204AEEN-421 MP91M 12,70 12,70 4,76 0,04
031477 SDHT1204AEEN-421 SP6519 12,70 12,70 4,76 0,04
015187 SDHT1204AEEN-421 X500 12,70 12,70 4,76 0,04
033075 SDHT09T308EN-422 SP6519 9,52 9,52 3,97 0,80 0,05
031261 SDHT09T308EN-422 X500 9,52 9,52 3,97 0,80 0,05
030890 SDHT09T3AEEN-422 SP6519 9,52 9,52 3,97 0,05
030766 SDHT09T3AEEN-422 X500 9,52 9,52 3,97 0,05
030728 SDHT120412EN-422 SP6519 12,70 12,70 4,76 1,20 0,06
030717 SDHT120412EN-422 X500 12,70 12,70 4,76 1,20 0,06
033074 SDHT09T308EN-423 SP6519 9,52 9,52 3,97 0,80 0,05
031260 SDHT09T308EN-423 X500 9,52 9,52 3,97 0,80 0,05
031321 SDHT120412EN-423 SP6519 12,70 12,70 4,76 1,20 0,06
031218 SDHT120412EN-423 X500 12,70 12,70 4,76 1,20 0,06
017323 SDHW09T3AETN MP91M 9,52 9,52 3,97 0,10
031575 SDHW09T3AETN SP6519 9,52 9,52 3,97 0,10
015231 SDHW09T3AETN X500 9,52 9,52 3,97 0,10
017324 SDHW1204AETN MP91M 12,70 12,70 4,76 0,15
017730 SDHW1204AETN X500 12,70 12,70 4,76 0,15
017731 SDHW1505AETN X500 15,88 15,88 5,56 0,15
026600 SDKT09T3AEEN-45 MP91M 9,52 9,52 3,97 0,05
031481 SDKT09T3AEEN-45 SP6519 9,52 9,52 3,97 0,05
026602 SDKT09T3AEEN-45 X500 9,52 9,52 3,97 0,05
029456 SDKT1204AEEN-45 MP91M 12,70 12,70 4,76 0,05
031532 SDKT1204AEEN-45 SP6519 12,70 12,70 4,76 0,05
029457 SDKT1204AEEN-45 X500 12,70 12,70 4,76 0,05
017325 SDMT09T308EN-41 MP91M 9,52 9,52 3,97 0,80 0,04
031479 SDMT09T308EN-41 SP6519 9,52 9,52 3,97 0,80 0,04
014410 SDMT09T308EN-41 X500 9,52 9,52 3,97 0,80 0,04
017326 SDMT120412EN-41 MP91M 12,70 12,70 4,76 1,20 0,05
031480 SDMT120412EN-41 SP6519 12,70 12,70 4,76 1,20 0,05
014411 SDMT120412EN-41 X500 12,70 12,70 4,76 1,20 0,05
017327 SDMW09T308TN MP91M 9,52 9,52 3,97 0,80 0,15
031482 SDMW09T308TN SP6519 9,52 9,52 3,97 0,80 0,15
015232 SDMW09T308TN X500 9,52 9,52 3,97 0,80 0,15
034518 SDMW120412TN SP6519 12,70 12,70 4,76 1,20 0,15
015233 SDMW120412TN X500 12,70 12,70 4,76 1,20 0,15
012470 SEHT1204AFER MP91M 12,70 12,70 4,76 0,12
034670 SEHT1204AFER SP6519 12,70 12,70 4,76 0,12
012990 SEHW1204AFER MP91M 12,70 12,70 4,76 0,12
012991 SEHW1504AFER MP91M 15,88 15,88 4,76 0,12
Milling Introduction
SEHW_
Ground circumference
χ
45° without
chip-breaker
SEHT_
Ground circumference
χ
45° one face
pressed chip-breaker
SDMW_
As pressed circumference without
chip-breaker
SDMT_-41
As pressed circumference one face
pressed chip-breaker
SDKT_-45
Ground wiper facet
χ
45° one face
pressed chip-breaker
SDHW_
Ground circumference
χ
45° without
chip-breaker
SDHT_-421
Ground circumference
χ
45° one
face pressed chip-breaker
SDHT_-423
Ground circumference
χ
45° or 90° one
face pressed chip-breaker
SDHT_-422
Ground circumference
χ
45° or 90° one
face pressed chip-breaker
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Product Dimensions (mm)
EDP Item Description Grade d (IC) l s r h
m
min
Alphabetical Index
SD - SE Milling Style Inserts
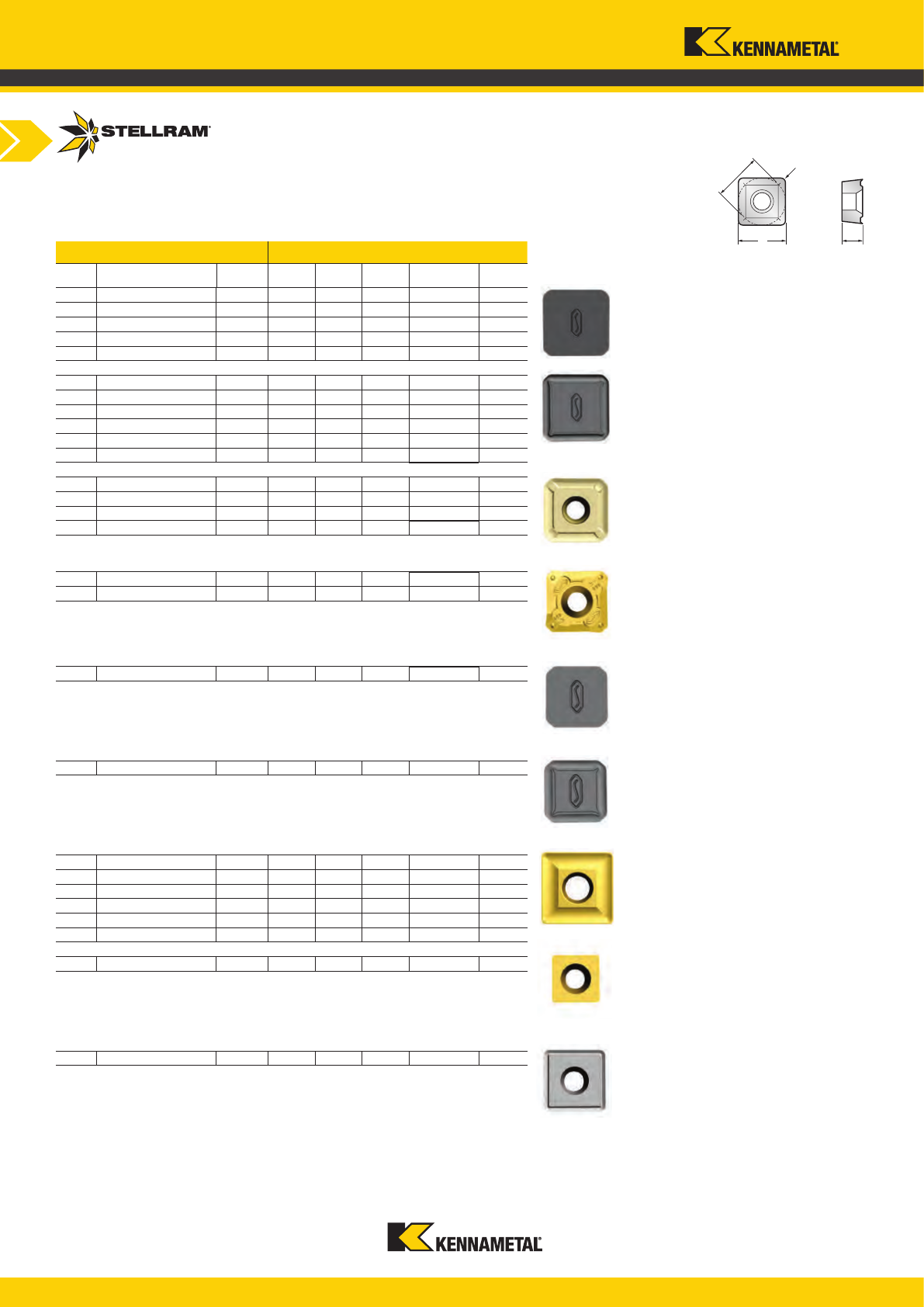
www.kennametal.com
A38
d
l
r
s
034699 SEKN1203AFEN MP91M 12,70 12,70 3,18 0,12
034671 SEKN1203AFEN SP6519 12,70 12,70 3,18 0,12
034700 SEKN1204AFEN MP91M 12,70 12,70 4,76 0,12
034701 SEKN1504AFEN MP91M 15,88 15,88 4,76 0,12
034672 SEKN1504AFEN SP6519 15,88 15,88 4,76 0,12
034702 SEKR1203AFEN MP91M 12,70 12,70 3,18 0,12
034673 SEKR1203AFEN SP6519 12,70 12,70 3,18 0,12
017863 SEKR1203AFFN GH1 12,70 12,70 3,18 0,03
031505 SEKR1203AFTN SP6519 12,70 12,70 3,18 0,12
034703 SEKR1204AFEN MP91M 12,70 12,70 4,76 0,12
034704 SEKR1504AFEN MP91M 15,88 15,88 4,76 0,12
030387 SEKT13T3AZEN-41 MP91M 13,41 13,41 3.96 0,04
030386 SEKT13T3AZEN-41 SC3025 13,41 13,41 3.96 0,04
031537 SEKT13T3AZEN-41 SP6519 13,41 13,41 3.96 0,04
030384 SEKT13T3AZEN-41 X500 13,41 13,41 3.96 0,04
022114
SEKT1204AFER-45 MP91M 12,70 12,70 4,76 0,05
022113 SEKT1204AFER-45 X500 12,70 12,70 4,76 0,05
029693 SEMN1203AFEN MP91M 12,70 12,70 3,18 0,10
029694 SEMR1203AFEN MP91M 12,70 12,70 3,18 0,10
017329
SOMT12M612SN-B MP91M 12,70 12,70 6,00 1,20 0,15
031506 SOMT12M612SN-B SP6519 12,70 12,70 6,00 1,20 0,15
015190 SOMT12M612SN-B X500 12,70 12,70 6,00 1,20 0,15
017330 SOMT15M612SN-B MP91M 15,88 15,88 6,00 1,20 0,15
031557 SOMT15M612SN-B SP6519 15,88 15,88 6,00 1,20 0,15
015192 SOMT15M612SN-B X500 15,88 15,88 6,00 1,20 0,15
014413 SPEW060304SN X500 6,35 6,35 3,18 0,40 0,15
034674 SPGH120412E-2C SP6519 12,70 12,10 4,76 1,20 0,04
Milling Introduction
SPGH_-2C
Ground circumference without
chip-breaker
SPEW_
Ground circumference without
chip-breaker
SOMT_
As pressed circumference one face
pressed chip-breaker
SEMR_
As pressed circumference one face
pressed chip-breaker
SEKT_-45
As pressed circumference with ground
wiper facets
χ
45° with one face
pressed chip-breaker
SEMN_
As pressed circumference without
chip-breaker
SEKT_-41
As pressed circumference with ground
wiper facets
χ
45° with one face
pressed chip-breaker
SEKR_
Ground wiper facet
χ
45° one face
pressed chip-breaker
SEKN_
Ground wiper facet
χ
45° one face
pressed chip-breaker
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Product Dimensions (mm)
EDP Item Description Grade d (IC) l s r h
m
min
Alphabetical Index
SE - SP Milling Style Inserts
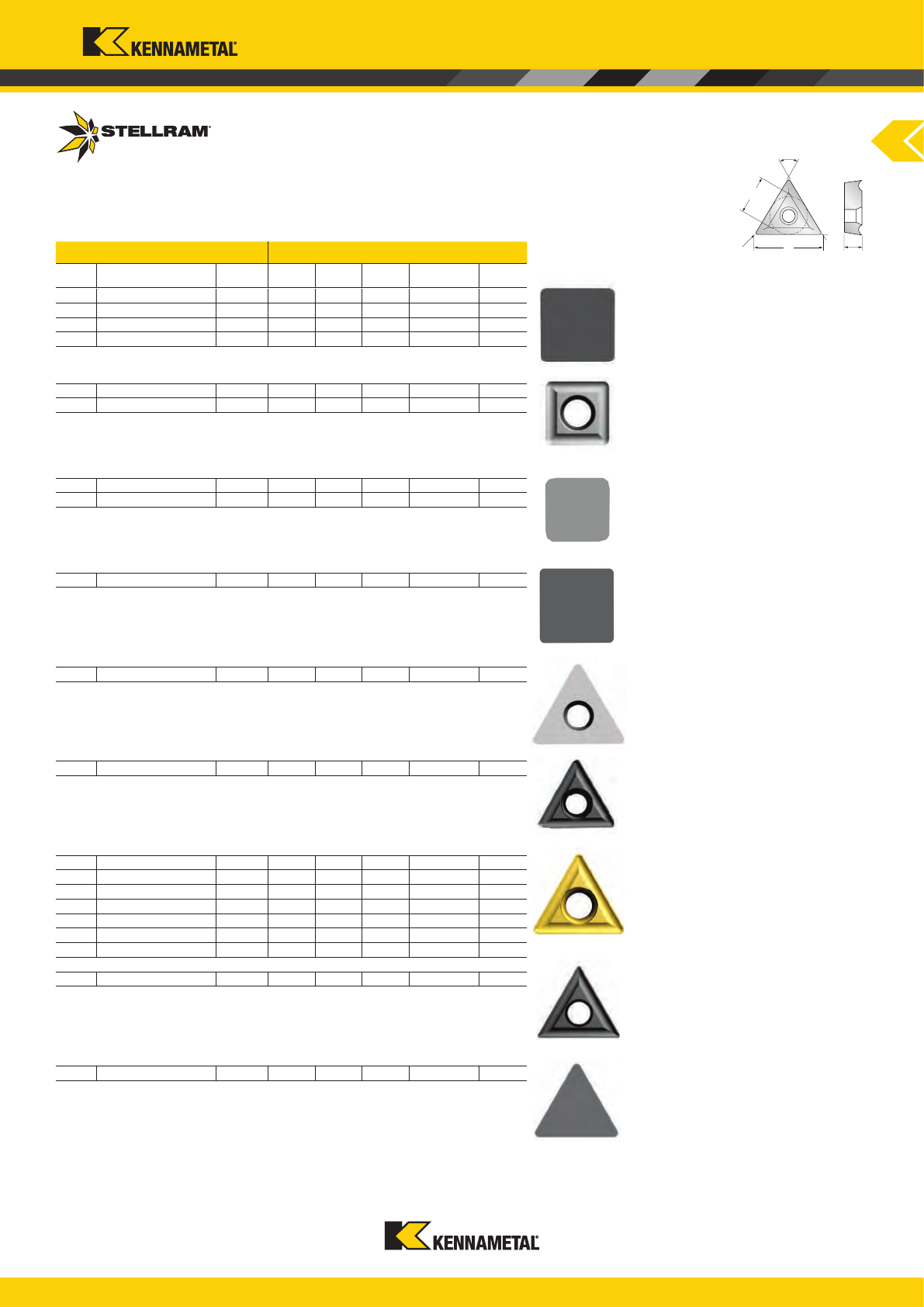
www.kennametal.com
A39
d
l
60°
r
s
011341 SPGN090308E MP91M 9,52 9,52 3,18 0,80 0,03
011342 SPGN120308E MP91M 12,70 12,70 3,18 0,80 0,03
011343 SPGN120412E MP91M 12,70 12,70 4,76 1,20 0,03
011641 SPGN190412E MP91M 19,05 19,05 4,76 1,20 0,04
017237 SPHX12M512EN GH1 12,70 12,70 5,00 1,20 0,02
031455 SPHX12M512EN SA9608 12,70 12,70 5,00 1,20 0,02
034675
SPKN1203EDR SP6519 12,70 12,70 3,18 0,10
012476
SPKN1203EDKR MP91M 12,70 12,70 3,18 0,20
011770
SPUN190412E MP91M 19,05 19,05 4,76 1,20 0,05
017740 TCHW2204PDTR GH1 12,70 22,00 4,76 0,10
034676 TCLT16T3PPTR SP4019 9,52 16,50 3,97 0,15
024139 TCMT16T308E MP91M 9,52 16,50 3,97 0,80 0,05
031569 TCMT16T308E SP6519 9,52 16,50 3,97 0,80 0,05
034536 TCMT16T308E X400 9,52 16,50 3,97 0,80 0,05
024140 TCMT16T308E X500 9,52 16,50 3,97 0,80 0,05
034537 TCMT16T308T SP4019 9,52 16,50 3,97 0,80 0,15
034539 TCMT16T308T SP6519 9,52 16,50 3,97 0,80 0,15
034538 TCMT16T308T
X400 9,52 16,50 3,97 0,80 0,15
034535 TCMX16T308E-ZR SP4019 9,52 16,50 3,97 0,80 0,05
011340 TPGN160308E MP91M 9,52 16,50 3,18 0,80 0,05
Milling Introduction
TCHW_
Ground circumference with ground
chip-breaker
SPUN_
As pressed circumference
χ
45°
without chip-breaker
TPGN_
Ground circumference without
chip-breaker
TCMX_-ZR
Ground clearance
χ
45° especially
for 7745VT 16 WA020R, with pressed
chip-breaker
TCMT_
As pressed circumference one face
pressed chip-breaker
TCLT_
As pressed circumference one face
pressed chip-breaker
SPGN_
Ground circumferenceone face
without chip-breaker
SPKN_
As pressed circumference
χ
45° with
ground facet without chip-breaker
SPHX_
Ground circumference with ground
chip-breaker–special wiper insert
Facet
Facet
Facet
Facet
Product Dimensions (mm)
EDP Item Description Grade d (IC) l s r h
m
min
Alphabetical Index
SP - TP Milling Style Inserts
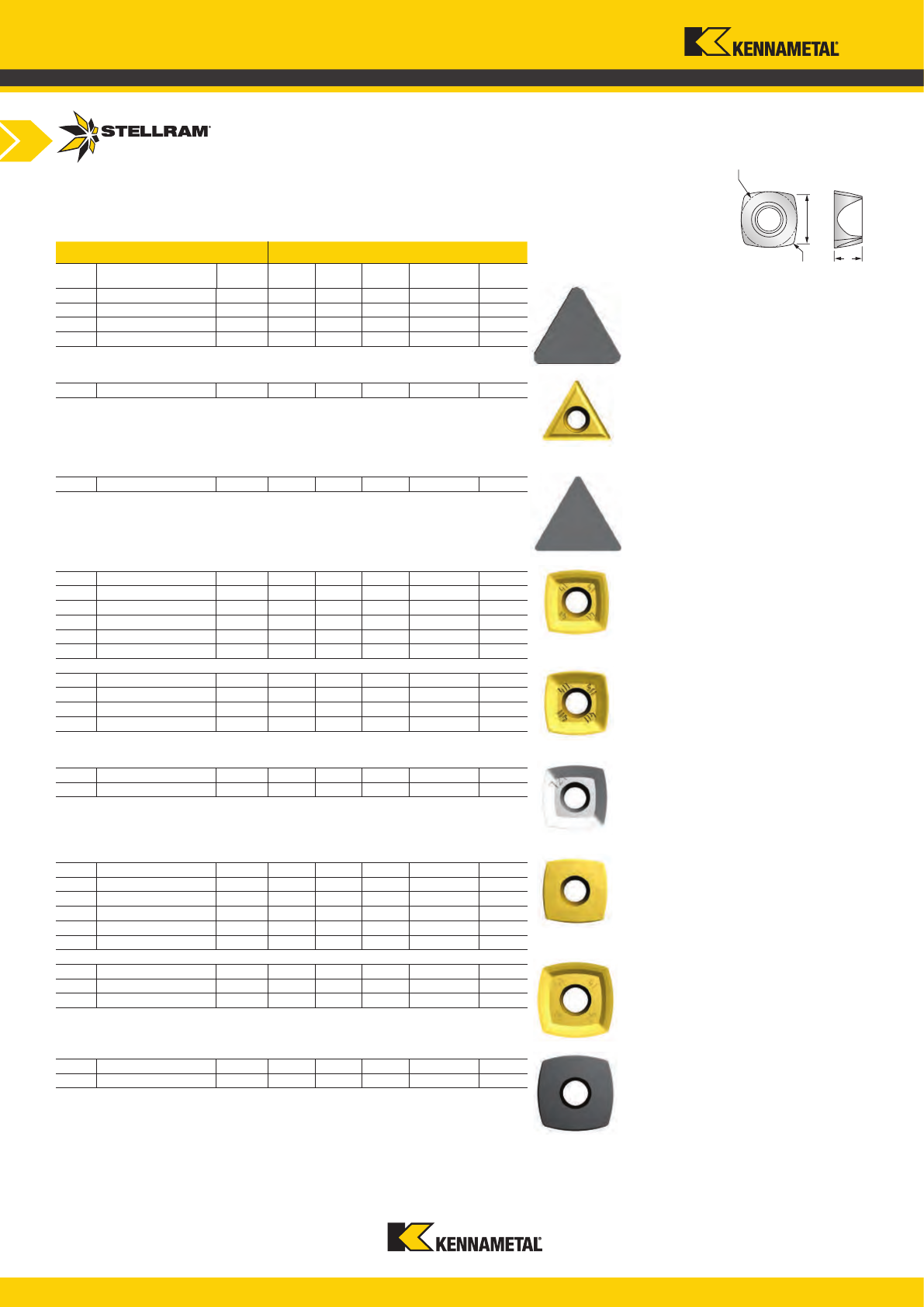
www.kennametal.com
A40
d
l
r
s
012499 TPKN1603PDTR MP91M 9,52 16,50 3,18 0,05
034681 TPKN1603PDTR SP6519 9,52 16,50 3,18 0,05
012501 TPKN2204PDTR MP91M 12,70 22,00 4,76 0,05
034682 TPKN2204PDTR SP6519 12,70 22,00 4,76 0,05
024947 TPMT110204E-M X500 6,35 11,00 2,38 0,40 0,03
012503 TPUN220408E MP91M 12,70 22,00 4,76 0,80 0,05
033067 XDLT090408ER-D41 SC6525 9,52 9,52 4,76 0,80 0,05
031535 XDLT090408ER-D41 SP6519 9,52 9,52 4,76 0,80 0,05
029685 XDLT090408ER-D41 X500 9,52 9,52 4,76 0,80 0,05
033068 XDLT120508ER-D41 SC6525 12,70 12,70 5,56 0,80 0,05
031534 XDLT120508ER-D41 SP6519 12,70 12,70 5,56 0,80 0,05
029682 XDLT120508ER-D41 X500 12,70 12,70 5,56 0,80 0,05
030854 XDLT090412ER-D411 SP6519 9,52 9,52 4,76 1,20 0,05
030853 XDLT090412ER-D411 X500 9,52 9,52 4,76 1,20 0,05
030792 XDLT120512ER-D411 SP6519 12,70 12,70 5,56 1,20 0,05
030783 XDLT120512ER-D411 X500 12,70 12,70 5,56 1,20 0,05
029637 XDLT090408ER-D721 GH2 9,52 9,52 4,76 0,80 0,03
029638 XDLT120508ER-D721
GH2 12,70 12,70 5,56 0,80 0,03
029486 XDLW090408SR-D SC3025 9,52 9,52 4,76 0,80 0,25
029487 XDLW090408SR-D X400 9,52 9,52 4,76 0,80 0,25
029485 XDLW090408SR-D X500 9,52 9,52 4,76 0,80 0,25
029489 XDLW120508SR-D SC3025 12,70 12,70 5,56 0,80 0,30
029490 XDLW120508SR-D X400 12,70 12,70 5,56 0,80 0,30
029488 XDLW120508SR-D X500 12,70 12,70 5,56 0,80 0,30
033069 XELT160512ER-D41 SC6525 16,80 16,80 5,56 1,20 0,10
031294 XELT160512ER-D41 SP6519 16,80 16,80 5,56 1,20 0,10
031293 XELT160512ER-D41 X500 16,80 16,80 5,56 1,20 0,10
031292 XELW160512SR-D SC3025 16,80 16,80 5,56 1,20 0,30
031291 XELW160512SR-D X400 16,80 16,80 5,56 1,20 0,30
Milling Introduction
XELW_-D
Ground circumference without
chip-breaker
XELT_-D41
Ground circumference one face
pressed chip-breaker
XDLW_-D
Ground circumference without
chip-breaker
XDLT_-D721
Ground circumference one face
pressed chip-breaker
XDLT_-D411
Ground circumference one face
pressed chip-breaker
XDLT_-D41
Ground circumference one face
pressed chip-breaker
TPUN_
As pressed circumference without
chip-breaker
TPKN_
As pressed circumference
χ
60° with
ground face and without chip-breaker
TPMT_-M
As pressed circumference one face
pressed chip-breaker
χ
45° and
χ
60°.
Facet
Facet
Facet
Facet
Product Dimensions (mm)
EDP Item Description Grade d (IC) l s r h
m
min
Alphabetical Index
TP - XE Milling Style Inserts

www.kennametal.com
A41
l
r
d
s
033066 XPLT060308ER-D41 SC6525 7,00 7,00 3,18 0,80 0,04
031538 XPLT060308ER-D41 SP6519 7,00 7,00 3,18 0,80 0,04
030403 XPLT060308ER-D41 X400 7,00 7,00 3,18 0,80 0,04
030402 XPLT060308ER-D41 X500 7,00 7,00 3,18 0,80 0,04
030737 XPNT16/160308.R-F SP6519 7,39 17,40 3,18 8,00 0,04
030743 XPNT20/20T306.R-F SP6519 9,00 20,85 3,97 10,00 0,04
030746 XPNT25/250408.R-F SP6519 11,00 26,00 4,76 12,50 0,04
030749 XPNT32/320612.R-F SP6519 14,10 33,40 6,35 16,00 0,04
030755 XPNT40/40T716.R-F SP6519 18,00 41,84 7,95 20,00 0,04
030758 XPNT50/50T716.R-F SP6519 22,25 52,86 7,95 25,00 0,04
029028 ZDCX140320FR-701 GH1 7,59 16,83 3,18 2,00 0,02
026019 ZDCX140325FR-701 GH1 7,59 16,83 3,18 2,50 0,02
029029 ZDCX140330FR-701 GH1 7,59 16,83 3,18 3,00 0,02
026020 ZDCX140340FR-701 GH1 7,59 16,83 3,18 4,00 0,02
029027 ZDCX1403PDFR-701 GH1 7,59 16,83 3,18 0,02
031384 ZDET16M504FR-721 GH1 11,30 22,92 5,00 0,40 0,02
030928 ZDET16M508FR-721 GH1 11,30 22,92 5,00 0,80
0,02
031385 ZDET16M512FR-721 GH1 11,30 22,92 5,00 1,20 0,02
030929 ZDET16M516FR-721 GH1 11,30 22,92 5,00 1,60 0,02
030930 ZDET16M520FR-721 GH1 11,30 22,92 5,00 2,00 0,02
030931 ZDET16M525FR-721 GH1 11,30 22,92 5,00 2,50 0,02
030932 ZDET16M530FR-721 GH1 11,30 22,92 5,00 3,00 0,02
030933 ZDET16M532FR-721 GH1 11,30 22,92 5,00 3,20 0,02
030934 ZDET16M540FR-721 GH1 11,30 22,92 5,00 4,00 0,02
030935 ZDET16M550FR-721 GH1 11,30 22,92 5,00 5,00 0,02
030936 ZDET16M560FR-721 GH1 11,30 22,92 5,00 6,00 0,02
030927 ZDET16M5PDFR-721 GH1 11,30 22,92 5,00 0,02
Milling Introduction
ZDET_-721
Ground circumference
χ
90° one face
pressed chip-breaker
ZDCX_-701
Completely ground
χ
90° concave
cutting face
XPNT_-F
Ground circumference one face
pressed chip-breaker
XPLT_-D41
Ground circumference one face
pressed chip-breaker
Facet
Facet
Product Dimensions (mm)
EDP Item Description Grade d (IC) l s r h
m
min
Alphabetical Index
XP - ZD Milling Style Inserts
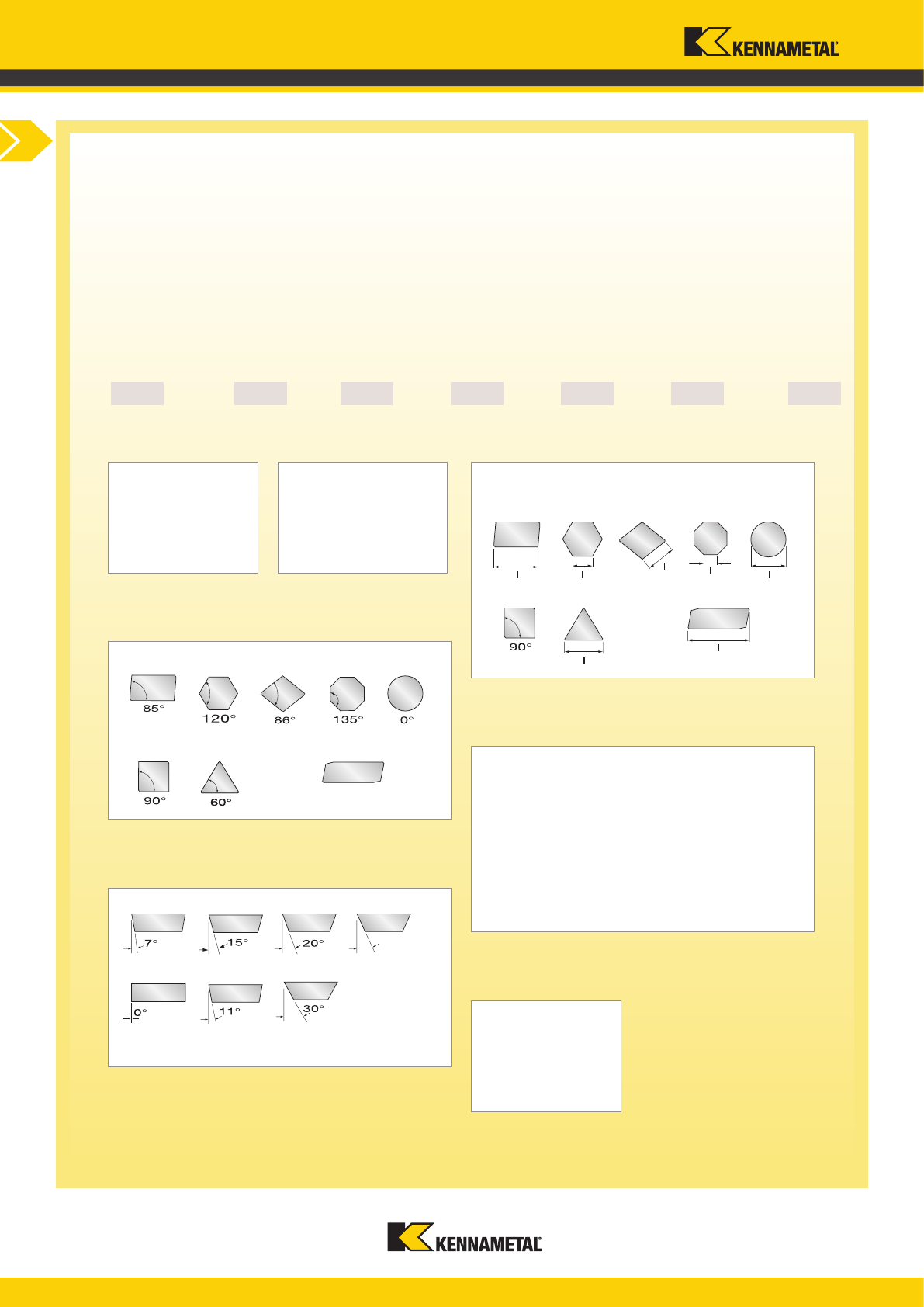
www.kennametal.com
A42
V7220
M --
1 2 3 4 7
11
5
-
6
V5505
X A- 16 C
V5720
Z A- 16 C
A H M O
S T X Z
R
C D
N P
E
G
F
25°
A H M O
S T X Z
R
V5230
S A- 12 -
Milling Introduction
7 Coolant
6 Body Fixation
5 Insert Size
4 Insert Clearance Angle
3 Insert Shape
2 Insert Fixation
1 Series Type
special
Insert Edge Length l = (mm).
A = Through tool
coolant
No “A” = without
through tool coolant
– = Shell Mill
C = Cylindrical Shank
F = Caterpillar Vee Flange
G = ISO 50 Taper DIN 6987
H = HSK
S = Modular head
W = Weldon Shank
Other normal clearances requiring
SPECIAL specification Symbol
O
.
special
V = Screw
4 Examples (continued on next page)
Series Number 5720
Nomenclature
Cutter

www.kennametal.com
A43
- 160 - NR
8 9 10 11 14
18/20
12
-
13
20 016 - -R 30
-
-
- 025 Z03 -R 75 8
/
D
L
1
r
ε
-
- 063 Z04 -R
94
-
d
1
Milling Introduction
8
Shank Diameter
11 Position
13 Max. Insert Radius
12 Reach Length
9
Cutting Diameter
10 Teeth
14 Assembly
or ISO 50 Taper DIN 69871
Taper
or Taper size if
integral ISO Taper
DIN 69871.
If different to the
cutting diameter D
N
Neutral Hand
L
Left Hand
R
Right Hand
In Metric
Z = number of teeth
R = Right hand
L = Left hand
N = Neutral
Nomenclature
Cutter
www.kennametal.com
A44

www.kennametal.com
A45
7690VA Series
Shoulder Milling Cutter
7690VA09:
Maximum a
p
= 8,00mm
Diameter Range = 10mm to 63mm
7690VA12:
Maximum a
p
= 11,00mm
Diameter Range = 20mm to 80mm
90 DEGREE CUTTERS
Kennametal offers a number of 90 degree cutters for shoulder milling, face milling and slotting.
7690VA cutters are available in a wide range of depth-of-cut variations. Inserts are available
in 9mm, 12mm and 16mm sizes. An extensive range of geometries and grades are available
for all applications.
Applications:
The 7690VA series are ideal for roughing, semi-nishing and nishing of Steel, Alloyed Steel,
Stainless Steel, Cast Iron, High Temperature Alloys and Aluminium Alloys.
The 7690VAP series are ideal for roughing, semi-nishing and nishing of Stainless Steel,
High Temperature Alloys plus Low Carbon Steels. This cutter is designed to utilise one
geometry of insert only - APET1604...ER-48
Note: When an approx. 90° shoulder is required then the following geometries need to
be used.
7690VA09: Geometry -42
7690VA12: Geometry -46
7690VA16: Geometry -42, -46
and the at insert APFW...
7690VAP16: Geometry -48
See the 90° deviations charts on pages A59 - A62.
7690VA16:
Maximum a
p
= 16,00mm
Diameter Range = 25mm to 125mm
Note: Larger diameter Shell Mill Fixation
cutters with interchangeable cartridges are
available. Please see page A112
7690VAP16:
Maximum a
p
= 15,80mm
Diameter Range = 40mm to 100mm
7690VA
PocketingShoulder /
Profiling /
Slotting
Facing Ramping Helical
Interpolation
with Bore Hole
Spiral /
Circular
Helical
Interpolation
Trochoidal
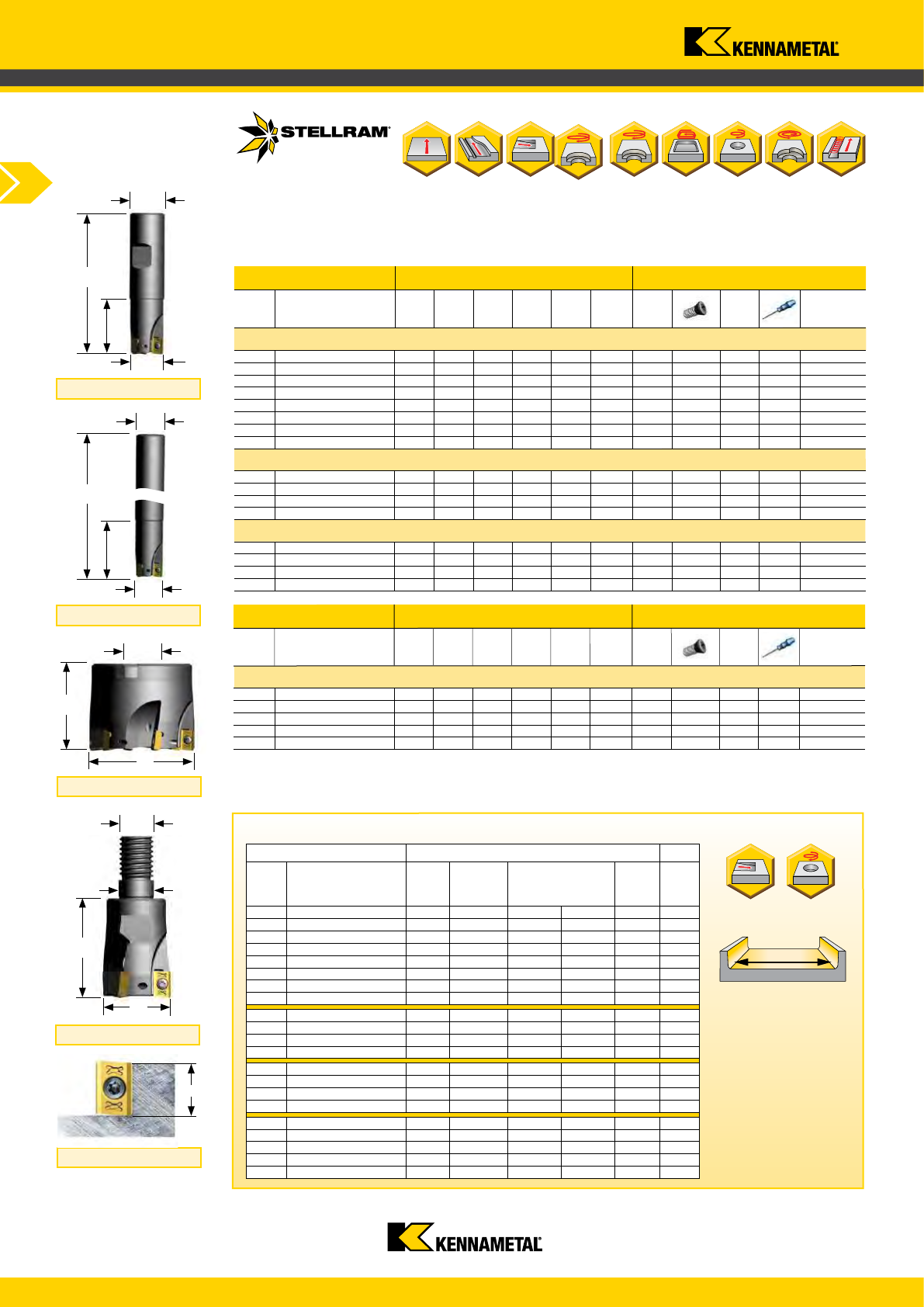
www.kennametal.com
A46
021693 7690VA09WA010R 10 9.60 9 18 1,00 85000
021694 7690VA09WA012R 12 8.60 13 22 1,00 83000
021695 7690VA09WA014R 14 6.60 17 26 1,00 71000
021696 7690VA09WA016R 16 5.10 21 30 1,00 63500
021697 7690VA09WA018R 18 4.10 25 34 1,00 57500
021698 7690VA09WA020R 20 3.40 29 38 1,00 53000
021699 7690VA09WA025R 25 2.40 39 48 1,00 45500
023055 7690VA09WA032R 32 1.70 53 62 1,00 38500
031084 7690VA09CA016Z2R30 16 5.10 21 30 1,00 63500
031107 7690VA09CA020Z2R40 20 3.40 29 38 1,00 53000
031108 7690VA09CA020Z3R40 20 3.40 29 38 1,00 53000
031109 7690VA09CA025Z3R50 25 2.40 39 48 1,00 45500
021690 7690VA09-A032R 32 1.70 53 62 1,00 38500
017986 7690VA09-A040R 40 1.25 69 78 1,00 34000
021691 7690VA09-A050R 50 1.00 89 98 1,00 29500
021692 7690VA09-A063R 63 0.80 115 124 1,00 26000
031114 7690VA09SA016Z2R25 16 5.10 21 30 1,00 63500
031115 7690VA09SA020Z3R35 20 3.40 29 38 1,00 53000
031116 7690VA09SA025Z3R35 25 2.40 39 48 1,00 45500
031117 7690VA09SA025Z4R35 25 2.40 39 48 1,00 45500
031118 7690VA09SA032Z5R35 32 1.70 53 62 1,00 38500
031114 7690VA09SA016Z2R25 16 25 M8 8,50 8,50 2 015267 F2505TP 018488 T7 0,80
031115 7690VA09SA020Z3R35 20 35 M10 10,50 8,50 3 015267 F2505TP 018488 T7 0,80
031116 7690VA09SA025Z3R35 25 35 M12 12,50 8,50 3 015268 F2506TP 018488 T7 0,80
031117 7690VA09SA025Z4R35 25 35 M12 12,50 8,50 4 015268 F2506TP 018488 T7 0,80
031118 7690VA09SA032Z5R35 32 35 M16 17,00 8,50 5 015268 F2506TP 018488 T7 0,80
021693 7690VA09WA010R 10 68 20 16 8,50 1 015267 F2505TP 018488 T7 0,80
021694 7690VA09WA012R 12 70 22 16 8,50 1 015267 F2505TP 018488 T7 0,80
021695 7690VA09WA014R 14 73 25 16 8,50 1 015267 F2505TP 018488 T7 0,80
021696 7690VA09WA016R 16 75 27 16 8,50 2 015267 F2505TP 018488 T7 0,80
021697 7690VA09WA018R 18 80 30 20 8,50 2 015267 F2505TP 018488 T7 0,80
021698 7690VA09WA020R 20 82 32 20 8,50 3 015267 F2505TP 018488 T7 0,80
021699 7690VA09WA025R 25 96 40 25 8,50 4 015268 F2506TP 018488 T7 0,80
023055 7690VA09WA032R 32 96 40 25 8,50 5 015268 F2506TP 018488 T7 0,80
031084 7690VA09CA016Z2R30 16 150 30 16 8,50 2 015267 F2505TP 018488 T7 0,80
031107 7690VA09CA020Z2R40 20 180 40 20 8,50 2 015267 F2505TP 018488 T7 0,80
031108 7690VA09CA020Z3R40 20 180 40 20 8,50 3 015267 F2505TP 018488 T7 0,80
031109 7690VA09CA025Z3R50 25 200 50 25 8,50 3 015268 F2506TP 018488 T7 0,80
021690 7690VA09-A032R 32 28 - 13 8,50 5 015268 F2506TP 018488 T7 0,80
017986 7690VA09-A040R 40 32 - 16 8,50 6 015268 F2506TP 018488 T7 0,80
021691 7690VA09-A050R 50 40 - 22 8,50 7 015268 F2506TP 018488 T7 0,80
021692 7690VA09-A063R 63 40 - 22 8,50 8 015268 F2506TP 018488 T7 0,80
d
1
H
D
D
L
I
1
d
1
D
L
I
1
d
1
D
a
p
M
L
D
d
1
Ramping Helical
Interpolation
Facing Pitch
Flat
End Mills & Face Mills
7690VA09 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description D L/H M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7690VA09 Weldon Shank
7690VA09 Cylindrical Shank - Medium and Fine Pitch
7690VA09 Shell Mill Fixation
7690VA09 Modular Head - Medium and Fine Pitch
Modular Head
Cylindrical Shank
Weldon Shank
Shell Mill Fixation
Depth of Cut (a
p)
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page A76.
Note: If using a insert with
radius, then the facing
pitch for all 7690VA series
cutters is equal to the cutting
diameter (D) minus 2 x
chosen radius.
Note: To use radius larger than 1,20mm the cutter body needs to be modied for additional clearance by the end user.
7690VA09
Shoulder Milling Cutter
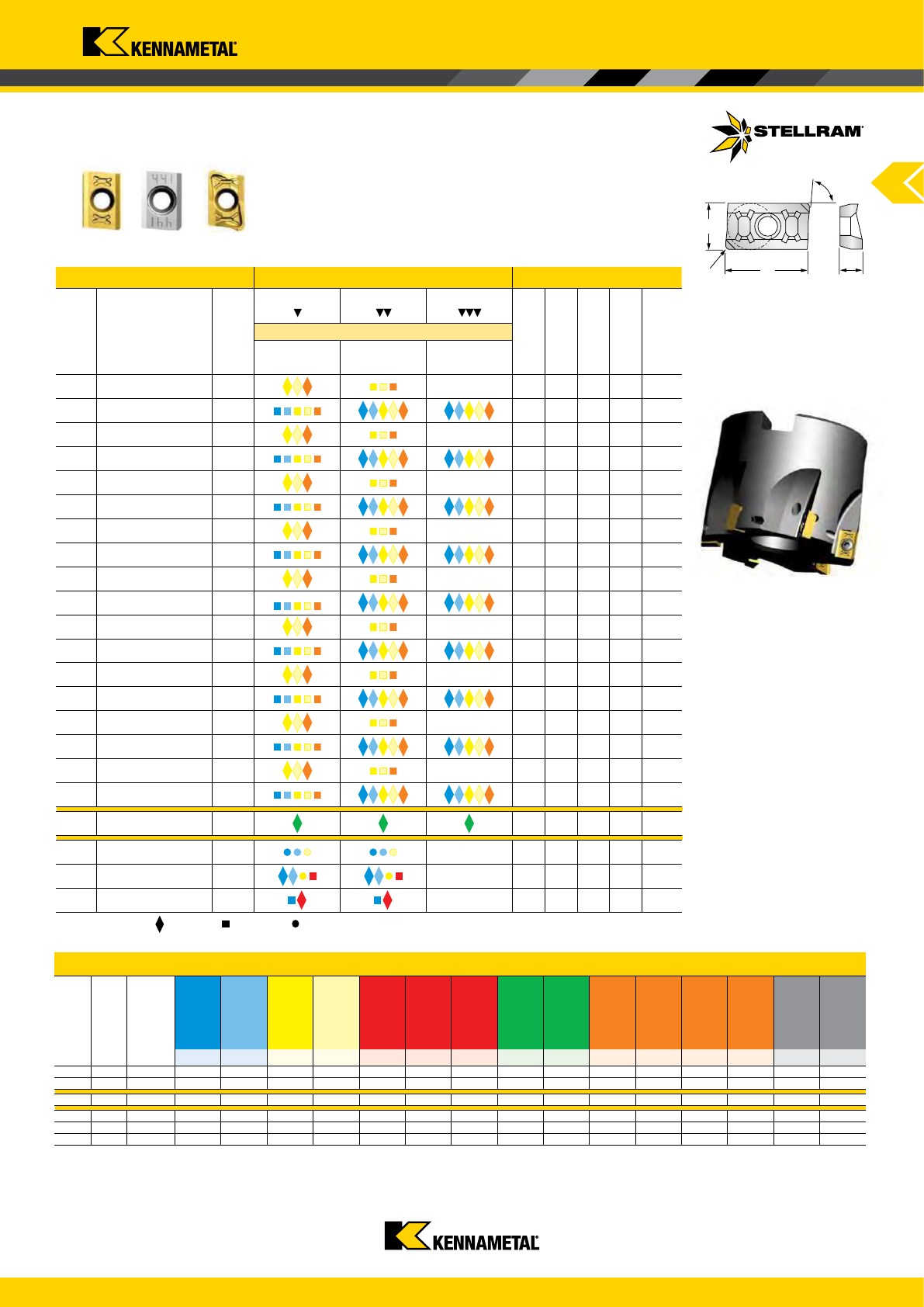
www.kennametal.com
A47
SR-42 X500
- - 0,06 - 0,14 0,06 - 0,12 - - - - - 0,06 - 0,10 0,06 - 0,10 0,06 - 0,10 0,06 - 0,11 - -
SR-42 SP6519
0,06 - 0,14 0,06 - 0,12 0,06 - 0,12 0,06 - 0,10 - - - - - 0,06 - 0,10 0,06 - 0,10 0,06 - 0,10 0,06 - 0,11 - -
FR-441 GH1
- - - - - - - 0,03 - 0,15 0,03 - 0,13 - - - - - -
ER-43 X500
0,05 - 0,14 0,05 - 0,12 - 0,05 - 0,10 - - - - - - - - - - -
ER-43 SP6519
0,05 - 0,12 0,05 - 0,10 0,05 - 0,10 - 0,05 - 0,14 0,05 - 0,14 0,05 - 0,14 - - - - - - - -
ER-43 MP91M
0,05 - 0,12 - - - 0,05 - 0,14 0,05 - 0,14 0,05 - 0,14 - - - - - - - -
031076 ADET090308SR-42 X500
-
6,35 9,20 3,18 0,80 0,10
031075 ADET090308SR-42 SP6519
6,35 9,20 3,18 0,80 0,10
024913 ADET090310SR-42 X500
-
6,35 9,20 3,18 1,00 0,10
031094 ADET090310SR-42 SP6519
6,35 9,20 3,18 1,00 0,10
031095 ADET090312SR-42 X500
-
6,35 9,20 3,18 1,20 0,10
031096 ADET090312SR-42 SP6519
6,35 9,20 3,18 1,20 0,10
030942 ADET090316SR-42 X500
-
6,35 9,20 3,18 1,60 0,10
030980 ADET090316SR-42 SP6519
6,35 9,20 3,18 1,60 0,10
031097 ADET090320SR-42 X500
-
6,35 9,20 3,18 2,00 0,10
031098 ADET090320SR-42 SP6519
6,35 9,20 3,18 2,00 0,10
031099 ADET090324SR-42 X500
-
6,35 9,20 3,18 2,40 0,10
031100 ADET090324SR-42 SP6519
6,35 9,20 3,18 2,40 0,10
031101 ADET090330SR-42 X500
-
6,35 9,20 3,18 3,00 0,10
031102 ADET090330SR-42 SP6519
6,35 9,20 3,18 3,00 0,10
031103 ADET090332SR-42 X500
-
6,35 9,20 3,18 3,20 0,10
031104 ADET090332SR-42 SP6519
6,35 9,20 3,18 3,20 0,10
031092 ADET0903PDSR-42 X500
-
6,35 9,20 3,18 0,10
031093 ADET0903PDSR-42 SP6519
6,35 9,20 3,18 0,10
024916 ADET0903PDFR-441 GH1
6,35 9,20 3,18 0,03
015150 ADKT0903PDER-43 X500
-
6,35 9,20 3,18 0,07
031463 ADKT0903PDER-43 SP6519
-
6,35 9,20 3,18 0,07
017286 ADKT0903PDER-43 MP91M
-
6,35 9,20 3,18 0,07
ADET09-42 ADKT09-441 ADKT09-43
d
l
85°
r
s
End Mills & Face Mills
Facet
Facet
Facet
Facet
Facet
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
minDepth of Cut (mm)
a
p
max a
p
min - max a
p
min - max
8,50 1,00 - 4,00 0,10 - 1,00
Note: HTA = High Temperature Alloys. | Speed recommendations can be found on page A58.
SR-42 X500 Facing
SR-42 SP6519 Facing
FR-441 GH1 Facing
ER-43 X500 Facing
ER-43 SP6519 Facing
ER-43 MP91M Facing
7690VA09 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
7690VA09
Milling Inserts & Recommended Feeds
www.kennametal.com
A48
031105 7690VA12SA020Z2R35 20 35 M10 10,50 11,00 2 027860 F3007T 022157 T8 1,40
031197 7690VA12SA025Z2R35 25 35 M12 12,50 11,00 2 027860 F3007T 022157 T8 1,40
031106 7690VA12SA025Z3R35 25 35 M12 12,50 11,00 3 027860 F3007T 022157 T8 1,40
031198 7690VA12SA032Z3R43 32 43 M16 17,00 11,00 3 027860 F3007T 022157 T8 1,40
031199 7690VA12SA032Z4R43 32 43 M16 17,00 11,00 4 027860 F3007T 022157 T8 1,40
027917
7690VA12WA020Z02R032
20 82 32 20 11,00 2 027860 F3007T 022157 T8 1,40
027918
7690VA12WA025Z02R040
25 96 40 25 11,00 2 027860 F3007T 022157 T8 1,40
027921
7690VA12WA025Z03R040
25 96 40 25 11,00 3 027860 F3007T 022157 T8 1,40
027919
7690VA12WA032Z03R040
32 100 40 32 11,00 3 027860 F3007T 022157 T8 1,40
027922
7690VA12WA032Z04R040
32 100 40 32 11,00 4 027860 F3007T 022157 T8 1,40
027920
7690VA12WA040Z04R050
40 110 50 32 11,00 4 027860 F3007T 022157 T8 1,40
027923
7690VA12WA040Z05R050
40 110 50 32 11,00 5 027860 F3007T 022157 T8 1,40
031655 7690VA12CA020Z02R032 20 204 32 20 11,00 2 027860 F3007T 022157 T8 1,40
031646 7690VA12CA020Z02R32-3 20 115 32 20 11,00 2 027860 F3007T 022157 T8 1,40
031656 7690VA12CA025Z02R040 25 130 40 25 11,00 2 027860 F3007T 022157 T8 1,40
031648 7690VA12CA025Z03R040 25 210 40 25 11,00 3 027860 F3007T 022157 T8 1,40
031647 7690VA12CA025Z03R40-3 25 130 40 25 11,00 3 027860 F3007T 022157 T8 1,40
031649 7690VA12CA032Z03R040 32 250 40 32 11,00 3 027860 F3007T 022157 T8 1,40
031657 7690VA12CA032Z04R040 32 250 40 32 11,00 4 027860 F3007T 022157 T8 1,40
027927 7690VA12-A040Z04R 40 32 - 16 11,00 4 027860 F3007T 022157 T8 1,40
027931 7690VA12-A040Z05R 40 32 - 16 11,00 5 027860 F3007T 022157 T8 1,40
027928 7690VA12-A050Z05R 50 40 - 22 11,00 5 027860 F3007T 022157 T8 1,40
027932 7690VA12-A050Z06R 50 40 - 22 11,00 6 027860 F3007T 022157 T8 1,40
027929 7690VA12-A063Z06R 63 40 - 22 11,00 6 027860 F3007T 022157 T8 1,40
027933 7690VA12-A063Z08R 63 40 - 22 11,00 8 027860 F3007T 022157 T8 1,40
027930 7690VA12-A080Z07R 80 50 - 27 11,00 7 027860 F3007T 022157 T8 1,40
027934 7690VA12-A080Z10R 80 50 - 27 11,00 10 027860 F3007T 022157 T8 1,40
d
1
H
D
D
L
I
1
d
1
D
L
I
1
d
1
D
a
p
M
L
D
d
1
End Mills & Face Mills
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page A76.
Product Dimensions (mm) Spares
EDP Item Description D L/H M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7690VA12 Weldon Shank - Medium and Fine Pitch
7690VA12 Cylindrical Shank - Medium and Fine Pitch
7690VA12 Shell Mill Fixation - Medium and Fine Pitch
7690VA12 Modular Head - Medium and Fine Pitch
Modular Head
Cylindrical Shank
Weldon Shank
Shell Mill Fixation
Depth of Cut (a
p)
Note: To use radius larger than 1,60mm the cutter body needs to be modied for additional clearance by the end user.
7690VA12
Shoulder Milling Cutter
www.kennametal.com
A49
027917
7690VA12WA020Z02R032
20 5.58 26 38 1,50 43000
027918
7690VA12WA025Z02R040
25 3.67 36 48 1,50 36000
027921
7690VA12WA025Z03R040
25 3.67 36 48 1,50 36000
027919
7690VA12WA032Z03R040
32 2.30 50 62 1,50 30000
027922
7690VA12WA032Z04R040
32 2.30 50 62 1,50 30000
027920
7690VA12WA040Z04R050
40 1.60 66 78 1,50 26000
027923
7690VA12WA040Z05R050
40 1.60 66 78 1,50 26000
031655 7690VA12CA020Z02R032 20 5.58 26 38 1,50 43000
031646 7690VA12CA020Z02R32-3 20 5.58 26 38 1,50 43000
031656 7690VA12CA025Z02R040 25 3.67 36 48 1,50 36000
031648 7690VA12CA025Z03R040 25 3.67 36 48 1,50 36000
031647 7690VA12CA025Z03R40-3 25 3.67 36 48 1,50 36000
031649 7690VA12CA032Z03R040 32 2.30 50 62 1,50 30000
031657 7690VA12CA032Z04R040 32 2.30 50 62 1,50 30000
027927 7690VA12-A040Z04R 40 1.60 66 78 1,50 26000
027931 7690VA12-A040Z05R 40 1.60 66 78 1,50 26000
027928 7690VA12-A050Z05R 50 1.22 86 98 1,50 23000
027932 7690VA12-A050Z06R 50 1.22 86 98 1,50 23000
027929 7690VA12-A063Z06R 63 0.91 112 124 1,50 20000
027933 7690VA12-A063Z08R 63 0.91 112 124 1,50 20000
027930 7690VA12-A080Z07R 80 0.68 146 158 1,50 17500
027934 7690VA12-A080Z10R 80 0.68 146 158 1,50 17500
031105 7690VA12SA020Z2R35 20 5.58 26 38 1,50 43000
031197 7690VA12SA025Z2R35 25 3.67 36 48 1,50 36000
031106 7690VA12SA025Z3R35 25 3.67 36 48 1,50 36000
031198 7690VA12SA032Z3R43 32 2.30 50 62 1,50 30000
031199 7690VA12SA032Z4R43 32 2.30 50 62 1,50 30000
End Mills & Face Mills
7690VA12 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Note: If using a insert with radius, then the facing pitch for all 7690VA series cutters is
equal to the cutting diameter (D) minus 2 x chosen radius.
7690VA12
Technical Data
Ramping Helical
Interpolation
Facing Pitch
Flat
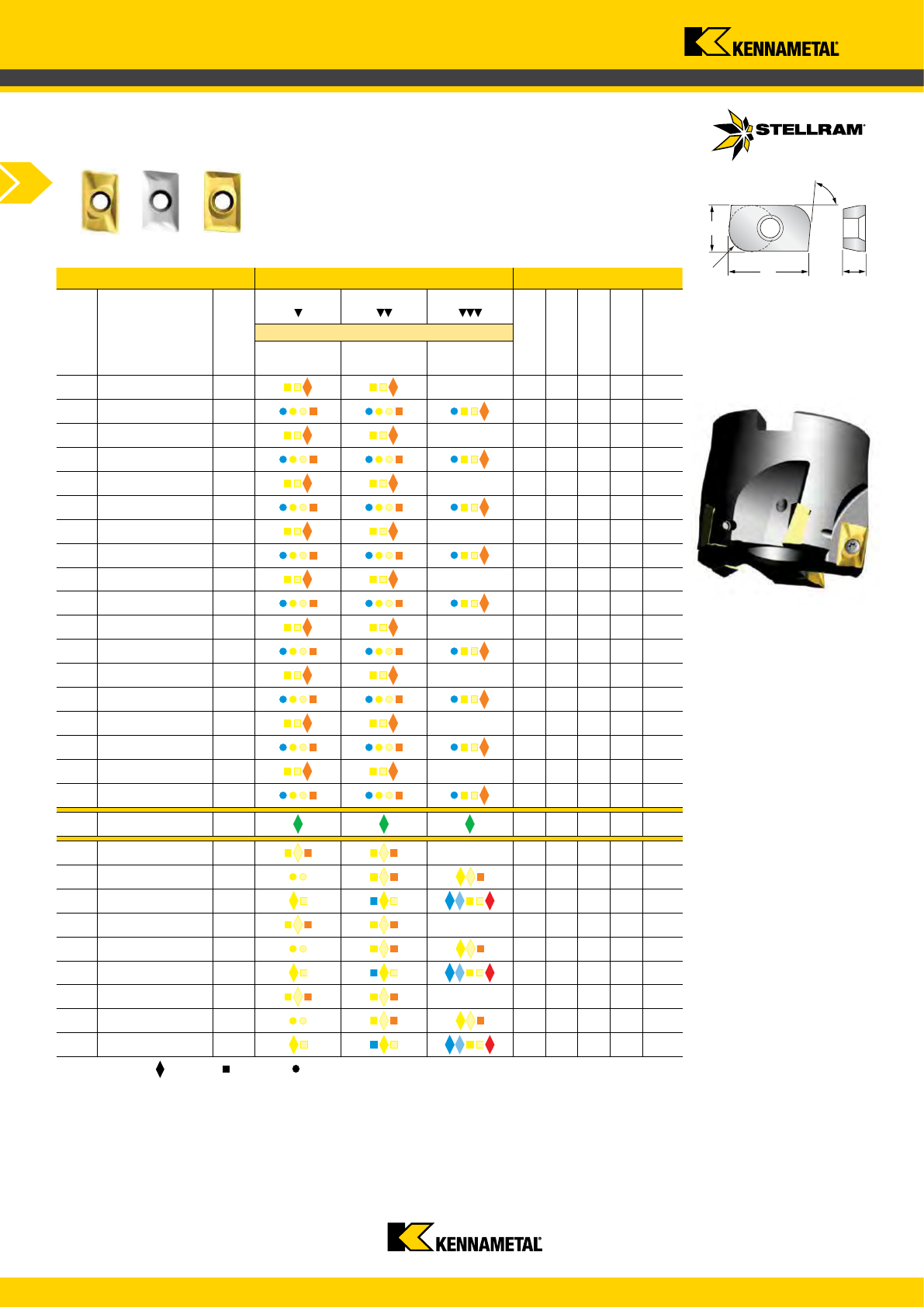
www.kennametal.com
A50
030856 ADET12T308ER-48 X500
-
7,87 12,70 3,97 0,80 0,04
030857 ADET12T308ER-48 SP6519
7,87 12,70 3,97 0,80 0,04
030808 ADET12T312ER-48 X500
-
7,87 12,70 3,97 1,20 0,04
030800 ADET12T312ER-48 SP6519
7,87 12,70 3,97 1,20 0,04
030809 ADET12T316ER-48 X500
-
7,87 12,70 3,97 1,60 0,04
030771 ADET12T316ER-48 SP6519
7,87 12,70 3,97 1,60 0,04
030908 ADET12T320ER-48 X500
-
7,87 12,70 3,97 2,00 0,04
030909 ADET12T320ER-48 SP6519
7,87 12,70 3,97 2,00 0,04
030858 ADET12T324ER-48 X500
-
7,87 12,70 3,97 2,40 0,04
030859 ADET12T324ER-48 SP6519
7,87 12,70 3,97 2,40 0,04
030910 ADET12T330ER-48 X500
-
7,87 12,70 3,97 3,00 0,04
030911 ADET12T330ER-48 SP6519
7,87 12,70 3,97 3,00 0,04
030810 ADET12T332ER-48 X500
-
7,87 12,70 3,97 3,20 0,04
030772 ADET12T332ER-48 SP6519
7,87 12,70 3,97 3,20 0,04
030912 ADET12T340ER-48 X500
-
7,87 12,70 3,97 4,00 0,04
030913 ADET12T340ER-48 SP6519
7,87 12,70 3,97 4,00 0,04
030807 ADET12T3PDER-48 X500
-
7,87 12,70 3,97 Facet 0,04
030770 ADET12T3PDER-48 SP6519
7,87 12,70 3,97 Facet 0,04
029098 ADGT12T3PDFR-721 GH1
7,87 12,70 3,97 Facet 0,04
029329 ADHT12T308ER-46 X500
-
7,87 12,70 3,97 0,80 0,05
030406 ADHT12T308ER-46 X700
7,87 12,70 3,97 0,80 0,05
031526 ADHT12T308ER-46 SP6519
7,87 12,70 3,97 0,80 0,05
029331 ADHT12T316ER-46 X500
-
7,87 12,70 3,97 1,60 0,05
030407 ADHT12T316ER-46 X700
7,87 12,70 3,97 1,60 0,05
031527 ADHT12T316ER-46 SP6519
7,87 12,70 3,97 1,60 0,05
029337 ADHT12T320ER-46 X500
-
7,87 12,70 3,97 2,00 0,05
030408 ADHT12T320ER-46 X700
7,87 12,70 3,97 2,00 0,05
031530 ADHT12T320ER-46 SP6519
7,87 12,70 3,97 2,00 0,05
ADET12-48 ADGT12-721
ADHT12-46
d
l
85°
r
s
End Mills & Face Mills
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A51. Speed recommendations can be found on page A58.
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
minDepth of Cut (mm)
a
p
max a
p
min - max a
p
min - max
11,00 1,50 - 5,00 0,10 - 1,50
7690VA12
Milling Inserts
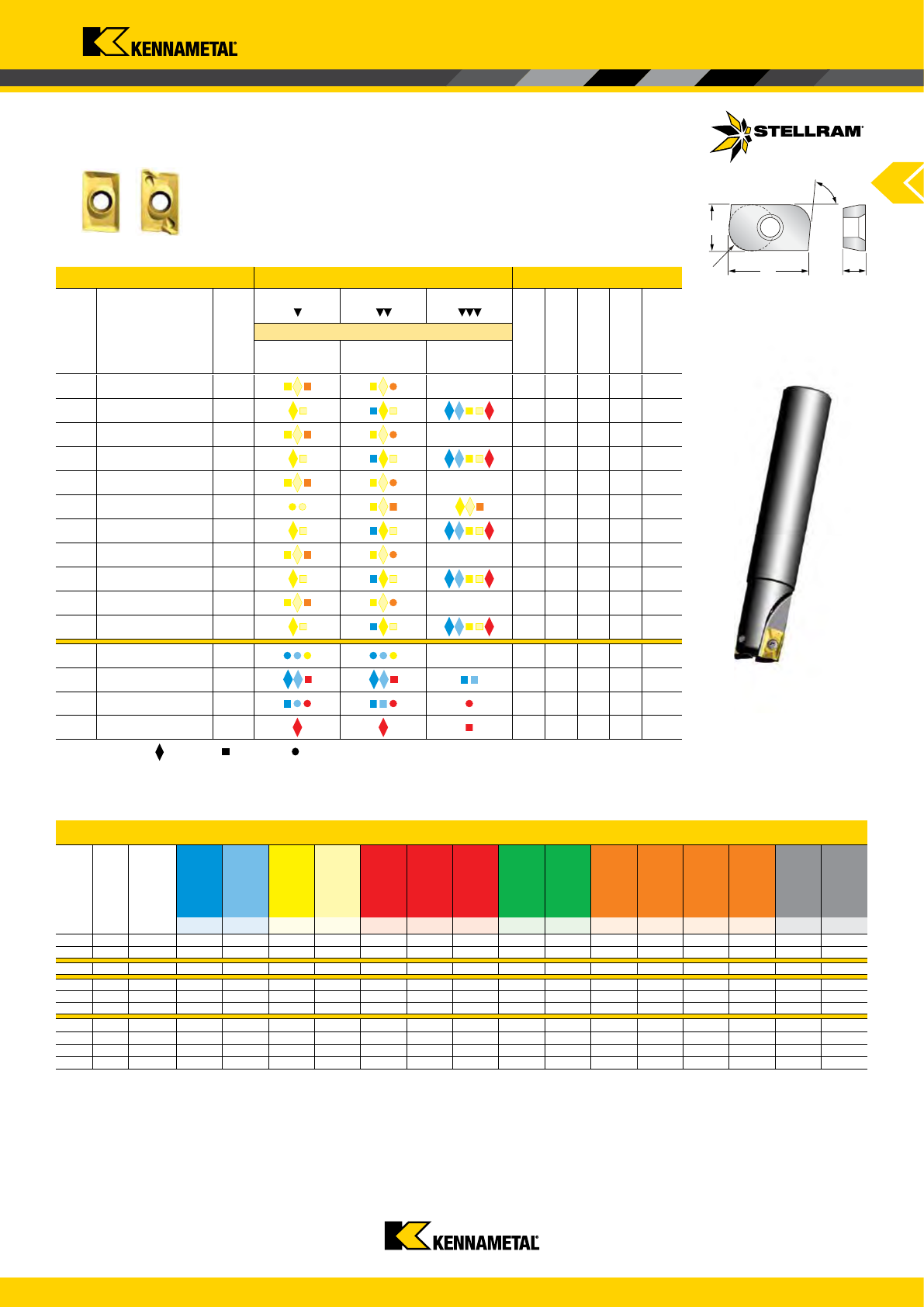
www.kennametal.com
A51
ER-48 X500
- - 0,04 - 0,18 0,04 - 0,14 - - - - - 0,04 - 0,10 0,04 - 0,10 0,04 - 0,10 0,04 - 0,14 - -
ER-48 SP6519
0,04 - 0,20 - 0,04 - 0,16 0,04 - 0,12 - - - - - 0,04 - 0,08 0,04 - 0,08 0,04 - 0,08 0,04 - 0,12 - -
FR-721 GH1
- - - - - - - 0,04 - 0,20 0,04 - 0,18 - - - - - -
ER-46 X500
- - 0,05 - 0,18 0,05 - 0,14 - - - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,10 0,05 - 0,14 - -
ER-46 X700
- - 0,05 - 0,16 0,05 - 0,12 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,12 - -
ER-46 SP6519
0,05 - 0,22 0,05 - 0,18 0,05 - 0,16 0,05 - 0,12 0,08 - 0,16 0,08 - 0,16 0,08 - 0,16 - - - - - - - -
ER-45 X500
0,08 - 0,25 0,08 - 0,22 0,05 - 0,18 - - - - - - - - - - - -
ER-45 SP6519
0,08 - 0,25 0,08 - 0,22 - - 0,08 - 0,16 0,08 - 0,16 0,08 - 0,16 - - - - - - - -
ER-45 MP91M
0,08 - 0,25 0,08 - 0,22 - - 0,08 - 0,20 0,08 - 0,20 0,08 - 0,20 - - - - - - - -
ER-45 SC3025
- - - - 0,08 - 0,16 0,08 - 0,16 0,08 - 0,16 - - - - - - - -
029333 ADHT12T324ER-46 X500
-
7,87 12,70 3,97 2,40 0,05
031528 ADHT12T324ER-46 SP6519
7,87 12,70 3,97 2,40 0,05
029339 ADHT12T330ER-46 X500
-
7,87 12,70 3,97 3,00 0,05
031531 ADHT12T330ER-46 SP6519
7,87 12,70 3,97 3,00 0,05
029036 ADHT12T332ER-46 X500
-
7,87 12,70 3,97 3,20 0,05
030409 ADHT12T332ER-46 X700
7,87 12,70 3,97 3,20 0,05
031515 ADHT12T332ER-46 SP6519
7,87 12,70 3,97 3,20 0,05
029335 ADHT12T340ER-46 X500
-
7,87 12,70 3,97 4,00 0,05
031529 ADHT12T340ER-46 SP6519
7,87 12,70 3,97 4,00 0,05
029327 ADHT12T3PDER-46 X500
-
7,87 12,70 3,97 0,05
031525 ADHT12T3PDER-46 SP6519
7,87 12,70 3,97 0,05
027913 ADKT12T3PDER-45 X500
-
7,87 12,70 3,97 0,08
031514 ADKT12T3PDER-45 SP6519
7,87 12,70 3,97 0,08
027915 ADKT12T3PDER-45 MP91M
7,87 12,70 3,97 0,08
027916 ADKT12T3PDER-45 SC3025
7,87 12,70 3,97 0,08
ADHT12-46
ADKT12-45
d
l
85°
r
s
End Mills & Face Mills
Facet
Facet
Facet
Facet
Facet
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
minDepth of Cut (mm)
a
p
max a
p
min - max a
p
min - max
11,00 1,50 - 5,00 0,10 - 1,50
7690VA12
Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Note: HTA = High Temperature Alloys
Note: ADKT12T3PDER-45 X500 should only be used in steel applications for difcult conditions
.
Note: Speed recommendations can be found on page A58.
7690VA12
Milling Inserts & Recommended Feeds
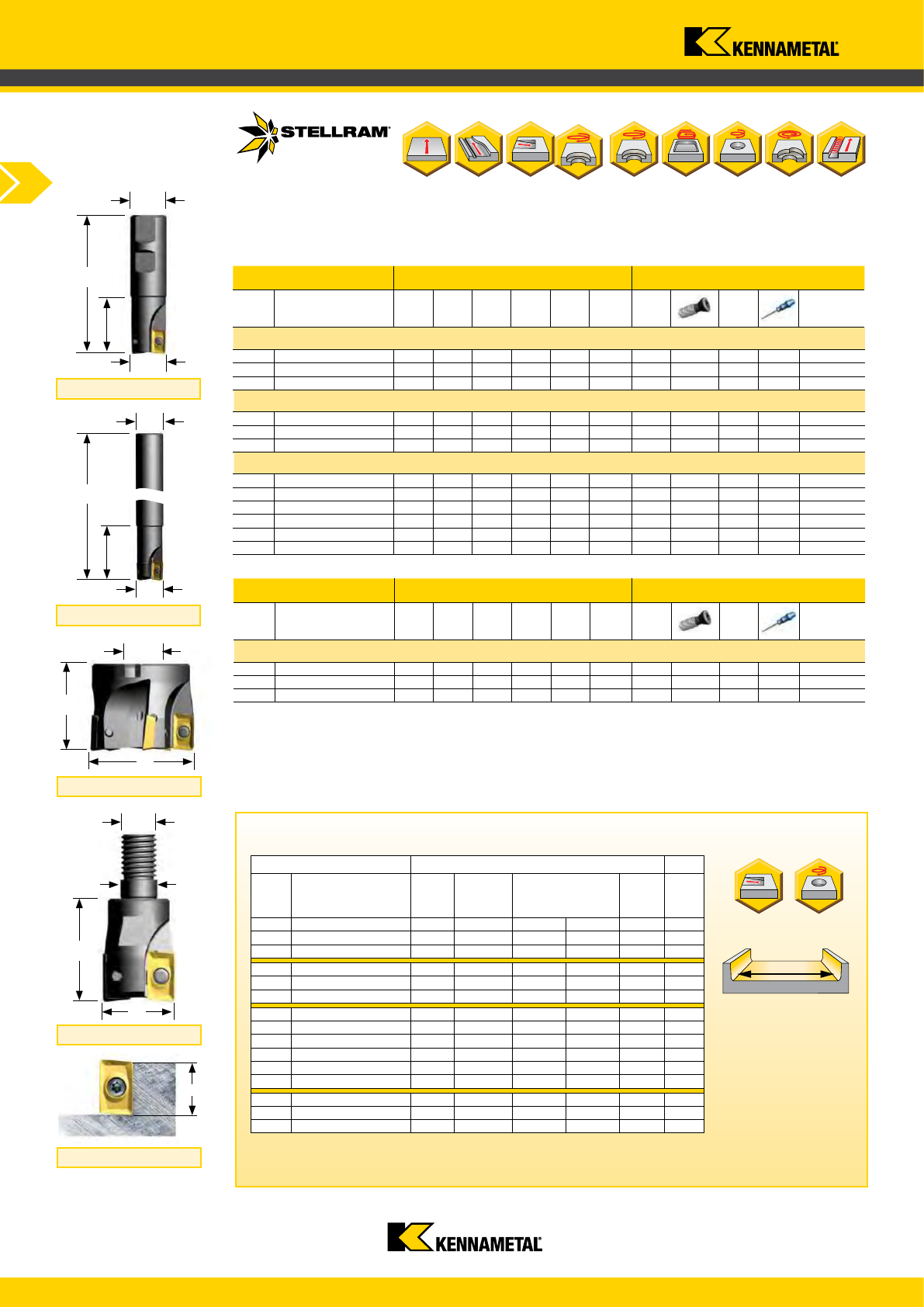
www.kennametal.com
A52
021707 7690VA16WA025R 25 2.50 33 48 2,00 38000
021708 7690VA16WA032R 32 1.50 47 62 2,00 31500
021709 7690VA16WA040R 40 1.00 63 78 2,00 27000
031168 7690VA16CA025Z2R50 25 2.50 33 48 2,00 38000
031169 7690VA16CA032Z2R70 25 1.50 47 62 2,00 31500
031170 7690VA16CA032Z3R70 32 1.50 47 62 2,00 31500
017985 7690VA16-A040R 40 1.00 63 78 2,00 27000
021700 7690VA16-A050R 50 0.70 83 98 2,00 23500
021701 7690VA16-A063R 63 0.50 109 124 2,00 20500
021702 7690VA16-A080R 80 0.30 143 158 2,00 18000
021703 7690VA16-A100R 100 0.20 183 198 2,00 15500
021704 7690VA16-A125R 125 0.10 233 248 2,00 14000
031174 7690VA16SA025Z2R35 25 2.50 33 48 2,00 38000
031175 7690VA16SA032Z2R43 32 1.50 47 62 2,00 31500
031176 7690VA16SA032Z3R43 32 1.50 47 62 2,00 31500
031174 7690VA16SA025Z2R35 25 35 M12 12,50 16,00 2 015260 D4008T 015240 T15 3,10
031175 7690VA16SA032Z2R43 32 43 M16 17,00 16,00 2 015262 D4010T 015240 T15 3,10
031176 7690VA16SA032Z3R43 32 43 M16 17,00 16,00 3 015262 D4010T 015240 T15 3,10
021707 7690VA16WA025R 25 96 40 25 16,00 2 015260 D4008T 015240 T15 3,10
021708 7690VA16WA032R 32 100 40 32 16,00 3 015262 D4010T 015240 T15 3,10
021709 7690VA16WA040R 40 110 50 32 16,00 4 015262 D4010T 015240 T15 3,10
031168 7690VA16CA025Z2R50 25 200 50 25 16,00 2 015260 D4008T 015240 T15 3,10
031169 7690VA16CA032Z2R70 32 250 70 32 16,00 2 015262 D4010T 015240 T15 3,10
031170 7690VA16CA032Z3R70 32 250 70 32 16,00 3 015262 D4010T 015240 T15 3,10
017985 7690VA16-A040R 40 40 - 16 16,00 4 015262 D4010T 015240 T15 3,10
021700 7690VA16-A050R 50 40 - 22 16,00 5 015262 D4010T 015240 T15 3,10
021701 7690VA16-A063R 63 40 - 22 16,00 5 015262 D4010T 015240 T15 3,10
021702 7690VA16-A080R 80 50 - 27 16,00 6 015262 D4010T 015240 T15 3,10
021703 7690VA16-A100R 100 50 - 32 16,00 7 015262 D4010T 015240 T15 3,10
021704 7690VA16-A125R 125 63 - 40 16,00 8 015262 D4010T 015240 T15 3,10
d
1
H
D
D
L
I
1
d
1
D
L
I
1
d
1
D
M
L
D
d
1
a
p
End Mills & Face Mills
7690VA16 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page A76.
Product Dimensions (mm) Spares
EDP Item Description D L/H M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7690VA16 Weldon Shank
7690VA16 Cylindrical Shank - Medium and Fine Pitch
7690VA16 Shell Mill Fixation
7690VA16 Modular Head - Medium and Fine Pitch
Modular Head
Cylindrical Shank
Weldon Shank
Shell Mill Fixation
Depth of Cut (a
p
)
Note: If using a insert with radius, then the facing pitch for all 7690VA series cutters is
equal to the cutting diameter (D) minus 2 x chosen radius.
Note: To use radius larger than 2,00mm the cutter body needs to be modied for additional clearance by the end user.
7690VA16
Shoulder Milling Cutter
Facing Pitch
Flat
Ramping Helical
Interpolation
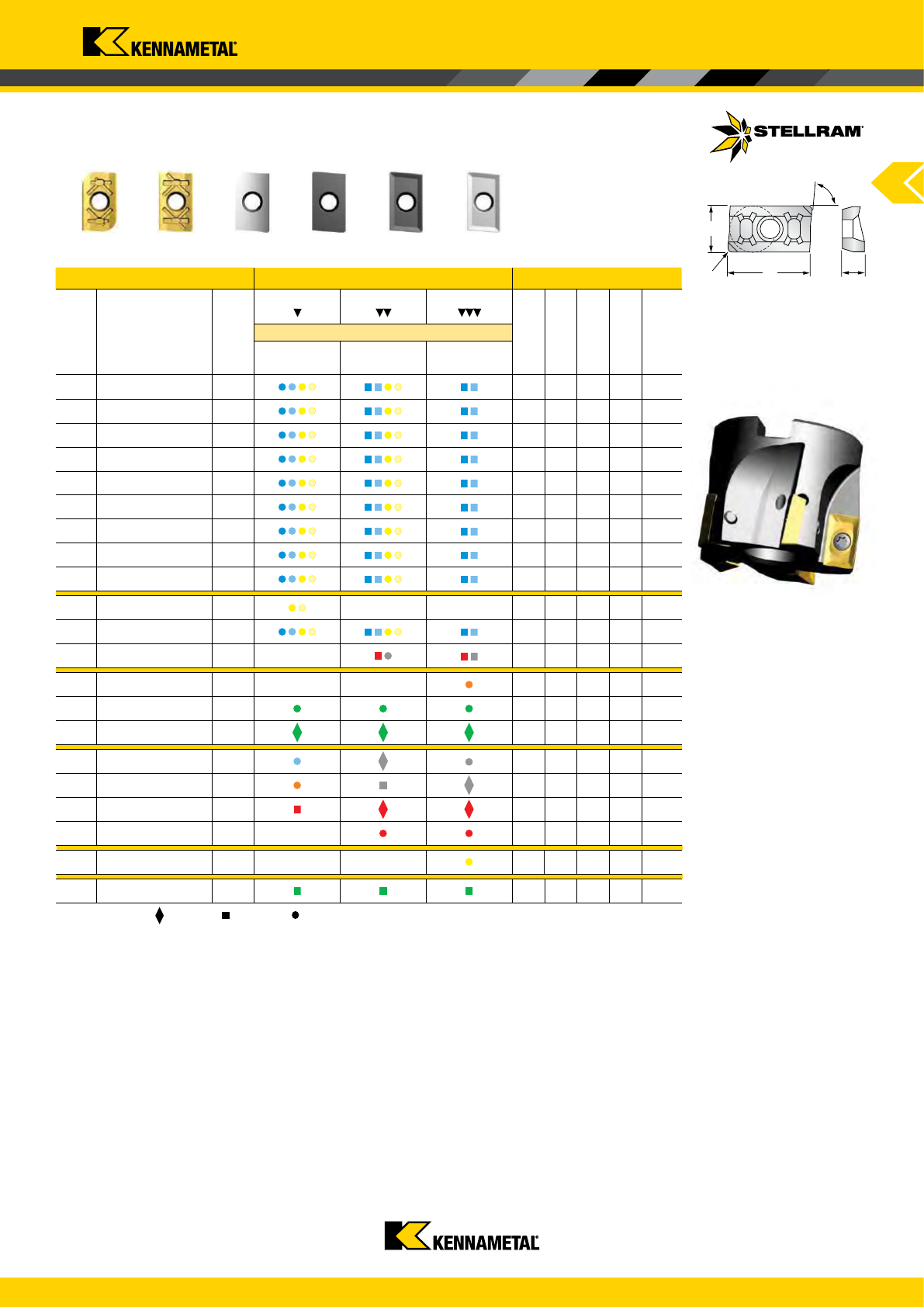
www.kennametal.com
A53
033179 APET160402TR-42 SP6519 9,52 16,66 4,76 0,20 0,10
033180 APET160408TR-42 SP6519
9,52 16,66 4,76 0,80 0,10
033181 APET160410TR-42 SP6519
9,52 16,66 4,76 1,00 0,10
033182 APET160415TR-42 SP6519
9,52 16,66 4,76 1,50 0,10
033183 APET160420TR-42 SP6519
9,52 16,66 4,76 2,00 0,10
033184 APET160425TR-42 SP6519
9,52 16,66 4,76 2,50 0,10
033185 APET160430TR-42 SP6519
9,52 16,66 4,76 3,00 0,10
033186 APET160440TR-42 SP6519
9,52 16,66 4,76 4,00 0,10
033187 APET160460TR-42 SP6519
9,52 16,66 4,76 6,00 0,10
015155 APHT1604PDTR-42 X500
- -
9,52 16,66 4,76 0,10
031466 APHT1604PDTR-42 SP6519
9,52 16,66 4,76 0,10
017293 APHT1604PDTR-42 MP91M
-
9,52 16,66 4,76 0,10
033188 APEX1604PDER-701 SP6519
- -
9,52 16,66 4,76 0,02
033189 APEX1604PDFR-701 SP4019
9,52 16,66 4,76 0,02
014066 APEX1604PDFR-701 GH1
9,52 16,66 4,76 0,02
033190 APFW1604PDTR X400
9,52 16,66 4,76 0,10
033191 APFW1604PDTR SP4019
9,52 16,66 4,76 0,10
027883 APFW1604PDTR SC3025
9,52 16,66 4,76 0,10
017628 APFW1604PDTR GH1
-
9,52 16,66 4,76 0,10
033192 APHT1604PDER SP4019
- -
9,52 16,66 4,76 0,05
015154 APHT1604PDFR GH1
9,52 16,66 4,76 0,02
APET16-42 APHT16-42 APEX16-701 APFW16-TR APHT16-ER APHT16-FR
d
l
85°
r
s
End Mills & Face Mills
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r
h
m
minDepth of Cut (mm)
a
p
max a
p
min - max a
p
min - max
16,00 1,50 - 5,00 0,10 - 1,50
Note: APHT1604PDTR-42 X500 should be used for Stainless Steel with heavy scale
Note: APFW1604PDTR X400 should be used for Alloyed Steel with heavy scale
Note: APFW1604PDTR SP4019 should be used for High Temperature Alloys with heavy scale
Note: Feed recommendations can be found on page A55. Speed recommendations can be found on page A58.
7690VA16
Milling Inserts
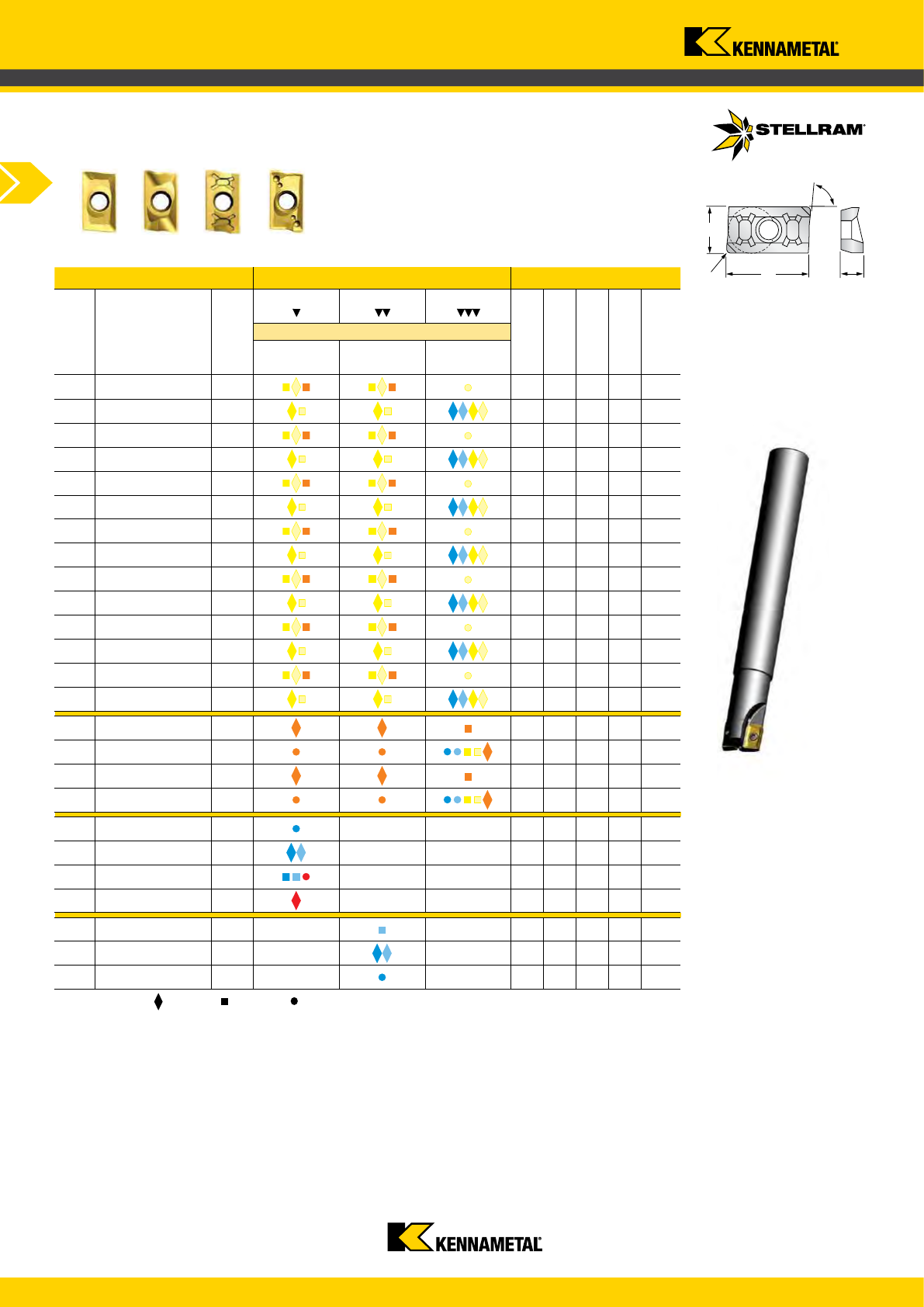
www.kennametal.com
A54
027869 APHT160408ER-46 X500 9,52 16,66 4,76 0,80 0,05
031495 APHT160408ER-46 SP6519
9,52 16,66 4,76 0,80 0,05
027870 APHT160416ER-46 X500
9,52 16,66 4,76 1,60 0,05
031496 APHT160416ER-46 SP6519
9,52 16,66 4,76 1,60 0,05
027871 APHT160424ER-46 X500
9,52 16,66 4,76 2,40 0,05
031497 APHT160424ER-46 SP6519
9,52 16,66 4,76 2,40 0,05
027872 APHT160432ER-46 X500
9,52 16,66 4,76 3,20 0,05
031397 APHT160432ER-46 SP6519
9,52 16,66 4,76 3,20 0,05
027873 APHT160440ER-46 X500
9,52 16,66 4,76 4,00 0,05
031542 APHT160440ER-46 SP6519
9,52 16,66 4,76 4,00 0,05
027874 APHT160450ER-46 X500
9,52 16,66 4,76 5,00 0,05
031498 APHT160450ER-46 SP6519
9,52 16,66 4,76 5,00 0,05
027875 APHT160464ER-46 X500
9,52 16,66 4,76 6,40 0,05
031541 APHT160464ER-46 SP6519
9,52 16,66 4,76 6,40 0,05
030811 APET1604PDER-48 X500
9,52 16,66 4,76 0,04
030773 APET1604PDER-48 SP6519
9,52 16,66 4,76 0,04
030860 APET160408ER-48 X500
9,52 16,66 4,76 0,80 0,04
030861 APET160408ER-48 SP6519
9,52 16,66 4,76 0,80 0,04
015156 APKT1604PDER-43 X500
- -
9,52 16,66 4,76 0,08
031468 APKT1604PDER-43 SP6519
- -
9,52 16,66 4,76 0,08
017294 APKT1604PDER-43 MP91M
- -
9,52 16,66 4,76 0,08
027887 APKT1604PDER-43 SC3025
- -
9,52 16,66 4,76 0,08
023115 APKT1604PDER-45 X500
- -
9,52 16,66 4,76 0,08
031469 APKT1604PDER-45 SP6519
- -
9,52 16,66 4,76 0,08
023114 APKT1604PDER-45 MP91M
- -
9,52 16,66 4,76 0,08
APHT16-46 APET16-48 APKT16-43 APKT16-45
d
l
85°
r
s
End Mills & Face Mills
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
minDepth of Cut (mm)
a
p
max a
p
min - max a
p
min - max
16,00 1,50 - 5,00 0,10 - 1,50
Note: APKT1604PDER-43 X500 should be used for Steel with heavy scale.
Note: Feed recommendations can be found on page A55. Speed recommendations can be found on page A58.
7690VA16
Milling Inserts
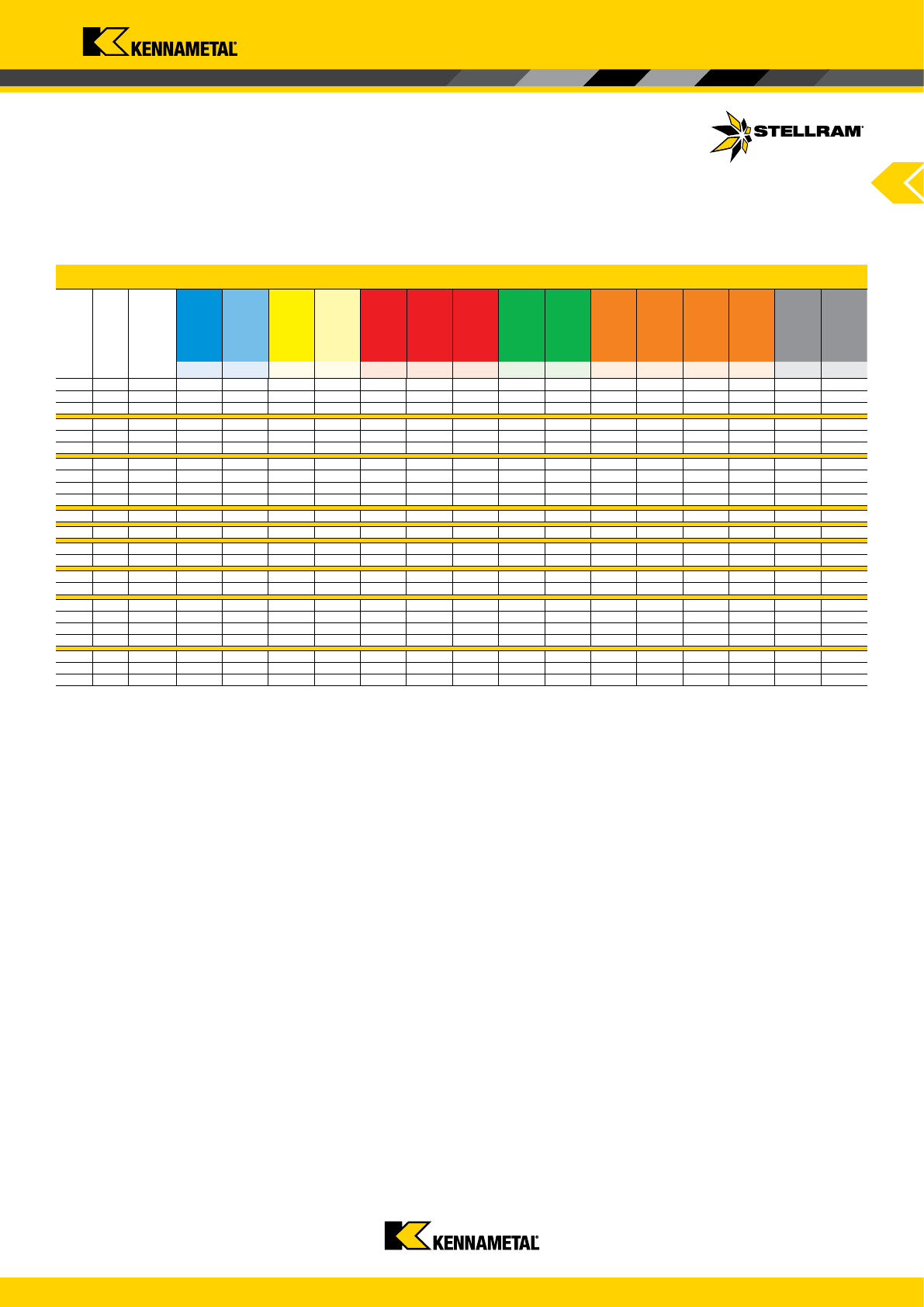
www.kennametal.com
A55
TR-42 X500
- - 0,10 - 0,25 0,10 - 0,22 - - - - - - - - - - -
TR-42 SP6519
0,10 - 0,28 0,10 - 0,23 0,10 - 0,22 0,10 - 0,20 - - - - - - - - - - -
TR-42 MP91M
- - - - 0,08 - 0,25 0,08 - 0,20 0,08 - 0,20 - - - - - - 0,03 - 0,06 0,05 - 0,08
ER-701 SP6519
- - - - - - - - - 0,02 - 0,05 0,02 - 0,05 0,02 - 0,05 0,02 - 0,05 - -
FR-701 SP4019
- - - - - - - 0,03 - 0,20 0,03 - 0,18 - - - - - -
FR-701 GH1
- - - - - - - 0,03 - 0,20 0,03 - 0,18 - - - - - -
TR X400
- 0,10 - 0,25 - - - - - - - - - - - 0,05 - 0,10 0,05 - 0,10
TR SP4019
- - - - - - - - - 0,08 - 0,10 0,08 - 0,10 0,08 - 0,10 0,08 - 0,12 0,05 - 0,10 0,05 - 0,10
TR SC3025
- - - - 0,10 - 0,22 0,10 - 0,22 0,10 - 0,22 - - - - - - - -
TR GH1
- - - - 0,10 - 0,22 0,10 - 0,22 0,10 - 0,22 - - - - - - - -
ER SP4019
- - 0,05 - 0,18 - - - - - - - - - - - -
FR GH1
- - - - - - - 0,03 - 0,20 0,03 - 0,18 - - - - - -
ER-46 X500
- - 0,04 - 0,25 0,04 - 0,22 - - - - - 0,04 - 0,10 0,04 - 0,10 0,04 - 0,10 0,04 - 0,14 - -
ER-46 SP6519
0,04 - 0,25 0,04 - 0,20 0,04 - 0,24 0,04 - 0,20 - - - - - - - - - - -
ER-48 X500
- - - - - - - - - 0,04 - 0,10 0,04 - 0,10 0,04 - 0,10 0,04 - 0,14 - -
ER-48 SP6519
0,05 - 0,20 0,05 - 0,18 0,04 - 0,16 0,04 - 0,12 - - - - - 0,04 - 0,08 0,04 - 0,08 0,04 - 0,08 0,04 - 0,12 - -
ER-43 X500
0,08 - 0,30 - - - - - - - - - - - - - -
ER-43 SP6519
0,05 - 0,28 0,05 - 0,23 - - - - - - - - - - - - -
ER-43 MP91M
0,06 - 0,27 0,06 - 0,22 - - 0,06 - 0,25 0,06 - 0,25 0,06 - 0,20 - - - - - - - -
ER-43 SC3025
- - - - 0,06 - 0,25 0,06 - 0,25 0,06 - 0,20 - - - - - - - -
ER-45 X500
- 0,08 - 0,22 - - - - - - - - - - - - -
ER-45 SP6519
0,06 - 0,25 0,06 - 0,20 - - - - - - - - - - - - -
ER-45 MP91M
0,08 - 0,25 - - - - - - - - - - - - - -
End Mills & Face Mills
7690VA16 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Note: HTA = High Temperature Alloys
Speed recommendations can be found on page A58.
7690VA16
Recommended Feeds
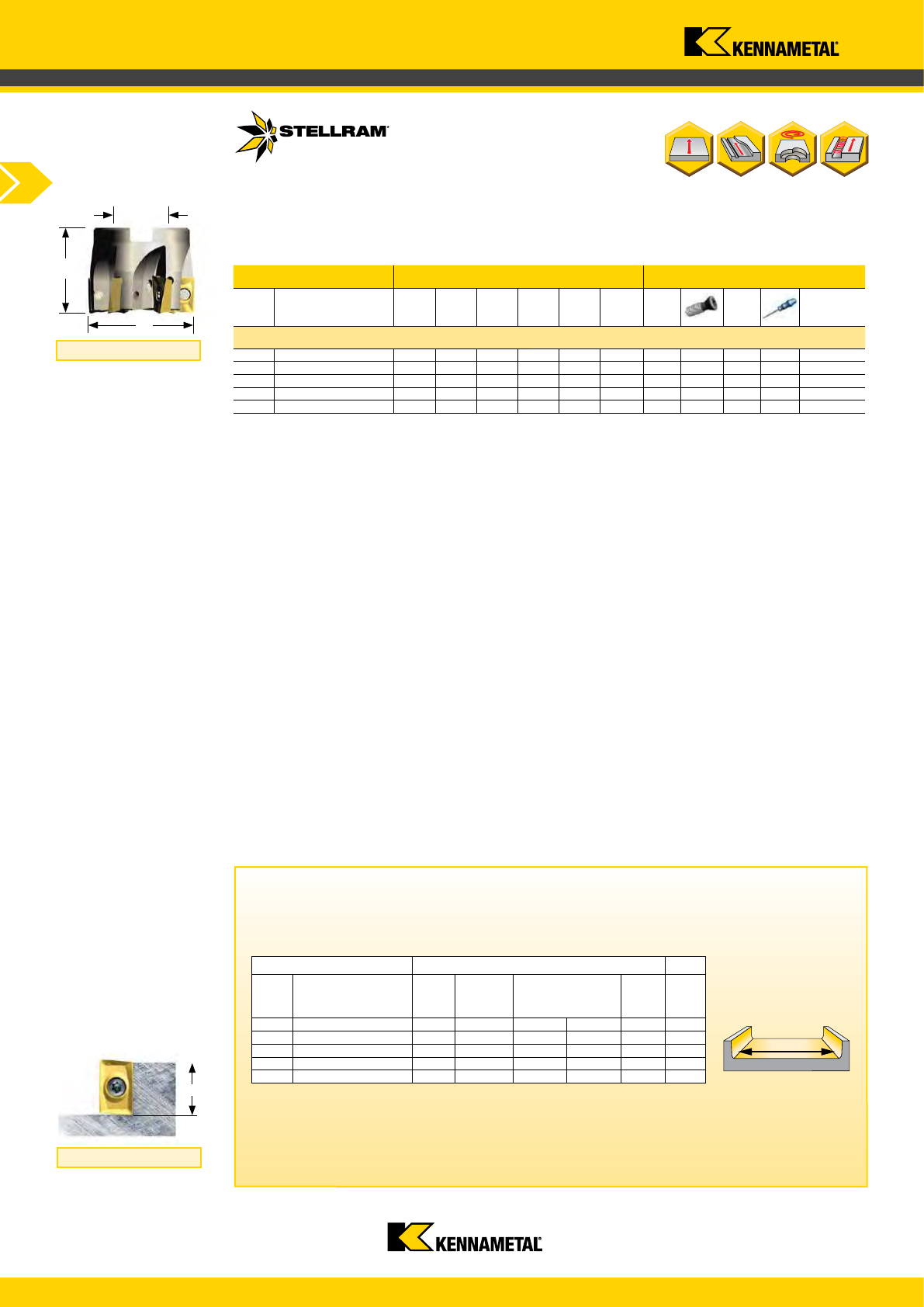
www.kennametal.com
A56
034573 7690VAP16-A040Z05R 40 40 - 16 15,8 5 015262 D4010T 015240 T15 3,10
034574 7690VAP16-A050Z06R 50 40 - 22 15,8 6 015262 D4010T 015240 T15 3,10
034575 7690VAP16-A063Z07R 63 40 - 22 15,8 7 015262 D4010T 015240 T15 3,10
034576 7690VAP16-A080Z08R 80 50 - 27 15,8 8 015262 D4010T 015240 T15 3,10
034584 7690VAP16-A100Z10R 100 55 - 32 15,8 10 015262 D4010T 015240 T15 3,10
d
1
H
D
034573 7690VAP16-A040Z05R
40 - - - - 27000
034574 7690VAP16-A050Z06R 50 - - - - 23500
034575 7690VAP16-A063Z07R 63 - - - - 20500
034576 7690VAP16-A080Z08R 80 - - - - 18000
034584 7690VAP16-A100Z10R 100 - - - - 15500
a
p
End Mills & Face Mills
Depth of Cut (a
p
)
7690VAP16 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7690VAP16 Shell Mill Fixation
Shell Mill Fixation
Note: To use radius larger than 2,00mm the cutter body needs to be modied for additional clearance by the end user.
The 7690VAP series are ideal for roughing, semi-nishing and nishing of Stainless Steel, High Temperature Alloys plus
Low Carbon Steels. This cutter is designed to utilise one geometry of insert only - APET1604...ER-48
Note: If using a insert with radius, then the facing pitch for all 7690VA series cutters is
equal to the cutting diameter (D) minus 2 x chosen radius.
Flat
Facing Pitch
7690VAP16
Shoulder Milling Cutter
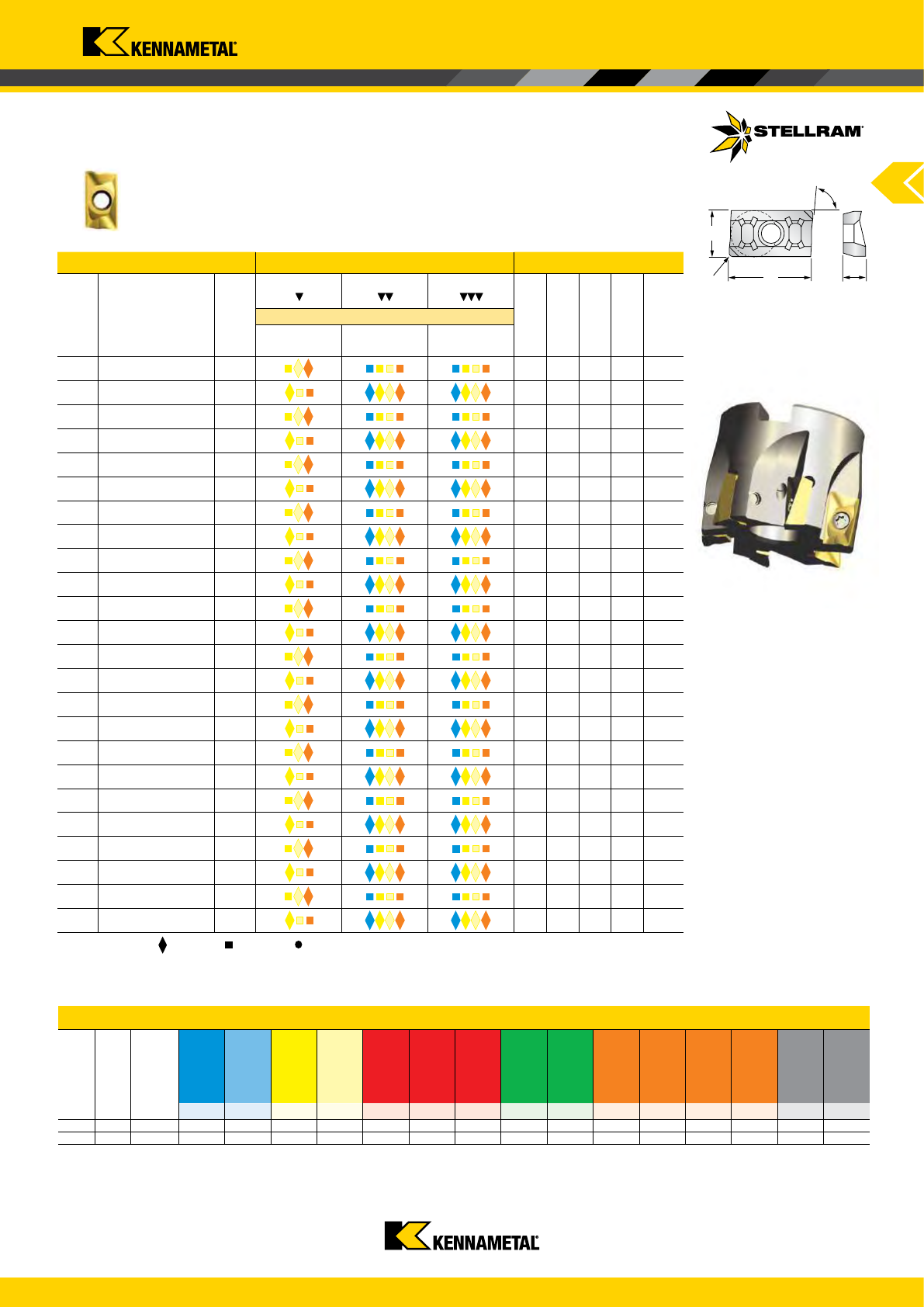
www.kennametal.com
A57
ER-48 X500
0,05 - 0,25 - 0,05 - 0,25 0,05 - 0,20 - - - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,13 0,05 - 0,18 - -
ER-48 SP6519
0,05 - 0,20 - 0,05 - 0,20 0,05 - 0,18 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 0,05 - 0,15 - -
030811 APET1604PDER-48 X500 9,52 16,66 4,76 0,04
030733 APET1604PDER-48 SP6519
9,52 16,66 4,76 0,04
030860 APET160408ER-48 X500
9,52 16,66 4,76 0,80 0,04
030861 APET160408ER-48 SP6519
9,52 16,66 4,76 0,80 0,04
030812 APET160412ER-48 X500
9,52 16,66 4,76 1,20 0,04
030799 APET160412ER-48 SP6519
9,52 16,66 4,76 1,20 0,04
030813 APET160416ER-48 X500
9,52 16,66 4,76 1,60 0,04
030774 APET160416ER-48 SP6519
9,52 16,66 4,76 1,60 0,04
030914 APET160420ER-48 X500
9,52 16,66 4,76 2,00 0,04
030915 APET160420ER-48 SP6519
9,52 16,66 4,76 2,00 0,04
030916 APET160424ER-48 X500
9,52 16,66 4,76 2,40 0,04
030917 APET160424ER-48 SP6519
9,52 16,66 4,76 2,40 0,04
030918 APET160430ER-48 X500
9,52 16,66 4,76 3,00 0,04
030919 APET160430ER-48 SP6519
9,52 16,66 4,76 3,00 0,04
030814 APET160432ER-48 X500
9,52 16,66 4,76 3,20 0,04
030775 APET160432ER-48 SP6519
9,52 16,66 4,76 3,20 0,04
030907 APET160440ER-48 X500
9,52 16,66 4,76 4,00 0,04
030906 APET160440ER-48 SP6519
9,52 16,66 4,76 4,00 0,04
030920 APET160450ER-48 X500
9,52 16,66 4,76 5,00 0,04
030921 APET160450ER-48 SP6519
9,52 16,66 4,76 5,00 0,04
030922 APET160460ER-48 X500
9,52 16,66 4,76 6,00 0,04
030923 APET160460ER-48 SP6519
9,52 16,66 4,76 6,00 0,04
030924 APET160464ER-48 X500
9,52 16,66 4,76 6,40 0,04
030925 APET160464ER-48 SP6519
9,52 16,66 4,76 6,40 0,04
d
l
85°
r
s
APET16-48
End Mills & Face Mills
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Facet
Facet
Note: Speed recommendations can be found on page A58.
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
15,80 1,50 - 5,00 0,10 - 1,50
7690VAP16
Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Facing
Facing
Note: HTA = High Temperature Alloys
The 7690VAP series are ideal for roughing, semi-nishing and nishing of Stainless Steel, High Temperature Alloys plus
Low Carbon Steels. This cutter is designed to utilise one geometery of insert only - APET1604...ER-48
7690VAP16
Milling Inserts & Recommended Feeds
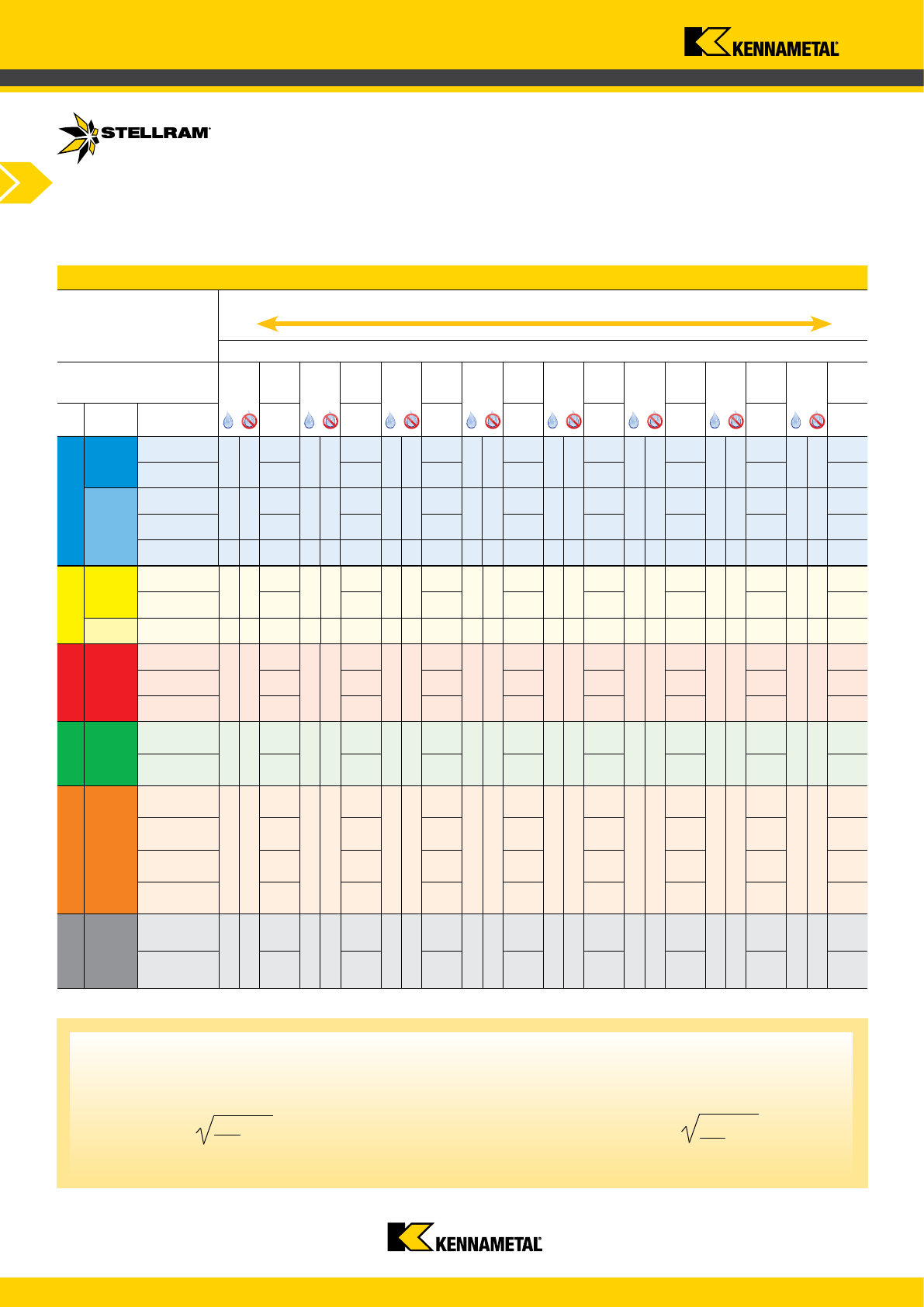
www.kennametal.com
A58
P
130 - 270
130 - 295
140 - 345
115 - 240 115 - 260 120 - 305
95 - 200
100 - 210
100 - 230
105 - 270
70 - 150 75 - 160 75 - 175 80 - 205
45 - 95
50 - 100
50 - 110
50 - 130
--
--
+
M
115 - 250
115 - 260
115 - 270
120 - 280
100 - 220 105 - 230 105 - 235 110 - 250
50 - 110
50 - 115
50 - 120
K
140 - 295
145 - 365
150 - 395
135 - 290
110 - 240 115 - 285 120 - 335 120 - 245
100 - 220 105 - 260 105 - 275 115 - 200
N
400 - 2895
400 - 3050
295 - 2320 295 - 2440
S
23 - 48
23 - 52
23 - 55
24 - 63
21 - 44 22 - 46 22 - 48 23 - 52
24 - 51 25 - 53 25 - 55 26 - 59
35 - 73 36 - 75 36 - 79 37 - 84
H
45 - 95
50 - 100
50 - 105
35 - 80 40 - 90 40 - 95
End Mills & Face Mills
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Recommended Possible
Speed v
c
(m/min.)
7690VA &
7690VAP Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
X Grade
CVD
X Grade
PVD
X Grade
PVD
Standard
PVD
Standard
CVD
Standard
CVD
Standard
Uncoated
Micrograin
ISO Materials
Rm and
Hardness
X400 X500 X700 SP6519 SP4019 MP91M SC3025 GH1
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
a
e
d
d
a
e
7690VA & 7690VAP
Recommended Speeds
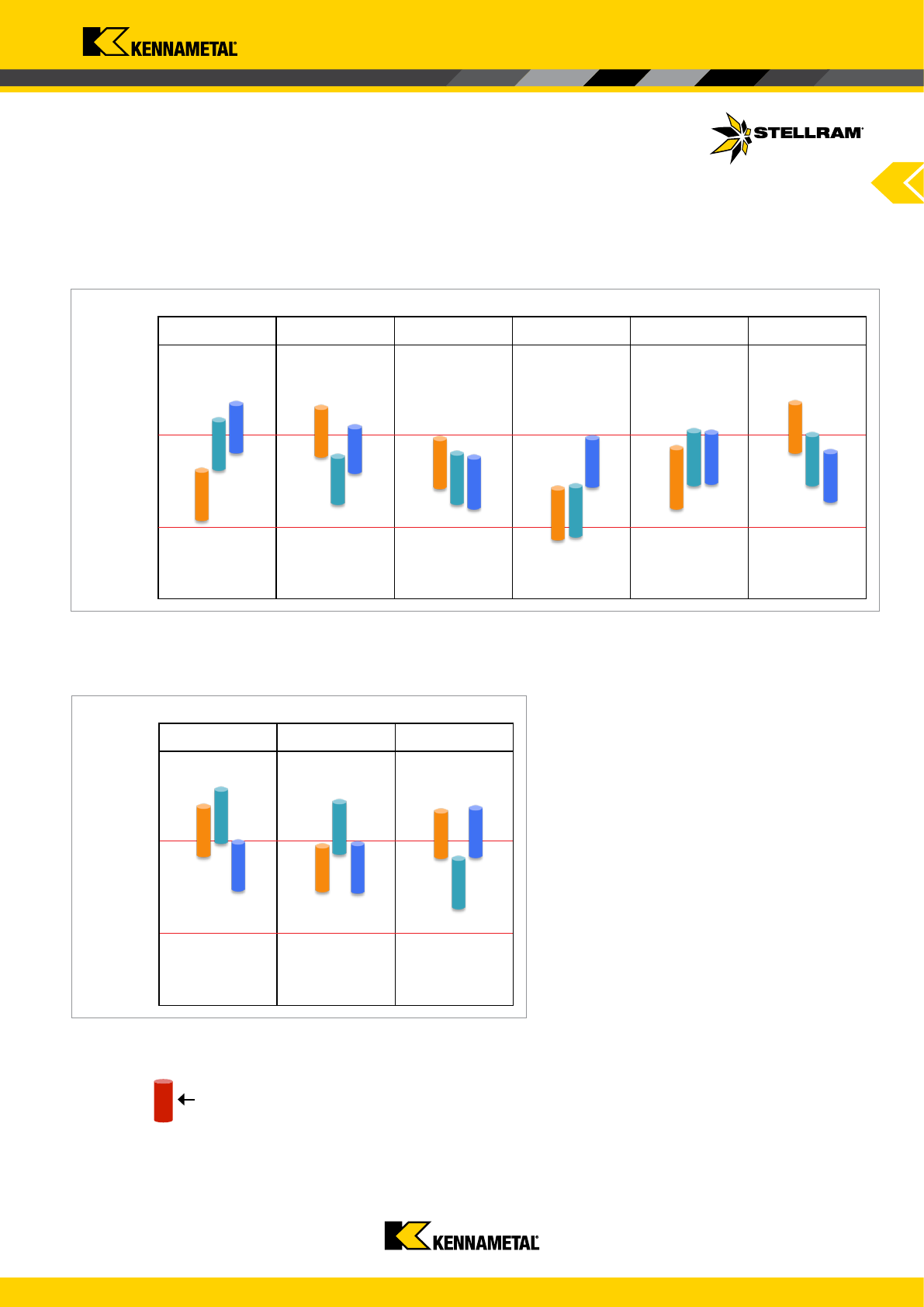
www.kennametal.com
A59
20mm 25mm 32mm 40mm 50mm 63mm 80mm 100mm 125mm
90.5°
90.4°
90.3°
90.2°
90.1°
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
max angle_
min angle _
10mm 12mm 14mm 16mm 18mm 20mm
90.5°
90.4°
90.3°
90.2°
90.1°
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
25mm 32mm 40mm
90.5°
90.4°
90.3°
90.2°
90.1°
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
7690VA09series90°AngleDeviation
0.375" 0.500" 0.625" 0.750" 1.000" 1.250" 1.500" 2.000" 2.500"
90.9°
90.8°
90.7°
90.6°
90.5°
90.4°
90.3°
90.2°
90.1°
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
89.1°
89.0°
max angle_
min angle _
7690VA09
Approx.90°angle
Cutterdiameter
Geometry
42
441
43
42
42
42
42
42
42
42
42
43
43
43
43
43
43
43
43
441
441
441
441
441
441
441
441
48
721
441
42
43
45
46
701
W
42
43
441
42
43
441
7690VA09series90°AngleDeviation
0.375" 0.500" 0.625" 0.750" 1.000" 1.250" 1.500" 2.000" 2.500"
90.9°
90.8°
90.7°
90.6°
90.5°
90.4°
90.3°
90.2°
90.1°
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
89.1°
89.0°
max angle_
min angle _
7690VA09
Approx.90°angle
Cutterdiameter
Geometry
42
441
43
42
42
42
42
42
42
42
42
43
43
43
43
43
43
43
43
441
441
441
441
441
441
441
441
48
721
441
42
43
45
46
701
W
42
43
441
42
43
441
42
441
43
441
42
43
441
42
43
42
43
441
42
43
441
End Mills & Face Mills
geometry
max angle_
min angle_
7690VA
90° Angle Deviation
Approx. 90° angle
Approx. 90° angle
Cutter Diameter
Cutter Diameter
7690VA09 90° Angle Deviation
7690VA09 90° Angle Deviation
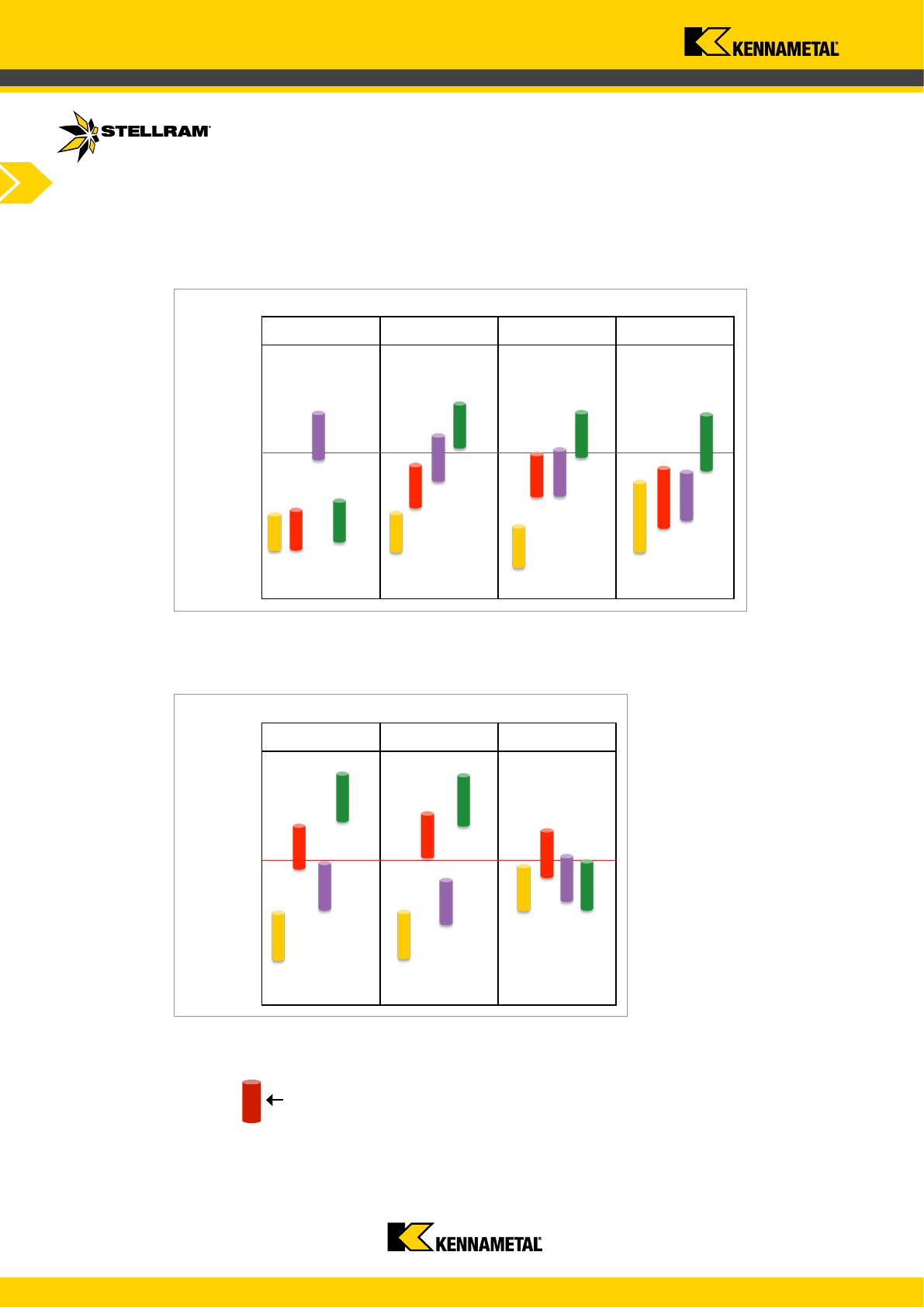
www.kennametal.com
A60
20mm 25mm 32mm 40mm 50mm 63mm 80mm 100mm 125mm
90.5°
90.4°
90.3°
90.2°
90.1°
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
max angle_
min angle _
Cutter Diameter
20mm 25mm 32mm 40mm
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
89.1°
89.0°
88.9°
88.8°
88.7°
Approx. 90° angle
7690VA12 90° Angle Deviation
Cutter Diameter
50mm 63mm 80mm
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
89.1°
89.0°
88.9°
88.8°
88.7°
Approx. 90° angle
7690VA12 90° Angle Deviation
7690VA12series90°AngleDeviation
0.750" 1.000" 1.250" 1.500" 2.000" 2.500" 3.000"
90.2°
90.1°
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
89.1°
89.0°
88.9°
88.8°
88.7°
max angle_
min angle _
max
angle_
min angle
_
7690VA12
Cutterdiameter
Approx.90°angle
45
46
48
721
45
46
48
721
45
46
48
721
45
46
48
721
45
46
48
721
45
46
48
721
45
46
48
721
Geo
metr
y
Geometry
48
721
441
42
43
45
46
701
W
45
46
48
721
45
46
48
721
721
48
46
45
45
721
48
46
7690VA12series90°AngleDeviation
0.750" 1.000" 1.250" 1.500" 2.000" 2.500" 3.000"
90.2°
90.1°
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
89.1°
89.0°
88.9°
88.8°
88.7°
max angle_
min angle _
max
angle_
min angle
_
7690VA12
Cutterdiameter
Approx.90°angle
45
46
48
721
45
46
48
721
45
46
48
721
45
46
48
721
45
46
48
721
45
46
48
721
45
46
48
721
Geo
metr
y
Geometry
48
721
441
42
43
45
46
701
W
45
46
48
721
45
46
48
721
45
46
48
721
End Mills & Face Mills
geometry
max angle_
min angle_
7690VA
90° Angle Deviation
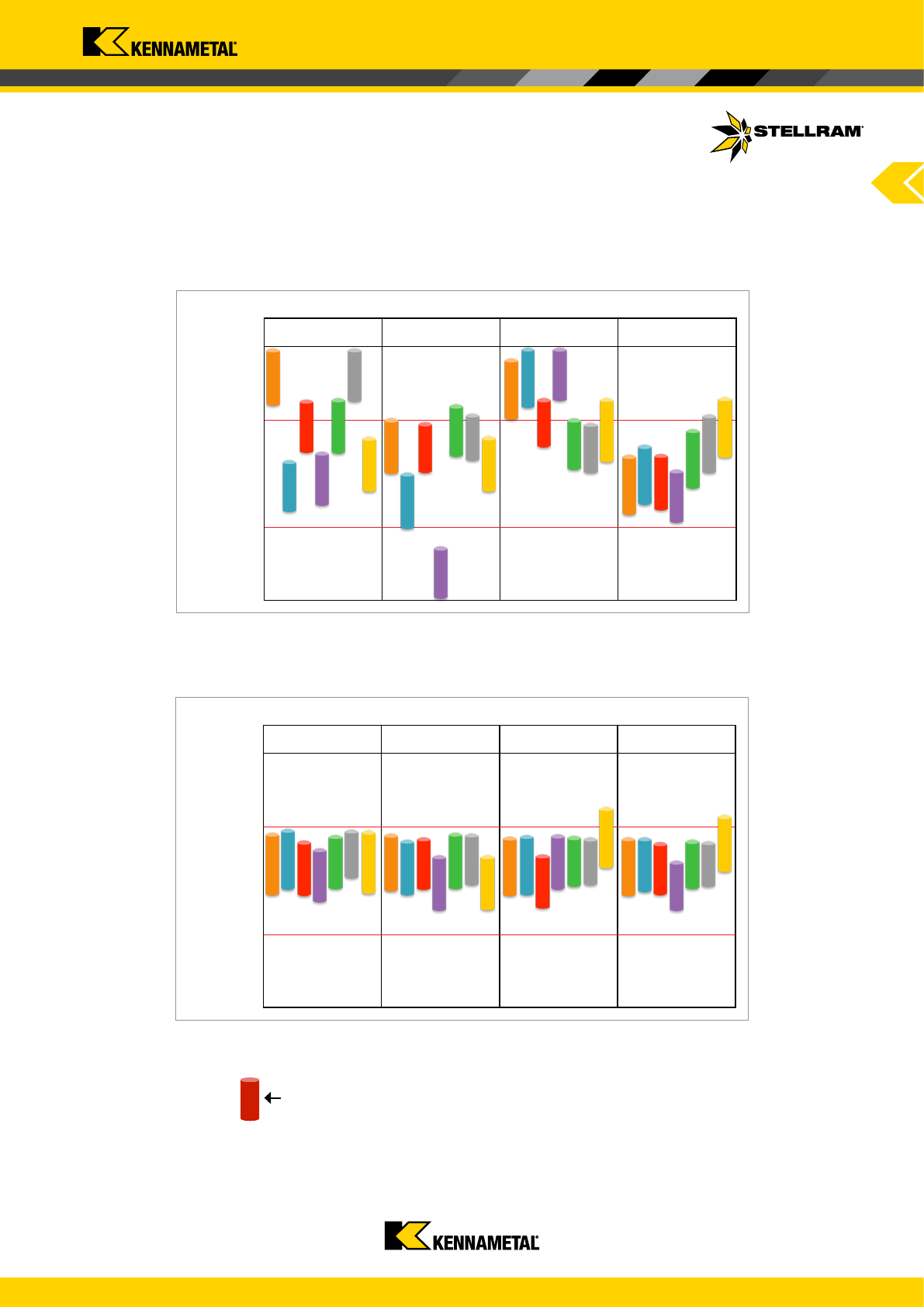
www.kennametal.com
A61
25mm 32mm 40mm 50mm
90.5°
90.4°
90.3°
90.2°
90.1°
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
7690VA16series90°AngleDeviation
1,000" 1,250" 1,500" 2,000" 2,500" 3,000" 4,000" 5,000"
90.5°
90.4°
90.3°
90.2°
90.1°
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
max angle_
min angle _
Approx.90°angle
45
46
48
701
42
43
W
45
46
48
701
42
43
W
45
46
48
701
42
43
W
45
46
48
701
42
43
W
45
46
48
701
42
43
W
45
46
48
701
42
43
W
45
46
48
701
42
43
W
45
46
48
701
42
43
W
Geo
metr
y
48
721
441
42
43
45
46
701
W
45
46
48
701
45
46
48
701
701
48
46
45
63mm 80mm 100mm 125mm
90.5°
90.4°
90.3°
90.2°
90.1°
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
43
42
W
42
W
43
W
43
42
701
48
46
45
W
43
42
7690VA16series90°AngleDeviation
1,000" 1,250" 1,500" 2,000" 2,500" 3,000" 4,000" 5,000"
90.5°
90.4°
90.3°
90.2°
90.1°
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
max angle_
min angle _
Approx.90°angle
45
46
48
701
42
43
W
45
46
48
701
42
43
W
45
46
48
701
42
43
W
45
46
48
701
42
43
W
45
46
48
701
42
43
W
45
46
48
701
42
43
W
45
46
48
701
42
43
W
45
46
48
701
42
43
W
Geo
metr
y
48
721
441
42
43
45
46
701
W
701
48
46
45
W
43
42
701
48
46
45
W
43
42
701
48
46
45
W
43
42
701
48
46
45
W
43
42
20mm 25mm 32mm 40mm 50mm 63mm 80mm 100mm 125mm
90.5°
90.4°
90.3°
90.2°
90.1°
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
max angle_
min angle _
End Mills & Face Mills
geometry
max angle_
min angle_
Approx. 90° angle
Cutter Diameter
Approx. 90° angle
Cutter Diameter
7690VA
90° Angle Deviation
7690VA16 90° Angle Deviation
7690VA16 90° Angle Deviation
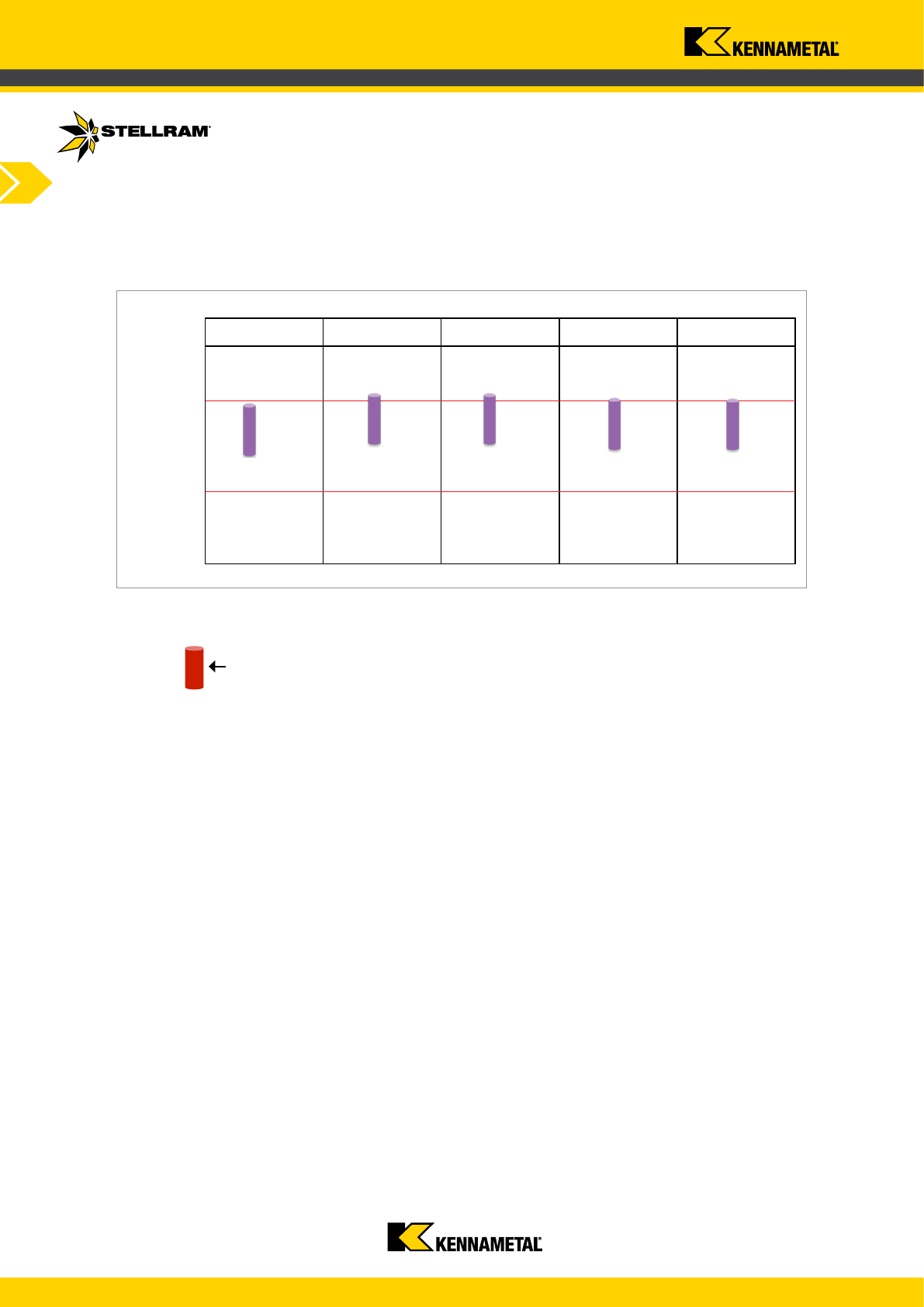
www.kennametal.com
A62
20mm 25mm 32mm 40mm 50mm 63mm 80mm 100mm 125mm
90.5°
90.4°
90.3°
90.2°
90.1°
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
max angle_
min angle _
40mm 50mm 63mm 80mm 100mm
90.3°
90.2°
90.1°
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
7690VAP16series90°AngleDeviation
40 50 63 80 100
90.3°
90.2°
90.1°
90.0°
89.9°
89.8°
89.7°
89.6°
89.5°
89.4°
89.3°
89.2°
max angle_
min angle _
7690VAP16
Cutterdiameter
Approx.90°angle
Geo
metr
y
48
48
48
48
48
48
721
441
42
43
45
46
701
W
48
48
48
48
48
48
48
48
48
48
End Mills & Face Mills
geometry
max angle_
min angle_
Approx. 90° angle
Cutter Diameter
7690VAP
90° Angle Deviation
7690VAP16 90° Angle Deviation
www.kennametal.com
A63
7792VX Series
High Feed Milling Cutter
7792VXP06:
Maximum a
p
= 0,90mm
Diameter Range = 16mm to 32mm
7792VXD09:
Maximum a
p
= 1,50mm
Diameter Range = 25mm to 50mm
HIGH FEED CUTTERS
7792VX high feed milling cutters are capable of high metal removal in facing, plunging and
slotting applications. The patented insert design offers better performance than round insert
cutters.
The 7792VX high feed cutters are the best solution when specically focusing on reducing
cycle times or removing the maximum volume of material in the shortest time.
Our high feed cutter has the capacity to achieve 5 times higher feed rate than other existing
cutters in the market. This is due to its unique design and insert positioning. 7792VX cutters
also has a tremendous advantage, when used in a long (extended) toolholder. These cutters
absorb vibration and greatly reduces the instability and deection of the tool.
7792VX cutters are designed for a wide range of applications. Facing, pocketing, ramping,
helical interpolation and plunging. They are capable of machining all materials such as, Steel,
Stainless Steel, Cast Iron and High Temperature Alloys.
Also suitable for machining Aluminium Alloys.
7792VXD12:
Maximum a
p
= 2,50mm
Diameter Range = 32mm to 160mm
Note: Larger diameter Shell Mill Fixation cutters
with interchangeable cartridges are available.
Please see page A118.
7792VXE16:
Maximum a
p
= 3,50mm
Diameter Range = 63mm to 160mm
Note: Larger diameter Shell Mill Fixation cutters
with interchangeable cartridges are available.
Please see page A120.
7792VX
PlungingRampingFacing Helical
InterpolatioN
Pocketing Slotting /
Shoulder
Helical
Interpolation
with Bore Hole
Copy / 3DSpiral / Circular
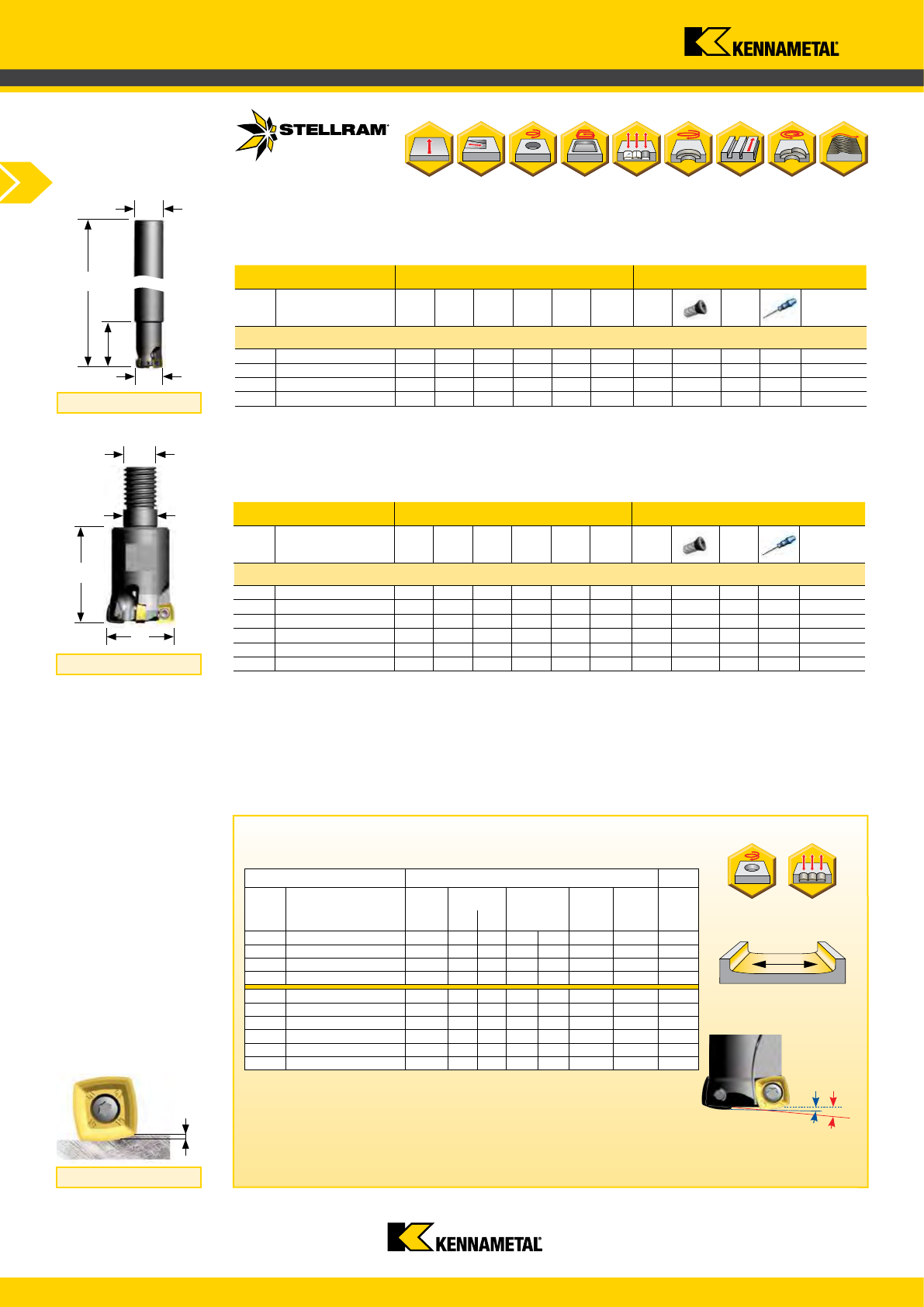
www.kennametal.com
A64
A
B
031632 7792VXP06SA016Z2R25 16 25 M8 8,50 0,90 2 031449 FP2506T 031452 TP7 1,00
031633 7792VXP06SA020Z2R35 20 35 M10 10,50 0,90 2 031449 FP2506T 031452 TP7 1,00
031634 7792VXP06SA020Z3R35 20 35 M10 10,50 0,90 3 031449 FP2506T 031452 TP7 1,00
031636 7792VXP06SA025Z3R35 25 35 M12 12,50 0,90 3 031450 FP2507T 031452 TP7 1,00
031637 7792VXP06SA025Z4R35 25 35 M12 12,50 0,90 4 031450 FP2507T 031452 TP7 1,00
031638 7792VXP06SA032Z5R43 32 43 M16 17,00 0,90 5 031450 FP2507T 031452 TP7 1,00
031644 7792VXP06CA016Z2R140 16 188 25 16 0,90 2 031449 FP2506T 031452 TP7 1,00
031629 7792VXP06CA020Z3R154 20 204 32 20 0,90 3 031449 FP2506T 031452 TP7 1,00
031630 7792VXP06CA025Z4R154 25 210 40 25 0,90 4 031450 FP2507T 031452 TP7 1,00
031631 7792VXP06CA032Z5R190 32 250 40 32 0,90 5 031450 FP2507T 031452 TP7 1,00
031644 7792VXP06CA016Z2R140 7,60 5.94 8.03 22 30 0,60 3,00 65000
031629 7792VXP06CA020Z3R154 11,60 3.42 6.12 30 38 0,60 3,00 57000
031630 7792VXP06CA025Z4R154 16,60 2.23 4.24 40 48 0,60 3,00 49000
031631 7792VXP06CA032Z5R190 23,60 1.39 2.60 54 62 0,60 3,00 41500
031632 7792VXP06SA016Z2R25 7,60 5.94 8.03 22 30 0,60 3,00 65000
031633 7792VXP06SA020Z2R35 11,60 3.42 6.12 30 38 0,60 3,00 57000
031634 7792VXP06SA020Z3R35 11,60 3.42 6.12 30 38 0,60 3,00 57000
031636 7792VXP06SA025Z3R35 16,60 2.84 4.24 40 48 0,60 3,00 49000
031637 7792VXP06SA025Z4R35 16,60 2.23 4.24 40 48 0,60 3,00 49000
031638 7792VXP06SA032Z5R43 23,60 1.39 2.60 54 62 0,60 3,00 41500
M
L
D
D
L
I
1
d
1
d
1
a
p
End Mills & Face Mills
7792VXP06 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
a
e
max
Plunging
Max
RPM
A ° B °
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page A76.
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D L/H M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7792VXP06 Cylindrical Shank
7792VXP06 Modular Head - Medium and Fine Pitch
Flat
Facing Pitch
Helical
Interpolation
Plunging
Ramp angle B uses
two cutting edges
(one outside and
one inside edge).
Ramp angle A uses one
outside cutting edge only.
A = max ramp angle utilising full
face contact
B = max ramp angle utilising full
contact + internal corner radius
Depth of Cut (
a
p
)
Cylindrical Shank
Modular Head
7792VXP06
High Feed Milling Cutter
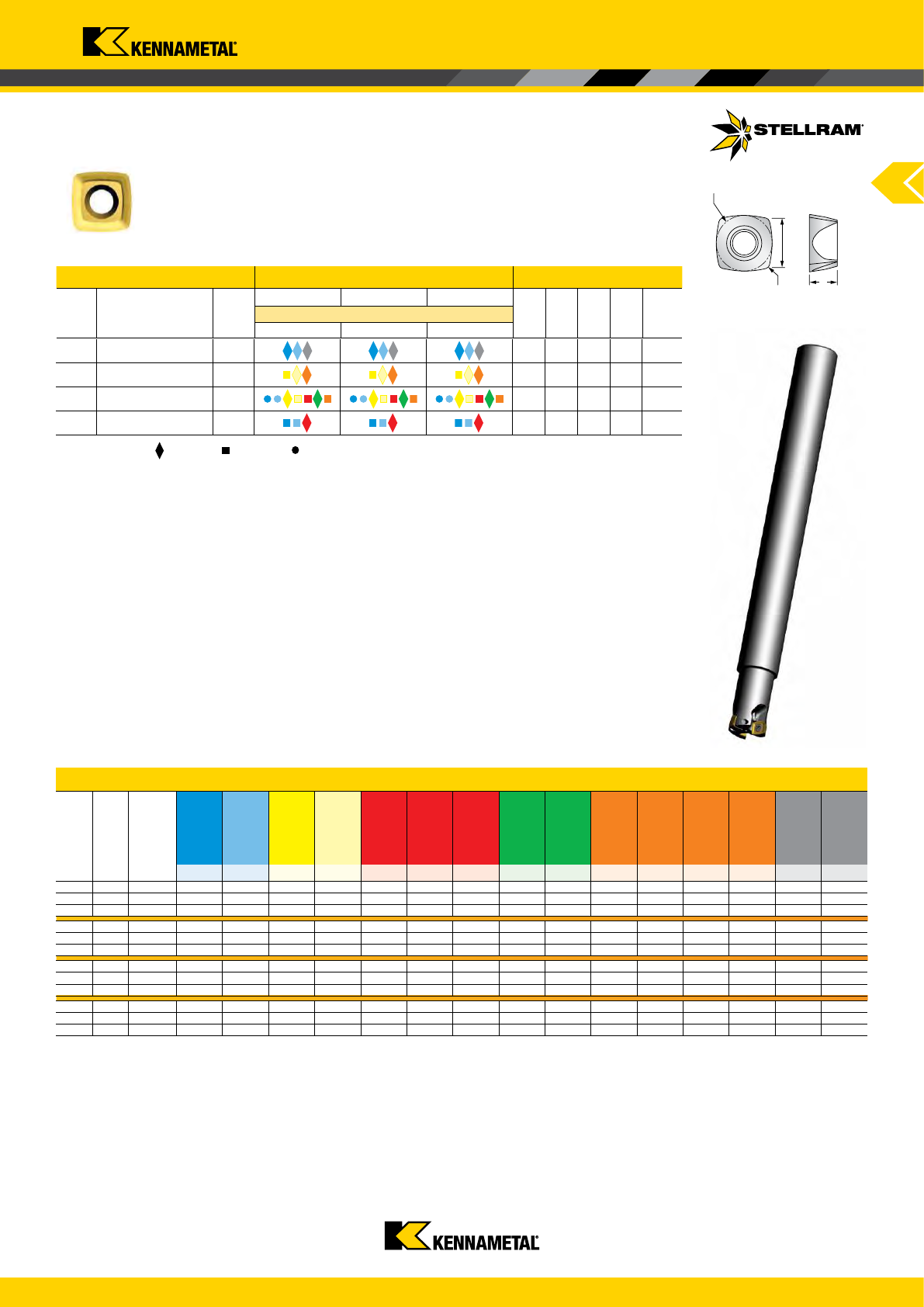
www.kennametal.com
A65
030403 XPLT060308ER-D41 X400 7,00 7,00 3,18 0,80 0,04
030402 XPLT060308ER-D41 X500
7,00 7,00 3,18 0,80 0,04
031538 XPLT060308ER-D41 SP6519
7,00 7,00 3,18 0,80 0,04
033066 XPLT060308ER-D41 SC6525
7,00 7,00 3,18 0,80 0,04
ER-D41 X400 0,20 - 1,10 0,20 - 0,90 - - - - - - - - - - - 0,20 - 0,60 0,20 - 0,60
ER-D41 X400 0,20 - 0,90 0,20 - 0,80 - - - - - - - - - - - 0,20 - 0,50 0,20 - 0,50
ER-D41 X400 0,04 - 0,30 0,04 - 0,20 - - - - - - - - - - - 0,04 - 0,08 0,04 - 0,08
ER-D41 X500 - - 0,15 - 1,00 0,15 - 0,90 - - - - - 0,15 - 0,50 0,15 - 0,50 0,15 - 0,50 0,15 - 0,60 - -
ER-D41 X500 - - 0,15 - 0,80 0,15 - 0,75 - - - - - 0,10 - 0,40 0,10 - 0,40 0,10 - 0,40 0,10 - 0,45 - -
ER-D41 X500 - - 0,04 - 0,20 0,04 - 0,15 - - - - - 0,04 - 0,06 0,04 - 0,06 0,04 - 0,06 0,04 - 0,06 - -
ER-D41 SP6519 0,20 - 1,00 0,20 - 0,80 0,15 - 0,90 0,15 - 0,80 0,20 - 1,20 0,20 - 1,00 0,20 - 0,90 0,20 - 0,70 - 0,15 - 0,50 0,15 - 0,50 0,15 - 0,50 0,15 - 0,60 - -
ER-D41 SP6519 0,20 - 0,80 0,20 - 0,75 0,15 - 0,80 0,15 - 0,70 0,20 - 1,00 0,20 - 0,90 0,20 - 0,80 0,20 - 0,70 - 0,10 - 0,40 0,10 - 0,40 0,10 - 0,40 0,10 - 0,45 - -
ER-D41 SP6519 0,04 - 0,25 0,04 - 0,18 0,04 - 0,20 0,04 - 0,14 0,04 - 0,25 0,04 - 0,20 0,04 - 0,18 0,04 - 0,25 - 0,04 - 0,06 0,04 - 0,06 0,04 - 0,06 0,04 - 0,06 - -
ER-D41 SC6525 0,20 - 0,95 0,20 - 0,78
- -
0,20 - 1,20 0,20 - 1,00
- - - - - - - - -
ER-D41 SC6525 0,20 - 0,78 0,20 - 0,72
- -
0,20 - 1,00 0,20 - 0,90
- - - - - - - - -
ER-D41 SC6525 0,04 - 0,23 0,04 - 0,17
- -
0,04 - 0,25 0,04 - 0,20
- - - - - - - - -
XPLT06-D41
d
l
r
s
End Mills & Face Mills
Note: Speed recommendations can be found on page A72.
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Facing Slotting Plunging
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. 0,90 a
p
max. 0,90 a
e
max. 3,00
Note: HTA = High Temperature Alloys
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
7792VXP06 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
7792VXP06
Milling Inserts & Recommended Feeds
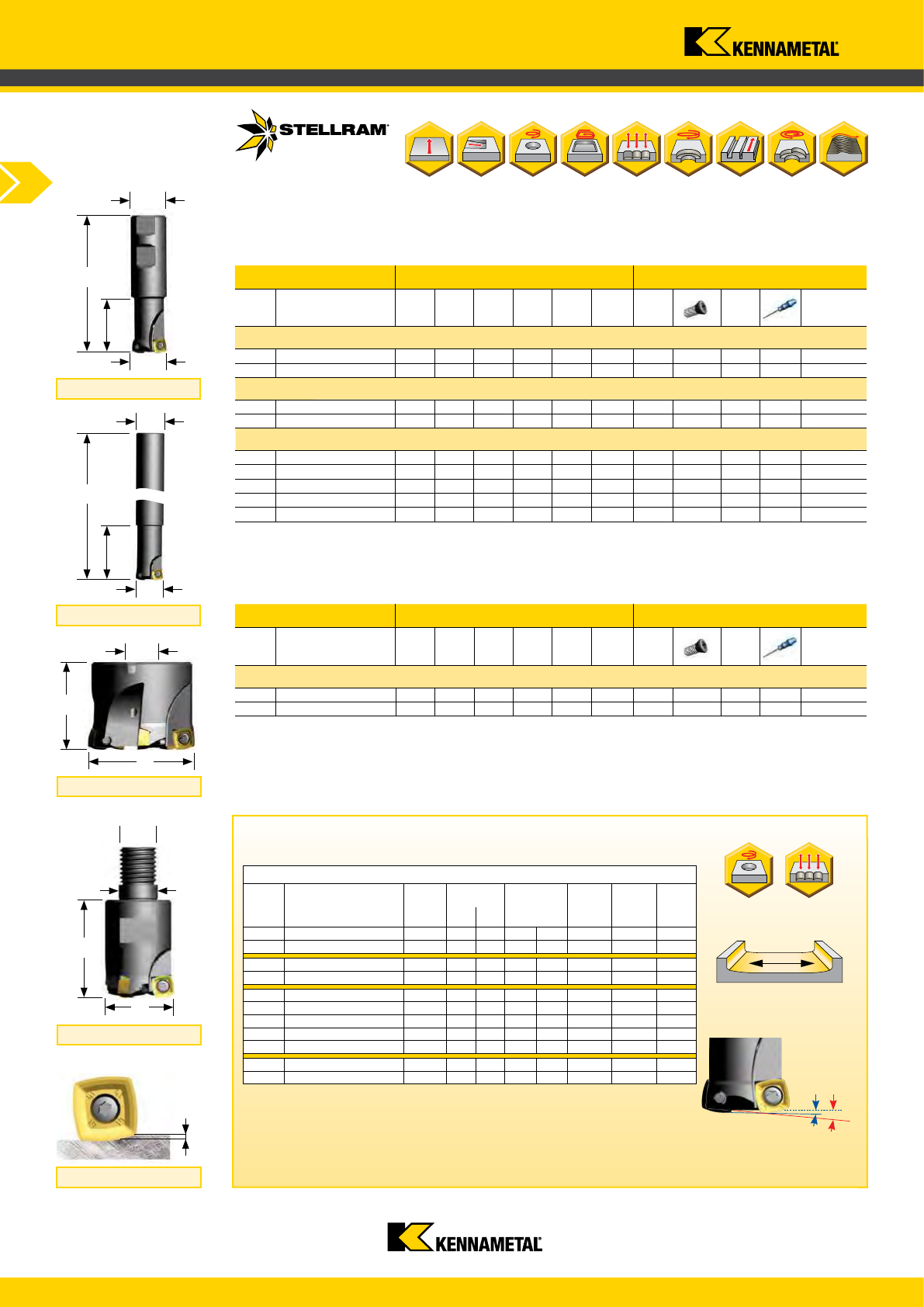
www.kennametal.com
A66
030613 7792VXD09SA025Z2R35 25 35 M12 12,50 1,50 2 015269 F3508T 015240 T15 2,10
030614 7792VXD09SA032Z3R43 32 43 M16 17,00 1,50 3 015064 F3510T 015240 T15 2,10
029461 7792VXD09WA025Z2R 25 96 40 25 1,50 2 015269 F3508T 015240 T15 2,10
029462 7792VXD09WA032Z3R 32 100 40 32 1,50 3 015064 F3510T 015240 T15 2,10
031191 7792VXD09CA025Z2R50 25 200 50 25 1,50 2 015064 F3510T 015240 T15 2,10
031192 7792VXD09CA032Z3R70 32 250 70 32 1,50 3 015064 F3510T 015240 T15 2,10
029463 7792VXD09-A040Z3R 40 32 - 16 1,50 3 015064 F3510T 015240 T15 2,10
029464 7792VXD09-A040Z4R 40 32 - 16 1,50 4 015064 F3510T 015240 T15 2,10
030434 7792VXD09-A040Z5R 40 32 - 16 1,50 5 015064 F3510T 015240 T15 2,10
030435 7792VXD09-A050Z5R 50 40 - 22 1,50 5 015064 F3510T 015240 T15 2,10
030436 7792VXD09-A050Z6R 50 40 - 22 1,50 6 015064 F3510T 015240 T15 2,10
d
1
H
D
D
L
I
1
d
1
D
L
I
1
d
1
D
029461 7792VXD09WA025Z2R 11,75 2.80 6.30 34 48 1,00 6,00 48500
029462 7792VXD09WA032Z3R 18,75 1.50 5.00 48 62 1,00 6,00 40500
031191 7792VXD09CA025Z2R50 11,75 2.80 6.30 34 48 1,00 6,00 48500
031192 7792VXD09CA032Z3R70 18,75 1.50 5.00 48 62 1,00 6,00 40500
029463 7792VXD09-A040Z3R 26,75 0.80 2.70 64 78 1,00 6,00 34500
029464 7792VXD09-A040Z4R 26,75 0.80 2.70 64 78 1,00 6,00 34500
030434 7792VXD09-A040Z5R 26,75 0.80 2.70 64 78 1,00 6,00 34500
030435 7792VXD09-A050Z5R 36,75 0.71 2.31 84 98 1,00 6,00 30000
030436 7792VXD09-A050Z6R 36,75 0.71 2.31 84 98 1,00 6,00 29500
030613 7792VXD09SA025Z2R35 11,75 2.80 6.30 34 48 1,00 6,00 48500
030614 7792VXD09SA032Z3R43 18,75 1.50 5.00 48 62 1,00 6,00 40500
M
L
D
d
1
a
p
A
B
End Mills & Face Mills
7792VXD09 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
a
e
max
Plunging
Max
RPM
A ° B °
Product Dimensions (mm) Spares
EDP Item Description D L/H M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7792VXD09 Weldon Shank
7792VXD09 Cylindrical Shank
7792VXD09 Shell Mill Fixation - Coarse, Medium and Fine Pitch
7792VXD09 Modular Head
Ramp angle B uses
two cutting edges
(one outside and
one inside edge).
Ramp angle A uses one
outside cutting edge only.
A = max ramp angle utilising full
face contact
B = max ramp angle utilising full
contact + internal corner radius
Depth of Cut (
a
p
)
Modular Head
Cylindrical Shank
Weldon Shank
Shell Mill Fixation
7792VXD09
High Feed Milling Cutter
Flat
Facing Pitch
Helical
Interpolation
Plunging
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page A76.
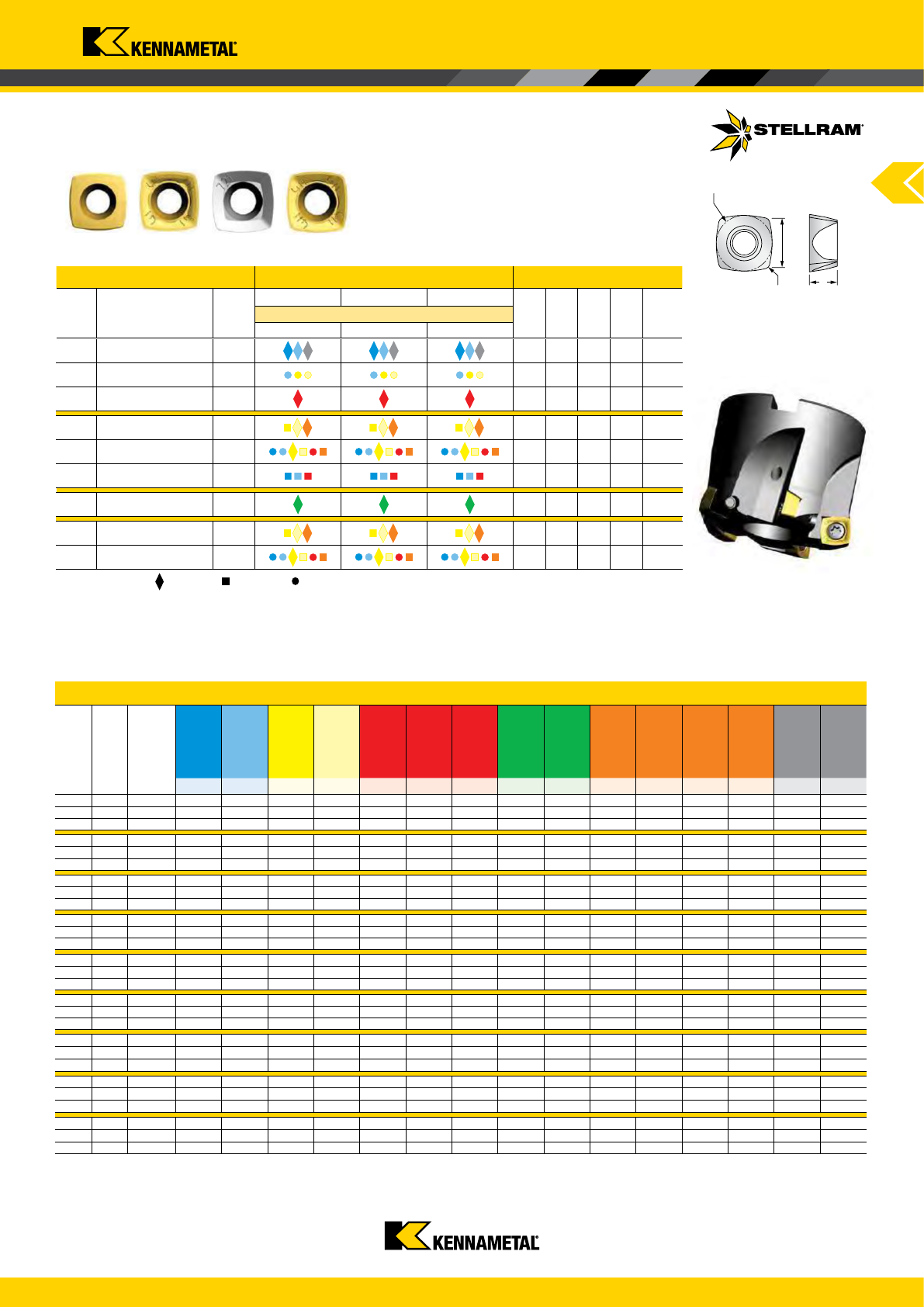
www.kennametal.com
A67
SR-D X400 0,30 - 2,00 0,30 - 1,90 - - - - - - - - - - - 0,30 - 1,00 0,30 - 1,00
SR-D X400 0,30 - 1,50 0,30 - 1,45 - - - - - - - - - - - 0,30 - 0,60 0,30 - 0,80
SR-D X400 0,10 - 0,25 0,10 - 0,23 - - - - - - - - - - - 0,10 - 0,12 0,10 - 0,12
SR-D X500 - 0,30 - 1,90 0,30 - 1,20 0,30 - 1,00 - - - - - - - - - - -
SR-D X500 - 0,30 - 1,40 0,30 - 0,90 0,30 - 0,80 - - - - - - - - - - -
SR-D X500 - 0,10 - 0,22 0,10 - 0,20 0,10 - 0,15 - - - - - - - - - - -
SR-D SC3025 - - - - 0,30 - 2,00 0,30 - 1,80 0,30 - 1,50 - - - - - - - -
SR-D SC3025 - - - - 0,30 - 1,70 0,30 - 1,50 0,30 - 1,30 - - - - - - - -
SR-D SC3025 - - - - 0,10 - 0,25 0,10 - 0,22 0,10 - 0,20 - - - - - - - -
ER-D41 X500 - - 0,20 - 1,00 0,20 - 0,80 - - - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - -
ER-D41 X500 - - 0,20 - 0,80 0,15 - 0,70 - - - - - 0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 - -
ER-D41 X500 - - 0,10 - 0,16 0,08 - 0,12 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - -
ER-D41 SP6519 0,30 - 1,50 0,30 - 1,30 0,20 - 1,00 0,20 - 0,60 0,30 - 1,50 0,30 - 1,30 - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - -
ER-D41 SP6519 0,30 - 1,30 0,30 - 1,00 0,20 - 0,80 0,15 - 0,50 0,30 - 1,30 0,30 - 1,00 - - - 0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 - -
ER-D41 SP6519 0,10 - 0,20 0,10 - 0,16 0,10 - 0,16 0,05 - 0,08 0,10 - 0,20 0,10 - 0,16 - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - -
ER-D41 SC6525 0,30 - 1,45 0,30 - 1,30 - - 0,30 - 1,50 0,30 - 1,30 - - - - - - - - -
ER-D41 SC6525 0,30 - 1,25 0,30 - 1,00 - - 0,30 - 1,30 0,30 - 1,00 - - - - - - - - -
ER-D41 SC6525 0,10 - 0,18 0,10 - 0,16 - - 0,10 - 0,20 0,10 - 0,16 - - - - - - - - -
ER-D721 GH2 - - - - - - - 0,30 - 1,50 0,30 - 1,30 - - - - - -
ER-D721 GH2 - - - - - - - 0,30 - 1,30 0,30 - 1,00 - - - - - -
ER-D721 GH2 - - - - - - - 0,10 - 0,20 0,10 - 0,16 - - - - - -
ER-D411 X500 - - 0,20 - 1,00 0,20 - 0,80 - - - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - -
ER-D411 X500 - - 0,20 - 0,80 0,15 - 0,70
- - - - - 0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 - -
ER-D411 X500 - - 0,10 - 0,16 0,08 - 0,12 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - -
ER-D411 SP6519 0,30 - 1,50 0,30 - 1,30 0,20 - 1,00 0,20 - 0,60 0,30 - 1,50 0,30 - 1,30 - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - -
ER-D411 SP6519 0,30 - 1,30 0,30 - 1,00 0,20 - 0,80 0,15 - 0,50 0,30 - 1,30 0,30 - 1,00 - - - 0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 - -
ER-D411 SP6519 0,10 - 0,20 0,10 - 0,16 0,10 - 0,16 0,05 - 0,08 0,10 - 0,20 0,10 - 0,16 - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - -
029487 XDLW090408SR-D X400 9,52 9,52 4,76 0,80 0,10
029485 XDLW090408SR-D X500
9,52 9,52 4,76 0,80 0,10
029486 XDLW090408SR-D SC3025
9,52 9,52 4,76 0,80 0,10
029685 XDLT090408ER-D41 X500
9,52 9,52 4,76 0,80 0,05
031535 XDLT090408ER-D41 SP6519
9,52 9,52 4,76 0,80 0,05
033067 XDLT090408ER-D41 SC6525
9,52 9,52 4,76 0,80 0,05
029637 XDLT090408ER-D721 GH2
9,52 9,52 4,76 0,80 0,04
030853 XDLT090412ER-D411 X500
9,52 9,52 4,76 1,20 0,05
030854 XDLT090412ER-D411 SP6519
9,52 9,52 4,76 1,20 0,05
XDLW09-D
XDLT09-D41
XDLT09-D721 XDLT09-D411
d
l
r
s
End Mills & Face Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Facing Slotting Plunging
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. 1,50 a
p
max. 1,50 a
e
max. 6,00
7792VXD09 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Note: HTA = High Temperature Alloys
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Speed recommendations can be found on page A72.
XDLW090408SR-D X500 should be used for Alloyed Steel and Stainless Steel with heavy scale.
XDLT090412ER-D411 is a more positive geometry than the -D-41 with a larger radius which increases performance during
smaller radial engagements or where chipping may occur when using the -D-41 geometry.
XDLT090412ER-D411 uses less power than the -D-41 geometry.
7792VXD09
Milling Inserts & Recommended Feeds
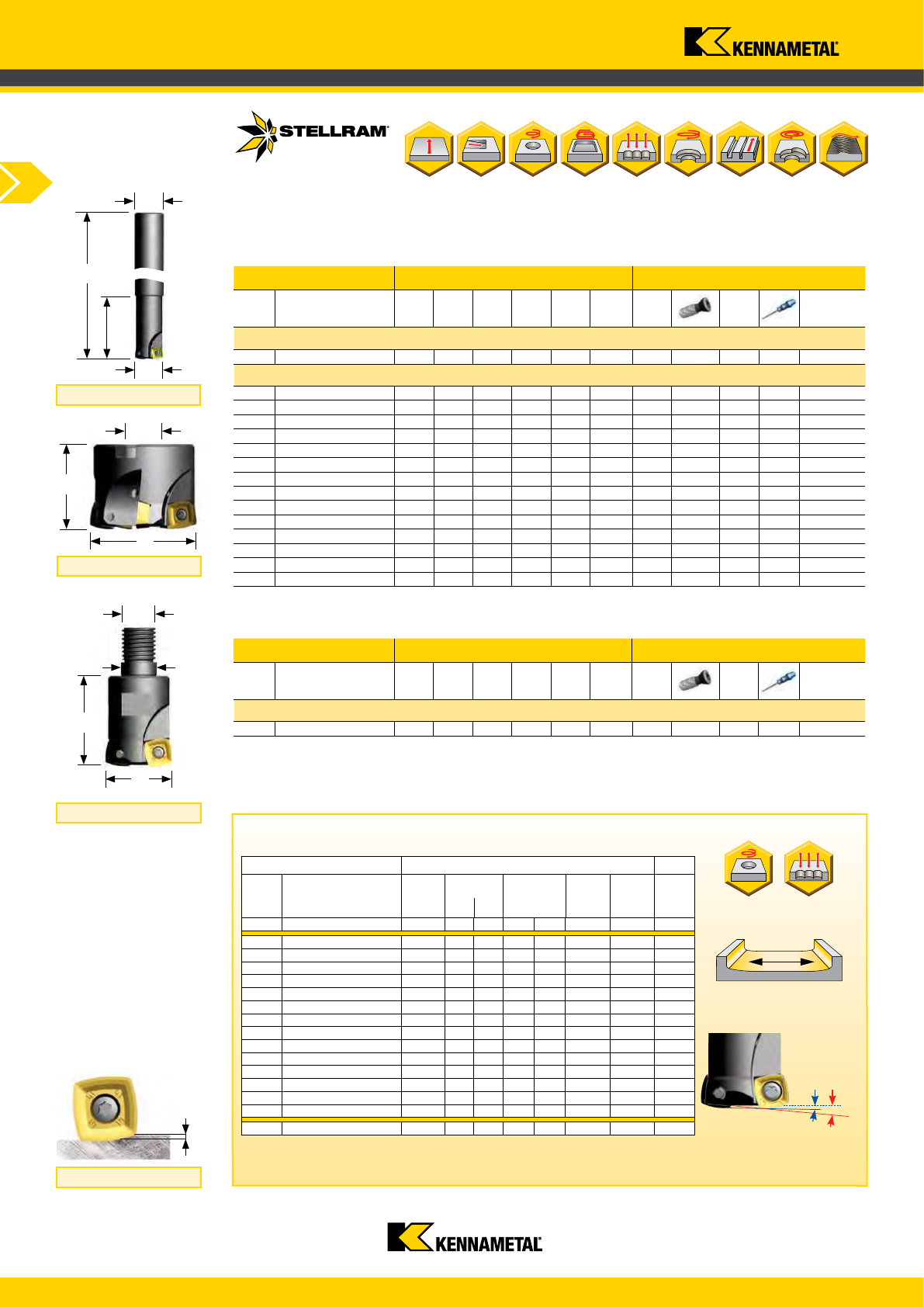
www.kennametal.com
A68
030994 7792VXD12SA032Z2R43 32 43 M16 17,00 2,50 2 015262 D4010T 015240 T15 3,10
031195 7792VXD12CA032Z2R70 32 250 70 32 2,50 2 015262 D4010T 015240 T15 3,10
029467 7792VXD12-A052Z3R 52 40 - 22 2,50 3 015263 D4012T 015240 T15 3,10
029468 7792VXD12-A052Z4R 52 40 - 22 2,50 4 015263 D4012T 015240 T15 3,10
030489 7792VXD12-A052Z5R 52 40 - 22 2,50 5 015262 D4010T 015240 T15 3,10
029469 7792VXD12-A063Z4R 63 40 - 22 2,50 4 015263 D4012T 015240 T15 3,10
029470 7792VXD12-A063Z5R 63 40 - 22 2,50 5 015263 D4012T 015240 T15 3,10
031650 7792VXD12-A066Z4R 66 45 - 27 2,50 4 015263 D4012T 015240 T15 3,10
031651 7792VXD12-A066Z5R 66 45 - 27 2,50 5 015263 D4012T 015240 T15 3,10
029471 7792VXD12-A080Z5R 80 50 - 27 2,50 5 015263 D4012T 015240 T15 3,10
030490 7792VXD12-A080Z8R 80 50 - 27 2,50 8 015263 D4012T 015240 T15 3,10
030443 7792VXD12-A100Z6R 100 50 - 32 2,50 6 015263 D4012T 015240 T15 3,10
030444 7792VXD12-A100Z9R 100 50 - 32 2,50 9 015263 D4012T 015240 T15 3,10
030445 7792VXD12-A125Z8R 125 63 - 40 2,50 8 015263 D4012T 015240 T15 3,10
030446 7792VXD12-A125Z11R 125 63 - 40 2,50 11 015263 D4012T 015240 T15 3,10
033216 7792VXD12-160Z07R 160 63 40 2.50 7 015263 D4012T 015240 T15 3,10
d
1
H
D
D
L
I
1
d
1
031195 7792VXD12CA032Z2R70 10,60 1.80 2.60 42 62 1,80 9,00 31500
029467 7792VXD12-A052Z3R 33,60 0.80 2.70 82 102 1,80 9,00 22000
029468 7792VXD12-A052Z4R 33,60 0.80 2.70 82 102 1,80 9,00 22000
030489 7792VXD12-A052Z5R 33,60 0.80 2.70 82 102 1,80 9,00 22000
029469 7792VXD12-A063Z4R 44,60 0.60 1.80 104 124 1,80 9,00 19500
029470 7792VXD12-A063Z5R 44,60 0.60 1.80 104 124 1,80 9,00 19500
031650 7792VXD12-A066Z4R 47,60 0.45 1.80 110 130 1,80 9,00 19000
031651 7792VXD12-A066Z5R 47,60 0.45 1.80 110 130 1,80 9,00 19000
029471 7792VXD12-A080Z5R 61,60 0.45 0.90 138 158 1,80 9,00 17000
030490 7792VXD12-A080Z8R 61,60 0.45 0.90 138 158 1,80 9,00 17000
030443 7792VXD12-A100Z6R 81,60 0.32 1.45 178 198 1,80 9,00 15000
030444 7792VXD12-A100Z9R 81,60 0.32 1.45 178 198 1,80 9,00 15000
030445 7792VXD12-A125Z8R 106,60 0.24 1.06 228 248 1,80 9,00 13000
030446 7792VXD12-A125Z11R 106,60 0.24 1.06 228 248 1,80 9,00 13000
033216 7792VXD12-160Z07R 141,60 0.20 0.86 298 318 1,80 9,00 11500
030994 7792VXD12SA032Z2R43 10,60 1.80 2.60 42 62 1,80 9,00 31500
M
L
D
d
1
a
p
A
B
End Mills & Face Mills
7792VXD12 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
a
e
max
Plunging
Max
RPM
A ° B °
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page A76.
Product Dimensions (mm) Spares
EDP Item Description D L/H M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7792VXD12 Cylindrical Shank
7792VXD12 Shell Mill Fixation - Coarse, Medium and Fine Pitch
7792VXD12 Modular Head
Depth of Cut (
a
p
)
Modular Head
Cylindrical Shank
Shell Mill Fixation
7792VXD12
High Feed Milling Cutter
A = max ramp angle utilizing full
face contact
B = max ramp angle utilizing full
contact + internal corner radius
Ramp angle A uses one
outside cutting edge only.
Facing Pitch
Flat
Ramp angle B uses
two cutting edges
(one outside and
one inside edge).
Helical
Interpolation
Plunging
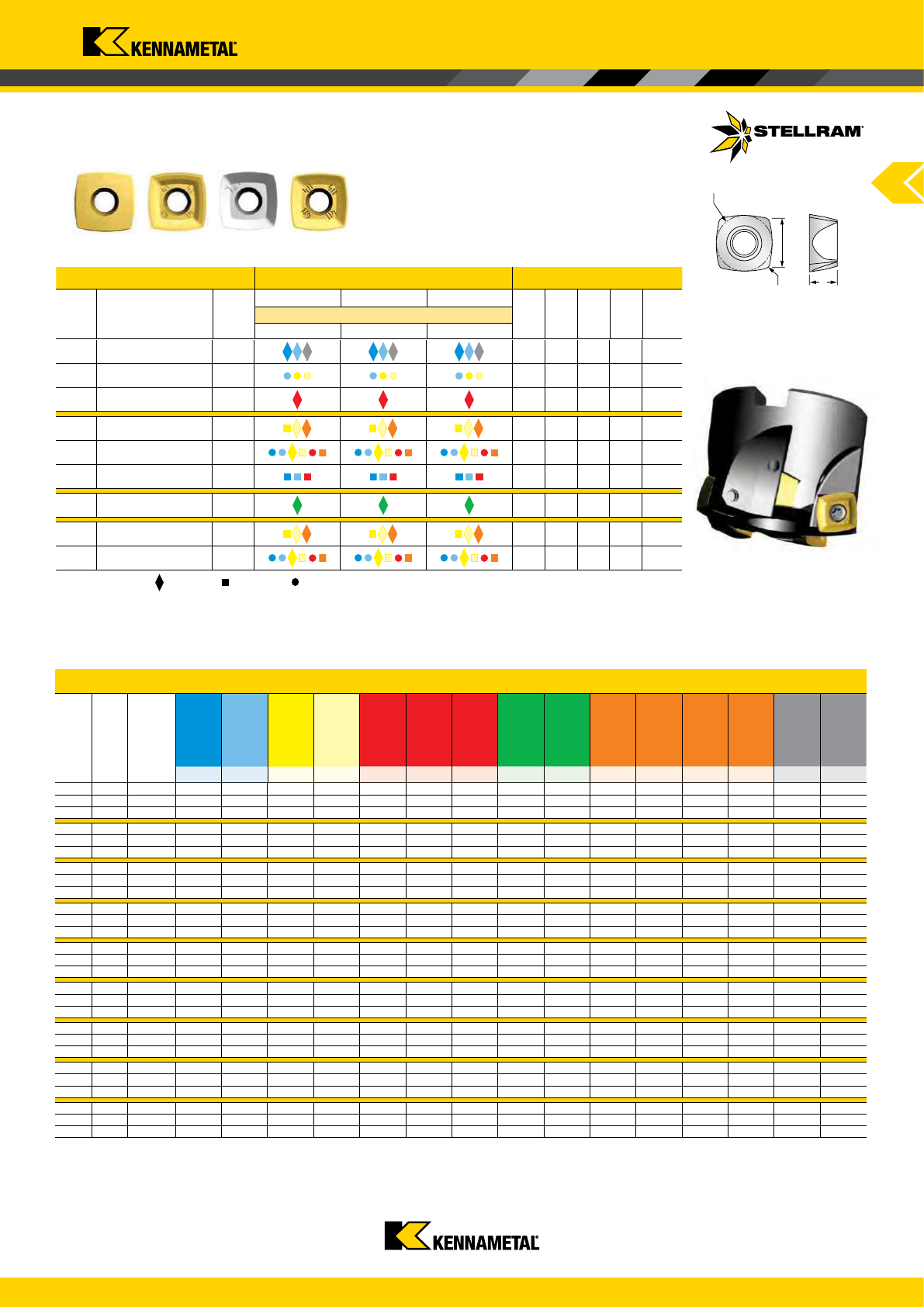
www.kennametal.com
A69
SR-D X400 0,30 - 2,70 0,30 - 2,50 - - - - - - - - - - - 0,30 - 1,20 0,30 - 1,50
SR-D X400 0,30 - 2,50 0,30 - 2,40 - - - - - - - - - - - 0,30 - 0,80 0,30 - 1,00
SR-D X400 0,10 - 0,30 0,10 - 0,25 - - - - - - - - - - - 0,10 - 0,13 0,10 - 0,15
SR-D X500 - 0,30 - 2,50 0,20 - 1,70 0,20 -1,20
- - - - - - - - - - -
SR-D X500 - 0,30 - 2,40 0,20 - 1,50 0,20 - 1,00
- - - - - - - - - - -
SR-D X500 - 0,10 - 0,24 0,10 - 0,25 0,10 - 0,18
- - - - - - - - - - -
SR-D SC3025
- - - -
0,30 - 3,00 0,30 - 2,80 0,30 - 2,50
- - - - - - - -
SR-D SC3025
- - - -
0,30 - 2,50 0,30 - 2,30 0,30 - 2,10
- - - - - - - -
SR-D SC3025
- - - -
0,10 - 0,30 0,10 - 0,28 0,10 - 0,25
- - - - - - - -
ER-D41 X500
- -
0,20 - 1,40 0,20 - 0,90 - - - - - 0,20 - 0,85 0,20 - 0,85 0,20 - 0,85 0,20 - 1,00
- -
ER-D41 X500
- -
0,20 - 1,10 0,20 - 0,80 - - - - - 0,10 - 0,70 0,10 - 0,70 0,10 - 0,70 0,10 - 0,80
- -
ER-D41 X500
- -
0,10 - 0,20 0,08 - 0,14 - - - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,10 0,05 - 0,12
- -
ER-D41 SP6519 0,30 - 2,50 0,30 - 2,00 0,20 - 1,20 0,20 - 0,75 0,30 - 2,50 0,30 - 2,30 - - - 0,20 - 0,85 0,20 - 0,85 0,20 - 0,85 0,20 - 1,00
- -
ER-D41 SP6519 0,30 - 2,00 0,30 - 1,60 0,20 - 1,00 0,15 - 0,60 0,30 - 2,00 0,30 - 1,80 - - - 0,10 - 0,70 0,10 - 0,70 0,10 - 0,70 0,10 - 0,80
- -
ER-D41 SP6519 0,10 - 0,22 0,10 - 0,18 0,10 - 0,18 0,05 - 0,10 0,10 - 0,22 0,10 - 0,18 - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,10 0,05 - 0,12
- -
ER-D41 SC6525 0,30 - 2,40 0,30 - 2,00
- -
0,30 - 2,50 0,30 - 2,30
- - - - - - - - -
ER-D41 SC6525 0,30 - 1,90 0,30 - 1,60
- -
0,30 - 2,00 0,30 - 1,80
- - - - - - - - -
ER-D41 SC6525 0,10 - 0,20 0,10 - 0,18
- -
0,10 - 0,22 0,10 - 0,18
- - - - - - - - -
ER-D721 GH2
- - - - - - -
0,30 - 1,50 0,30 - 1,50
- - - - - -
ER-D721 GH2
- - - - - - -
0,30 - 1,50 0,30 - 1,50
- - - - - -
ER-D721 GH2
- - - - - - -
0,10 - 0,40 0,10 - 0,40
- - - - - -
ER-D411 X500
- -
0,20 - 1,40 0,20 - 0,90 - - - - - 0,20 - 0,85 0,20 - 0,85 0,20 - 0,85 0,20 - 1,00
- -
ER-D411 X500
- -
0,20 - 1,10 0,20 - 0,80 - - - - - 0,10 - 0,70 0,10 - 0,70 0,10 - 0,70 0,10 - 0,80
- -
ER-D411 X500
- -
0,10 - 0,20 0,08 - 0,14 - - - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,10 0,05 - 0,12
- -
ER-D411 SP6519 0,30 - 2,50 0,30 - 2,30 0,20 - 1,20 0,20 - 0,75 0,30 - 2,50 0,30 - 2,30 - - - 0,20 - 0,85 0,20 - 0,85 0,20 - 0,85 0,20 - 1,00
- -
ER-D411 SP6519 0,30 - 2,00 0,30 - 1,80 0,20 - 1,00 0,15 - 0,60 0,30 - 2,00 0,30 - 1,80 - - - 0,10 - 0,70 0,10 - 0,70 0,10 - 0,70 0,10 - 0,80
- -
ER-D411 SP6519 0,10 - 0,22 0,10 - 0,18 0,10 - 0,18 0,05 - 0,10 0,10 - 0,22 0,10 - 0,18 - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,10 0,05 - 0,12
- -
029490 XDLW120508SR-D X400 12,70 12,70 5,56 0,80 0,10
029488 XDLW120508SR-D X500
12,70 12,70 5,56 0,80 0,10
029489 XDLW120508SR-D SC3025
12,70 12,70 5,56 0,80 0,10
029682 XDLT120508ER-D41 X500
12,70 12,70 5,56 0,80 0,05
031534 XDLT120508ER-D41 SP6519
12,70 12,70 5,56 0,80 0,05
033068 XDLT120508ER-D41 SC6525
12,70 12,70 5,56 0,80 0,05
029638 XDLT120508ER-D721 GH2
12,70 12,70 5,56 0,80 0,04
030783 XDLT120512ER-D411 X500
12,70 12,70 5,56 1,20 0,05
030792 XDLT120512ER-D411 SP6519
12,70 12,70 5,56 1,20 0,05
XDLW12-D XDLT12-D41 XDLT12-D721 XDLT12-D411
d
l
r
s
End Mills & Face Mills
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Facing Slotting Plunging
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. 2,50 a
p
max. 2,00 a
e
max. 9,00
7792VXD12 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Note: HTA = High Temperature Alloys
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Note: Speed recommendations can be found on page A72.
XDLW120508SR-D X500 should be used for Alloyed Steel and Stainless Steel with heavy scale.
XDLT120512ER-D411 is a more positive geometry than the -D41 with a larger radius which increases performance during
smaller radial engagements or where chipping may occur when using the -D41 geometry.
XDLT120512ER-D411 uses less power than the -D41 geometry.
7792VXD12
Milling Inserts & Recommended Feeds
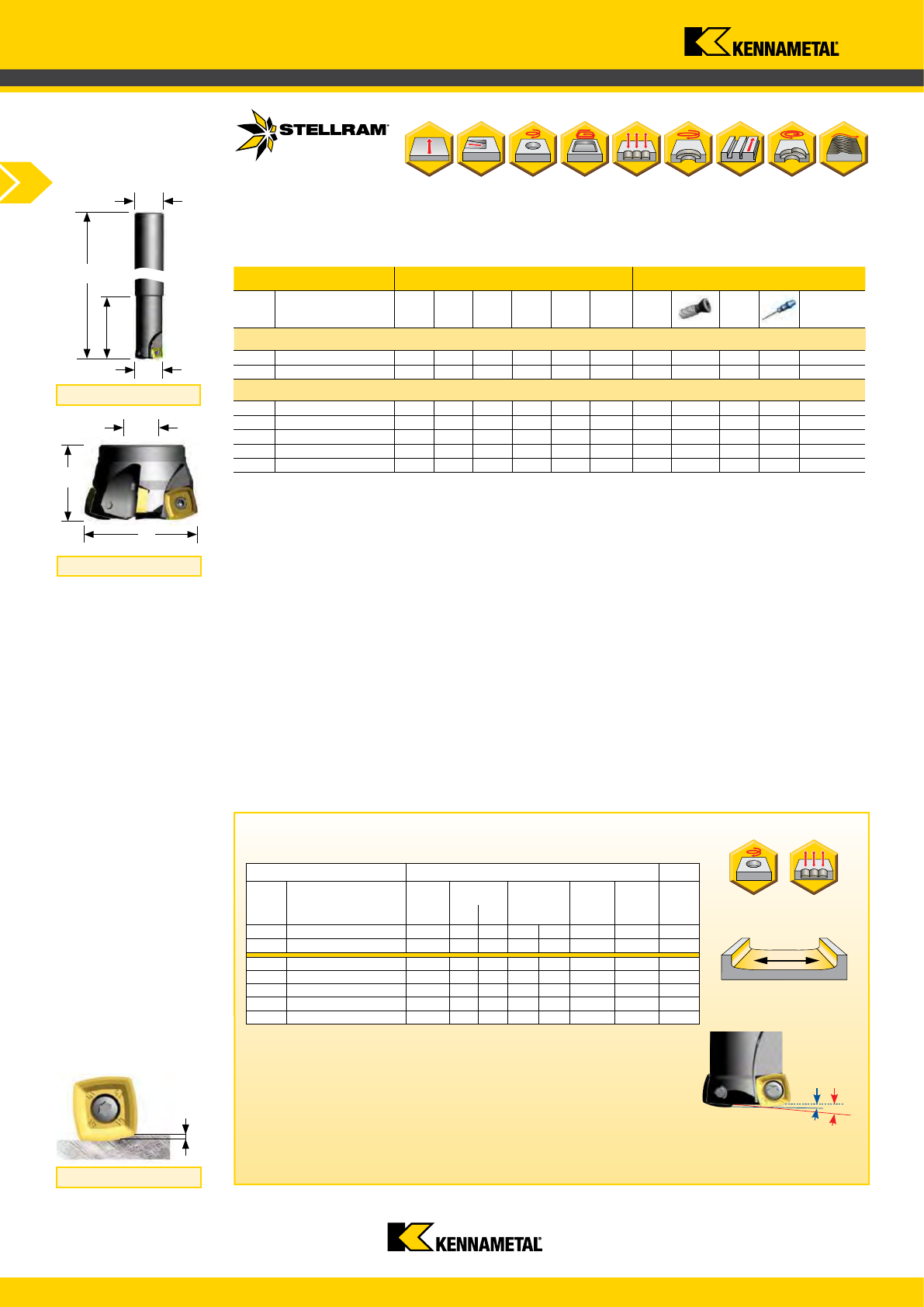
www.kennametal.com
A70
034851 7792VXE16CA040Z2R102 40 172 102 40 3,50 2 031225 DP5013T 030819 TP20 6,10
034852 7792VXE16CA050Z3R102 50 172 102 40 3,50 3 031225 DP5013T 030819 TP20 6,10
031277 7792VXE16-A063Z5R 63 40 - 22 3,50 5 031225 DP5013T 030819 TP20 6,10
031278 7792VXE16-A080Z6R 80 50 - 27 3,50 6 031225 DP5013T 030819 TP20 6,10
031279 7792VXE16-A100Z8R 100 50 - 32 3,50 8 031225 DP5013T 030819 TP20 6,10
031280 7792VXE16-A125Z10R 125 63 - 40 3,50 10 031225 DP5013T 030819 TP20 6,10
031281 7792VXE16-160Z12 160 63 - 40 3,50 12 031225 DP5013T 030819 TP20 6,10
d
1
H
D
034851 7792VXE16CA040Z2R102 16.10 2.55 3.35 50 78 2.50 13.00 33000
034852 7792VXE16CA050Z3R102 25.83 1.36 2.85 70 98 2.50 13.00 27500
031277 7792VXE16-A063Z5R 37,45 0.86 1.00 96 124 2.50 13,00 22000
031278 7792VXE16-A080Z6R 54,45 0.58 0.65 130 158 2.50 13,00 19000
031279 7792VXE16-A100Z8R 74,45 0.42 0.51 170 198 2.50 13,00 16500
031280 7792VXE16-A125Z10R 99,45 0.32 0.37 220 248 2.50 13,00 14500
031281 7792VXE16-160Z12 134,50 0.23 0.27 290 318 2.50 13,00 12500
a
p
A
B
D
L
I
1
d
1
End Mills & Face Mills
7792VXE16 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
a
e
max
Plunging
Max
RPM
A ° B °
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Depth of Cut (
a
p
)
Shell Mill Fixation
Ramp angle B uses
two cutting edges
(one outside and
one inside edge).
Flat
Facing Pitch
Ramp angle A uses one
outside cutting edge only.
A = max ramp angle utilising full
face contact
B = max ramp angle utilising full
contact + internal corner radius
7792VXE16
High Feed Milling Cutter
Helical
Interpolation
Plunging
7792VXE16 Cylindrcal Shank
7792VXE16 Shell Mill Fixation
Cylindrical Shank
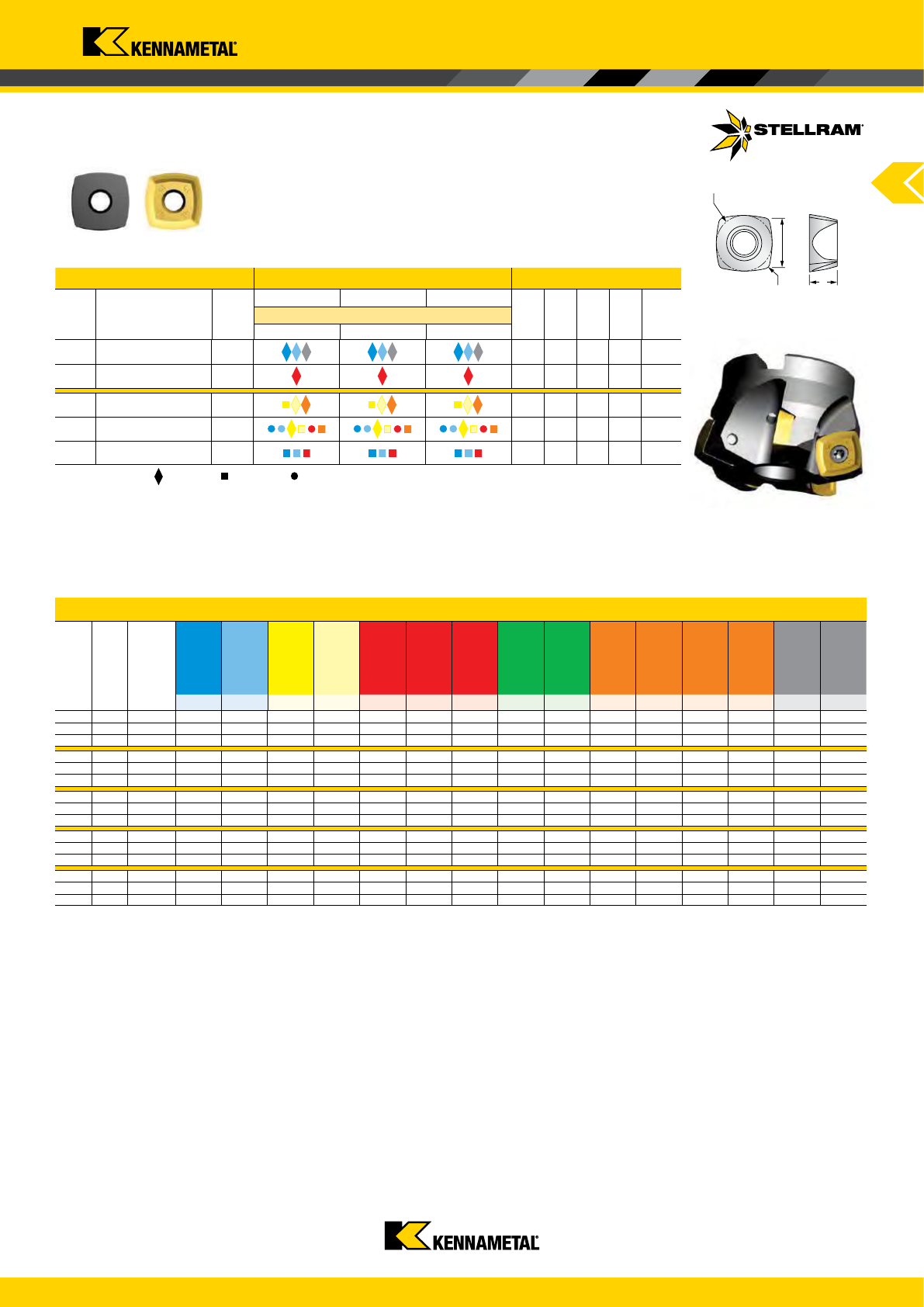
www.kennametal.com
A71
SR-D X400 0,30 - 2,00 0,30 - 1,80 - - - - - - - - - - - 0,30 - 0,80 0,30 - 1,00
SR-D X400 0,30 - 1,70 0,30 - 1,50 - - - - - - - - - - - 0,30 - 0,50 0,30 - 0,60
SR-D X400 0,10 - 0,27 0,10 - 0,22 - - - - - - - - - - - 0,10 - 0,10 0,10 - 0,12
SR-D SC3025 - - - - 0,30 - 2,00 0,30 - 1,80 0,30 - 1,50 - - - - - - - -
SR-D SC3025 - - - - 0,30 - 1,50 0,30 - 1,30 0,30 - 1,20 - - - - - - - -
SR-D SC3025 - - - - 0,10 - 0,20 0,10 - 0,18 0,10 - 0,15 - - - - - - - -
ER-D41 X500
- -
0,20 - 1,00 0,20 - 0,60
- - - - -
0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80
- -
ER-D41 X500
- -
0,20 - 0,80 0,20 - 0,50
- - - - -
0,10 - 0,40 0,10 - 0,40 0,10 - 0,40 0,10 - 0,50
- -
ER-D41 X500
- -
0,12 - 0,16 0,07 - 0,13
- - - - -
0,05 - 0,10 0,05 - 0,10 0,05 - 0,10 0,05 - 0,12
- -
ER-D41 SP6519 0,30 - 1,50 0,30 - 1,30 0,20 - 1,00 0,20 - 0,50 0,30 - 1,50 0,30 - 1,20
- - -
0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80
- -
ER-D41 SP6519 0,30 - 1,30 0,30 - 1,20 0,20 - 0,80 0,20 - 0,45 0,30 - 1,20 0,30 - 1,10
- - -
0,10 - 0,40 0,10 - 0,40 0,10 - 0,40 0,10 - 0,50
- -
ER-D41 SP6519 0,10 - 0,23 0,10 - 0,20 0,12 - 0,16 0,07 - 0,12 0,10 - 0,20 0,10 - 0,16
- - -
0,05 - 0,10 0,05 - 0,10 0,05 - 0,10 0,05 - 0,12
- -
ER-D41 SC6525 0,30 - 1,40 0,30 - 1,20
- -
0,30 - 1,50 0,30 - 1,20
- - - - - - - - -
ER-D41 SC6525 0,30 - 1,20 0,30 - 1,10
- -
0,30 - 1,20 0,30 - 1,10
- - - - - - - - -
ER-D41 SC6525 0,10 - 0,20 0,10 - 0,18
- -
0,10 - 0,20 0,10 - 0,16
- - - - - - - - -
031291 XELW160512SR-D X400 16,80 16,80 5,56 1,20 0,12
031292 XELW160512SR-D SC3025
16,80 16,80 5,56 1,20 0,12
031293 XELT160512ER-D41 X500
16,80 16,80 5,56 1,20 0,12
031294 XELT160512ER-D41 SP6519
16,80 16,80 5,56 1,20 0,12
033069 XELT160512ER-D41 SC6525
16,80 16,80 5,56 1,20 0,12
XELW16-D XELT16-D41
d
l
r
s
End Mills & Face Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Facing Slotting Plunging
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. 3,50 a
p
max. 3,00 a
e
max.13,00
7792VXE16 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Note: HTA = High Temperature Alloys
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Facing
Slotting
Plunging
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Speed recommendations can be found on page A72.
7792VXE16
Milling Inserts & Recommended Feeds
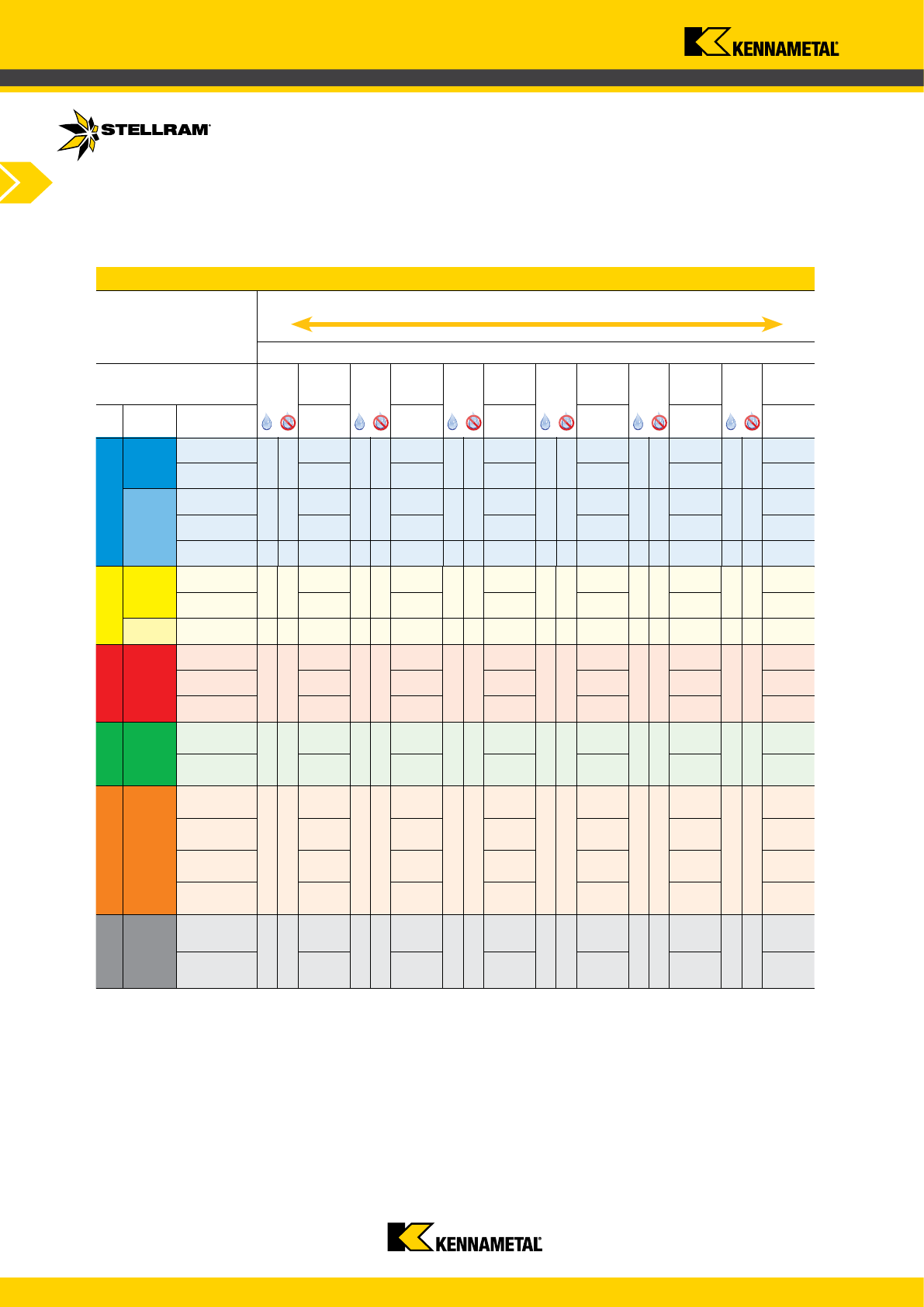
www.kennametal.com
A72
P
120 - 260
130 - 295
140 - 370
105 - 230 115 - 260 120 - 325
95 - 200
100 - 210
100 - 230
105 - 290
70 - 150 75 - 160 75 - 175 80 - 210
45 - 95
50 - 100
50 - 110
50 - 140
--
+
M
115 - 250
115 - 270
100 - 220 105 - 235
50 - 110
50 - 120
K
140 - 295
145 - 390
150 - 395
110 - 240 115 - 305 120 - 335
100 - 220 105 - 275
N
305 - 2130
400 - 2745
245 - 1760 295 - 2135
S
23 - 48
23 - 55
21 - 44 22 - 48
24 - 51 25 - 55
35 - 73 36 - 79
H
45 - 95
35 - 80
End Mills & Face Mills
Recommended Possible
Speed v
c
(m/min)
7792VX Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
X Grade
CVD
X Grade
PVD
Standard
Uncoated
Micrograin
CVD
Standard
CVD
Standard
ISO Materials
Rm and
Hardness
X400 X500 SP6519 GH2 SC6525 SC3025
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
7792VX
Recommended Speeds
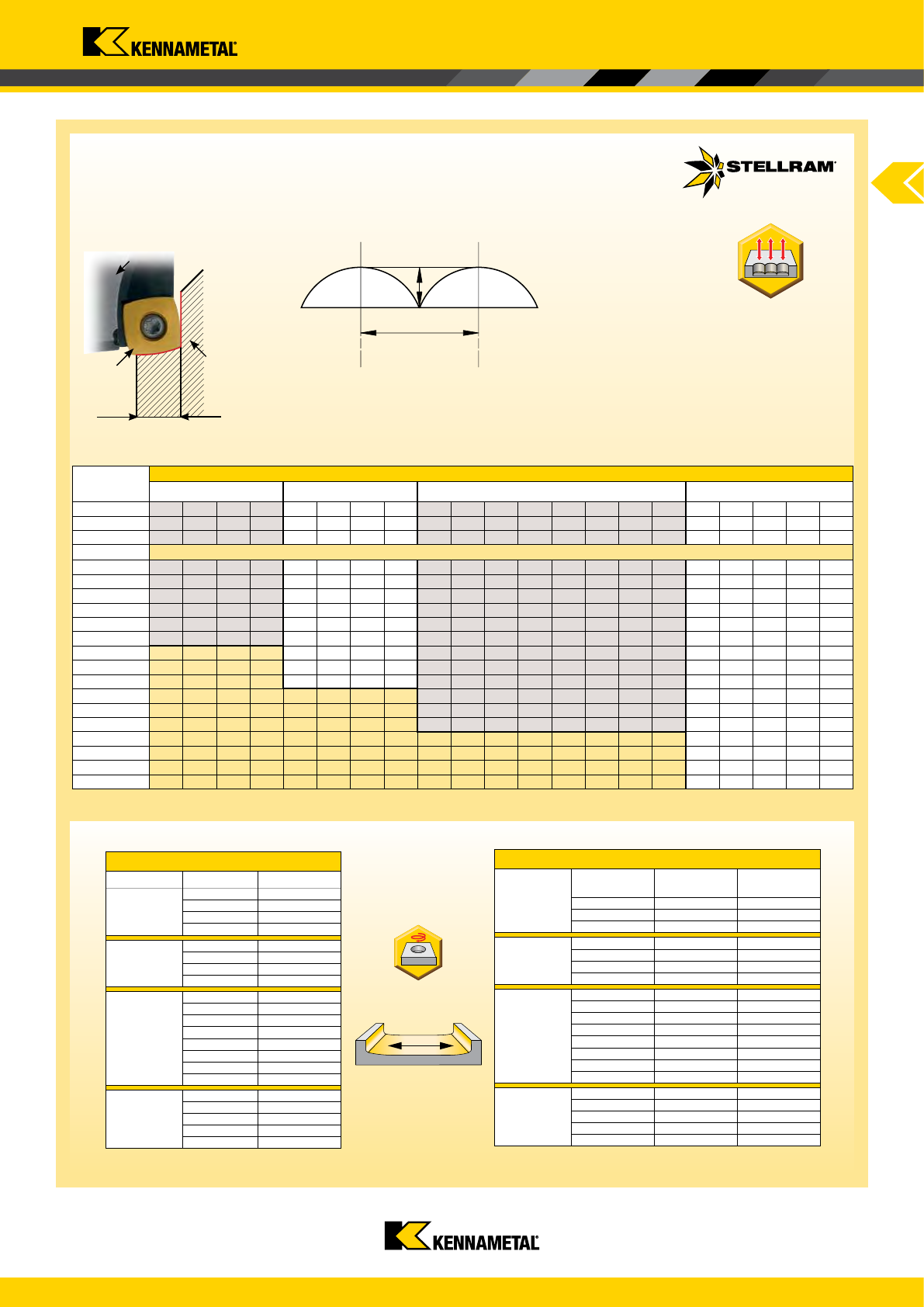
www.kennametal.com
A73
7792VXP06 7792VXD09 7792VXD12 7792VXE16
16 20 25 32 25 32 40 50 32 52 63 66 80 100 125 160 63 80 100 125 160
6 6 6 6 9 9 9 9 12 12 12 12 12 12 12 12 16 16 16 16 16
3 3 3 3 6 6 6 6 9 9 9 9 9 9 9 9 13 13 13 13 13
0,25 3,97 4,44 4,97 5,63 4,97 5,63 6,30 7,05 5,63 7,19 7,92 8,11 8,93 9,99 11,17 12,64 7,92 8,93 9,99 11,17 12,64
0,50 5,57 6,24 7,00 7,94 7,00 7,94 8,89 9,95 7,94 10,15 11,18 11,44 12,61 14,11 15,78 17,86 11,18 12,61 14,11 15,78 17,86
0,75 6,76 7,60 8,53 9,68 8,53 9,68 10,85 12,16 9,68 12,40 13,67 13,99 15,42 17,26 19,31 21,86 13,67 15,42 17,26 19,31 21,86
1,00 7,75 8,72 9,80 11,14 9,80 11,14 12,49 14,00 11,14 14,28 15,75 16,12 17,78 19,90 22,27 25,22 15,75 17,78 19,90 22,27 25,22
2,00 10,58 12,00 13,56 15,49 13,56 15,49 17,44 19,60 15,49 20,00 22,09 22,63 24,98 28,00 31,37 35,55 22,09 24,98 28,00 31,37 35,55
3,00 12,49 14,28 16,25 18,65 16,25 18,65 21,07 23,75 18,65 24,25 26,83 27,49 30,40 34,12 38,26 43,41 26,83 30,40 34,12 38,26 43,41
4,00 18,33 21,17 24,00 27,13 21,17 27,71 30,72 31,50 34,87 39,19 44,00 49,96 30,72 34,87 39,19 44,00 49,96
5,00 20,00 23,24 26,46 30,00 23,24 30,66 34,06 34,93 38,73 43,59 48,99 55,68 34,06 38,73 43,59 48,99 55,68
6,00 21,35 24,98 28,57 32,49 24,98 33,23 36,99 37,95 42,14 47,50 53,44 60,79 36,99 42,14 47,50 53,44 60,79
7,00 26,46 35,50 39,60 40,64 45,21 51,03 57,48 65,45 39,60 45,21 51,03 57,48 65,45
8,00 27,71 37,52 41,95 43,08 48,00 54,26 61,19 69,74 41,95 48,00 54,26 61,19 69,74
9,00 28,77 39,34 44,09 45,30 50,56 57,24 64,62 73,73 44,09 50,56 57,24 64,62 73,73
10,00 46,04 52,92 60,00 67,82 77,46
11,00 47,83 55,10 62,58 70,82 80,97
12,00 49,48 57,13 64,99 73,65 84,29
13,00 50,99 59,03 67,26 76,32 87,43
06
16 7,60
20 11,60
25 16,60
32 23,60
09
25 11,75
32 18,75
40 26,75
50 36,75
12
32 10,60
52 33,60
63 44,60
66 47,60
80 61,60
100 81,60
125 106,60
160 141,60
16
63 37,45
80 54,45
100 74,45
125 99,45
160 134,50
06
16 22 30
20 30 38
25 40 48
32 54 62
09
25 34 48
32 48 62
40 64 78
50 84 98
12
32 42 62
52 82 102
63 104 124
66 110 130
80 138 158
100 178 198
125 228 248
160 298 318
16
63 96 124
80 130 158
100 170 198
125 220 248
160 290 318
End Mills & Face Mills
Helical interpolation capacity for 7792VX (mm)
Insert Size Cutter dia. Hole min. Hole max.
Max. flat surface (mm)
Insert size Cutter dia. Pitch
Plunging Information (mm) tool definition-scallop height and step over
Tool denition (mm)
Diameter
Insert size
a
e
max
Scallop height
Step over (mm)
Tool
Insert
Workpiece
a
e
(Maximum)
Scallop Height
Stepover
Plunging
The cutting edge should not be in contact with
the material face after machining to maintain
the cutting edge quality.
The scallop height is
calculated in relation
to the step over.
The maximum radial engagement is directly
in relation to insert cutting edge length.
For insert type: XP…06 the a
e
, max is 3mm.
For insert type: XD…09 the a
e
, max is 6mm.
For insert type: XD…12 the a
e
, max is 9mm.
For insert type: XE…16 the a
e
, max is 13mm.
7792VX
Technical Information
Helical Interpolation
Facing Pitch
Flat
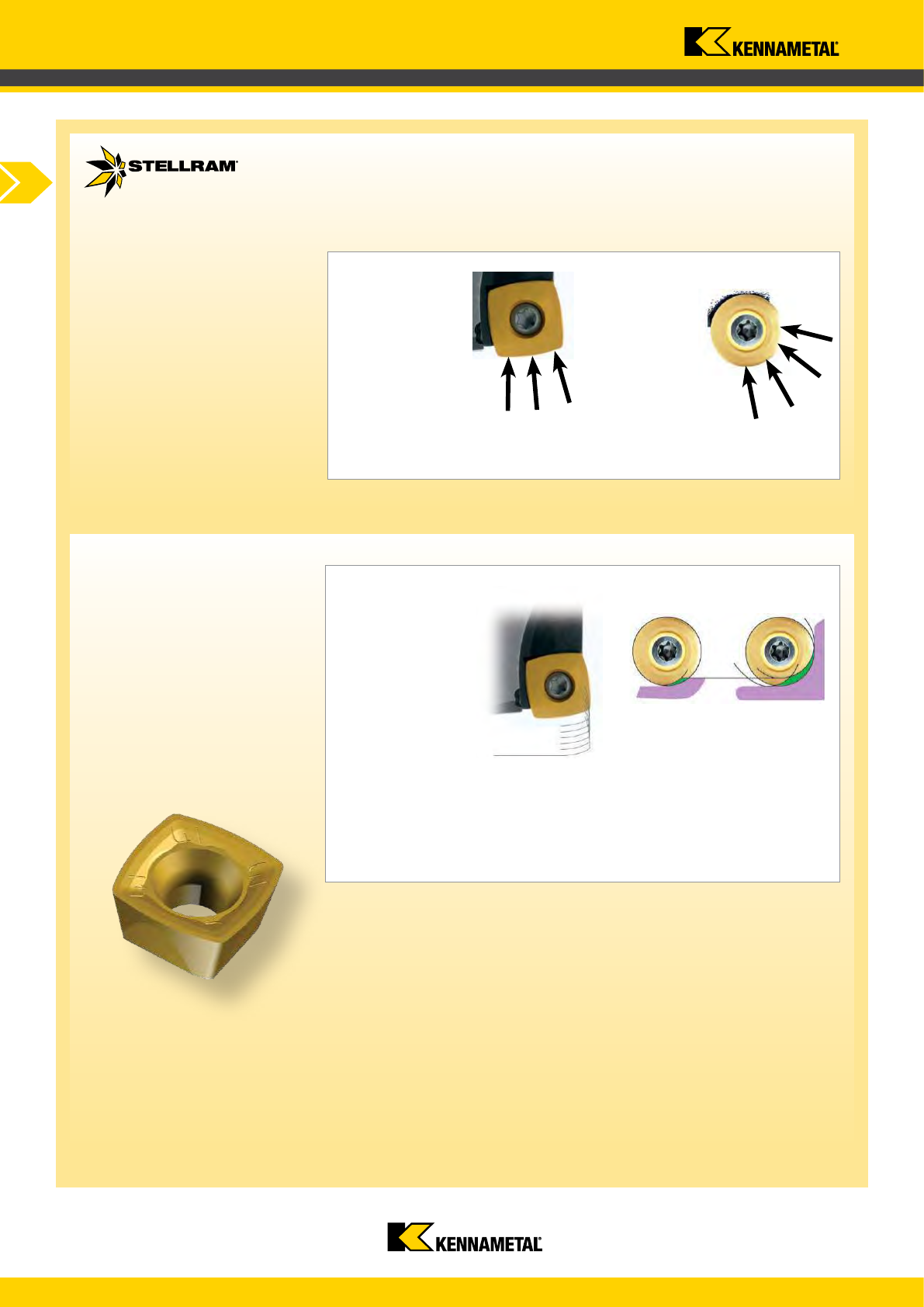
www.kennametal.com
A74
End Mills & Face Mills
Round insert
•
Greater surface contact.
•
Increased chip section for side
wall machining.
•
Vibration in corners.
•
Undulating side wall cusps.
7792VX
•
Constant cutting
section (chip volume)
irrespective of
position in cavity.
•
Producing a close
to profile side wall.
•
Near-square side walls
possible.
The 7792VX machines with a
constant volume of chip throughout all
aspects of producing cavities and
produces a side wall that is close to
profile.
Round insert tools have increasing chip
volume through the process.
Round Insert Tools
•
Tangential
forces act
around the
radius
•
Leads to vibration
and damage of
the cutting edge
•
Leads to reduced
feed and lower productivity
7792VX
•
Cutting forces
predominantly
axial
•
Relationship
between cutting
edge and work piece
is at its most stable.
•
Results in high feed
rates and consistent
tool life.
The advantages of face milling and
producing cavities with Stellram’s high
feed face mill are numerous.
The unique design of the insert, approach
angle and the cutter body ensure the
cutting forces are predominantly directed
in the axial direction. The example shown
with a round insert tool shows complex
forces which result in high levels of
vibration and damage to the cutting edge.
Centre clearance Side wall
7792VX
Technical Information
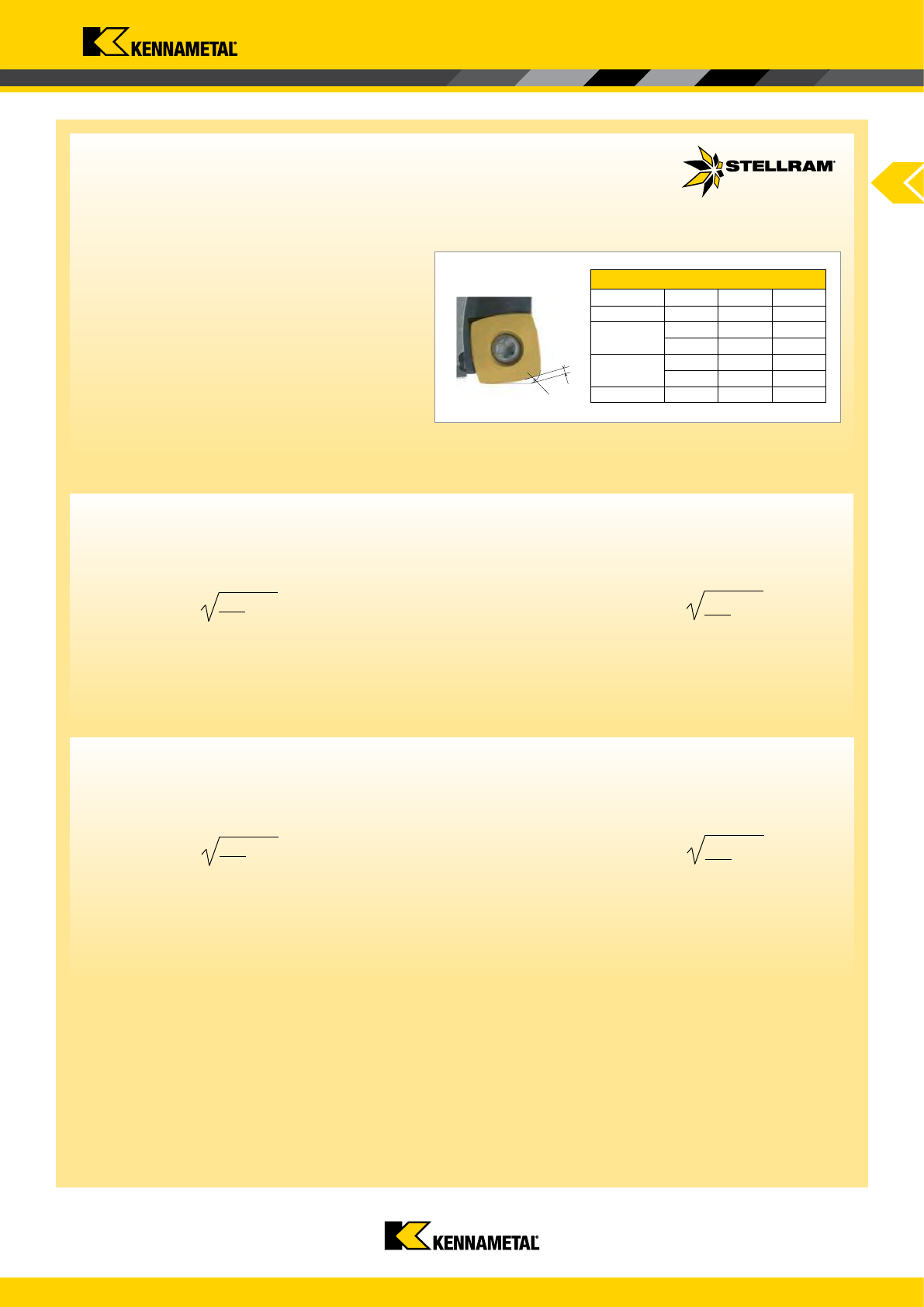
www.kennametal.com
A75
06 0,80 1,37 0,40
09
0,80 2,01 0,73
1,20 2,27 0,67
12
0,80 2,50 1,02
1,20 2,73 0,97
16 1,20 4,18 1,46
L
R
End Mills & Face Mills
Programming Data (mm)
Insert size (mm) Radius R L
h
m
= f
z
x
f
z
= h
m
x
h
m
= f
z
x
f
z
= h
m
x
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
Calculation of the average chip thickness in relation with the D.O.C. (Axial)
CNC Program - Corner Radius Definition
The use of common CAD / CAM systems requires a
round insert dimension to be known for cavity machining.
This is available with 7792VX cutters as shown to the
right and in the reference table.
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
Formula: Programme Feed Rate (f
z
)
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
p
= Depth of cut
f
z
= Feed per tooth
d = Insert diameter 45mm
Theoretical Diameter for all high feed insert sizes = 45mm
Formula: Programme Feed Rate (f
z
)
For finish pass applications:
Wiper Facet for finishing use max. feed 0,80mm/Revolution
a
e
d
d
a
e
a
p
d
d
a
p
7792VX
Technical Information
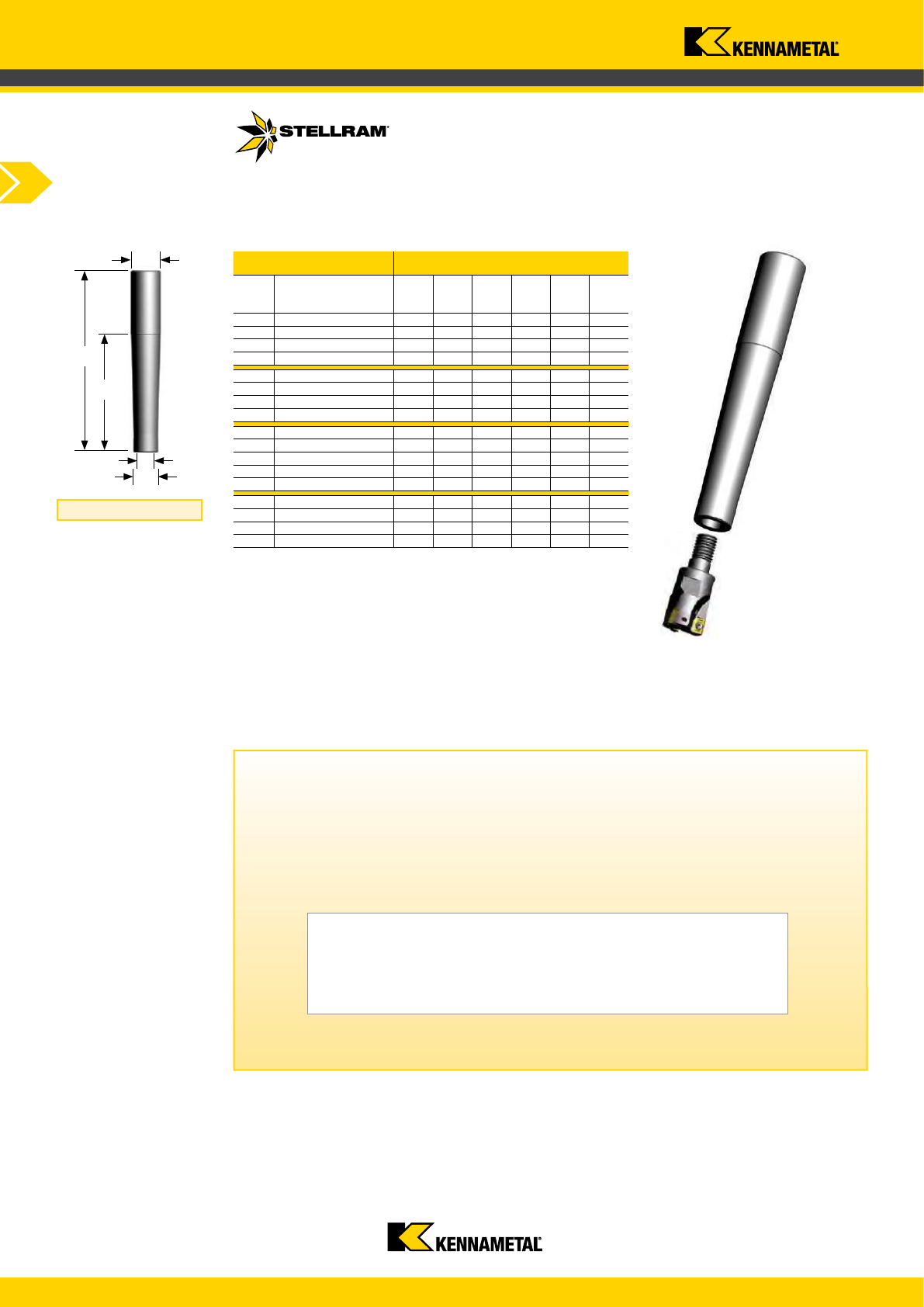
www.kennametal.com
A76
D
L
D
2
D
1
L
1
030624 M-13-M8-CA16-090 90 40 16 13 8,50 M8
030625 M-13-M8-CA16-110 110 60 16 13 8,50 M8
030626 M-13-M8-CA16-130 130 80 16 13 8,50 M8
030627 M-13-M8-CA16-170 170 120 16 13 8,50 M8
030628 M-18-M10-CA20-110 110 60 20 18 10,50 M10
030629 M-18-M10-CA20-130 130 80 20 18 10,50 M10
030630 M-18-M10-CA20-170 170 120 20 18 10,50 M10
030631 M-18-M10-CA20-190 190 140 20 18 10,50 M10
030632 M-21-M12-CA25-131 131 75 25 21 12,50 M12
030633 M-21-M12-CA25-156 156 100 25 21 12,50 M12
030634 M-21-M12-CA25-181 181 125 25 21 12,50 M12
030635 M-21-M12-CA25-206 206 150 25 21 12,50 M12
030636 M-21-M12-CA25-231 231 175 25 21 12,50 M12
030637 M-29-M16-CA32-160 160 100 32 29 17,00 M16
030638 M-29-M16-CA32-210 210 150 32 29 17,00 M16
030639 M-29-M16-CA32-260 260 200 32 29 17,00 M16
030640 M-29-M16-CA32-310 310 250 32 29 17,00 M16
End Mills & Face Mills
Product Dimensions (mm)
EDP Item Description L L
1
D
2
D D
1
M
Technical Advice
M Modular adapter
13 Diameter in front of the modular shank (D)
M8 Metric Thread (M)
CA16 Cylindrical shank diameter 16mm with through coolant
90 Total length of the body
Shank Extension
Cylindrical shank extensions can be used with all modular heads found in several product
family series within this catalogue.
These extensions have the industry standard of metric threads.
Note: Order example with cylindrical shank: M-13-M8-CA16-090
Cylindrical Shank Extensions for Modular Heads
Anti-Vibration Tungsten Alloy with Through Coolant

www.kennametal.com
A77
7745VOD Series
Face Milling Cutter
Helical
Interpolation
with Bore Hole
7745VOD04:
Maximum a
p
= 3,50mm
(a
p
1 max = 8mm)
Diameter Range = 25mm to 160mm
Note: Larger diameter Shell Mill Fixation
cutters with interchangeable cartridges are
available. Please see page A126.
42° LEAD ANGLE - FACE MILLS
7745VOD cutters are designed for machining most materials. Octagonal inserts offer up to
eight economical cutting edges.
These cutters are ideal for roughing, semi-nishing and nishing of Steel, Alloyed Steel,
Stainless Steel, High Temperature Alloys, Cast Iron and Aluminium Alloys.
7745VOD cutters are also very robust when machining with tool holder extensions.
They are one of the rst choice tools for machining component surfaces with scale as well as
for machining of irregular stock.
Available in two insert sizes: OD..04 and OD..06. Both sizes are available in cutters with
medium and ne tooth pitch, giving maximum efciency and performance in order to reduce
cycle times.
7745VOD06:
Maximum a
p
= 4,50mm
(a
p
1 = 10mm)
Diameter Range = 50mm to 160mm
Note: Larger diameter Shell Mill Fixation
cutters with interchangeable cartridges are
available. Please see page A130.
7745VOD
RampingFacing Pocketing Helical
Interpolation
Copy / 3DSpiral / Circular Shoulder /
Profiling /
Slotting
Chamfering
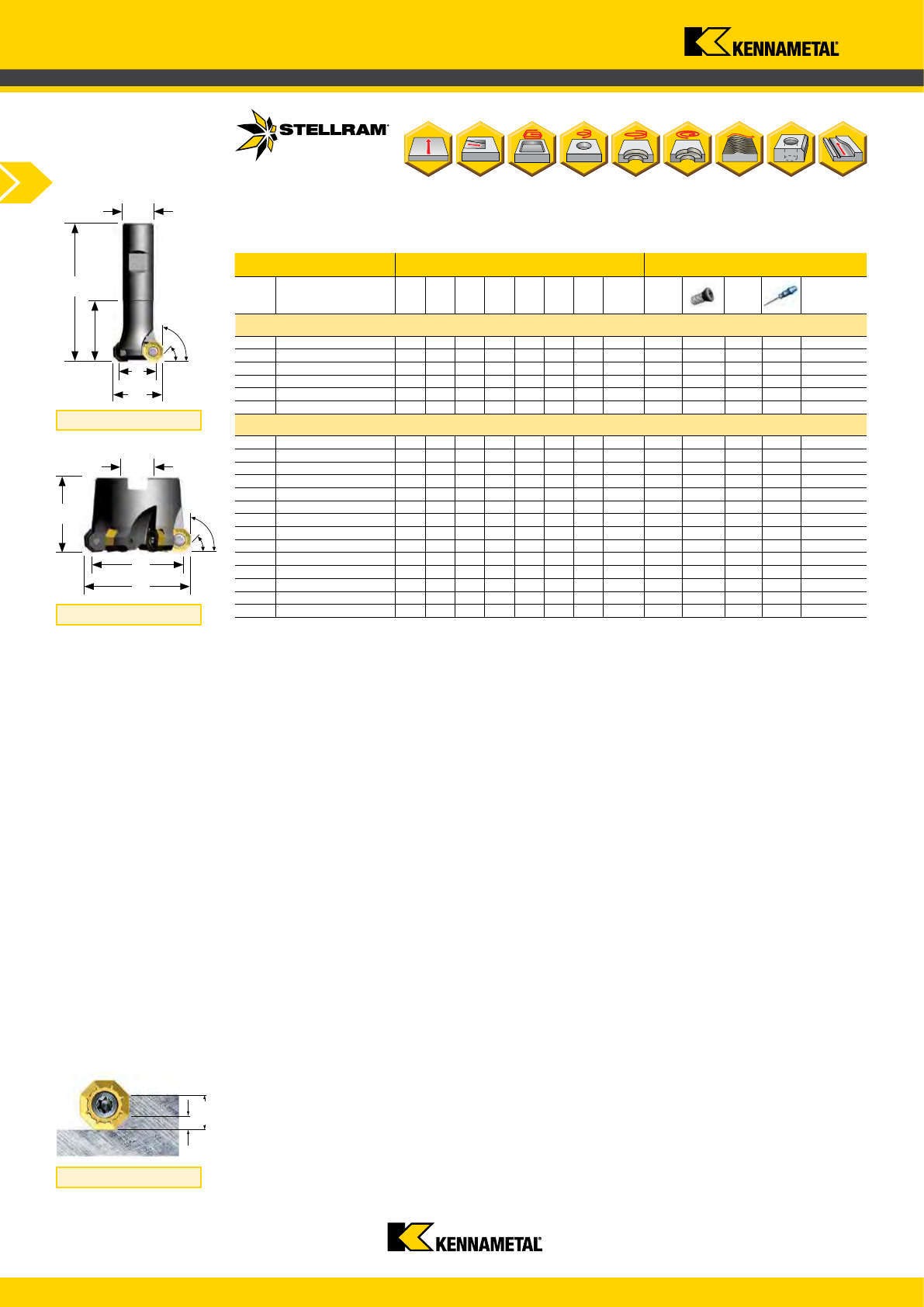
www.kennametal.com
A78
021758 7745VOD04WA025R 25 33 90 40 20 3,50 8,00 2 015270 F4011T 015241 T20 3,10
025379 7745VOD04WA025R095 25 33 145 95 20 3,50 8,00 2 015270 F4011T 015241 T20 3,10
021759 7745VOD04WA032R 32 40 96 40 25 3,50 8,00 3 015270 F4011T 015241 T20 3,10
025380 7745VOD04WA032R095 32 40 151 95 25 3,50 8,00 3 015270 F4011T 015241 T20 3,10
021760 7745VOD04WA040R 40 48 110 50 32 3,50 8,00 4 015270 F4011T 015241 T20 3,10
025381 7745VOD04WA040R095 40 48 165 95 32 3,50 8,00 4 015270 F4011T 015241 T20 3,10
021754 7745VOD04-A040R 40 48 35 - 16 3,50 8,00 4 015270 F4011T 015241 T20 3,10
021755 7745VOD04-A050R 50 58 40 - 22 3,50 8,00 4 015270 F4011T 015241 T20 3,10
030971 7745VOD04-A050Z5R 50 58 40 - 22 3,50 8,00 5 015270 F4011T 015241 T20 3,10
023058 7745VOD04-A050Z6R 50 58 40 - 22 3,50 8,00 6 015270 F4011T 015241 T20 3,10
021756 7745VOD04-A063R 63 71 40 - 22 3,50 8,00 5 015270 F4011T 015241 T20 3,10
023059 7745VOD04-A063Z7R 63 71 40 - 22 3,50 8,00 7 015270 F4011T 015241 T20 3,10
017907 7745VOD04-A080R 80 88 50 - 27 3,50 8,00 6 015270 F4011T 015241 T20 3,10
023060 7745VOD04-A080Z9R 80 88 50 - 27 3,50 8,00 9 015270 F4011T 015241 T20 3,10
021757 7745VOD04-A100R 100 108 55 - 32 3,50 8,00 7 015270 F4011T 015241 T20 3,10
023061 7745VOD04-A100Z11R 100 108 55 - 32 3,50 8,00 11 015270 F4011T 015241 T20 3,10
023062 7745VOD04-A125R 125 133 63 - 40 3,50 8,00 8 015270 F4011T 015241 T20 3,10
023063 7745VOD04-A125Z12R 125 133 63 - 40 3,50 8,00 12 015270 F4011T 015241 T20 3,10
025382 7745VOD04-160R 160 168 63 - 40 3,50 8,00 10 015270 F4011T 015241 T20 3,10
025383 7745VOD04-160Z15R 160 168 63 - 40 3,50 8,00 15 015270 F4011T 015241 T20 3,10
a
p
a
p1
max.
d
1
H
D
D
L
I
1
d
1
D
a
D
a
87°
42°
87°
42°
End Mills & Face Mills
Product Dimensions (mm) Spares
EDP Item Description D D
a
* L/H l
1
d
1
a
p
a
p
1
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7745VOD04 Weldon Shank
7745VOD04 Shell Mill Fixation - Medium and Fine Pitch
Weldon Shank
Shell Mill Fixation
Depth of Cut (
a
p
)
D
a
* = Outside Diameter
7745VOD04
Face Milling Cutter
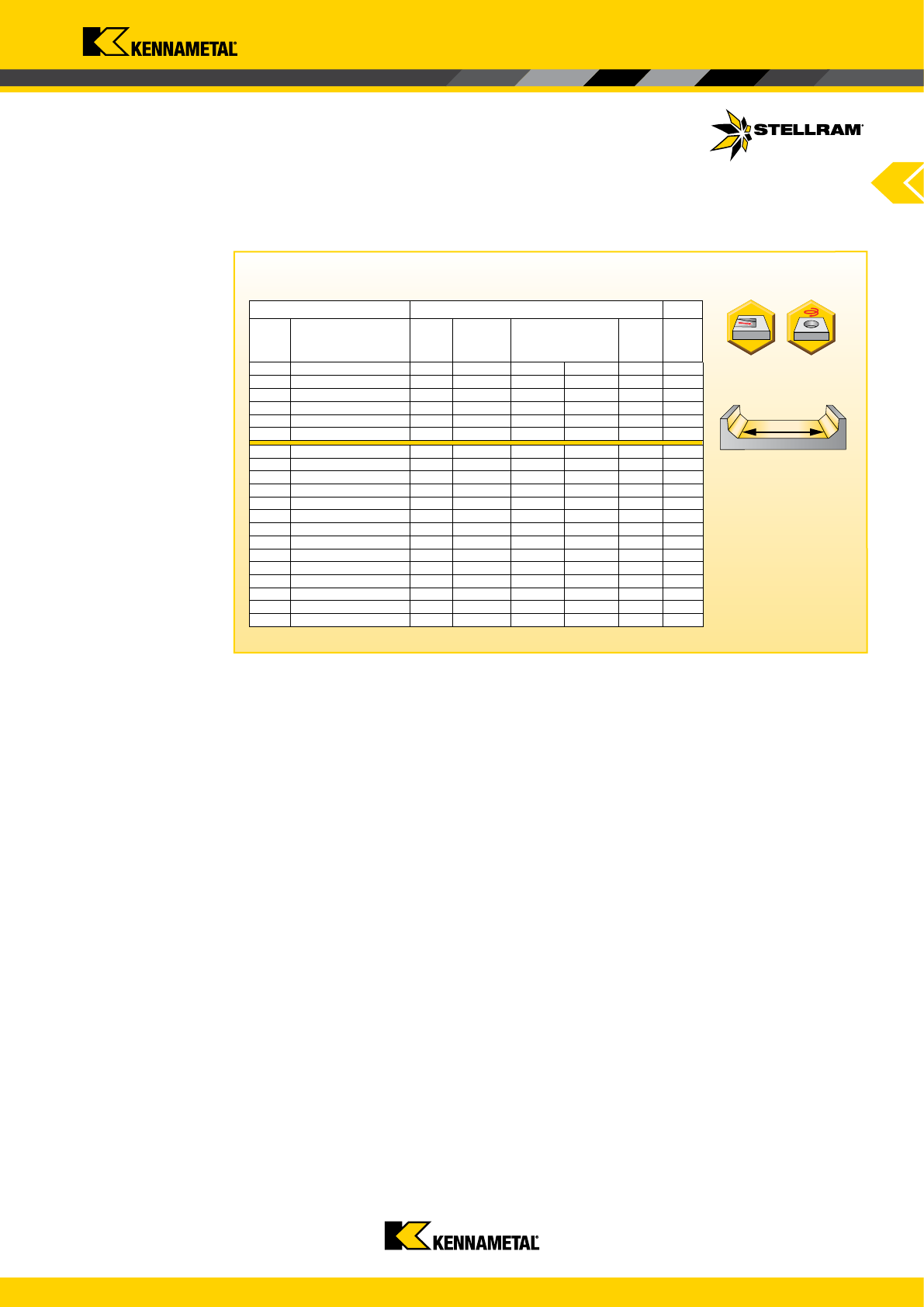
www.kennametal.com
A79
021758
7745VOD04WA025R
25 17.00 46 64 2,00 38500
025379
7745VOD04WA025R095
25 17.00 46 64 2,00 38500
021759
7745VOD04WA032R
32 12.10 60 78 2,00 33200
025380
7745VOD04WA032R095
32 12.10 60 78 2,00 33200
021760
7745VOD04WA040R
40 8.50 76 94 2,00 29200
025381
7745VOD04WA040R095
40 8.50 76 94 2,00 29200
021754
7745VOD04-A040R
40 8.50 76 94 2,00 29200
021755
7745VOD04-A050R
50 6.10 96 114 2,00 25700
030971
7745VOD04-A050Z5R
50 6.10 96 114 2,00 25700
023058
7745VOD04-A050Z6R
50 6.10 96 114 2,00 25700
021756
7745VOD04-A063R
63 4.30 122 140 2,00 22700
023059
7745VOD04-A063Z7R
63 4.30 122 140 2,00 22700
017907
7745VOD04-A080R
80 3.00 156 174 2,00 20000
023060
7745VOD04-A080Z9R
80 3.00 156 174 2,00 20000
021757
7745VOD04-A100R
100 2.40 196 214 2,00 17700
023061
7745VOD04-A100Z11R
100 2.40 196 214 2,00 17700
023062
7745VOD04-A125R
125 2.00 246 264 2,00 15700
023063
7745VOD04-A125Z12R
125 2.00 246 264 2,00 15700
025382
7745VOD04-160R
160 1.40 316 334 2,00 14000
025383
7745VOD04-160Z15R
160 1.40 316 334 2,00 14000
End Mills & Face Mills
7745VOD04 Technical Information
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
7745VOD04
Technical Data
Ramping Helical
Interpolation
Facing Pitch
Flat
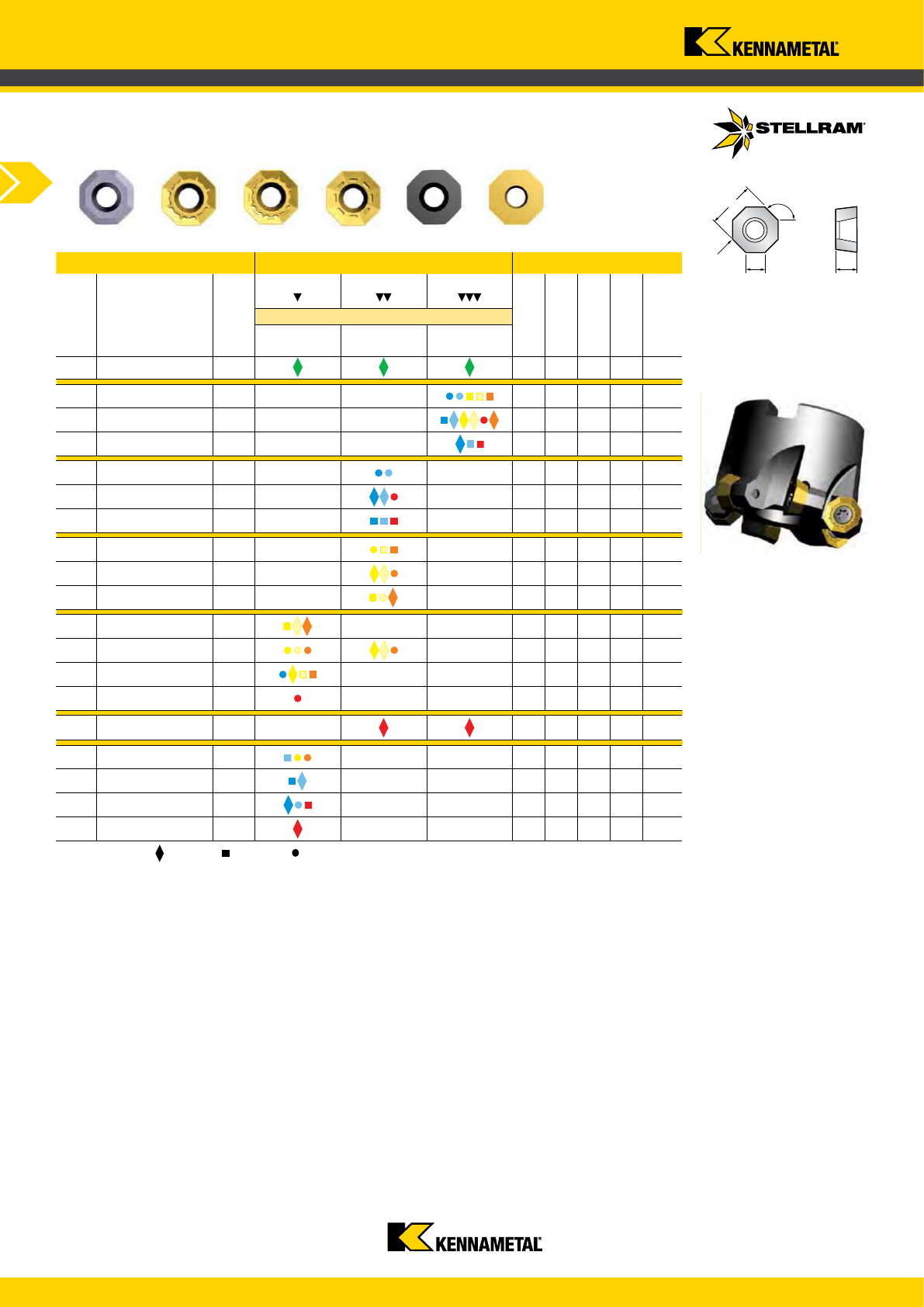
www.kennametal.com
A80
024911 ODET0404APFN-441 GH1 12,70 4,00 4,76 0,02
022198 ODET0404APEN-44 X500 - -
12,70 4,00 4,76 0,04
031470 ODET0404APEN-44 SP6519 - -
12,70 4,00 4,76 0,04
022199 ODET0404APEN-44 MP91M - -
12,70 4,00 4,76 0,04
022061 ODMT0404APEN-41 X500 -
- 12,70 4,00 4,76 0,06
031472 ODMT0404APEN-41 SP6519 -
- 12,70 4,00 4,76 0,06
017775 ODMT0404APEN-41 MP91M -
- 12,70 4,00 4,76 0,06
030768 ODMT040408EN-412 X500 -
- 12,70 4,00 4,76 0,80 0,06
030769 ODMT040408EN-412 X700 -
- 12,70 4,00 4,76 0,80 0,06
031540 ODMT040408EN-412 SP6519 -
- 12,70 4,00 4,76 0,80 0,06
015143 ODMT040408EN-41 X500
- - 12,70 4,00 4,76 0,80 0,06
030330 ODMT040408EN-41 X700
- 12,70 4,00 4,76 0,80 0,06
031471 ODMT040408EN-41 SP6519
- - 12,70 4,00 4,76 0,80 0,06
017303 ODMT040408EN-41 MP91M
- - 12,70 4,00 4,76 0,80 0,06
027884 ODEW0404APTR-RA SC3025 -
12,70 4,00 4,76 0,19
017672 ODMW040408SN X500
- - 12,70 4,00 4,76 0,80 0,27
031462 ODMW040408SN SP6519
- - 12,70 4,00 4,76 0,80 0,27
017304 ODMW040408SN MP91M
- - 12,70 4,00 4,76 0,80 0,27
029096 ODMW040408SN SC3025
- -
12,70 4,00 4,76 0,80 0,27
l
r
135°
d
s
ODET04-441
ODET04-44
ODMT04-41
ODMT04-412
ODEW04-RA ODMW04-SN
End Mills & Face Mills
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Wiper
Facet
---
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
3,50 1,00 - 2,00 0,20 - 1,00
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A81. Speed recommendations can be found on page A85.
ODMW040408SN X500 should be generally used for heavy duty applications as well as Stainless Steel and
High Temperature Alloys with heavy scale.
ODMT040408EN-41 X700 should be used for Stainless Steel and High Temperature Alloys when a stronger
cutting edge is required.
7745VOD04
Milling Inserts
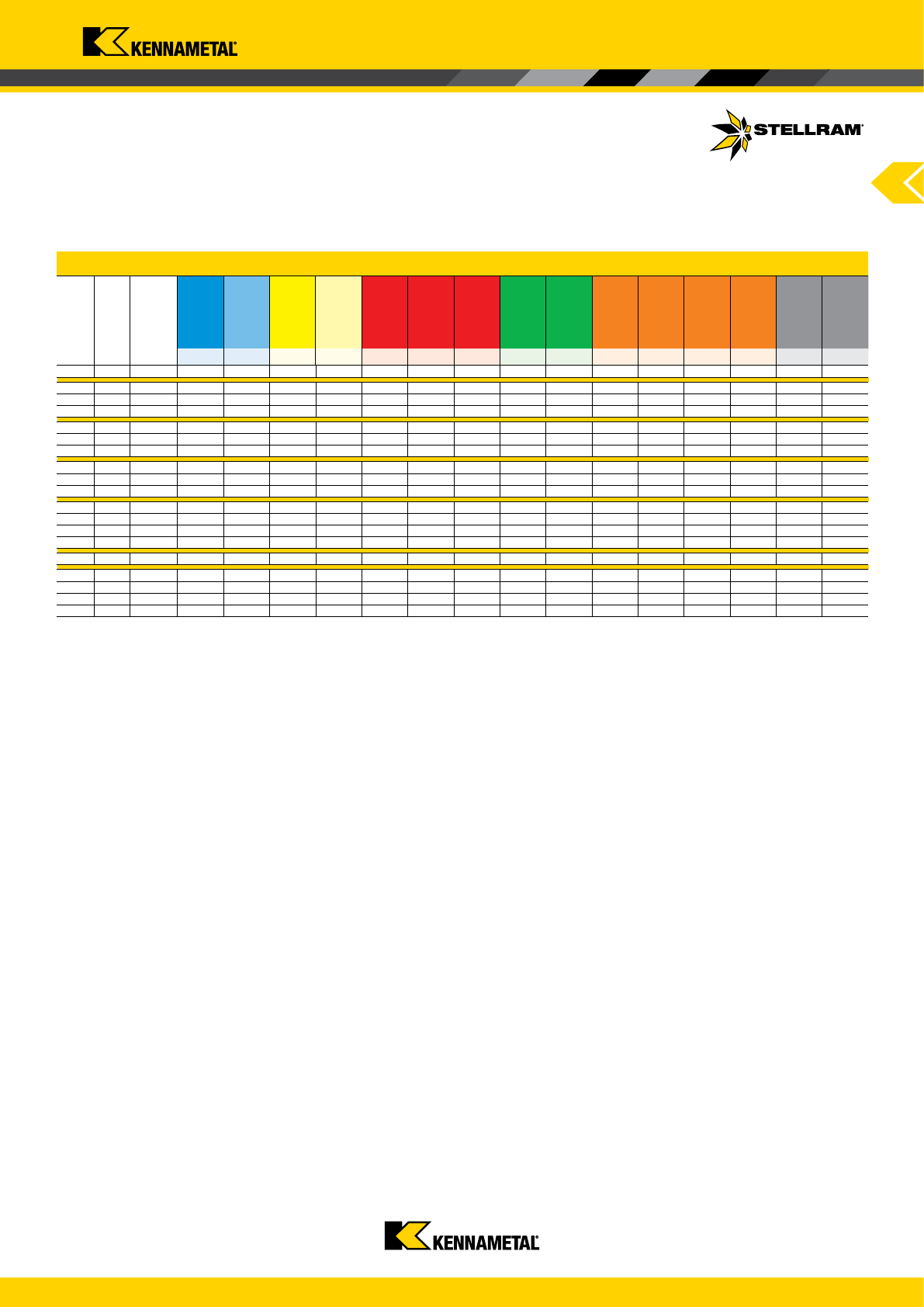
www.kennametal.com
A81
FN-441 GH1
- - - - - - - 0,04 - 0,30 0,04 - 0,25 - - - - - -
EN-44 X500
0,06 - 0,30 0,06 - 0,27 0,06 - 0,25 0,06 - 0,20 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,25 - -
EN-44 SP6519
0,06 - 0,30 0,06 - 0,27 0,06 - 0,25 0,06 - 0,20 0,06 - 0,25 0,06 - 0,25 0,06 - 0,23 - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,25 - -
EN-44 MP91M
0,06 - 0,30 0,06 - 0,27 - - 0,06 - 0,25 0,06 - 0,25 0,06 - 0,23 - - - - - - - -
APEN-41 X500
0,06 - 0,35 0,06 - 0,32 - - - - - - - - - - - - -
APEN-41 SP6519
0,06 - 0,35 0,06 - 0,32 - - 0,06 - 0,25 0,06 - 0,25 0,06 - 0,23 - - - - - - - -
APEN-41 MP91M
0,06 - 0,35 0,06 - 0,32 - - 0,06 - 0,25 0,06 - 0,25 0,06 - 0,23 - - - - - - - -
EN-412 X500
- - 0,06 - 0,35 0,06 - 0,30 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,25 - -
EN-412 X700
- - 0,06 - 0,35 0,06 - 0,30 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,25 - -
EN-412 SP6519
- - 0,06 - 0,35 0,06 - 0,30 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,25 - -
EN-41 X500
- - 0,06 - 0,35 0,06 - 0,30 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,30 - -
EN-41 X700
- - 0,06 - 0,35 0,06 - 0,30 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,30 - -
EN-41 SP6519
0,06 - 0,35 - 0,06 - 0,35 0,06 - 0,30 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,30 - -
EN-41 MP91M
- - - - 0,06 - 0,35 0,06 - 0,35 0,06 - 0,35 - - - - - - - -
TR-RA SC3025
- - - - 0,19 - 0,35 0,19 - 0,35 0,19 - 0,35 - - - - - - - -
SN X500
- 0,32 - 0,50 0,30 - 0,40 - - - - - - 0,20 - 0,30 0,20 - 0,30 0,20 - 0,30 0,20 - 0,33 - -
SN SP6519
0,32 - 0,55 0,32 - 0,50 - - - - - - - - - - - - -
SN MP91M
0,32 - 0,55 0,32 - 0,50 - - 0,32 - 0,50 0,32 - 0,50 0,32 - 0,50 - - - - - - - -
SN SC3025
- - - - 0,32 - 0,50 0,32 - 0,50 0,32 - 0,50 - - - - - - - -
End Mills & Face Mills
7745VOD04 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Note: HTA = High Temperature Alloys
Speed recommendations can be found on page A85.
7745VOD04
Recommended Feeds
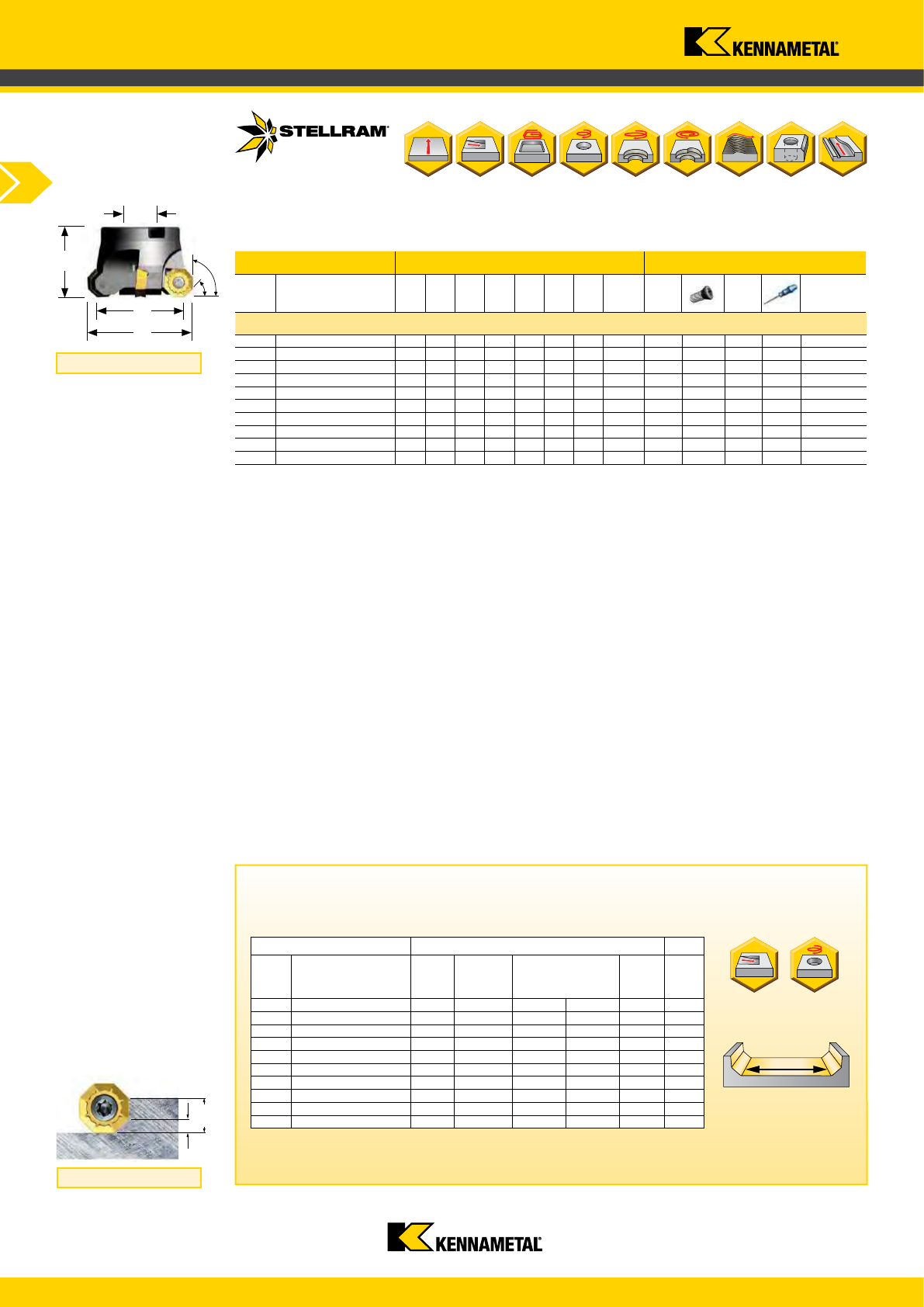
www.kennametal.com
A82
026581 7745VOD06-A050R 50 60 40 - 22 4,50 10 4 015270 F4011T 015241 T20 3,10
026582 7745VOD06-A063R 63 73 40 - 22 4,50 10 5 015270 F4011T 015241 T20 3,10
026583 7745VOD06-A080R 80 90 50 - 27 4,50 10 6 015270 F4011T 015241 T20 3,10
027911 7745VOD06-A080Z08R 80 90 50 - 27 4,50 10 8 015270 F4011T 015241 T20 3,10
026584 7745VOD06-A100R 100 110 55 - 32 4,50 10 7 015270 F4011T 015241 T20 3,10
027876 7745VOD06-A100Z09R 100 110 55 - 32 4,50 10 9 015270 F4011T 015241 T20 3,10
026585 7745VOD06-A125R 125 135 63 - 40 4,50 10 8 015270 F4011T 015241 T20 3,10
027877 7745VOD06-A125Z11R 125 135 63 - 40 4,50 10 11 015270 F4011T 015241 T20 3,10
026586 7745VOD06-160R 160 170 63 - 40 4,50 10 10 015270 F4011T 015241 T20 3,10
027878 7745VOD06-160Z14R 160 170 63 - 40 4,50 10 14 015270 F4011T 015241 T20 3,10
a
p
a
p1
max.
026581
7745VOD06-A050R
50 6.00 94 118 2,60 18000
026582
7745VOD06-A063R
63 4.60 120 144 2,60 15600
026583
7745VOD06-A080R
80 3.30 154 178 2,60 13700
027911
7745VOD06-A080Z08R
80 3.30 154 178 2,60 13700
026584
7745VOD06-A100R
100 2.60 194 218 2,60 12100
027876
7745VOD06-A100Z09R
100 2.60 194 218 2,60 12100
026585
7745VOD06-A125R
125 2.00 244 268 2,60 10700
027877
7745VOD06-A125Z11R
125 2.00 244 268 2,60 10700
026586
7745VOD06-160R
160 1.50 314 338 2,60 9500
027878
7745VOD06-160Z14R
160 1.50 314 338 2,60 9500
d
1
H
D
D
a
87°
42°
End Mills & Face Mills
7745VOD06 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description D D
a
* L/H l
1
d
1
a
p
a
p
1
max
No. of
Teeth
EDP EDP
Screw
Tightening
nm
7745VOD06 Shell Mill Fixation - Medium and Fine Pitch
Shell Mill Fixation
Depth of Cut (
a
p
)
D
a
* = Outside Diameter
7745VOD06
Face Milling Cutter
Ramping Helical
Interpolation
Facing Pitch
Flat
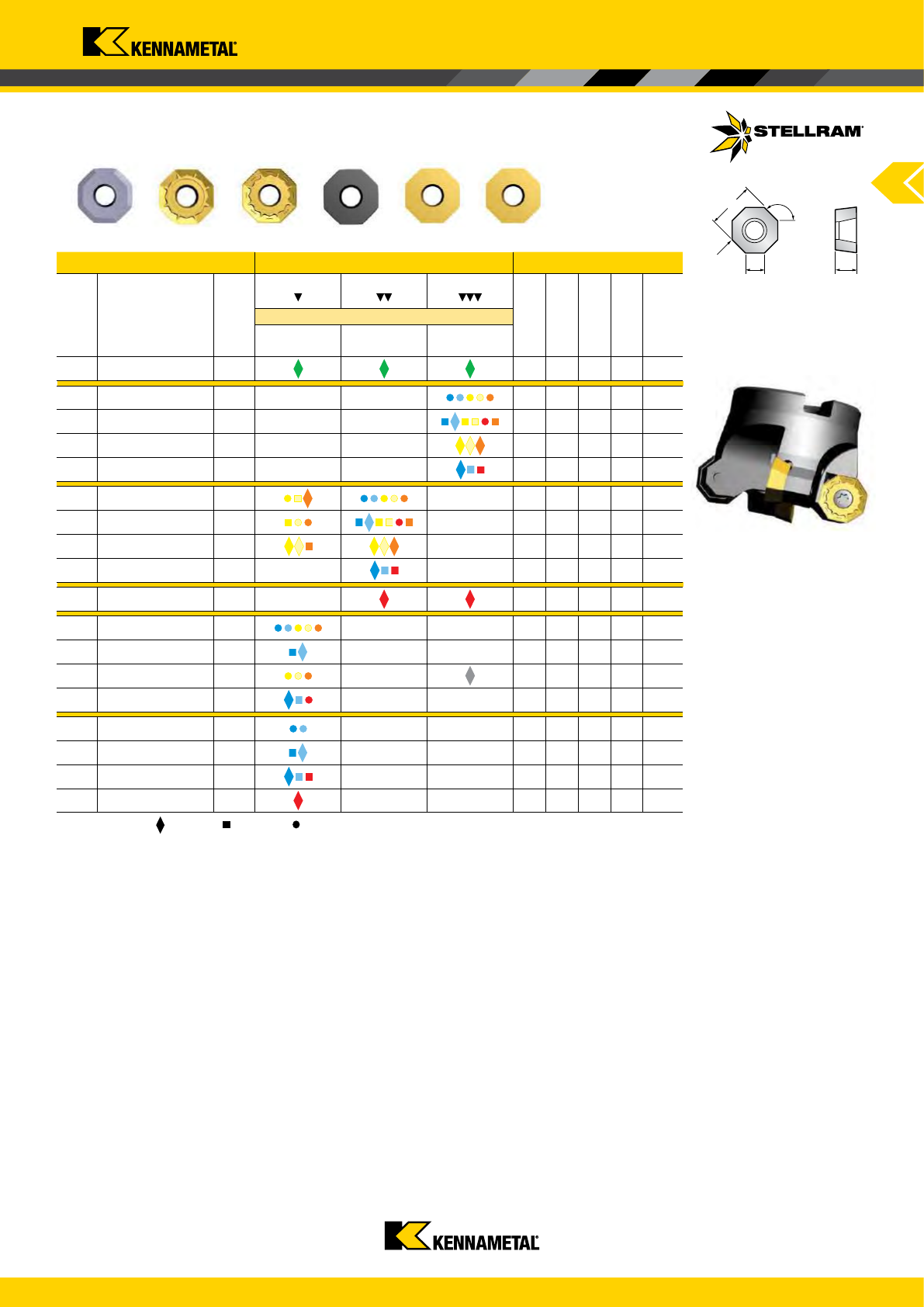
www.kennametal.com
A83
026588 ODET0605APFN-441 GH1 16,00 6,00 5,55 0,02
026592 ODET0605APEN-44 X500 - -
16,00 6,00 5,55 0,04
031501 ODET0605APEN-44 SP6519 - -
16,00 6,00 5,55 0,04
034513 ODET0605APEN-44 SP4019 - -
16,00 6,00 5,55 0,04
026591 ODET0605APEN-44 MP91M - -
16,00 6,00 5,55 0,04
026590 ODMT0605APEN-41 X500
- 16,00 6,00 5,55 0,06
031502 ODMT0605APEN-41 SP6519
- 16,00 6,00 5,55 0,06
034514 ODMT0605APEN-41 SP4019
- 16,00 6,00 5,55 0,06
026589 ODMT0605APEN-41 MP91M -
- 16,00 6,00 5,55 0,06
027885 ODEW0605APTR-RA SC3025 -
16,00 6,00 5,55 0,19
026596 ODMW060512TN X500
- - 16,00 6,00 5,55 1,20 0,17
031503 ODMW060512TN SP6519
- - 16,00 6,00 5,55 1,20 0,17
034515 ODMW060512TN SP4019
- 16,00 6,00 5,55 1,20 0,17
026595 ODMW060512TN MP91M
- - 16,00 6,00 5,55 1,20 0,17
025838 ODMW060512SN X500
- - 16,00 6,00 5,55 1,20 0,27
031483 ODMW060512SN SP6519
- - 16,00 6,00 5,55 1,20 0,27
025836 ODMW060512SN MP91M
- - 16,00 6,00 5,55 1,20 0,27
029097 ODMW060512SN SC3025
- -
16,00 6,00 5,55 1,20 0,27
l
r
135°
d
s
ODET06-441 ODET06-44 ODMT06-41 ODEW06-RA ODMW06-TN ODMW06-SN
End Mills & Face Mills
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
4,50 1,00 - 2,00 0,20 - 1,00
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A84. Speed recommendations can be found on page A85.
ODMW060512SN should be generally used for heavy duty applications.
ODMW060512TN X500 and SP4019 should be used in Stainless Steel and High Temperature Alloys with heavy scale.
ODMW060512TN should also be used when the machine tool has less power available.
7745VOD06
Milling Inserts
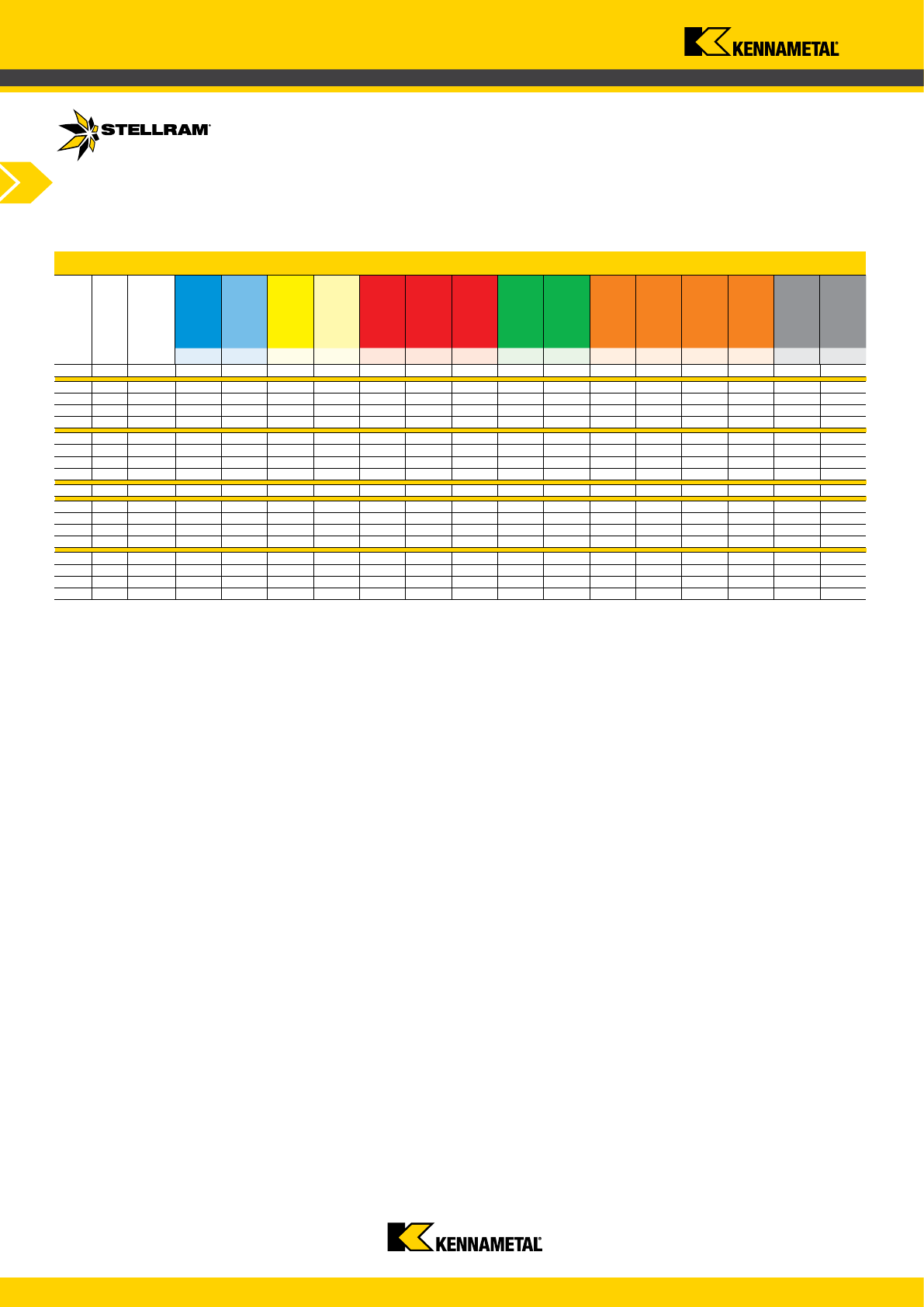
www.kennametal.com
A84
FN-441 GH1
- - - - - - - 0,04 - 0,30 0,04 - 0,25 - - - - - -
EN-44 X500
0,06 - 0,35 0,06 - 0,30 0,06 - 0,27 0,06 - 0,20 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,25 - -
EN-44 SP6519
0,06 - 0,35 0,06 - 0,30 0,06 - 0,27 0,06 - 0,20 0,06 - 0,30 0,06 - 0,30 0,06 - 0,30 - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,25 - -
EN-44 SP4019
- - 0,06 - 0,27 0,06 - 0,20 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,25 - -
EN-44 MP91M
0,06 - 0,35 0,06 - 0,27 - - 0,06 - 0,30 0,06 - 0,30 0,06 - 0,30 - - - - - - - -
EN-41 X500
0,06 - 0,38 0,06 - 0,35 0,06 - 0,35 0,06 - 0,30 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,30 - -
EN-41 SP6519
0,06 - 0,38 0,06 - 0,35 0,06 - 0,35 0,06 - 0,30 0,06 - 0,38 0,06 - 0,38 0,06 - 0,35 - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,30 - -
EN-41 SP4019
- - 0,06 - 0,35 0,06 - 0,30 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,30 - -
EN-41 MP91M
0,06 - 0,38 0,06 - 0,35 - - 0,06 - 0,38 0,06 - 0,38 0,06 - 0,35 - - - - - - - -
TR-RA SC3025
- - - - 0,19 - 0,40 0,19 - 0,40 0,19 - 0,40 - - - - - - - -
TN X500
0,24 - 0,55 0,24 - 0,50 0,24 - 0,40 0,24 - 0,32 - - - - - 0,17 - 0,25 0,17 - 0,25 0,17 - 0,25 0,20 - 0,28 - -
TN SP6519
0,24 - 0,55 0,24 - 0,50
- -
- - - - - - - - - - -
TN SP4019
- - 0,24 - 0,40 0,24 - 0,32 - - - - - 0,17 - 0,25 0,17 - 0,25 0,17 - 0,25 0,20 - 0,28 0,05 - 0,10 0,05 - 0,12
TN MP91M
0,24 - 0,55 0,24 - 0,50 - - 0,17 - 0,50 0,17 - 0,50 0,17 - 0,50 - - - - - - - -
SN X500
0,32 - 0,60 0,32 - 0,55 - - - - - - - - - - - - -
SN SP6519
0,32 - 0,60 0,32 - 0,55 - - - - - - - - - - - - -
SN MP91M
0,32 - 0,55 0,32 - 0,55 - - 0,32 - 0,55 0,32 - 0,55 0,32 - 0,55 - - - - - - - -
SN SC3025
- - - - 0,32 - 0,55 0,32 - 0,55 0,32 - 0,55 - - - - - - - -
End Mills & Face Mills
7745VOD06 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Note: HTA = High Temperature Alloys
Speed recommendations can be found on page A85.
7745VOD06
Recommended Feeds
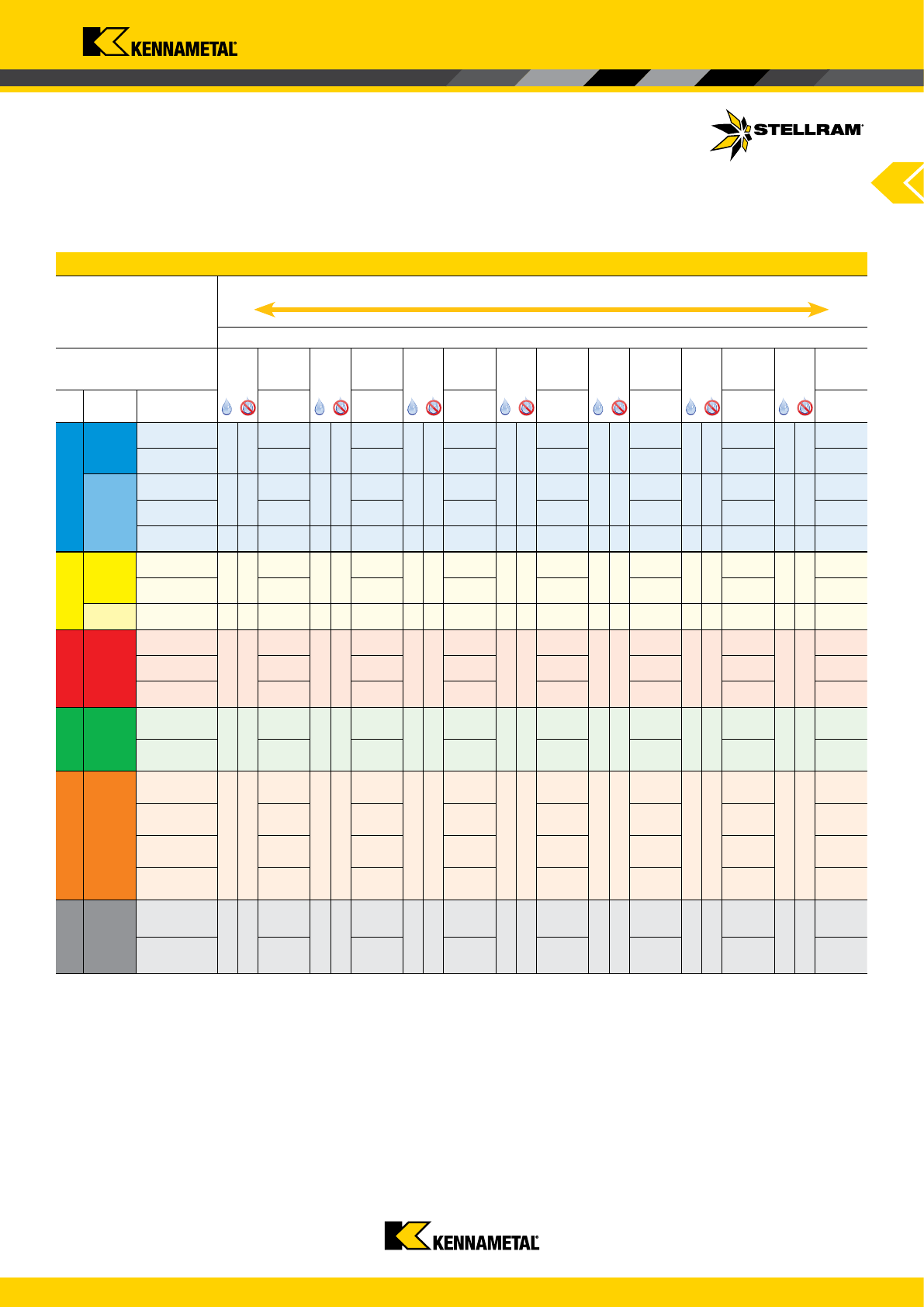
www.kennametal.com
A85
P
130 - 270
130 - 295
140 - 345
115 - 240 115 - 260 120 - 205
100 - 210
100 - 230
105 - 270
75 - 160 75 - 175 80 - 205
50 - 100
50 - 110
50 - 130
+
--
M
115 - 250
115 - 260
115 - 270
120 - 280
100 - 220 105 - 230 105 - 235 110 - 250
50 - 110
50 - 115
50 - 120
50 - 130
K
140 - 295
145 - 365
150 - 395
110 - 240 115 - 285 120 - 335
100 - 220 105 - 260 105 - 275
N
400 - 3050
295 - 2440
S
23 - 48
23 - 52
23 - 55
24 - 63
21 - 44 22 - 46 22 - 48 23 - 52
24 - 51 25 - 53 25 - 55 26 - 59
35 - 73 36 - 75 36 - 79 37 - 84
H
50 - 100
50 - 105
40 - 90 40 - 95
End Mills & Face Mills
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Recommended Possible
Speed v
c
(m/min)
7745VOD Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
CVD
X Grade
PVD
X Grade
PVD
Standard
PVD
Standard
CVD
Standard
CVD
Standard
Uncoated
Micrograin
ISO Materials
Rm and
Hardness
X500 X700 SP6519 SP4019 MP91M SC3025 GH1
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
7745VOD
Recommended Speeds
www.kennametal.com
A86
End Mills & Face Mills
775VOD Technical Information
f
z
= h
m
x
h
m
= f
z
x
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
Formula: Programme Feed Rate (f
z
)
Feed rate compensation: For 42° cutting, divide the h
m
value by the
sine of the approach angle (the sine of 42° = 0,669)
a
e
d
d
a
e
i.e.: h
m
or 0,08mm
0,669 0,669 = 0,12mm programmemed feed rate
7745VOD
Technical Information

www.kennametal.com
A87
7745VS Series
Face Milling and Chamfering Cutter
7745VS09:
Maximum a
p
= 5mm
Diameter Range = 16mm to 25mm
7745VS12:
Maximum a
p
= 7mm
Diameter Range = 40mm to 125mm
Note: Larger diameter Shell Mill Fixation
cutters with interchangeable cartridges are
available. Please see page A136.
45° LEAD ANGLE – FACE MILLS
7745VS cutters are designed for machining Tool Steel and Cast Iron. They feature exceptionally
thick square inserts and are ideal for tough cutting conditions. The upper edge of the insert does
not rest against a pocket allowing for recessing operations.
Ideal for roughing, semi-nishing and nishing. These cutters are a very good choice for
machining surfaces with heavy scale and are also ideal for machining surfaces with
irregular stock.
This family is available in two different insert sizes: SC..09 and SC..12
7745 cutters using 12mm inserts with 5mm thickness are able to cover irregular surfaces up
to 7mm a
p
. With its 0° axial and a radial negative rake angle this cutter has an excellent chip
evacuation particularly when using the full depth of cut capacity.
The smaller cutter series with 9mm inserts are ideal for facing small areas and chamfering any
style component.
ChamferingFacing
7745VS
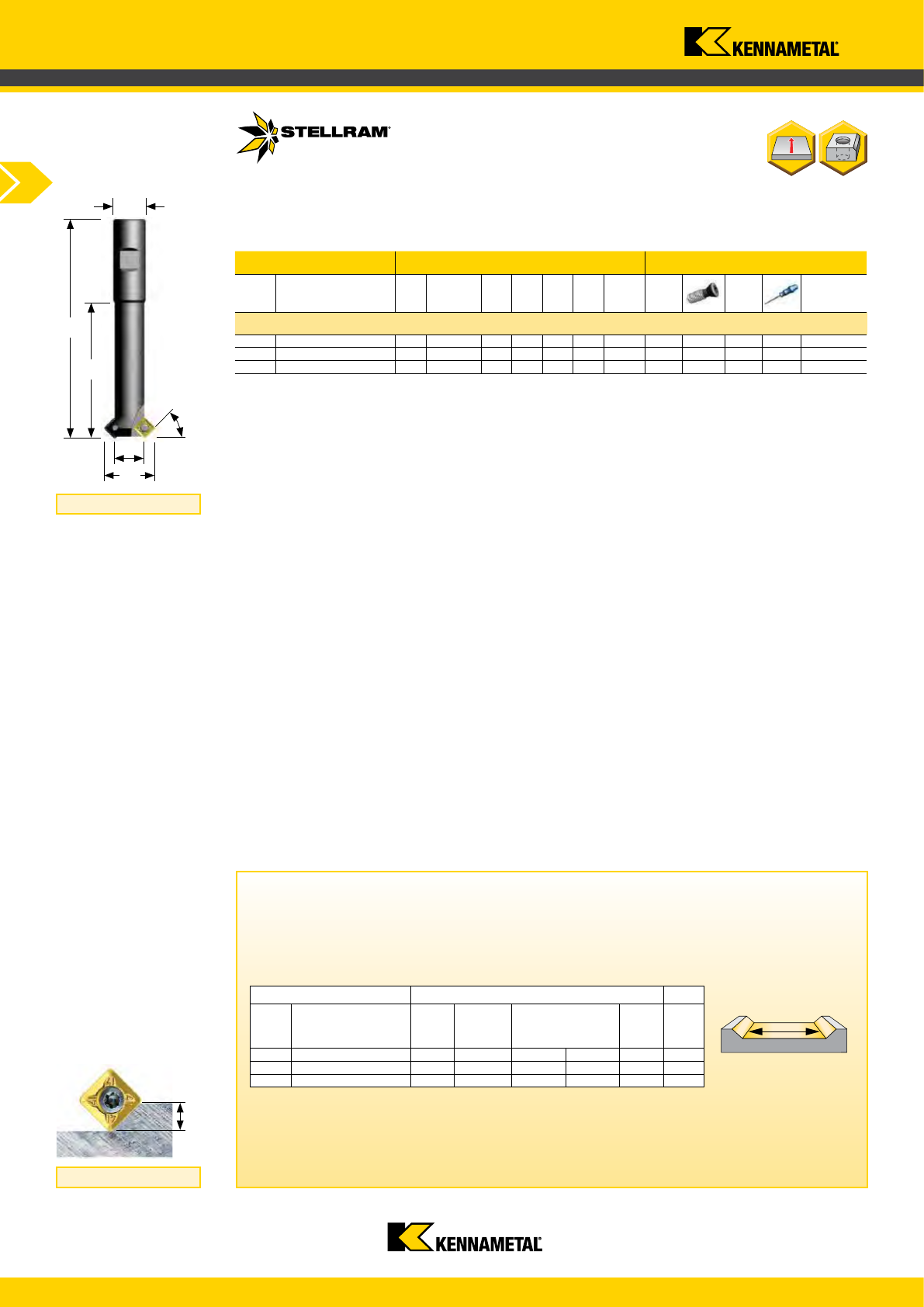
www.kennametal.com
A88
021762 7745VS09WA016R085 16 27 135 85 16 5,00 2 015262 D4010T 015240 T15 3,10
021763 7745VS09WA020R085 20 31 135 85 20 5,00 2 015262 D4010T 015240 T15 3,10
021764 7745VS09WA025R095 25 36 150 95 25 5,00 3 015262 D4010T 015240 T15 3,10
a
p
021762 7745VS09WA016R085 16 - - - - 56500
021763 7745VS09WA020R085 20 - - - - 50500
021764 7745VS09WA025R095 25 - - - - 45200
d
1
L
Da*
I
1
45°
D
End Mills & Face Mills
Depth of Cut (
a
p
)
Weldon Shank
7745VS09 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description D D
a
* L/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm.
7745VS09 Weldon Shank
D
a
* = Outside Diameter
7745VS09
Face Milling and Chamfering Cutter
Flat
Facing Pitch
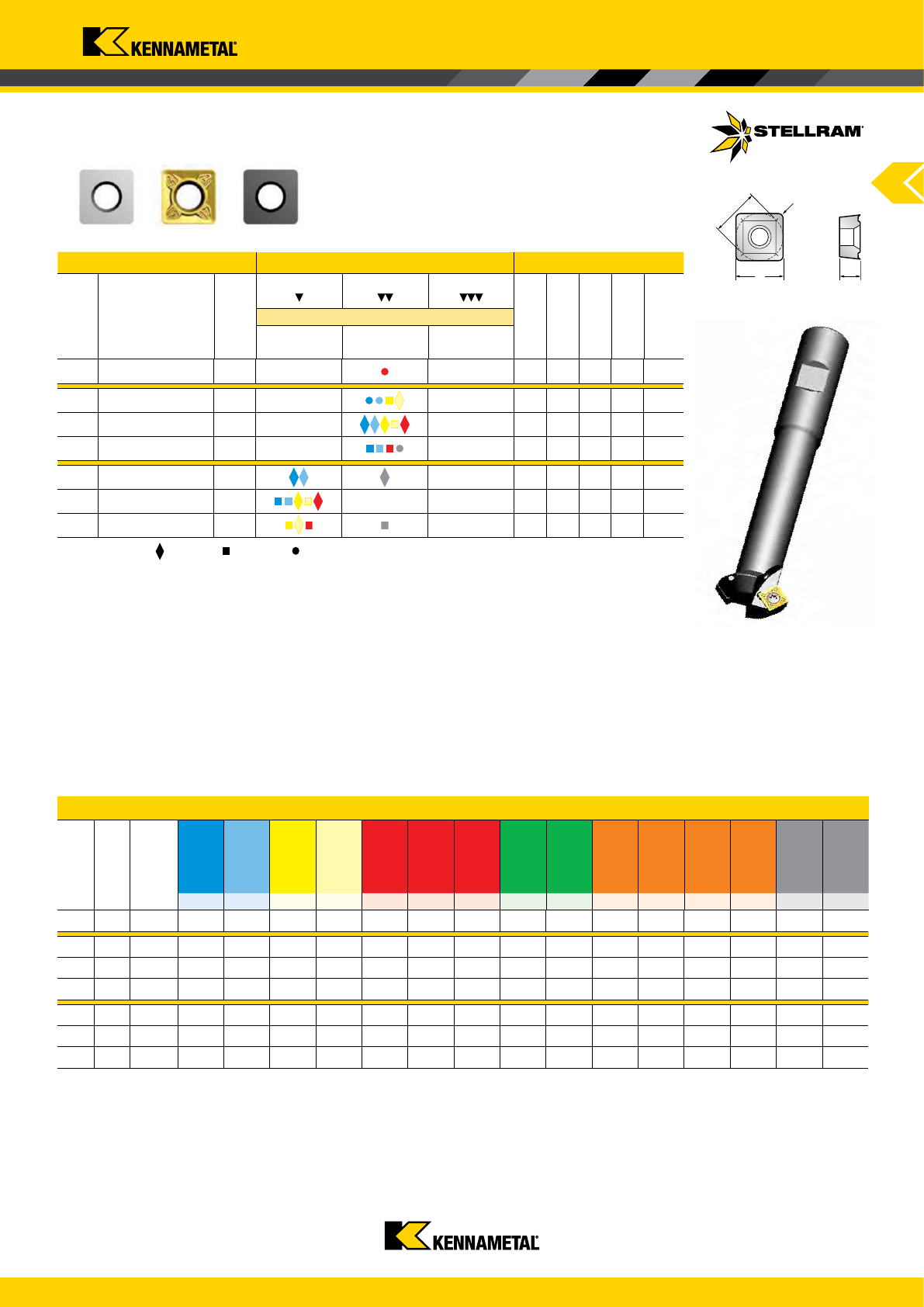
www.kennametal.com
A89
E GH1
- - - - 0,05 - 0,10 0,05 - 0,10 - - - - - - - - -
EN-41 X500
0,12 - 0,30 0,12 - 0,25 0,12 - 0,26 0,12 - 0,23 - - - - - - - - - - -
EN-41 SP6519
0,12 - 0,30 0,12 - 0,25 0,12 - 0,26 0,12 - 0,23 0,12 - 0,30 0,12 - 0,30 0,12 - 0,25 - - - - - - - -
EN-41 MP91M
0,12 - 0,30 0,12 - 0,22 - - 0,12 - 0,30 0,12 - 0,30 0,12 - 0,25 - - - - - - 0,05 - 0,08 0,05 - 0,10
T X400
0,12 - 0,33 0,12 - 0,30 - - - - - - - - - - - 0,05 - 0,08 0,05 - 0,10
T SP6519
0,12 - 0,30 0,12 - 0,18 0,12 - 0,28 0,12 - 0,25 0,12 - 0,33 0,12 - 0,33 0,12 - 0,30 - - - - - - - -
T SP4019
- - 0,12 - 0,28 0,12 - 0,25 0,12 - 0,33 0,12 - 0,33 0,12 - 0,30 - - - - - - 0,05 - 0,07 0,05 - 0,10
018186 SCMT09T308E GH1
-
-
9,52 9,52 3,97 0,80 0,03
015147 SCMT09T308EN-41 X500 -
- 9,52 9,52 3,97 0,80 0,04
031474 SCMT09T308EN-41 SP6519 -
- 9,52 9,52 3,97 0,80 0,04
017315 SCMT09T308EN-41 MP91M -
- 9,52 9,52 3,97 0,80 0,04
034550 SCMT09T308T X400
- 9,52 9,52 3,97 0,80 0,15
031568 SCMT09T308T SP6519
- - 9,52 9,52 3,97 0,80 0,15
034551 SCMT09T308T SP4019
-
9,52 9,52 3,97 0,80 0,15
d
l
r
s
SCMT09-41 SCMT09-TSCMT09-E
End Mills & Face Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
minDepth of Cut (mm)
a
p
max a
p
min - max a
p
min - max
5,00 1,00 - 2,50 -
7745VS09
Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Note: HTA = High Temperature Alloys
Facing /
Chamfering
Facing /
Chamfering
Facing /
Chamfering
Facing /
Chamfering
Facing /
Chamfering
Facing /
Chamfering
Facing /
Chamfering
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Speed recommendations can be found on page A93.
7745VS09
Milling Inserts & Recommended Feeds
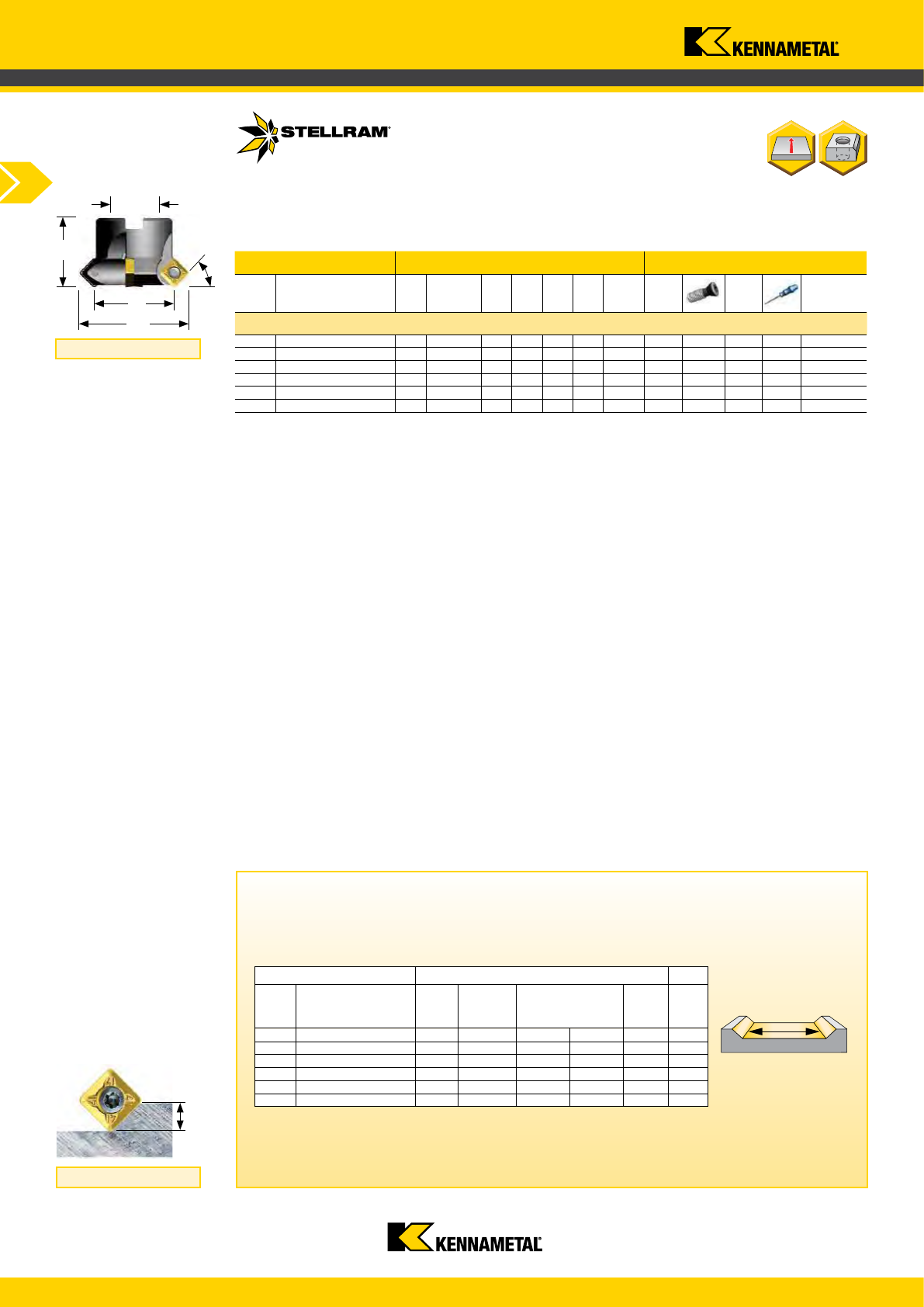
www.kennametal.com
A90
021765 7745VS12-A040R 40 55 32 - 16 7,00 4 015266 D5013T 015241 T20 6,00
021766 7745VS12-A050R 50 65 40 - 22 7,00 4 015266 D5013T 015241 T20 6,00
021767 7745VS12-A063R 63 78 40 - 22 7,00 5 015266 D5013T 015241 T20 6,00
021768 7745VS12-A080R 80 95 50 - 27 7,00 6 015266 D5013T 015241 T20 6,00
021769 7745VS12-A100R 100 115 50 - 32 7,00 7 015266 D5013T 015241 T20 6,00
021770 7745VS12-A125R 125 140 63 - 40 7,00 8 015266 D5013T 015241 T20 6,00
d
1
H
45°
a
p
021765 7745VS12-A040R 40 - - - - 28100
021766 7745VS12-A050R 50 - - - - 25100
021767 7745VS12-A063R 63 - - - - 22300
021768 7745VS12-A080R 80 - - - - 20000
021769 7745VS12-A100R 100 - - - - 17700
021770 7745VS12-A125R 125 - - - - 16000
D
D
a*
End Mills & Face Mills
7745VS12 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description D Da* L/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm.
7745VS12 Shell Mill Fixation
Depth of Cut (
a
p
)
Shell Mill Fixation
Flat
Facing Pitch
Da* = Outside Diameter
7745VS12
Face Milling Cutter
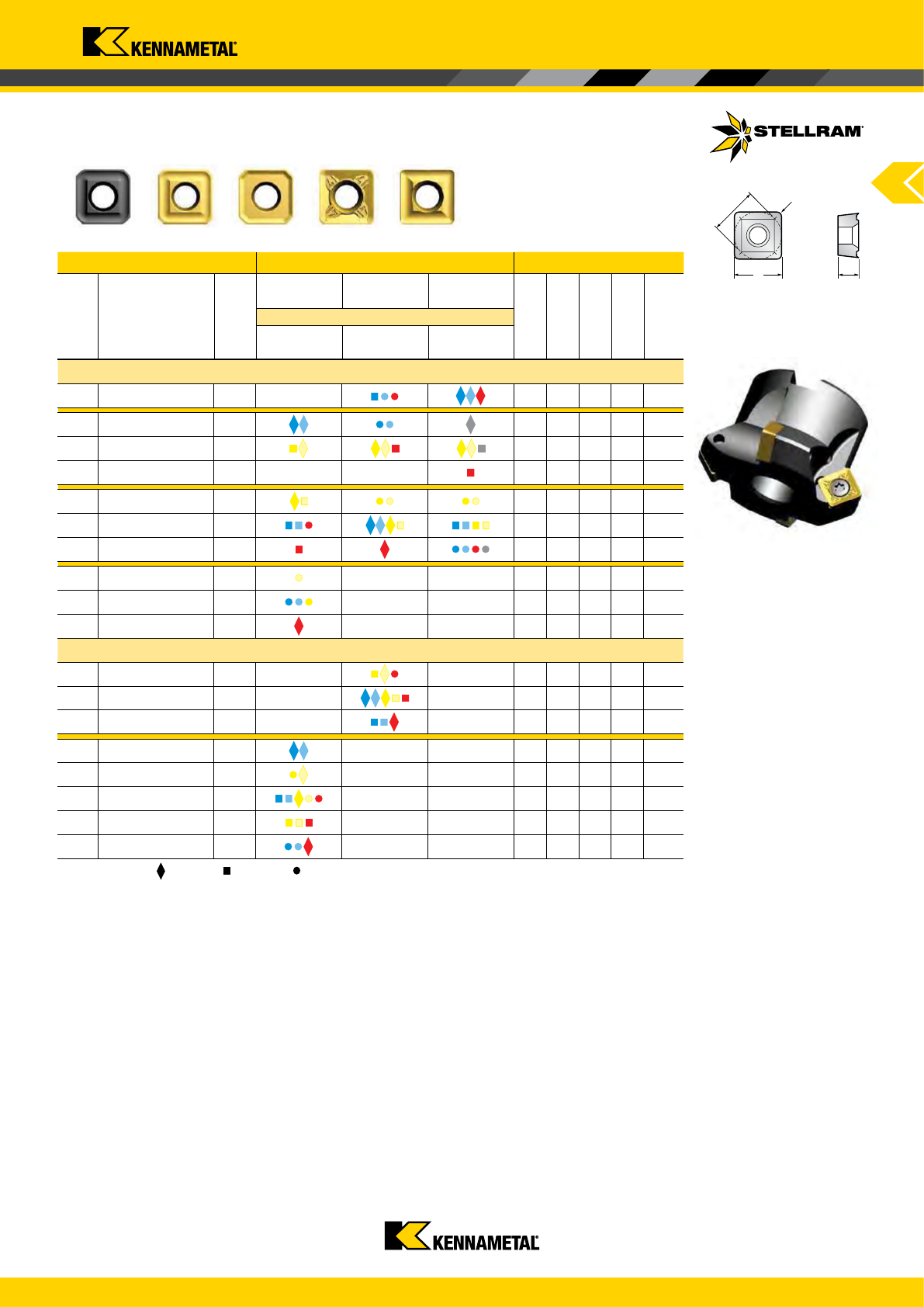
www.kennametal.com
A91
017312 SCCT12M5ACER MP91M - 12,70 12,70 5,00 0,03
034591 SCCT12M5ACTR X400
12,70 12,70 5,00 0,15
034552 SCCT12M5ACTR SP4019
12,70 12,70 5,00 0,15
017695 SCCT12M5ACTR GH1 - -
12,70 12,70 5,00 0,15
017698 SCHT12M5ACTN X500
12,70 12,70 5,00 0,15
031504 SCHT12M5ACTN SP6519
12,70 12,70 5,00 0,15
017313 SCHT12M5ACTN MP91M
12,70 12,70 5,00 0,15
015144 SCKT12M5ACSN-41 X500
- - 12,70 12,70 5,00 0,12
031556 SCKT12M5ACSN-41 SP6519
- - 12,70 12,70 5,00 0,12
017314 SCKT12M5ACSN-41 MP91M
- - 12,70 12,70 5,00 0,12
015226 SCMT12M512EN-41 X500 - - 12,70 12,70 5,00 1,20 0,06
031475 SCMT12M512EN-41 SP6519 -
- 12,70 12,70 5,00 1,20 0,06
017317 SCMT12M512EN-41 MP91M -
- 12,70 12,70 5,00 1,20 0,06
034554 SCMT12M512T X400
- - 12,70 12,70 5,00 1,20 0,15
024129 SCMT12M512T X500
- - 12,70 12,70 5,00 1,20 0,15
034555 SCMT12M512T SP6519
- - 12,70 12,70 5,00 1,20 0,15
034553 SCMT12M512T SP4019
- - 12,70 12,70 5,00 1,20 0,15
017316
SCMT12M512T
MP91M
- -
12,70 12,70 5,00 1,20 0,15
SCCT12 SCHT12 SCKT12-41 SCMT12-41 SCMT12-T
d
l
r
s
End Mills & Face Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
d (IC) l s r h
m
minDepth of Cut (mm)
a
p
max a
p
min - max a
p
min - max
7,00 1,00 - 3,50 0,20 - 1,00
Insert selection with facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Insert selection with corner radius
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A92. Speed recommendations can be found on page A93.
SCMT12M512EN-41 and SCMT12M512T with radius are only for semi roughing application where a
nished surface is not required.
7745VS12
Milling Inserts
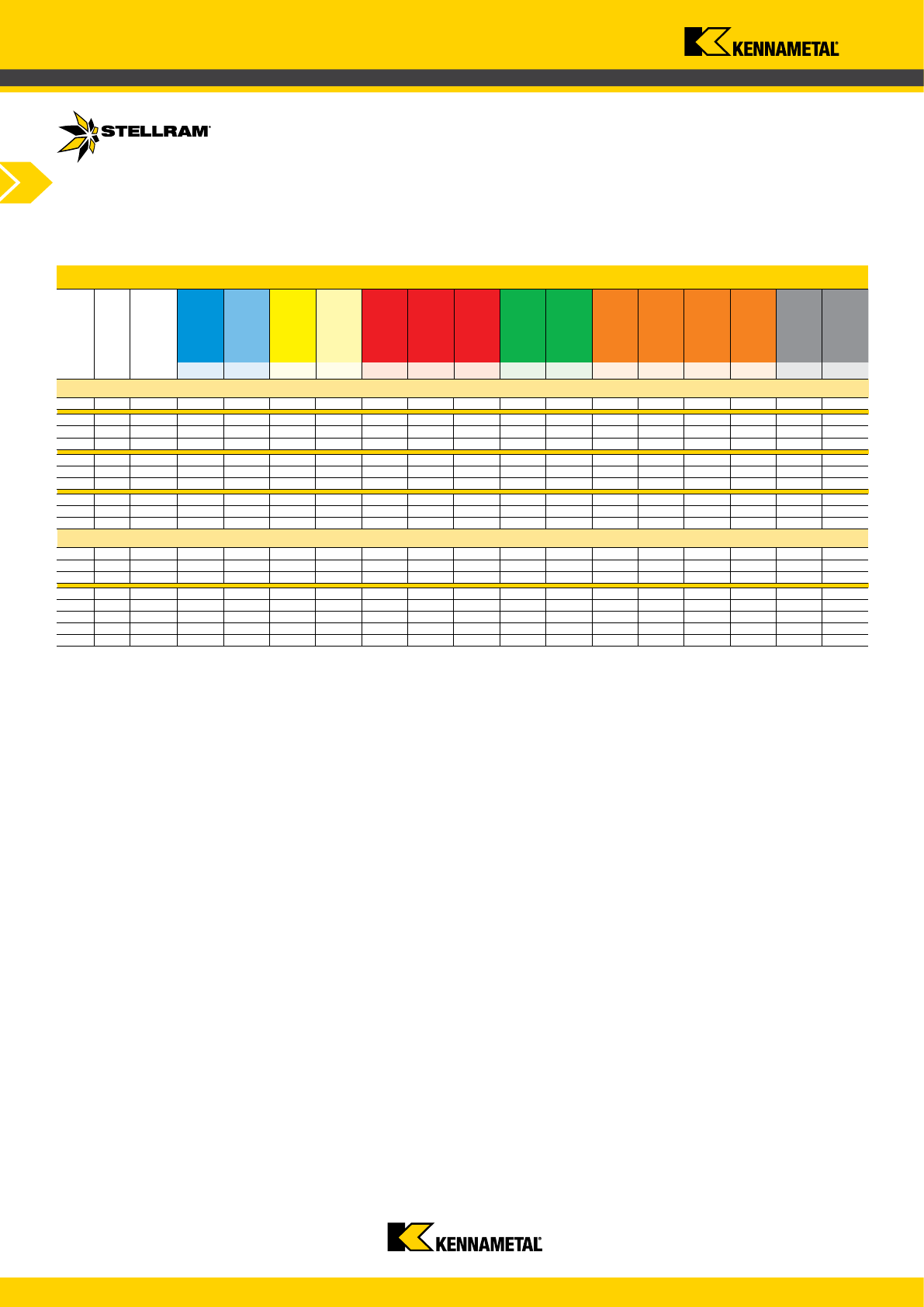
www.kennametal.com
A92
ER MP91M
0,05 - 0,25 0,05 - 0,23 - - 0,05 - 0,25 0,05 - 0,25 0,05 - 0,23 - - - - - - - -
TR X400
0,15 - 0,50 0,12 - 0,45 - - - - - - - - - - - 0,06 - 0,10 0,08 - 0,10
TR SP4019
- - 0,12 - 0,33 0,12 - 0,22 0,15 - 0,36 0,15 - 0,36 0,15 - 0,36 - - - - - - 0,06 - 0,10 0,08 - 0,10
TR GH1
- - - - 0,15 - 0,30 0,15 - 0,30 0,15 - 0,25 - - - - - - - -
TN X500
- - 0,15 - 0,33 0,15 - 0,22 - - - - - - - - - - -
TN SP6519
0,15 - 0,45 0,15 - 0,40 0,15 - 0,33 0,15 - 0,22 0,15 - 0,36 0,15 - 0,36 0,15 - 0,36 - - - - - - - -
TN MP91M
0,15 - 0,40 0,15 - 0,35 - - 0,12 - 0,40 0,12 - 0,40 0,12 - 0,40 - - - - - - 0,06 - 0,10 0,08 - 0,10
SN-41 X500
- - - 0,12 - 0,22 - - - - - - - - - - -
SN-41 SP6519
0,12 - 0,40 0,12 - 0,38 0,12 - 0,33 - - - - - - - - - - - -
SN-41 MP91M
- - - - 0,12 - 0,40 0,12 - 0,40 0,12 - 0,40 - - - - - - - -
EN-41 X500
- - 0,06 - 0,30 0,06 - 0,20 0,06 - 0,30 0,06 - 0,25 - - - - - - - - -
EN-41 SP6519
0,06 - 0,30 0,06 - 0,28 0,06 - 0,30 0,06 - 0,20 0,06 - 0,30 0,06 - 0,25 0,06 - 0,25 - - - - - - - -
EN-41 MP91M
0,06 - 0,30 0,06 - 0,28 - - 0,06 - 0,30 0,12 - 0,25 0,06 - 0,25 - - - - - - - -
T X400
0,15 - 0,38 0,15 - 0,35 - - - - - - - - - - - - -
T X500
- - 0,15 - 0,30 0,15 - 0,20 - - - - - - - - - - -
T SP6519
0,15 - 0,35 0,15 - 0,33 0,15 - 0,30 0,15 - 0,20 0,12 - 0,36 0,12 - 0,36 0,12 - 0,36 - - - - - - - -
T SP4019
- - 0,12 - 0,30 0,12 - 0,20 0,12 - 0,36 0,12 - 0,36 0,12 - 0,36 - - - - - - - -
T MP91M
0,12 - 0,38 0,12 - 0,32 - - 0,12 - 0,36 0,12 - 0,36 0,12 - 0,36 - - - - - - - -
End Mills & Face Mills
7745VS12
Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Insert selection with facet
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Insert selection with corner radius
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Note: HTA = High Temperature Alloys
Speed recommendations can be found on page A93.
7745VS12
Recommended Feeds
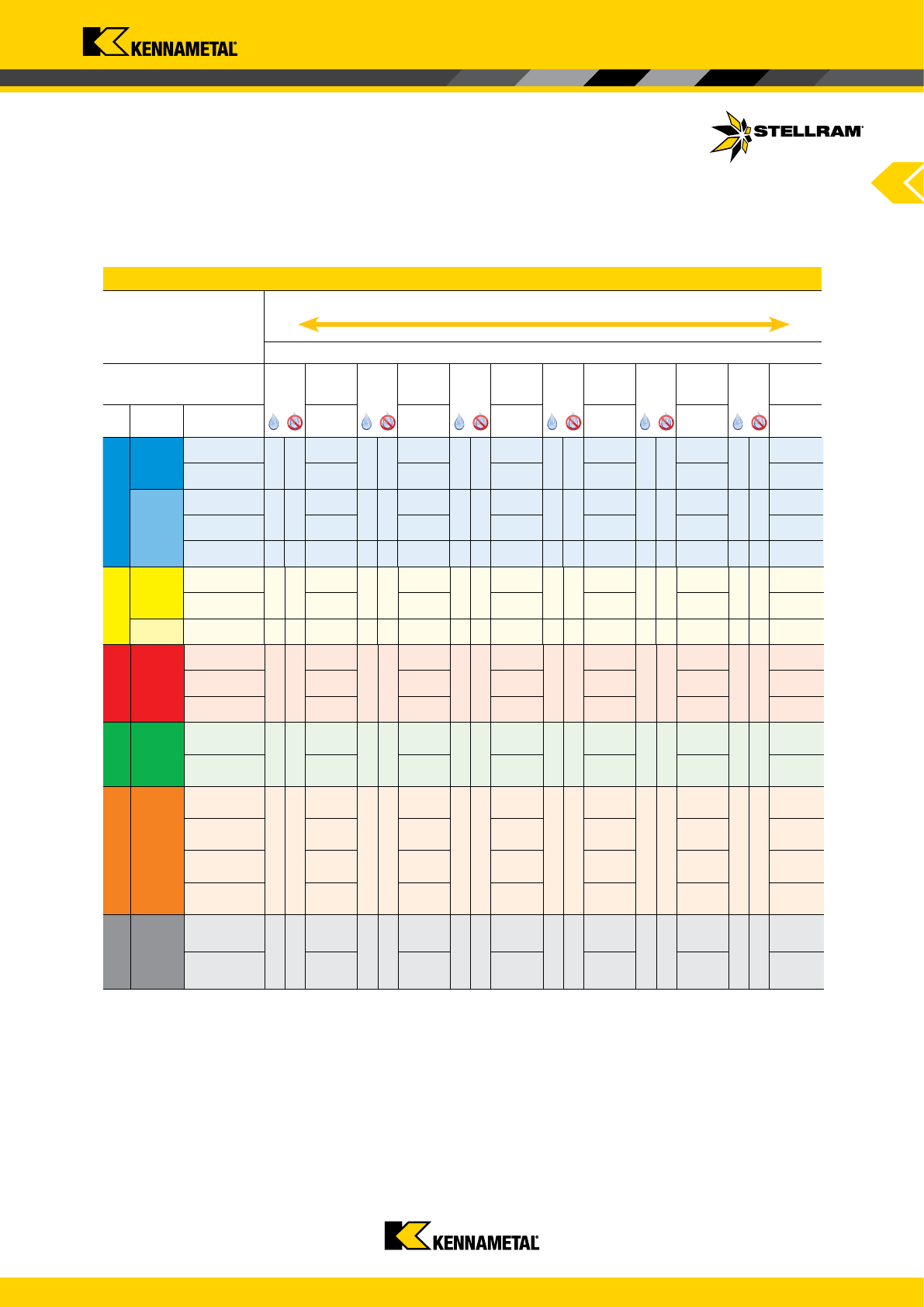
www.kennametal.com
A93
P
120 - 260
130 - 270
130 - 295
140 - 345
105 - 230 115 - 240 115 - 260 120 - 305
95 - 200
100 - 210
100 - 230
105 - 270
70 - 150 75 - 160 75 - 175 80 - 205
45 - 95
50 - 100
50 - 110
50 - 130
--
+
M
115 - 250
115 - 270
120 - 280
100 - 220 105 - 235 110 - 250
50 - 110
50 - 120
50 - 130
K
120 - 280
140 - 295
145 - 330
145 - 365
135 - 290
105 - 205 110 - 240 115 - 255 115 - 285 120 - 245
95 - 170 100 - 220 105 - 235 105 - 260 115 - 200
N
S
H
45 - 95
50 - 100
50 - 105
35 - 80 40 - 90 40 - 95
End Mills & Face Mills
Recommended Possible
Speed v
c
(m/min)
7745VS Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
X Grade
CVD
X Grade
PVD
Standard
PVD
Standard
CVD
Standard
Uncoated
Micrograin
ISO Materials
Rm and
Hardness
X400 X500 SP6519 SP4019 MP91M GH1
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
7745VS
Recommended Speeds
www.kennametal.com
A94
End Mills & Face Mills
7745VS Technical Information
f
z
=
h
m
x
h
m
=
f
z
x
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
Formula: Programme Feed Rate (f
z
)
Feed rate compensation: For 45° cutting, divide the h
m
value by the
sine of the approach angle (the sine of 45° = 0,707)
i.e.: h
m
or 0,08
0,707 0,707 = 0,11mm programmed feed rate
a
e
d
d
a
e
7745VS
Technical Information

www.kennametal.com
A95
7745VSE Series
Face Milling Cutter
7745VSE09:
Maximum a
p
= 5,00mm
Diameter Range = 16mm to 125mm
Available in medium and ne pitch.
45° LEAD ANGLE - FACE MILLS
7745VSE cutters are designed for Stainless Steels and High Temperature Alloys. Square
inserts with a 15 degree clearance are used for reducing edge build-up.
7745VSE series are especially designed for roughing, semi-nishing and nishing of Stainless
Steel and High Temperature Alloys. Also suitable for machining Aluminium.
This cutter series has an excellent smooth cutting action and requires low power. They are
also perfect for unstable conditions.
Available in two different insert sizes: SD..09 and SD..12.
7745VSE12:
Maximum a
p
= 7,00mm
Diameter Range = 50mm to 125mm
Available in medium pitch only.
Note: Larger diameter Shell Mill Fixation
cutters with interchangeable cartridges are
available. Please see page A142.
7745VSE
RampingFacing ChamferingSpiral / Circular
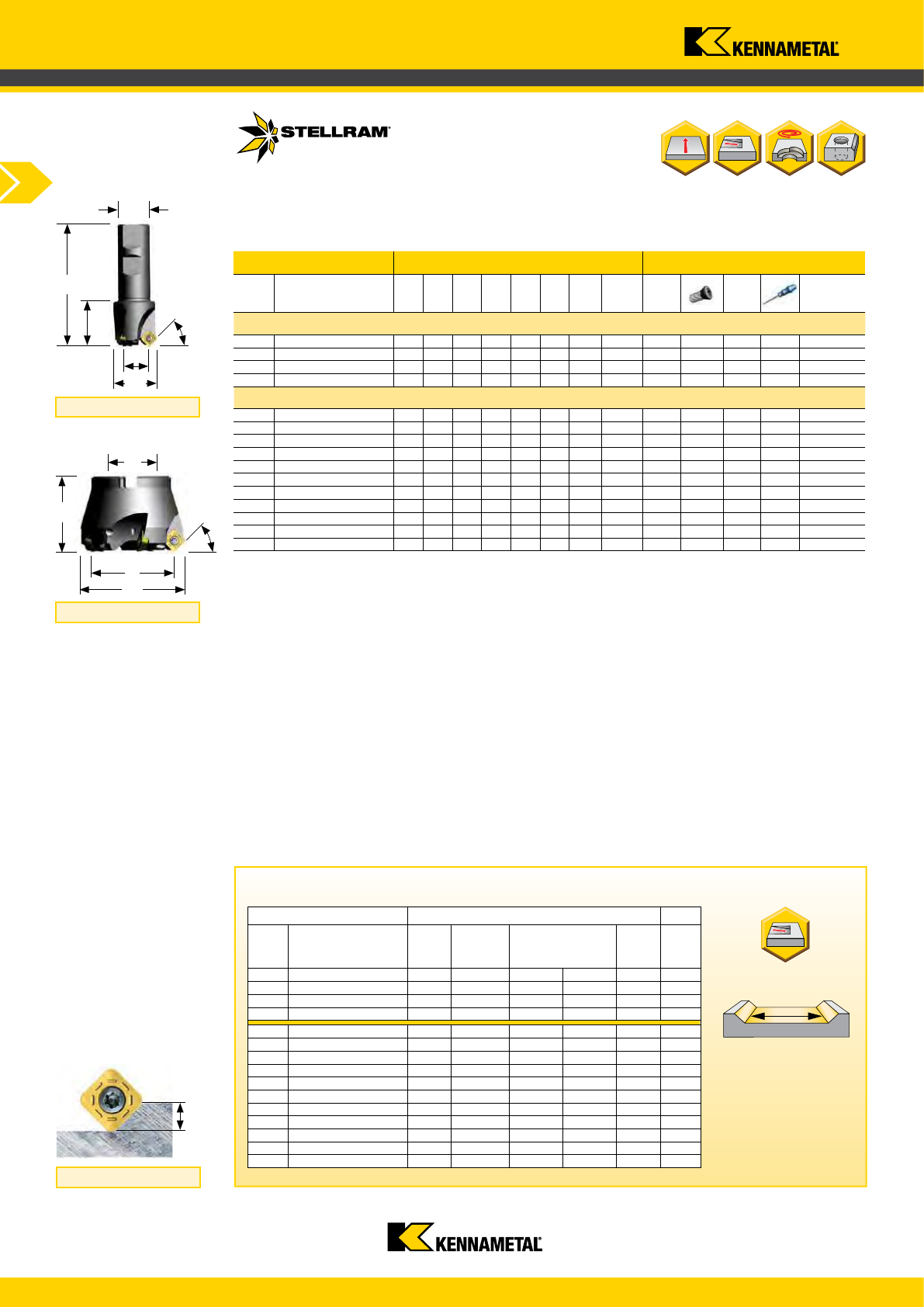
www.kennametal.com
A96
021783 7745VSE09WA016Z2R 16 27 75 22 16 5,00 4,00 2 015269 F3508T 015240 T15 2,10
021784 7745VSE09WA020Z2R 20 31 82 28 20 5,00 4,00 2 015269 F3508T 015240 T15 2,10
021785 7745VSE09WA025Z3R 25 36 96 35 25 5,00 4,00 3 015269 F3508T 015240 T15 2,10
021786 7745VSE09WA032Z3R 32 43 100 35 32 5,00 4,00 3 015269 F3508T 015240 T15 2,10
021771 7745VSE09-A032Z4R 32 43 30 - 13 5,00 4,00 4 015064 F3510T 015240 T15 2,10
021772 7745VSE09-A040Z5R 40 51 40 - 16 5,00 4,00 5 015064 F3510T 015240 T15 2,10
021773 7745VSE09-A050Z5R 50 61 42 - 22 5,00 4,00 5 015064 F3510T 015240 T15 2,10
021774 7745VSE09-A050Z6R 50 61 42 - 22 5,00 4,00 6 015064 F3510T 015240 T15 2,10
021775 7745VSE09-A063Z5R 63 74 42 - 22 5,00 4,00 5 015064 F3510T 015240 T15 2,10
021776 7745VSE09-A063Z7R 63 74 42 - 22 5,00 4,00 7 015064 F3510T 015240 T15 2,10
021777 7745VSE09-A080Z6R 80 91 52 - 27 5,00 4,00 6 015064 F3510T 015240 T15 2,10
021778 7745VSE09-A080Z9R 80 91 52 - 27 5,00 4,00 9 015064 F3510T 015240 T15 2,10
021779 7745VSE09-A100Z7R 100 111 52 - 32 5,00 4,00 7 015064 F3510T 015240 T15 2,10
021780 7745VSE09-A100Z11R 100 111 52 - 32 5,00 4,00 11 015064 F3510T 015240 T15 2,10
021781 7745VSE09-A125Z8R 125 136 63 - 40 5,00 4,00 8 015064 F3510T 015240 T15 2,10
a
p
021783 7745VSE09WA016Z2R 16 24.60 - - 3,00 50700
021784 7745VSE09WA020Z2R 20 17.90 - - 3,00 41600
021785 7745VSE09WA025Z3R 25 13.00 - - 3,00 41000
021786 7745VSE09WA032Z3R 32 8.90 - - 3,00 36400
021771 7745VSE09-A032Z4R 32 8.90 - - 3,00 36400
021772 7745VSE09-A040Z5R 40 6.75 - - 3,00 32500
021773 7745VSE09-A050Z5R 50 5.10 - - 3,00 29200
021774 7745VSE09-A050Z6R 50 5.10 - - 3,00 29200
021775 7745VSE09-A063Z5R 63 4.00 - - 3,00 26000
021776 7745VSE09-A063Z7R 63 4.00 - - 3,00 26000
021777 7745VSE09-A080Z6R 80 3.00 - - 3,00 23100
021778 7745VSE09-A080Z9R 80 3.00 - - 3,00 23100
021779 7745VSE09-A100Z7R 100 2.35 - - 3,00 20600
021780 7745VSE09-A100Z11R 100 2.35 - - 3,00 20600
021781 7745VSE09-A125Z8R 125 1.85 - - 3,00 18500
L
I
1
d
1
d
1
H
45°
45°
Da*
D
Da*
D
End Mills & Face Mills
7745VSE09 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description D D
a
* L/H l
1
d
1
a
p
max
Max.
plunging
depth
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7745VSE09 Weldon Shank
7745VSE09 Shell Mill Fixation - Medium and Fine Pitch
Shell Mill Fixation
Weldon Shank
Depth of Cut (
a
p
)
Flat
Facing Pitch
D
a
* = Outside Diameter
Ramping
7745VSE09
Face Milling Cutter
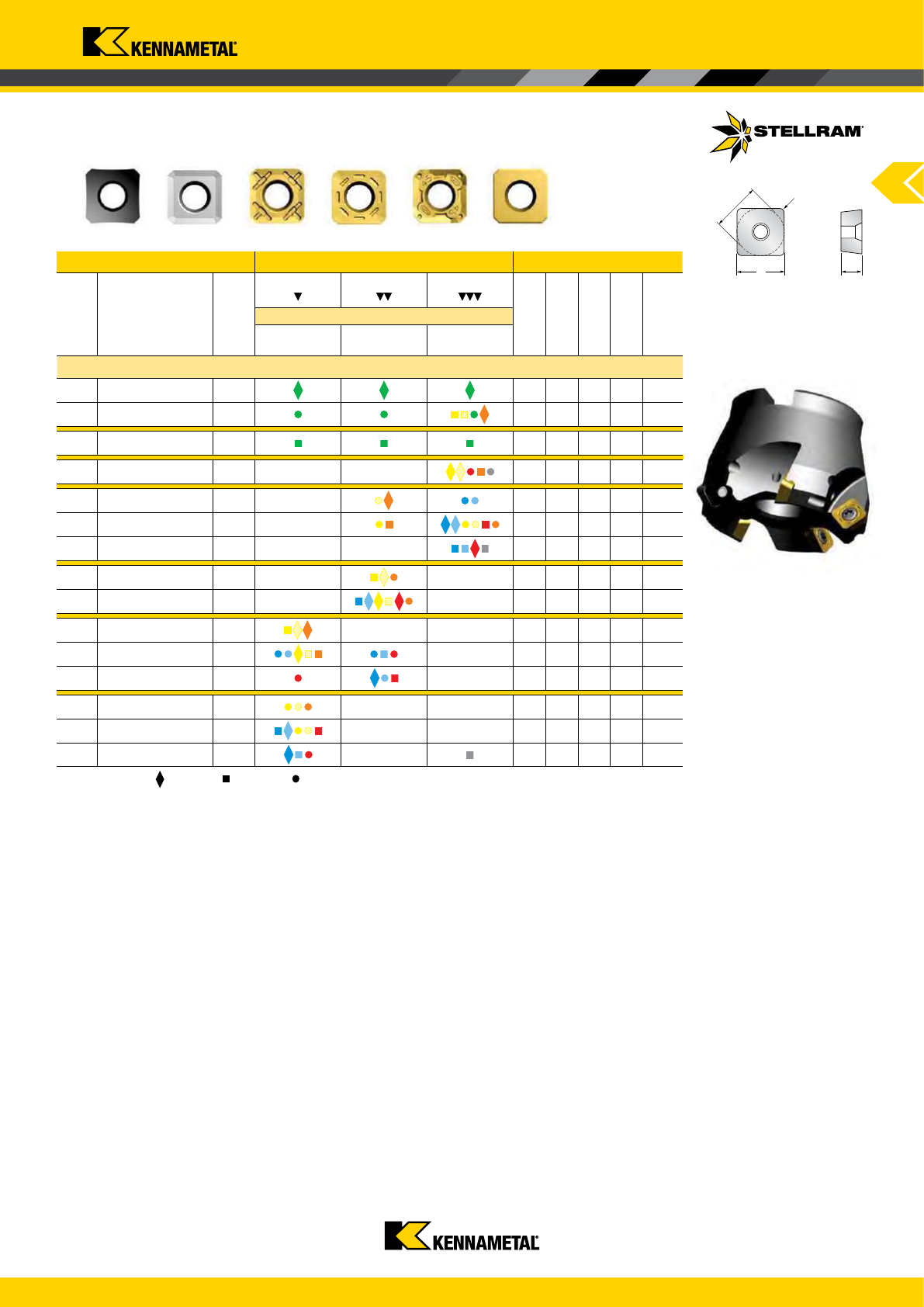
www.kennametal.com
A97
015148 SDEX09T3AEFN-701 GH1 9,52 9,52 3,97 0,02
034519 SDEX09T3AEFN-701 SP4019
9,52 9,52 3,97 0,02
017242 SDCT09T3AEFN GH1
9,52 9,52 3,97 0,02
031246 SDCT09T3AEEN SP4019 - -
9,52 9,52 3,97 0,04
015186 SDHT09T3AEEN-421 X500 -
9,52 9,52 3,97 0,03
031476 SDHT09T3AEEN-421 SP6519 -
9,52 9,52 3,97 0,03
017320 SDHT09T3AEEN-421 MP91M - -
9,52 9,52 3,97 0,03
030766 SDHT09T3AEEN-422 X500 -
- 9,52 9,52 3,97 0,05
030890 SDHT09T3AEEN-422 SP6519 -
- 9,52 9,52 3,97 0,05
026602 SDKT09T3AEEN-45 X500
- - 9,52 9,52 3,97 0,05
031481 SDKT09T3AEEN-45 SP6519
- 9,52 9,52 3,97 0,05
026600 SDKT09T3AEEN-45 MP91M
- 9,52 9,52 3,97 0,05
015231 SDHW09T3AETN X500
- - 9,52 9,52 3,97 0,10
031575 SDHW09T3AETN SP6519
- - 9,52 9,52 3,97 0,10
017323 SDHW09T3AETN MP91M
-
9,52 9,52 3,97 0,10
d
l
r
s
SDEX09-701 SDCT09
SDHT09-421
SDHT09-422 SDKT09-45 SDHW09
End Mills & Face Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
5,00 1,00 - 2,50 0,20 - 1,00
Insert selection with facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A99. Speed recommendations can be found on page A104.
SDHW09T3AETN should be used in Stainless Steel and High Temperature Alloys with heavy scale and generally
when the conditions are unstable.
7745VSE09
Milling Inserts
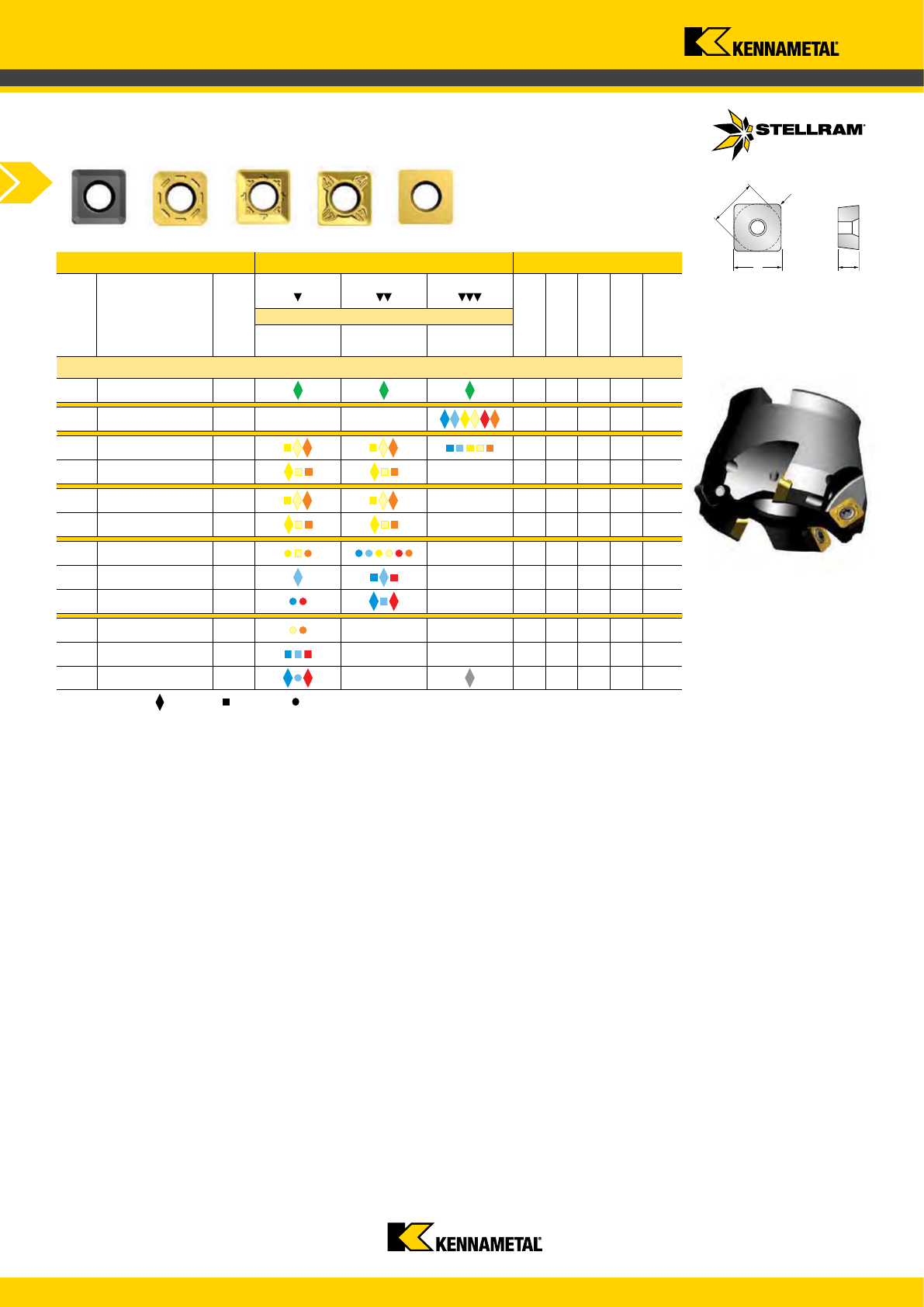
www.kennametal.com
A98
017725 SDET09T308FN GH1 9,52 9,52 3,97 0,80 0,02
034520 SDET09T308EN SP6519 - -
9,52 9,52 3,97 0,80 0,03
031261 SDHT09T308EN-422 X500
9,52 9,52 3,97 0,80 0,05
033075 SDHT09T308EN-422 SP6519
- 9,52 9,52 3,97 0,80 0,05
031260 SDHT09T308EN-423 X500
- 9,52 9,52 3,97 0,80 0,05
033074 SDHT09T308EN-423 SP6519
- 9,52 9,52 3,97 0,80 0,05
014410 SDMT09T308EN-41 X500
- 9,52 9,52 3,97 0,80 0,04
031479 SDMT09T308EN-41 SP6519
- 9,52 9,52 3,97 0,80 0,04
017325 SDMT09T308EN-41 MP91M
- 9,52 9,52 3,97
0,80
0,04
015232 SDMW09T308TN X500
- - 9,52 9,52 3,97 0,80 0,15
031482 SDMW09T308TN SP6519
- - 9,52 9,52 3,97 0,80 0,15
017327 SDMW09T308TN MP91M
-
9,52 9,52 3,97 0,80 0,15
d
l
r
s
SDET09 SDHT09-422 SDHT09-423 SDMT09-41 SDMW09
End Mills & Face Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
5,00 1,00 - 2,50 0,20 - 1,00
Insert selection with corner radius
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A99. Speed recommendations can be found on page A104.
SDHT09T308EN-423 should be used for unstable conditions.
SDMW09T308TN should be used in Stainless Steel and High Temperature Alloys with heavy scale and generally when the
conditions are unstable. Inserts with radius are only for semi roughing applications where a nished surface is not required.
7745VSE09
Milling Inserts
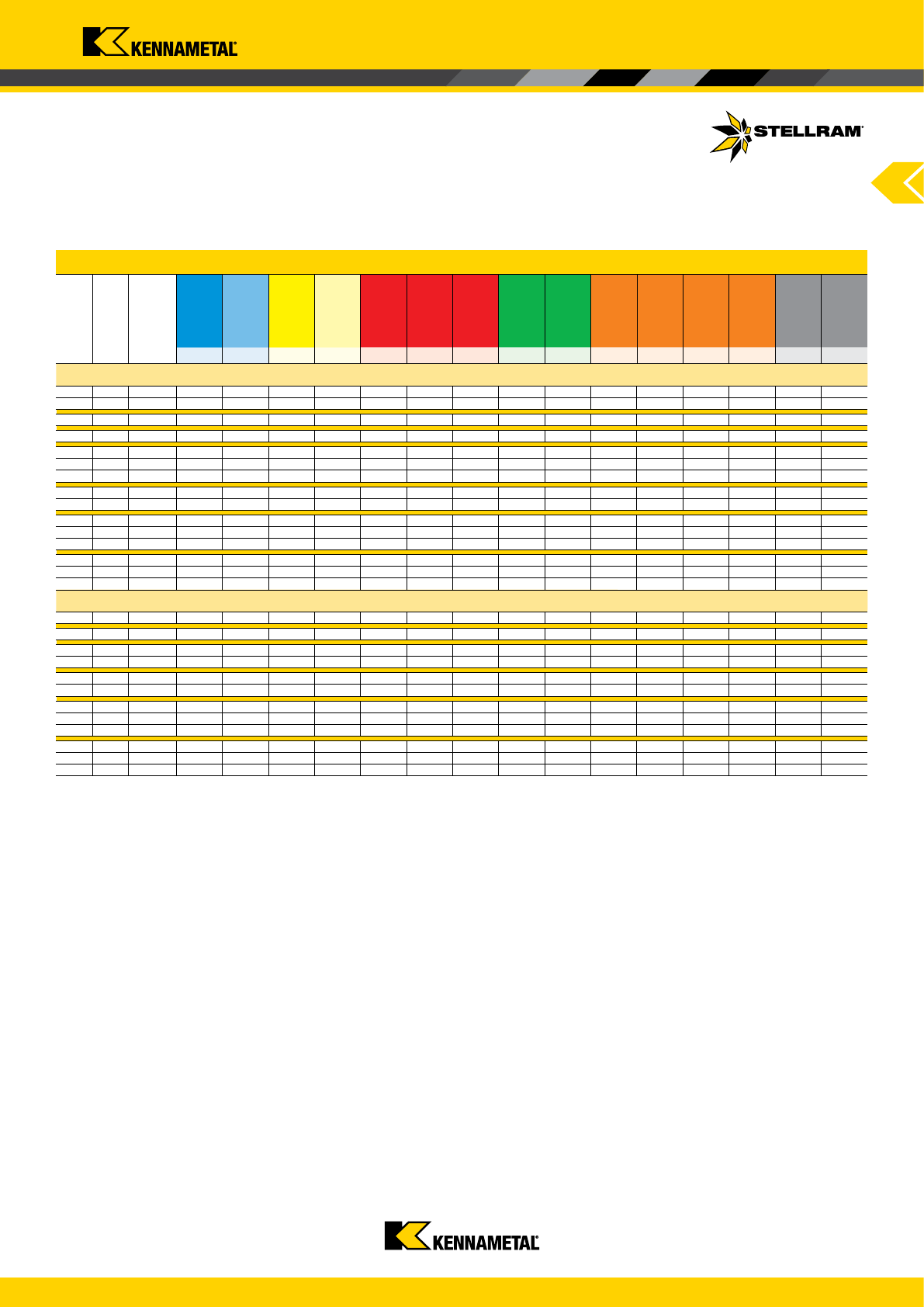
www.kennametal.com
A99
FN-701 GH1
- - - - - - - 0,04 - 0,30 0,04 - 0,30 - - - - - -
FN-701 SP4019
- - 0,04 - 0,20 0,05 - 0,15 - - - 0,04 - 0,30 0,04 - 0,30 0,04 - 0,12 0,04 - 0,12 0,04 - 0,12 0,04 - 0,15 - -
FN GH1
- - - - - - - 0,04 - 0,30 0,04 - 0,30 - - - - - -
EN SP4019
- - 0,05 - 0,20 0,05 - 0,15 0,05 - 0,20 0,05 - 0,20 0,05 - 0,18 - - 0,04 - 0,12 0,04 - 0,12 0,04 - 0,12 0,04 - 0,15 0,04 - 0,06 -
EN-421 X500
0,05 - 0,20 0,05 - 0,18 - 0,05 - 0,15 - - - - - 0,05 - 0,15 0,05 - 0,15 0,05 - 0,15 0,05 - 0,18 - -
EN-421 SP6519
0,05 - 0,20 0,05 - 0,18 0,05 - 0,20 0,05 - 0,15 0,05 - 0,20 0,05 - 0,20 0,05 - 0,18 - - 0,05 - 0,15 0,05 - 0,15 0,05 - 0,15 0,05 - 0,18 - -
EN-421 MP91M
0,05 - 0,20 0,05 - 0,18 - - 0,05 - 0,20 0,05 - 0,20 0,05 - 0,18 - - - - - - 0,04 - 0,06 -
EN-422 X500
- - 0,05 - 0,20 0,05 - 0,20 - - - - - 0,05 - 0,15 0,05 - 0,15 0,05 - 0,15 0,05 - 0,18 - -
EN-422 SP6519
0,05 - 0,20 0,05 - 0,18 0,05 - 0,18 0,05 - 0,16 0,05 - 0,20 0,05 - 0,20 0,05 - 0,18 - - 0,05 - 0,15 0,05 - 0,15 0,05 - 0,15 0,05 - 0,18 - -
EN-45 X500
- - 0,07 - 0,22 0,07 - 0,20 - - - - - 0,07 - 0,18 0,07 - 0,18 0,07 - 0,18 0,07 - 0,20 - -
EN-45 SP6519
0,07 - 0,30 0,07 - 0,25 0,07 - 0,22 0,07 - 0,20 0,07 - 0,25 0,07 - 0,25 0,07 - 0,25 - - 0,07 - 0,18 0,07 - 0,18 0,07 - 0,18 0,07 - 0,20 - -
EN-45 MP91M
0,07 - 0,25 0,07 - 0,20 - - 0,07 - 0,25 0,07 - 0,25 0,07 - 0,25 - - - - - - - -
TN* X500
- - 0,15 - 0,25 0,15 - 0,23 - - - - - 0,15 - 0,18 0,15 - 0,18 0,15 - 0,18 0,15 - 0,20 - -
TN SP6519
0,15 - 0,33 0,15 - 0,28 0,15 - 0,25 0,15 - 0,23 0,07 - 0,25 0,07 - 0,25 0,07 - 0,25 - - - - - - - -
TN MP91M
0,15 - 0,33 0,15 - 0,28 - - 0,15 - 0,28 0,15 - 0,28 0,15 - 0,28 - - - - - - 0,04 - 0,08 0,04 - 0,08
FN* GH1
- - - - - - - 0,04 - 0,30 0,04 - 0,30 - - - - - -
EN SP6519
0,05 - 0,20 0,05 - 0,18 0,05 - 0,20 0,05 - 0,15 0,05 - 0,25 0,05 - 0,25 0,05 - 0,20 - - 0,04 - 0,12 0,04 - 0,12 0,04 - 0,12 0,04 - 0,15 - -
EN-422 X500
0,05 - 0,30 0,05 - 0,25 0,05 - 0,20 0,05 - 0,15 - - - - - 0,05 - 0,15 0,05 - 0,15 0,05 - 0,15 0,05 - 0,16 - -
EN-422 SP6519
- - 0,05 - 0,20 0,05 - 0,15 - - - - - 0,05 - 0,15 0,05 - 0,15 0,05 - 0,15 0,05 - 0,16 - -
EN-423 X500
- - 0,05 - 0,20 0,05 - 0,15 - - - - - 0,05 - 0,15 0,05 - 0,15 0,05 - 0,15 0,05 - 0,16 - -
EN-423 SP6519
- - 0,05 - 0,20 0,05 - 0,15 - - - - - 0,05 - 0,15 0,05 - 0,15 0,05 - 0,15 0,05 - 0,16 - -
EN-41 X500
0,05 - 0,30 0,05 - 0,25 0,05 - 0,22 0,05 - 0,20 0,05 - 0,25 0,05 - 0,25 0,05 - 0,25 - - 0,05 - 0,18 0,05 - 0,18 0,05 - 0,18 0,05 - 0,20 - -
EN-41 SP6519
0,05 - 0,30 0,05 - 0,25 - - 0,05 - 0,25 0,05 - 0,25 0,05 - 0,25 - - - - - - - -
EN-41 MP91M
0,05 - 0,30 0,05 - 0,25 - - 0,05 - 0,25 0,05 - 0,25 0,05 - 0,25 - - - - - - - -
TN X500
- - - 0,15 - 0,23 - - - - - 0,15- 0,18 0,15 - 0,18 0,15 - 0,18 0,15 - 0,20 - -
TN SP6519
0,15 - 0,33 0,15 - 0,28 - - 0,15 - 0,28 0,15 - 0,28 0,15 - 0,28 - - - - - - - -
TN MP91M
0,15 - 0,33 0,15 - 0,28 - - 0,15 - 0,28 0,15 - 0,28 0,15 - 0,28 - - - - - - 0,06 - 0,10 0,06 - 0,10
End Mills & Face Mills
7745VSE09 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Insert selection with facet
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Insert selection with corner radius
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Note: HTA = High Temperature Alloys
Speed recommendations can be found on page A104.
7745VSE09
Recommended Feeds
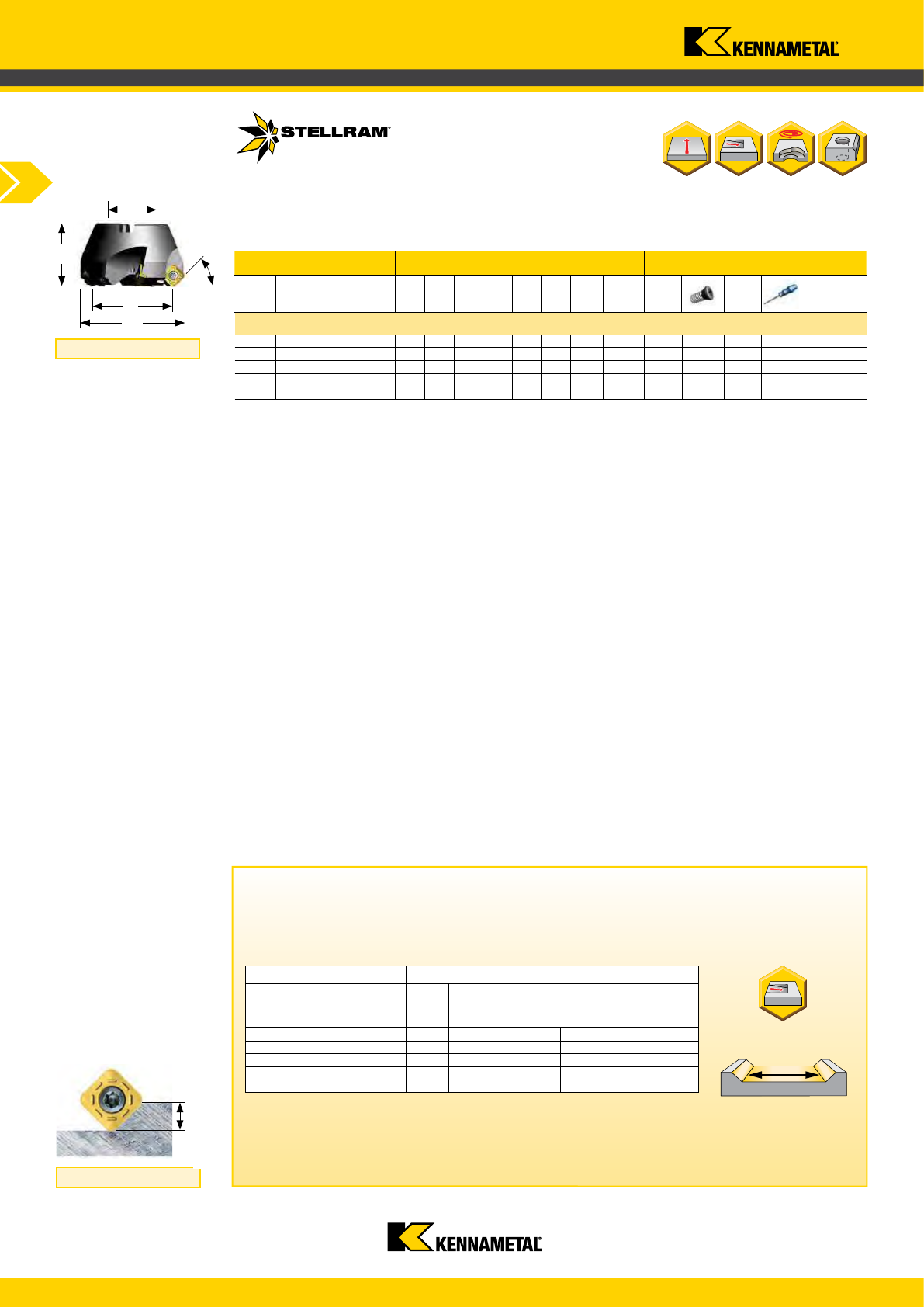
www.kennametal.com
A100
021788 7745VSE12-A050Z4R 50 65 45 - 22 7,00 6,00 4 015270 F4011T 015241 T20 3,10
021789 7745VSE12-A063Z5R 63 78 45 - 22 7,00 6,00 5 015270 F4011T 015241 T20 3,10
021790 7745VSE12-A080Z6R 80 95 50 - 27 7,00 6,00 6 015270 F4011T 015241 T20 3,10
021791 7745VSE12-A100Z7R 100 115 55 - 32 7,00 6,00 7 015270 F4011T 015241 T20 3,10
021792 7745VSE12-A125Z8R 125 140 63 - 40 7,00 6,00 8 015270 F4011T 015241 T20 3,10
a
p
021788 7745VSE12-A050Z4R 50 7.60 - - 4,00 21500
021789 7745VSE12-A063Z5R 63 5.80 - - 4,00 19100
021790 7745VSE12-A080Z6R 80 4.40 - - 4,00 17000
021791 7745VSE12-A100Z7R 100 3.50 - - 4,00 15100
021792 7745VSE12-A125Z8R 125 2.70 - - 4,00 13500
d
1
H
45°
Da*
D
End Mills & Face Mills
Ramping
Flat
Facing Pitch
D
a
* = Outside Diameter
7745VSE12 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description D D
a
* H l
1
d
1
a
p
max
Max.
plunging
depth
No. of
Teeth
EDP EDP
Screw
Tightening
Nm.
7745VSE12 Shell Mill Fixation
Shell Mill Fixation
Depth of Cut (
a
p
)
7745VSE12
Face Milling Cutterc
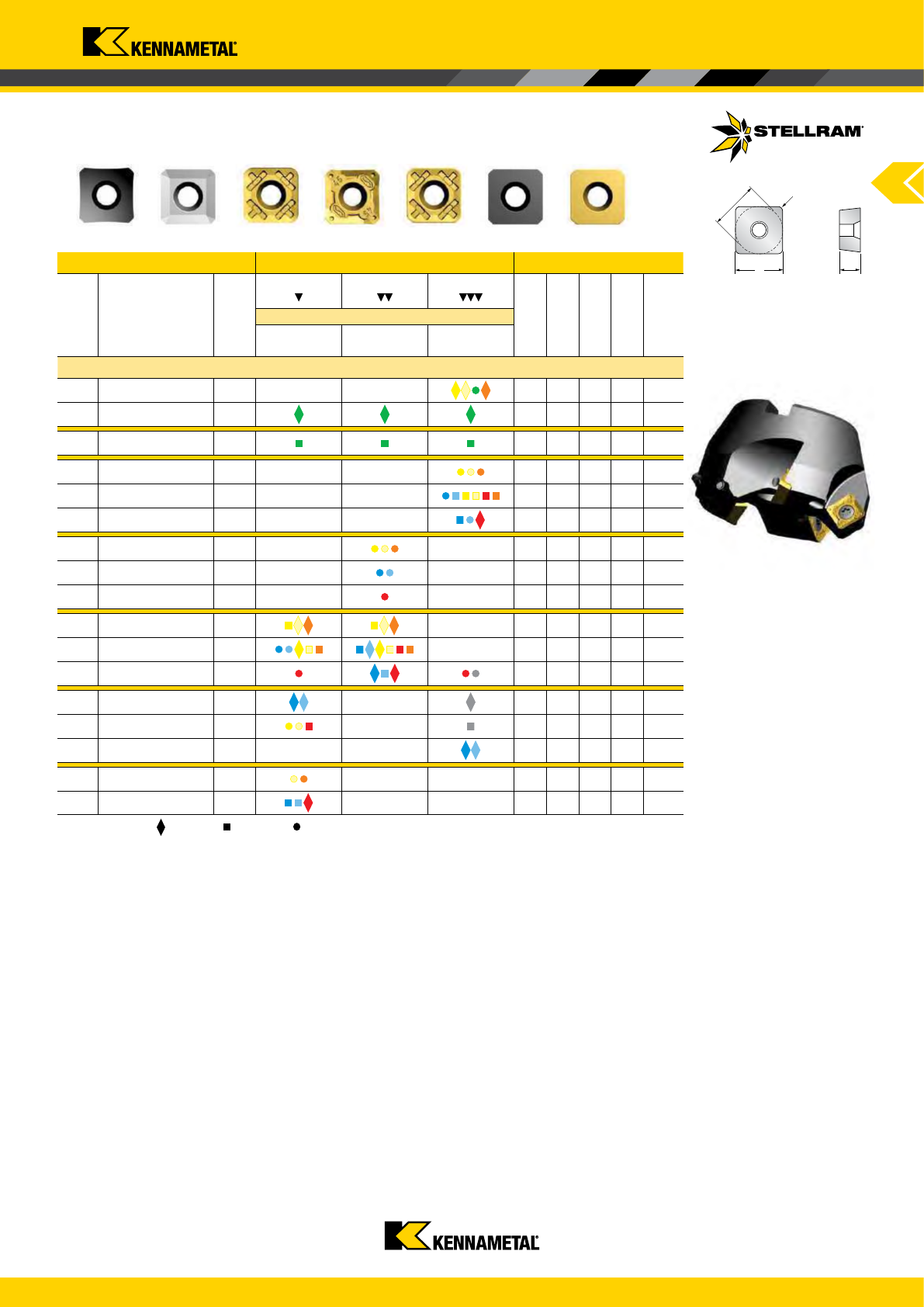
www.kennametal.com
A101
034522 SDEX1204AEFN-701 SP4019 - - 12,70 12,70 4,76 0,02
015149 SDEX1204AEFN-701 GH1
12,70 12,70 4,76 0,02
017243 SDCT1204AEFN GH1
12,70 12,70 4,76 0,02
015187 SDHT1204AEEN-421 X500 - -
12,70 12,70 4,76 0,04
031477 SDHT1204AEEN-421 SP6519 - -
12,70 12,70 4,76 0,04
017321 SDHT1204AEEN-421 MP91M - -
12,70 12,70 4,76 0,04
029457 SDKT1204AEEN-45 X500 -
- 12,70 12,70 4,76 0,05
031532 SDKT1204AEEN-45 SP6519 -
- 12,70 12,70 4,76 0,05
029456 SDKT1204AEEN-45 MP91M -
- 12,70 12,70 4,76 0,05
017729 SDHT1204AETN-42 X500
- 12,70 12,70 4,76 0,15
031478 SDHT1204AETN-42 SP6519
- 12,70 12,70 4,76 0,15
017322 SDHT1204AETN-42 MP91M
12,70 12,70 4,76 0,15
034517 SDCW1204AETN X400
- 12,70 12,70 4,76 0,15
034516 SDCW1204AETN SP4019
- 12,70 12,70 4,76 0,10
031404 SDCW1204AETN SA9808 - -
12,70 12,70 4,76 0,17
017730 SDHW1204AETN X500
- - 12,70 12,70 4,76 0,15
017324 SDHW1204AETN MP91M
- -
12,70 12,70 4,76 0,15
d
l
r
s
SDEX12-701 SDCT12
SDHT12-421 SDKT12-45 SDHT12-42 SDCW12 SDHW12
End Mills & Face Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
7,00 1,00 - 3,00 0,20 - 1,00
Insert selection with facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A103. Speed recommendations can be found on page A104.
SDHW1204AETN X500 should be used in Stainless Steel and High Temperature Alloys with heavy scale and generally
when the conditions are unstable.
7745VSE12
Milling Inserts
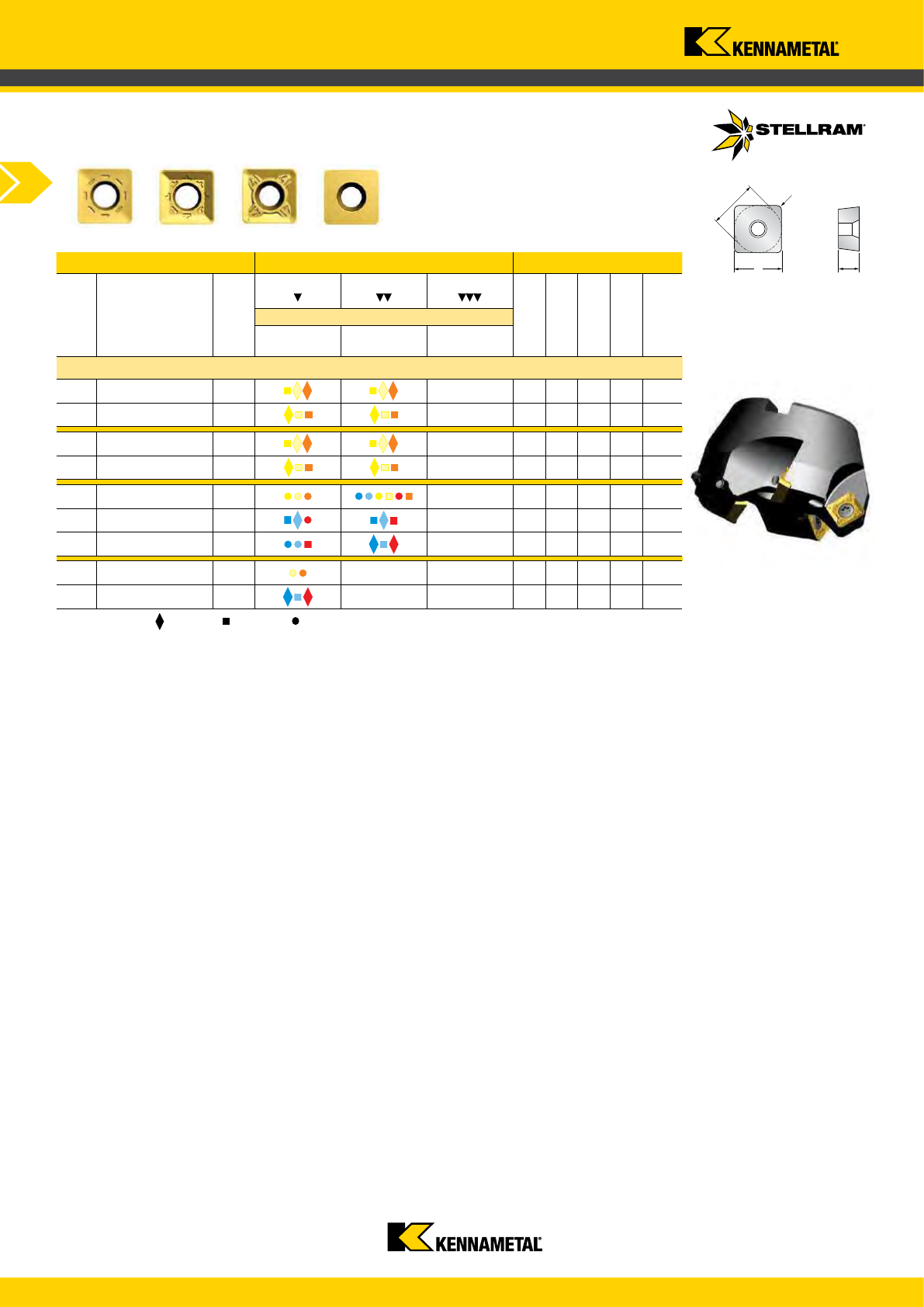
www.kennametal.com
A102
030717 SDHT120412EN-422 X500 - 12,70 12,70 4,76 1,20 0,05
030728 SDHT120412EN-422 SP6519
- 12,70 12,70 4,76 1,20 0,05
031218 SDHT120412EN-423 X500
- 12,70 12,70 4,76 1,20 0,06
031321 SDHT120412EN-423 SP6519
- 12,70 12,70 4,76 1,20 0,06
014411 SDMT120412EN-41 X500
- 12,70 12,70 4,76 1,20 0,05
031480 SDMT120412EN-41 SP6519
- 12,70 12,70 4,76 1,20 0,05
017326 SDMT120412EN-41 MP91M
- 12,70 12,70 4,76
1,20
0,05
015233 SDMW120412TN X500
- - 12,70 12,70 4,76 1,20 0,15
034518 SDMW120412TN SP6519
- -
12,70 12,70 4,76 1,20 0,15
d
l
r
s
SDHT12-422 SDHT12-423 SDHT12-41 SDMW12
End Mills & Face Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
7,00 1,00 - 3,00 0,20 - 1,00
Insert selection with corner radius
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A103. Speed recommendations can be found on page A104.
SDHT120412EN-423 should be used for unstable conditions.
SDMW120412TN X500 should be used in Stainless Steel and High Temperature Alloys with heavy scale and generally when the
conditions are unstable. Inserts with radius are only for semi roughing applications where a nished surface is not required.
7745VSE12
Milling Inserts
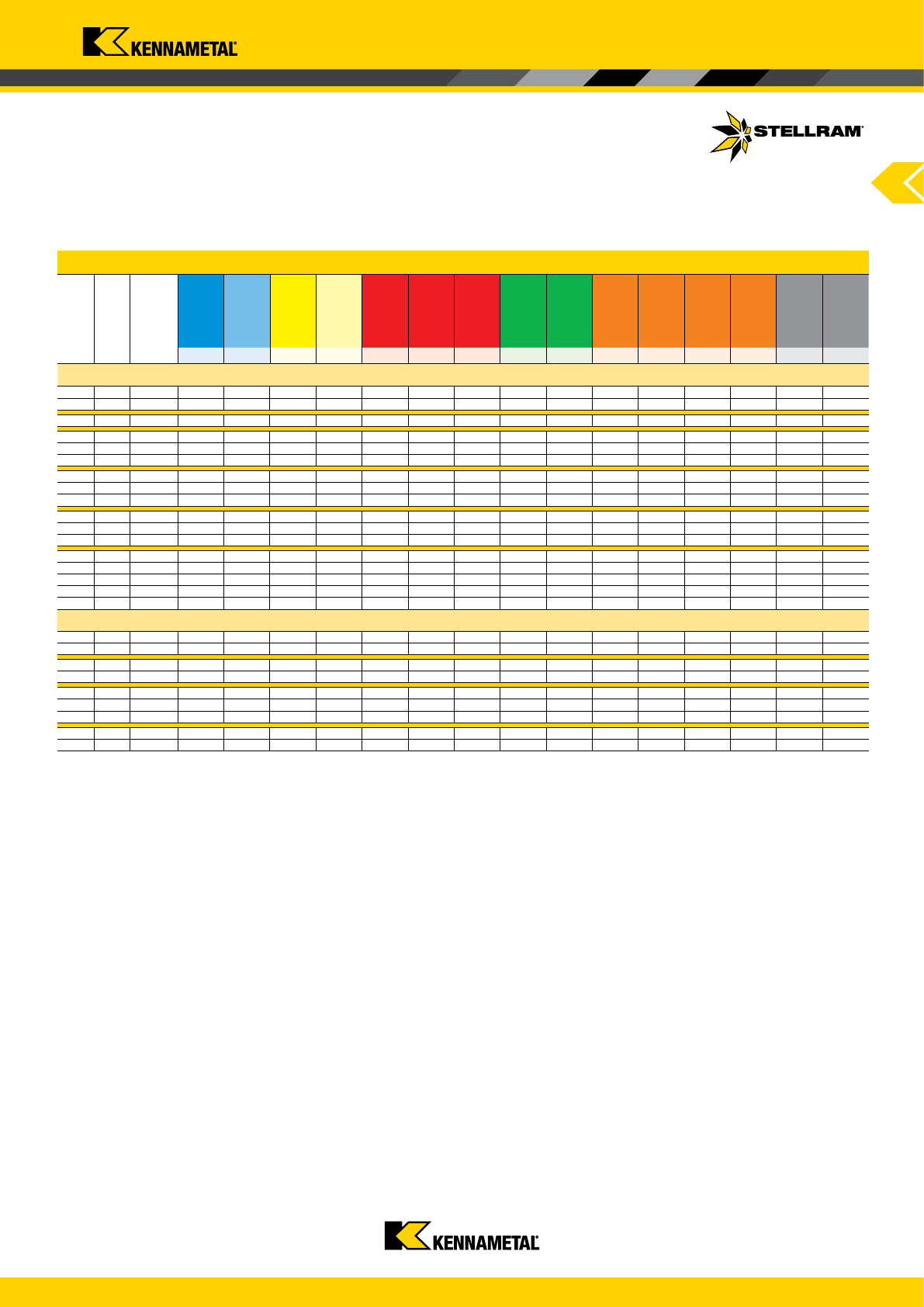
www.kennametal.com
A103
FN-701 SP4019
- - 0,05 - 0,25 0,05 - 0,20 - - - 0,04 - 0,25 0,04 - 0,25 0,04 - 0,20 0,04 - 0,20 0,04 - 0,20 0,04 - 0,20 - -
FN-701 GH1
- - - - - - - 0,04 - 0,30 0,04 - 0,30 - - - - - -
FN GH1
- - - - - - - 0,04 - 0,30 0,04 - 0,30 - - - - - -
EN-421 X500
- - 0,05 - 0,22 0,05 - 0,20 - - - - - 0,05 - 0,20 0,05 - 0,20 0,05 - 0,20 0,05 - 0,22 - -
EN-421 SP6519
0,05 - 0,30 0,05 - 0,25 0,05 - 0,22 0,05 - 0,20 0,05 - 0,28 0,05 - 0,28 0,05 - 0,28 - - 0,05 - 0,20 0,05 - 0,20 0,05 - 0,20 0,05 - 0,22 - -
EN-421 MP91M
0,05 - 0,30 0,05 - 0,25 - - 0,05 - 0,28 0,05 - 0,28 0,05 - 0,28 - - - - - - - -
EN-45 X500
- - 0,07 - 0,25 0,07 - 0,22 - - - - - 0,07 - 0,18 0,07 - 0,18 0,07 - 0,18 0,07 - 0,20 - -
EN-45 SP6519
0,07 - 0,35 0,07 - 0,30 - - - - - - - - - - - - -
EN-45 MP91M
- - - - 0,07 - 0,30 0,07 - 0,30 0,07 - 0,30 - - - - - - - -
TN-42 X500
- - 0,15 - 0,27 0,15 - 0,25 - - - - - 0,15 - 0,22 0,15 - 0,22 0,15 - 0,22 0,15 - 0,25 - -
TN-42 SP6519
0,15 - 0,35 0,15 - 0,30 0,15 - 0,27 0,15 - 0,25 0,15 - 0,30 0,15 - 0,30 0,15 - 0,30 - - 0,15 - 0,22 0,15 - 0,22 0,15 - 0,22 0,15 - 0,25 - -
TN-42 MP91M
0,15 - 0,35 0,15 - 0,30 0,18 - 0,30 0,18 - 0,30 0,18 - 0,30 - - - - - - 0,08 - 0,12 0,08 - 0,12
TN X400
0,15 - 0,38 0,15 - 0,33 - - - - - - - - - - - 0,08 - 0,12 0,08 - 0,12
TN X500
- - - 0,15 - 0,27 - - - - - 0,15 - 0,20 0,15 - 0,20 0,15 - 0,20 0,15 - 0,25 - -
TN SP4019
- - 0,15 - 0,30 0,15 - 0,27 0,15 - 0,30 0,15 - 0,30 0,15 - 0,30 - - - - - - 0,08 - 0,12 0,08 - 0,12
TN MP91M
0,15 - 0,38 0,15 - 0,33 - - 0,15 - 0,30 0,15 - 0,30 0,15 - 0,30 - - - - - - - -
TN SA9808
0,17 - 0,25 0,17 - 0,23 - - - - - - - - - - - - -
EN-422 X500
- - 0,05 - 0,25 0,05 - 0,22 - - - - - 0,05 - 0,18 0,05 - 0,18 0,05 - 0,18 0,05 - 0,20 - -
EN-422 SP6519
- - 0,05 - 0,25 0,05 - 0,22 - - - - - 0,05 - 0,18 0,05 - 0,18 0,05 - 0,18 0,05 - 0,20 - -
EN-423 X500
- - 0,05 - 0,25 0,05 - 0,22 - - - - - 0,05 - 0,18 0,05 - 0,18 0,05 - 0,18 0,05 - 0,20 - -
EN-423 SP6519
- - 0,05 - 0,25 0,05 - 0,22 - - - - - 0,05 - 0,18 0,05 - 0,18 0,05 - 0,18 0,05 - 0,20 - -
EN-41 X500
0,05 - 0,35 0,05 - 0,30 0,05 - 0,25 0,05 - 0,22 0,05 - 0,30 0,05 - 0,30 0,05 - 0,30 - - 0,05 - 0,18 0,05 - 0,18 0,05 - 0,18 0,05 - 0,20 - -
EN-41 SP6519
0,05 - 0,35 0,05 - 0,30 - - 0,05 - 0,30 0,05 - 0,30 0,05 - 0,30 - - - - - - - -
EN-41 MP91M
0,05 - 0,35 0,05 - 0,30 - - 0,05 - 0,30 0,05 - 0,30 0,05 - 0,30 - - - - - - - -
TN X500
- - - 0,15 - 0,27 - - - - - 0,15 - 0,18 0,15 - 0,18 0,15 - 0,18 0,15 - 0,20 - -
TN SP6519
0,15 - 0,38 0,15 - 0,33 - - 0,15 - 0,30 0,15 - 0,30 0,15 - 0,30 - - - -
End Mills & Face Mills
Note: HTA = High Temperature Alloys
7745VSE12 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Insert selection with facet
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Insert selection with corner radius
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Speed recommendations can be found on page A104.
7745VSE12
Recommended Feeds
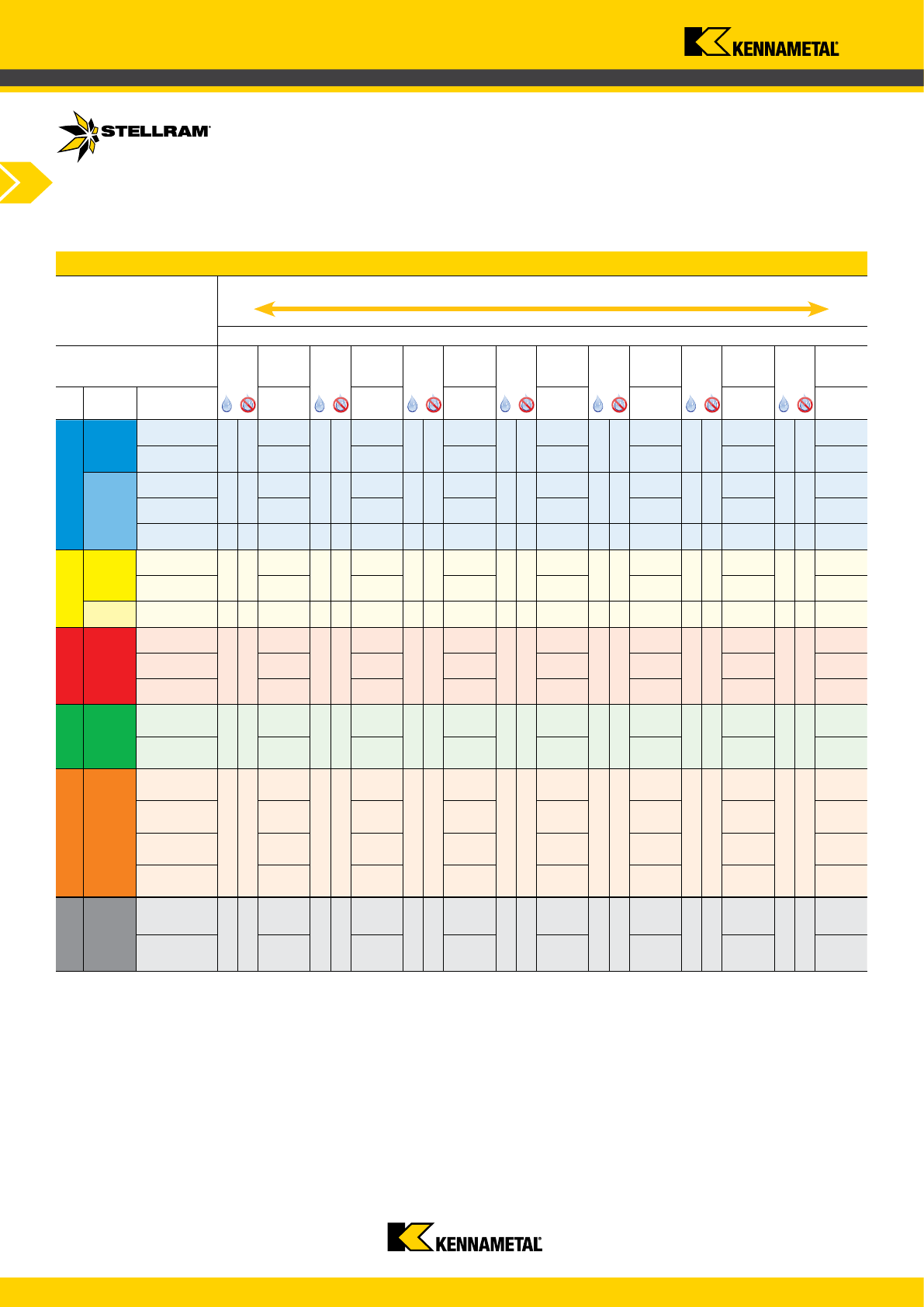
www.kennametal.com
A104
P
120 - 260
130 - 270
130 - 295
140 - 345
240 - 345
105 - 230 115 - 240 115 - 260 120 - 305 190 - 270
95 - 200
100 - 210
100 - 230
105 - 270
140 - 205
70 - 150 75 - 160 75 - 175 80 - 205 90 - 130
45 - 95
50 - 100
50 - 110
50 - 130
215 -305
+
--
M
115 - 250
115 - 270
200 - 335
100 - 220 105 - 235 180 - 305
50 - 110
50 - 120
85 - 145
K
120 - 280
140 - 295
240 - 400
145 - 365
105 - 205 110 - 240 185 - 340 115 - 285
95 - 170 100 - 220 170 - 285 105 - 260
N
400 - 2745
400 - 3050
295 - 2135 295 - 2440
S
23 - 48
23 - 55
40 - 67
21 - 44 22 - 48 37 - 63
24 - 51 25 - 55 42 - 72
35 - 73 36 - 79 61 - 103
H
45 - 95
50 - 110
50 - 105
35 - 80 45 - 100 40 - 95
End Mills & Face Mills
Recommended Possible
Speed v
c
(m/min)
7745VSE Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
X Grade
CVD
X Grade
PVD
Standard
PVD
Standard
CVD
Standard
Uncoated
Micrograin
Uncoated
Cermet
ISO Materials
Rm and
Hardness
X400 X500 SP6519 SP4019 MP91M GH1 SA9808
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
7745VSE
Recommended Speeds
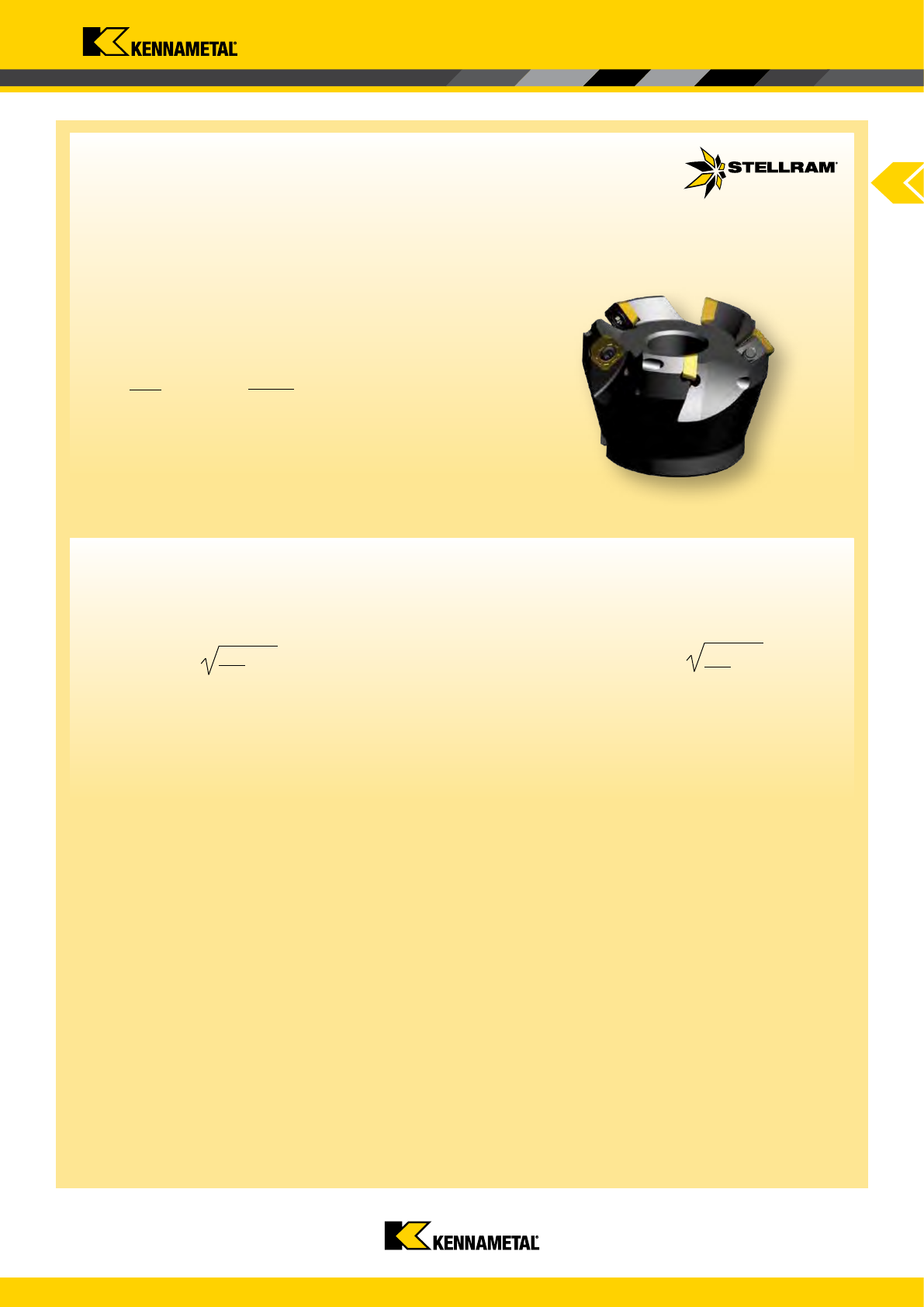
www.kennametal.com
A105
End Mills & Face Mills
7745VSE
Technical Information
775VSE Technical Information
f
z
=
h
m
x
h
m
=
f
z
x
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
Formula: Programme Feed Rate (f
z
)
Feed rate compensation: For 45° cutting, divide the h
m
value by the
sine of the approach angle (the sine of 45° = 0,707)
a
e
d
d
a
e
i.e.: h
m
or 0,08mm
0,707 0,707 = 0,11mm programmed feed rate
www.kennametal.com
A106
Cartridge Face Mills

www.kennametal.com
A107
8000V-8010V Face Milling Cutter Series
Helical
Interpolation
VERSATILE CARTRIDGE MILLING CUTTERS
The 8000V-8010V cutter series provides the opportunity to assemble the bodies with different
cartridges for a wide range of applications.
This clamping design allows the adjusting screws to work in opposition to each other, to allow
setting of each insert within 2-5 µm.
All Stellram cartridge face mills feature a unique design that maintains the accuracy of the
cartridge location even after a collision.
Shoulder /
Profiling /
Slotting
Facing Ramping Pocketing Spiral / CircularHelical
Interpolation
with Bore Hole
www.kennametal.com
A108
Cartridge Face MillsCartridge Face Mills
8000V Cutter
8010V Cutter
8000V CUTTERS WITH UNEQUAL PITCH
The cutters in the 8000V series (Ø 100 – 400mm) with interchangeable
cartridges have a medium pitch and an unequal division of teeth. This
design has been developed through extensive studies of their vibration
phenomena. They are especially recommended for surfacing cast
structures and all other parts with drilled holes or thin walled sections,
as well as for square shoulder face milling. For a given table feed, the
medium pitch allows a lower feed rate per tooth which avoids the risks of
damage to sides or recesses of the machined parts.
These are quick-change cartridges thanks to a heel which comes up
against a setting track. The runout achieved is in the order of 0,05mm.
If a greater degree of precision is required, they can easily be adjusted
individually with a runout of 2-5 µm. In case of accidental shocks, the
heel disengages automatically from the track and the tool body remains
intact.
8010V CUTTERS WITH EQUAL PITCH
For machining High Temperature Alloys, we have modified our milling
cutters with cartridges. Available in Ø 100 – 200mm, the bodies of the
8010V milling cutters have the same characteristics as the 8000V body
but the distribution of the teeth is regular. The number of teeth is equal
to that of the 8000V series.
The 8010V is best used for rough milling, semi-finishing and finishing of
Titanium and High Temperature Alloys.
Precautions
At speeds above 80 m/min., the differential pitch of the 8000V becomes
essential to reduce the possibility of vibration.
The capability of the 8000V-8010V series is dependent on the different
assembly options.
8000V-8010V Face Milling Cutters
Applications
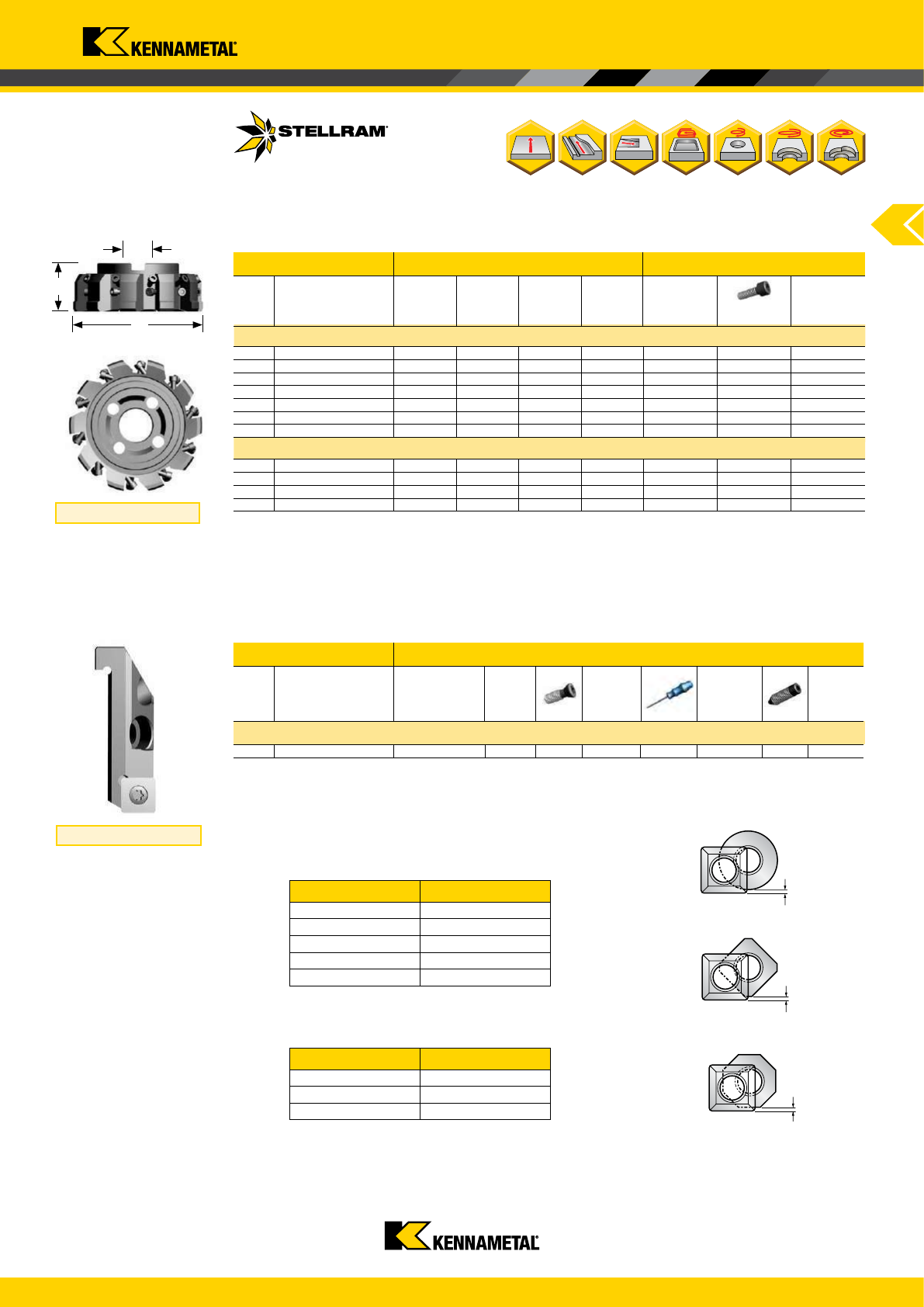
www.kennametal.com
A109
014953 81FS00R-12 0,03-0,05 015266 D5013T 105241 T20 016858 72.602 SPHX12….
021921 8000V100RBODY 100 68 32 6 022646 7065 2,29
021922 8000V125RBODY 125 63 40 8 022646 7065 3,04
021923 8000V160RBODY 160 63 40 10 022646 7065 5,43
021924 8000V200RBODY 200 63 60 12 022646 7065 8,77
021925 8000V250RBODY 250 63 60 16 022646 7065 15,48
021926 8000V315RBODY** 315 80 60 20 022646 7065 29,85
021927 8000V400RBODY** 400 80 60 24 022646 7065 57,60
023071 8010V100RBODY** 100 68 32 6 022646 7065 2,29
021973 8010V125RBODY** 125 63 40 8 022646 7065 3,04
021974 8010V160RBODY** 160 63 40 10 022646 7065 5,43
021975 8010V200RBODY** 200 63 60 12 022646 7065 8,77
8000VR 00
X
8000VS / VSE 45
X
8000VOD 45
X
8000VR00...
8000VOD45...
8000VOD45...
8000VS45...
8000VSE45...
8000VXD92...
8000VXE92...
8000VA90...
D*
H
d
1
Cartridge Face Mills
Cutter Inserts
Wiper not possible
Wiper not possible
Wiper not possible
Cutter Inserts
RP.. 16 + Wiper
OD..04 + Wiper
OD..06 + Wiper
SC..12 + Wiper
SD..12 + Wiper
Product Spares
EDP Item Description
X” Adjustment
Range (mm)
Insert
Screw
EDP
EDP
Adjustment
Screw
EDP
Insert
Style
Product Dimensions (mm) Cartridge Spares
EDP Item Description D * H d1
No. of
Teeth
EDP
Cartridge
Screw
Weight incl.
Cartridges
kg
** Denotes non stock items.
8000V Bodies with Unequal Pitch
8010V Bodies with Equal Pitch
Finishing Cartridge & Spares
Cutter Body
81 FS 00 Cartridge
The following series assemblies with a wiper insert are possible:
The following series assemblies with a wiper inserts are not possible:
Also, all 8010V cutter series are not possible to assemble with
a wiper insert.
Note: Mounting instructions refer to pages A161 - A164.
Note: D* is nominal diameter for most cutter assemblies except for 90 degree A-Style, 16mm & 20mm button and 12mm &
16mm High Feed assemblies.
For these mentioned assemblies the cutter diameter will change, please see assembly pages for diameter detail.
These cartridges, have a ne adjusting set screw and are set according to the dimension (axial shift) “X”.
X = 0,03 - 0,05 mm
(X = 0,02 mm with a pressed insert with a nose radius).
8000V-8010V
Cartridge Milling Cutter Bodies
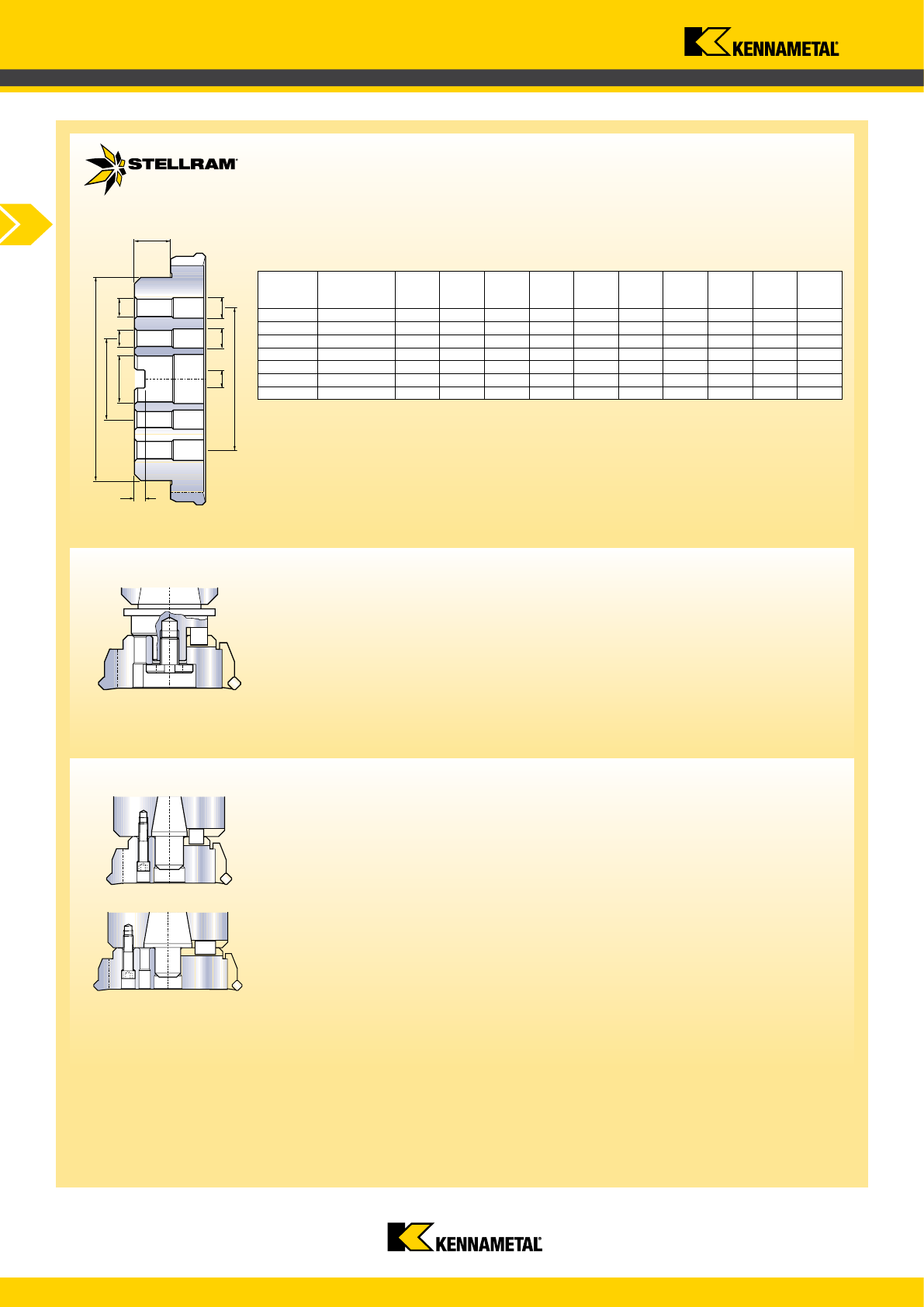
www.kennametal.com
A110
Cartridge Face Mills
Ø 100 Ø 32 mm 32 53 - - - - - - 14,40 8
Ø 125 Ø 40 mm 40 77 - - - - - - 16,40 9
Ø 160 Ø 40 mm 40 100 66,70 - 14 20 - - 16,40 9
Ø 200 Ø 60 mm 60 136 101,60 - 18 26 - - 25,70 14
Ø 250 Ø 60 mm 60 180 101,60 - 18 26 - - 25,70 14
Ø 315 Ø 60 mm 60 240 101,60 177,8 18 26 22 32 25,70 14
Ø 400 Ø 60 mm 60 320 101,60 177,8 18 26 22 32 25,70 14
d
3
d
5
d
4
d
2
32mm
D
2
f
t
b
f
1
d
1
Cartridge Face Mills
80.0V Cutters Mounting & Attachment Dimensions (mm)
Ø Cutter
D
Fixation
Bore / Pilot
d
1
H7 D
2
f f
1
d
2
d
3
d
4
d
5
b1 t
Locate Directly to Spindle Nose 7/24 with Centreing Arbor
Locate Directly to Milling Arbor
For cutter Ø 100, 125 & 160mm.
Spindle 7/24 No. 40 for cutter Ø 160mm.
Spindle 7/24 No. 50 for cutter Ø 200mm to 400mm.
Spindle 7/24 No. 60 for cutter Ø 315mm to 400mm.
8000V-8010V Milling Cutter Bodies
Mounting / Attachment

www.kennametal.com
A111
80.0VA90-_R-16 Series
Cartridge Shoulder Milling Cutter
8000VA90-_R-16:
Maximum a
p
= 16mm
Effective Cutting Diameter
Range = 106mm to 406mm
* Denotes non stock items diameter
321mm - 406mm
90° CARTRIDGE SHOULDER MILLING ASSEMBLIES
Applications:
80.0VA90 cutters series are assembled with cartridges for AP..16 milling inserts for face and
shoulder milling applications.
This cutter series is available in two different versions, both with medium pitch.
The cutters series 8000VA90 has an unequal medium pitch for reducing vibration and is
suitable for roughing, semi-nishing and nishing of Steel, Steel Alloys, Stainless Steel, Cast
Iron and Aluminium Alloys.
The 8010VA90 series has an equal medium pitch and is especially recommended for
roughing, semi-nishing and nishing of High Temperature Alloys such as Iron Based Alloys,
Cobalt Based Alloys, Nickel Based Alloys and Titaniums.
Note: The 80.0VA90 series when mounted with cartridge 80VA90R-16 using
AP..1604.. A-Style inserts cannot utilise the wiper cartridge for nishing when a ne
nished surface is required.
Note: When using inserts with a radius larger than 2,00mm the cartridges need to be modied
for additional clearance by the end user.
8010VA90-_R-16:
Maximum a
p
=16mm
Effective Cutting Diameter
Range = 106*mm to 206*mm
* Denotes non stock items.
80.0VA90-_R-16
Shoulder /
Profiling /
Slotting
Facing
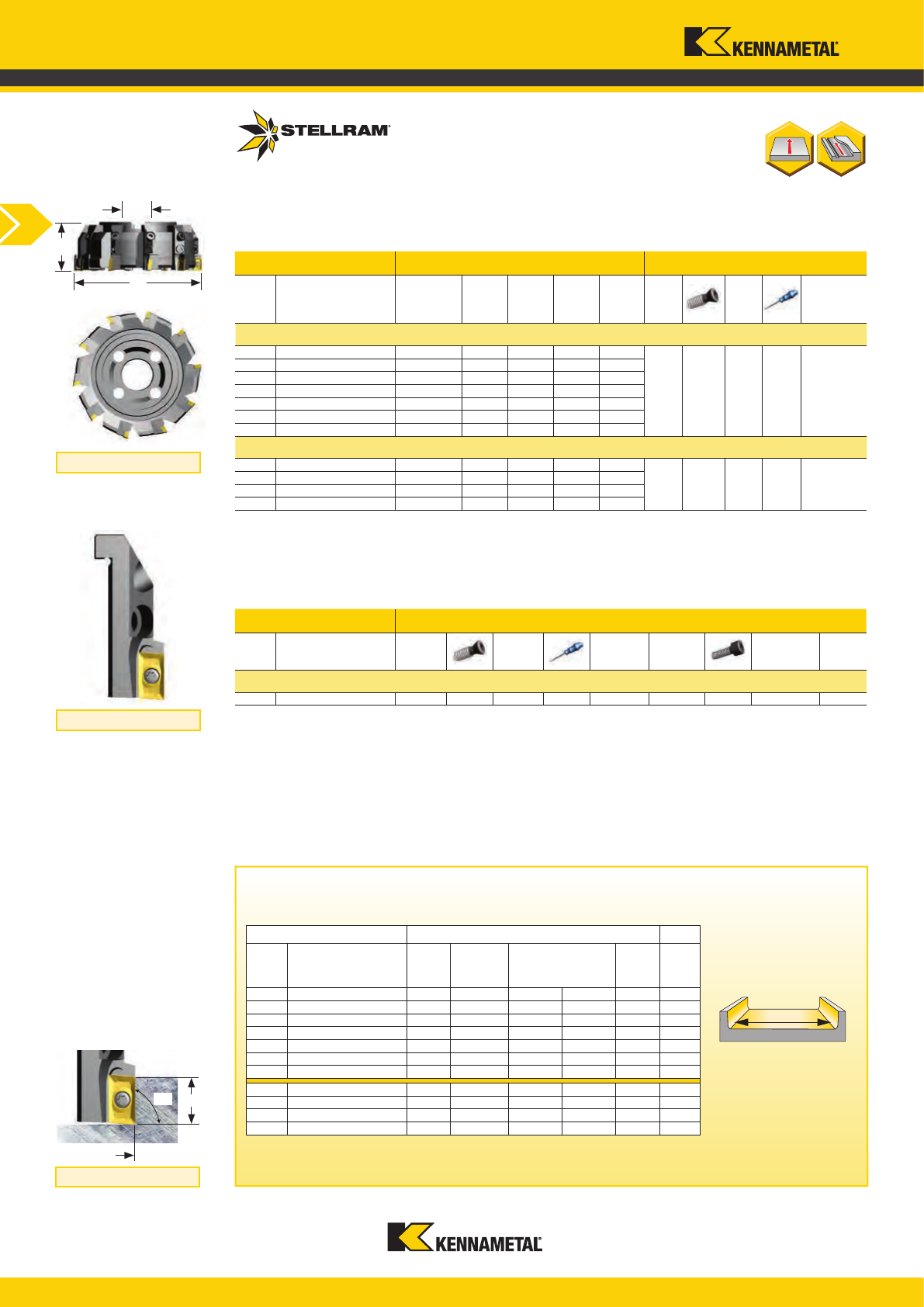
www.kennametal.com
A112
015390 80VA90R-16 015262 D4010T 015240 T15 3,10 022646 7065 - -
021817 8000VA90-100R-16 106 68 32 16 6
015262 D4010T 015240 T15 3,10
021819 8000VA90-125R-16 131 63 40 16 8
021821 8000VA90-160R-16 166 63 40 16 10
021823 8000VA90-200R-16 206 63 60 16 12
021825 8000VA90-250R-16 256 63 60 16 16
021827 8000VA90-315R-16* 321 80 60 16 20
021829 8000VA90-400R-16* 406 80 60 16 24
021929 8010VA90-100R-16* 106 68 32 16 6
015262 D4010T 015240 T15 3,10
021931 8010VA90-125R-16* 131 63 40 16 8
021933 8010VA90-160R-16* 166 63 40 16 10
021935 8010VA90-200R-16* 206 63 60 16 12
a
p
H
d
1
D
D
90°
021817 8000VA90-100R-16 106 - - - - 10800
021819 8000VA90-125R-16 131 - - - - 9200
021821 8000VA90-160R-16 166 - - - - 7800
021823 8000VA90-200R-16 206 - - - - 6200
021825 8000VA90-250R-16 256 - - - - 5900
021827 8000VA90-315R-16* 321 - - - - 5200
021829 8000VA90-400R-16* 406 - - - - 4500
021929 8010VA90-100R-16* 106 - - - - 10800
021931 8010VA90-125R-16* 131 - - - - 9200
021933 8010VA90-160R-16* 166 - - - - 7800
021935 8010VA90-200R-16* 206 - - - - 6200
Cartridge Face Mills
80.VA90-_R-16 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
* Denotes non stock items.
Product Spares
EDP Item Description EDP EDP
Screw
Tightening
Nm
Cartridge
Screw
EDP
Adjustment
Screw
EDP
Product Dimensions (mm) Spares
EDP Item Description
D
Effective
Cutting
Diameter
H d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
* Denotes non stock items.
8000VA90-_ R-16 Bodies with Unequal Medium Pitch & Cartridges
8010VA90-_R-16 Bodies with Equal Medium Pitch & Cartridges
Cartridge & Spares
Note: AP..1604.. A-Syle cutter assemblies cannot utilise the wiper cartridges.
Depth of Cut (
a
p
)
Cutter Body & Cartridges
80VA90R-16
Note: When using inserts with a radius larger than 2,0mm the cartridges need to be modied for additional clearance
by the end user.
Note: Mounting instructions refer to pages A161 - A164.
80.0VA90-_R-16
Shoulder Milling Cutter Assemblies
Facing Pitch
Flat
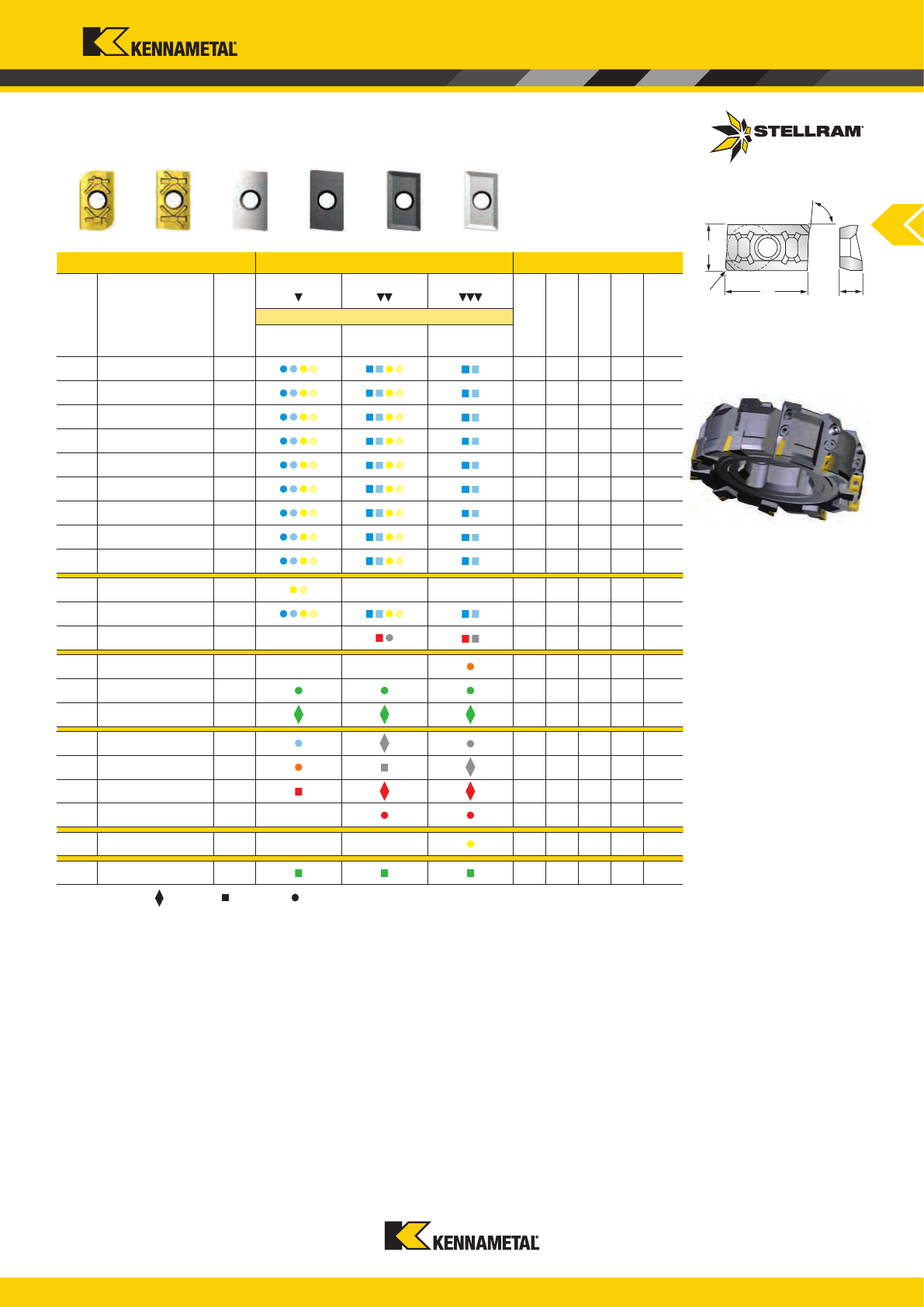
www.kennametal.com
A113
033179 APET160402TR-42 SP6519 9,52 16,66 4,76 0,20 0,10
033180 APET160408TR-42 SP6519
9,52 16,66 4,76 0,80 0,10
033181 APET160410TR-42 SP6519
9,52 16,66 4,76 1,00 0,10
033182 APET160415TR-42 SP6519
9,52 16,66 4,76 1,50 0,10
033183 APET160420TR-42 SP6519
9,52 16,66 4,76 2,00 0,10
033184 APET160425TR-42 SP6519
9,52 16,66 4,76 2,50 0,10
033185 APET160430TR-42 SP6519
9,52 16,66 4,76 3,00 0,10
033186 APET160440TR-42 SP6519
9,52 16,66 4,76 4,00 0,10
033187 APET160460TR-42 SP6519
9,52 16,66 4,76 6,00 0,10
015155 APHT1604PDTR-42 X500
- -
9,52 16,66 4,76 0,10
031466 APHT1604PDTR-42 SP6519
9,52 16,66 4,76 0,10
017293 APHT1604PDTR-42 MP91M
-
9,52 16,66 4,76 0,10
033188 APEX1604PDER-701 SP6519
- -
9,52 16,66 4,76 0,02
033189 APEX1604PDFR-701 SP4019
9,52 16,66 4,76 0,02
014066 APEX1604PDFR-701 GH1
9,52 16,66 4,76 0,02
033190 APFW1604PDTR X400
9,52 16,66 4,76 0,10
033191 APFW1604PDTR SP4019
9,52 16,66 4,76 0,10
027883 APFW1604PDTR SC3025
9,52 16,66 4,76 0,10
017628 APFW1604PDTR GH1
-
9,52 16,66 4,76 0,10
033192 APHT1604PDER SP4019
- -
9,52 16,66 4,76 0,05
015154 APHT1604PDFR GH1
9,52 16,66 4,76 0,02
APET16-42 APHT16-42 APEX16-701 APFW16-TR APHT16-ER
d
l
85°
r
s
APHT16-FR
Cartridge Face Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
16,00 1,50 - 5,00 0,10 - 1,50
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: APHT1604PDTR-42 X500 should be used for Stainless Steel with heavy scale.
Note: APFW1604PDTR X400 should be used for Alloyed Steel with heavy scale.
Note: APFW1604PDTR SP4019 should be used for High Temperature Alloys with heavy scale.
Note: Feed recommendations can be found on page A115. Speed recommendations can be found on page A116
80.0VA90-_R-16
Milling Inserts
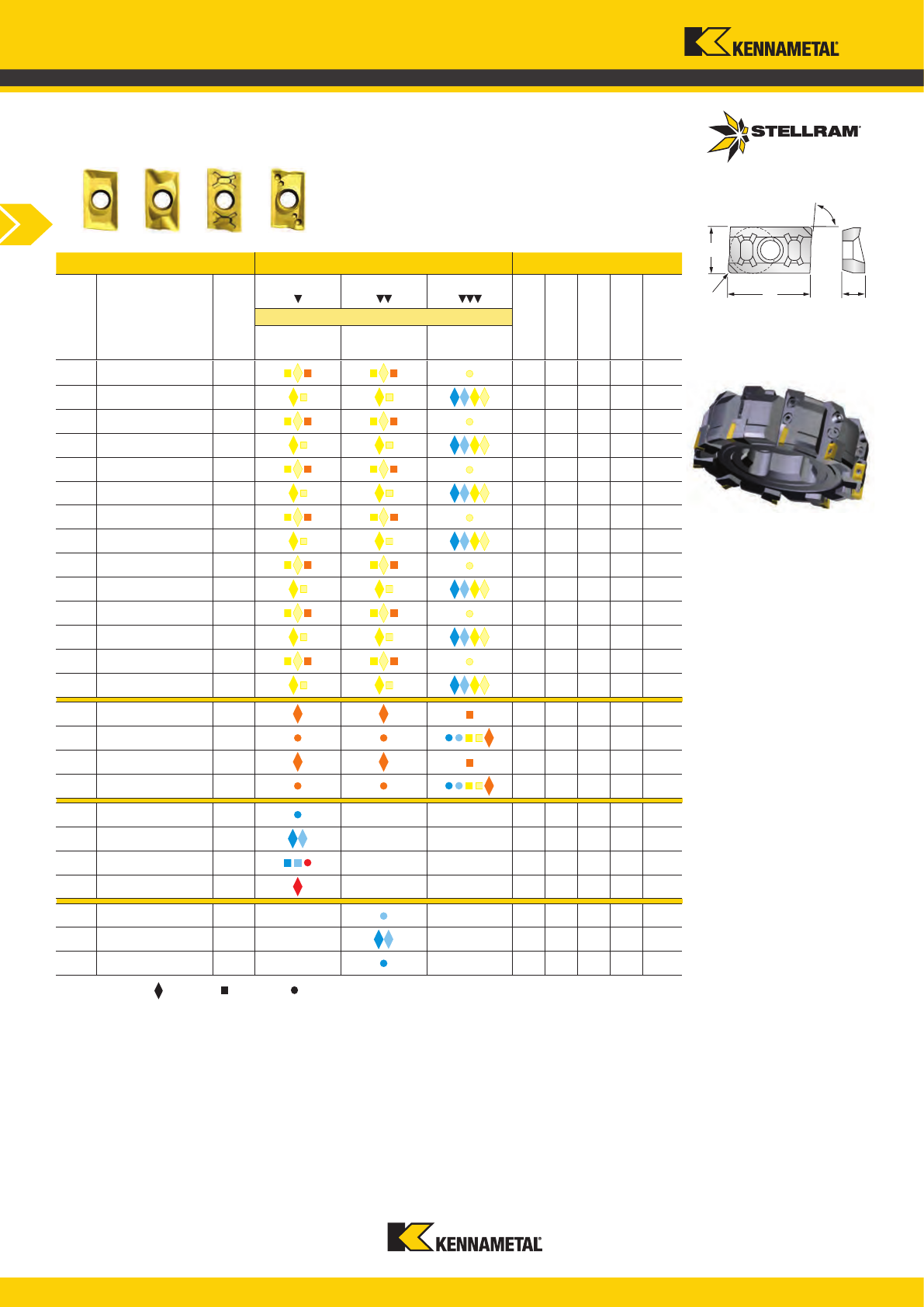
www.kennametal.com
A114
027869 APHT160408ER-46 X500 9,52 16,66 4,76 0,80 0,05
031495 APHT160408ER-46 SP6519
9,52 16,66 4,76 0,80 0,05
027870 APHT160416ER-46 X500
9,52 16,66 4,76 1,60 0,05
031496 APHT160416ER-46 SP6519
9,52 16,66 4,76 1,60 0,05
027871 APHT160424ER-46 X500
9,52 16,66 4,76 2,40 0,05
031497 APHT160424ER-46 SP6519
9,52 16,66 4,76 2,40 0,05
027872 APHT160432ER-46 X500
9,52 16,66 4,76 3,20 0,05
031397 APHT160432ER-46 SP6519
9,52 16,66 4,76 3,20 0,05
027873 APHT160440ER-46 X500
9,52 16,66 4,76 4,00 0,05
031542 APHT160440ER-46 SP6519
9,52 16,66 4,76 4,00 0,05
027874 APHT160450ER-46 X500
9,52 16,66 4,76 5,00 0,05
031498 APHT160450ER-46 SP6519
9,52 16,66 4,76 5,00 0,05
027875 APHT160464ER-46 X500
9,52 16,66 4,76 6,40 0,05
031541 APHT160464ER-46 SP6519
9,52 16,66 4,76 6,40 0,05
030811 APET1604PDER-48 X500
9,52 16,66 4,76 0,04
030773 APET1604PDER-48 SP6519
9,52 16,66 4,76 0,04
030860 APET160408ER-48 X500
9,52 16,66 4,76 0,80 0,04
030861 APET160408ER-48 SP6519
9,52 16,66 4,76 0,80 0,04
015156 APKT1604PDER-43 X500
- -
9,52 16,66 4,76 0,08
031468 APKT1604PDER-43 SP6519
- -
9,52 16,66 4,76 0,08
017294 APKT1604PDER-43 MP91M
- -
9,52 16,66 4,76 0,08
027887 APKT1604PDER-43 SC3025
- -
9,52 16,66 4,76 0,08
023115 APKT1604PDER-45 X500
- -
9,52 16,66 4,76 0,08
031469 APKT1604PDER-45 SP6519
- -
9,52 16,66 4,76 0,08
023114 APKT1604PDER-45 MP91M
- -
9,52 16,66 4,76 0,08
APHT16-46 APET16-48 APKT16-43 APKT16-45
d
l
85°
r
s
Cartridge Face Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
minDepth of Cut (mm)
a
p
max a
p
min - max a
p
min - max
16,00 1,50 - 5,00 0,10 - 1,50
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: APKT1604PDER-43 X500 should be used for Steel with heavy scale.
Note: Feed recommendations can be found on page A115. Speed recommendations can be found on page A116.
80.0VA90-_R-16
Milling Inserts
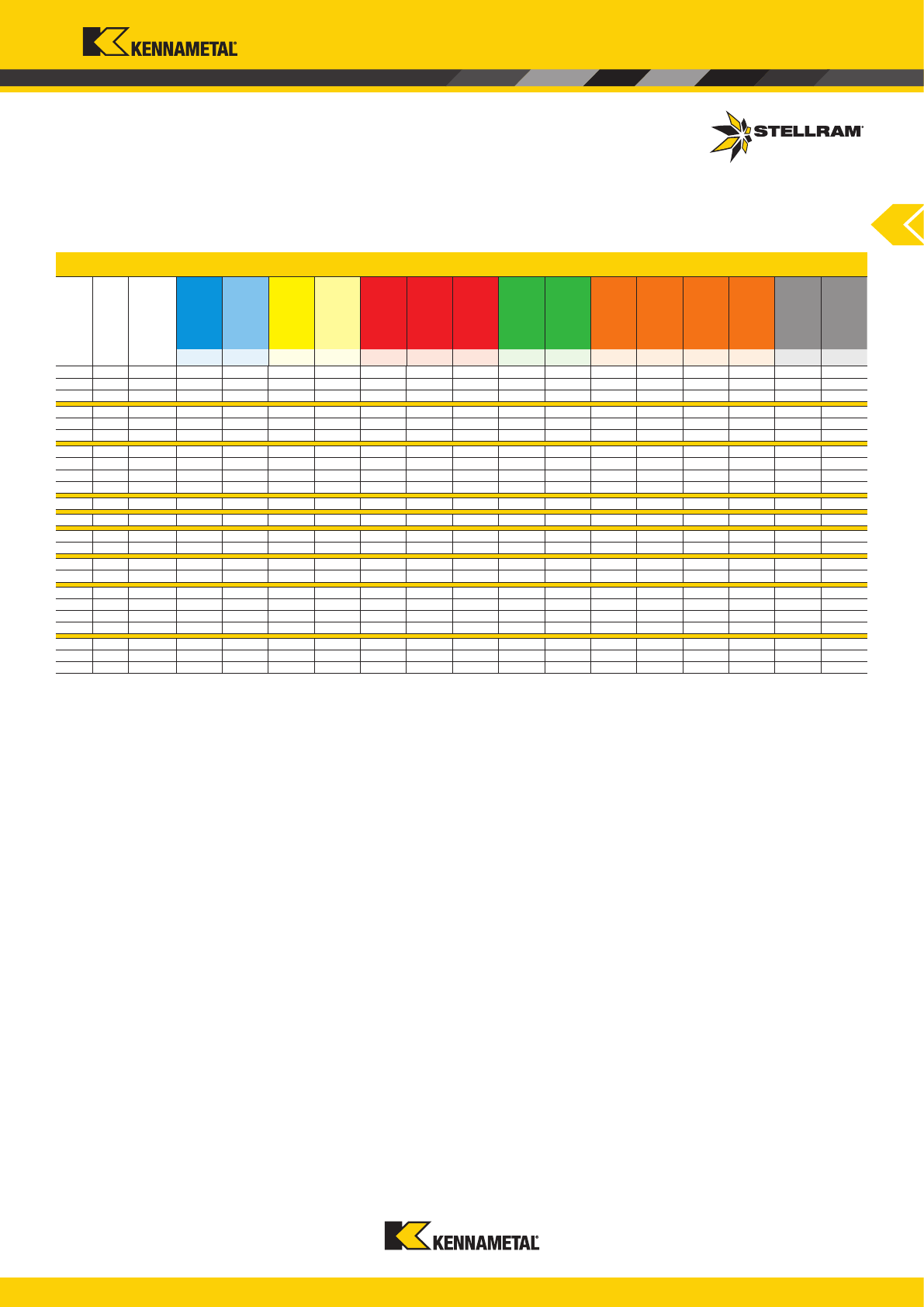
www.kennametal.com
A115
TR-42 X500
- - 0,10 - 0,25 0,10 - 0,22 - - - - - - - - - - -
TR-42 SP6519
0,10 - 0,28 0,10 - 0,23 0,10 - 0,22 0,10 - 0,20 - - - - - - - - - - -
TR-42 MP91M
- - - - 0,08 - 0,25 0,08 - 0,20 0,08 - 0,20 - - - - - - 0,03 - 0,06 0,05 - 0,08
ER-701 SP6519
- - - - - - - - - 0,02 - 0,05 0,02 - 0,05 0,02 - 0,05 0,02 - 0,05 - -
FR-701 SP4019
- - - - - - - 0,03 - 0,20 0,03 - 0,18 - - - - - -
FR-701 GH1
- - - - - - - 0,03 - 0,20 0,03 - 0,18 - - - - - -
TR X400
- 0,10 - 0,25 - - - - - - - - - - - 0,05 - 0,10 0,05 - 0,10
TR SP4019
- - - - - - - - - 0,08 - 0,10 0,08 - 0,10 0,08 - 0,10 0,08 - 0,12 0,05 - 0,10 0,05 - 0,10
TR SC3025
- - - - 0,10 - 0,22 0,10 - 0,22 0,10 - 0,22 - - - - - - - -
TR GH1
- - - - 0,10 - 0,22 0,10 - 0,22 0,10 - 0,22 - - - - - - - -
ER SP4019
- - 0,05 - 0,18 - - - - - - - - - - - -
FR GH1
- - - - - - - 0,03 - 0,20 0,03 - 0,18 - - - - - -
ER-46 X500
- - 0,04 - 0,25 0,04 - 0,22 - - - - - 0,04 - 0,10 0,04 - 0,10 0,04 - 0,10 0,04 - 0,14 - -
ER-46 SP6519
0,04 - 0,25 0,04 - 0,20 0,04 - 0,24 0,04 - 0,20 - - - - - - - - - - -
ER-48 X500
- - - - - - - - - 0,04 - 0,10 0,04 - 0,10 0,04 - 0,10 0,04 - 0,14 - -
ER-48 SP6519
0,05 - 0,20 0,05 - 0,18 0,04 - 0,16 0,04 - 0,12 - - - - - 0,04 - 0,08 0,04 - 0,08 0,04 - 0,08 0,04 - 0,12 - -
ER-43 X500
0,08 - 0,30 - - - - - - - - - - - - - -
ER-43 SP6519
0,05 - 0,28 0,05 - 0,23 - - - - - - - - - - - - -
ER-43 MP91M
0,06 - 0,27 0,06 - 0,22 - - 0,06 - 0,25 0,06 - 0,25 0,06 - 0,20 - - - - - - - -
ER-43 SC3025
- - - - 0,06 - 0,25 0,06 - 0,25 0,06 - 0,20 - - - - - - - -
ER-45 X500
- 0,08 - 0,22 - - - - - - - - - - - - -
ER-45 SP6519
0,06 - 0,25 0,06 - 0,20 - - - - - - - - - - - - -
ER-45 MP91M
0,08 - 0,25 - - - - - - - - - - - - - -
Cartridge Face Mills
80.0VA90-_R-16 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Note: HTA = High Temperature Alloys
Speed recommendations can be found on page A116.
80.0VA90-_R-16
Recommended Feeds
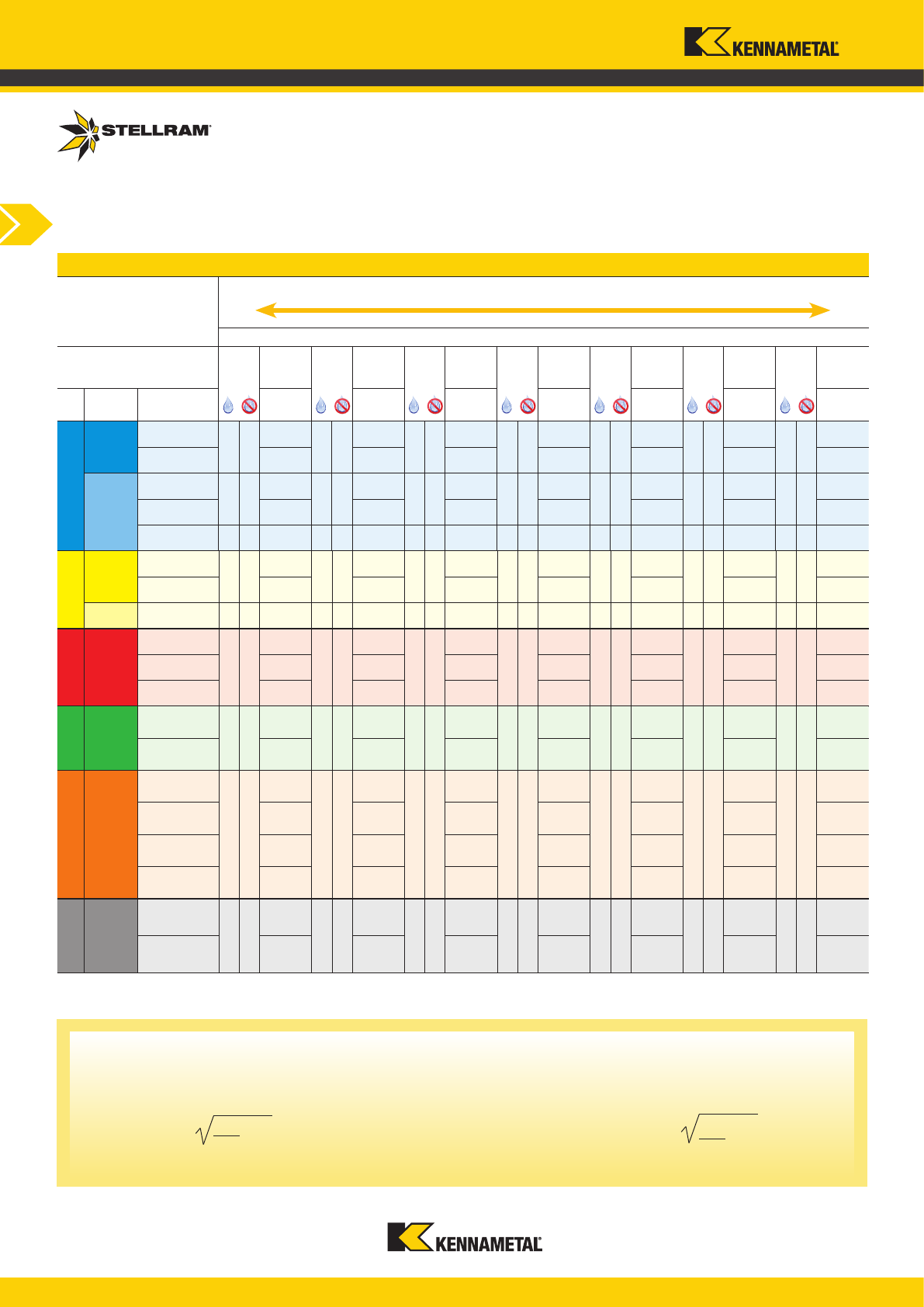
www.kennametal.com
A116
P
130 - 270
130 - 295
140 - 345
115 - 240 115 - 260 120 - 305
95 - 200
100 - 210
100 - 230
105 - 270
70 - 150 75 - 160 75 - 175 80 - 205
45 - 95
50 - 100
50 - 110
50 - 130
+
--
M
115 - 250
115 - 270
120 - 280
100 - 220 105 - 235 110 - 250
50 - 110
50 - 120
K
145 - 365
150 - 395
135 - 290
115 - 285 120 - 335 120 - 245
105 - 260 105 - 275 115 - 200
N
400 - 2895
400 - 3050
295 - 2320 295 - 2440
S
23 - 48
23 - 55
24 - 63
21 - 44 22 - 48 23 - 52
24 - 51 25 - 55 26 - 59
35 - 73 36 - 79 37 - 84
H
45 - 95
50 - 100
50 - 105
35 - 80 40 - 90 40 - 95
Cartridge Face Mills
Recommended Possible
Speed v
c
(m/min)
80.0VA90-_R-16
Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
X Grade
CVD
X Grade
PVD
Standard
PVD
Standard
CVD
Standard
CVD
Standard
Uncoated
Micrograin
ISO Materials
Rm and
Hardness
X400 X500 SP6519 SP4019 MP91M SC3025 GH1
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
a
e
d
d
a
e
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
80.0VA90-_R-16
Recommended Speeds

www.kennametal.com
A117
80.0VX.92-_R-12 & -16 Series
Cartridge High Feed Milling Cutter
Helical
Interpolation
with Bore Hole
8000VXD92-_R-12:
Maximum a
p
= 2,50mm
Diameter Range =
106mm to 256mm
8010VXD92-_R-12:
Maximum a
p
= 2,50mm
**Diameter Range =
106mm to 206mm
CARTRIDGE HIGH FEED MILLING ASSEMBLIES
80.0VX.92 high feed milling cutters are capable of high metal removal in facing applications.
The patented insert design offers better performance than round insert cutters.
The 80.0VX.92 high feed cutters are the best solution when specically focusing on reducing
cycle time or removing a maximum volume of material in the shortest time.
Our high feed cutter has the capacity to achieve 5 times higher feed rate than other existing
cutters in the market. This is due to its unique design and insert positioning. 80.0VX.92 cutters
also have a tremendous advantage, when used in a long (extended) toolholder.
These cutters absorb vibration and generally reduces the instability and deection of the tool.
Applications:
The 80.0VX.92 cutters are assembled with cartridges for XD...or XE... high feed milling inserts
and are ideal for a wide range of applications. Facing, slotting pocketing, ramping and helical
interpolation. Available with medium pitch.
The cutter series 8000VX.92 has an unequal medium pitch for reducing vibration and is
suitable for roughing and semi-nishing of Steel, Steel Alloys, Stainless Steel, Cast Iron and
Aluminium Alloys.
The cutters series 8010VX.92 has an equal medium pitch and is especially recommended for
roughing and semi-nishing of High Temperature Alloys, such as Iron Based alloys, Cobalt
Based Alloys, Nickel Based Alloys and Titanium.
NOTE: The 80.0VX.92 series when mounted with high feed cartridges 80VX.92R-12 or
80VX.92R-16 using XD... or XE... inserts cannot utilise the wiper cartridge for nishing when a
ne nished surface is required.
8000VXE92-_R-16:
Maximum a
p
= 3,50mm
Diameter Range =
106mm to 256mm
8010VXE92-_R-16:
Maximum a
p
= 3,50mm
**Diameter Range =
106mm to 206mm
**Denotes non stock
80_0VX_92-_R-12 & -16
RampingFacing Pocketing Helical
Interpolation
Spiral / CircularSlotting /
Shoulder
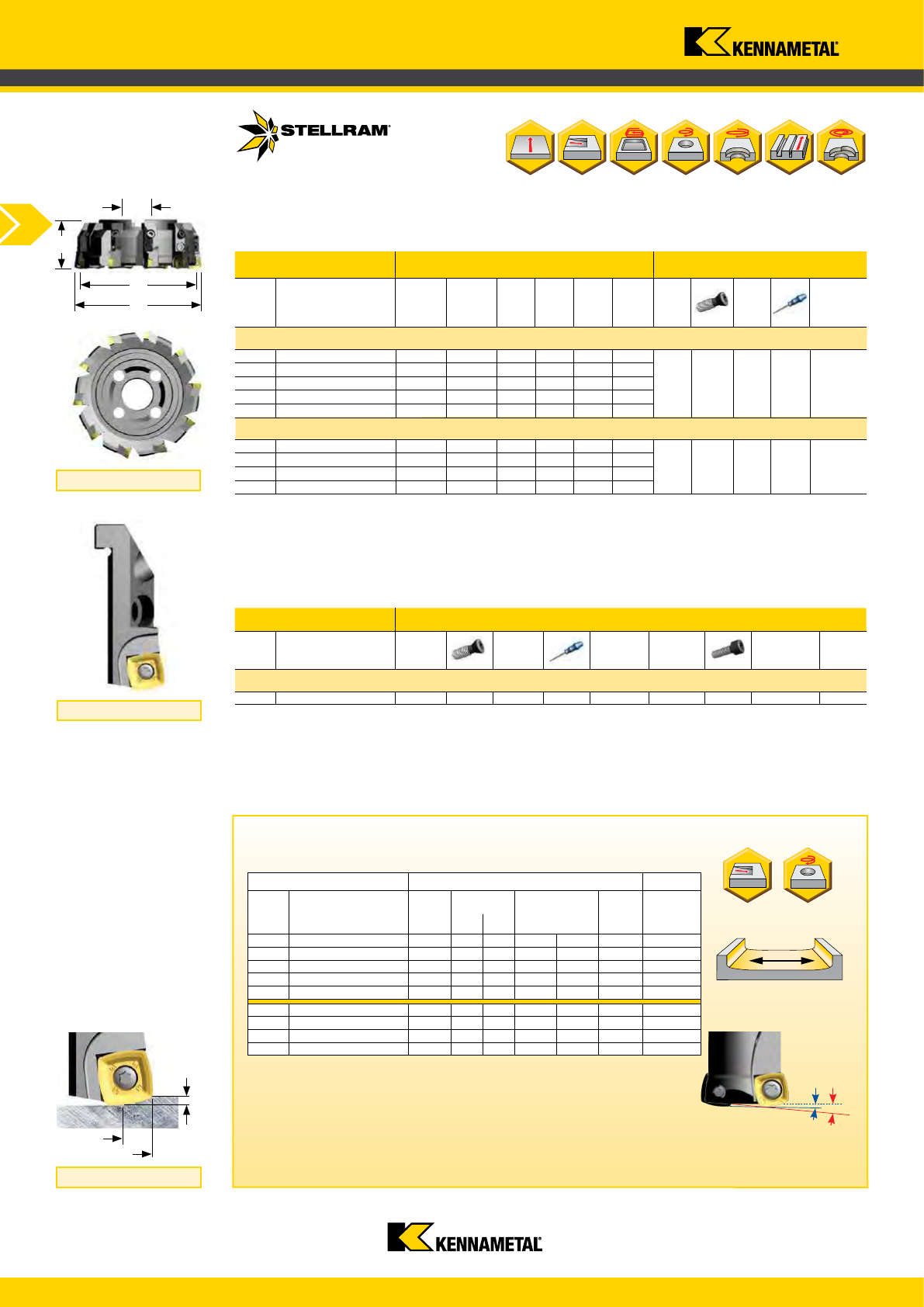
www.kennametal.com
A118
A
B
033161 8000VXD92-100R-12 87,95 0,31 0,47 192 210 1,80 10800
033162 8000VXD92-125R-12 112,95 0,24 0,36 242 260 1,80 9200
033163 8000VXD92-160R-12 147,95 0,18 0,28 312 330 1,80 7800
033164 8000VXD92-200R-12 187,95 0,14 0,21 392 410 1,80 6800
033165 8000VXD92-250R-12 237,95 0,11 0,17 492 510 1,80 5900
033166 8010VXD92-100R-12** 87,95 0,31 0,47 192 210 1,80 10800
033167 8010VXD92-125R-12** 112,95 0,24 0,36 242 260 1,80 9200
033168 8010VXD92-160R-12** 147,95 0,18 0,28 312 330 1,80 7800
033169 8010VXD92-200R-12** 187,95 0,14 0,21 392 410 1,80 6800
030378 80VX92R-12 015263 D4012T 015240 T15 3,10 022646 7065 - -
033161 8000VXD92-100R-12 87,95 106 68 32 2,5 6
015263 D4012T 015240 T15 3,10
033162 8000VXD92-125R-12 112,95 131 63 40 2,5 8
033163 8000VXD92-160R-12 147,95 166 63 40 2,5 10
033164 8000VXD92-200R-12 187,95 206 63 60 2,5 12
033165 8000VXD92-250R-12 237,95 256 63 60 2,5 16
033166 8010VXD92-100R-12** 87,95 106 68 32 2,5 6
015263 D4012T 015240 T15 3,10
033167 8010VXD92-125R-12** 112,95 131 63 40 2,5 8
033168 8010VXD92-160R-12** 147,95 166 63 40 2,5 10
033169 8010VXD92-200R-12** 187,95 206 63 60 2,5 12
H
d
1
D
a
D
a
p
D
D
a
*
Cartridge Face Mills
80.0VXD92-_R-12 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
A ° B °
Product Dimensions (mm) Spares
EDP Item Description
D
Effective
Cutting
Diameter
D
a
* H d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Spares
EDP Item Description EDP EDP
Screw
Tightening
Nm
Cartridge
Screw
EDP
Adjustment
Screw
EDP
** Denotes non stock items.
** Denotes non stock items.
Note: Mounting instructions refer to pages A161 - A164.
8000VXD92-_ R-12 Bodies with Unequal Medium Pitch & Cartridges
8010VXD92-_ R-12 Bodies with Equal Medium Pitch & Cartridges
Cartridge & Spares
Note: XD..1205.., X-Style cutter assemblies cannot utilise the finishing wiper cartridges.
Depth of Cut (
a
p
)
Cutter Body & Cartridges
80VX92-R12
D
a
* = Outside Diameter
80.0VXD92-_R-12
Cartridge High Feed Milling Cutter Assemblies
A = max ramp angle utilizing full
face contact
B = max ramp angle utilizing full
contact + internal corner radius
Ramp angle
A uses one
outside cutting edge only.
Ramp angle B uses
two cutting edges
(one outside and
one inside edge).
Ramping Helical
Interpolation
Facing Pitch
Flat
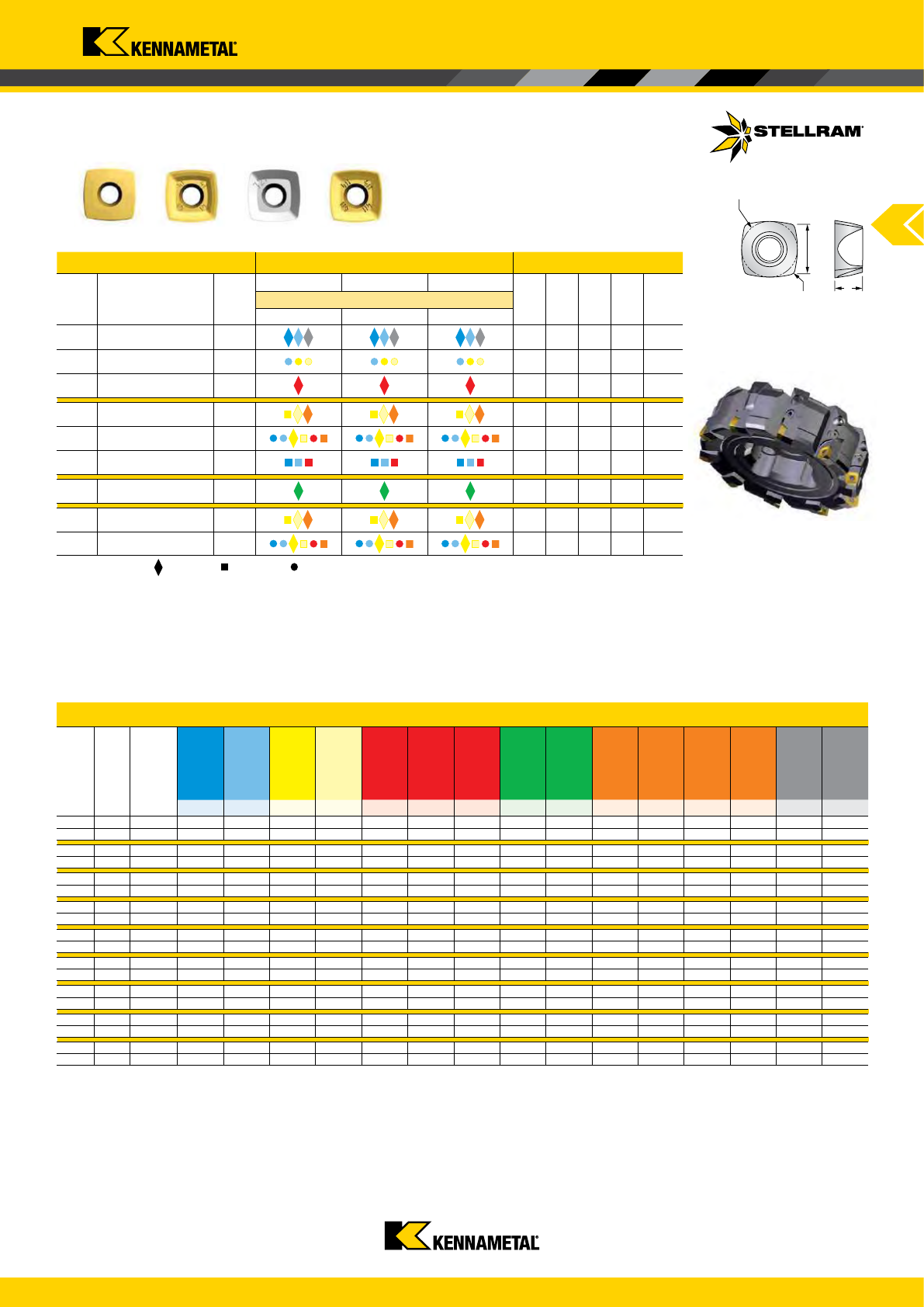
www.kennametal.com
A119
029490 XDLW120508SR-D X400 12,70 12,70 5,56 0,80 0,10
029488 XDLW120508SR-D X500
12,70 12,70 5,56 0,80 0,10
029489 XDLW120508SR-D SC3025
12,70 12,70 5,56 0,80 0,10
029682 XDLT120508ER-D41 X500
12,70 12,70 5,56 0,80 0,05
031534 XDLT120508ER-D41 SP6519
12,70 12,70 5,56 0,80 0,05
033068 XDLT120508ER-D41 SC6525
12,70 12,70 5,56 0,80 0,05
029638 XDLT120508ER-D721 GH2
12,70 12,70 5,56 0,80 0,04
030783 XDLT120512ER-D411 X500
12,70 12,70 5,56 1,20 0,05
030792 XDLT120512ER-D411 SP6519
12,70 12,70 5,56 1,20 0,05
SR-D X400
0,30 - 2,70 0,30 - 2,50 - - - - - - - - - - - 0,30 - 1,20 0,30 - 1,50
SR-D X400
0,30 - 2,50 0,30 - 2,40 - - - - - - - - - - - 0,30 - 0,80 0,30 - 1,00
SR-D X500 - 0,30 - 2,50 0,20 - 1,70 0,20 -1,20
- - - - - - - - - - -
SR-D X500 - 0,30 - 2,40 0,20 - 1,50 0,20 - 1,00
- - - - - - - - - - -
SR-D SC3025
- - - - 0,30 - 3,00 0,30 - 2,80 0,30 - 2,50 - - - - - - - -
SR-D SC3025
- - - - 0,30 - 2,50 0,30 - 2,30 0,30 - 2,10 - - - - - - - -
ER-D41 X500
- - 0,20 - 1,40 0,20 - 0,90 - - - - - 0,20 - 0,85 0,20 - 0,85 0,20 - 0,85 0,20 - 1,00 - -
ER-D41 X500
- - 0,20 - 1,10 0,20 - 0,80 - - - - - 0,10 - 0,70 0,10 - 0,70 0,10 - 0,70 0,10 - 0,80 - -
ER-D41 SP6519
0,30 - 2,50 0,30 - 2,30 0,20 - 1,20 0,20 - 0,75 0,30 - 2,50 0,30 - 2,30 - - - 0,20 - 0,85 0,20 - 0,85 0,20 - 0,85 0,20 - 1,00 - -
ER-D41 SP6519
0,30 - 2,00 0,30 - 1,80 0,20 - 1,00 0,15 - 0,60 0,30 - 2,00 0,30 - 1,80 - - - 0,10 - 0,70 0,10 - 0,70 0,10 - 0,70 0,10 - 0,80 - -
ER-D41 SC6525
0,20 - 2,00 0,20 - 1,65 - - 0,30 - 2,50 0,30 - 2,30 - - - - - - - - -
ER-D41 SC6525
0,20 - 1,75 0,20 - 1,55 - - 0,30 - 2,00 0,30 - 1,80 - - - - - - - - -
ER-D721 GH2
- - - - - - - 0,30 - 1,50 0,30 - 1,50 - - - - - -
ER-D721 GH2
- - - - - - - 0,30 - 1,50 0,30 - 1,50 - - - - - -
ER-D411 X500
- - 0,20 - 1,40 0,20 - 0,90 - - - - - 0,20 - 0,85 0,20 - 0,85 0,20 - 0,85 0,20 - 1,00 - -
ER-D411 X500
- - 0,20 - 1,10 0,20 - 0,80 - - - - - 0,10 - 0,70 0,10 - 0,70 0,10 - 0,70 0,10 - 0,80 - -
ER-D411 SP6519
0,30 - 2,50 0,30 - 2,30 0,20 - 1,20 0,20 - 0,75 0,30 - 2,50 0,30 - 2,30 - - - 0,20 - 0,85 0,20 - 0,85 0,20 - 0,85 0,20 - 1,00 - -
ER-D411 SP6519
0,30 - 2,00 0,30 - 1,80 0,20 - 1,00 0,15 - 0,60 0,30 - 2,00 0,30 - 1,80 - - - 0,10 - 0,70 0,10 - 0,70 0,10 - 0,70 0,10 - 0,80 - -
d
l
r
s
XDLW12-D XDLT12-D41 XDLT12-D721 XDLT12-D411
Cartridge Face Mills
80.0VXD92_R12 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Note: HTA = High Temperature Alloys
Facing
Slotting
Facing
Slotting
Facing
Slotting
Facing
Slotting
Facing
Slotting
Facing
Slotting
Facing
Slotting
Facing
Slotting
Facing
Slotting
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Facing Slotting Plunging
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. 2,50 a
p
max. 2,00 a
e
max. 9,00
Speed recommendations can be found on page A122.
XDLW120508SR-D X500 should be used for Alloyed Steel and Stainless Steel with heavy scale.
XDLT120512ER-D411 is a more positive geometry than the -D41 with a larger radius which increases performance during smaller
radial engagements or where chipping may occur when using the -D41 geometry.
XDLT120512ER-D411 uses less power than -D41.
80.0VXD92-_R-12
Milling Inserts & Recommended Feeds
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
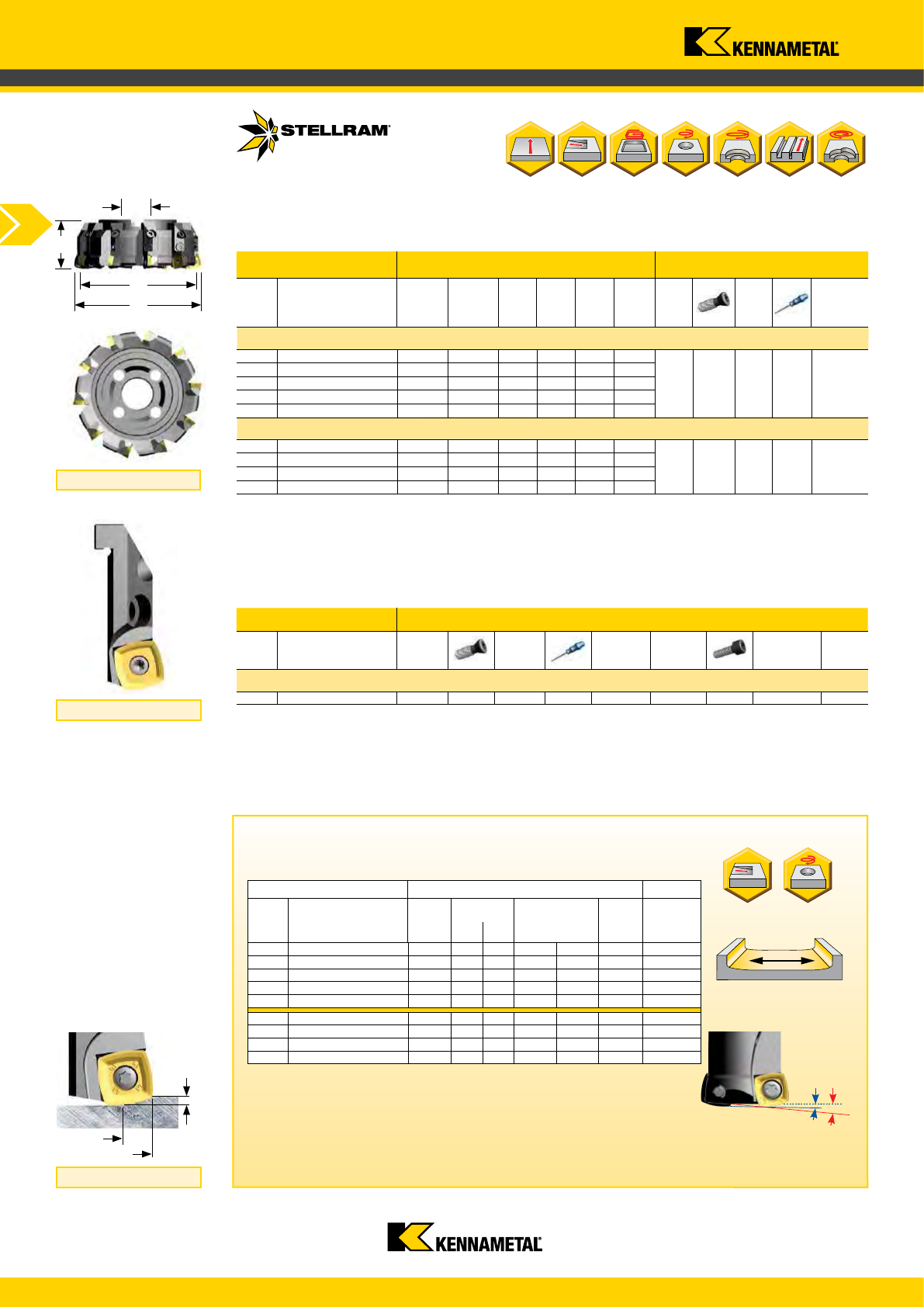
www.kennametal.com
A120
A
B
033207 8000VXE92-100R-16 82,15 0.39 0.47 186 210 2,50 10800
033208 8000VXE92-125R-16 107,15 0.29 0.36 236 260 2,50 9200
033209 8000VXE92-160R-16 142,15 0.22 0.27 306 330 2,50 7800
033210 8000VXE92-200R-16 182,15 0.17 0.20 386 410 2,50 6800
033211 8000VXE92-250R-16 232,15 0.13 0.16 486 510 2,50 5900
033212 8010VXE92-100R-16** 82,15 0.39 0.47 186 210 2,50 10800
033213 8010VXE92-125R-16** 107,15 0.29 0.36 236 260 2,50 9200
033214 8010VXE92-160R-16** 142,15 0.22 0.27 306 330 2,50 7800
033215 8010VXE92-200R-16** 182,15 0.17 0.20 386 410 2,50 6800
031308 80VX92R-16 031225 DP5013T 030819 TP20 6,10 022646 7065 - -
033207 8000VXE92-100R-16 82,15 106 68 32 3,5 6
031225
DP5013T
030819 TP20 6,10
033208 8000VXE92-125R-16 107,15 131 63 40 3,5 8
033209 8000VXE92-160R-16 142,15 166 63 40 3,5 10
033210 8000VXE92-200R-16 182,15 206 63 60 3,5 12
033211 8000VXE92-250R-16 232,15 256 63 60 3,5 16
033212 8010VXE92-100R-16** 82,15 106 68 32 3,5 6
031225
DP5013T
030819 TP20 6,10
033213 8010VXE92-125R-16** 107,15 131 63 40 3,5 8
033214 8010VXE92-160R-16** 142,15 166 63 40 3,5 10
033215 8010VXE92-200R-16** 182,15 206 63 60 3,5 12
H
d
1
D
a
D
a
p
D
D
a
*
Cartridge Face Mills
80.0VXE92-_R-16 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
A ° B °
Product Dimensions (mm) Spares
EDP Item Description
D
Effective
Cutting
Diameter
D
a
* H d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Spares
EDP Item Description EDP EDP
Screw
Tightening
Nm
Cartridge
Screw
EDP
Adjustment
Screw
EDP
** Denotes non stock items.
** Denotes non stock items.
Note: Mounting instructions refer to pages A161 - A164.
8000VXE92-_ R-16 Bodies with Unequal Medium Pitch & Cartridges
8010VXE92-_ R-16 Bodies with Equal Medium Pitch & Cartridges
Cartridge & Spares
Depth of Cut (
a
p
)
Cutter Body & Cartridges
80VX92R-16
D
a
* = Outside Diameter
Note: XE..1605.., X-Style cutter assemblies cannot utilise the finishing wiper cartridges.
80.0VXE92-_R-16
Face Milling Cutter Assemblies
A = max ramp angle utilizing full
face contact
B = max ramp angle utilizing full
contact + internal corner radius
Ramp angle
A uses one
outside cutting edge only.
Ramp angle B uses
two cutting edges
(one outside and
one inside edge).
Ramping Helical
Interpolation
Facing Pitch
Flat
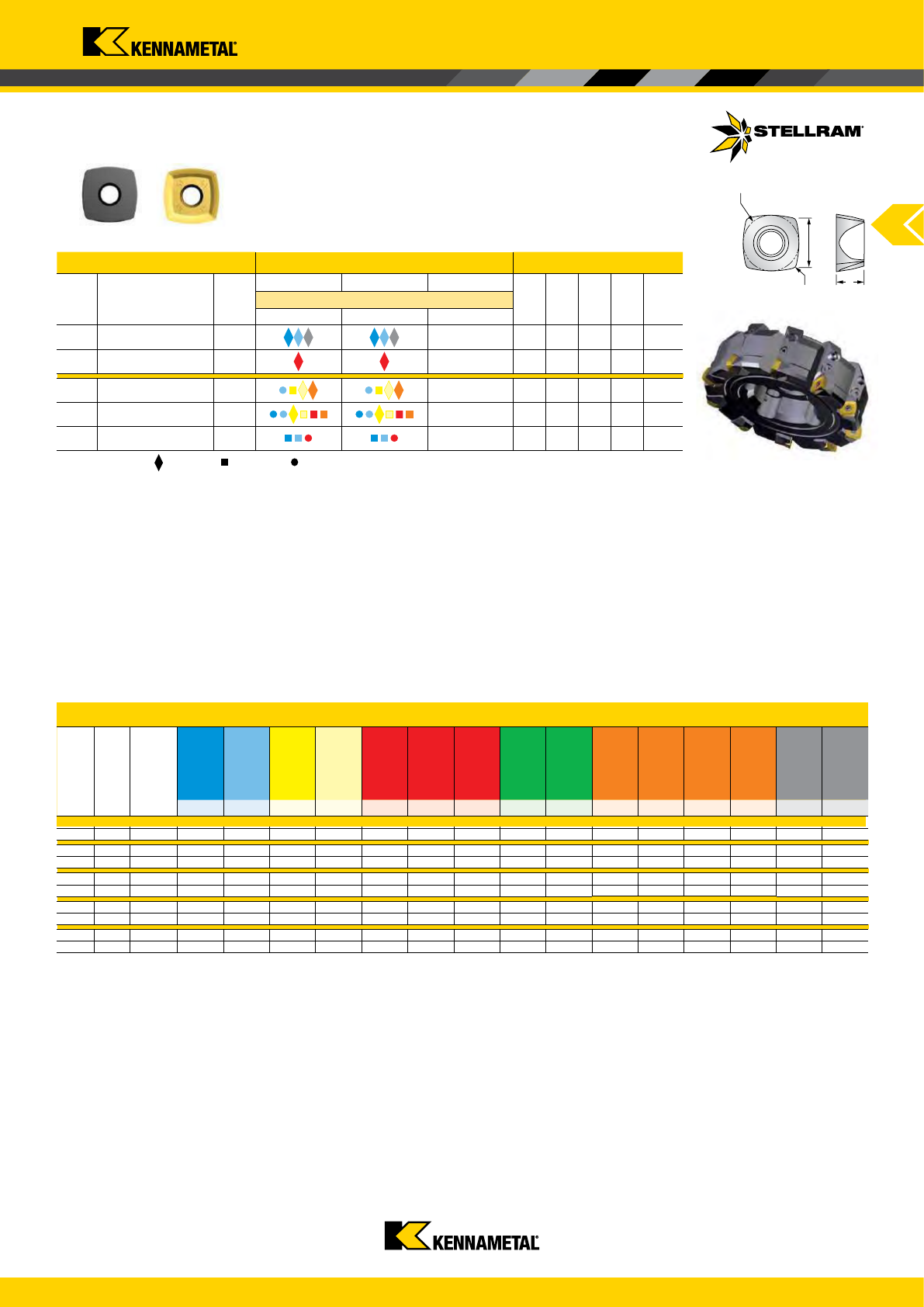
www.kennametal.com
A121
031291 XELW160512SR-D X400
-
16,80 16,80 5,56 1,20 0,12
031292 XELW160512SR-D SC3025
-
16,80 16,80 5,56 1,20 0,12
031293 XELT160512ER-D41 X500
-
16,80 16,80 5,56 1,20 0,12
031294 XELT160512ER-D41 SP6519
-
16,80 16,80 5,56 1,20 0,12
033069 XELT160512ER-D41 SC6525
-
16,80 16,80 5,56 1,20 0,12
SR-D X400
0,30 - 2,00 0,30 - 1,80 - - - - - - - - - - - 0,30 - 0,80 0,30 - 1,00
SR-D X400
0,30 - 1,70 0,30 - 1,50 - - - - - - - - - - - 0,30 - 0,50 0,30 - 0,60
SR-D SC3025
- - - - 0,30 - 2,00 0,30 - 1,80 0,30 - 1,50 - - - - - - - -
SR-D SC3025
- - - -
0,30 - 1,50 0,30 - 1,30 0,30 - 1,20
- - - - - - - -
ER-D41 X500
- 0,30 - 1,40 0,20 - 1,00 0,20 - 0,60 - - - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - -
ER-D41 X500
- 0,30 - 1,00 0,20 - 0,80 0,20 - 0,50 - - - - -
0,10 - 0,40 0,10 - 0,40 0,10 - 0,40 0,10 - 0,50
- -
ER-D41 SP6519
0,30 - 1,50 0,30 - 1,20 0,20 - 1,00 0,20 - 0,50 0,30 - 1,50 0,30 - 1,20 - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - -
ER-D41 SP6519
0,30 - 1,20 0,30 - 1,10 0,20 - 0,80 0,20 - 0,45
0,30 - 1,20 0,30 - 1,10
- - - 0,10 - 0,40 0,10 - 0,40 0,10 - 0,40 0,10 - 0,50 - -
ER-D41 SC6525
0,20 - 1,20 0,20 - 1,00 - - 0,30 - 1,50 0,30 - 1,20 - - - - - - - - -
ER-D41 SC6525
0,20 - 1,15 0,20 - 0,90 - - 0,30 - 1,20 0,30 - 1,10 - - - - - - - - -
d
l
r
s
XELW16-D XELT16-D41
Cartridge Face Mills
80.0VXE92-_R-16 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium & Alloys
<16% Si
Aluminium & Alloys
>16% Si
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>44 HRC
Chilled Cast Iron
>1400 N/mm
2
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Note: HTA = High Temperature Alloys
Facing
Slotting
Facing
Slotting
Facing
Slotting
Facing
Slotting
Facing
Slotting
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Facing Slotting Plunging
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. 3,50 a
p
max. 3,00 a
e
max. -
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Speed recommendations can be found on page A122.
80.0VXE92-_R-16
Milling Inserts & Recommended Feeds
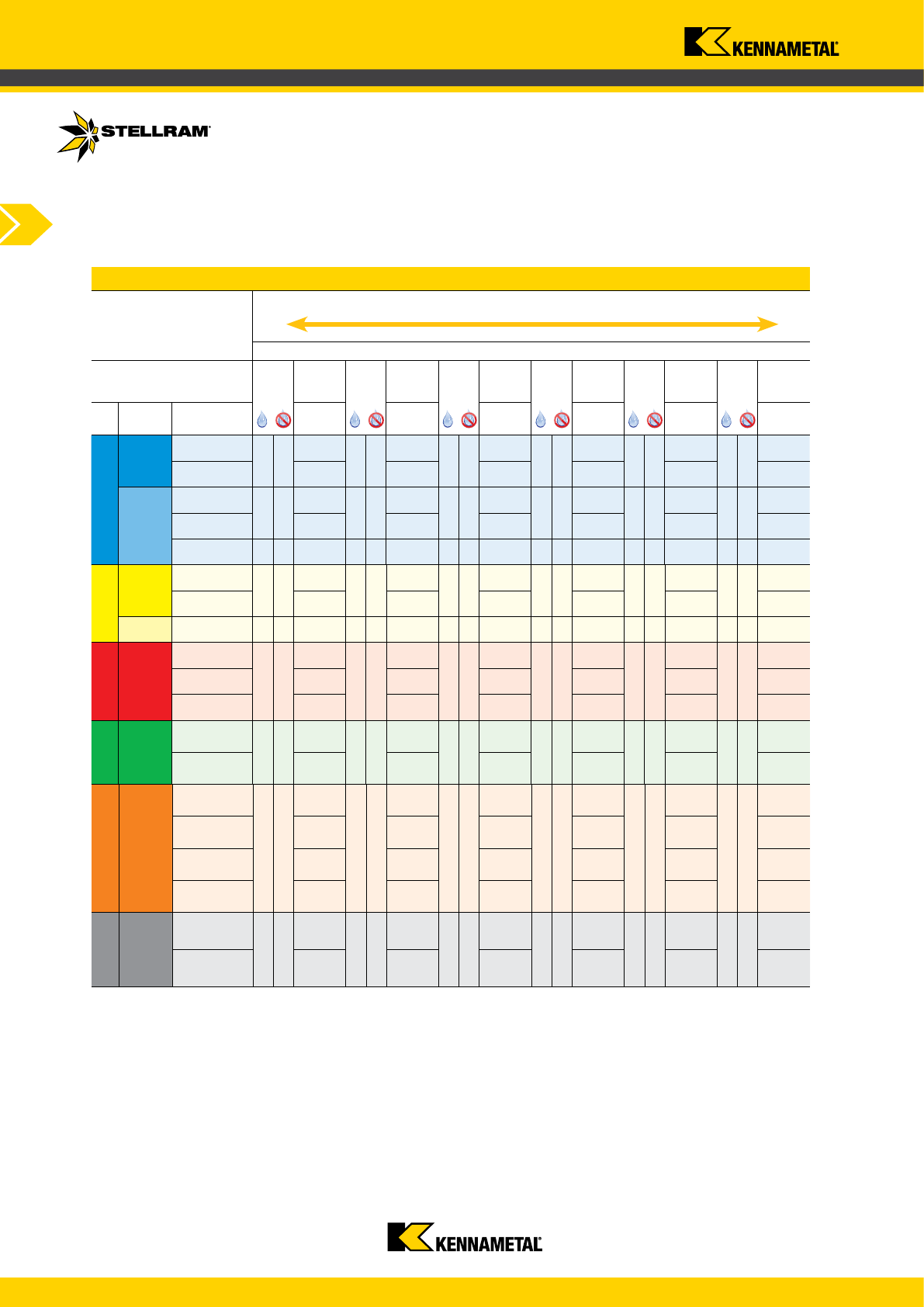
www.kennametal.com
A122
P
120 - 260
130 - 295
140 - 370
105 - 230 115 - 260 120 - 325
95 - 200
100 - 210
100 - 230
105 - 290
70 - 150 75 - 160 75 - 175 80 - 210
45 - 95
50 - 100
50 - 110
50 - 140
--
+
M
115 - 250
115 - 270
100 - 220 105 - 235
50 - 110
50 - 120
K
140 - 295
145 - 390
150 - 395
110 - 240 115 - 305 120 - 335
100 - 220 105 - 275
N
400 - 2745
295 - 2135
S
23 - 48
23 - 55
21 - 44 22 - 48
24 - 51 25 - 55
35 - 73 36 - 79
H
45 - 95
35 - 80
Cartridge Face Mills
Recommended Possible
Speed v
c
(m/min)
80.0VX.92 Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
X Grade
CVD
X Grade
PVD
Standard
Uncoated
Micrograin
CVD
Standard
CVD
Standard
ISO Materials
Rm and
Hardness
X400 X500 SP6519 GH2 SC6525 SC3025
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
80.0VX.92
Recommended Speeds
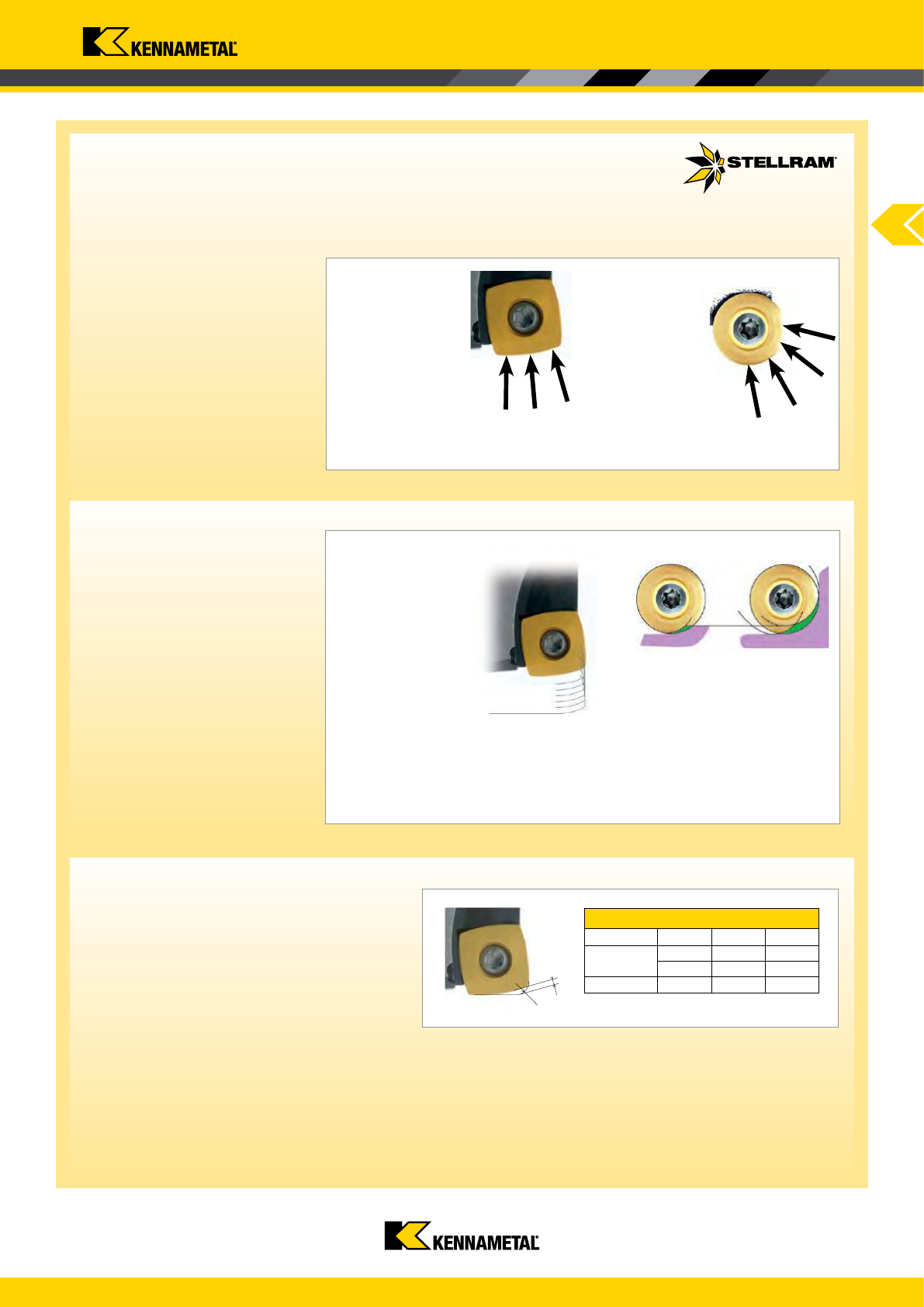
www.kennametal.com
A123
12
0,8 2,50 1,02
1,2 2,73 0,97
16 1,2 4,18 1,46
L
R
Cartridge Face Mills
Programming Data (mm)
Insert size (mm) Radius R L
CNC Programme - Corner Radius Definition
80.0VX.92
The use of common CAD / CAM systems requires a round
insert dimension to be known for cavity machining. This is
available with 80.0VX92 cutters as shown to the right and
in the reference table.
For finish pass applications:
Wiper Facet for finishing use max. feed 0,8 mm/revolution
Round insert
•
Greater surface contact.
•
Increased chip section for side
wall machining.
•
Vibration in corners.
•
Undulating side wall cusps.
The 80.0VX.92 (12mm & 16mm) high feed
face mill machines with a constant
volume of chip throughout all aspects of
producing cavities and produces a side
wall that is close to profile.
Round insert tools have increasing chip
volume through the process.
Round Insert Tools
•
Tangential
forces act
around the
radius.
•
Leads to vibration
and damage of
the cutting edge.
•
Leads to reduced
feed and lower productivity.
80.0VX.92
•
Cutting forces
predominantly
axial.
•
Relationship
between cutting
edge and work piece
is at its most stable.
•
Results in high feed rates
and consistent tool life.
The advantages of face milling and
producing cavities with Stellram’s high
feed face milling are numerous.
The unique design of the insert, approach
angle and the cutter body ensure the
cutting forces are predominantly directed
in the axial direction. The example shown
with a round insert tool shows complex
forces which result in high levels of
vibration and damage to the cutting edge.
Centre clearance Side wall
80.0VX.92
Technical Information
80.0VX.92
•
Constant cutting
section (chip volume)
irrespective of
position in cavity.
•
Producing a close
to profile side wall.
•
Near-square side
walls possible.
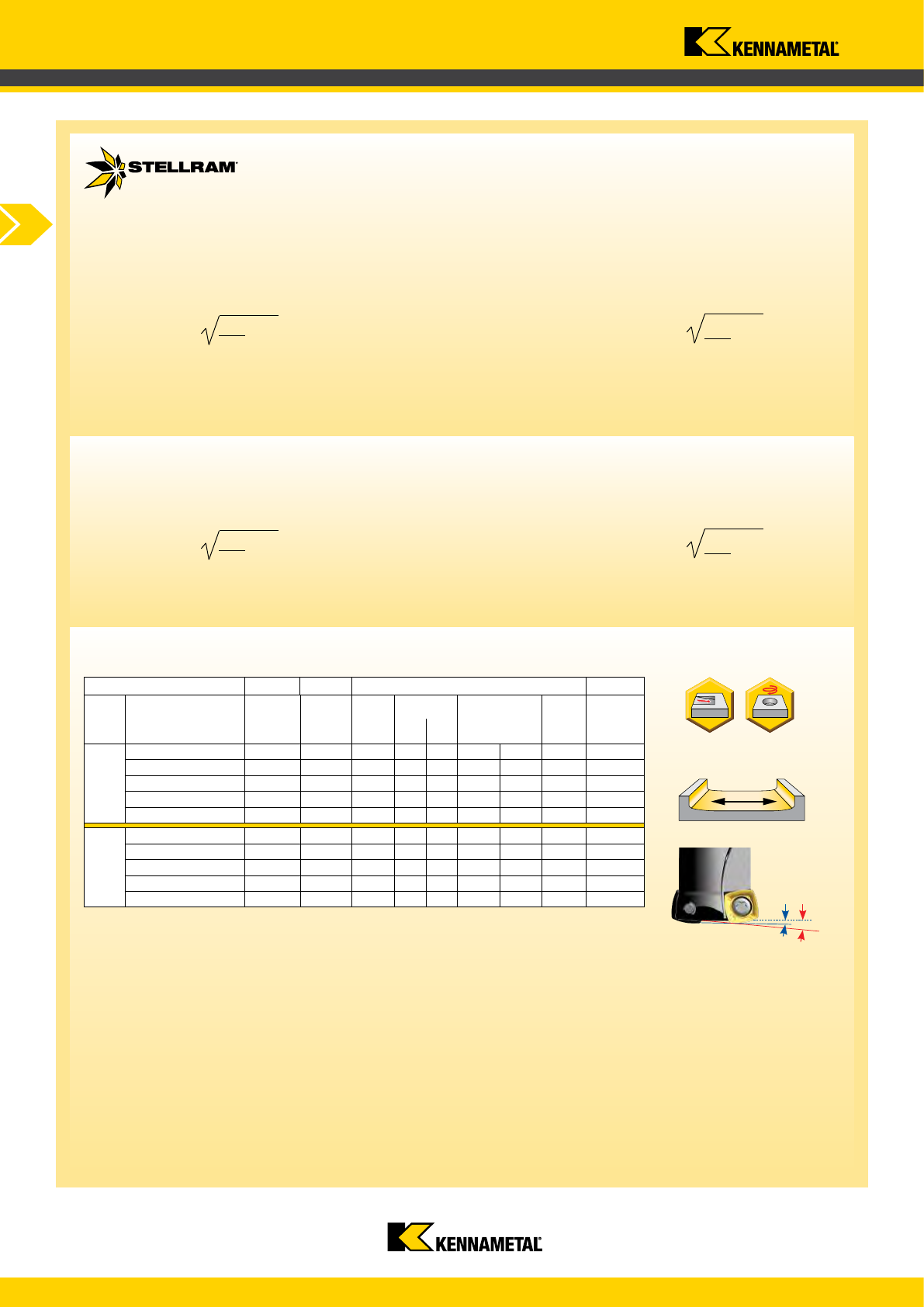
www.kennametal.com
A124
12mm
8000VXD92-100R-12
87,95
106,00 87,95 0.31 0.47 192 210 1,80 10800
8000VXD92-125R-12 112,95 131,00 112,95 0.24 0.36 242 260 1,80 9200
8000VXD92-160R-12 147,95 166,00 147,95 0.18 0.28 312 330 1,80 7800
8000VXD92-200R-12 187,95 206,00 187,95 0.14 0.21 392 410 1,80 6800
8000VXD92-250R-12 237,95 256,00 237,95 0.11 0.17 492 510 1,80 5900
16mm
8000VXE92-100R-16 82,15 106,00 82,15 0.39 0.47 186 210 2,50 10800
8000VXE92-125R-16 107,15 131,00 107,15 0.29 0.36 236 260 2,50 9200
8000VXE92-160R-16 142,15 166,00 142,15 0.22 0.27 306 330 2,50 7800
8000VXE92-200R-16 182,15 206,00 182,15 0.17 0.20 386 410 2,50 6800
8000VXE92-250R-16
232,15
256,00 232,15 0.13 0.16 486 510 2,50 5900
A
B
Cartridge Face Mills
* Denotes non stock items.
Facing Pitch, Ramp Angle, Helical Interpolation and Max RPM Capacity for 80.0VX.92 Series (mm)
Product Dimensions
Insert
Size
Item Description
D
Effective
Cutting
Diameter
D
a
*
Facing
Pitch
Ramping
Angle
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
A ° B °
Ramp angle B uses two cutting edges
(one outside and one inside edge).
Ramp angle A uses one
outside cutting edge only.
A = max ramp angle utilising full
face contact
B = max ramp angle utilising full
contact + internal corner radius
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
Calculation of the average chip thickness in relation with the D.O.C. (Axial)
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
p
= Depth of cut
f
z
= Feed per tooth
d = Insert diameter (45mm)
Theoretical Diameter for all high feed insert sizes = 45mm
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
a
e
d
d
a
e
a
p
d
d
a
p
80.0VX.92
Technical Information
Facing Pitch
Flat
Ramping Helical
Interpolation

www.kennametal.com
A125
80.0VOD45-_R-04 & -06 Series
Cartridge Face Milling Cutter
80.0VOD45-_R-04:
Maximum a
p
= 3,50mm
(a
p
1 max = 8mm)
Effective Cutting Diameter
Range = 100mm to 400mm
** Denotes non stock items 8000VOD45
diameter 315 - 400mm
** Denotes non stock items 8010VOD45
diameter 100 - 200mm
42° CARTRIDGE FACE MILLING ASSEMBLIES
The 80.0VOD45 cutters are designed to machine all materials. Octagonal inserts offer up to
eight economical cutting edges.
80.0VOD45 cutters are assembled with cartridges for OD..0404.. or OD..0605.. milling inserts
for face milling applications.
The cutters series 8000VOD45 has an unequal medium pitch for reducing vibration and is
for roughing, semi-nishing and nishing of Steel, Steel Alloys, Stainless Steel, Cast Iron and
Aluminium Alloys.
The 8010VOD45 series has an equal medium pitch and is especially recommended for
roughing, semi-nishing and nishing of High Temperature Alloys such as Iron Based Alloys,
Cobalt Based Alloys, Nickel Based Alloys and Titanium.
The 8000VOD45 series can be assembled with a particular wiper cartridge for nishing when
a ne nished surface is required. The corresponding pocket on the body for the nishing
cartridge is marked with a “F”.
Note: The 8010 series are not possible to assemble with a wiper cartridge.
80.0VOD45-_R-06:
Maximum a
p
= 4,50mm
(a
p
1 = 10mm)
Effective Cutting Diameter
Range = 100mm to 400mm
** Denotes non stock items 8000VOD45
diameter 315 - 400mm
** Denotes non stock items 8010VOD45
diameter 100 - 200mm
80_0VOD45-_R-04 & -06
Helical
Interpolation
with Bore Hole
RampingFacing Pocketing Helical
Interpolation
Spiral / Circular Shoulder /
Profiling /
Slotting
Chamfering
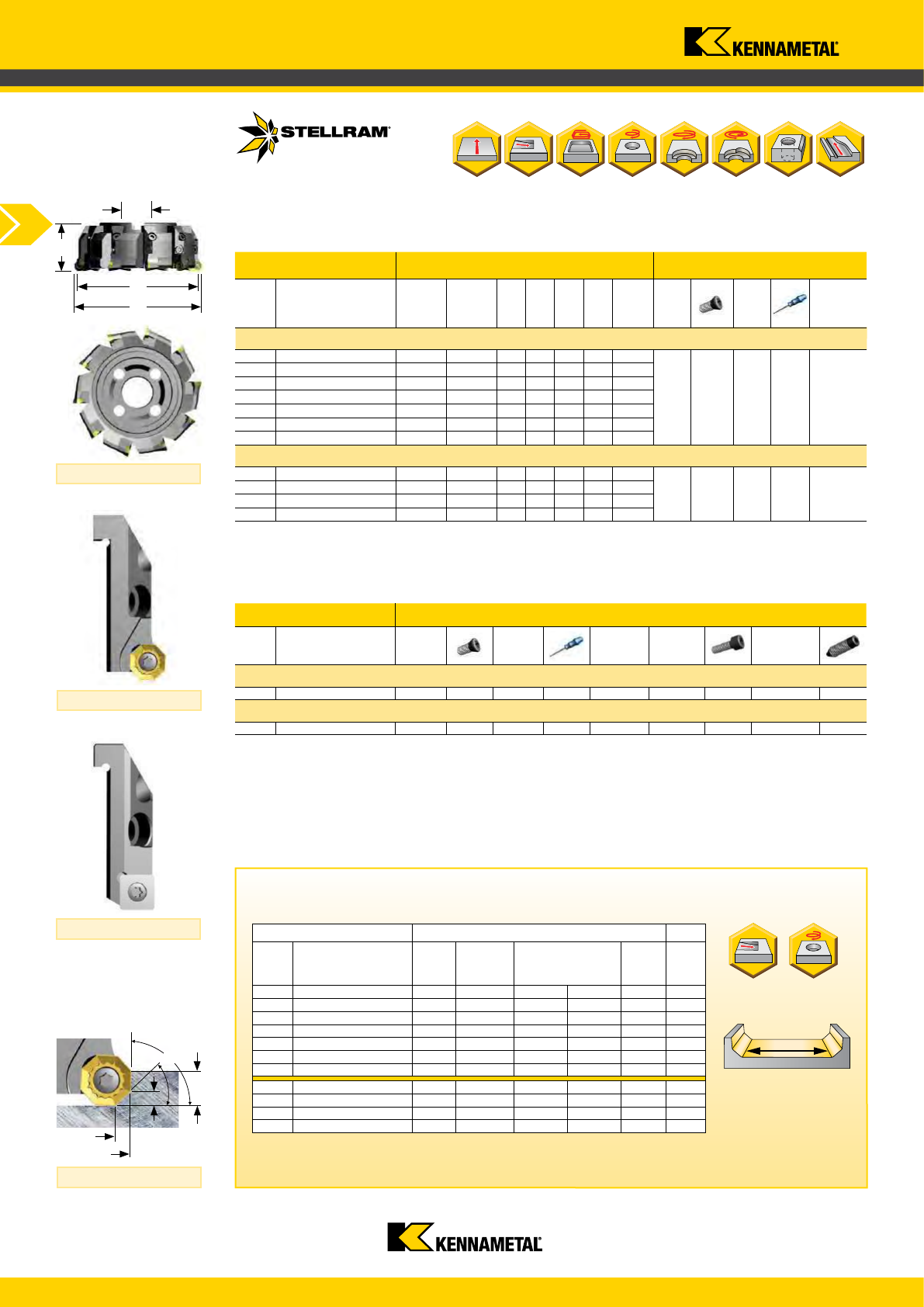
www.kennametal.com
A126
021837 8000VOD45-100R-04 100 0.17 196 214 2,00 10800
021838 8000VOD45-125R-04 125 0.14 246 264 2,00 10000
021839 8000VOD45-160R-04 160 0.11 316 334 2,00 8000
021840 8000VOD45-200R-04 200 0.09 396 414 2,00 6800
021841 8000VOD45-250R-04 250 0.07 496 514 2,00 5900
021842 8000VOD45-315R-04** 315 - - - - 5200
021843 8000VOD45-400R-04** 400 - - - - 4500
021936 8010VOD45-100R-04** 100 0.17 196 214 2,00 10800
021937 8010VOD45-125R-04** 125 0.14 246 264 2,00 10000
021938 8010VOD45-160R-04** 160 0.11 316 334 2,00 8000
021939 8010VOD45-200R-04** 200 0.09 396 414 2,00 6800
014313 80VOD45R-04 015270 F4011T 015241 T20 3,10 022646 7065 - -
014953 81FS00R-12 015266 D5013T 015241 T20 6,00 022646 7065 016858 72.602
021837 8000VOD45-100R-04 100 108 68 32 3,50 8,00 6
015270 F4011T 015241 T20 3,10
021838 8000VOD45-125R-04 125 133 63 40 3,50 8,00 8
021839 8000VOD45-160R-04 160 168 63 40 3,50 8,00 10
021840 8000VOD45-200R-04 200 208 63 60 3,50 8,00 12
021841 8000VOD45-250R-04 250 258 63 60 3,50 8,00 16
021842 8000VOD45-315R-04** 315 323 80 60 3,50 8,00 20
021843 8000VOD45-400R-04** 400 408 80 60 3,50 8,00 24
021936 8010VOD45-100R-04** 100 108 68 32 3,50 8,00 6
015270 F4011T 015241 T20 3,10
021937 8010VOD45-125R-04** 125 133 63 40 3,50 8,00 8
021938 8010VOD45-160R-04** 160 168 63 40 3,50 8,00 10
021939 8010VOD45-200R-04** 200 208 63 60 3,50 8,00 12
H
d
1
D
87°
42°
D
a
D
a
p
1
D
a
*
a
p
Cartridge Face Mills
80.0VOD45-_R-04 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description
D
Effective
Cutting
Diameter
D
a
* H d
1
a
p
max
a
p
1
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Spares
EDP Item Description EDP EDP
Screw
Tightening
Nm
Mounting
Screw
EDP
Adjustment
Screw
EDP
** Denotes non stock items.
** Denotes non stock items.
Note: Mounting instructions refer to pages A161 - A164.
8000VOD45-_ R-04 Bodies with Unequal Medium Pitch & Cartridges
8010VOD45-_ R-04 Bodies with Equal Medium Pitch & Cartridges
Cartridge & Spares
Finishing Cartridge & Spares
81FS00R-12
Depth of Cut (
a
p
)
Cutter Body & Cartridges
80VOD45R-04
D
a
* = Outside Diameter
80.0VOD45-_R-04
Face Milling Cutter Assemblies
Ramping Helical
Interpolation
Facing Pitch
Flat
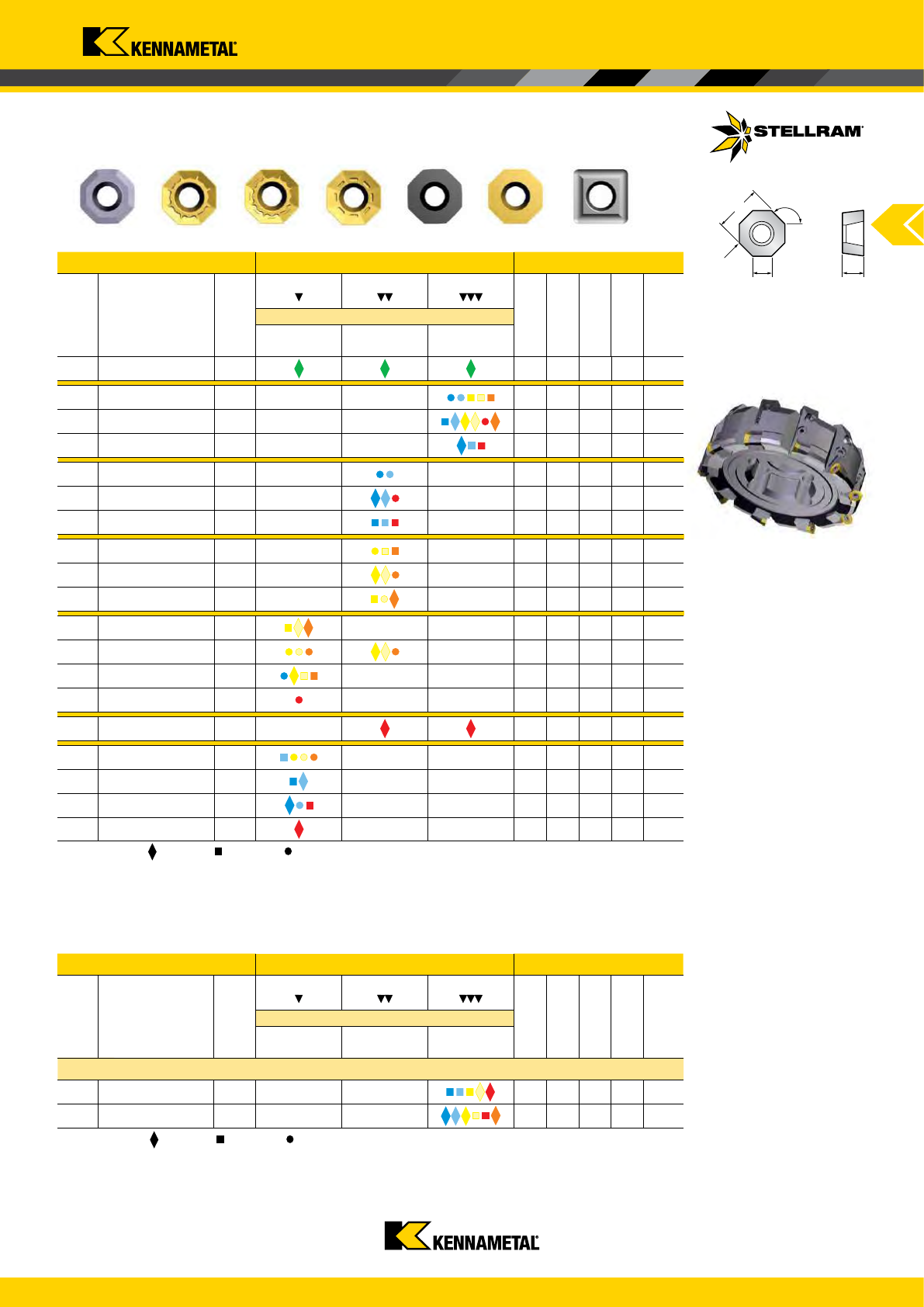
www.kennametal.com
A127
024911 ODET0404APFN-441 GH1 12,70 4,00 4,76 0,02
022198 ODET0404APEN-44 X500
- -
12,70 4,00 4,76 0,04
031470 ODET0404APEN-44 SP6519
- -
12,70 4,00 4,76 0,04
022199 ODET0404APEN-44 MP91M
- -
12,70 4,00 4,76 0,04
022061 ODMT0404APEN-41 X500
- -
12,70 4,00 4,76 0,06
031472 ODMT0404APEN-41 SP6519
- -
12,70 4,00 4,76 0,06
017775 ODMT0404APEN-41 MP91M
- -
12,70 4,00 4,76 0,06
030768 ODMT040408EN-412 X500
- -
12,70 4,00 4,76 0,80 0,06
030769 ODMT040408EN-412 X700
- -
12,70 4,00 4,76 0,80 0,06
031540 ODMT040408EN-412 SP6519
- -
12,70 4,00 4,76 0,80 0,06
015143 ODMT040408EN-41 X500
- -
12,70 4,00 4,76 0,80 0,06
030330 ODMT040408EN-41 X700
-
12,70 4,00 4,76 0,80 0,06
031471 ODMT040408EN-41 SP6519
- -
12,70 4,00 4,76 0,80 0,06
017303 ODMT040408EN-41 MP91M
- -
12,70 4,00 4,76 0,80 0,06
027884 ODEW0404APTR-RA SC3025
-
12,70 4,00 4,76 0,19
017672 ODMW040408SN X500
- -
12,70 4,00 4,76 0,80 0,27
031462 ODMW040408SN SP6519
- -
12,70 4,00 4,76 0,80 0,27
017304 ODMW040408SN MP91M
- -
12,70 4,00 4,76 0,80 0,27
029096 ODMW040408SN SC3025
- -
12,70 4,00 4,76 0,80 0,27
017237 SPHX12M512EN GH1
- -
12,70 12,70 5,00 1,20 0,02
031455 SPHX12M512N SA9608
- -
12,70 12,70 5,00
1,20
0,02
l
r
135°
d
s
Cartridge Face Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r
h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
- - 0,20 - 1,00
Wiper Inserts
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r
h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
3,50 1,00 - 2,00 0,20 - 1,00
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Wiper
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
SPHX12-EN (wiper)ODMW04-SNODEW04-RAODMT04-412ODMT04-41ODET04-44ODET04-441
Note: Mounting instruction for wiper inserts refer to pages A161 - A164.
INSERT APPLICATION NOTES:
ODMW040408SN X500 should be
used on Stainless Steel and High
Temperature Alloys with heavy
scale.
ODMW040408SN inserts should
generally be used for heavy duty
applications only.
ODMT040408EN-41 and
ODMT040408EN-412 in Grade
X700 is recommended for medium
roughing of Stainless Steel and
High Temperature Alloys when a
stronger cutting edge is required.
Note: Feed recommendations can be found on page A127. Speed recommendations can be found on page A128.
80.0VOD45-_R-04
Milling Inserts
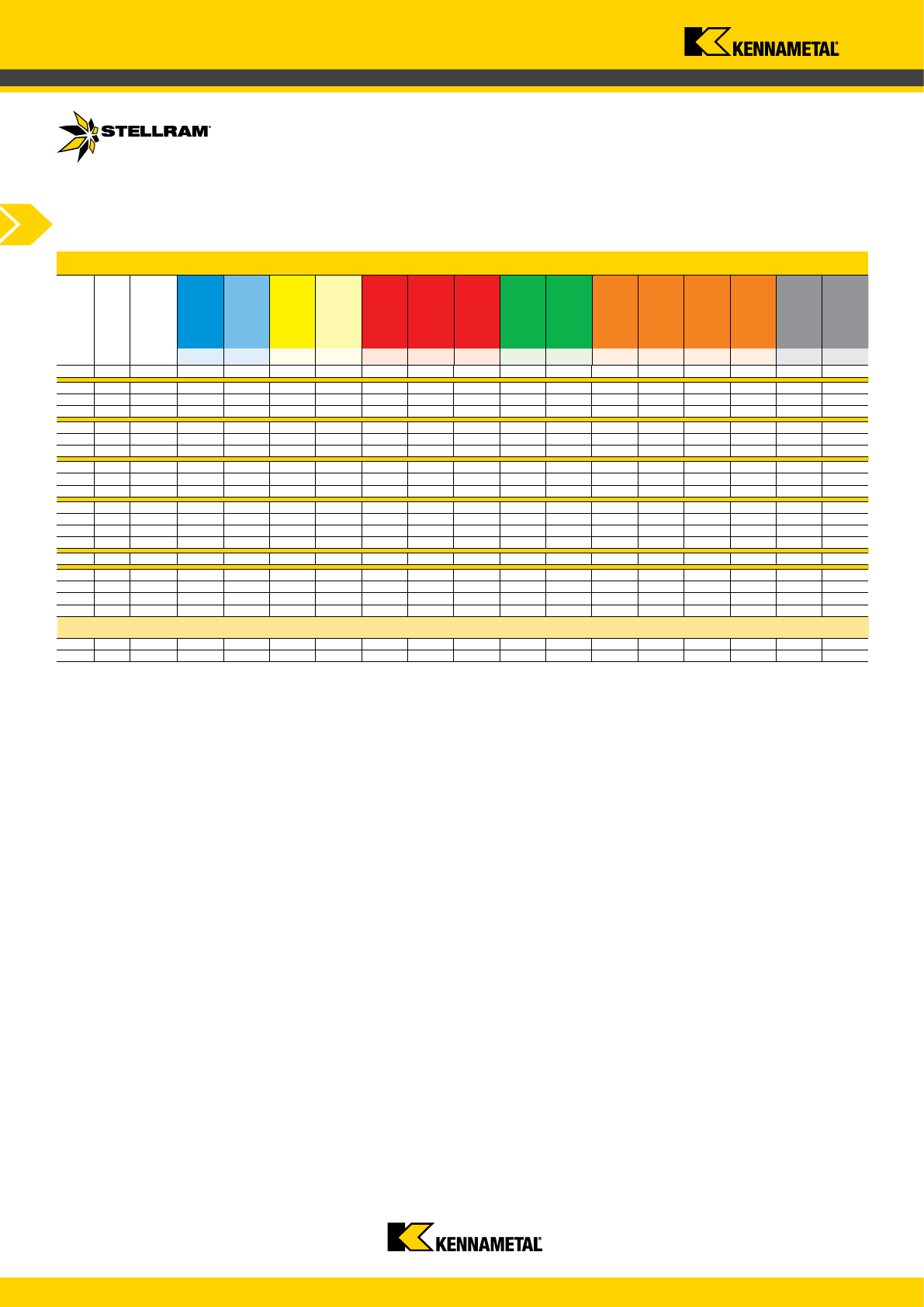
www.kennametal.com
A128
FN-441 GH1
- - - - - - - 0,04 - 0,30 0,04 - 0,25 - - - - - -
EN-44 X500
0,06 - 0,30 0,06 - 0,27 0,06 - 0,25 0,06 - 0,20 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,25 - -
EN-44 SP6519
0,06 - 0,30 0,06 - 0,27 0,06 - 0,25 0,06 - 0,20 0,06 - 0,25 0,06 - 0,25 0,06 - 0,23 - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,25 - -
EN-44 MP91M
0,06 - 0,30 0,06 - 0,27 - - 0,06 - 0,25 0,06 - 0,25 0,06 - 0,23 - - - - - - - -
APEN-41 X500
0,06 - 0,35 0,06 - 0,22 - - - - - - - - - - - - -
APEN-41 SP6519
0,06 - 0,35 0,06 - 0,22 - - 0,06 - 0,25 0,06 - 0,25 0,06 - 0,23 - - - - - - - -
APEN-41 MP91M
0,06 - 0,35 0,06 - 0,22 - - 0,06 - 0,25 0,06 - 0,25 0,06 - 0,23 - - - - - - - -
EN-412 X500
- - 0,06 - 0,35 0,06 - 0,30 - - - - - 0,06 - 0,15 0,06 - 0,15 0,06 - 0,15 0,06 - 0,25 - -
EN-412 X700
- - 0,06 - 0,35 0,06 - 0,30 - - - - - 0,06 - 0,15 0,06 - 0,15 0,06 - 0,15 0,06 - 0,25 - -
EN-412 SP6519
- - 0,06 - 0,35 0,06 - 0,30 - - - - - 0,06 - 0,15 0,06 - 0,15 0,06 - 0,15 0,06 - 0,25 - -
EN-41 X500
- - 0,06 - 0,35 0,06 - 0,30 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,30 - -
EN-41 X700
- - 0,06 - 0,35 0,06 - 0,30 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,30 - -
EN-41 SP6519
0,06 - 0,35 - 0,06 - 0,35 0,06 - 0,30 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,30 - -
EN-41 MP91M
- - - - 0,06 - 0,35 0,06 - 0,35 0,06 - 0,35 - - - - - - - -
TR-RA SC3025
- - - - 0,19 - 0,35 0,19 - 0,35 0,19 - 0,35 - - - - - - - -
SN X500
- 0,32 - 0,50 0,30 - 0,40 0,30 - 0,40 - - - - - 0,20 - 0,30 0,20 - 0,30 0,20 - 0,30 0,20 - 0,33 - -
SN SP6519
0,32 - 0,55 0,32 - 0,50 - - - - - - - - - - - - -
SN MP91M
0,32 - 0,55 0,32 - 0,50 - - 0,32 - 0,50 0,32 - 0,50 0,32 - 0,50 - - - - - - - -
SN SC3025
- - - - 0,32 - 0,50 0,32 - 0,50 0,32 - 0,50 - - - - - - - -
SPHX GH1
1,00 - 4,00 1,00 - 3,00 0,80 - 2,50 0,80 - 2,00 1,00 - 2,50 0,80 - 2,20 0,80 - 2,00 - - - - - - - -
SPHX SA9608
1,00 - 4,00 1,00 - 3,00 0,80 - 2,50 0,80 - 2,00 1,00 - 2,50 0,80 - 2,20 0,80 - 2,00 - - 0,50 - 1,50 0,50 - 1,50 0,50 - 1,50 0,50 - 1,80 - -
Cartridge Face Mills
80.0VOD45-_R-04 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Facing
- - - - - - - 0,04 - 0,30 0,04 - 0,25 - - - - - -
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Wiper Inserts Feed /revolution (fn in mm)
Facing
Facing
Note: HTA = High Temperature Alloys
Speed recommendations can be found on page A128.
80.0VOD45-_R-04
Recommended Feeds
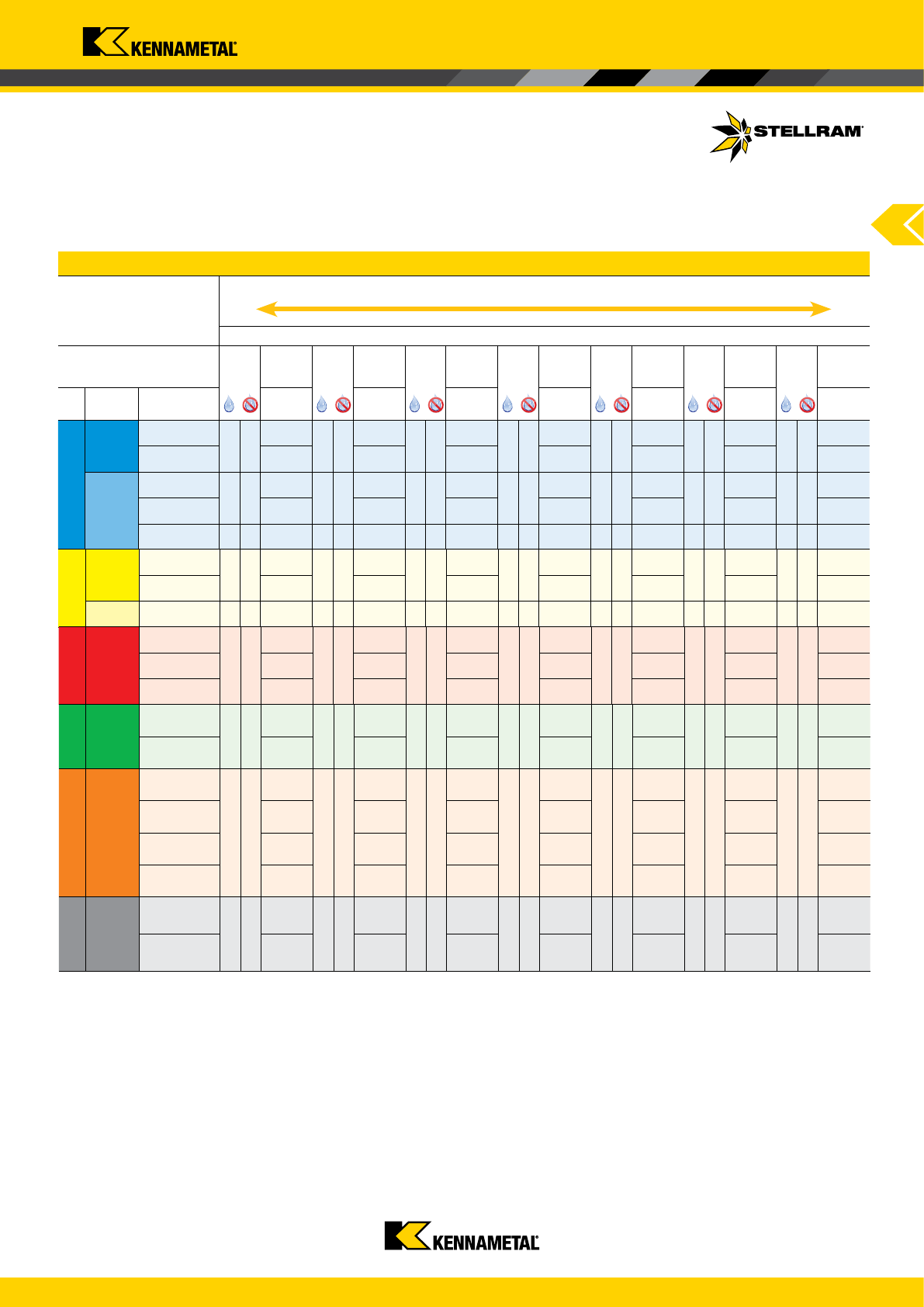
www.kennametal.com
A129
P
130 - 270
130 - 295
140 - 345
240 - 345
265 - 380
115 - 240 115 - 260 120 - 305 215 - 305 235 - 335
100 - 210
100 - 230
105 - 270
190 - 270
205 - 295
75 - 160 75 - 175 80 - 205 140 - 205 155 - 225
50 - 100
50 - 110
50 - 130
90 - 130
100 - 145
+
--
M
115 - 250
115 - 260
115 - 270
215 -305
235 -335
100 - 220 105 - 230 105 - 235 195 - 275 215 - 305
50 - 110
50 - 115
50 - 120
90 - 180
100 - 200
K
140 - 295
145 - 365
150 - 395
135 - 290
280 -400
110 - 240 115 - 285 120 - 335 120 - 245 220 -315
100 - 220 105 - 260 105 - 275 115 - 200 200 -285
N
400 - 3050
295 - 2440
S
23 - 48
23 - 52
23 - 55
50 - 75
21 - 44 22 - 46 22 - 48 48 - 70
24 - 51 25 - 53 25 - 55 52 - 75
35 - 73 36 - 75 36 - 79 60 - 95
H
Cartridge Face Mills
Recommended Possible
Speed v
c
(m/min)
80.0VOD45-_R-04
Series
Wear Resistance
Speed min. - max..
Coolant Recommendation
CVD
X Grade
PVD
X Grade
PVD
Standard
CVD
Standard
CVD
Standard
Uncoated
Micrograin
Uncoated
Cermet
ISO Materials
Rm and
Hardness
X500 X700 SP6519 MP91M SC3025
GH1*
SA9608
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
* Note: ODET04..-441 in Grade GH1 can only be used for Aluminium.
* Note: Wiper Insert SPHX12M512EN GH1 can be used for Steel, Steel Alloys, Stainless Steel, Cast Iron and High Temperature Alloys.
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
80.0VOD45-_R-04
Recommended Speeds
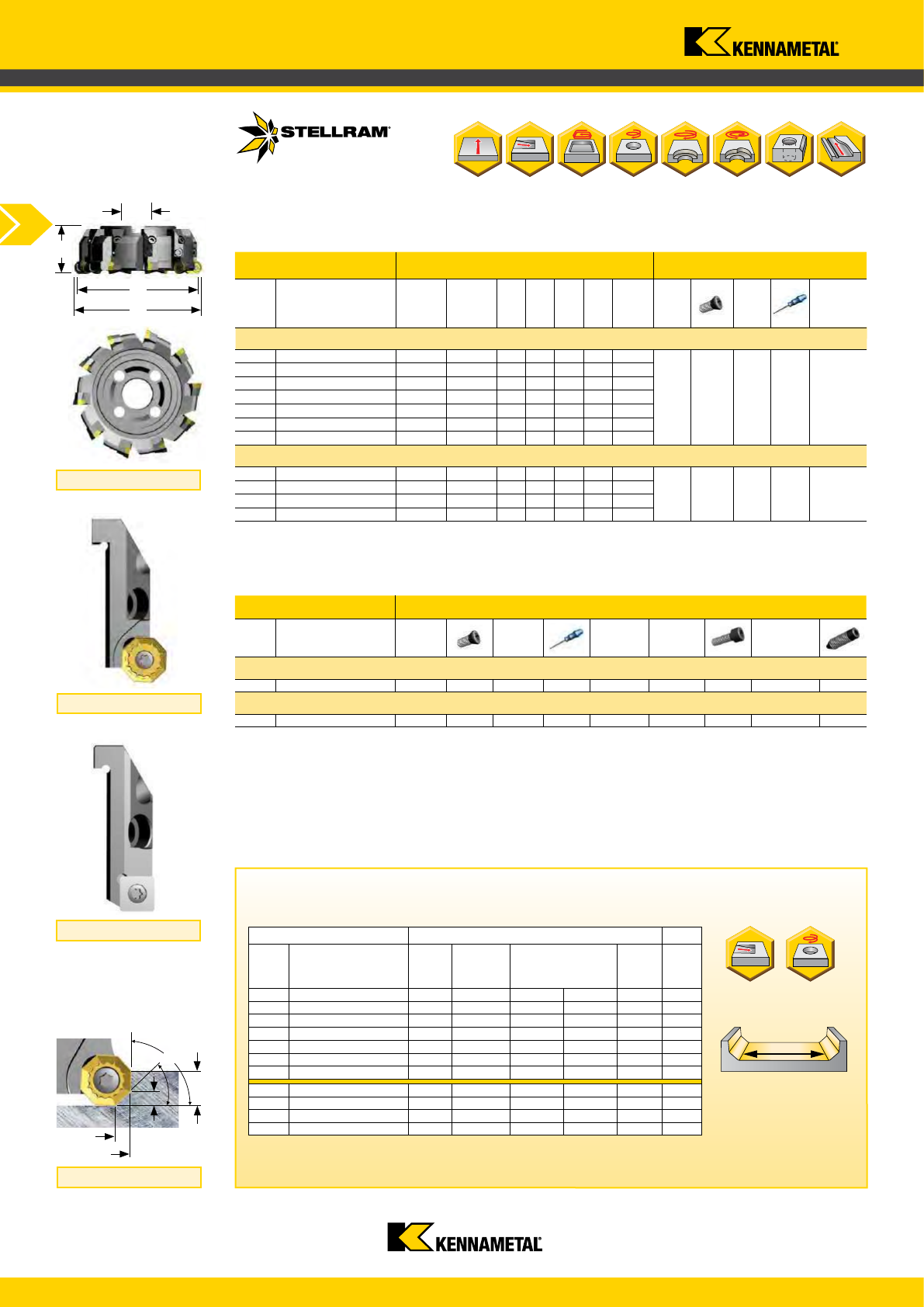
www.kennametal.com
A130
026638 8000VOD45-100R-06 100 0.22 194 218 2,60 10800
026639 8000VOD45-125R-06 125 0.18 244 268 2,60 10000
026640 8000VOD45-160R-06 160 0.14 314 338 2,60 8000
026641 8000VOD45-200R-06 200 0.11 394 418 2,60 6800
026642 8000VOD45-250R-06 250 0.09 494 518 2,60 5900
026643 8000VOD45-315R-06** 315 - - - - 5200
026644 8000VOD45-400R-06** 400 - - - - 4500
026645 8010VOD45-100R-06** 100 0.22 194 218 2,60 10800
026646 8010VOD45-125R-06** 125 0.18 244 268 2,60 10000
026647 8010VOD45-160R-06** 160 0.14 314 338 2,60 8000
026648 8010VOD45-200R-06** 200 0.11 394 418 2,60 6800
026587 80VOD45R-06 015270 F4011T 015241 T20 3,10 022646 7065 - -
014953 81FS00R-12 015266 D5013T 015241 T20 6,00 022646 7065 016858 72.602
026638 8000VOD45-100R-06 100 110 68 32 4,50 10,00 6
015270 F4011T 015241 T20 3,10
026639 8000VOD45-125R-06 125 135 63 40 4,50 10,00 8
026640 8000VOD45-160R-06 160 170 63 40 4,50 10,00 10
026641 8000VOD45-200R-06 200 210 63 60 4,50 10,00 12
026642 8000VOD45-250R-06 250 260 63 60 4,50 10,00 16
026643 8000VOD45-315R-06** 315 325 80 60 4,50 10,00 20
026644 8000VOD45-400R-06** 400 410 80 60 4,50 10,00 24
026645 8010VOD45-100R-06** 100 110 68 32 4,50 10,00 6
015270 F4011T 015241 T20 3,10
026646 8010VOD45-125R-06** 125 135 63 40 4,50 10,00 8
026647 8010VOD45-160R-06** 160 170 63 40 4,50 10,00 10
026648 8010VOD45-200R-06** 200 210 63 60 4,50 10,00 12
H
d
1
D
a
D
D
87°
42°
a
p
1
D
a
*
a
p
Cartridge Face Mills
80.0VOD45-_R-06 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Spares
EDP Item Description EDP EDP
Screw
Tightening
Nm
Cartridge
Screw
EDP
Adjustment
Screw
EDP
Product Dimensions (mm) Spares
EDP Item Description
D
Effective
Cutting
Diameter
D
a
* H d
1
a
p
max
a
p
1
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
* Denotes non stock items.
** Denotes non stock items.
Note: Mounting instructions refer to pages A161 - A164.
8000VOD45-_ R-06 Bodies with Unequal Medium Pitch & Cartridges
8010VOD45-_ R-06 Bodies with Equal Medium Pitch & Cartridges
Cartridge & Spares
Finishing Cartridge & Spares
Depth of Cut (
a
p
)
81FS00R-12
Cutter Body & Cartridges
80VOD45R-06
D
a
* = Outside Diameter
80.0VOD45-_R-06
Face Milling Cutter Assemblies
Ramping Helical
Interpolation
Facing Pitch
Flat
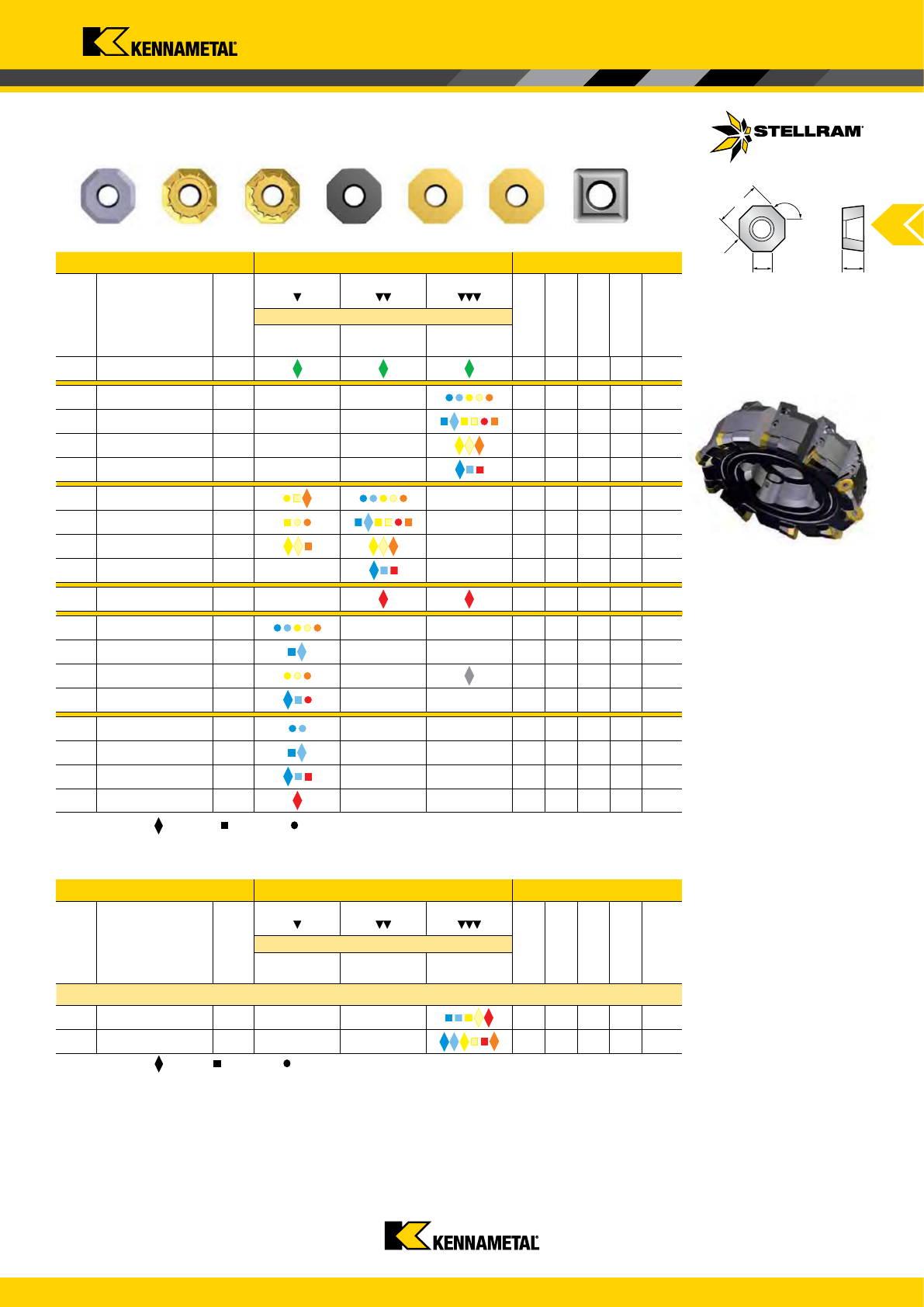
www.kennametal.com
A131
026588 ODET0605APFN-441 GH1 16,00 6,00 5,55 0,02
026592 ODET0605APEN-44 X500
- -
16,00 6,00 5,55 0,04
031501 ODET0605APEN-44 SP6519
- -
16,00 6,00 5,55 0,04
034513 ODET0605APEN-44 SP4019
- -
16,00 6,00 5,55 0,04
026591 ODET0605APEN-44 MP91M
- -
16,00 6,00 5,55 0,04
026590 ODMT0605APEN-41 X500
-
16,00 6,00 5,55 0,06
031502 ODMT0605APEN-41 SP6519
-
16,00 6,00 5,55 0,06
034514 ODMT0605APEN-41 SP4019
-
16,00 6,00 5,55 0,06
026589 ODMT0605APEN-41 MP91M
- -
16,00 6,00 5,55 0,06
027885 ODEW0605APTR-RA SC3025
-
16,00 6,00 5,55 0,19
026596 ODMW060512TN X500
- -
16,00 6,00 5,55 1,20 0,17
031503 ODMW060512TN SP6519
- -
16,00 6,00 5,55 1,20 0,17
034515 ODMW060512TN SP4019
-
16,00 6,00 5,55 1,20 0,17
026595 ODMW060512TN MP91M
- -
16,00 6,00 5,55 1,20 0,17
025838 ODMW060512SN X500
-
-
16,00 6,00 5,55 1,20 0,27
031483 ODMW060512SN SP6519
- -
16,00 6,00 5,55 1,20 0,27
025836 ODMW060512SN MP91M
- -
16,00 6,00 5,55 1,20 0,27
029097 ODMW060512SN SC3025
- -
16,00 6,00 5,55 1,20 0,27
017237 SPHX12M512EN GH1
- -
12,70 12,70 5,00
1,20
0,02
031455 SPHX12M512EN SA9608
- -
12,70 12,70 5,00
1,20
0,02
l
r
135°
d
s
Cartridge Face Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r
h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
- - 0,20 - 1,00
Wiper Inserts
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r
h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
4,50 1,00 - 2,00 0,20 - 1,00
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page a5.
SPHX12-EN (wiper)ODMW06-SNODMW06-TNODEW06-RAODMT06-41ODET06-44ODET06-441
Note: Mounting instruction for wiper inserts refer to page A161.
INSERT APPLICATION NOTES:
ODMW060512TN X500 or SP4019
should be used in Stainless Steel
and High Temperature Alloys with
heavy scale.
ODMW060512TN should be used
when the machine tool has low
power available.
ODMW060512SN Geometry
should be used for heavy duty
applications.
Note: Feed recommendations can be found on page A132. Speed recommendations can be found on page A133.
80.0VOD45-_R-06
Milling Inserts
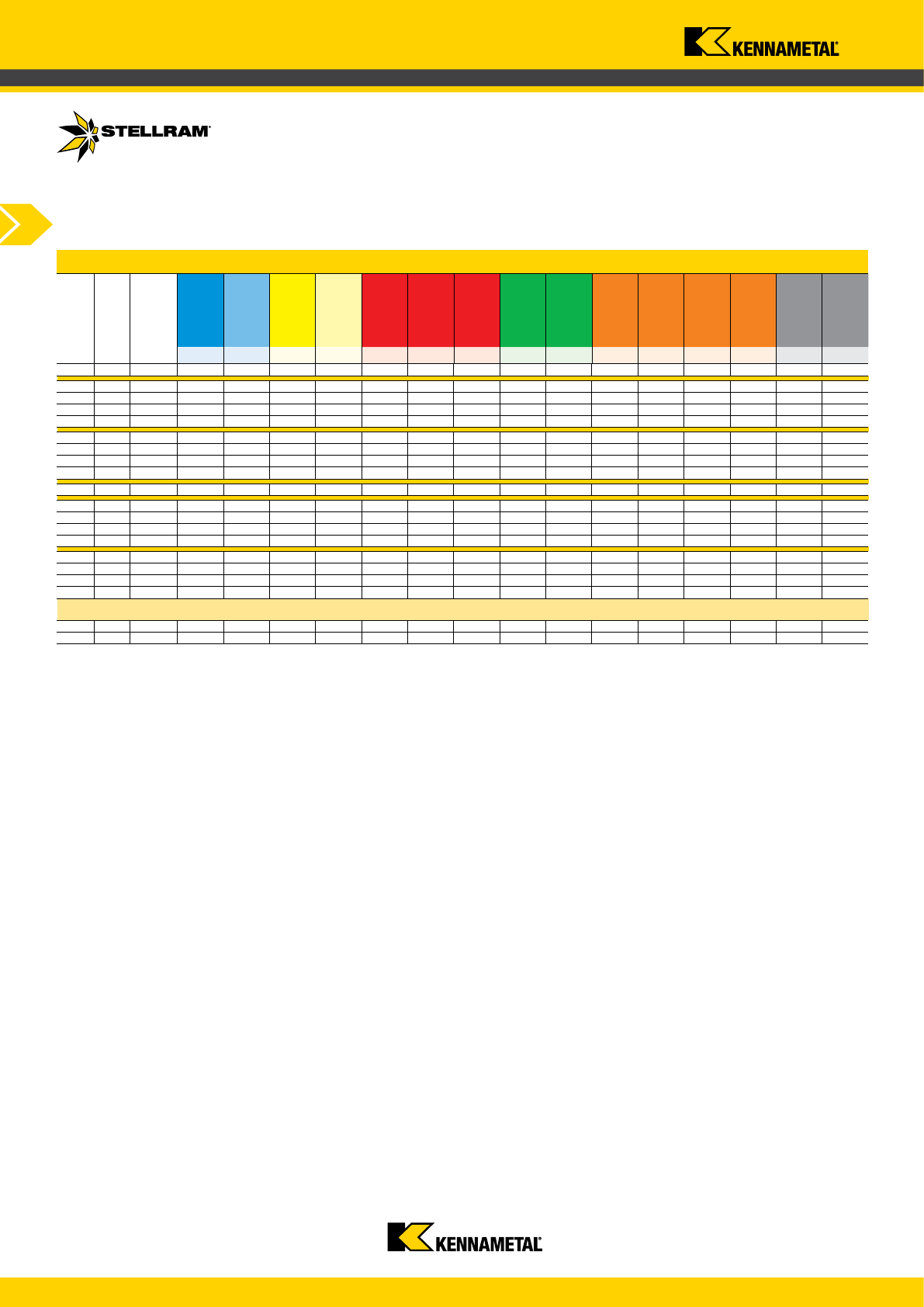
www.kennametal.com
A132
FN-441 GH1
- - - - - - - 0,04 - 0,30 0,04 - 0,25 - - - - - -
EN-44 X500
0,06 - 0,35 0,06 - 0,30 0,06 - 0,27 0,06 - 0,20 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,25 - -
EN-44 SP6519
0,06 - 0,35 0,06 - 0,30 0,06 - 0,27 0,06 - 0,20 0,06 - 0,30 0,06 - 0,30 0,06 - 0,30 - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,25 - -
EN-44 SP4019
- - 0,06 - 0,27 0,06 - 0,20 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,25 - -
EN-44 MP91M
0,06 - 0,35 0,06 - 0,27 - - 0,06 - 0,30 0,06 - 0,30 0,06 - 0,30 - - - - - - - -
EN-41 X500
0,06 - 0,38 0,06 - 0,35 0,06 - 0,35 0,06 - 0,30 - - - - - 0,06 - 0,20 0,06 -0,20 0,06 - 0,20 0,06 - 0,30 - -
EN-41 SP6519
0,06 - 0,38 0,06 - 0,35 0,06 - 0,35 0,06 - 0,30 0,06 - 0,38 0,06 - 0,38 0,06 - 0,35 - - 0,06 - 0,20 0,06 -0,20 0,06 - 0,20 0,06 - 0,30 - -
EN-41 SP4019
- - 0,06 - 0,35 0,06 - 0,30 - - - - - 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 0,06 - 0,30 - -
EN-41 MP91M
0,06 - 0,38 0,06 - 0,35 - - 0,06 - 0,38 0,06 - 0,38 0,06 - 0,35 - - - - - - - -
TR-RA SC3025
- - - - 0,19 - 0,40 0,19 - 0,40 0,19 - 0,40 - - - - - - - -
TN X500
0,24 - 0,55 0,24 - 0,50 0,24 - 0,40 0,24 - 0,32 - - - - - 0,17 - 0,25 0,17 - 0,25 0,17 - 0,25 0,20 - 0,28 - -
TN SP6519
0,24 - 0,55 0,24 - 0,50 - - - - - - - - - - - - -
TN SP4019
- - 0,24 - 0,40 0,24 - 0,32 - - - - - 0,17 - 0,25 0,17 - 0,25 0,17 - 0,25 0,20 - 0,28 0,05 - 0,10 0,05 - 0,12
TN MP91M
0,24 - 0,55 0,24 - 0,50 - - 0,24 - 0,50 0,24 - 0,50 0,17 - 0,50 - - - - - - - -
SN X500
0,32 - 0,60 0,32 - 0,55 - - - - - - - - - - - - -
SN SP6519
0,32 - 0,60 0,32 - 0,55 - - - - - - - - - - - - -
SN MP91M
0,32 - 0,55 0,32 - 0,55 - - 0,32 - 0,55 0,32 - 0,55 0,32 - 0,55 - - - - - - - -
SN SC3025
- - - - 0,32 - 0,55 0,32 - 0,55 0,32 - 0,55 - - - - - - - -
SPHX GH1
1,00 - 4,00 1,00 - 3,00 0,80 - 2,50 0,80 - 2,00 1,00 - 2,50 0,80 - 2,20 0,80 - 2,00 - - - - - - - -
SPHX SA9608
1,00 - 4,00 1,00 - 3,00 0,80 - 2,50 0,80 - 2,00 1,00- 2,50 0,80 - 2,20 0,80 - 2,00 - - 0,50 - 1,50 0,50 - 1,50 0,50 - 1,50 0,50 - 1,80 - -
Cartridge Face Mills
80.0VOD45-_R-06 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Wiper Inserts Feed /revolution (fn in mm)
Facing
Facing
Note: HTA = High Temperature Alloys
Speed recommendations can be found on page A133.
80.0VOD45-_R-06
Recommended Feeds
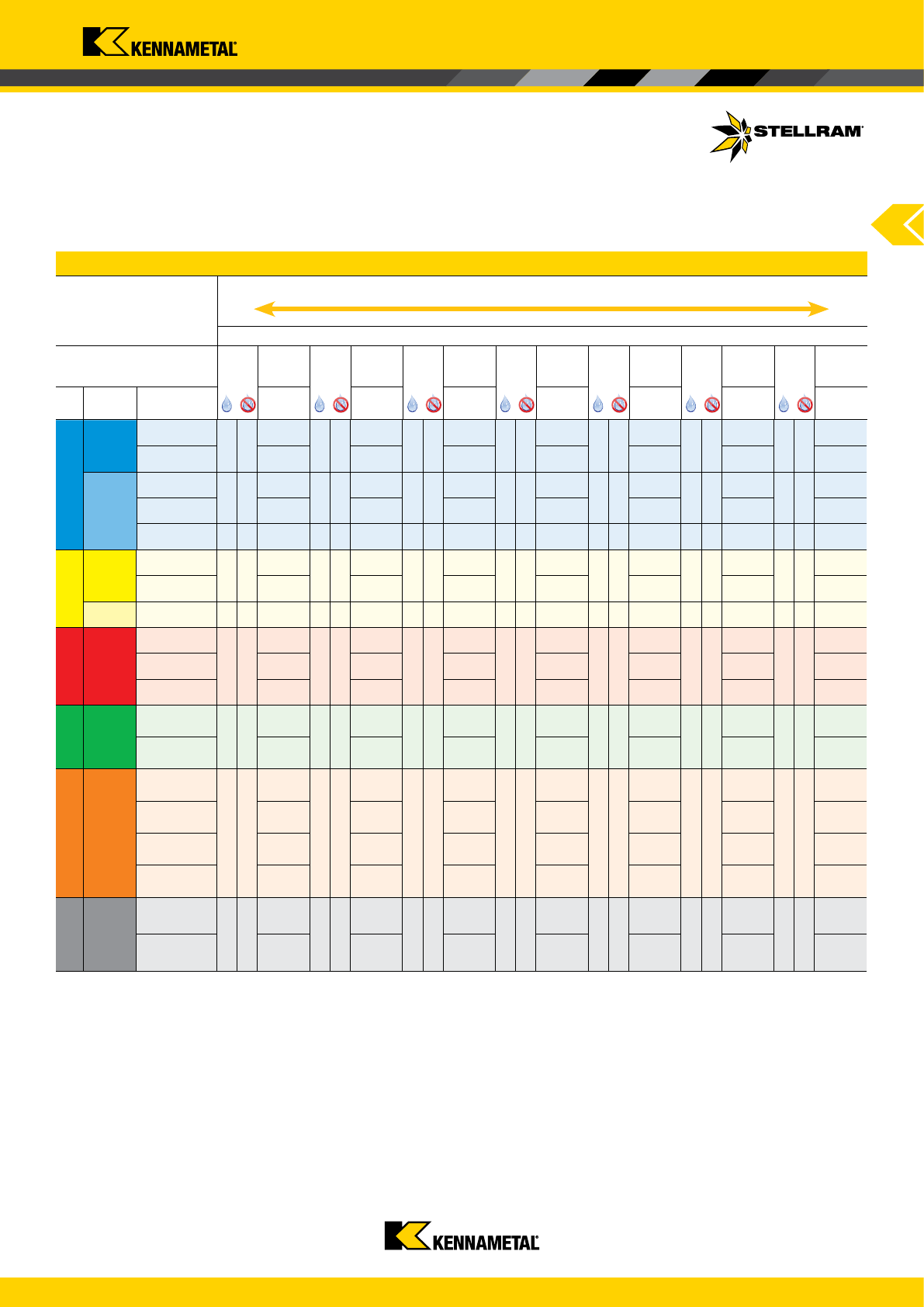
www.kennametal.com
A133
P
130 - 270
130 - 295
140 - 345
240 - 345
265 - 380
115 - 240 115 - 260 120 - 305 215 - 305 235 - 335
100 - 210
100 - 230
105 - 270
190 - 270
205 - 295
75 - 160 75 - 175 80 - 205 140 - 205 155 - 225
50 - 100
50 - 110
50 - 130
90 - 130
100 - 145
.
+
--
M
115 - 250
115 - 270
120 - 280
215 -305
235 -335
100 - 220 105 - 235 110 - 250 195 - 275 215 - 305
50 - 110
50 - 120
50 - 130
90 - 180
100 - 200
K
140 - 295
145 - 365
150 - 395
135 - 290
280 -400
110 - 240 115 - 285 120 - 335 120 - 245 220 -315
100 - 220 105 - 260 105 - 275 115 - 200 200 -285
N
400 - 3050
295 - 2440
S
23 - 48
23 - 55
24 - 63
50 - 75
21 - 44 22 - 48 23 - 52 48 - 70
24 - 51 25 - 55 26 - 59 52 - 75
35 - 73 36 - 79 37 - 84 60 - 95
H
50 - 100
40 - 90
Cartridge Face Mills
Recommended Possible
Speed v
c
(m/min)
80.0VOD45-_R-06
Series
Wear Resistance
Speed min. - max..
Coolant Recommendation
CVD
X Grade
PVD
Standard
PVD
Standard
CVD
Standard
CVD
Standard
Uncoated
Micrograin
Uncoated
Cermet
ISO Materials
Rm and
Hardness
X500 SP6519 SP4019 MP91M SC3025
GH1*
SA9608
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
* Note: ODET04..-441 in Grade GH1 can only be used for Aluminium.
* Note: SPHX12M512EN GH1 can be used for Steel, Steel Alloys, Stainless Steel, Cast Iron and High Temperature Alloys.
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
80.0VOD45-_R-06
Recommended Speeds
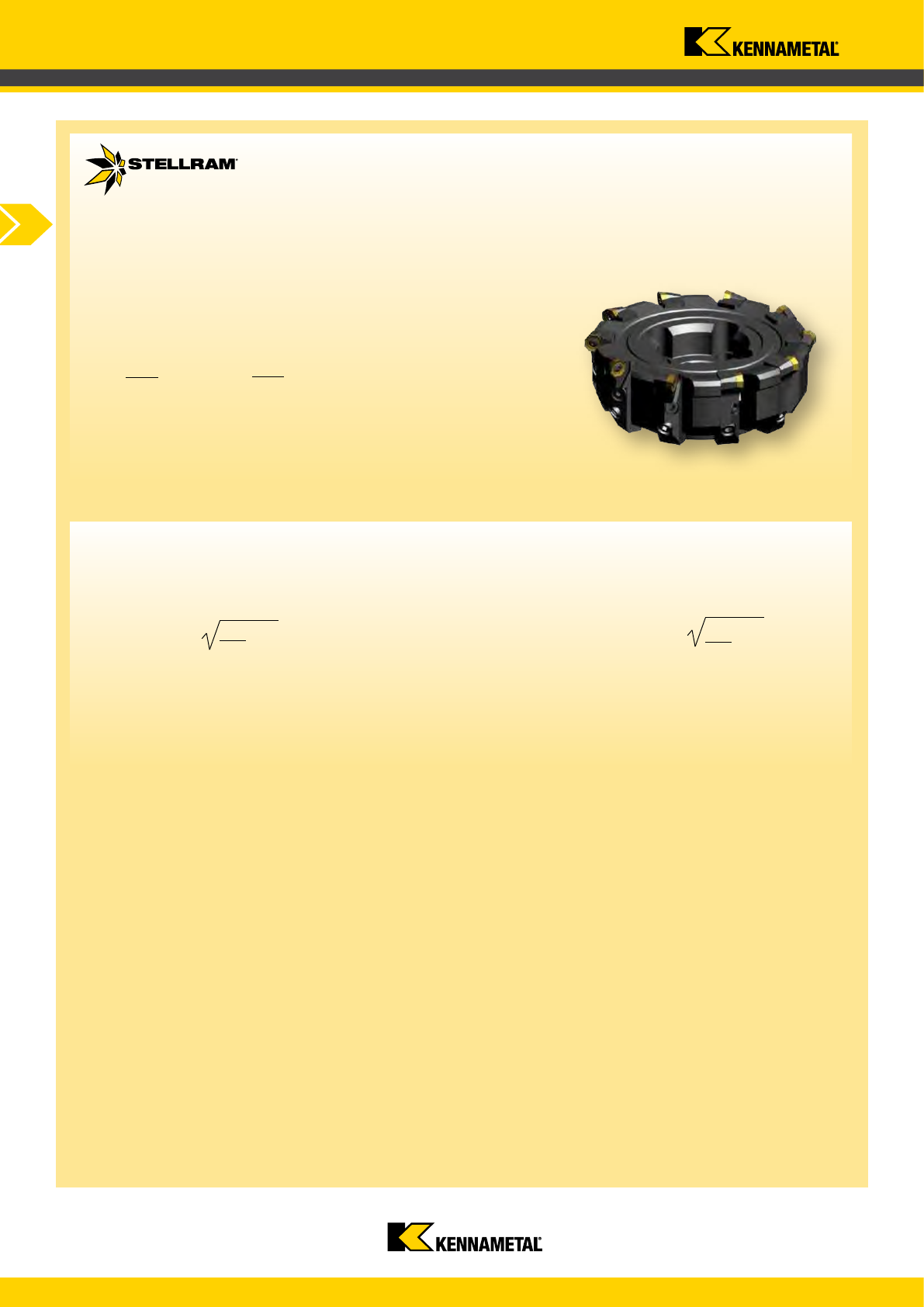
www.kennametal.com
A134
Cartridge Face Mills
80_0VOD45 Technical Information
f
z
= h
m
x
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
Formula: Programme Feed Rate (f
z
)
Feed rate compensation: For 42° cutting, divide the h
m
value by the
sine of the approach angle (the sine of 42° = 0,669)
a
e
d
d
a
e
i.e.: h
m
or 0,08
0,669 0,669 = 0,12mm programmed feed rate
80.0VOD45-_R-04 & -06
Technical Information

www.kennametal.com
A135
8000VS45-_R-12:
Maximum a
p
= 7mm
Effective Cutting Diameter
Range = 100mm to 400mm
** Denotes non stock items
diameter 315mm - 400mm
45° CARTRIDGE FACE MILLING ASSEMBLIES
The robust cutter series 8000VS45-_R-12 is combined with SC..12M5.. square insert.
8000VS45-_R-12 cutters are assembled with 45° cartridges for face milling applications.
This type of cutter utilises 5mm thick and 7° degrees clearance inserts. Due to this feature,
these cutters are capable of running higher feed rates compared to other cutters with 45° lead
angle.
8000VS45-_R-12 is ideal for applications when machining surfaces with rough scale or
irregular stock. These cutters feature a negative rake angle which provide excellent chip
evacuation.
The cutter series 8000VS45-_R-12 has an unequal medium pitch for reducing vibration and
are suitable for roughing, semi-nishing and nishing of Steel, Steel Alloys, Cast Iron, and
Stainless Steel.
8000VS45.. series can be assembled with a particular wiper cartridge for nishing when a ne
nished surface is required. The corresponding pocket on the body for the nishing cartridge is
marked with a “F” .
.
8000VS45-_R-12
Facing
8000VS45-_R-12 Series
Cartridge Face Milling Cutter
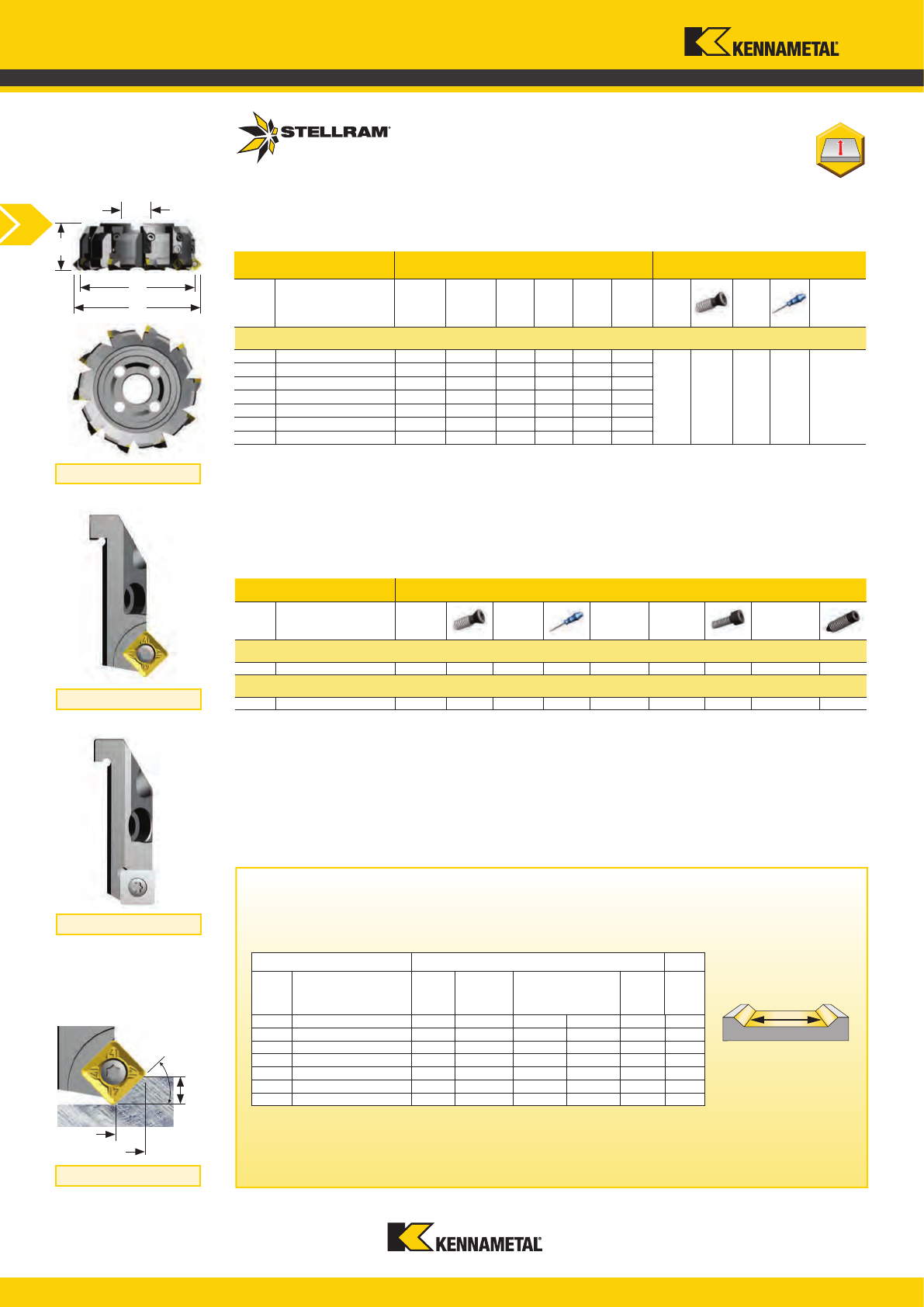
www.kennametal.com
A136
021851 8000VS45-100R-12 100 - - - - 10800
021852 8000VS45-125R-12 125 - - - - 9200
021853 8000VS45-160R-12 160 - - - - 7800
021854 8000VS45-200R-12 200 - - - - 6800
021855 8000VS45-250R-12 250 - - - - 5900
021856 8000VS45-315R-12** 315 - - - - 5200
021857 8000VS45-400R-12** 400 - - - - 4500
014946 80VS45R-12 015266 D5013T 015241 T20 6,00 022646 7065 - -
014953 81FS00R-12 015266 D5013T 015241 T20 6,00 022646 7065 016858 72.602
021851 8000VS45-100R-12 100 115 68 32 7 6
015266 D5013T 015241 T20 6,00
021852 8000VS45-125R-12 125 140 63 40 7 8
021853 8000VS45-160R-12 160 175 63 40 7 10
021854 8000VS45-200R-12 200 215 63 60 7 12
021855 8000VS45-250R-12 250 265 63 60 7 16
021856 8000VS45-315R-12** 315 330 80 60 7 20
021857 8000VS45-400R-12** 400 415 80 60 7 24
H
d
1
a
p
45°
D
D
a
*
D
a
D
Cartridge Face Mills
8000VS45-_R-12 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description
D
Effective
Cutting
Diameter
D
a
* H d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
* Denotes non stock items.
8000VS45-_R-12 Bodies with Unequal Medium Pitch & Cartridge
Product Spares
EDP Item Description EDP EDP
Screw
Tightening
Nm
Cartridge
Screw
EDP
Adjustment
Screw
EDP
** Denotes non stock items.
Note: Mounting instructions refer to pages A161 - A164.
Cartridge & Spares
Finishing Cartridge & Spares
D
a
* = Outside Diameter
Note: 8000VS45 series are only available in 8000V.
81FS00R-12
Cutter Body & Cartridges
80VS45R-12
Depth of Cut (
a
p
)
8000VS45-_R-12
Face Milling Cutter Assemblies
Facing Pitch
Flat
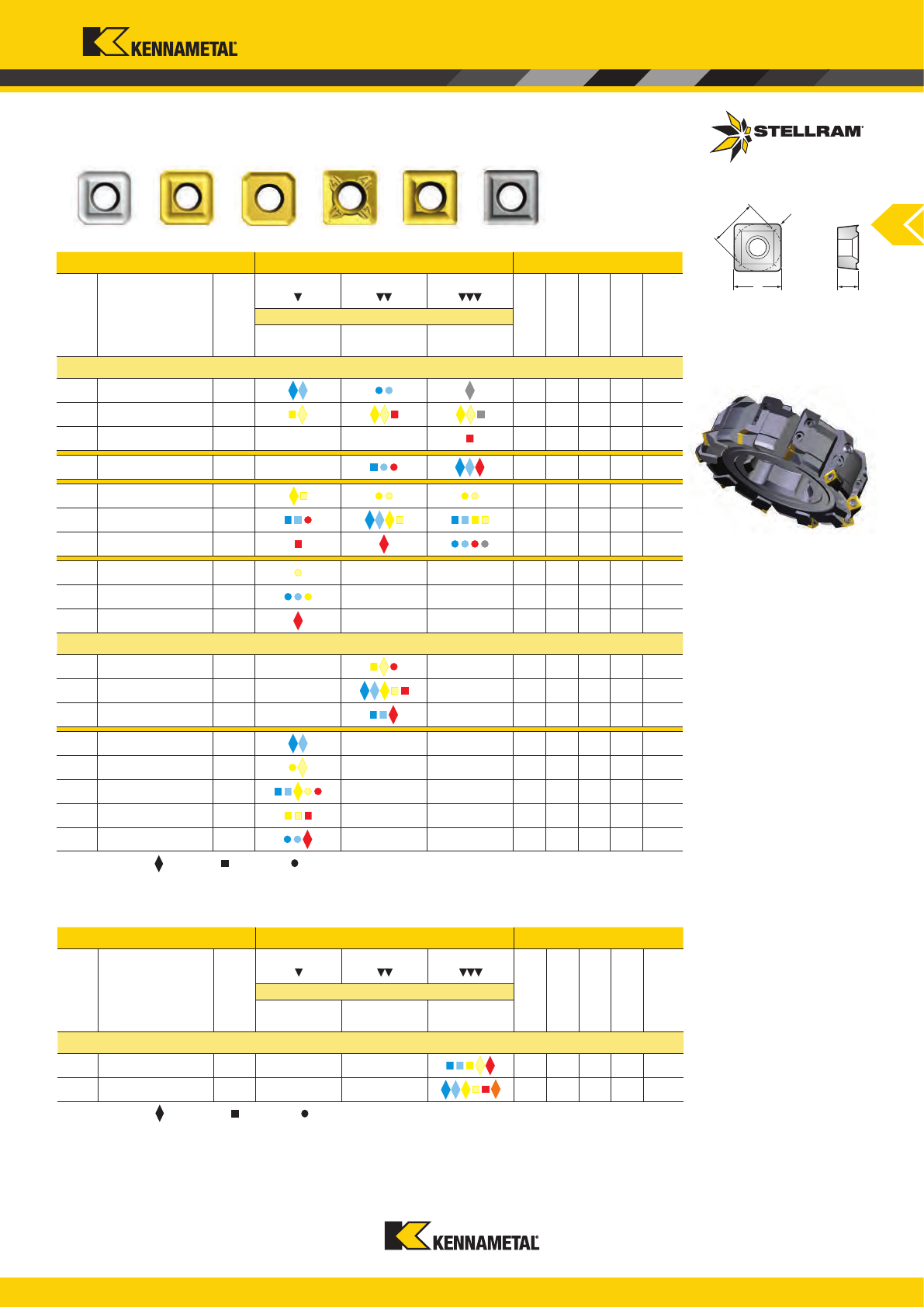
www.kennametal.com
A137
034591 SCCT12M5ACTR X400 12,7 12,7 5,00 0,15
034552 SCCT12M5ACTR SP4019
12,7 12,7 5,00 0,15
017695 SCCT12M5ACTR GH1
- -
12,7 12,7 5,00 0,15
017312 SCCT12M5ACER MP91M
-
12,7 12,7 5,00 0,03
017698 SCHT12M5ACTN X500
12,70 12,70 5,00 0,15
031504 SCHT12M5ACTN SP6519
12,70 12,70 5,00 0,15
017313 SCHT12M5ACTN MP91M
12,70 12,70 5,00 0,15
015144 SCKT12M5ACSN-41 X500
- -
12,70 12,70 5,00 0,12
031556 SCKT12M5ACSN-41 SP6519
- -
12,70 12,70 5,00 0,12
017314 SCKT12M5ACSN-41 MP91M
- -
12,70 12,70 5,00 0,12
015226 SCMT12M512EN-41 X500
- -
12,70 12,70 5,00 1,20 0,06
031475 SCMT12M512EN-41 SP6519
- -
12,70 12,70 5,00 1,20 0,06
017317 SCMT12M512EN-41 MP91M
- -
12,70 12,70 5,00 1,20 0,06
034554 SCMT12M512T X400
- -
12,70 12,70 5,00 1,20 0,15
024129 SCMT12M512T X500
- -
12,70 12,70 5,00 1,20 0,15
034555 SCMT12M512T SP6519
- -
12,70 12,70 5,00 1,20 0,15
034553 SCMT12M512T SP4019
- -
12,70 12,70 5,00 1,20 0,15
017316 SCMT12M512T MP91M
- -
12,70 12,70 5,00 1,20 0,15
017237 SPHX12M512EN GH1
- -
12,55 12,55 5,00 0,02
031455 SPHX12M512EN SA9608
- -
12,55 12,55 5,00 0,02
d
l
r
s
SCCT12T-ER
SCHT12-TN
SCKT12-41
SCMT12-41
SCMT12-T SPHX12-EN
Cartridge Face Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r
h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
- - 0,20 -1,00
Wiper Inserts
Wiper
Facet
Wiper
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
7,00 1,00 - 3,50 0,20 -1,00
Insert selection with facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Insert selection with corner radius
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A138. Speed recommendations can be found on page A139.
Note: Mounting instruction for wiper inserts refer to page A161.
INSERT APPLICATION NOTES:
All inserts with a radius should
only be used for semi roughing
applications, where a finished
surface is not required.
8000VS45-_R-12
Milling Inserts
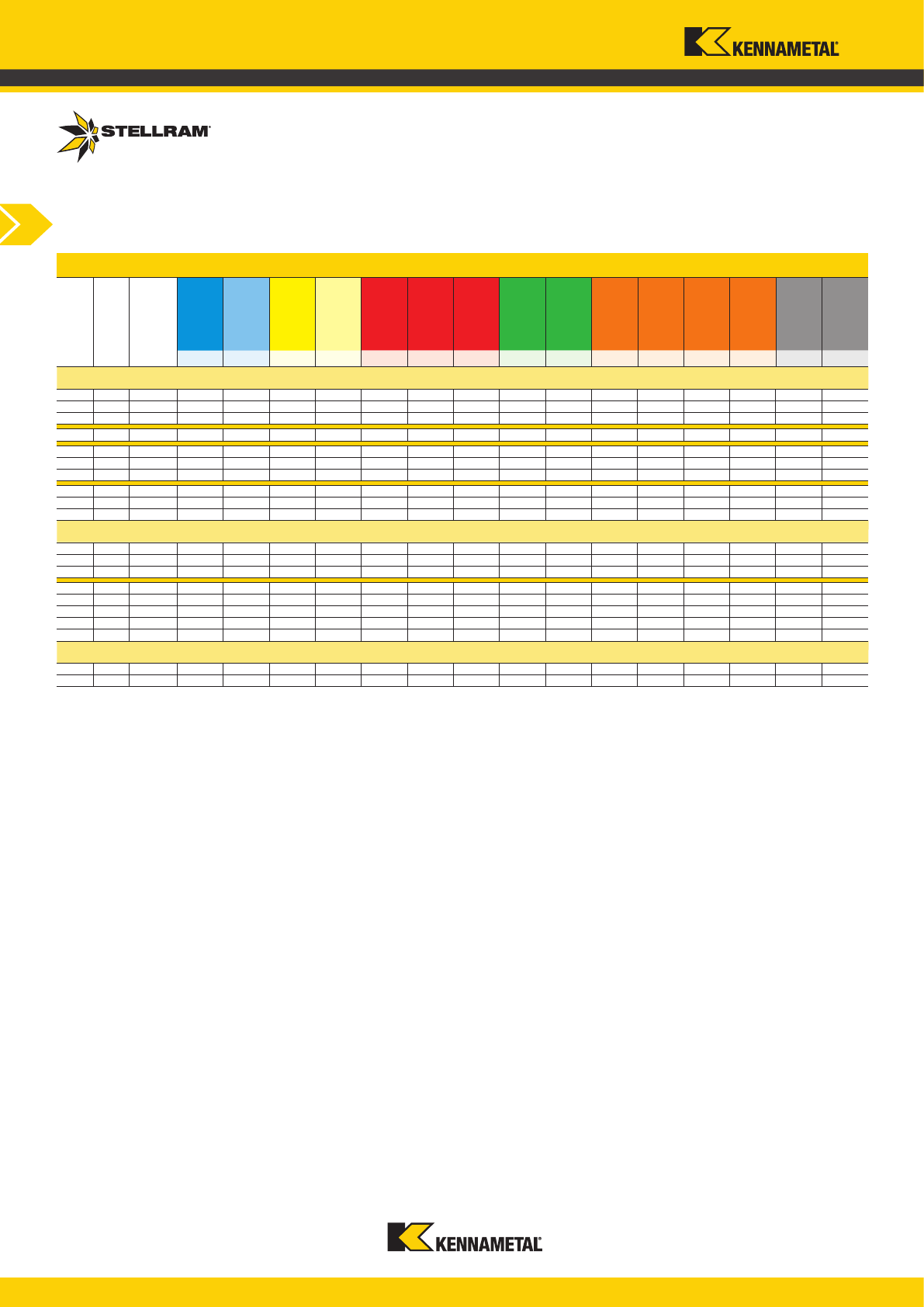
www.kennametal.com
A138
TR X400
0,15 - 0,50 0,12 - 0,45 - - - - - - - - - - - 0,06 - 0,10 0,08 - 0,10
TR SP4019
- - 0,12 - 0,33 0,12 - 0,22 0,15 - 0,36 0,15 - 0,36 0,15 - 0,36 - - - - - - 0,06 - 0,10 0,08 - 0,10
TR GH1
- - - - 0,15 - 0,30 0,15 - 0,30 0,15 - 0,25 - - - - - - - -
ER MP91M
0,05 - 0,25 0,05 - 0,23 - - 0,05 - 0,25 0,05 - 0,25 0,05 - 0,23 - - - - - - - -
TN X500
- - 0,15 - 0,33 0,15 - 0,22 - - - - - - - - - - -
TN SP6519
0,15 - 0,45 0,15 - 0,40 0,15 - 0,33 0,15 - 0,22 0,15 - 0,36 0,15 - 0,36 0,15 - 0,36 - - - - - - - -
TN MP91M
0,15 - 0,40 0,15 - 0,35 - - 0,12 - 0,40 0,12 - 0,40 0,12 - 0,40 - - - - - - 0,06 - 0,10 0,08 - 0,10
SN-41 X500
- - - 0,12 - 0,22 - - - - - - - - - - -
SN-41 SP6519
0,12 - 0,40 0,12 - 0,38 0,12 - 0,33 - - - - - - - - - - - -
SN-41 MP91M
- - - - 0,12 - 0,40 0,12 - 0,40 0,12 - 0,40 - - - - - - - -
EN-41 X500
- - 0,06 - 0,30 0,06 - 0,20 0,06 - 0,30 0,06 - 0,25 - - - - - - - - -
EN-41 SP6519
0,06 - 0,30 0,06 - 0,28 0,06 - 0,30 0,06 - 0,20 0,06 - 0,30 0,06 - 0,25 0,06 - 0,25 - - - - - - - -
EN-41 MP91M
0,06 - 0,30 0,06 - 0,28 - - 0,06 - 0,30 0,12 - 0,25 0,06 - 0,25 - - - - - - - -
T X400
0,15 - 0,38 0,15 - 0,35 - - - - - - - - - - - - -
T X500
- - 0,15 - 0,30 0,15 - 0,20 - - - - - - - - - - -
T SP6519
0,15 - 0,35 0,15 - 0,33 0,15 - 0,30 0,15 - 0,20 0,12 - 0,36 0,12 - 0,36 0,12 - 0,36 - - - - - - - -
T SP4019
- - 0,12 - 0,30 0,12 - 0,20 0,12 - 0,36 0,12 - 0,36 0,12 - 0,36 - - - - - - - -
T MP91M
0,12 - 0,38 0,12 - 0,32 - - 0,12 - 0,36 0,12 - 0,36 0,12 - 0,36 - - - - - - - -
SPHX GH1
1,00 - 4,00 1,00 - 3,00 0,80 - 2,50 0,80 - 0,20 1,00 - 2,50 0,80 - 2,20 0,80 - 2,00 - - - - - - - -
SPHX SA9608
1,00 - 4,00 1,00 - 3,00 0,80 - 2,50 0,80 - 0,20 1,00 - 2,50 0,80 - 2,20 0,80 - 2,00 - - - - - - - -
Cartridge Face Mills
8000VS45-_R-12 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Insert selection with facet
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Insert selection with corner radius
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Wiper Inserts Feed /revolution f
n
(mm / rev.)
Facing
Facing
Note: HTA = High Temperature Alloys
Speed recommendations can be found on page A139.
8000VS45-_R-12
Recommended Feeds
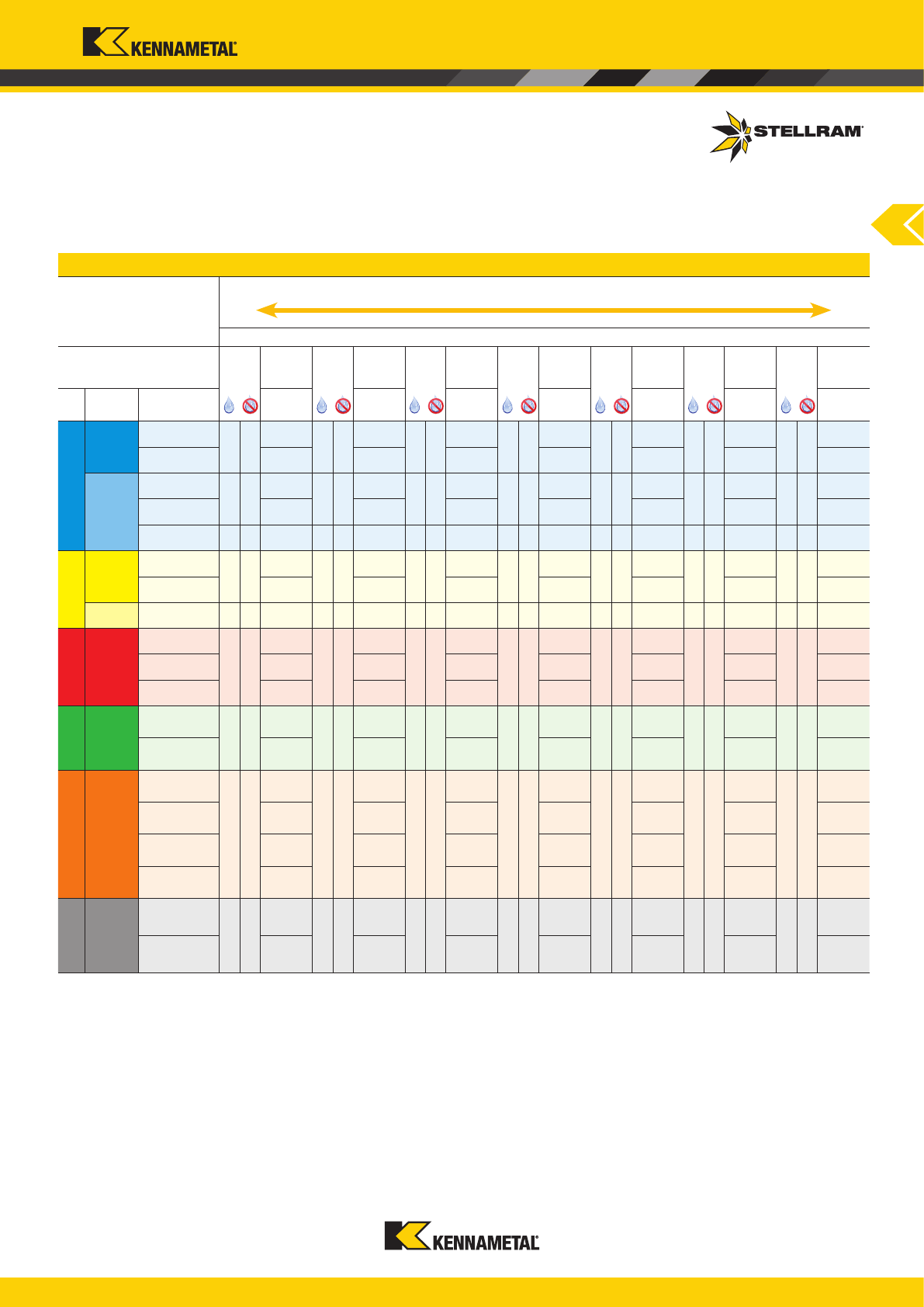
www.kennametal.com
A139
P
120 - 260
130 - 295
140 - 345
230 - 345
265 - 380
105 - 230 115 - 260 120 - 305 215 - 305 235 - 335
95 - 200
100 - 230
105 - 270
190 - 270
205 - 295
70 - 150 75 - 175 80 - 205 140 - 205 155 - 225
45 - 95
50 - 110
50 - 130
90 - 130
100 - 145
+
--
M
115 - 250
115 - 270
120 - 280
215 - 305
235 -335
100 - 220 105 - 235 110 - 250 195 - 275 215 - 305
50 - 110
50 - 120
50 - 130
90 - 180
100 - 200
K
120 - 280
140 - 295
145 - 330
145 - 365
135 - 290
280 -400
105 - 205 110 - 240 115 - 255 115 - 285 120 - 245 220 -315
95 - 170 100 - 220 105 - 235 105 - 260 115 - 200 200 -285
N
S
H
45 - 95
50 - 100
50 - 105
35 - 80 40 - 90 40 - 95
Cartridge Face Mills
Recommended Possible
Speed v
c
(m/min)
8000VS45-_R-12
Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
X Grade
CVD
X Grade
PVD
Standard
PVD
Standard
CVD
Standard
Uncoated
Micrograin
Uncoated
Cermet
ISO Materials
Rm and
Hardness
X400 X500 SP6519 SP4019 MP91M GH1* SA9608
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Note: SCCT12M5ACTR in grade GH1 should only be used for machining Cast Iron.
Note: Wiper Insert SPHX12M512EN GH1 can be used for Steel, Steel Alloys, Stainless Steel and Cast Iron.
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
8000VS45-_R-12
Recommended Speeds
www.kennametal.com
A140
Cartridge Face Mills
8000VS45_R-12 Technical Information
f
z
= h
m
x
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
Formula: Programme Feed Rate (f
z
)
Feed rate compensation: For 45° cutting, divide the h
m
value by the
sine of the approach angle (the sine of 45° = 0,707)
a
e
d
d
a
e
i.e.: h
m
or 0,08
0,707 0,707 = 0,113mm programmed feed rate
8000VS45-_R-12
Technical Information

www.kennametal.com
A141
8000VSE45-_R-12:
Maximum a
p
= 7,00mm
Effective Cutting Diameter
Range = 100mm to 400mm
** Denotes non stock items diameter
315mm - 400mm
45° CARTRIDGE FACE MILLING ASSEMBLIES
The 80.0VSE45 cutter series is primarily designed to machine Stainless Steel and High
Temperature Alloys. Also Steel, Steel Alloys, Cast Iron and Aluminium can be machined.
Especially, if thin wall components need to be machined. Due to its very positive design
requires this cutter series lower power.
The square inserts design with 15° degrees clearance and very positive chip geometry is
ideal for reducing build-up edge on tough materials.
Applications:
The 80.0VSE45 cutters are assembled with cartridges for SD..1204.. milling inserts. These
cutters are ideal for face milling applications. Available with medium pitch.
The 8000VSE45 cutter series has an unequal medium pitch for reducing vibration and are
mainly for roughing, semi-nishing and nishing of Steel, Steel Alloys, Stainless Steel, Cast
Iron and Aluminium.
The 8010VSE45 cutters series has an equal medium pitch and is especially recommended
for roughing, semi-nishing and nishing of High Temperature Alloys such as Iron Based
Alloys, Cobalt Based Alloys, Nickel Based Alloys and Titanium.
Also, the 8000VSE45 cutter series can be mounted with a particular wiper cartridge for
nishing when a ne nished surface is required. The corresponding pocket on the body for
the nishing cartridge is marked with a “F”.
Note: The 8010 series are not possible to assemble with a wiper cartridge.
8010VSE45-_R-12:
Maximum a
p
= 7,00mm
Effective Cutting Diameter
Range = = 100mm to 200mm
** Denotes non stock items diameter
100mm - 200mm
80_0VSE-45-_R-12
Spiral / CircularFacing
80.0VSE45-_R-12 Series
Cartridge Face Milling Cutter
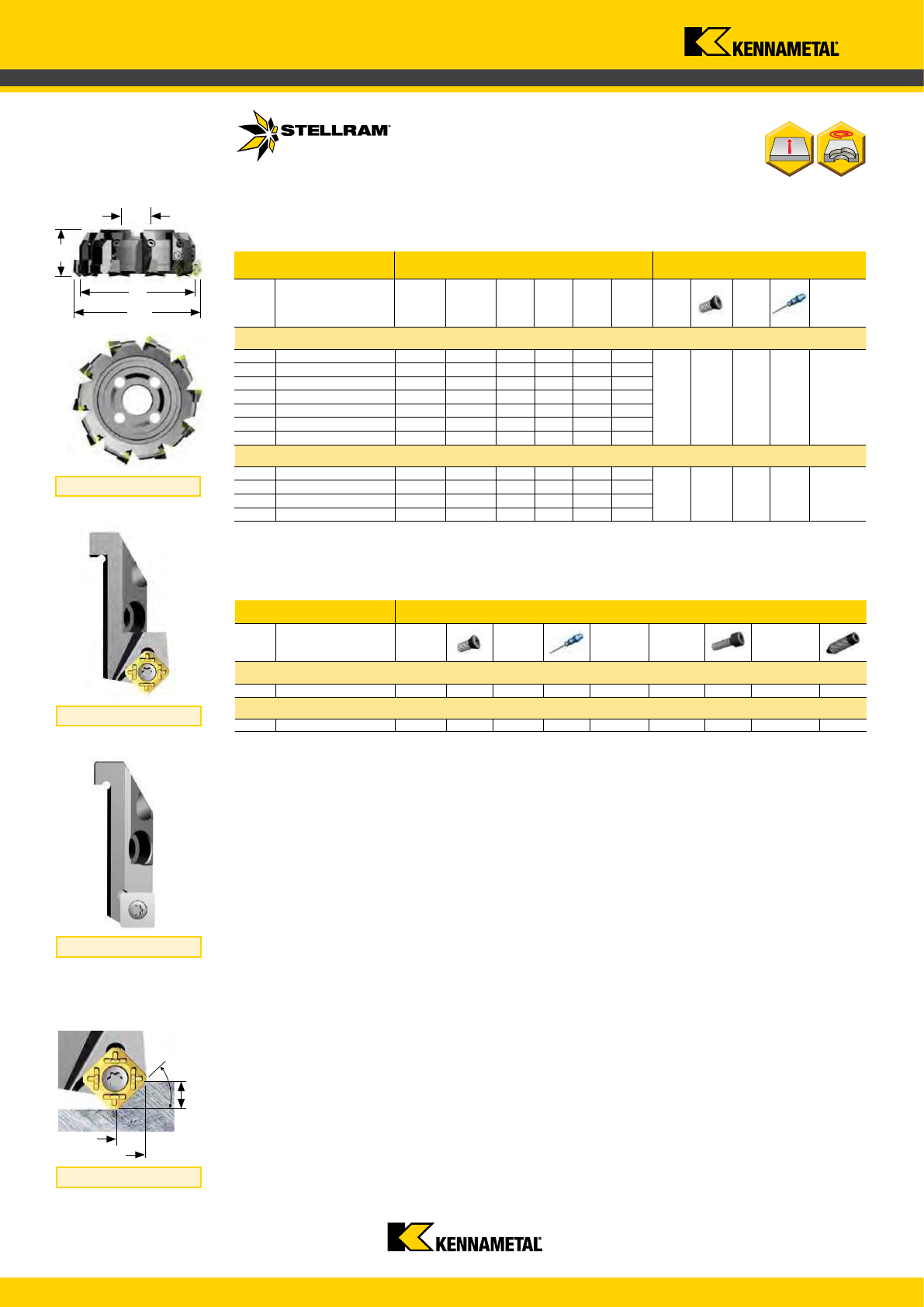
www.kennametal.com
A142
014948 80VSE45R-12 015270 F4011T 015241 T20 3,10 022646 7065 - -
014953 81FS00R-12 015266 D5013T 015241 T20 6,00 022646 7065 016858 72.602
021859 8000VSE45-100R-12 100 115 68 32 7 6
015270 F4011T 015241 T20 3,10
021862 8000VSE45-125R-12 125 140 63 40 7 8
021865 8000VSE45-160R-12 160 175 63 40 7 10
021868 8000VSE45-200R-12 200 215 63 60 7 12
021871 8000VSE45-250R-12 250 265 63 60 7 16
021874 8000VSE45-315R-12** 315 330 80 60 7 20
021877 8000VSE45-400R-12** 400 415 80 60 7 24
021945 8010VSE45-100R-12** 100 115 68 32 7 6
015270 F4011T 015241 T20 3,10
021948 8010VSE45-125R-12** 125 140 63 40 7 8
021951 8010VSE45-160R-12** 160 175 63 40 7 10
021954 8010VSE45-200R-12** 200 215 63 60 7 12
H
d
1
a
p
45°
D
D
a
*
D
D
a
*
Product Dimensions (mm) Spares
EDP Item Description
D
Effective
Cutting
Diameter
D
a
* H d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
* Denotes non stock items.
8000VSE45-_ R-12 Bodies with Unequal Medium Pitch & Cartridges
8010VSE45-_ R-12 Bodies with Equal Medium Pitch & Cartridges
Product Spares
EDP Item Description EDP EDP
Screw
Tightening
Nm
Cartridge
Screw
EDP
Adjustment
Screw
EDP
Note: Mounting instructions refer to pages A161 - A164.
Cartridge & Spares
Finishing Cartridge & Spares
81FS00R-12
Cutter Body & Cartridges
80_VSE45_ R12
Depth of Cut (
a
p
)
D
a
* = Outside Diameter
80.0VSE45-_R-12
Face Milling Cutter Assemblies
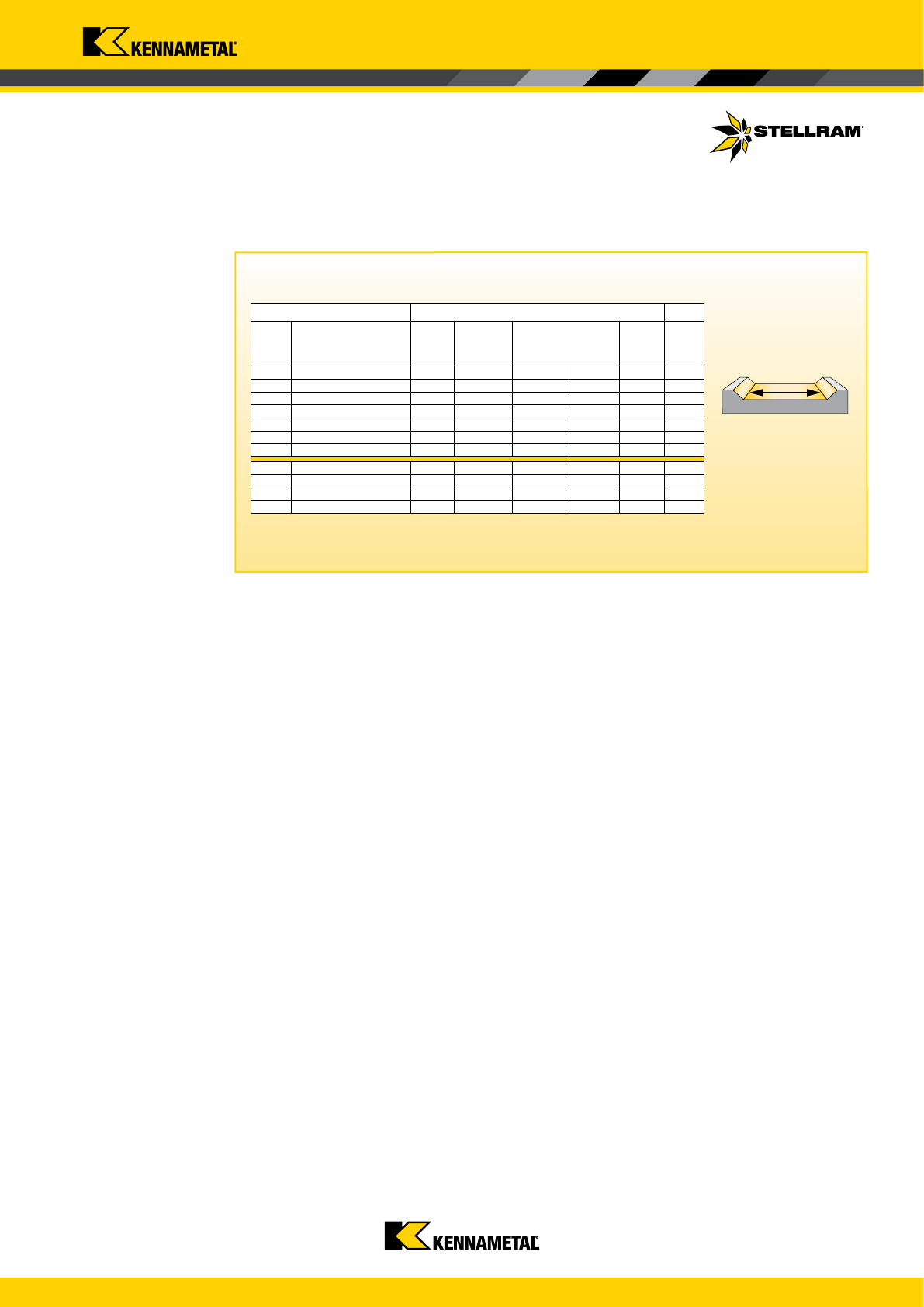
www.kennametal.com
A143
021859 8000VSE45-100R12 100 - - - - 10800
021862 8000VSE45-125R12 125 - - - - 9200
021865 8000VSE45-160R12 160 - - - - 7800
021868 8000VSE45-200R12 200 - - - - 6800
021871 8000VSE45-250R12 250 - - - - 5900
021874 8000VSE45-315R12** 315 - - - - 5200
021877 8000VSE45-400R12** 400 - - - - 4500
021945 8010VSE45-100R12** 100 - - - - 10800
021948 8010VSE45-125R12** 125 - - - - 9200
021951 8010VSE45-160R12** 160 - - - - 7800
021954 8010VSE45-200R12** 200 - - - - 6800
Facing Pitch
Flat
80.0VSE45-_R-12 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
** Denotes non stock items.
80.0VSE45-_R-12
Face Milling Cutter Assemblies
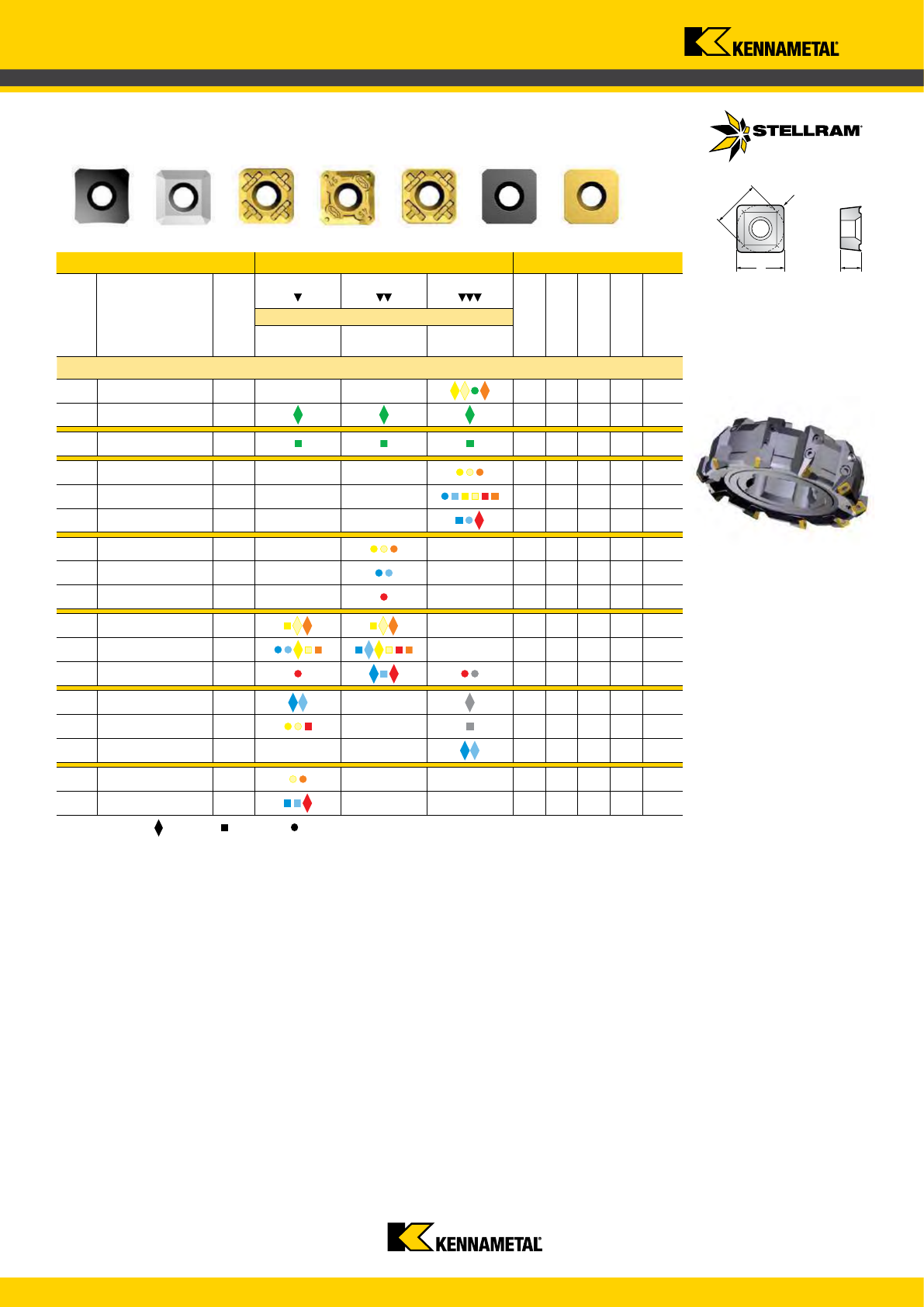
www.kennametal.com
A144
034522 SDEX1204AEFN-701 SP4019
- -
12,70 12,70 4,76 0,02
015149 SDEX1204AEFN-701 GH1
12,70 12,70 4,76 0,02
017243 SDCT1204AEFN GH1
12,70 12,70 4,76 0,02
015187 SDHT1204AEEN-421 X500
- -
12,70 12,70 4,76 0,04
031477 SDHT1204AEEN-421 SP6519
- -
12,70 12,70 4,76 0,04
017321 SDHT1204AEEN-421 MP91M
- -
12,70 12,70 4,76 0,04
029457 SDKT1204AEEN-45 X500
- -
12,70 12,70 4,76 0,05
031532 SDKT1204AEEN-45 SP6519
- -
12,70 12,70 4,76 0,05
029456 SDKT1204AEEN-45 MP91M
- -
12,70 12,70 4,76 0,05
017729 SDHT1204AETN-42 X500
-
12,70 12,70 4,76 0,15
031478 SDHT1204AETN-42 SP6519
-
12,70 12,70 4,76 0,15
017322 SDHT1204AETN-42 MP91M
12,70 12,70 4,76 0,15
034517 SDCW1204AETN X400
-
12,70 12,70 4,76 0,15
034516 SDCW1204AETN SP4019
-
12,70 12,70 4,76 0,10
031404 SDCW1204AETN SA9808
- -
12,70 12,70 4,76 0,17
017730 SDHW1204AETN X500
- -
12,70 12,70 4,76 0,15
017324 SDHW1204AETN MP91M
- -
12,70 12,70 4,76 0,15
d
l
r
s
SDEX12-701 SDCT12-FN
SDHT12-421
SDKT12-45 SDHT12-42 SDCW12-TN SDHW12-TN
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
7,00 1,00 - 3,00 0,20 -1,00
Insert selection with facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page 9.
Note: Feed recommendations can be found on page A146. Speed recommendations can be found on page A147.
INSERT APPLICATION NOTES:
SDHW1204AETN X500 should be used for machining Stainless Steel and High Temperature Alloys with heavy scale
and generally when the conditions are unstable.
80.0VSE45-_R-12
Milling Inserts
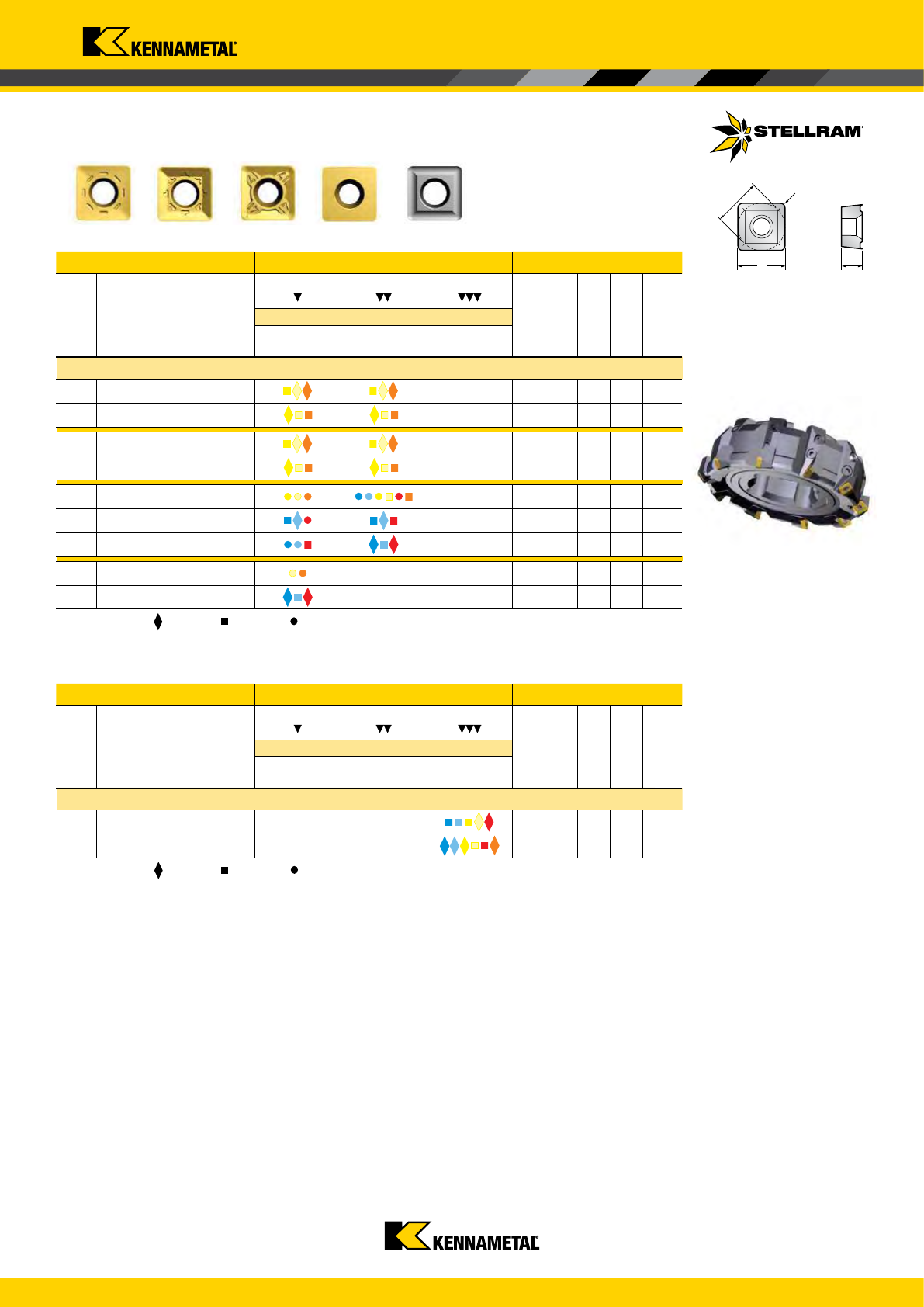
www.kennametal.com
A145
030717 SDHT120412EN-422 X500
-
12,70 12,70 4,76 1,20 0,05
030728 SDHT120412EN-422 SP6519
-
12,70 12,70 4,76 1,20 0,05
031218 SDHT120412EN-423 X500
-
12,70 12,70 4,76 1,20 0,06
031321 SDHT120412EN-423 SP6519
-
12,70 12,70 4,76
1,20
0,06
014411 SDMT120412EN-41 X500
-
12,70 12,70 4,76 1,20 0,05
031480 SDMT120412EN-41 SP6519
-
12,70 12,70 4,76 1,20 0,05
017326 SDMT120412EN-41 MP91M
-
12,70 12,70 4,76 1,20 0,05
015233 SDMW120412TN X500
- -
12,70 12,70 4,76 1,20 0,15
034518 SDMW120412TN SP6519
- -
12,70 12,70 4,76 1,20 0,15
017237 SPHX12M512EN GH1
- -
12,55 12,55 5,00 0,02
031455 SPHX12M512N SA9608
- -
12,55 12,55 5,00 0,02
d
l
r
s
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r
h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
- - 0,20 -1,00
Wiper Inserts
Wiper
Facet
Wiper
Facett
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
7,00 1,00 - 3,00 0,20 -1,00
Insert selection with corner radius
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Mounting instruction for wiper inserts refer to page A161.
SPHX12-EN (wiper)
Note: Feed recommendations can be found on page A146. Speed recommendations can be found on page A147.
SDMW12
SDMT12-41
SDHT12-423SDHT12-422
INSERT APPLICATION NOTES:
SDMW120412TN X500 should be used for machining Stainless Steel and High Temperature Alloys with heavy scale and
generally when the conditions are unstable.
SDHT120412EN-423 X500 and SP6519 are recommended for Stainless Steel and High Temperature Alloys when
machining conditions are unstable.
Radius inserts are only for semi-roughing applications where a finished surface is not required.
80.0VSE45-_R-12
Milling Inserts
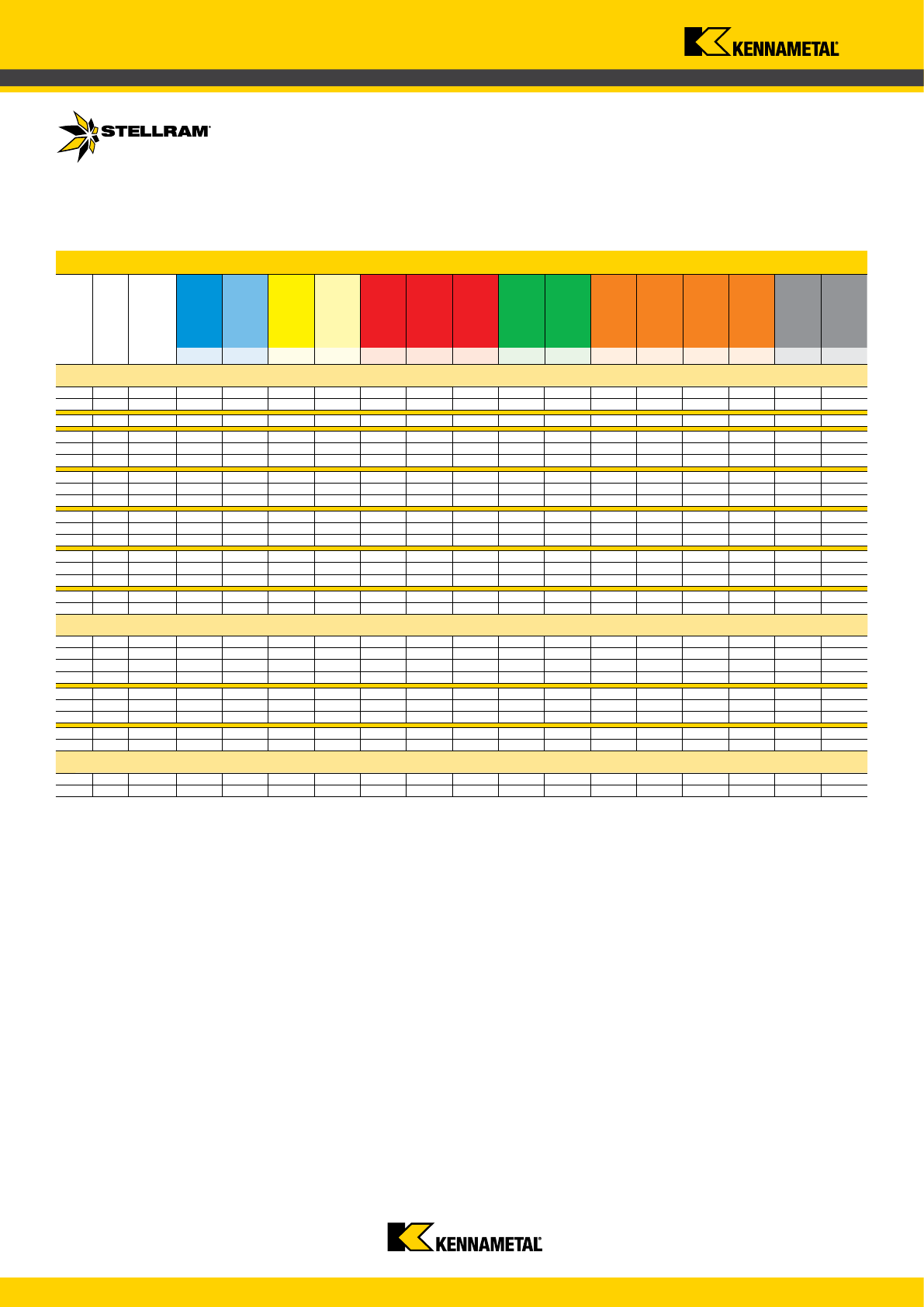
www.kennametal.com
A146
FN-701 SP4019
- - 0,05 - 0,25 0,05 - 0,20 - - - 0,04 - 0,25 0,04 - 0,25 0,04 - 0,15 0,04 - 0,15 0,04 - 0,15 0,04 - 0,18 - -
FN-701 GH1
- - - - - - - 0,04 - 0,30 0,04 - 0,30 - - - - - -
FN GH1
- - - - - - - 0,04 - 0,30 0,04 - 0,30 - - - - - -
EN-421 X500
- - 0,05 - 0,22 0,05 - 0,20 - - - - - 0,05 - 0,20 0,05 - 0,20 0,05 - 0,20 0,05 - 0,22 - -
EN-421 SP6519
0,05 - 0,30 0,05 - 0,25 0,05 - 0,22 0,05 - 0,20 0,05 - 0,28 0,05 - 0,28 0,05 - 0,28 - - 0,05 - 0,20 0,05 - 0,20 0,05 - 0,20 0,05 - 0,22 - -
EN-421 MP91M
0,05 - 0,30 0,05 - 0,25 - - 0,05 - 0,28 0,05 - 0,28 0,05 - 0,28 - - - - - - - -
EN-45 X500
- - 0,07 - 0,25 0,07 - 0,22 - - - - - 0,07 - 0,18 0,07 - 0,18 0,07 - 0,18 0,07 - 0,20 - -
EN-45 SP6519
0,07 - 0,35 0,07 - 0,30 - - - - - - - - - - - - -
EN-45 MP91M
- - - - 0,07 - 0,30 0,07 - 0,30 0,07 - 0,30 - - - - - - - -
TN-42 X500
- - 0,15 - 0,27 0,15 - 0,25 - - - - - 0,15 - 0,20 0,15 - 0,20 0,15 - 0,20 0,15 - 0,23 - -
TN-42 SP6519
0,15 - 0,35 0,15 - 0,30 0,15 - 0,27 0,15 - 0,25 0,15 - 0,30 0,15 - 0,30 0,15 - 0,30 - - 0,15 - 0,20 0,15 - 0,20 0,15 - 0,20 0,15 - 0,23 - -
TN-42 MP91M
0,15 - 0,35 0,15 - 0,30 - - 0,18 - 0,30 0,18 - 0,30 0,18 - 0,30 - - - - - - 0,08 - 0,12 0,08 - 0,12
TN X400
0,15 - 0,38 0,15 - 0,33 - - - - - - - - - - - 0,08 - 0,12 0,08 - 0,12
TN SP4019
- - 0,15 - 0,30 0,15 - 0,27 0,15 - 0,30 0,15 - 0,30 0,15 - 0,30 - - - - - - 0,08 - 0,12 0,08 - 0,12
TN SA9808
0,17 - 0,25 0,17 - 0,23 - - - - - - - - - - - - -
TN X500
- - - 0,15 - 0,27 - - - - - 0,15 - 0,18 0,15 - 0,18 0,15 - 0,18 0,15 - 0,20 - -
TN MP91M
0,15 - 0,38 0,15 - 0,33 - - 0,15 - 0,30 0,15 - 0,30 0,15 - 0,30 - - - - - - - -
EN-422 X500
- - 0,05 - 0,25 0,05 - 0,22 - - - - - 0,05 - 0,18 0,05 - 0,18 0,05 - 0,18 0,05 - 0,20 - -
EN-422 SP6519
- - 0,05 - 0,25 0,05 - 0,22 - - - - - 0,05 - 0,18 0,05 - 0,18 0,05 - 0,18 0,05 - 0,20 - -
EN-423 X500
- - 0,05 - 0,25 0,05 - 0,22 - - - - - 0,05 - 0,18 0,05 - 0,18 0,05 - 0,18 0,05 - 0,20 - -
EN-423 SP6519
- - 0,05 - 0,25 0,05 - 0,22 - - - - - 0,05 - 0,18 0,05 - 0,18 0,05 - 0,18 0,05 - 0,20 - -
EN-41 X500
0,05 - 0,35 0,05 - 0,30 0,05 - 0,25 0,05 - 0,22 0,05 - 0,30 0,05 - 0,30 0,05 - 0,30 - - 0,05 - 0,18 0,05 - 0,18 0,05 -0,18 0,05 - 0,20 - -
EN-41 SP6519
0,05 - 0,35 0,05 - 0,30 - - 0,05 - 0,30 0,05 - 0,30 0,05 - 0,30 - - - - - - - -
EN-41 MP91M
0,05 - 0,35 0,05 - 0,30 - - 0,05 - 0,30 0,05 - 0,30 0,05 - 0,30 - - - - - - - -
TN X500
- - - 0,15 - 0,27 - - - - - 0,15 - 0,18 0,15 - 0,18 0,15 - 0,18 0,15 - 0,20 - -
TN SP6519
0,15 - 0,38 0,15 - 0,33 - - 0,15 - 0,30 0,15 - 0,30 0,15 - 0,30 - - - - - - - -
SPHX GH1
1,00 - 4,00 1,00 - 3,00 0,80 - 2,50 0,80 - 2,00 1,00 - 2,50 0,80 - 2,20 0,80 - 2,00 - - - - - - - -
SPHX SA9608
1,00 - 4,00 1,00 - 3,00 0,80 - 2,50 0,80 - 2,00 1,00 - 2,50 0,80 - 2,20 0,80 - 2,00
- -
0,50 - 1,50 0,50 - 1,50 0,5 - 1,50 0,50 - 1,80 - -
80.0VSE45_R12 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Insert selection with facet
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Insert selection with corner radius
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Wiper Inserts Feed /revolution fn (mm / rev.)
Facing
Facing
Note: HTA = High Temperature Alloys
Speed recommendations can be found on page A147.
80.0VSE45-_R-12
Recommended Feeds
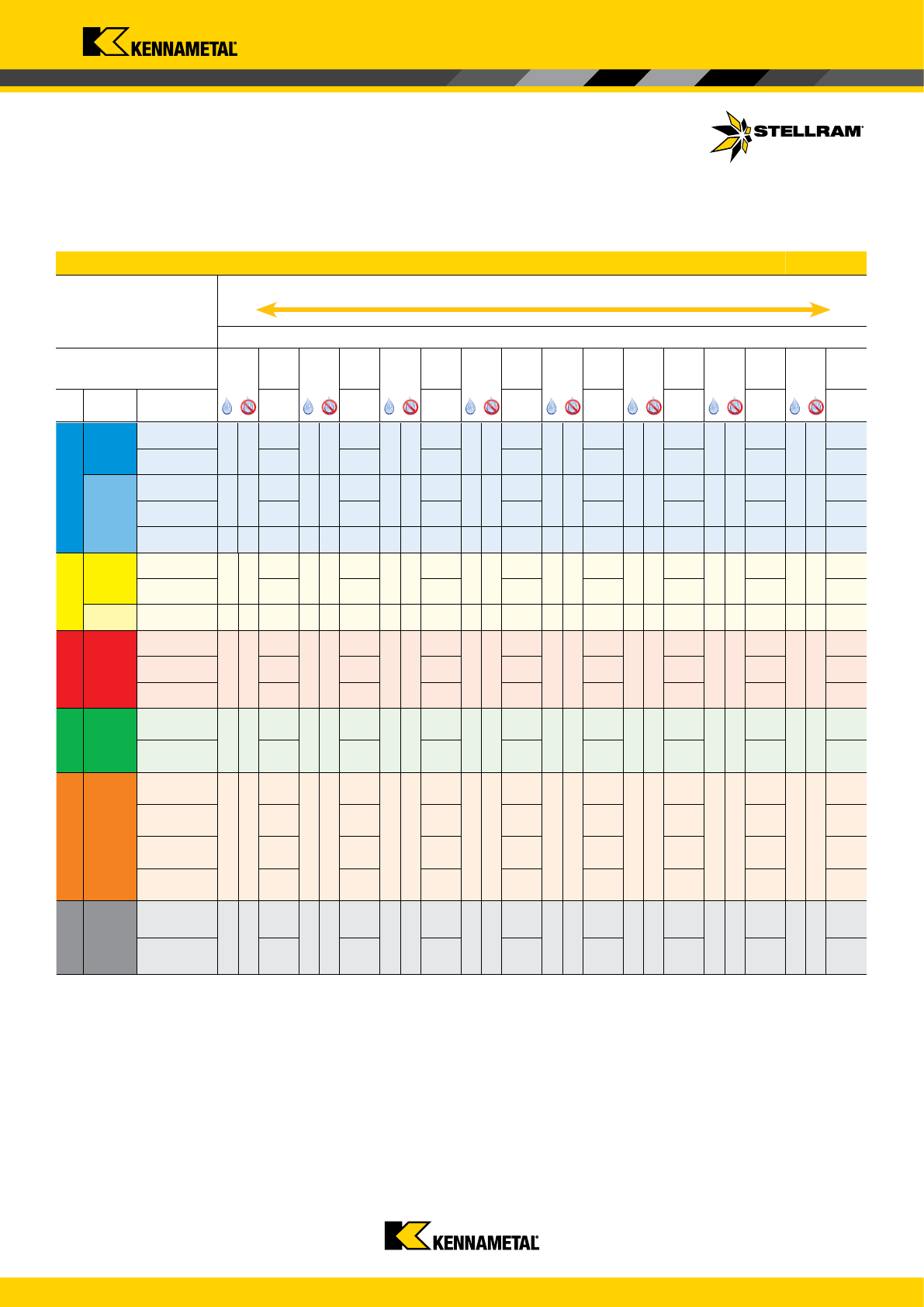
www.kennametal.com
A147
P
120 - 260
130 - 270
130 - 295
140 - 345
240 - 345
240 - 345
265 - 380
105 - 230 115 - 240 115 - 260 120 - 305 215 - 305 215 - 305 235 - 335
95 - 200
100 - 210
100 - 230
105 - 270
190 - 270
190 - 270
205 - 295
70 - 150 75 - 160 75 - 175 80 - 205 140 - 205 140 - 205 155 - 225
45 - 95
50 - 100
50 - 110
50 - 130
90 - 130
90 - 130
100 - 145
+
--
M
115 - 250
115 - 270
120 - 280
215 -305
235 -335
100 - 220 105 - 235 110 - 250 195 - 275 215 - 305
50 - 110
50 - 120
50 - 130
90 - 180
100 - 200
K
120 - 280
140 - 295
145 - 330
145 - 365
135 - 290
280 -400
105 - 205 110 - 240 115 - 255 115 - 285 120 - 245 220 -315
95 - 170 100 - 220 105 - 235 105 - 260 115 - 200 200 -285
N
400
-
2895
400-3050
295
-
2320 295-2440
S
23 - 48
23 - 55
24 - 63
50 - 75
21 - 44 22 - 48 23 - 52 48 - 70
24 - 51 25 - 55 26 - 59 52 - 75
35 - 73 36 - 79 37 - 84 60 - 95
H
45 - 95
50 - 100
50 - 105
35 - 80 40 - 90 40 - 95
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Speed v
c
(m/min.)
80_0VSE45-_R-12
Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
X Grade
CVD
X Grade
PVD
Standard
PVD
Standard
CVD
Standard
Uncoated
Micrograin
Uncoated
Cermet
Uncoated
Cermet
ISO Materials
Rm and
Hardness
X400 X500 SP6519 SP4019 MP91M
GH1*
SA9808 SA9608
Recommended Possible
* Note: SDXE1204AEFN-701 and SDCT1204AEFN GH1 can only be used for Aluminium.
* Note: SPHX12M512EN GH1 can be used for Steel, Steel Alloys, Stainless Steel, and Cast Iron.
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
80.0VSE45-_R-12
Recommended Speeds
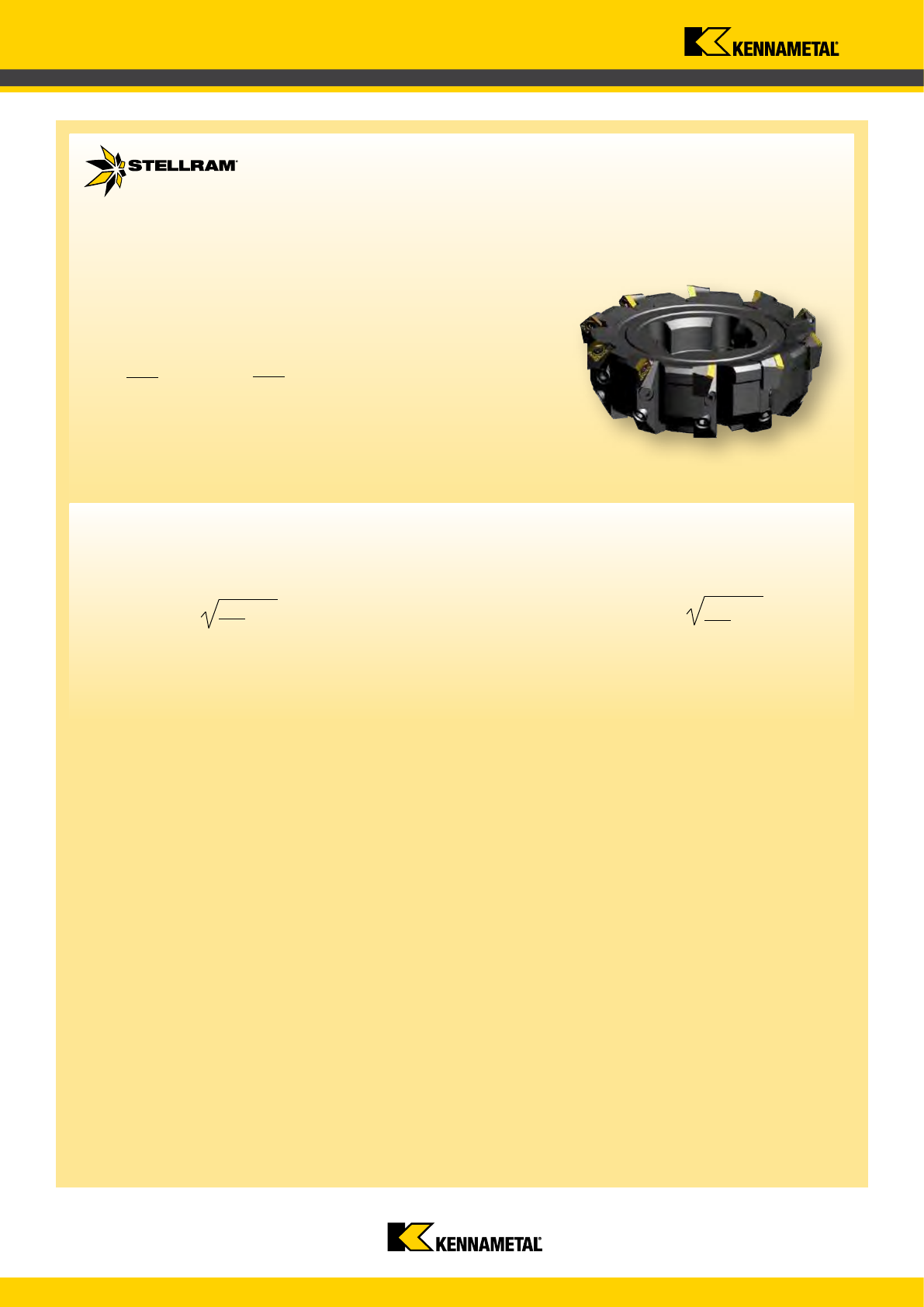
www.kennametal.com
A148
80.0VSE45 Technical Information
f
z
= h
m
x
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
Formula: Programme Feed Rate (f
z
)
Feed rate compensation: For 45° cutting, divide the h
m
value by the
sine of the approach angle (the sine of 45° = 0,707)
i.e.: h
m
or 0,08
0,707 0,707 = 0,113mm programmed feed rate
a
e
d
d
a
e
80.0VSE45-_R-12
Technical Information

www.kennametal.com
A149
80.0VR00-_R-16 Series
Cartridge Face Milling Cutter
Helical
Interpolation
with Bore Hole
8000VR00-_R-16:
Maximum a
p
= 8,00mm
Diameter Range D
a
* =
116mm to 416mm
**Denotes non stock items
Diameter 331mm - 416mm
CARTRIDGE ROUND INSERT MILLING ASSEMBLIES
The 80.0VR00-_R-16 cutter series with 6,35mm thick round button inserts is suitable to
machine very efciently irregular surfaces and rough scale. This cutter can also be used for
heavy duty applications up to 8mm depth of cut.
Applications:
80.0VR00-_R-16 cutters are assembled with cartridges for RP..1606.. milling inserts for face
milling applications. Available with medium pitch.
The cutter series 8000VR00-_R-16 has an unequal medium pitch for reducing vibration and
is for roughing of Steel, Steel Alloys, Stainless Steel and Cast Iron.
The cutter series 8010VR00 has an equal medium pitch and is especially recommended for
roughing of High Temperature Alloys such as, Iron Based Alloys, Cobalt Based Alloys, Nickel
Based Alloys and Titanium.
Also, the 8000VR00-_R-16 series can be mounted with a particular wiper cartridge for
nishing, when a ne nished surface is required. The corresponding pocket at the body
for the nishing cartridge is marked with an “F”.
Note: The 8010 series are not possible to assemble with wiper cartridge.
8010VR00-_R-16:
Maximum a
p
= 8,00mm
Diameter Range D
a
* =
116mm to 216mm
**Denotes non stock items
Diameter 116mm - 216mm
80.0VR00-_R-16
RampingFacing Pocketing Helical
Interpolation
www.kennametal.com
A150
021844 8000VR00-100R-16 100 0.32 202 230 4,00 10800
021845 8000VR00-125R-16 125 0.26 252 280 4,00 9200
021846 8000VR00-160R-16 160 0.21 322 350 4,00 7800
021847 8000VR00-200R-16 200 0.17 402 430 4,00 6800
021848 8000VR00-250R-16 250 0.14 502 530 4,00 5900
021849 8000VR00-315R-16** 315 - - - - 5200
021850 8000VR00-400R-16** 400 - - - - 4500
021940 8010VR00-100R-16** 100 0.32 202 230 4,00 10800
021941 8010VR00-125R-16** 125 0.26 252 280 4,00 9200
021942 8010VR00-160R-16** 160 0.21 322 350 4,00 7800
021943 8010VR00-200R-16** 200 0.17 402 430 4,00 6800
014316 80VRP00R-16 015266 D5013T 015241 T20 6,00 022646 7065 - -
014953 81FS00R-12 015266 D5013T 015241 T20 6,00 022646 7065 016858 72.602
021844 8000VR00-100R-16 100 116 68 32 8 6
015266 D5013T 015241 T20 6,00
021845 8000VR00-125R-16 125 141 63 40 8 8
021846 8000VR00-160R-16 160 176 63 40 8 10
021847 8000VR00-200R-16 200 216 63 60 8 12
021848 8000VR00-250R-16 250 266 63 60 8 16
021849 8000VR00-315R-16** 315 331 80 60 8 20
021850 8000VR00-400R-16** 400 416 80 60 8 24
021940 8010VR00-100R-16** 100 116 68 32 8 6
015266 D5013T 015241 T20 6,00
021941 8010VR00-125R-16** 125 141 63 40 8 8
021942 8010VR00-160R-16** 160 176 63 40 8 10
021943 8010VR00-200R-16** 200 216 63 60 8 12
H
d
1
D
a
*
D
D
a
p
D
a
*
Cartridge Face Mills
80.0VR00-_R-16 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description
D
Effective
Cutting
Diameter
D
a
* H d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Spares
EDP Item Description EDP EDP
Screw
Tightening
Nm
Cartridge
Screw
EDP
Adjustment
Screw
EDP
** Denotes non stock items.
** Denotes non stock items.
Note: Mounting instructions refer to pages A161 - A164.
8000VR00-_ R-16 Bodies with Unequal Medium Pitch & Cartridges
8010VR00-_ R-16 Bodies with Equal Medium Pitch & Cartridges
Cartridge & Spares
Finishing Cartridge & Spares
Depth of Cut (
a
p
)
81FS00R-12
Cutter Body & Cartridges
80VRP00R-16
D
a
* = Outside Diameter
Facing Pitch
Flat
Ramping Helical
Interpolation
80.0VR00-_R-16
Face Milling Cutter Assemblies
www.kennametal.com
A151
015223 RPMT1606M0E-41 X500
-
16,00 - 6,35 8,00 0,05
017311 RPMT1606M0E-41 MP91M
-
16,00 - 6,35 8,00 0,05
030390 RPHT1606M0S X400
-
16,00 - 6,35 8,00 0,15
017692 RPHT1606M0T X500
-
16,00 - 6,35 8,00 0,10
034566 RPHT1606M0T SP6519
-
16,00 - 6,35 8,00 0,10
017237 SPHX12M512EN GH1
- -
12,55 12,55 5,00 0,02
031455 SPHX12M512EN SA9608
-
-
12,55 12,55 5,00 0,02
E-41 X500
- - 0,04 - 0,27 0,04 - 0,16 - - - - - 0,04 - 0,13 0,04 - 0,13 0,04 - 0,13 0,04 - 0,16 - -
E-41 MP91M
- - - - 0,10 - 0,35 0,10 - 0,35 0,10 - 0,30 - - - - - - - -
S X400
0,15 - 0,50 0,15 - 0,45 - - - - - - - - - - - 0,10 - 0,15 0,10 - 0,15
T X500
0,15 - 0,45 0,10 - 0,40 0,10 - 0,40 0,10 - 0,35 0,10 - 0,40 0,10 - 0,40 0,10 - 0,35 - - 0,10 - 0,28 0,10 - 0,28 0,10 - 0,28 0,10 - 0,30 - -
T SP6519
0,15 - 0,45 0,10 - 0,40 0,10 - 0,40 0,10 - 0,35 0,10 - 0,40 0,10 - 0,40 0,10 - 0,35 - - 0,10 - 0,28 0,10 - 0,28 0,10 - 0,28 0,10 - 0,30 - -
SPHX GH1
1,00 - 4,00 1,00 - 3,00 0,80 - 2,50 0,80 - 2,00 1,00 - 2,50 0,80 - 2,20 0,80 - 2,00 - - - - - - - -
SPHX SA9608
1,00 - 4,00 1,00 - 3,00 0,80 - 2,50 0,80 - 2,00 1,00 - 2,50 0,80 - 2,20 0,80 - 2,00 - - 0,50 - 1,50 0,50 - 1,50 0,50 - 1,50 0,50 - 1,80 - -
RPMT16-41 RPHT16-S RPHT16-T
d
s
SPHX12-EN
Cartridge Face Mills
RPHT1606MOS and RPHT1606MOT should be used for heavy duty applications.
80.0VR00-_R-16 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Facing
Facing
Facing
Facing
Facing
Wiper Inserts Feed /revolution f
n
(mm / rev.)
Facing
Facing
Note: HTA = High Temperature Alloys
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r
h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
- - 0,20 - 1,00
Wiper Inserts
Wiper
Wiper
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r
h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
8,00 1,00 - 3,00 0,20 -1,00
Note: Mounting instruction for wiper inserts refer to page A164.
Speed recommendations can be found on page A152.
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
80.0VR00-_R-16
Milling Inserts & Recommended Feeds
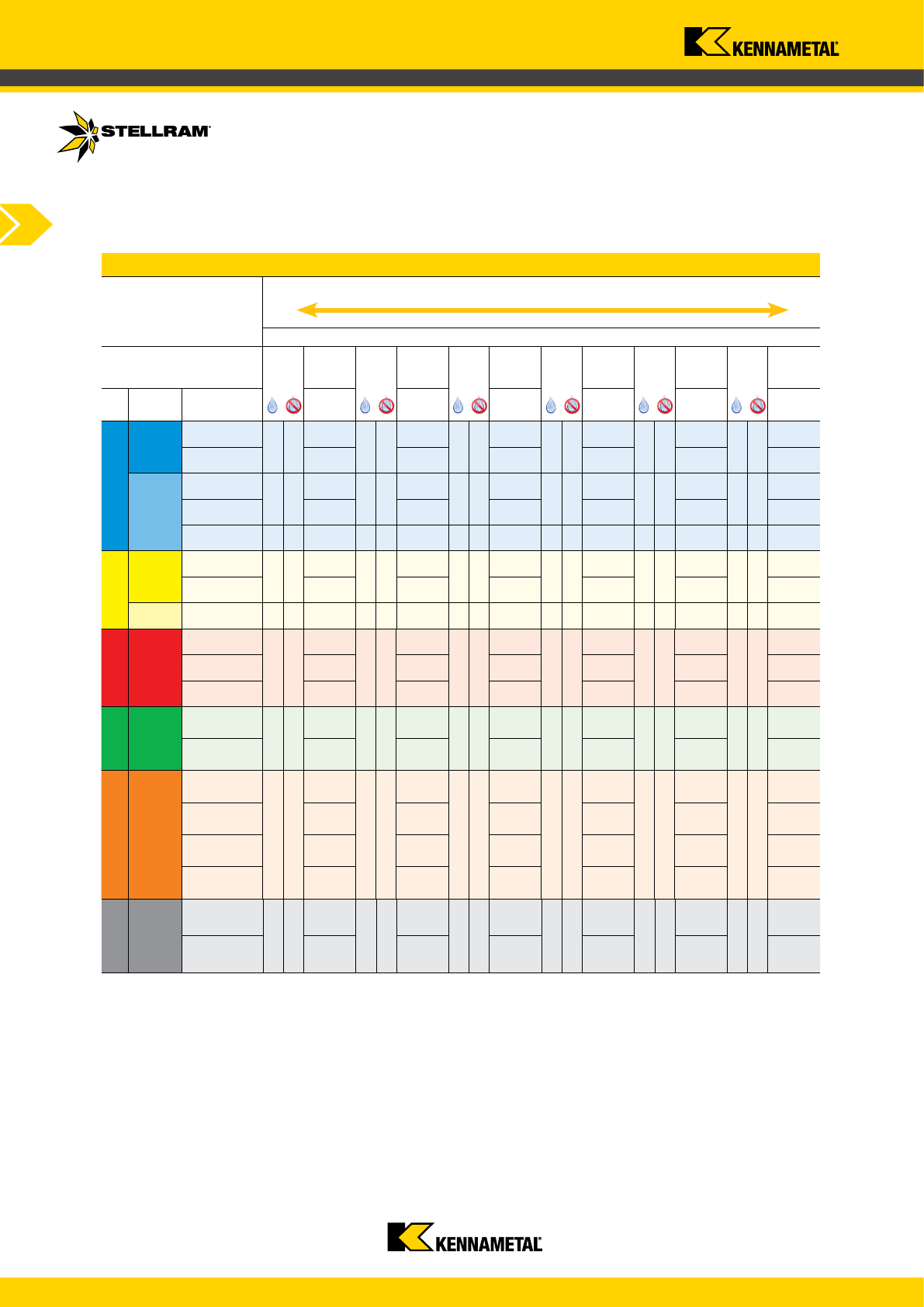
www.kennametal.com
A152
P
120 - 260
130 - 270
130 - 295
240 - 345
265 - 380
105 - 230 115 - 240 115 - 260 215 - 305 235 - 335
95 - 200
100 - 210
100 - 230
190 - 270
205 - 295
70 - 150 75 - 160 75 - 175 140 - 205 155 - 225
45 - 95
50 - 100
50 - 110
90 - 130
100 - 145
--
+
M
115 - 250
115 - 270
215 -305
235 -335
100 - 220 105 - 235 195 - 275 215 - 305
50 - 110
50 - 120
90 - 180
100 - 200
K
120 - 280
140 - 295
145 - 365
135 - 290
280 -400
105 - 205 110 - 240 115 - 285 120 - 245 220 -315
95 - 170 100 - 220 105 - 260 115 - 200 200 -285
N
S
23 - 48
23 - 55
50 - 75
21 - 44 22 - 48 48 - 70
24 - 51 25 - 55 52 - 75
35 - 73 36 - 79 60 - 95
H
45 - 95
35 - 80
Cartridge Face Mills
Recommended Possible
Speed v
c
(m/min)
80.0VR00-_R-16
Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
X Grade
CVD
X Grade
PVD
Standard
CVD
Standard
Uncoated
Micrograin
Uncoated
Cermet
ISO Materials
Rm and
Hardness
X400 X500 SP6519 MP91M
GH1*
SA9608
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
* Note: Wiper Insert SPHX12M512EN GH1 can be used for Steel, Steel Alloys, Stainless Steel and Cast Iron.
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
80.0VR00-_R-16
Recommended Speeds
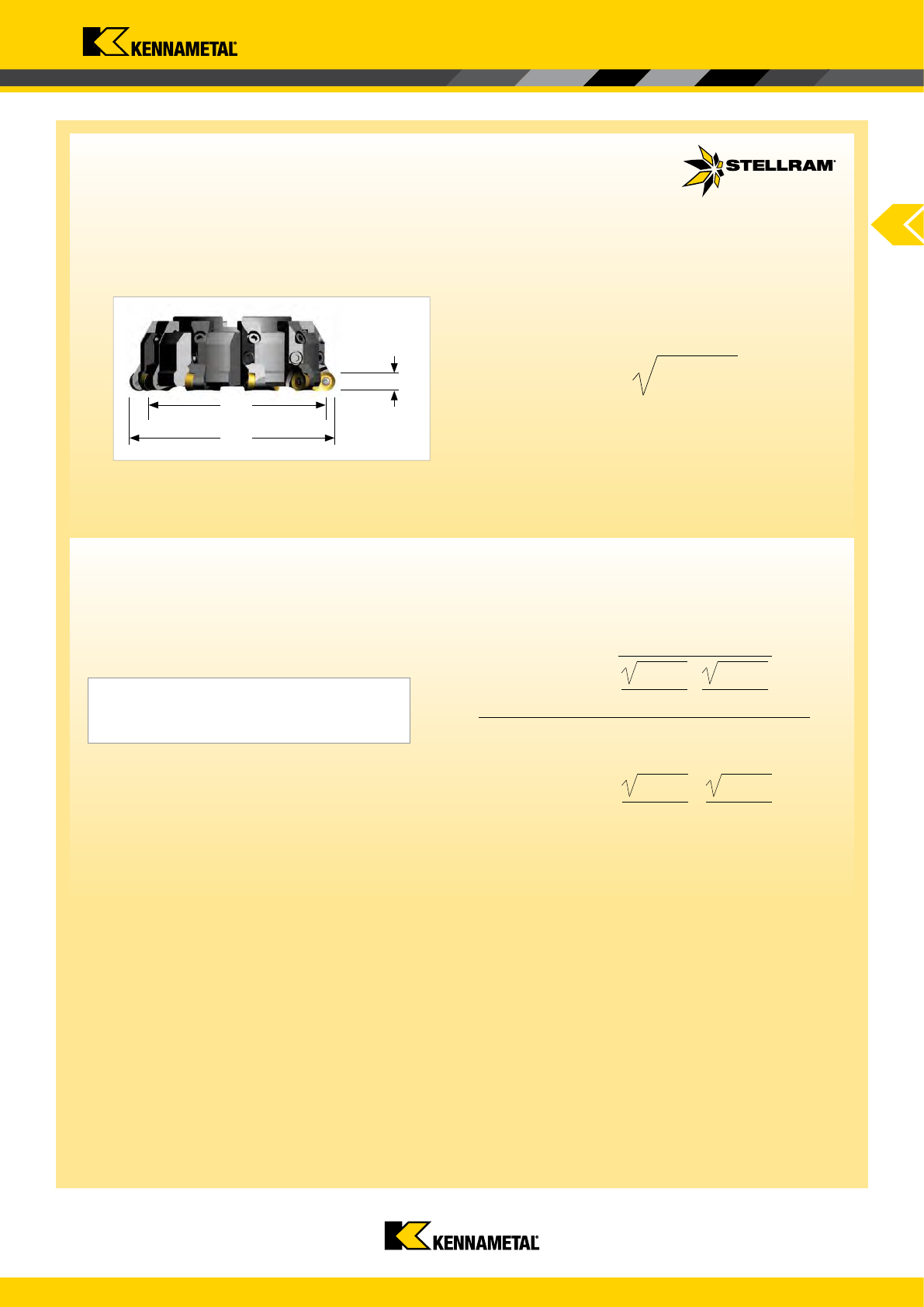
www.kennametal.com
A153
a
p
D
w
D
2
Cartridge Face Mills
80.0VR00-_R-16 Technical Information
80.0VR00-_R-16 Technical Information
Formula to calculate the average chip thickness h
m
in relation with radial
engagement and depth of cut.
Formula to find programmed feed rate based on radial engagement and
axial depth of cut.
Formula to evaluate the correct working diameter
based on axial depth of cut (a
p
).
where:
f
z
= Feed per tooth
h
m
= Average chip thickness
r
= Insert radius
a
e
= Radial Depth of Cut
a
p
= Axial Depth of Cut
where: D
w
= Working Diameter
D
2
= Diameter of cutter insert centre to centre
r = Insert radius
a
p
= Axial Depth of Cut
Working Diameter:
D
w
= D
2
+
2 x r
2
- (r -a
p
)
2
h
m
f
z
=
r
2
- r - a
p
r
( )
2
r
2
- r - a
e
r
( )
2
x
h
m
=
f
z
x x
r
2
- r - a
p
r
( )
2
r
2
- r - a
e
r
( )
2
80.0VR00-_R-16
Technical Information
www.kennametal.com
A154
RPMT1606M0E-41
16 2,00 0,05 0,20 0,14 0,56
16 3,00 0,05 0,20 0,12 0,46
16 4,00 0,05 0,20 0,11 0,40
16 5,00 0,05 0,20 0,09 0,36
16 6,00 0,05 0,20 0,08 0,33
16 8,00 0,05 0,20 0,07 0,28
RPHT1606M0S
16 4,00 0,15 0,28 0,30 0,56
16 5,00 0,15 0,28 0,27 0,50
16 6,00 0,15 0,28 0,24 0,46
16 8,00 0,15 0,28 0,21 0,40
RPHT1606M0T
16 2,00 0,10 0,25 0,28 0,71
16 3,00 0,10 0,25 0,23 0,58
16 4,00 0,10 0,25 0,20 0,50
16 5,00 0,10 0,25 0,18 0,45
16 6,00 0,10 0,25 0,16 0,41
16 8,00 0,10 0,25 0,14 0,35
Cartridge Face Mills
RP..1606.. Insert
Insert
Insert size
(mm)
a
p d.o.c.
(mm)
h
m
(mm) f
z
(mm/z)
min. max. min. max.
With round inserts,the thickness of the chip varies depending on the axial depth of cut (a
p
) and is related to the size of the cutting edge-preparation.
For best tool life it is important to maintain the proper chip thickness as shown below. This chart calculates in relation with axial depth of cut (a
p
)
only and not radial cut (a
e
).
Simplified formulas to evaluate h
m
and f
z
based on axial depth of cut or radial engagement.
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of dia.
Calculation of the average chip thickness in relation with the D.O.C. (Axial)
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
p
= Depth of cut
f
z
= Feed per tooth
d = Insert diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
a
e
d
d
a
e
a
p
d
d
a
p
80.0VR00-_R-16
Technical Information

www.kennametal.com
A155
80.0VR00-_R-20 Series
Cartridge Face Milling Cutter
8000VR00-_R-20:
Maximum a
p
= 10,00mm
Diameter Range D
a
* =
116mm to 416mm
**Denotes non stock items diameter
331mm - 416mm
CARTRIDGE ROUND INSERT MILLING ASSEMBLIES
The 80.0VR00-_R-20 cutter series with 6,35mm thick round button inserts is one of our
strongest cutters.
These cutters machine very efciently irregular surfaces and rough scale. They can also be
used in heavy duty applications up to 10mm depth of cut.
This cutter series has an anti-rotation design which ensures a precise number of indexes per
insert. This gives a maximum possible usage of the available edges for roughing applications.
This unique patented pocket system prevents the inserts from rotating in the pocket, during
heavy feed machining and unstable conditions.
Applications:
The 80.0VR00-_R-20 cutters are assembled with cartridges for RD..2006.. milling inserts for
face milling applications. Available with medium pitch.
The cutters series 8000VR00-_R-20 has an unequal medium pitch for reducing vibration and
are for roughing of Steel, Steel Alloys, Stainless Steel and Cast Iron.
The cutter series 8010VR00-_R-20 has an equal medium pitch and is especially
recommended for roughing, of High Temperature Alloys such as Iron Based Alloys, Cobalt
Based Alloys, Nickel Based Alloys and Titanium.
NOTE: The 80.0VR00-_R-20 series when mounted with cartridge 80VR00-_R-20 using
RD..2006.. round button inserts cannot utilise the wiper cartridge for nishing,
when a ne nished surface is required.
8010VR00-_R-20:
Maximum a
p
= 10,00mm
Diameter Range D
a
* =
116mm to 216mm
**Denotes non stock items diameter
116mm - 216mm
Helical
Interpolation
with Bore Hole
RampingFacing Pocketing Helical
Interpolation
80.0VR00-_R-20
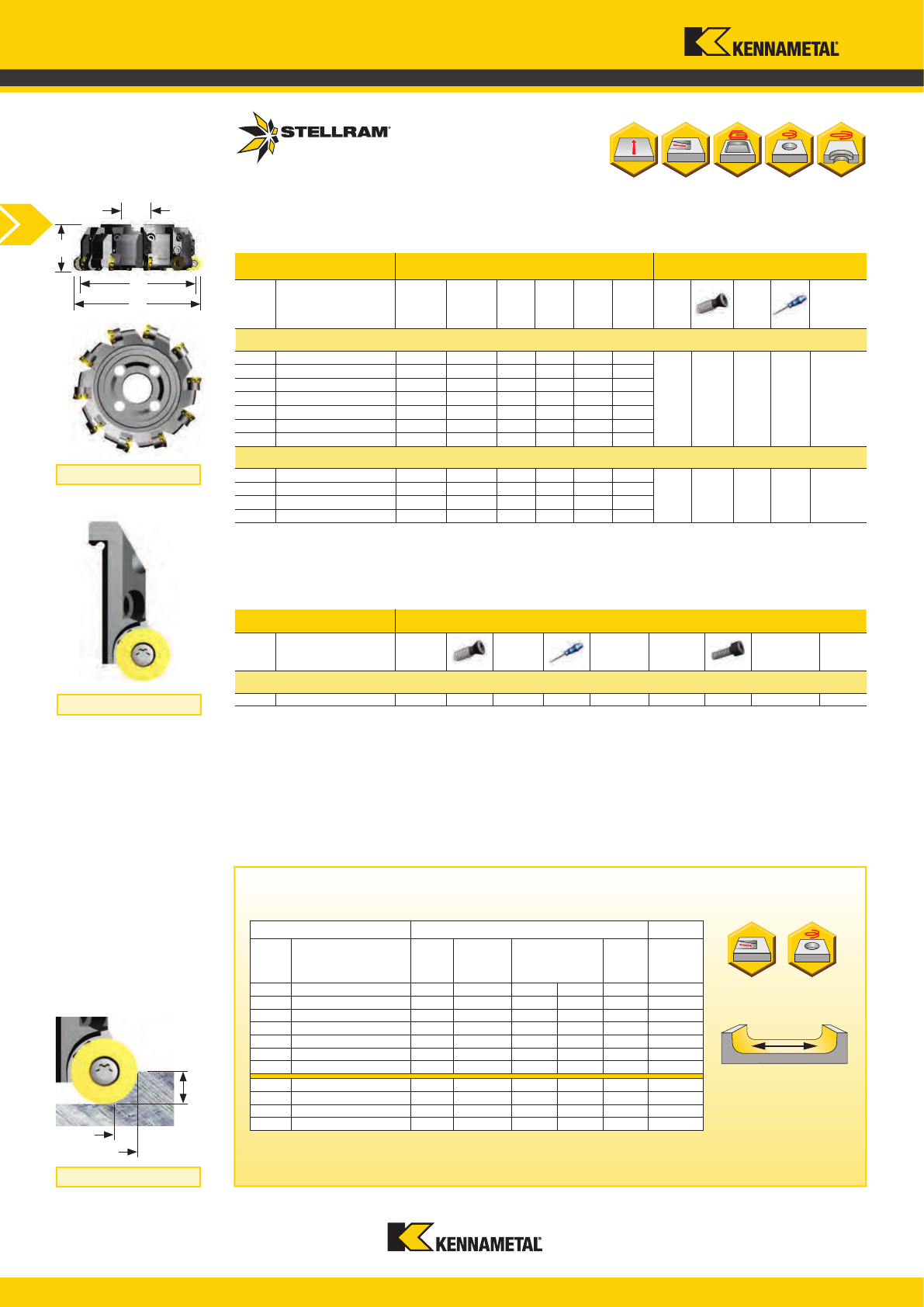
www.kennametal.com
A156
033139 8000VR00-100R-20 96 3.30 194 230 5,00 10800
033140 8000VR00-125R-20 121 2.35 244 280 5,00 9200
033141 8000VR00-160R-20 156 1.80 314 350 5,00 7800
033142 8000VR00-200R-20 196 1.40 396 430 5,00 6800
033143 8000VR00-250R-20 246 1.10 494 530 5,00 5900
033144 8000VR00-315R-20** 311 1.00 624 660 5,00 5200
033145 8000VR00-400R-20** 396 0.75 794 830 5,00 4500
033146 8010VR00-100R-20** 96 3.30 194 230 5,00 10800
033147 8010VR00-125R-20** 121 2.35 244 280 5,00 9200
033148 8010VR00-160R-20** 156 1.80 314 350 5,00 7800
033149 8010VR00-200R-20** 196 1.40 396 430 5,00 6800
030969 80VRD00R-20 029640 D6014T 015241 T20 10,50 022646 7065 - -
033139 8000VR00-100R-20 96 116 68 32 10,00 6
029640 D6014T 015241 T20 10,50
033140 8000VR00-125R-20 121 141 63 40 10,00 8
033141 8000VR00-160R-20 156 176 63 40 10,00 10
033142 8000VR00-200R-20 196 216 63 60 10,00 12
033143 8000VR00-250R-20 246 266 63 60 10,00 16
033144 8000VR00-315R-20** 311 331 80 60 10,00 20
033145 8000VR00-400R-20** 396 416 80 60 10,00 24
033146 8010VR00-100R-20** 96 116 68 32 10,00 6
029640 D6014T 015241 T20 10,50
033147 8010VR00-125R-20** 121 141 63 40 10,00 8
033148 8010VR00-160R-20** 156 176 63 40 10,00 10
033149 8010VR00-200R-20** 196 216 63 60 10,00 12
H
d
1
D
a
*
D
D
a
p
D
a
*
** Denotes non stock items.
Cartridge Face Mills
80.0VR00-_R-20 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description
D
Effective
Cutting
Diameter
D
a
* H d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Spares
EDP Item Description EDP EDP
Screw
Tightening
Nm
Cartridge
Screw
EDP
Adjustment
Screw
EDP
-
Note: Mounting instructions refer to pages A161 - A164.
8000VR00-_ R-20 Bodies with Unequal Medium Pitch & Cartridges
8010VR00-_ R-20 Bodies with Equal Medium Pitch & Cartridges
Cartridge & Spares
** Denotes non stock items.
D
a
* = Outside Diameter
Note: RD..2006.. Round button cutter assemblies cannot utilise the finishing wiper cartridges.
Depth of Cut (
a
p
)
Cutter Body & Cartridges
80VRD00R-20
80.0VR00-_R-20
Face Milling Cutter Assemblies
Ramping Helical
Interpolation
Facing Pitch
Flat
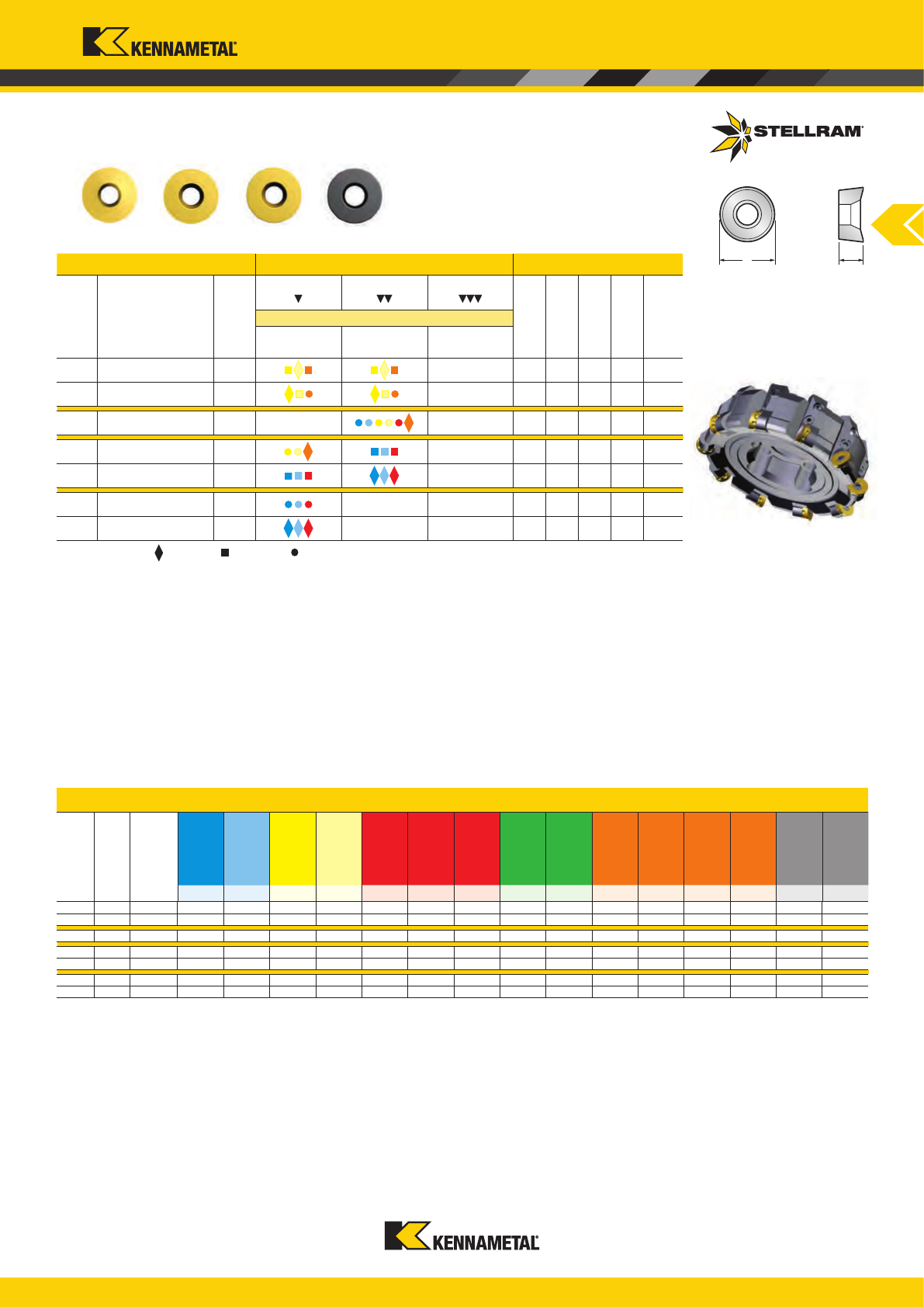
www.kennametal.com
A157
E-42-X8 X500
- - 0,15 - 0,35 0,15 - 0,30 - - - - - 0,12 - 0,25 0,12 - 0,25 0,12 - 0,25 0,12 - 0,30 - -
E-42-X8 SP6519
- - 0,15 - 0,35 0,15 - 0,28 - - - - - 0,12 - 0,25 0,12 - 0,25 0,12 - 0,25 0,12 - 0,30 - -
E-X8 X500
0,20 - 0,30 0,18 - 0,28 0,20 - 0,40 0,20 - 0,30 0,20 - 0,35 0,20 - 0,35 0,20 - 0,30 - - 0,20 - 0,28 0,20 - 0,28 0,20 - 0,28 0,20 - 0,32 - -
S-X8 X500
0,25 - 0,45 0,25 - 0,35 0,25 - 0,45 0,25 - 0,32 0,25 - 0,45 0,25 - 0,45 0,25 - 0,40 - - 0,25 - 0,32 0,25 - 0,32 0,25 - 0,32 0,25 - 0,35 - -
S-X8 SP6519
0,25 - 0,45 0,25 - 0,35 - - 0,25 - 0,45 0,25 - 0,45 0,25 - 0,40 - - - - - - - -
S-25-X8 X500
0,35 - 0,60 0,35 - 0,50 - - 0,35 - 0,60 0,35 - 0,55 0,35 - 0,45 - - - - - - - -
S-25-X8 SP6519
0,35 - 0,55 0,35 - 0,45 - - 0,35 - 0,55 0,35 - 0,50 0,35 - 0,40 - - - - - - - -
029310 RDHT2006M0E-42-X8 X500
-
20,00 - 6,35 10,00 0,08
031533 RDHT2006M0E-42-X8 SP6519
- 20,00 - 6,35 10,00 0,08
029309 RDHW2006M0E-X8 X500 -
- 20,00 - 6,35 10,00 0,10
031661 RDHW2006M0S-X8 X500
- 20,00 - 6,35 10,00 0,15
031662 RDHW2006M0S-X8 SP6519
- 20,00 - 6,35 10,00 0,15
031660 RDHW2006M0S-25-X8 X500
- - 20,00 - 6,35 10,00 0,25
031576 RDHW2006M0S-25-X8 SP6519
- -
20,00 - 6,35 10,00 0,25
RDHT20-42-X8
RDHW20-E-X8
RDHW20-S-X8
d
s
RDHW20-S-25-X8
Cartridge Face Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
10,00 1,00 - 3,00 0,20 - 1,00
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
80.0VR00-_R-20 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Speed recommendations can be found on page A158.
INSERT APPLICATION NOTES:
RDHW2006MOE-X8 X500 should be your first choice for medium roughing application when machining Titanium without heavy scale.
RDHW2006M0S-X8 SP6519 should be used when machining Stainless Steel with heavy scale.
RDHW2006M0S-X8 X500 should be used when machining High Temperature Alloys with heavy scale.
RDHT2006M0E-42-X8 should be used when the machine tool has low power available and when the conditions are stable.
RDHW2006M0S-25-X8 should be used for heavy duty applications.
80.0VR00-_R-20
Milling Inserts and Recommended Feeds
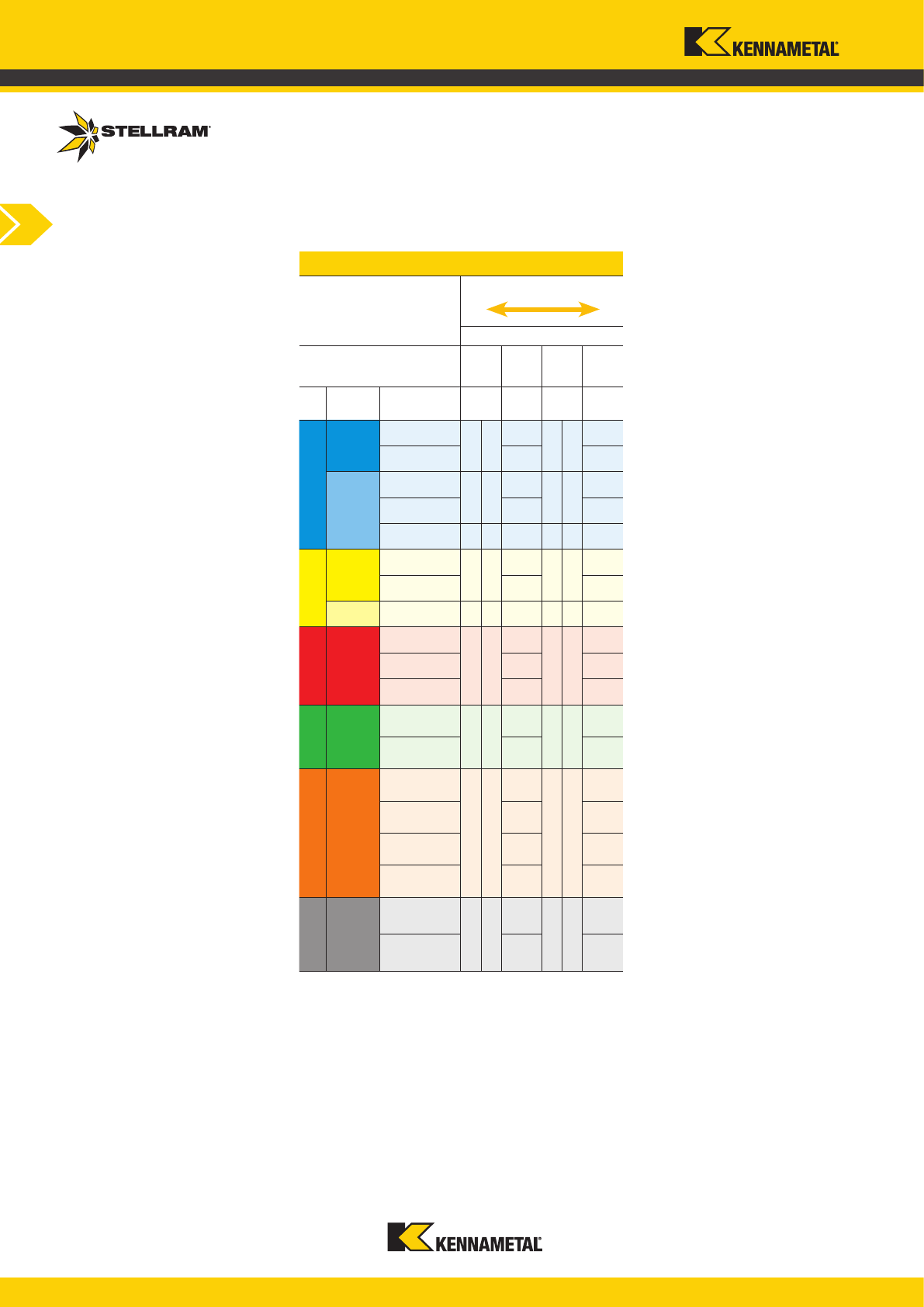
www.kennametal.com
A158
P
130 - 270
130 - 295
115 - 240 115 - 260
100 - 210
100 - 230
75 - 160 75 - 175
50 - 100
50 - 110
--
+
M
115 - 250
115 - 270
100 - 220 105 - 235
50 - 110
50 - 120
K
120 - 280
140 - 295
105 - 205 110 - 240
95 - 170 100 - 220
N
S
23 - 48
23 - 55
21 - 44 22 - 48
24 - 51 25 - 55
35 - 73 36 - 79
H
Cartridge Face Mills
Wear Resistance
Recommended Possible
Speed v
c
(m/min)
80_VR00_R20
Series
Speed min. - max.
Coolant Recommendation
CVD
X Grade
PVD
Standard
ISO Materials
Rm and
Hardness
X500 SP6519
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
80.0VR00-_R-20
Recommended Speeds
www.kennametal.com
A159
a
p
D
w
D
2
Cartridge Face Mills
80.0VR00-_R-20 Technical Information
80.0VR00-_R-20 Technical Information
D
w
= D
2
+
2 x r
2
- (r -a
p
)
2
Working Diameter:
where: D
w
= Working Diameter
D
2
= Diameter of cutter insert centre to centre
r = Insert radius
a
p
= Axial Depth of Cut
Formula to calculate the average chip thickness h
m
in relation with radial
engagement and depth of cut.
Formula to find programmed feed rate based on radial engagement and
axial depth of cut.
Formula to evaluate the correct working diameter
based on axial depth of cut (a
p
).
where:
f
z
= Feed per tooth
h
m
= Average chip thickness
r
= Insert radius
a
e
= Radial Depth of Cut
a
p
= Axial Depth of Cut
h
m
f
z
=
r
2
- r - a
p
r
( )
2
r
2
- r - a
e
r
( )
2
x
h
m
=
f
z
x x
r
2
- r - a
p
r
( )
2
r
2
- r - a
e
r
( )
2
80.0VR00-_R-20 Series
Technical Information
www.kennametal.com
A160
RDHT2006M0E-42-X8
20 1,00 0,08 0,18 0,36 0,80
20 2,00 0,08 0,18 0,25 0,57
20 3,00 0,08 0,18 0,21 0,46
20 4,00 0,08 0,18 0,18 0,40
20 5,00 0,08 0,18 0,16 0,36
20 6,00 0,08 0,18 0,15 0,33
20 8,00 0,08 0,18 0,13 0,28
20 10,00 0,08 0,18 0,11 0,25
RDHW2006M0E-X8
20 1,00 0,10 0,20 0,45 0,89
20 2,00 0,10 0,20 0,32 0,63
20 3,00 0,10 0,20 0,26 0,52
20 4,00 0,10 0,20 0,22 0,45
20 5,00 0,10 0,20 0,20 0,40
20 6,00 0,10 0,20 0,18 0,37
20 8,00 0,10 0,20 0,16 0,32
20 10,00 0,10 0,20 0,14 0,28
RDHW2006M0S-X8
20 3,00 0,15 0,25 0,39 0,65
20 4,00 0,15 0,25 0,34 0,56
20 5,00 0,15 0,25 0,30 0,50
20 6,00 0,15 0,25 0,27 0,46
20 8,00 0,15 0,25 0,24 0,40
RDHW2006M0S-25-X8
20 4,00 0,25 0,30
0,56 0,67
20 5,00 0,25 0,30 0,50 0,60
20 6,00 0,25 0,30 0,46 0,55
20 8,00 0,25 0,30 0,40 0,47
Cartridge Face Mills
RD..2006.. Inserts
Insert
Insert size
(mm)
a
p d.o.c.
(mm)
h
m
(mm) f
z
(mm/Z)
min. max. min. max.
With round inserts,the thickness of the chip varies depending on the axial depth of cut (a
p
) and is related to the size of the cutting edge-
preparation. For best tool life it is important to maintain the proper chip thickness as shown below. This chart calculates in relation with
axial depth of cut (a
p
) only and not radial cut (a
e
).
Simplified formulas to evaluate h
m
and f
z
based on axial depth of cut or radial engagement.
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
Calculation of the average chip thickness in relation with the D.O.C. (Axial)
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
p
= Depth of cut
f
z
= Feed per tooth
d = Insert diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
a
e
d
d
a
e
a
p
d
d
a
p
80.0VR00-_R-20
Technical Information
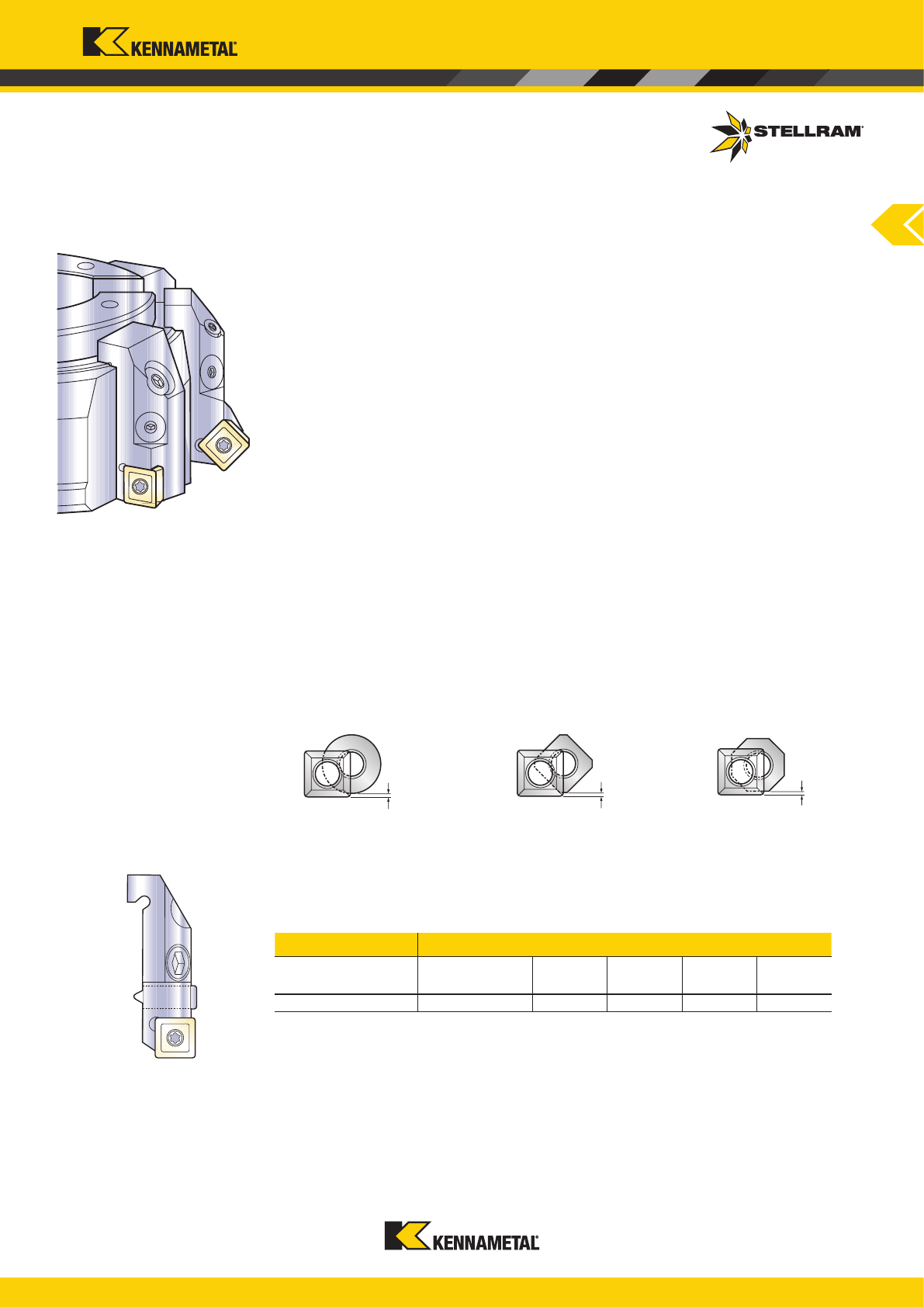
www.kennametal.com
A161
X X
X
SPHX 12 M5 12-EN 81 FS 00 R-12 7065 72.602 D5013T T20
Cartridge Face Mills
Product Spares
Finishing Insert
Part Number
Finishing
Cartridge
Cartridge Fixing
Screw
Adjusting
Cartridge Screw
Fixing Insert
Screw
Screwdriver
Note: 8000V Series assemblies that cannot use wiper cartridges are 90 degree A-Style, 20mm
Round Button and 12mm and 16mm High Feed Mills.
Also, all 8010V cutter series are not possible to assemble with a wiper insert cartridge.
Surface Finishing with 81FS00 Cartridges
The cartridge 81 FS 00 R-12 is intended to perform finishing operations when used in
conjunction with other cartridges as shown in the diagram opposite. They have a fine
adjusting set screw to enable the cartridge to be pulled back and pushed forward again
to the initial preset position.
Stock removal for finishing should be no more than 1 mm and preferably 0,5 mm. The
finishing insert actually removing a maximum 0,03 mm due to it trailing the main cutting
inserts.
On the cutter series 8000V one, two or even three (according to diameter) of the roughing
cartridges may be replaced by an 81 FS 00 R-12 finishing cartridge. One corresponding
pocket for a wiper cartridge is marked with an “F”.
These cartridges, having a fine adjusting set screw, are set according to the dimension
(axial shift) “X”.
X = 0,03 - 0,05 mm
(X = 0,02 mm with a pressed insert with a nose radius)
Maximum feed up to 3 mm/rev.
8000VOD458000VS / VSE458000VR00 (R-16 only)
8000V-8010V
Surface Finishing

www.kennametal.com
A162
1
2
Cartridge Face Mills
General Cartridge Mounting Instructions
For the majority of current applications, 8000V and 8010V cutters with interchangeable
cartridges do not have to be adjusted. The cartridges therefore are mounted by pressing
the calibrated heel up against the setting track on the tool body (runout 0,05 mm max.,
with inserts with ground wiper edges). However, if greater accuracy is required, they may
be adjusted individually with a runout of 2-µm.
A Mounting of Cartridges without Adjustment
1. Lubricate the screw under the head and on the thread (preferably
with copper paste).
2. Clean cartridges and their pockets located in the milling cutter.
3. Introduce the first cartridge into its pocket and check if it moves freely.
4. Introduce screw No. 1 and tighten it moderately whilst pushing the cartridge
against its axial setting track; mount all the cartridges in the same way.
5. Introduce screw No. 2 and lock it (tightening torque 10 Nm).
6. Lock screw No. 1 well with an extended allen key (tightening torque 18 Nm).
7. Mount the indexable inserts.
8000V-8010V
Mounting / Adjusting Cartridges
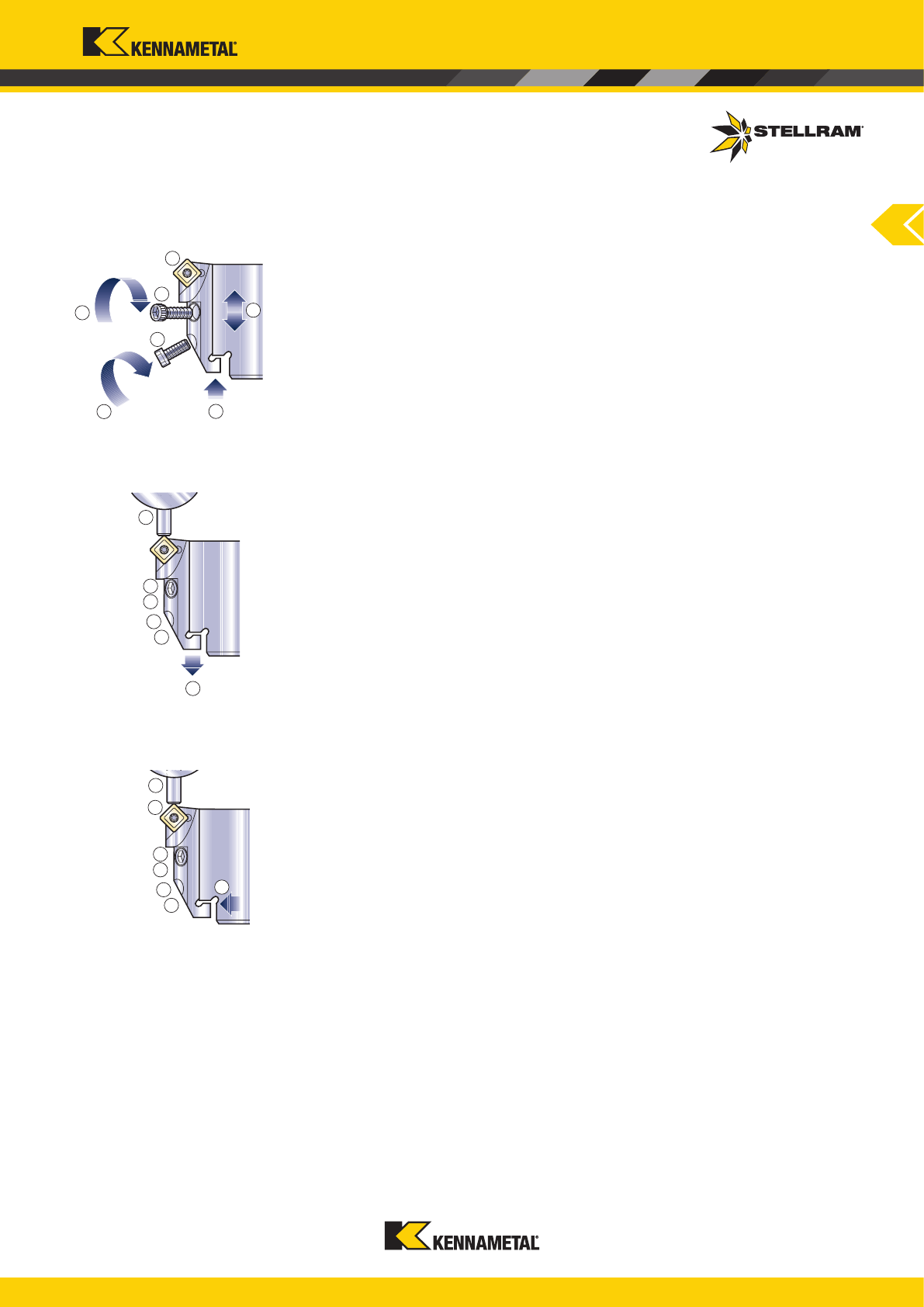
www.kennametal.com
A163
3
5
4
4
4
1
2
6
7
7
A
7
7
7
A
8
C
8
D
8
E
8
A
8
D
8
E
8
B
Cartridge Face Mills
B Mounting of Cartridges with Adjustment
1. Lubricate the screws under the head and on the thread (preferably
with copper paste).
2. Clean the cartridges and their pockets located in the milling cutter.
3. Introduce the first cartridge into its pocket and check it moves freely.
4. Introduce screws No. 1 and No. 2 while pushing the cartridge against its
axial setting track, tighten screw No. 1.
5. Mount an insert with ground periphery which will serve as a gauge.
6. Gauge the height of the first mounted cartridge, then set the pre-setter
to zero. Set the pre-setter so that the measuring system indicates
+0,02 mm.
7. Slightly loosen both screws; reverse the cartridge to just below zero in
relation to pre-set +0,02mm and again moderately tighten screw No. 1.
Using screw No. 2 advance the cartridge to zero. Then loosen screw No. 2.
Instructions for Tightening
After height zero has been reached:
A Lock screw No. 1 securely with the extended allen key (tightening
torque14 Nm). When doing this it is possible that the cartridge may
reverse a little.
B Re-tighten screw No. 2 to jack cartridge back to zero position.
8. To adjust the other cartridges, proceed as follows:
A Mount the cartridge using screw No. 1 which must be moderately
tightened.
B Mark, as a reference face with a red felt-tipped pen, the insert from the
preceding cartridge and introduce it so as to use the same wiper edge.
C Rotate the cutter (8A) with the mounted insert (8B) in the position of
the lens (8C) on the pre-setter to measure the height.
D Introduce screw No. 2 which will help push the cartridge up to position
zero on the dial. Loosen the screw.
E From this point onwards, follow the tightening instructions
described above
F Then tighten all screws Nr.2 moderately.
9. Once the mounting of the cartridges is complete, mount the indexable
inserts.
NOTE: By proceeding in this way with the mounting of cartridges, the insert seats
should all be at a precise height (± 0,002); only variations in the insert
dimensions will then influence the axial runout of the milling cutter.
8000V-8010V
Mounting / Adjusting Cartridges
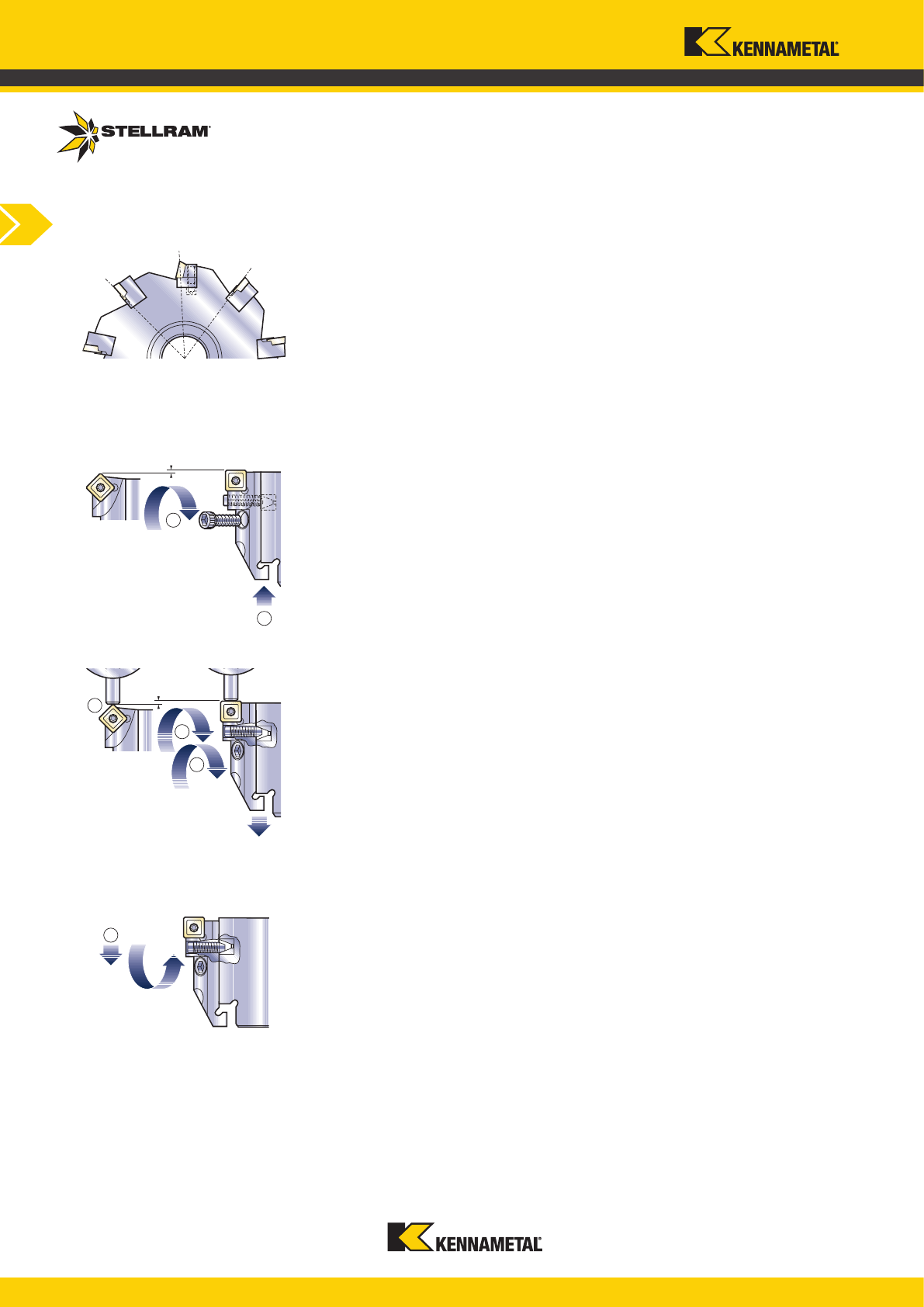
www.kennametal.com
A164
1
B
1
A
3
4
2
5
0,2 mm - 1,0 mm
0,03 mm - 0,05 mm
Cartridge Face Mills
C Mounting & Setting of the Finishing Cartridges
The 8000V series of milling cutters have no additional and independent pockets,
but according to their diameter one, two or even three roughing cartridges can be
replaced by one finishing cartridge - 81 FS 00 R-12. One corresponding pocket is
marked with an “F”.
NOTE: When using two or even three finishing cartridges, their equal spacing on
the milling cutter circumference must be ensured and the axial runout between the
edges of the wiper inserts must be as small as possible.
MOUNTING & SETTING INSTRUCTIONS
1. A After the 81 FS 00 R-12 cartridge and its pocket in the cutter body have
been cleaned, place the cartridge into its pocket and locate the heel
against the setting track.
B Introduce the cartridge fixing screw and lightly tighten. The finishing
inserts will protrude from the cutting plane of the roughing cartridges
0,2 to 1mm depending upon the roughing inserts being used.
2. Check each insert on the roughing cartridges, whose mounting is
described in A and B so that the highest insert can be marked and
used to set the pre-setter to zero.
3. A Rotate the cutter until the plunger / lens is placed above the centre of the
finishing insert cutting edge.
B Screw in the set screw, which will move the 81 FS 00 R-12 finishing
cartridge off the setting track until the measuring system indicates +0,03 to
0,05 mm from the zero already set. If the roughing cartridges are
equipped with SCMT utility inserts (with as pressed periphery), the
offset should only be +0,02mm.
C Loosen the cartridge fixing screw and move the cartridge up and down to
verify the dimension already set. If necessary, correct the preset dimension
by adjusting the set screw.
4. Lightly tighten the cartridge fixing screw.
5. The 81 FS 00 R-12 finishing cartridges are able to be pulled back or pushed
forward as necessary to allow for roughing or finishing work as they will
always return to the dimension as preset in 3 B and C. So, simply unscrew
the fixing screw, push the finishing cartridge either forward or backwards,
then lock the screw again.
Note: Not suitable for use on 8010 V cutter bodies.
8000V
Mounting / Adjusting Cartridges

www.kennametal.com
A165
5210VS Series
Shoulder Milling Cutter
5210VS09:
Maximum a
p
= 50mm
Diameter Range = 32mm only
5210VS12:
Maximum a
p
= 68mm for Diameter 80mm
77mm for Diameter 100mm
Diameter Range = 80mm to 100mm
LONG EDGE MILLING CUTTER
The teeth on 5210 VS cutters are set with a pronounced left hand helix angle. The chosen
angle allows, in most cases, at least two teeth to be engaged in the material continuously
allowing a progressive attack on the material by each cutting stroke, thereby reducing insert
fracture.
A cutter with a left hand helix has the added advantage of absorbing any looseness in the
spindle thus reducing vibration. Cutting starts with the top of each tooth which decreases
torsion and initial bending of the tool body.
The negative helix allows a large area for chip formation and chip ow. The indexable inserts
used on these tools are particularly thick for high shock resistance and also protection of the
tool body.
The 5210VS09/12 series is specically designed for roughing applications on Steel and
Cast Iron.
5210VS
Shoulder /
Profiling
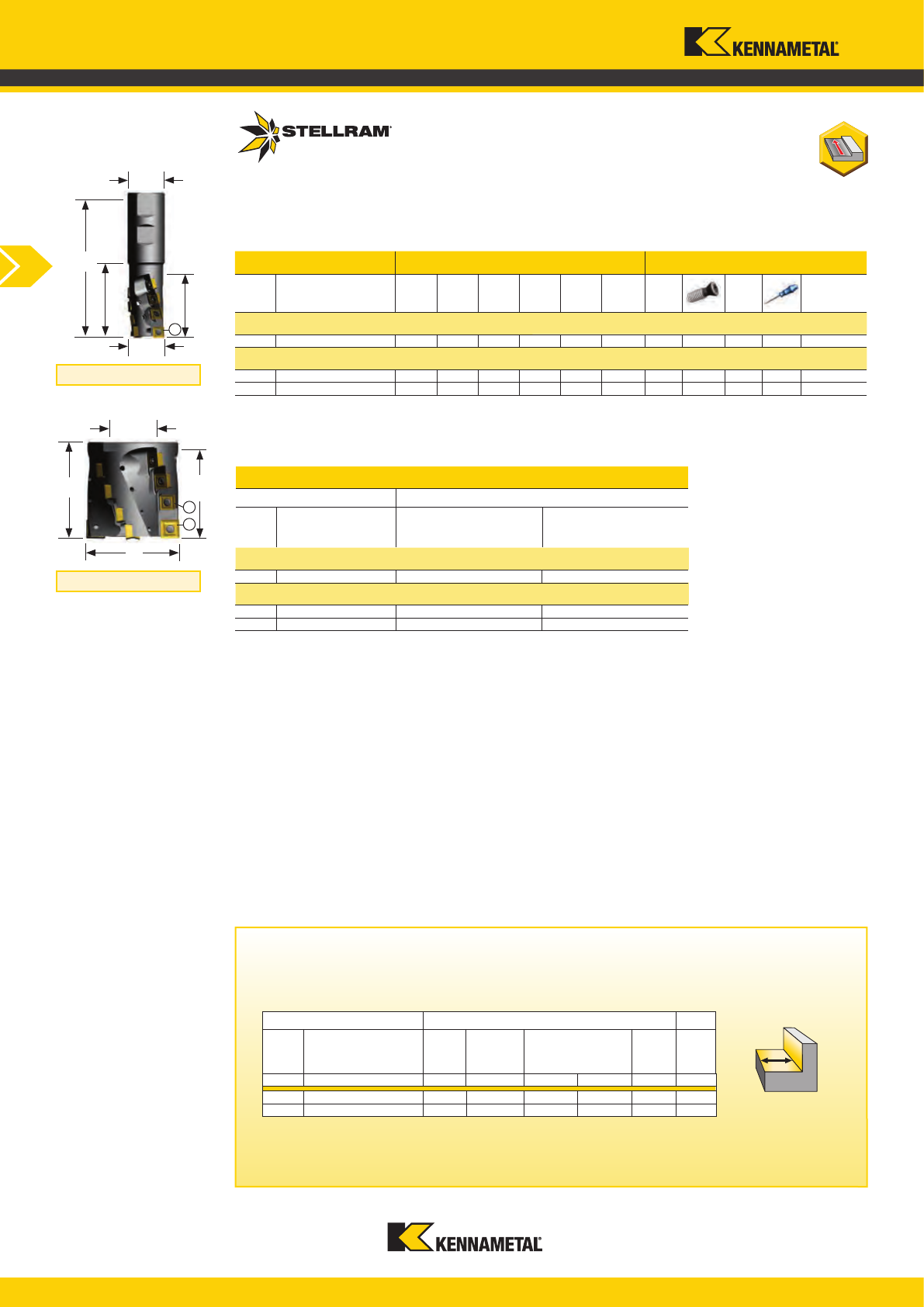
www.kennametal.com
A166
015235 5210VS09WA032R50 32 119 57 32 50 3 015262 F4010T 015240 T15 3,10
021656 5210VS12-080R68 80 82 - 32 68 4 015266 D5013T 015241 T20 6,00
021657 5210VS12-100R77 100 92 - 40 77 6 015266 D5013T 015241 T20 6,00
D
L
I
1
d
1
015235 5210VS09WA032R50 -
021656 5210VS12-080R68 14 x SO..12M6 2 x SO..15M6
021657 5210VS12-100R77 27 x SO..12M6 2 x SO..15M6
015235 5210VS09WA032R50 32,00 - - - - 35500
021656 5210VS12-080R68 80,00 - - - - 20500
021657 5210VS12-100R77 100,00 - - - - 18000
d
1
H
D
b
a
a
Shoulder Mills
5210VS Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
5210VS Assembly Information
Product Necessary inserts to assemble the cutter
EDP Item Description
No. of inserts
Pos. a
No. of inserts
Pos. b
5210VS09 Weldon Shank
11 x SC 09 only -
5210VS12 Shell Mill Fixation
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
5210VS09 Weldon Shank
5210VS12 Shell Mill Fixation
a
p
max
a
p
max
Flat
Facing Pitch
For the 5210VS12 Both inserts (a) and (b) are required to complete each cutter.
Shell Mill Fixation
Weldon Shank
5210VS
Shoulder Milling Cutter
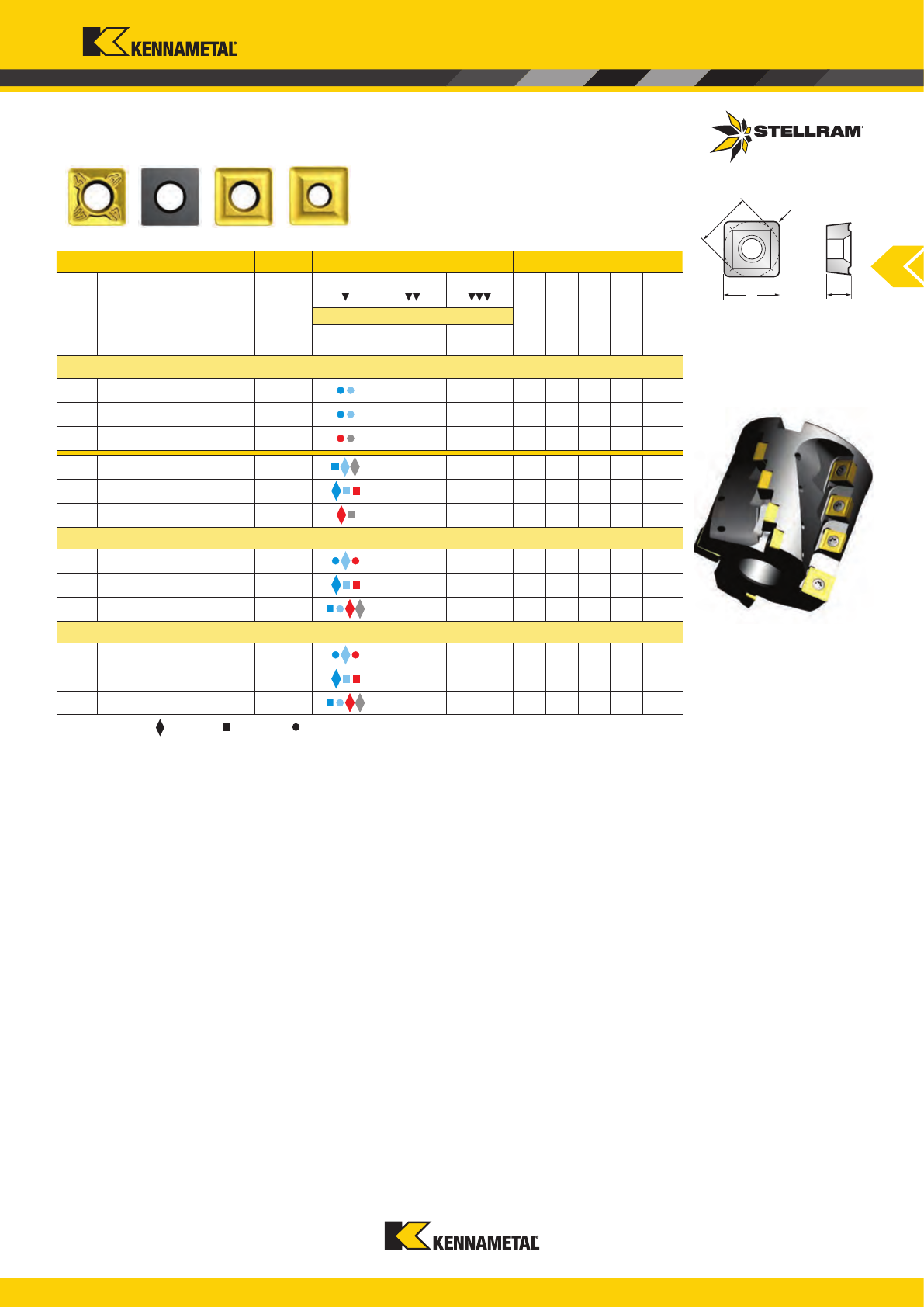
www.kennametal.com
A167
SCMT09T308
015147 SCMT09T308EN-41 X500 - -
-
9,52 9,52 3,97 0,80 0,04
031474 SCMT09T308EN-41 SP6519 -
-
-
9,52 9,52 3,97 0,80 0,04
017315 SCMT09T308EN-41 MP91M -
- -
9,52 9,52 3,97 0,80 0,04
034550 SCMT09T308T X400 -
- - 9,52 9,52 3,97 0,80 0,15
031568 SCMT09T308T SP6519 -
- - 9,52 9,52 3,97 0,80 0,15
034551 SCMT09T308T SP4019 -
- - 9,52 9,52 3,97 0,80 0,15
SOMT12M612
015190 SOMT12M612SN-B X500 a.
- - 12,70 12,70 6,00 1,20 0,15
031506 SOMT12M612SN-B SP6519 a.
- - 12,70 12,70 6,00 1,20 0,15
017329 SOMT12M612SN-B MP91M a.
- - 12,70 12,70 6,00 1,20 0,15
SOMT15M612
015192 SOMT15M612SN-B X500 b. - - 15,88 15,88 6,00 1,20 0,15
031557 SOMT15M612SN-B SP6519 b.
- - 15,88 15,88 6,00 1,20 0,15
017330 SOMT15M612SN-B MP91M b.
- -
15,88 15,88 6,00 1,20 0,15
SCMT09-41
SOMT12-B
SOMT15-B
d
l
r
s
SCMT09-T
Shoulder Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Insert
Letter
a. or b.
for 12mm
Inserts
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max.* a
p
min. - max. a
p
min. - max.
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A168. Speed recommendations can be found on page A169.
*
Determined by selection of cutter
INSERT APPLICATION NOTES:
If the insert SCMT09T308EN-41 Grade SP6519 chips prematurely then use alternative Grade X500
5210VS
Milling Inserts
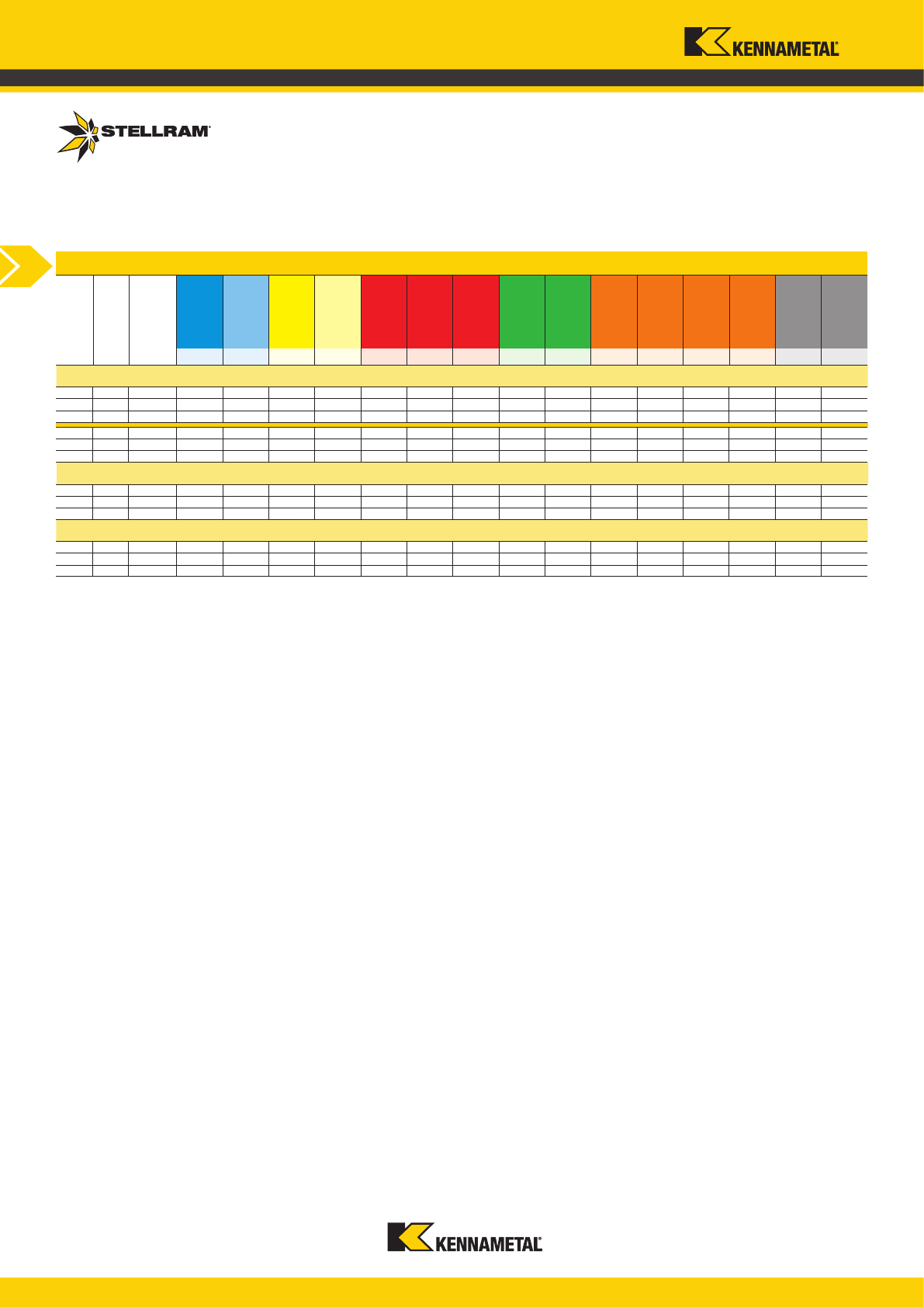
www.kennametal.com
A168
SCMT09
EN-41 X500
0,10 - 0,30 0,10 - 0,28 - - - - - - - - - - - - -
EN-41 SP6519
0,10 - 0,30 0,10 -0,28 - - - - - - - - - - - - -
EN-41 MP91M
- - - - 0,12 - 0,33 0,12 - 0,33 0,12 - 0,33 - - - - - - 0,08 - 0,13 0,08 - 0,15
T X400
0,20 - 0,40 0,20 - 0,35 - - - - - - - - - - - 0,10 - 0,15 -
T SP6519
0,20 - 0,38 0,20 - 0,33 - - 0,20 0,40 0,20 - 0,35 0,20 - 0,30 - - - - - - - -
T SP4019
- - - - 0,20 - 0,40 0,20 - 0,35 0,20 - 0,30 - - - - - - 0,10 - 0,15 0,10 - 0,15
SOMT12
SN-B X500
0,50 - 0,90 0,40 - 0,70 - - 0,50 - 0,90 0,50 - 0,90 0,40 - 0,70 - - - - - - - -
SN-B SP6519
0,50 - 0,90 0,40 - 0,70 - - 0,50 - 0,90 0,50 - 0,90 0,40 - 0,70 - - - - - - - -
SN-B MP91M
0,50 - 0,90 0,40 - 0,90 - - 0,50 - 0,90 0,50 - 0,90 0,40 - 0,70 - - - - - - 0,30 - 0,40 0,30 - 0,40
SOMT15
SN-B X500
0,50 - 0,90 0,40 - 0,70 - - 0,50 - 0,90 0,50 - 0,90 0,40 - 0,70 - - - - - - - -
SN-B SP6519
0,50 - 0,90 0,40 - 0,70 - - 0,50 - 0,90 0,50 - 0,90 0,40 - 0,70 - - - - - - - -
SN-B MP91M
0,50 - 0,90 0,40 - 0,70 - - 0,50 - 0,90 0,50 - 0,90 0,40 - 0,70 - - - - - - 0,30 - 0,40 0,30 - 0,40
Shoulder Mills
5210VS Feeds f
z
(mm/rev)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Proling
Proling
Proling
Proling
Proling
Proling
Proling
Proling
Proling
Proling
Proling
Proling
Note: HTA = High Temperature Alloys
Speed recommendations can be found on page A169.
5210VS
Recommended Feeds
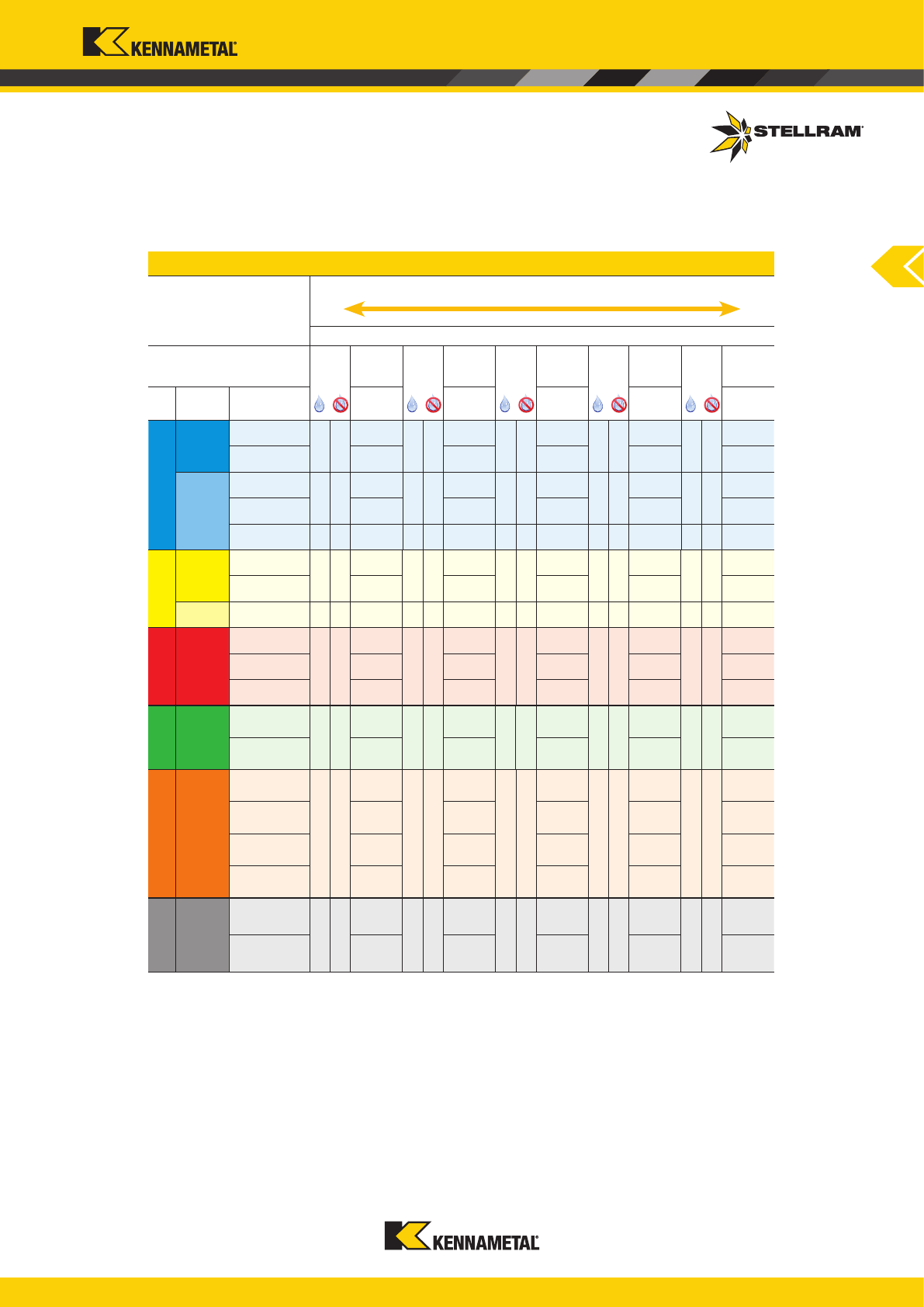
www.kennametal.com
A169
P
120 - 260
130 - 270
130 - 295
140 - 345
105 - 230 115 - 240 115 - 260 120 - 305
95 - 200
100 - 210
100 - 230
105 - 270
70 - 150 75 - 160 75 - 175 80 - 205
45 - 95
50 - 100
50 - 110
50 - 130
--
+
M
K
120 - 280
140 - 295
145 - 330
145 - 365
105 - 205 110 - 240 115 - 255 115 - 285
95 - 170 100 - 220 105 - 235 105 - 260
N
S
H
45 - 95
50 - 100
50 - 105
35 - 80 40 - 90 40 - 95
Shoulder Mills
Recommended Possible
Speed v
c
(m/min)
5210VS Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
X Grade
CVD
X Grade
PVD
Standard
PVD
Standard
CVD
Standard
ISO Materials
Rm and
Hardness
X400 X500 SP6519 SP4019 MP91M
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
5210VS
Recommended Speeds
www.kennametal.com
A170
5 1,60 2,30 5 4,00 2,30 5 5,00 2,30
10 3,20 1,66 10 8,00 1,66 10 10,00 1,66
15 4,80 1,40 15 12,00 1,40 15 15,00 1,40
20 6,40 1,25 20 16,00 1,25 20 20,00 1,25
25 8,00 1,16 25 20,00 1,16 25 25,00 1,16
35 11,20 1,05 35 28,00 1,05 35 35,00 1,05
50 - 100 16,00 - 32,00 1,00 50 - 100 40,00 - 80,00 1,00 50 - 100 50,00 - 100,00 1,00
Shoulder Mills
Cutter Ø 32mm Cutter Ø 80mm Cutter Ø 100mm
a
e
% a
e
mm
Coefcient
Factor
a
e
% a
e
mm
Coefcient
Factor
a
e
% a
e
mm
Coefcient
Factor
Example: 80mm diameter cutter using a 8,0mm radial engagement (a
e
) = 10% of the cutter diameter.
At 10%, your coefficient is 1,66 (see chart); therefore you must multiply your feed rate by 1,66 for correcting the feed for profiling.
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
a
e
d
d
a
e
5210VS
Technical Information
Multiplication factor for the feed rate based on the percentage of radial engagement of the cutter diameter

www.kennametal.com
A171
5230VS Series
Chevron Long Edge Milling Cutter (Porcupine)
5230VS09:
(a
p
max is determined by selection of
Cutter Diameter)
Diameter Range and Maximum a
p
=
50mm Dia. with a
p
51mm or 80mm
HIGH PERFORMANCE LONG EDGE MILLING CUTTERS
The Stellram 5230VS09 and VS12 Cutter Series is perfectly qualied for proling and
full slotting.
Designed for high material removal rates in Titanium and High Temperature Alloys. Several
applications have shown metal removal rates of up to two times greater than the previous
operating cutting parameters.
The advanced Chevron design ensures that one cutting point is always in contact with the
material during entrance and exit. This provides optimum harmonic stability - resulting in
maximum tool life and a 30% improvement in surface nish. A generous ute capacity
coupled with each individual cutting edge having its own jet of coolant, provides for excellent
chip evacuation. This works to further enhance surface nish and increases metal removal
rates to a higher level of productivity.
The advanced 5230VS series is ideal for rough machining of Steel, Alloyed Steel, Stainless
Steel and particular for Titanium and High Temperature Alloys.
Features and Benets
•
Insert positioning provides smooth progressive penetration and
cutting action for extended tool life.
•
Individual coolant jets to each insert provides constant chip
evacuation and temperature stability in the cutting zone.
•
The advanced Chevron design improves stability and lowers power
consumption, increasing tool life up to 2 times greater than comparable
cutter in today’s market.
•
Proven versatility in a wide application area in Titanium and High
Temperature Alloys increasing productivity.
5230VS12:
(a
p
max is determined by selection of
Cutter Diameter)
Diameter Range and Maximum a
p
=
63mm Dia. with a
p
57mm or 94mm
80mm Dia. with a
p
65mm or 110mm
100mm Dia. with a
p
76mm or
133mm
5230VS
Shoulder /
Profiling /
Slotting
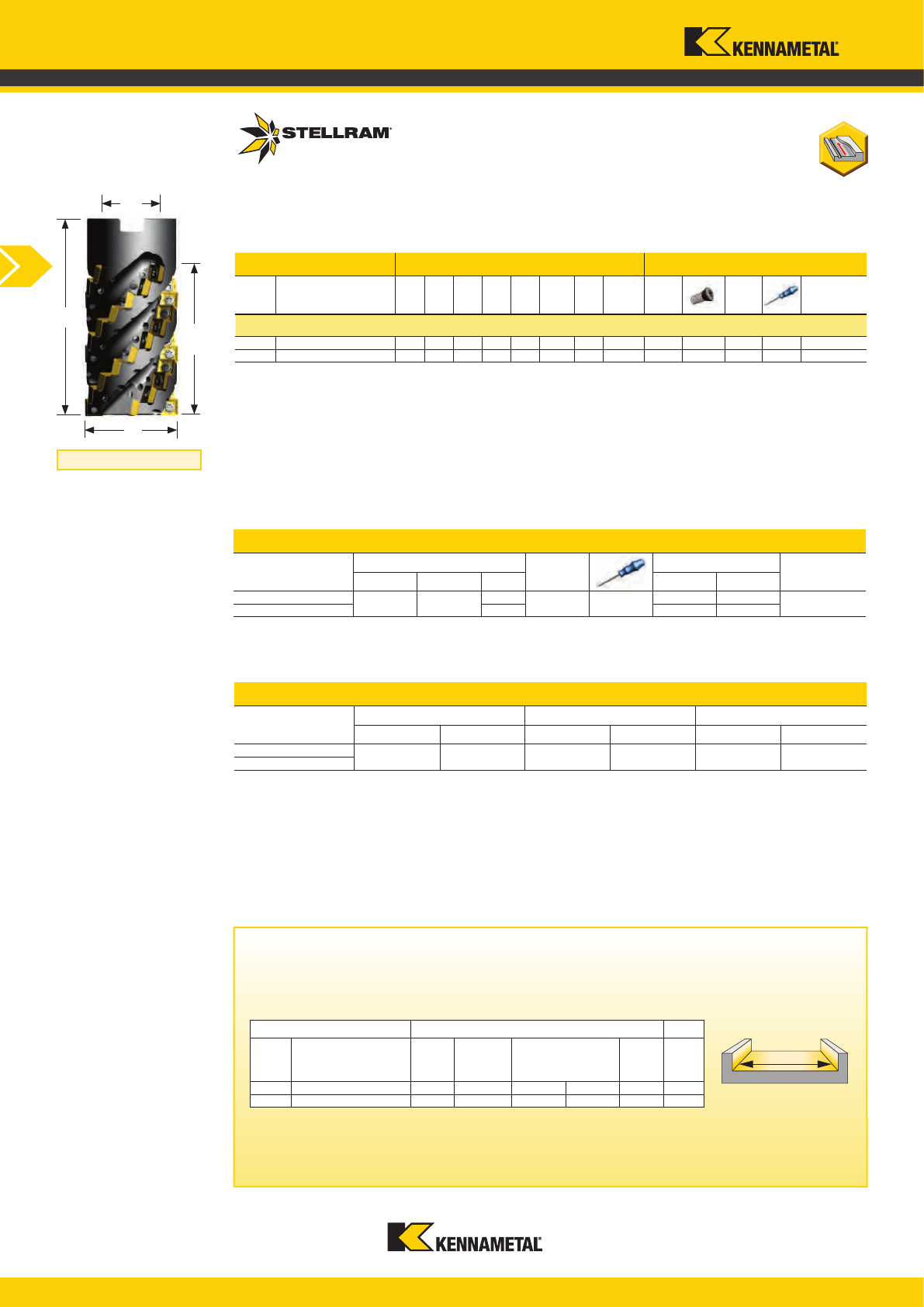
www.kennametal.com
A172
031419 5230VS09-A050Z4R51 50 76 - 27 51 44 4 28 015269 F3508T 015240 T15 2,10
031603 5230VS09-A050Z4R80 50 106 - 27 80 - 4 44 015269 F3508T 015240 T15 2,10
031419
5230VS09-A050Z4R51
50 - - - - 32500
031603
5230VS09-A050Z4R80
50 - - - - 32500
5230VS09-A050Z4R51
015062 F3006T
8
013214 T9
031436 SB-3413
34
5230VS09-A050Z4R80 12 031582 SB-3621
5230VS09-A050Z4R51
031258 NLW-0.375 031268
M12-1.75 ISO x
30mm SHCS
80 100
5230VS09-A050Z4R80
d
1
H
D
a
p
max
Shoulder Mills
Flat
Facing Pitch
5230VS09 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
5230VS09 Torque Values and Spare Parts
Cutter
Nord Lock Washer Mounting Bolt **Torque Values in Nm
EDP Description EDP Description Normal Condition Excessive Condition
5230VS09 Spare Parts
Cutter
Coolant Control Screw
Screwdriver
EDP
Steel Coolant Plug
Coolant Plug
tightening
Nm
Screw EDP Screw Qty. EDP Description
* Note: Please do not surpass the recommended max. a
p
for slotting.
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
a
p
max
Slotting*
No. of
utes
No. of
inserts
EDP EDP
Screw
Tightening
Nm
5230VS09 Shell Mill Fixation
** Torque values for mounting bolts. Excessive condition is when long reach extensions are required or when cutting
parameters are elevated to extreme parameters.
Shell Mills are supplied with inserts screws, coolant control screws, steel coolant plug, nord-lock washer and
mounting screw.
Shell Mill Fixation
5230VS09
Chevron Long Edge Milling Cutter (Porcupine)

www.kennametal.com
A173
031261 SDHT09T308EN-422 X500
-
9,52 9,52 3,97 0,80 0,03
033075 SDHT09T308EN-422 SP6519
-
9,52 9,52 3,97 0,80 0,03
031260 SDHT09T308EN-423 X500
- -
9,52 9,52 3,97 0,80 0,04
033074 SDHT09T308EN-423 SP6519
-
9,52 9,52 3,97 0,80 0,04
014410 SDMT09T308EN-41 X500
-
9,52 9,52 3,97 0,80 0,04
031479 SDMT09T308EN-41 SP6519
-
9,52 9,52 3,97 0,80 0,04
017325 SDMT09T308EN-41 MP91M
-
9,52 9,52 3,97 0,80 0,04
015232 SDMW09T308TN X500
- -
9,52 9,52 3,97 0,80 0,15
031482 SDMW09T308TN SP6519
- -
9,52 9,52 3,97 0,80 0,15
017327 SDMW09T308TN MP91M
- -
9,52 9,52 3,97 0,80 0,15
SDHT09-422 SDHT09-423
SDMT09-41 SDMW09-TN
d
l
r
s
Shoulder Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max* or a
p
max. and a
p
min. - max.
a
e
max.* a
e
max. 15% D**
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A174. Speed recommendations can be found on page A175.
* Note: Please do not surpass the recommended max. a
p
for slotting as shown on the steel body page A172.
* Note: a
p
max. for proling is only possible when a
e
< 75% of the Diameter.
**
Note: For semi nishing, axial engagement
a
p
for slotting and radial engagement a
e
for proling should be max. 15% of the Diameter.
SDHT09T308EN-423 to be used in unstable conditions.
5230VS09
Milling Inserts
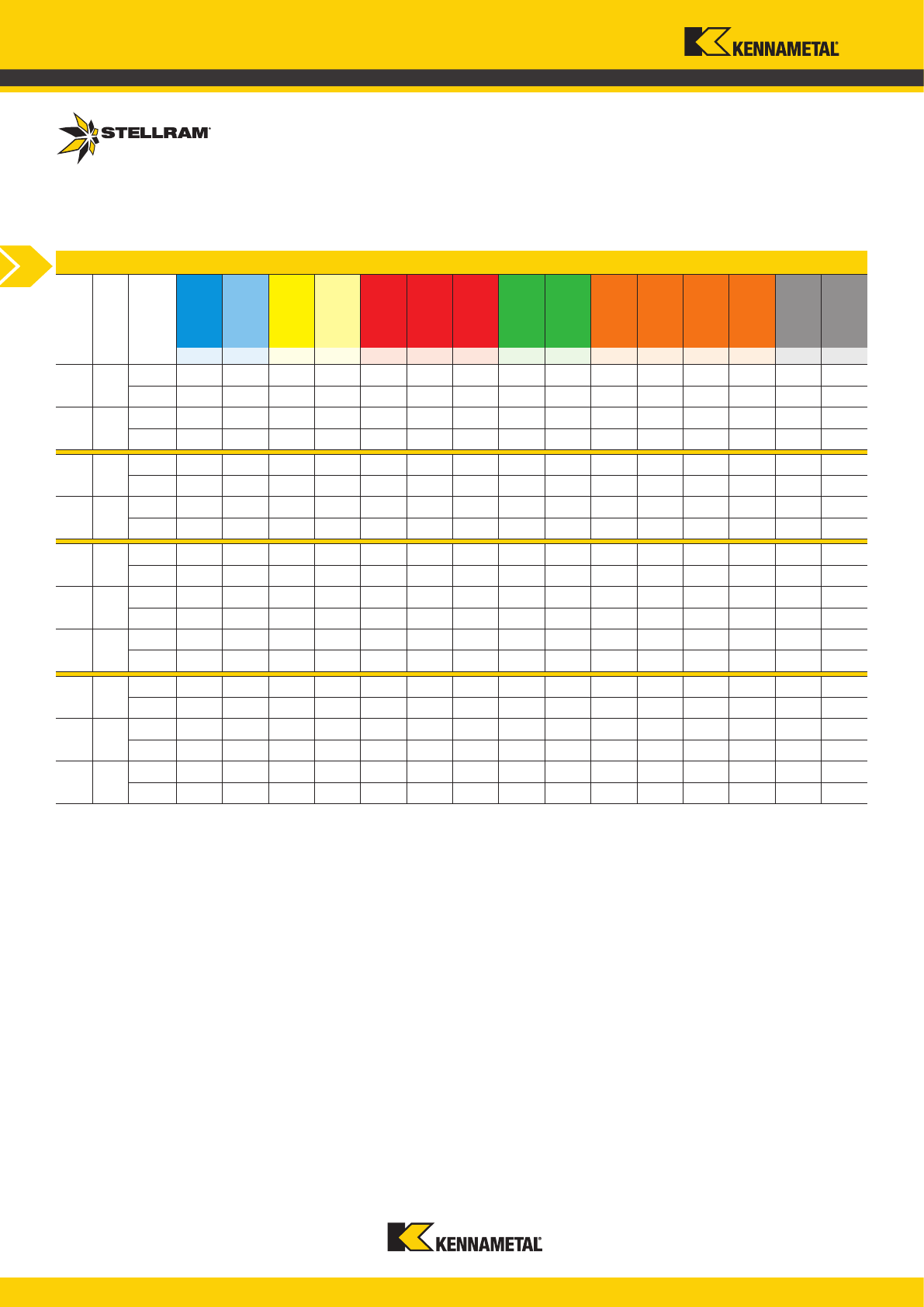
www.kennametal.com
A174
EN-422 X500
- - 0,05 - 0,13 0,05 - 0,12 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 0,05 - 0,11 - -
- - 0,04 - 0,11 0,04 - 0,10 - - - - - 0,05 - 0,07 0,05 - 0,07 0,05 - 0,08 0,05 - 0,09 - -
EN-422 SP6519
- - 0,05 - 0,12 0,05 - 0,11 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 0,05 - 0,11 - -
- - 0,04 - 0,10 0,04 - 0,09 - - - - - 0,05 - 0,07 0,05 - 0,07 0,05 - 0,08 0,05 - 0,09 - -
EN-423 X500
- - - 0,05 - 0,12 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 0,05 - 0,11 - -
- - - 0,05 - 0,10 - - - - - 0,05 - 0,07 0,05 - 0,07 0,05 - 0,08 0,05 - 0,09 - -
EN-423 SP6519
- - 0,05 - 0,13 0,05 - 0,11 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 0,05 - 0,11 - -
- - 0,04 - 0,10 0,04 - 0,09 - - - - - 0,05 - 0,07 0,05 - 0,07 0,05 - 0,08 0,05 - 0,09 - -
EN-41 X500
0,05 - 0,15 0,05 - 0,14 0,05 - 0,13 - 0,05 - 0,15 0,05 - 0,15 0,05 - 0,13 - - - - - - - -
0,05 - 0,12 0,05 - 0,11 0,05 - 0,11 - 0,05 - 0,12 0,05 - 0,12 0,05 - 0,11 - - - - - - - -
EN-41 SP6519
0,05 - 0,15 0,05 - 0,14 - - 0,05 - 0,15 0,05 - 0,15 0,05 - 0,13 - - - - - - - -
0,05 - 0,12 0,05 - 0,11 - - 0,05 - 0,12 0,05 - 0,12 0,05 - 0,11 - - - - - - - -
EN-41 MP91M
0,05 - 0,13 0,05 - 0,13 - - 0,05 - 0,15 0,05 - 0,15 0,05 - 0,13 - - - - - - - -
0,05 - 0,11 0,05 - 0,10 - - 0,05 - 0,12 0,05 - 0,12 0,05 - 0,11 - - - - - - - -
TN X500
0,15 - 0,18 0,15 -0,17 - - - - - - - - - - - - -
- - - - - - - - - - - - - - -
TN SP6519
0,15 - 0,18 0,15 - 0,17 - - - - - - - - - - - - -
- - - - - - - - - - - - - - -
TN MP91M
- - - - 0,15 - 0,18 0,15 - 0,18 0,15 - 0,17 - - - - - - - -
- - - - - - - - - - - - - - -
Shoulder Mills
Note: HTA = High Temperature Alloys
5230VS09 Feeds f
z
(mm/ute)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Speed recommendations can be found on page A175.
Note: Above feed rates are calculated on centreline.
5230VS09
Recommended Feeds
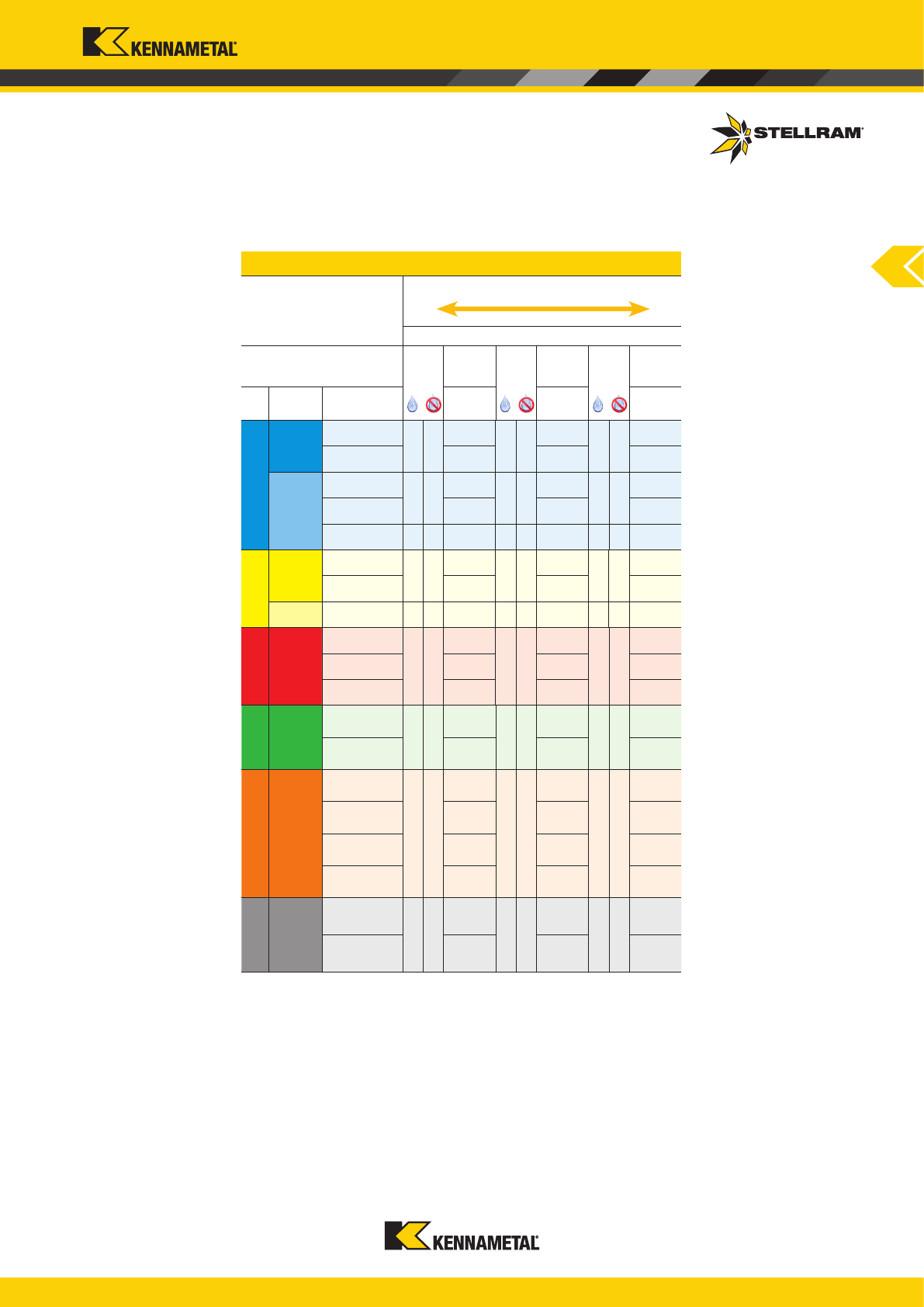
www.kennametal.com
A175
P
130 - 270
130 - 295
140 - 345
115 - 240 115 - 260 120 - 305
100 - 210
100 - 230
105 - 270
75 - 160 75 - 175 80 - 205
50 - 100
50 - 110
50 - 130
--
+
M
115 - 250
115 - 270
100 - 220 105 - 235
50 - 110
50 - 120
K
120 - 280
140 - 295
145 - 365
105 - 205 110 - 240 115 - 285
95 - 170 100 - 220 105 - 260
N
S
23 - 48
23 - 55
21 - 44 22 - 48
24 - 51 25 - 55
35 - 73 36 - 79
H
Shoulder Mills
Wear Resistance
Recommended Possible
Speed v
c
(m/min)
5230VS Series
Speed min. - max.
Coolant Recommendation
CVD
X Grade
PVD
Standard
CVD
Standard
ISO Materials
Rm and
Hardness
X500 SP6519 MP91M
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
5230VS09
Recommended Speeds
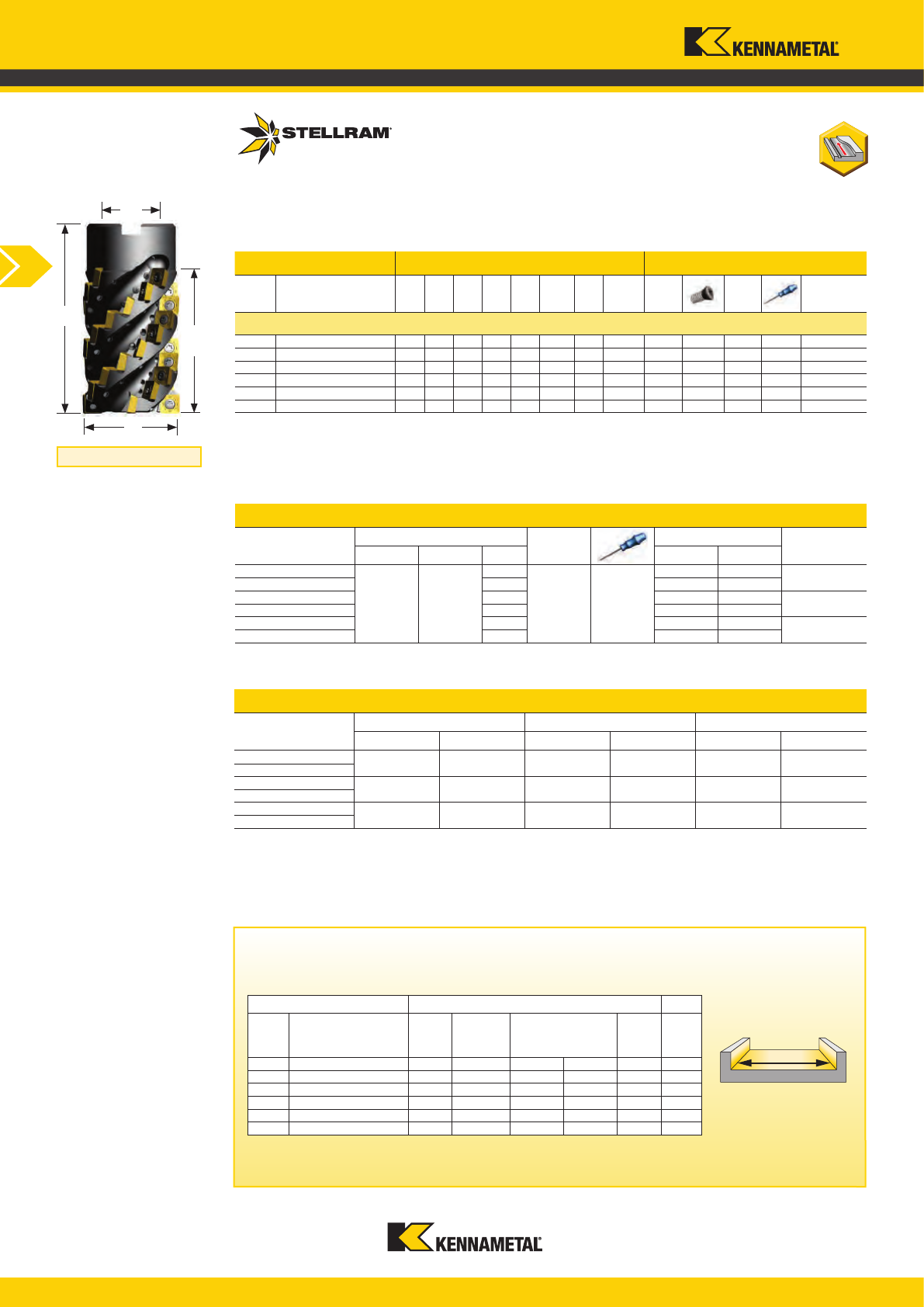
www.kennametal.com
A176
031228 5230VS12-A063Z4R57 63 85 - 27 57 52 4 24 015270 F4011T 015241 T20 3,10
031229 5230VS12-A063Z4R94 63 124 - 27 94 - 4 40 015270 F4011T 015241 T20 3,10
031604 5230VS12-A080Z5R65 80 95 - 32 65 60 5 35 015270 F4011T 015241 T20 3,10
031605 5230VS12-A080Z5R110 80 143 - 32 110 - 5 60 015270 F4011T 015241 T20 3,10
031232 5230VS12-A100Z6R76 100 106 - 40 76 70 6 48 015270 F4011T 015241 T20 3,10
031233 5230VS12-A100Z6R133 100 165 - 40 133 - 6 84 015270 F4011T 015241 T20 3,10
031228
5230VS12-A063Z4R57
63 - - - - 21000
031229
5230VS12-A063Z4R94
63 - - - - 21000
031604
5230VS12-A080Z5R65
80 - - - - 18500
031605
5230VS12-A080Z5R110
80 - - - - 18500
031232
5230VS12-A100Z6R76
100 - - - - 16000
031233
5230VS12-A100Z6R133
100 - - - - 16000
5230VS12-A063Z4R57
015062 F3006T
8
013214 T9
031262 SB-3229
34
5230VS12-A063Z4R94 12 031263 SB-3230
5230VS12-A080Z5R65 10 031264 SB-3231
61
5230VS12-A080Z5R110 15 031265 SB-3232
5230VS12-A100Z6R76 12 031266 SB-3233
61
5230VS12-A100Z6R133 18 031267 SB-3234
5230VS12-A063Z4R57
031258 NLW-0.375 031268
M12-1.75 ISO x
30mm SHCS
80 100
5230VS12-A063Z4R94
5230VS12-A080Z5R65
031226 NLW-12SP 031269
M16-2 ISO x 40mm
SHCS
110 150
5230VS12-A080Z5R110
5230VS12-A100Z6R76
031259 NLW-16SP 031270
M20-2.5 ISO x 50mm
SHCS
120 180
5230VS12-A100Z6R133
d
1
H
D
a
p
max
Shoulder Mills
5230VS12 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
5230VS12 Torque Values and Spare Parts
Cutter
Nord Lock Washer Mounting Bolt **Torque Values in Nm
EDP Description EDP Description Normal Condition Excessive Condition
5230VS12 Spare Parts
Cutter
Coolant control screw
Screwdriver
EDP
Steel Coolant Plug
Coolant Plug
tightening
Nm
Screw EDP Screw Qty. EDP Description
* Note: Please do not surpass the recommended max. a
p
for slotting.
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
a
p
max
Slotting*
No. of
utes
No. of
inserts
EDP EDP
Screw
Tightening
Nm
5230VS12 Shell Mill Fixation
** Torque values for mounting bolts. Excessive condition is when long reach extensions are required or when cutting
parameters are elevated to extreme parameters.
Shell Mills are supplied with inserts screws, coolant control screws, steel coolant plug, nord-lock washer and mounting screw.
Shell Mill Fixation
5230VS12
Chevron Long Edge Milling Cutter (Porcupine)
Flat
Facing Pitch

www.kennametal.com
A177
030717 SDHT120412EN-422 X500
-
12,70 12,70 4,76 1,20 0,05
030728 SDHT120412EN-422 SP6519
-
12,70 12,70 4,76 1,20 0,05
031218 SDHT120412EN-423 X500
- -
12,70 12,70 4,76 1,20 0,06
031321 SDHT120412EN-423 SP6519
-
12,70 12,70 4,76 1,20 0,06
014411 SDMT120412EN-41 X500
-
12,70 12,70 4,76 1,20 0,05
031480 SDMT120412EN-41 SP6519
-
12,70 12,70 4,76 1,20 0,05
017326 SDMT120412EN-41 MP91M
-
12,70 12,70 4,76 1,20 0,05
015233 SDMW120412TN X500
- -
12,70 12,70 4,76 1,20 0,15
034518 SDMW120412TN SP6519
- -
12,70 12,70 4,76 1,20 0,15
017328 SDMW120412TN MP91M
- -
12,70 12,70 4,76 1,20 0,15
d
l
r
s
SDHT12-422 SDHT12-423
SDMT12-41 SDMW12
Shoulder Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max* or a
p
max. and a
p
min. - max.
a
e
max.* a
e
max. 15% D**
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A178. Speed recommendations can be found on page A179.
* Note: Please do not surpass the recommended max. a
p
for slotting as shown on the steel body page A176.
* Note: a
p
max. for proling is only possible when a
e
< 75% of the Diameter.
**
Note: For semi nishing, axial engagement
a
p
for slotting and radial engagement a
e
for proling should be max. 15% of the Diameter.
SDHT120412EN-423 to be used in unstable conditions.
5230VS12
Milling Inserts
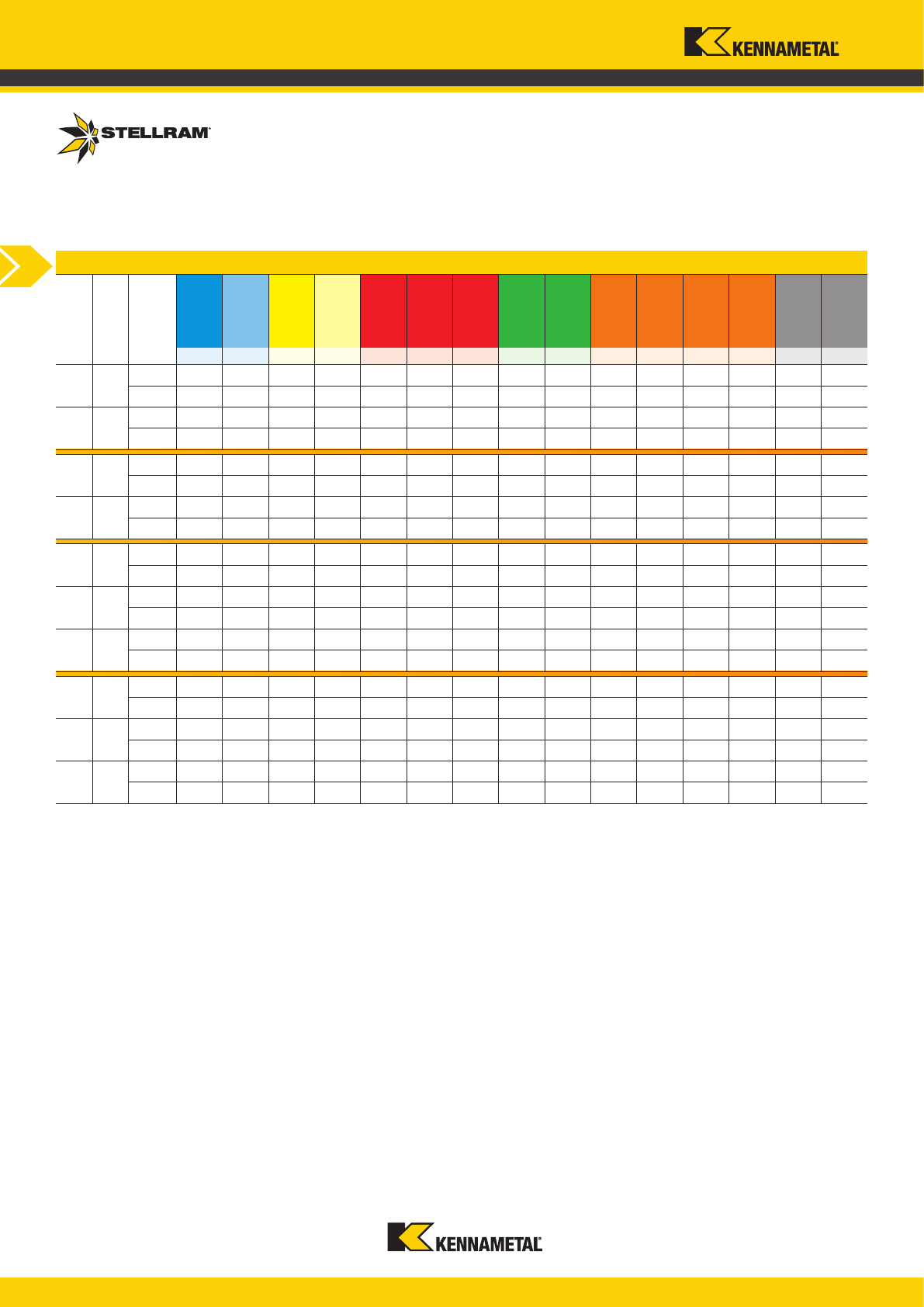
www.kennametal.com
A178
EN-422 X500
- - 0,05 - 0,15 0,05 - 0,14 - - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,11 0,05 - 0,14 - -
- - 0,05 - 0,12 0,05 - 0,11 - - - - 0,05 - 0,09 0,05 - 0,09 0,05 - 0,09 0,05 - 0,11 - -
EN-422 SP6519
- - 0,05 - 0,15 0,05 - 0,14 - - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,11 0,05 - 0,14 - -
- - 0,05 - 0,12 0,05 - 0,11 - - - - 0,05 - 0,09 0,05 - 0,09 0,05 - 0,09 0,05 - 0,11 - -
EN-423 X500
- - - 0,05 - 0,14 - - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,11 0,05 - 0,14 - -
- - - 0,05 - 0,11 - - - - 0,05 - 0,09 0,05 - 0,09 0,05 - 0,09 0,05 - 0,11 - -
EN-423 SP6519
- - 0,05 - 0,15 0,05 - 0,14 - - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,11 0,05 - 0,14 - -
- - 0,05 - 0,12 0,05 - 0,11 - - - - 0,05 - 0,09 0,05 - 0,09 0,05 - 0,09 0,05 - 0,11 - -
EN-41 X500
0,05 - 0,17 0,05 - 0,16 0,05 - 0,15 - 0,05 - 0,17 0,05 - 0,17 0,05 - 0,16 - - - - - - - -
0,05 - 0,14 0,05 - 0,13 0,05 - 0,12 - 0,05 - 0,14 0,05 - 0,14 0,05 - 0,13 - - - - - - - -
EN-41 SP6519
0,05 - 0,17 0,05 - 0,16 - - 0,05 - 0,17 0,05 - 0,17 0,05 - 0,16 - - - - - - - -
0,05 - 0,14 0,05 - 0,13 - - 0,05 - 0,14 0,05 - 0,14 0,05 - 0,13 - - - - - - - -
EN-41 MP91M
0,05 - 0,17 0,05 - 0,16 - - 0,05 - 0,17 0,05 - 0,17 0,05 - 0,16 - - - - - - - -
0,05 - 0,14 0,05 - 0,13 - - 0,05 - 0,14 0,05 - 0,14 0,05 - 0,13 - - - - - - - -
TN X500
0,15 - 0,20 0,15 - 0,18 - - - - - - - - - - - - -
- - - - - - - - - - - - - - -
TN SP6519
0,15 - 0,20 0,15 - 0,18 - - - - - - - - - - - - -
- - -
- - - - - - - - - - - -
TN MP91M
- - - - 0,15 - 0,20 0,15 - 0,20 0,15 - 0,18 - - - - - - - -
- - - - - - - - - - - - -
Shoulder Mills
5230VS12 Feeds f
z
(mm/ute)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Note: HTA = High Temperature Alloys
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Shoulder/
Proling
Slotting
Speed recommendations can be found on page A179.
Note: Above feed rates are calculated on centreline.
5230VS12
Recommended Feeds
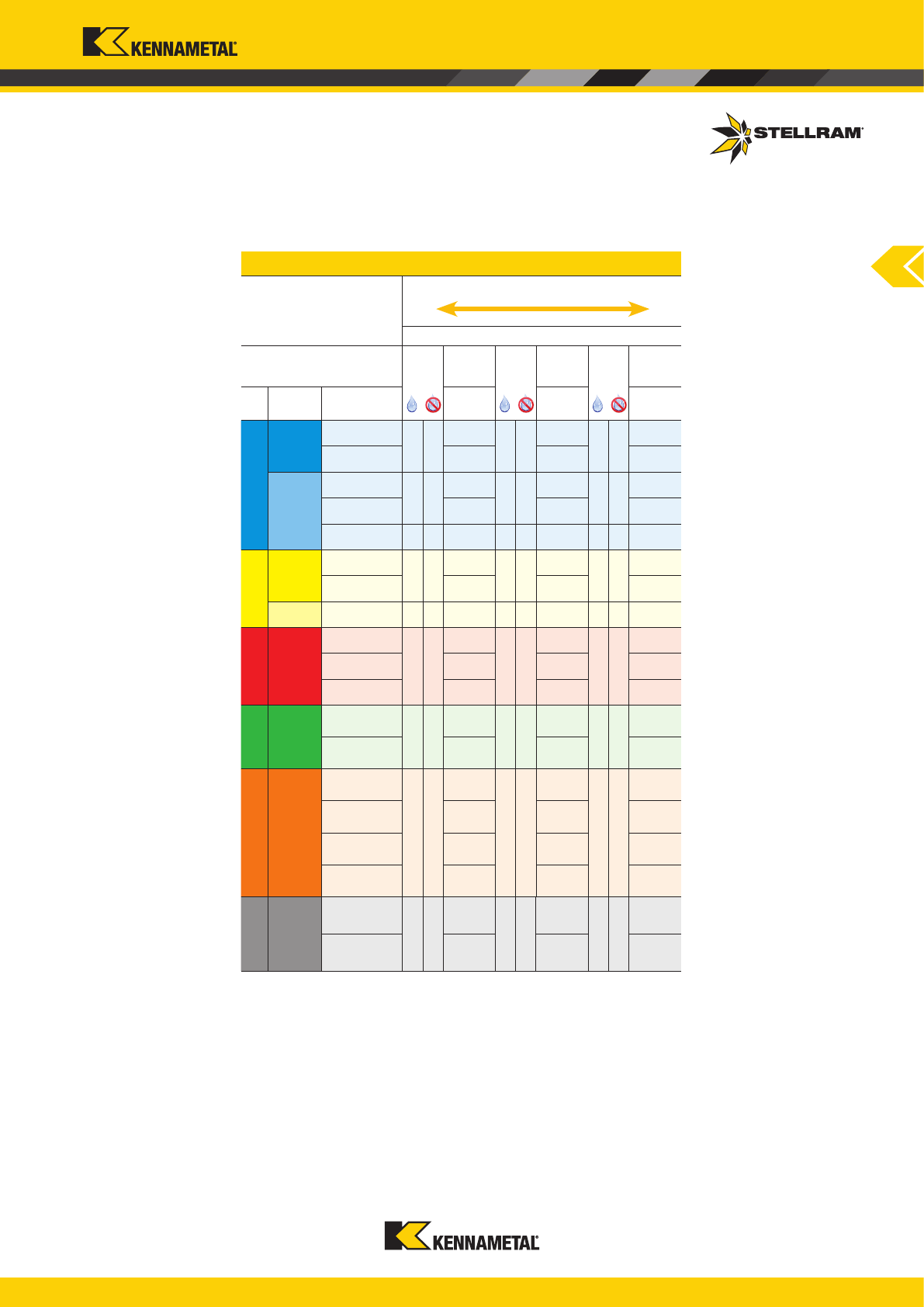
www.kennametal.com
A179
P
130 - 270
130 - 295
140 - 345
115 - 240 115 - 260 120 - 305
100 - 210
100 - 230
105 - 270
75 - 160 75 - 175 80 - 205
50 - 100
50 - 110
50 - 130
--
+
M
115 - 250
115 - 270
100 - 220 105 - 235
50 - 110
50 - 120
K
120 - 280
140 - 295
145 - 365
105 - 205 110 - 240 115 - 285
95 - 170 100 - 220 105 - 260
N
S
23 - 48
23 - 55
21 - 44 22 - 48
24 - 51 25 - 55
35 - 73 36 - 79
H
Shoulder Mills
Wear Resistance
Recommended Possible
Speed v
c
(m/min)
5230VS Series
Speed min. - max.
Coolant Recommendation
CVD
X Grade
PVD
Standard
CVD
Standard
ISO Materials
Rm and
Hardness
X500 SP6519 MP91M
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
5230VS12
Recommended Speeds
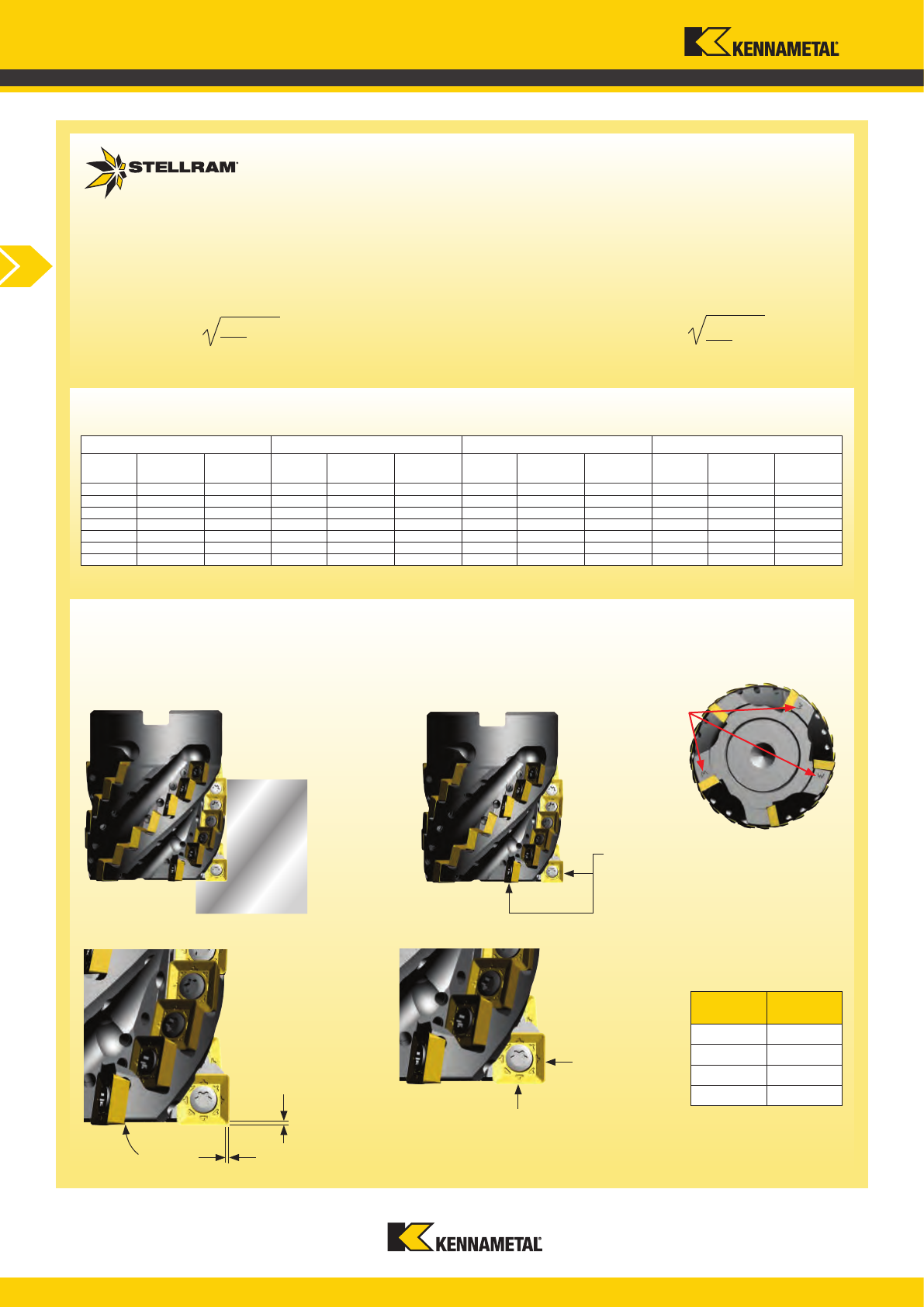
www.kennametal.com
A180
5 2,50 2,30 5 3,15 2,30 5 4,00 2,30 5 5,00 2,30
10 5,00 1,66 10 6,30 1,66 10 8,00 1,66 10 10,00 1,66
15 7,5 1,40 15 9,45 1,40 15 12,00 1,40 15 15,00 1,40
20 10,00 1,25 20 12,60 1,25 20 16,00 1,25 20 20,00 1,25
25 12,50 1,16 25 15,75 1,16 25 20,00 1,16 25 25,00 1,16
35 17,50 1,05 35 22,05 1,05 35 28,00 1,05 35 35,00 1,05
50 - 100 25,00 - 50,00 1,00 50 - 100 31,50 - 63,00 1,00 50 - 100 40,00 - 80,00 1,00 50 - 100 50,00 - 100,00 1,00
0,15
0,13
0.6°
50 2
63 2
80 3
100 3
Shoulder Mills
Cutter
Diameter (mm)
No. of Wiper
Inserts
h
m
Correction Coefficient Chart
Cutter Ø 50mm Cutter Ø 63mm Cutter Ø 80mm Cutter Ø 100mm
a
e
% a
e
(mm)
Coefficient
Factor
a
e
% a
e
(mm)
Coefficient
Factor
a
e
% a
e
(mm)
Coefficient
Factor
a
e
% a
e
(mm)
Coefficient
Factor
Wiper pocket positions are in
front and angled to allow facing.
Non wiper pocket
positions are set
back & square
to axis to give a
true 90 degree
approach.
Pockets setting difference
between wiper and non-
wiper inserts.
Note: The true cutter
diameter is measured at
the non-wiper pockets.
Wiper pockets are
identified with a W
engraved on the
face of the body.
The 5230VS cutter series is designed with
wiper pockets which provide a much better
face surface finish. The non-wiper pockets
generate the 90° corner. The same inserts
can be utilised in all pockets.
The chart above shows the
multiplication factor for the feed
rate based on the percentage
of the radial engagement of the
cutter diameter.
Example: A 50mm diameter cutter using 5,00mm radial engagement (a
e
) = 10% of the cutter diameter.
At 10%, your coefficient is 1,66 (see above table); therefore you must multiply your feed rate by 1,66 for correcting the feed for profiling.
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
a
e
d
d
a
e
5230VS Series
Technical Information

www.kennametal.com
A181
Shoulder Mills
1. Remove coolant plug. (Note: Ensure the nord lock washer is retained to the bottom of the coolant plug.)
2. Fit the cutter body to the shell mill adapter and secure using the mounting bolt supplied with the cutter.
Note: The mounting bolt must be properly torqued to the specied torque setting shown in the above chart in (page A182) Detail 1.
3. Ret coolant plug ensuring nord lock washer is present and in the proper location on the bottom of the coolant plug.
A small amount of grease can be used to hold the nord lock washer in place.
4. Tighten coolant plug with specied torque setting shown in the above chart in (page A182) Detail 2.
5. Note: If axial depth of cut (a
p
) is less then maximum a
p
of the cutter, then F3006T coolant control screws supplied
separately can be used to block coolant holes forcing more coolant to the front of the cutter. If these screws are used,
please secure with loctite or similar product.
MOUNTING SCREW
M12-1.75 ISO 30MM SHCS
REFIT COOLANT
PLUG ENSURING
NORD LOCK WASHER
IS PRESENT AND
ASSEMBLE AS THIS
PICTURE WITH GREASE.
Close
Serrations
Open
Serrations
COOLANT PLUG
SB-3230
NORD LOCK WASHER
NLW-.375
CUTTER BODY
5230VS12-A063Z4R94
Example of cutter: 5230VS12-A063Z4R94 assembly
5230VS09 and VS12 Fitting Instructions for Shell Mill Cutters
NOTE: All Shell Mill 5230VS09 and VS12 Chevron Porcupine Cutters are supplied
assembled with mounting bolt, nord lock washer and steel coolant plug.
Please follow the instructions below to disassemble the cutter, attach the cutter to a
shell mill adapter and reassemble coolant plug. It is very important to use the proper
torque when reassembling the cutter with the mounting bolt, nord lock washer and
coolant plug.
5230VS Series
Technical Information
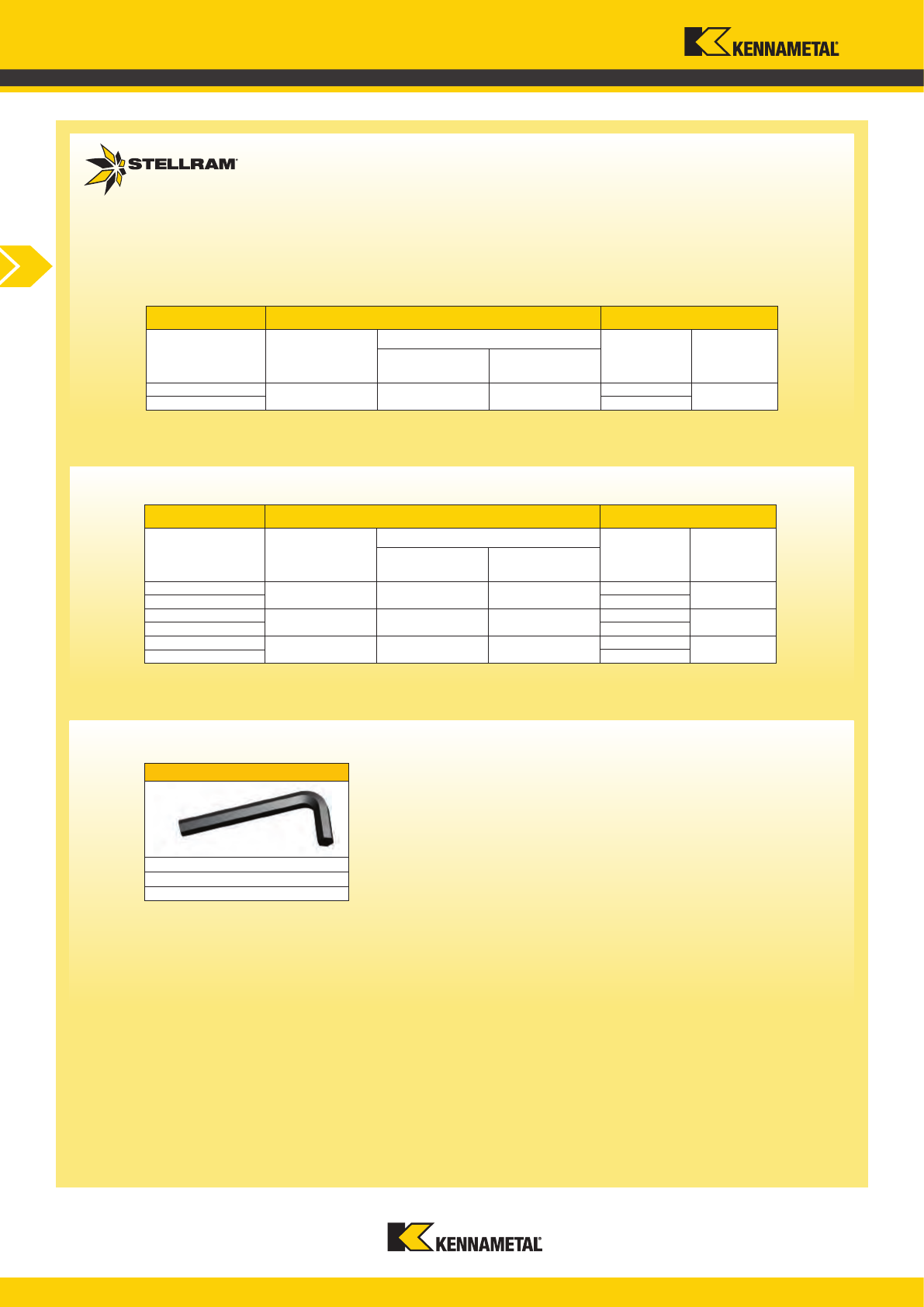
www.kennametal.com
A182
5230VS09-A050Z4R51
M12-1.75 ISO x 30mm
SHCS
80 100
SB-3413
34
5230VS09-A050Z4R80 SB-3621
5230VS12-A063Z4R57
M12-1.75 ISO x 30mm
SHCS
80 100
SB-3229
34
5230VS12-A063Z4R94 SB-3230
5230VS12-A080Z5R65
M16-2 ISO x 40mm
SHCS
110 150
SB-3231
61
5230VS12-A080Z5R110 SB-3232
5230VS12-A100Z6R76
M20-2.5 ISO x 50mm
SHCS
120 180
SB-3233
61
5230VS12-A100Z6R133
SB-3234
Shoulder Mills
5230VS12 Detail 1 Detail 2
Cutter
Mounting Bolt
Description
**Torque Values in Nm for Mounting Bolt
Coolant Plug
Description
Coolant Plug
tightening
Nm
Normal
Condition
Excessive
Condition
5230VS09 Detail 1 Detail 2
Cutter
Mounting Bolt
Description
**Torque Values in Nm for Mounting Bolt
Coolant Plug
Description
Coolant Plug
tightening
Nm
Normal
Condition
Excessive
Condition
Torque values for mounting bolts
Excessive condition is when long reach extensions are required or when cutting parameters are elevated to
extreme parameters.
5230VS
Technical Information
Hex Keys
M12 = Hex Key Size 10
M16 = Hex Key Size 14
M20 = Hex Key Size 17

www.kennametal.com
A183
5315VA Series
Long Edge Milling Cutter
5315VA12:
Maximum a
p
= 23mm to 45mm
Diameter Range = 25mm to 40mm
5315VA16:
Maximum a
p
= 31mm to 61mm
Diameter Range = 50mm to 80mm
LONG EDGE MILLING CUTTER
The 5315VA family is the long edge cutter version of our versatile 7690VA shoulder
milling series.
This 5315VA series offers full effective utes with right-hand helix angle for high feed rates.
This cutter is ideal for side milling and slotting applications.
The main characteristic of this cutter family is it’s, lower cutting force due to the
high helix design.
The 5315VA series are designed for roughing and semi-nishing applications, in Steel,
Alloyed Steel, Stainless Steel, High Temperature Alloys, Cast Iron and Aluminium Alloys.
.
5315VA
Shoulder /
Profiling /
Slotting
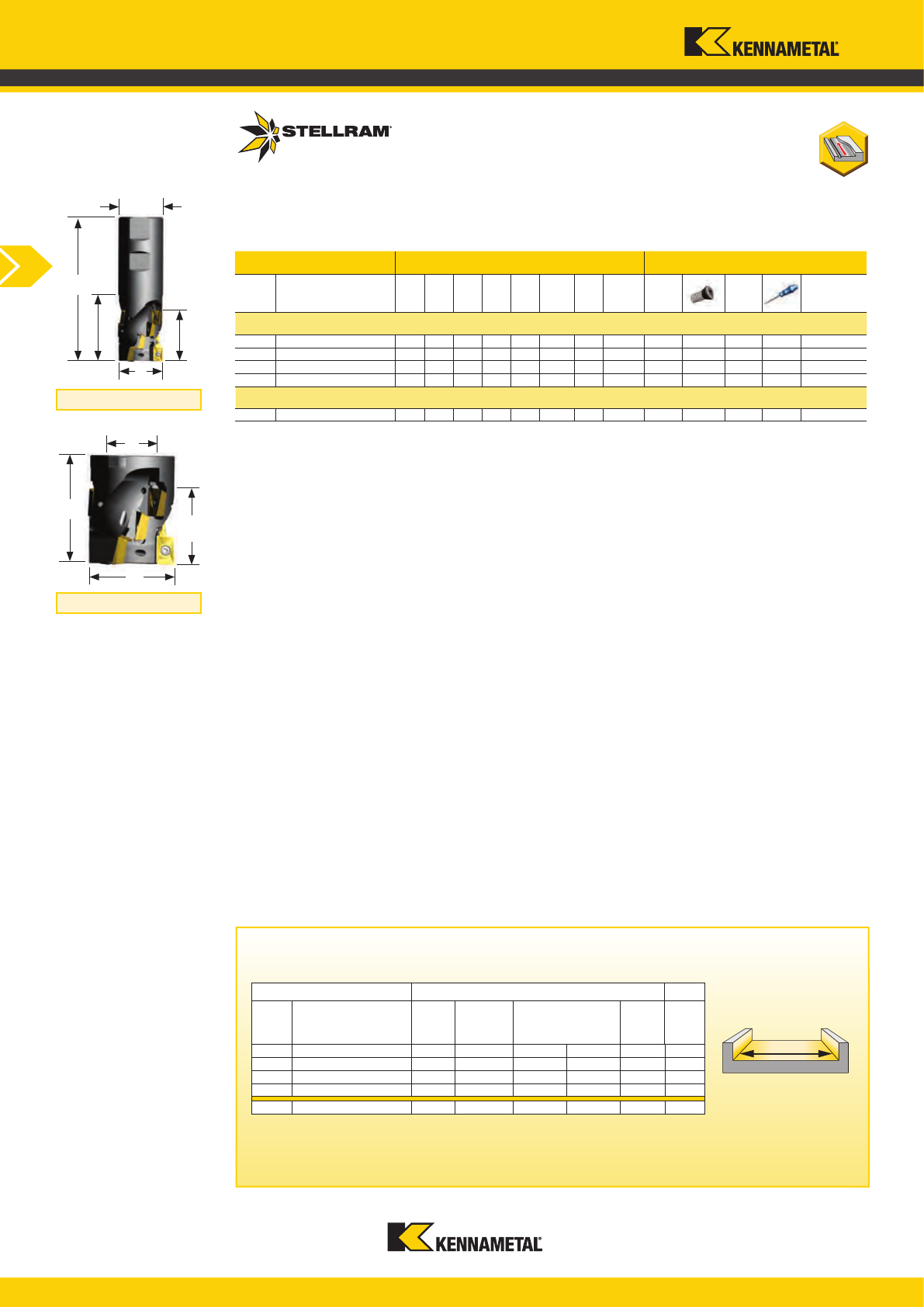
www.kennametal.com
A184
029106 5315VA12WA025R23 25 96 40 25 23 15 2 4 027860 F3007T 022157 T8 1,40
029107 5315VA12WA025R35 25 106 50 25 35 - 2 6 027860 F3007T 022157 T8 1,40
029108 5315VA12WA032R35 32 110 50 32 35 20 3 9 027860 F3007T 022157 T8 1,40
029109 5315VA12WA040R45 40 130 60 40 45 22 3 12 027860 F3007T 022157 T8 1,40
029110 5315VA12-A040R34 40 50 - 16 34 25 3 9 027860 F3007T 022157 T8 1,40
d
1
H
D
D
L
I
1
d
1
029106
5315VA12WA025R23
25,00 - - -
-
36100
029107
5315VA12WA025R35
25,00 - - -
-
36100
029108
5315VA12WA032R35
32,00 - - -
-
36100
029109
5315VA12WA040R45
40,00 - - -
-
30400
029110
5315VA12-A040R34
40,00 - - -
-
26400
Shoulder Mills
5315VA12 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
* Note: Please do not surpass the recommended max. a
p
for slotting.
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
a
p1
max
Slotting*
No. of
utes
No. of
inserts
EDP EDP
Screw
Tightening
Nm
5315VA12 Weldon Shank
5315VA12 Shell Mill Fixation
Weldon Shank
Shell Mill Fixation
a
p
max
a
p
max
Note: Please note that a maximum of 0,8mm insert radius is allowed on the 5315VA12 range of cutters.
Larger radii inserts can be used on the leading pocket only if the body is modified by the end user.
5315VA12
Long Edge Milling Cutter (Porcupine)
Facing Pitch
Flat
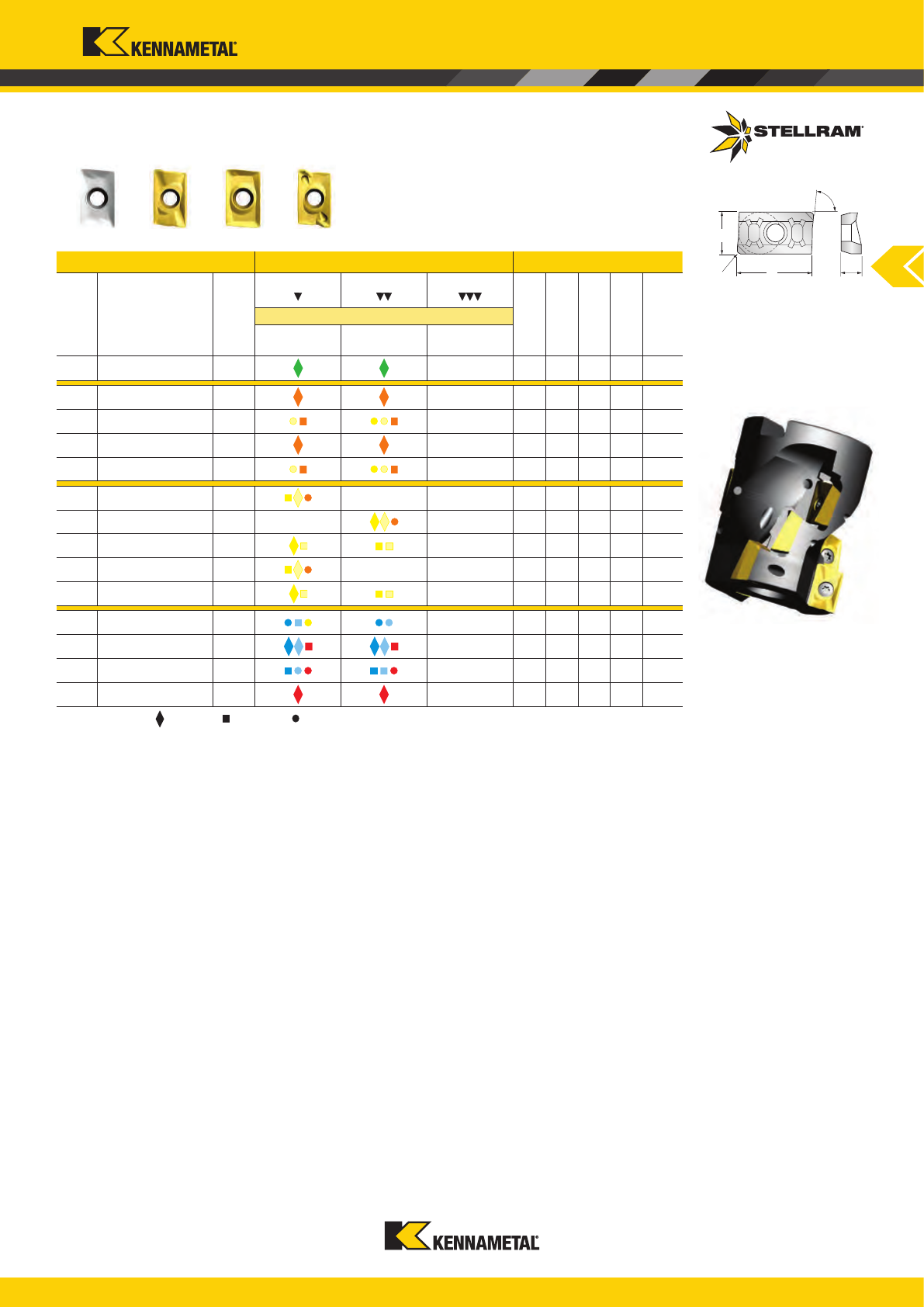
www.kennametal.com
A185
029098 ADGT12T3PDFR-721 GH1
-
7,87 12,70 3,97 0,04
030856 ADET12T308ER-48 X500
- 7,87 12,70 3,97 0,80 0,04
030857 ADET12T308ER-48 SP6519
- 7,87 12,70 3,97 0,80 0,04
030807 ADET12T3PDER-48 X500
- 7,87 12,70 3,97 0,04
030770 ADET12T3PDER-48 SP6519
- 7,87 12,70 3,97 0,04
029329 ADHT12T308ER-46 X500
- - 7,87 12,70 3,97 0,80 0,05
030406 ADHT12T308ER-46 X700 -
- 7,87 12,70 3,97 0,80 0,05
031526 ADHT12T308ER-46 SP6519
-
7,87 12,70 3,97 0,80 0,05
029327 ADHT12T3PDER-46 X500
- - 7,87 12,70 3,97 0,05
031525 ADHT12T3PDER-46 SP6519
- 7,87 12,70 3,97 0,05
027913 ADKT12T3PDER-45 X500
-
7,87 12,70 3,97 0,08
031514 ADKT12T3PDER-45 SP6519
- 7,87 12,70 3,97 0,08
027915 ADKT12T3PDER-45 MP91M
-
7,87 12,70 3,97 0,08
027916 ADKT12T3PDER-45 SC3025
-
7,87 12,70 3,97 0,08
ADGT12-721
d
l
r
85°
s
ADET12-48 ADHT12-46 ADKT12-45
Shoulder Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max* or a
p
max. and a
p
min. - max.
a
e
max.* a
e
max. 15% D**
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A186. Speed recommendations can be found on page A187.
*
Note: Please do not surpass the recommended max. a
p
for slotting as shown on the steel body page A184.
*
Note: Please respect the following rule for proling with
a
p
max:
for Weldon shank cutter Diameter 25mm a
e
< 25% D
for Weldon shank cutter Diameter 32mm a
e
< 35% D
for Weldon shank cutter Diameter 40mm a
e
< 40% D
for Shell mill cutter Diameter 40mm a
e
< 75% D
**
Note: For semi nishing, axial engagement a
p
for slotting and radial engagement a
e
for proling should be max. 15% of the Diameter.
5315VA12
Milling Inserts
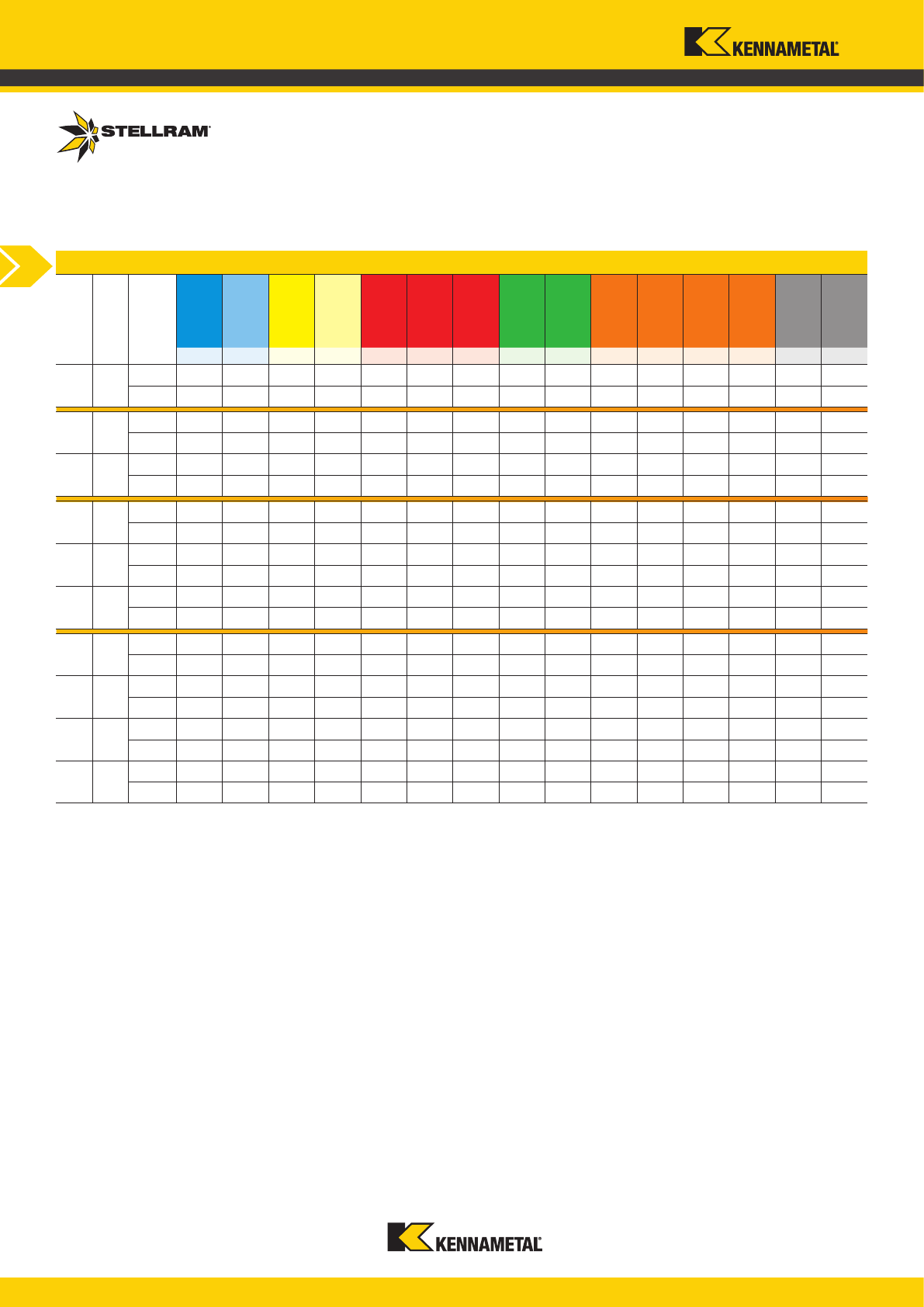
www.kennametal.com
A186
FR-721 GH1
- - - - - - - 0,04 - 0,20 0,04 - 0,18 - - - - - -
- - - - - - - 0,04 -0,15 0,04 - 0,14 - - - - - -
ER-48 X500
- - - - - - - - - 0,04 -0,09 0,04 - 0,09 0,04 - 0,10 0,04 - 0,14 - -
- - - - - - - - - 0,04 -0,07 0,04 - 0,07 0,04 - 0,08 0,04 - 0,12 - -
ER-48 SP6519
- - 0,04 - 0,16 0,04 - 0,12 - - - - - 0,04 - 0,09 0,04 - 0,09 0,04 - 0,10 0,04 -0,14 - -
- - 0,04 - 0,14 0,04 -0,10 - - - - - 0,04 - 0,07 0,04 - 0,07 0,04 - 0,08 0,04 - 0,12 - -
ER-46 X500
- - 0,05 - 0,16 0,05 - 0,14 - - - - - 0,04 - 0,09 0,04 - 0,09 0,04 - 0,10 0,04 - 0,14 - -
- - 0,05 - 0,13 0,05 -0,11 - - - - - 0,04 - 0,07 0,04 - 0,07 0,04 - 0,08 0,04 - 0,12 - -
ER-46 X700
- - 0,05 - 0,14 0,05 - 0,12 - - - - - 0,04 - 0,09 0,04 - 0,09 0,04 - 0,10 0,04 - 0,14 - -
- - 0,05 - 0,11 0,05 - 0,10 - - - - - 0,04 -0,07 0,04 - 0,07 0,04 - 0,08 0,04 - 0,12 - -
ER-46 SP6519
- - 0,05 - 0,16 0,05 - 0,12 - - - - - - - - - - -
- - 0,05 - 0,13 0,05 - 0,10 - - - - - - - - - - -
ER-45 X500
0,08 - 0,18 0,08 - 0,16 0,08 - 0,16 - - - - - - - - - - - -
0,08 - 0,14 0,08 - 0,12 0,08 - 0,14 - - - - - - - - - - - -
ER-45 SP6519
0,08 - 0,18 0,08 - 0,16 - - 0,08 - 0,18 0,08 - 0,16 0,08 - 0,14 - - - - - - - -
0,08 - 0,14 0,08 - 0,12 - - 0,08 - 0,14 0,08 - 0,12 0,08 - 0,10 - - - - - - - -
ER-45 MP91M
0,08 - 0,16 0,08 - 0,14 - - 0,08 - 0,18 0,08 - 0,16 0,08 - 0,14 - - - - - - - -
0,08 - 0,12 0,08 - 0,10 - - 0,08 - 0,14 0,08 - 0,12 0,08 - 0,10 - - - - - - - -
ER-45 SC3025
- - - - 0,08 - 0,18 0,08 - 0,16 0,08 - 0,14 - - - - - - - -
- - - - 0,08 - 0,14 0,08 - 0,12 0,08 -0,10 - - - - - - - -
Shoulder Mills
Speed recommendations can be found on page A187.
5315VA12 Feeds f
z
(mm/ute)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Note: HTA = High Temperature Alloys
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
5315VA12
Recommended Feeds
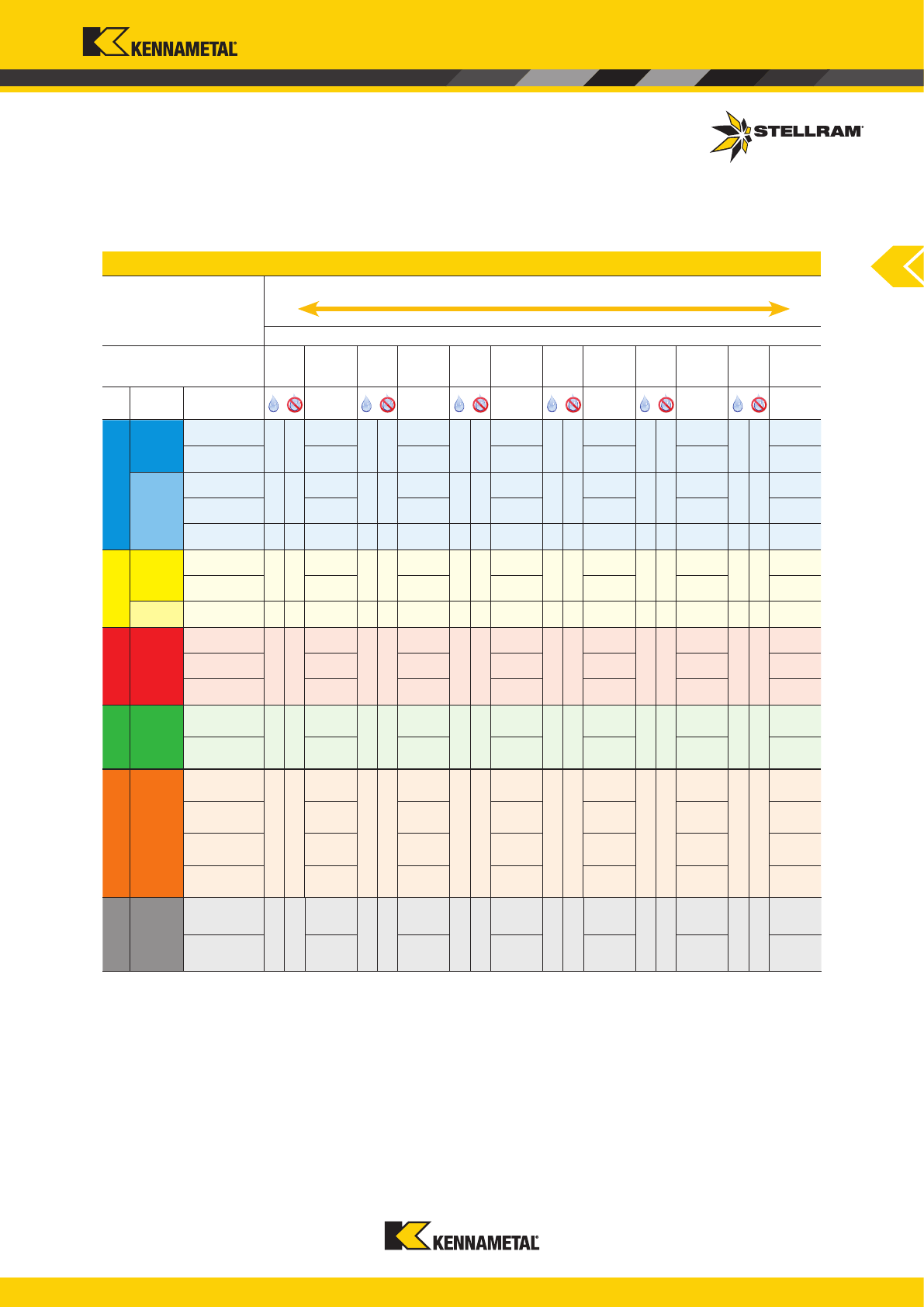
www.kennametal.com
A187
P
130 - 270
130 - 295
140 - 345
115 - 240 115 - 260 120 - 305
100 - 210
100 - 230
105 - 270
75 - 160 75 - 175 80 - 205
50 - 100
50 - 110
50 - 130
--
+
M
115 - 250
115 - 260
115 - 270
100 - 220 105 - 230 105 - 235
50 - 110
50 - 115
50 - 120
K
140 - 235
145 - 365
150 - 395
110 - 240 115 - 285 120 - 335
100 - 220 105 - 260 105 - 275
N
400 - 3050
295 - 2440
S
23 - 48
23 - 52
23 - 55
21 - 44 22 - 46 22 - 48
24 - 51 25 - 53 25 - 55
35 - 73 36 - 75 36 - 79
H
Shoulder Mills
Recommended Possible
Speed v
c
(m/min)
5315VA12 Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
CVD
X Grade
PVD
X Grade
PVD
Standard
CVD
Standard
CVD
Standard
Uncoated
Micrograin
ISO Materials
Rm and
Hardness
X500 X700 SP6519 MP91M SC3025 GH1
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
5315VA12
Recommended Speeds
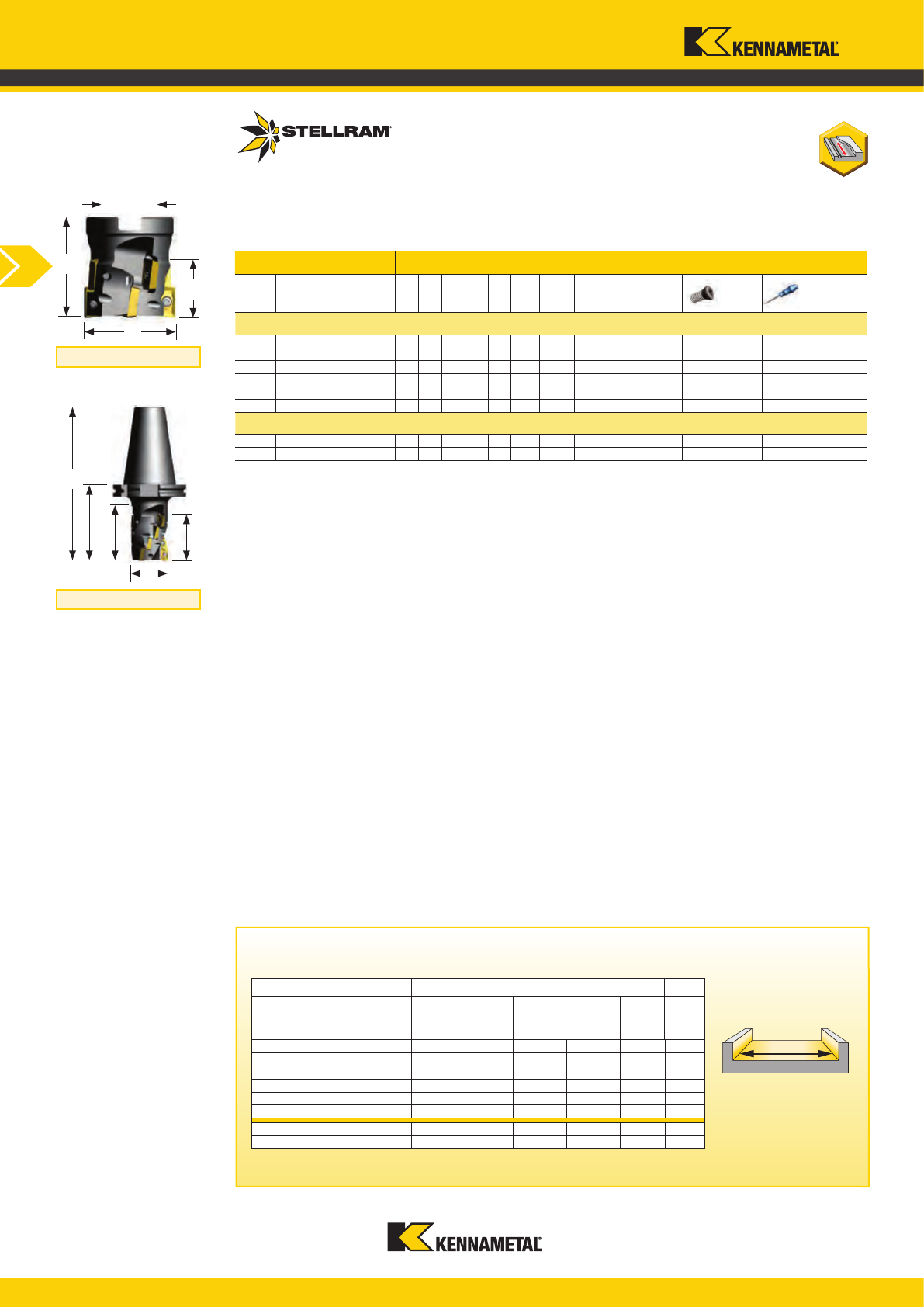
www.kennametal.com
A188
025670 5315VA16-A050Z3R31 50 55 - - 27 31 26 3 6 015262 D4010T 015240 T15 3,10
025671 5315VA16-A050Z4R31 50 55 - - 27 31 26 4 8 015262 D4010T 015240 T15 3,10
025674 5315VA16-A063Z4R31 63 55 - - 27 31 26 4 8 015262 D4010T 015240 T15 3,10
025675 5315VA16-A063Z5R31 63 55 - - 27 31 26 5 10 015262 D4010T 015240 T15 3,10
025678 5315VA16-A080Z4R31 80 55 - - 32 31 26 4 8 015262 D4010T 015240 T15 3,10
025679 5315VA16-A080Z5R31 80 55 - - 32 31 26 5 10 015262 D4010T 015240 T15 3,10
025669 5315VA16GA50/050R61 50 207 105 75 - 61 48 3 12 015262 D4010T 015240 T15 3,10
025673 5315VA16GA50/063R61 63 207 105 75 - 61 52 3 12 015262 D4010T 015240 T15 3,10
025670 5315VA16-A050Z3R31 50 - - -
-
23700
025671 5315VA16-A050Z4R31 50 - - -
-
23700
025674 5315VA16-A063Z4R31 63 - - -
-
20600
025675 5315VA16-A063Z5R31 63 - - -
-
20600
025678 5315VA16-A080Z4R31 80 - - -
-
18000
025679 5315VA16-A080Z5R31 80 - - -
-
18000
025669 5315VA16GA50/050R61 50 - - -
-
23700
025673 5315VA16GA50/063R61 63 - - -
-
20600
d
1
H
D
D
L
I
1
I
2
a
p
max
a
p
max
Shoulder Mills
5315VA16 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
l
2
d
1
a
p
max
a
p1
max
Slotting*
No. of
utes
No. of
inserts
EDP EDP
Screw
Tightening
in. lbs.
5315VA16 Shell Mill Fixation - Medium and Fine Pitch
5315VA16 DIN 69871 Fixation Taper 50
Shell Mill Fixation
DIN 69871 Fixation
Note: Please note that a maximum of 2,5mm insert radius is allowed on the 5315VA16 range of cutters.
Larger radii inserts can be used on the leading pocket only if the body is modified by the end user.
5315VA16
Long Edge Milling Cutter (Porcupine)
Facing Pitch
Flat
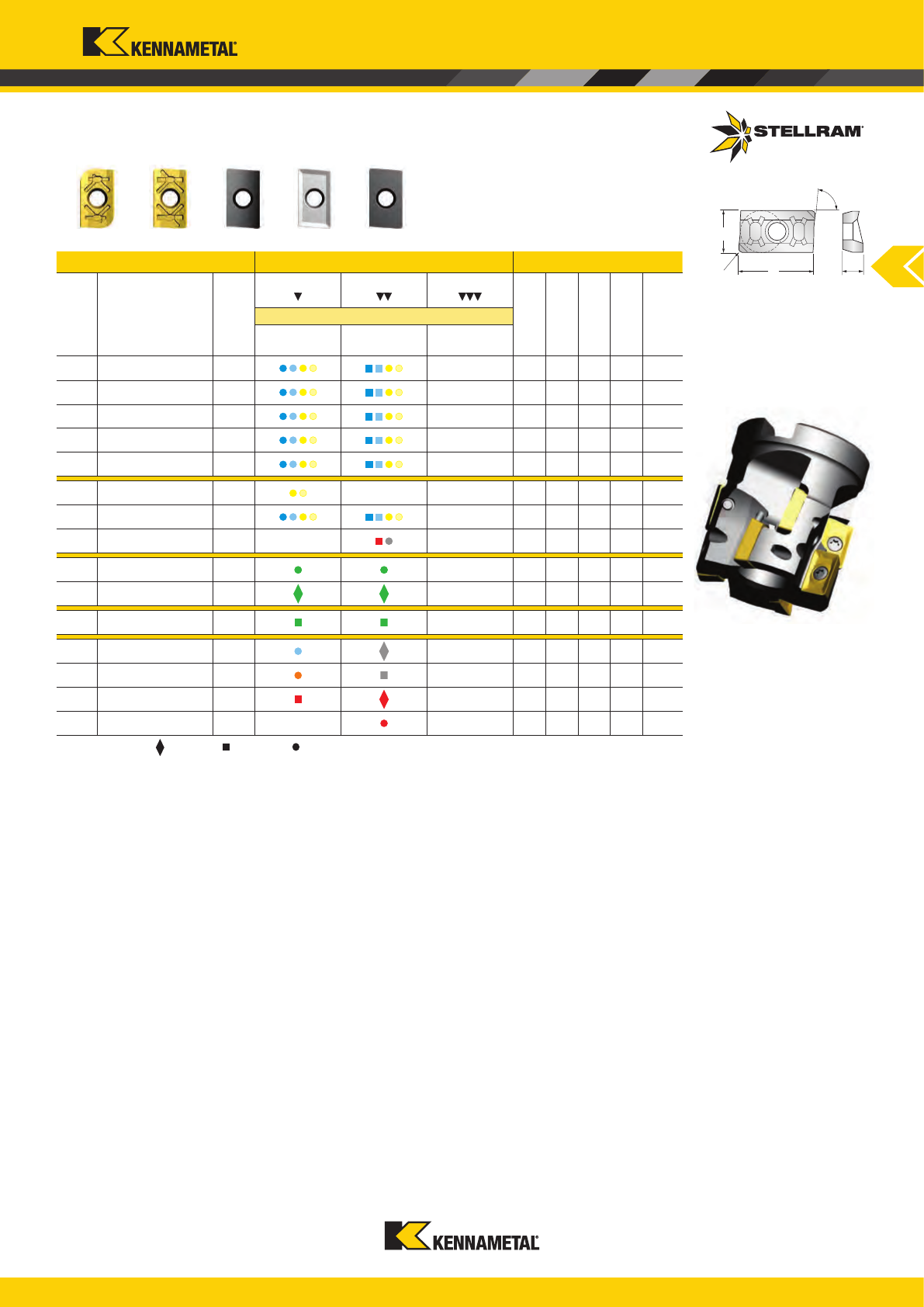
www.kennametal.com
A189
033180 APET160408TR-42 SP6519
-
9,52 16,66 4,76 0,80 0,10
033181 APET160410TR-42 SP6519
- 9,52 16,66 4,76 1,00 0,10
033182 APET160415TR-42 SP6519
- 9,52 16,66 4,76 1,50 0,10
033183 APET160420TR-42 SP6519
- 9,52 16,66 4,76 2,00 0,10
033184 APET160425TR-42 SP6519
- 9,52 16,66 4,76 2,50 0,10
015155 APHT1604PDTR-42 X500
- - 9,52 16,66 4,76 0,10
031466 APHT1604PDTR-42 SP6519
- 9,52 16,66 4,76 0,10
017293 APHT1604PDTR-42 MP91M -
- 9,52 16,66 4,76 0,10
033189 APEX1604PDFR-701 SP4019
- 9,52 16,66 4,76 0,02
014066 APEX1604PDFR-701 GH1
- 9,52 16,66 4,76 0,02
015154 APHT1604PDFR GH1
- 9,52 16,66 4,76 0,02
033190 APFW1604PDTR X400
- 9,52 16,66 4,76 0,10
033191 APFW1604PDTR SP4019
- 9,52 16,66 4,76 0,10
027883 APFW1604PDTR SC3025
- 9,52 16,66 4,76 0,10
017628 APFW1604PDTR GH1
-
-
9,52 16,66 4,76 0,10
d
l
r
85°
s
APET16-42 APHT16-42 APEX16-701 APHT16-F APFW16-T
Shoulder Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max* or a
p
max. and a
p
min. - max.
a
e
max.* a
e
max. 15% D**
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A191. Speed recommendations can be found on page A193.
* Note: Please do not surpass the recommended max. a
p
for slotting as shown on the steel body page A188.
*
Note: Please respect the following rule for proling with
a
p
max:
for Shell mill cutter a
e
< 75% of the Diameter
for Taper 50 cutter a
e
< 60% of the Diameter
**
Note: For semi nishing, axial engagement
a
p
for slotting and radial engagement a
e
for proling should be max. 15% of the Diameter.
APHT1604PDTR-42 X500 to be used for Stainless Steel with heavy scale or for unstable conditions.
APFW1604PDTR X400 should be used for Alloyed Steel with heavy scale or hardened steel.
APFW1604PDTR SP4019 should be used for High Temperature Alloys with heavy scale or hardened steel.
5315VA16
Milling Inserts
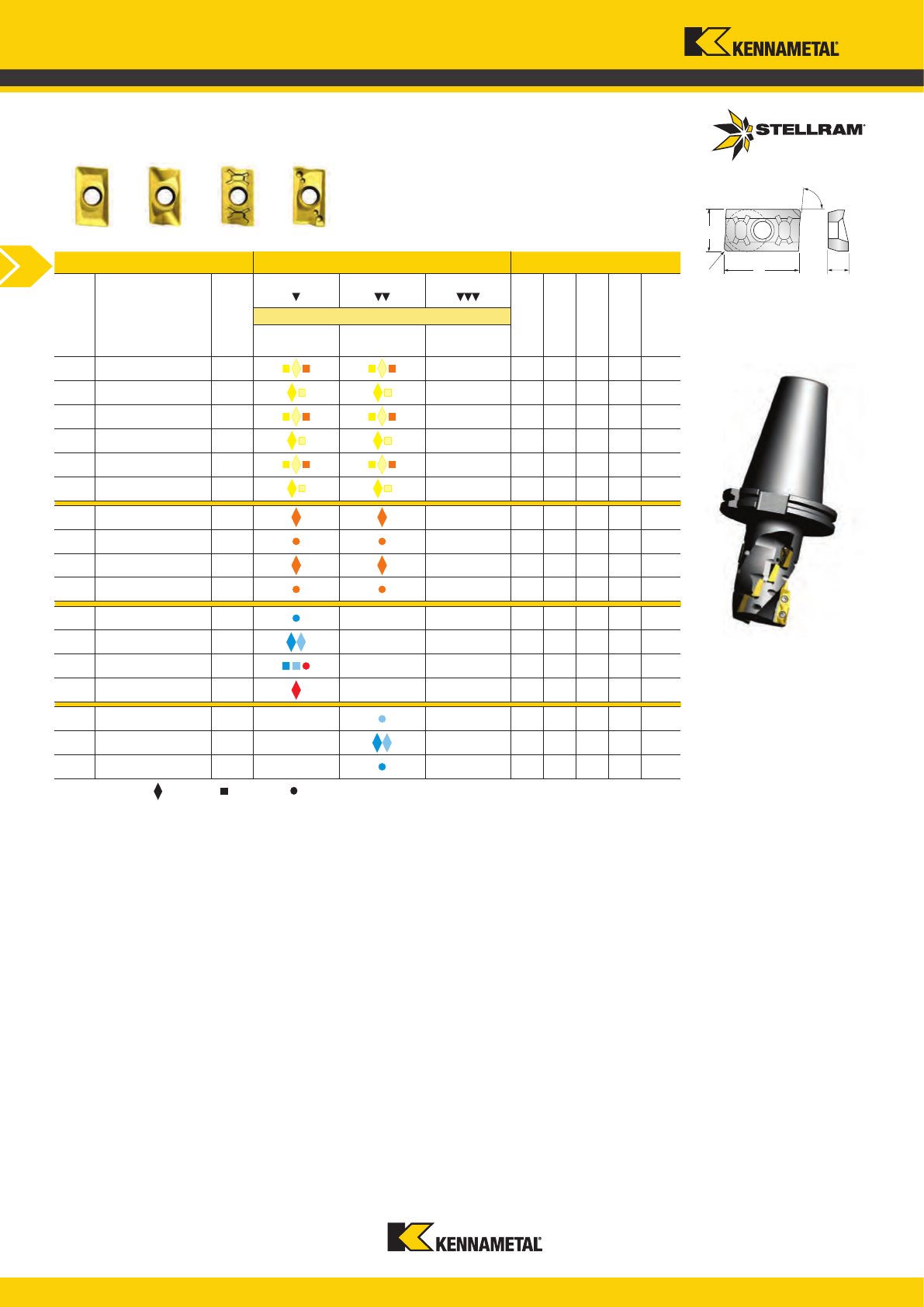
www.kennametal.com
A190
027869 APHT160408ER-46 X500
-
9,52 16,66 4,76 0,80 0,05
031495 APHT160408ER-46 SP6519
- 9,52 16,66 4,76 0,80 0,05
027870 APHT160416ER-46 X500
- 9,52 16,66 4,76 1,60 0,05
031496 APHT160416ER-46 SP6519
- 9,52 16,66 4,76 1,60 0,05
027871 APHT160424ER-46 X500
- 9,52 16,66 4,76 2,40 0,05
031497 APHT160424ER-46 SP6519
- 9,52 16,66 4,76 2,40 0,05
030811 APET1604PDER-48 X500
- 9,52 16,66 4,76 0,04
030773 APET1604PDER-48 SP6519
- 9,52 16,66 4,76 0,04
030860 APET160408ER-48 X500
- 9,52 16,66 4,76 0,80 0,04
030861 APET160408ER-48 SP6519
- 9,52 16,66 4,76 0,80 0,04
015156 APKT1604PDER-43 X500
- - 9,52 16,66 4,76 0,08
031468 APKT1604PDER-43 SP6519
- - 9,52 16,66 4,76 0,08
017294 APKT1604PDER-43 MP91M
- - 9,52 16,66 4,76 0,08
027887 APKT1604PDER-43 SC3025
- - 9,52 16,66 4,76 0,08
023115 APKT1604PDER-45 X500 -
- 9,52 16,66 4,76 0,08
031469 APKT1604PDER-45 SP6519 -
- 9,52 16,66 4,76 0,08
023114 APKT1604PDER-45 MP91M
-
-
9,52 16,66 4,76 0,08
APHT16-46 APET16-48 APKT16-43 APKT16-45
d
l
r
85°
s
Shoulder Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max* or a
p
max. and a
p
min. - max.
a
e
max.* a
e
max. 15% D**
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A192. Speed recommendations can be found on page A193.
* Note: Please do not surpass the recommended max. a
p
for slotting as shown on the steel body page A188.
*
Note: Please respect the following rule for proling with
a
p
max:
for Shell mill cutter a
e
< 75% of the Diameter
for Taper 50 cutter a
e
< 60% of the Diameter
**
Note: For semi nishing, axial engagement
a
p
for slotting and radial engagement a
e
for proling should be max. 15% of the Diameter.
APKT1604PDER-43 X500 to be used for steel when unstable conditions
5315VA16
Milling Inserts
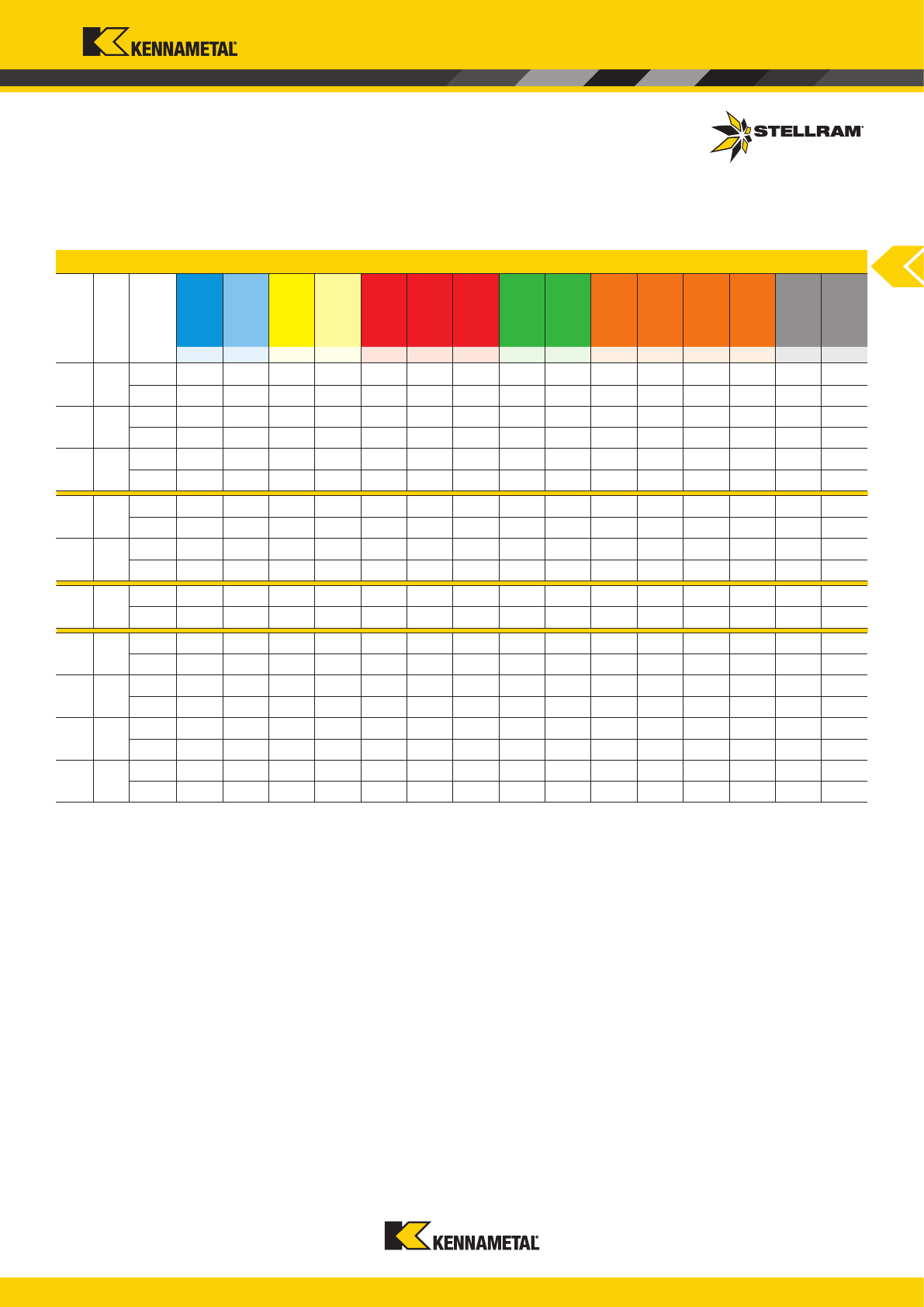
www.kennametal.com
A191
TR-42 X500
- - 0,10 - 0,25 0,10 - 0,22 - - - - - - - - - - -
- - 0,10 - 0,18 0,10 - 0,15 - - - - - - - - - - -
TR-42 SP6519
0,10 - 0,25 0,10 - 0,22 0,10 - 0,25 0,10 - 0,22 - - - - - - - - - - -
0,10 - 0,18 0,10 - 0,16 0,10 - 0,18 0,10 - 0,15 - - - - - - - - - - -
TR-42 MP91M
- - - - 0,08 - 0,25 0,08 - 0,20 0,08 - 0,20 - - - - - - 0,08 - 0,10 -
- - - - 0,08 - 0,18 0,08 - 0,15 0,08 - 0,15 - - - - - - - -
FR-701 SP4019
- - - - - - - 0,03 - 0,20 0,03 - 0,18 - - - - - -
- - - - - - - 0,03 - 0,07 0,03 - 0,17 - - - - - -
FR-701 GH1
- - - - - - - 0,03 -0,18 0,03 - 0,16 - - - - - -
- - - - - - - 0,03 - 0,15 0,03 - 0,14 - - - - - -
FR GH1
- - - - - - - 0,03 - 0,18 0,03 - 0,18 - - - - - -
- - - - - - - 0,03 - 0,15 0,03 - 0,14 - - - - - -
TR X400
- 0,10 - 0,24 - - - - - - - - - - - 0,08 - 0,12 -
- 0,10 - 0,16 - - - - - - - - - - - - -
TR SP4019
- - - - - - - - - 0,10 - 0,11 0,11 - 0,11 0,10 - 0,13 0,10 - 0,15 0,08 -0,12 -
- - - - - - - - - - - - - - -
TR SC3025
- - - - 0,10 - 0,25 0,10 - 0,25 0,10 - 0,20 - - - - - - - -
- - - - 0,10 - 0,17 0,10 - 0,17 0,10 - 0,15 - - - - - - - -
TR GH1
- - - - 0,10 - 0,20 0,10 - 0,20 0,10 - 0,18 - - - - - - - -
- - - - - - - - - - - - - - -
Shoulder Mills
5315VA16 Feeds f
z
(mm/ute)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Note: HTA = High Temperature Alloys
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Speed recommendations can be found on page A193.
5315VA16
Recommended Feeds
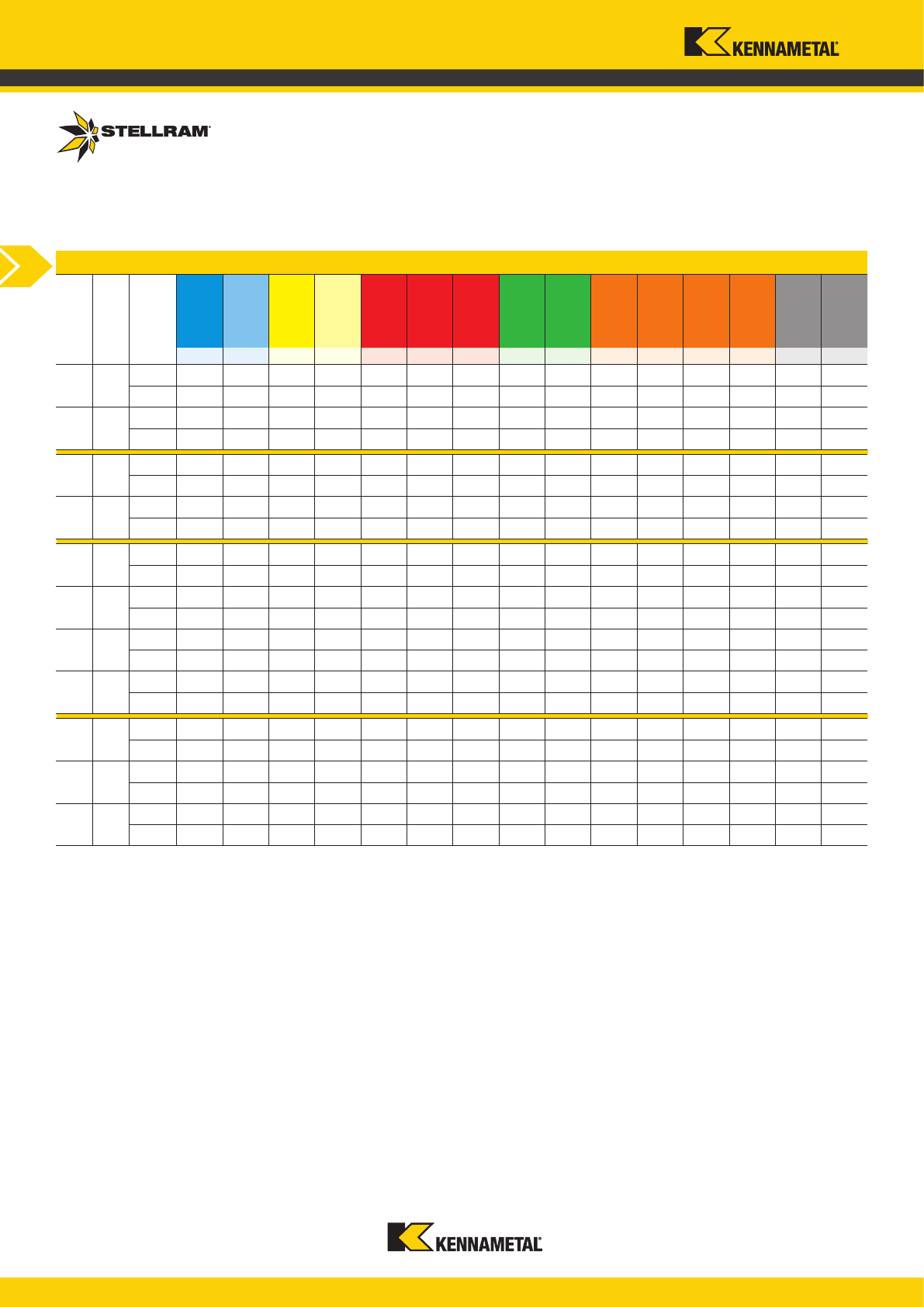
www.kennametal.com
A192
ER-46 X500
- - 0,05 - 0,25 0,05 - 0,22 - - - - - 0,05 - 0,11 0,05 - 0,11 0,05 - 0,12 0,05 - 0,14 - -
- - 0,05 - 0,18 0,05 - 0,15 - - - - - 0,05 - 0,09 0,05 - 0,09 0,05 - 0,10 0,05 - 0,12 - -
ER-46 SP6519
- - 0,05 - 0,25 0,05 - 0,22 - - - - - - - - - - -
- - 0,05 - 0,18 0,05 - 0,15 - - - - - - - - - - -
ER-48 X500
- - - - - - - - - 0,05 - 0,11 0,05 - 0,11 0,05 - 0,12 0,05 - 0,14 - -
- - - - - - - - - 0,05 - 0,09 0,05 - 0,09 0,05 - 0,10 0,05 - 0,12 - -
ER-48 SP6519
- - - - - - - - - 0,05 - 0,11 0,05 - 0,11 0,05 - 0,12 0,05 - 0,14 - -
- - - - - - - - - 0,05 - 0,09 0,05 - 0,09 0,05 - 0,10 0,05 - 0,12 - -
ER-43 X500
0,08 - 0,25 - - - - - - - - - - - - - -
0,08 - 0,18 - - - - - - - - - - - - - -
ER-43 SP6519
0,08 - 0,25 0,08 - 0,22 - - - - - - - - - - - - -
0,08 - 0,18 0,08 - 0,16 - - - - - - - - - - - - -
ER-43 MP91M
0,08 - 0,23 0,08 - 0,20 - - 0,08 - 0,23 0,08 - 0,23 0,08 - 0,20 - - - - - - - -
0,08 - 0,16 0,08 - 0,14 - - 0,08 - 0,16 0,08 - 0,16 0,08 - 0,14 - - - - - - - -
ER-43 SC3025
- - - - 0,08 - 0,23 0,08 - 0,23 0,08 - 0,20 - - - - - - - -
- - - - 0,08 - 0,16 0,08 - 0,16 0,08 - 0,14 - - - - - - - -
ER-45 X500
- 0,08 - 0,20 - - - - - - - - - - - - -
- 0,08 - 0,14 - - - - - - - - - - - - -
ER-45 SP6519
0,08 - 0,22 0,08 - 0,20 - - - - - - - - - - - - -
0,08 - 0,16 0,08 -0,14 - - - - - - - - - - - - -
ER-45 MP91M
0,08 -0,20 - - - - - - - - - - - - - -
0,08 - 0,14 - - - - - - - - - - - - - -
Shoulder Mills
5315VA16 Feeds f
z
(mm/ute)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Note: HTA = High Temperature Alloys
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
Shoulder /
Proling
Slotting
5315VA16
Recommended Feeds
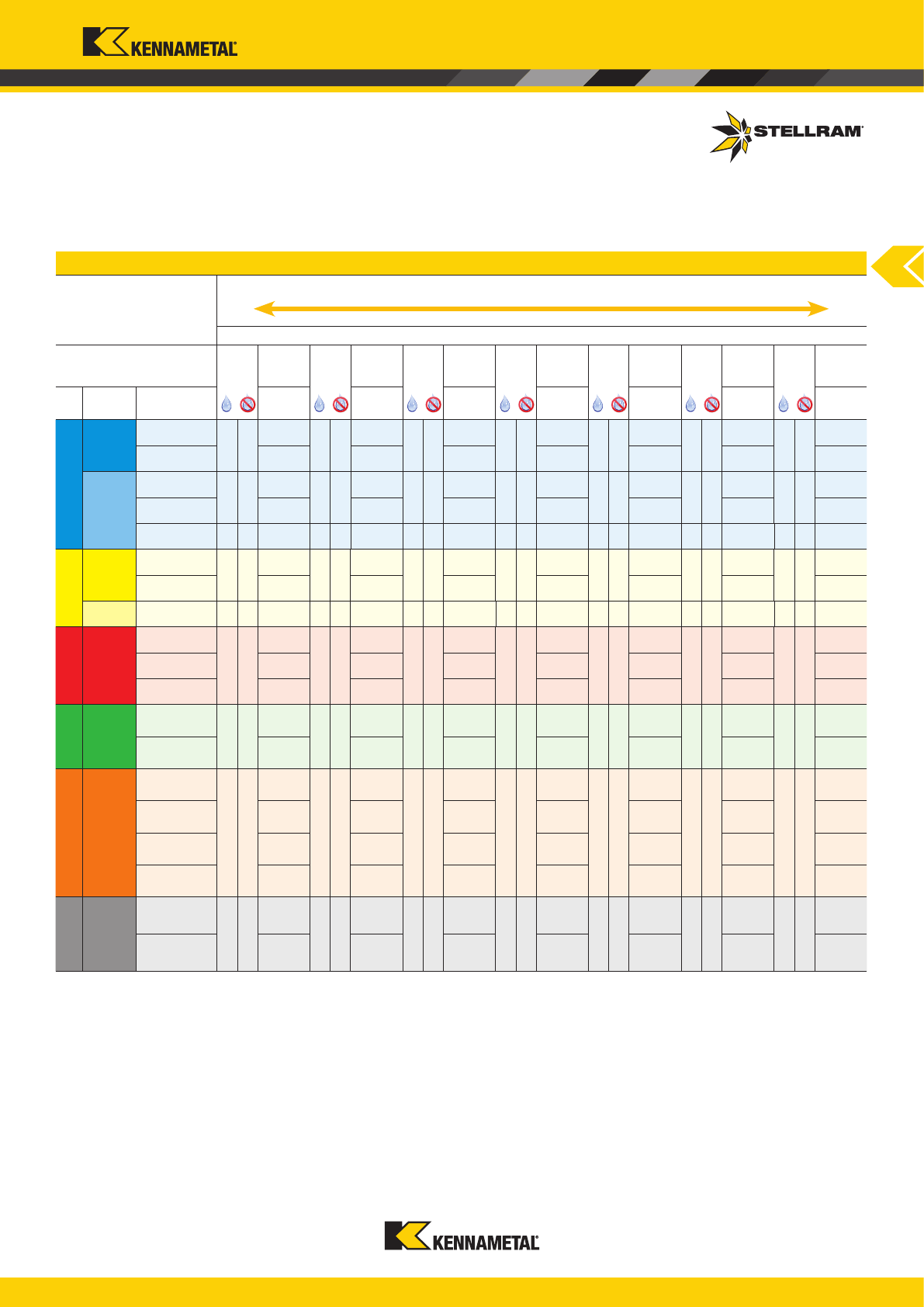
www.kennametal.com
A193
P
130 - 270
130 - 295
140 - 345
115 - 240 115 - 260 120 - 305
95 - 200
100 - 210
100 - 230
105 - 270
70 - 150 75 - 160 75 - 175 80 - 205
45 - 95
50 - 100
50 - 110
50 - 130
+
--
M
115 - 250
115 - 270
100 - 220 105 - 235
50 - 110
50 - 120
K
145 - 365
150 - 395
135 - 290
115 - 285 120 - 335 120 - 245
105 - 260 105 - 275 115 - 200
N
400 - 2895
400 - 3050
295 - 2320
295 - 2440
S
23 - 48
23 - 55
24 - 63
21 - 44 22 - 48 23 - 52
24 - 51 25 - 55 26 - 59
35 - 73 36 - 79 37 - 84
H
45 - 95
50 - 100
50 - 105
35 - 80 40 - 90 40 - 95
Shoulder Mills
Recommended Possible
Speed v
c
(m/min)
5315VA16 Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
X Grade
CVD
X Grade
PVD
Standard
PVD
Standard
PVD
Standard
CVD
Standard
Uncoated
Micrograin
ISO Materials
Rm and
Hardness
X400 X500 SP6519 SP4019 MP91M SC3025 GH1
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
5315VA16
Recommended Speeds
www.kennametal.com
A194
5 1,25 2,30 5 1,60 2,30 5 2,00 2,30
10 2,50 1,66 10 3,20 1,66 10 4,00 1,66
15 3,75 1,40 15 4,80 1,40 15 6,00 1,40
20 5.00 1,25 20 6,40 1,25 20 8,00 1,25
25 6,25 1,16 25 8,00 1,16 25 10,00 1,16
35 8,75 1,05 35 11,20 1,05 35 14,00 1,05
50 - 100 12,50 - 25,00 1,00 50 - 100 16,00 - 32,00 1,00 50 - 100 20,00 - 40,00 1,00
5 2,50 2,30 5 3,15 2,30 5 4,00 2,30
10 5,00 1,66 10 6,30 1,66 10 8,00 1,66
15 7,50 1,40 15 9,45 1,40 15 12,00 1,40
20 10,00 1,25 20 12,60 1,25 20 16,00 1,25
25 12,50 1,16 25 15,75 1,16 25 20,00 1,16
35 17,50 1,05 35 22,05 1,05 35 28,00 1,05
50 - 100 25,00 - 50,00 1,00 50 - 100 31,50- 63,00 1,00 50 - 100 40,00 - 80,00 1,00
Shoulder Mills
Cutter Ø 50mm Cutter Ø 63mm Cutter Ø 80mm
a
e
% a
e
mm
Coefcient
Factor
a
e
% a
e
mm
Coefcient
Factor
a
e
% a
e
mm
Coefcient
Factor
Cutter Ø 25mm Cutter Ø 32mm Cutter Ø 40mm
a
e
% a
e
mm
Coefcient
Factor
a
e
% a
e
mm
Coefcient
Factor
a
e
% a
e
mm
Coefcient
Factor
Example: 50mm diameter cutter using a 5,0mm radial engagement (a
e
) = 10% of the cutter diameter.
At 10%, your coefficient is 1,66 (see chart); therefore you must multiply your feed rate by 1,66 for correcting the feed for profiling.
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
a
e
d
d
a
e
5315VA
Technical Information
Multiplication factor for the feed rate based on the percentage of radial engagement of the cutter diameter
Multiplication factor for the feed rate based on the percentage of radial engagement of the cutter diameter

www.kennametal.com
A195
5505VX Series
Ball Nose Milling Cutter
5505VX:
Diameter Range = 16mm to 50mm
BALL NOSE CONTOUR MILLING CUTTER
The 5505VX.. Ball Nose Cutters have a reinforced design feature, which delivers
a high volume of chip removal.
The chip breaker geometry provides excellent chip control and evacuation
during machining and prevents edge build-up.
5505VX Roughing Ball Nose Cutters are ideal for roughing and semi-nishing
proles and complex contours.
One grade and one geometry are qualied to machine Steel, Alloyed Steel,
Stainless Steel, High Temperature Alloys and Cast Iron.
5505VX
Contour MillingCopy / 3D
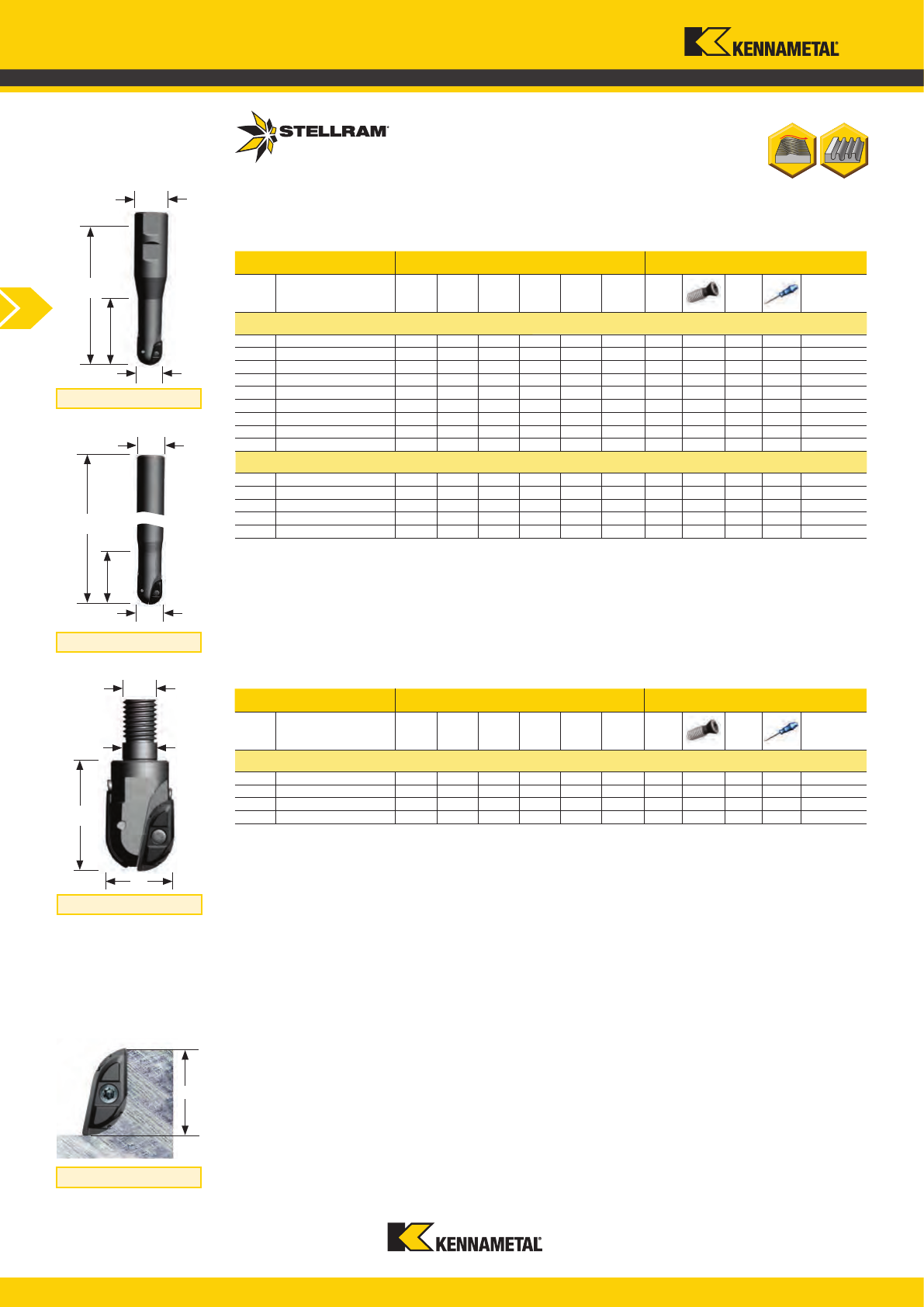
www.kennametal.com
A196
030849 5505VX16SA016R25 16 25 M8 8.5 16 2 031448 FP3006T 031451 TP8 1,80
030850 5505VX20SA020R35 20 35 M10 10.5 20 2 030672 FP3007T 031451 TP8 1,80
030851 5505VX25SA025R40 25 40 M12 12.5 25 2 015262 D4010T 015240 T15 3,10
030852 5505VX32SA032R50 32 50 M16 17.0 32 2 015266 D5013T 015241 T20 6,00
032133 5505VX20WA020R34 20 106 34 25 20 2 030672 FP3007T 031451 TP8 1,80
030840 5505VX25WA025R60 25 116 60 25 25 2 015262 D4010T 015240 T15 3,10
032132 5505VX25WA025R69 25 150 69 32 25 2 015262 D4010T 015240 T15 3,10
030842 5505VX32WA032R75 32 130 75 32 32 2 015266 D5013T 015241 T20 6,00
030843 5505VX32WA032R100 32 160 100 32 32 2 015266 D5013T 015241 T20 6,00
030844 5505VX40WA040R100 40 170 100 40 40 2 029640 D6014T 015241 T20 10,50
030845 5505VX40WA040R150 40 220 150 40 40 2 029640 D6014T 015241 T20 10,50
030846 5505VX50WA050R100 50 170 100 40 50 2 029641 F8017S 018288 KH5005 24,50
030847 5505VX50WA050R150 50 230 150 50 50 2 029641 F8017S 018288 KH5005 24,50
030982 5505VX16CA20/016R30 16 180 30 20 16 2 031448 FP3006T 031451 TP8 1,80
030983 5505VX20CA25/020R40 20 200 40 25 20 2 030672 FP3007T 031451 TP8 1,80
030984 5505VX25CA025R55 25 250 55 25 25 2 015262 D4010T 015240 T15 3,10
030985 5505VX25CA32/025R55 25 250 55 32 25 2 015262 D4010T 015240 T15 3,10
030986 5505VX32CA032R65 32 250 65 32 32 2 015266 D5013T 015241 T20 6,00
D
L
I
1
d
1
D
L
I
1
d
1
D
M
L
D
d
1
a
p
Contour Mills
Product Dimensions (mm) Spares
EDP Item Description D L/H M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
5505VX Weldon Shank
5505VX Cylindrical Shank
5505VX Modular Head
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page A76.
Depth of Cut (
a
p
)
Modular Head
Cylindrical Shank
Weldon Shank
Note: Do not remove the radial screw; this is a xed location for the insert see page A200.
5505VX
Ball Nose Milling Cutter
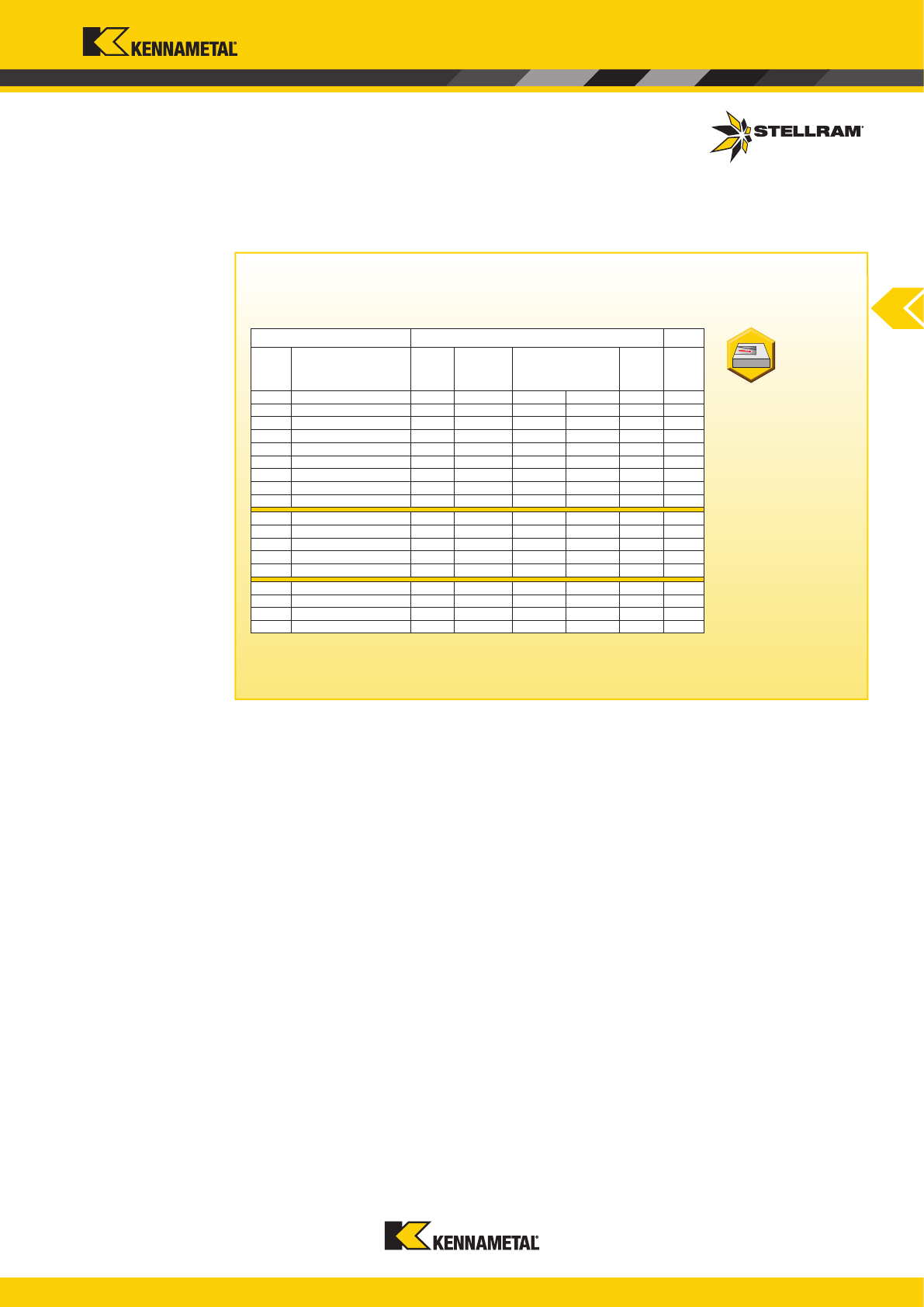
www.kennametal.com
A197
032133 5505VX20WA020R34 - 85 - - - 34750
030840 5505VX25WA025R60 - 85 - - - 30500
032132 5505VX25WA025R69 - 85 - - - 30500
030842 5505VX32WA032R75 - 85 - - - 23250
030843 5505VX32WA032R100 - 85 - - - 23250
030844 5505VX40WA040R100 - 85 - - - 17250
030845 5505VX40WA040R150 - 85 - - - 17250
030846 5505VX50WA050R100 - 85 - - - 17250
030847 5505VX50WA050R150 - 85 - - - 17250
030982 5505VX16CA20/016R30 - 85 - - - 54000
030983 5505VX20CA25/020R40 - 85 - - - 34750
030984 5505VX25CA025R55 - 85 - - - 30500
030985 5505VX25CA32/025R55 - 85 - - - 30500
030986 5505VX32CA032R65 - 85 - - - 23250
030849 5505VX16SA016R25 - 85 - - - 54000
030850 5505VX20SA020R35 - 85 - - - 34750
030851 5505VX25SA025R40 - 85 - -
- 30500
030852 5505VX32SA032R50 - 85 - - - 23250
Contour Mills
5505VX Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
5505VX
Ball Nose Milling Cutter
Ramping
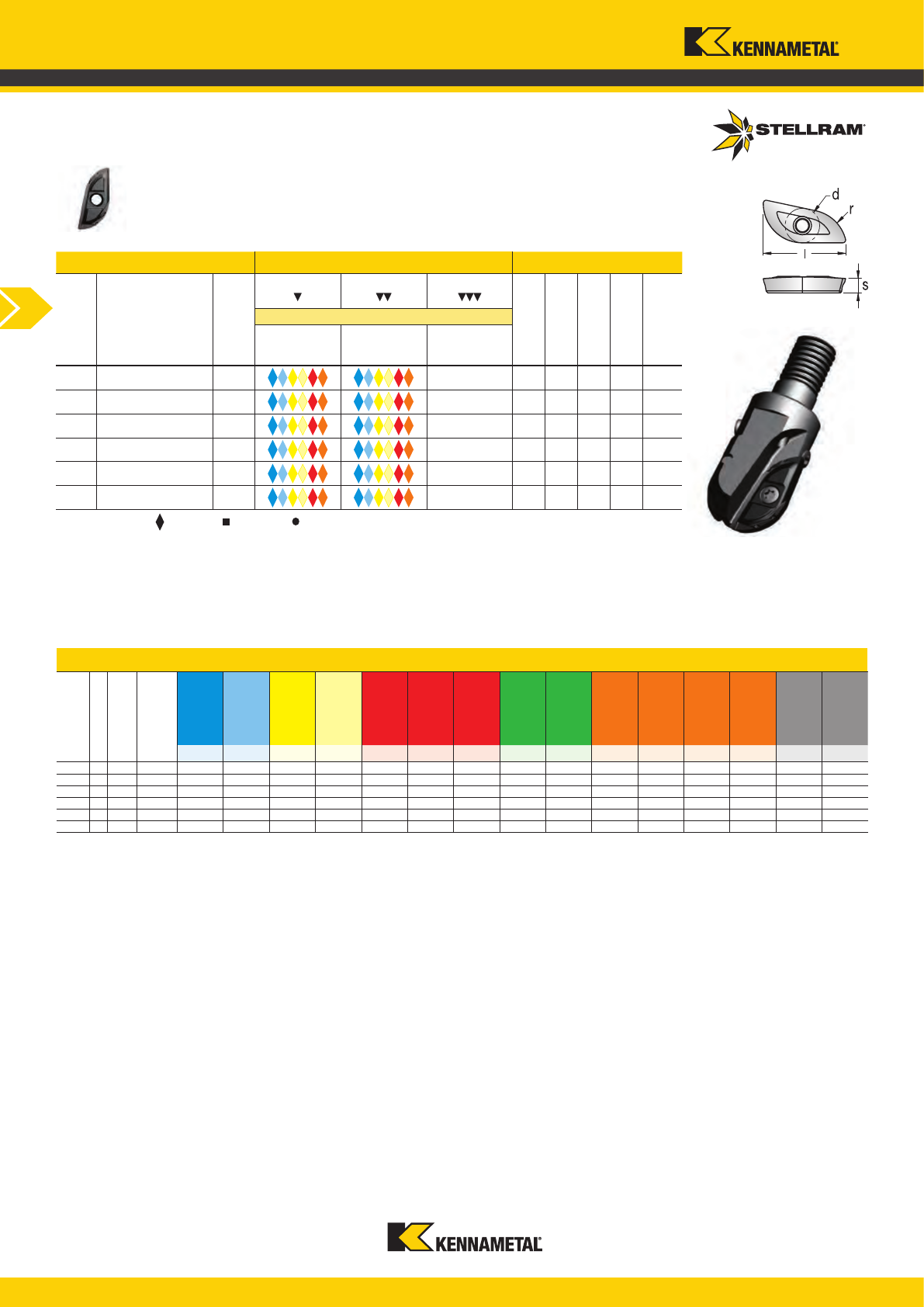
www.kennametal.com
A198
16 R-F SP6519 0,06 - 0,15 0,06 - 0,13 0,04 - 0,11 0,04 - 0,10 0,06 - 0,15 0,06 - 0,15 0,06 - 0,15 - - 0,04 - 0,08 0,04 - 0,08 0,04 - 0,08 0,04 - 0,10 - -
20 R-F SP6519 0,06 - 0,17 0,06 - 0,15 0,04 - 0,13 0,04 - 0,12 0,06 - 0,17 0,06 - 0,17 0,06 - 0,17 - - 0,04 - 0,10 0,04 - 0,10 0,04 - 0,10 0,04 - 0,12 - -
25 R-F SP6519 0,06 - 0,20 0,06 - 0,18 0,04 - 0,16 0,04 - 0,15 0,06 - 0,20 0,06 - 0,20 0,06 - 0,20 - - 0,04 - 0,13 0,04 - 0,13 0,04 - 0,13 0,04 - 0,15 - -
32 R-F SP6519 0,06 - 0,22 0,06 - 0,20 0,04 - 0,18 0,04 - 0,17 0,06 - 0,22 0,06 - 0,22 0,06 - 0,22 - - 0,04 - 0,15 0,04 - 0,15 0,04 - 0,15 0,04 - 0,17 - -
40 R-F SP6519 0,06 - 0,24 0,06 - 0,22 0,04 - 0,20 0,04 - 0,19 0,06 - 0,24 0,06 - 0,24 0,06 - 0,24 - - 0,04 - 0,17 0,04 - 0,17 0,04 - 0,17 0,04 - 0,19 - -
50 R-F SP6519 0,06 - 0,27 0,06 - 0,25 0,04 - 0,23 0,04 - 0,22 0,06 - 0,27 0,06 - 0,27 0,06 - 0,27 - - 0,04 - 0,20 0,04 - 0,20 0,04 - 0,20 0,04 - 0,22 - -
030737 XPNT16/160308.R-F SP6519 - 7,40 17,40 3,18 8,00 0,04
030743 XPNT20/20T306.R-F SP6519
- 9,00 20,85 3,97 10,00 0,04
030746 XPNT25/250408.R-F SP6519
- 11,00 26,00 4,76 12,50 0,04
030749 XPNT32/320612.R-F SP6519
- 14,10 33,40 6,35 16,00 0,04
030755 XPNT40/40T716.R-F SP6519
- 18,00 41,84 7,95 20,00 0,04
030758 XPNT50/50T716.R-F SP6519
-
22,25 52,86 7,95 25,00 0,04
XPNT-F
Contour Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max.* a
e /
a
p
max. a
e /
a
p
max.
10% of the
cutter diameter
-
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
5505VX Feeds f
z
(mm/tooth)
Tool Diameter
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Note: HTA = High Temperature Alloys
Speed recommendations can be found on page A199.
* Note: a
p
max. is dependent on several insert sizes, see steel cutter pages 204 for a
p
max.
5505VX
Milling Inserts & Recommended Feeds
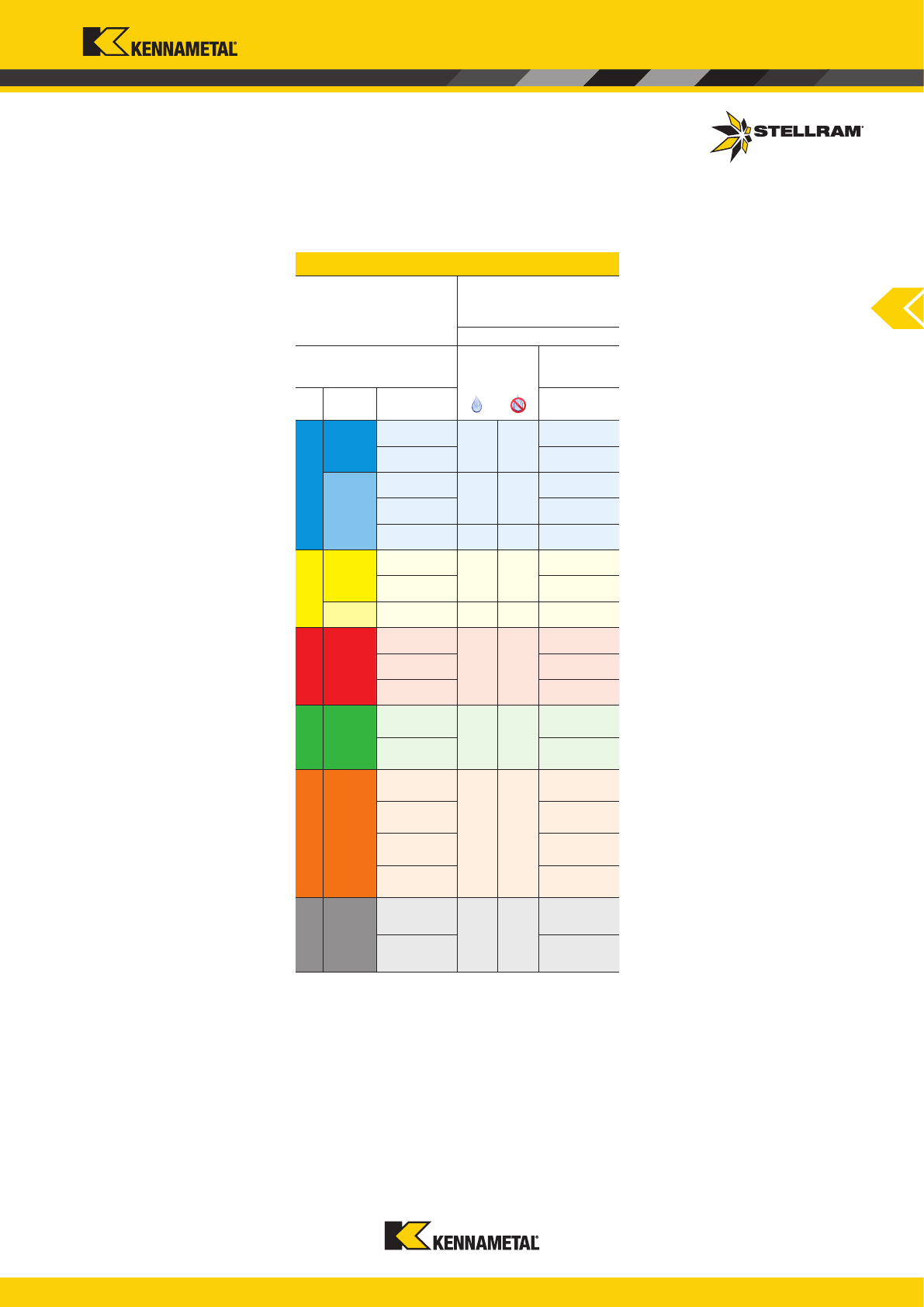
www.kennametal.com
A199
P
130 - 295
115 - 260
100 - 230
75 - 175
50 - 110
M
115 - 270
105 - 235
50 - 120
K
140 - 295
110 - 240
100 - 220
N
S
23 - 55
22 - 48
25 - 55
36 - 79
H
Contour Mills
Recommended Possible
Speed v
c
(m/min)
5505VX Series
Speed min. - max.
Coolant Recommendation
PVD
Standard
ISO Materials
Rm and
Hardness
SP6519
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
5505VX
Recommended Speeds
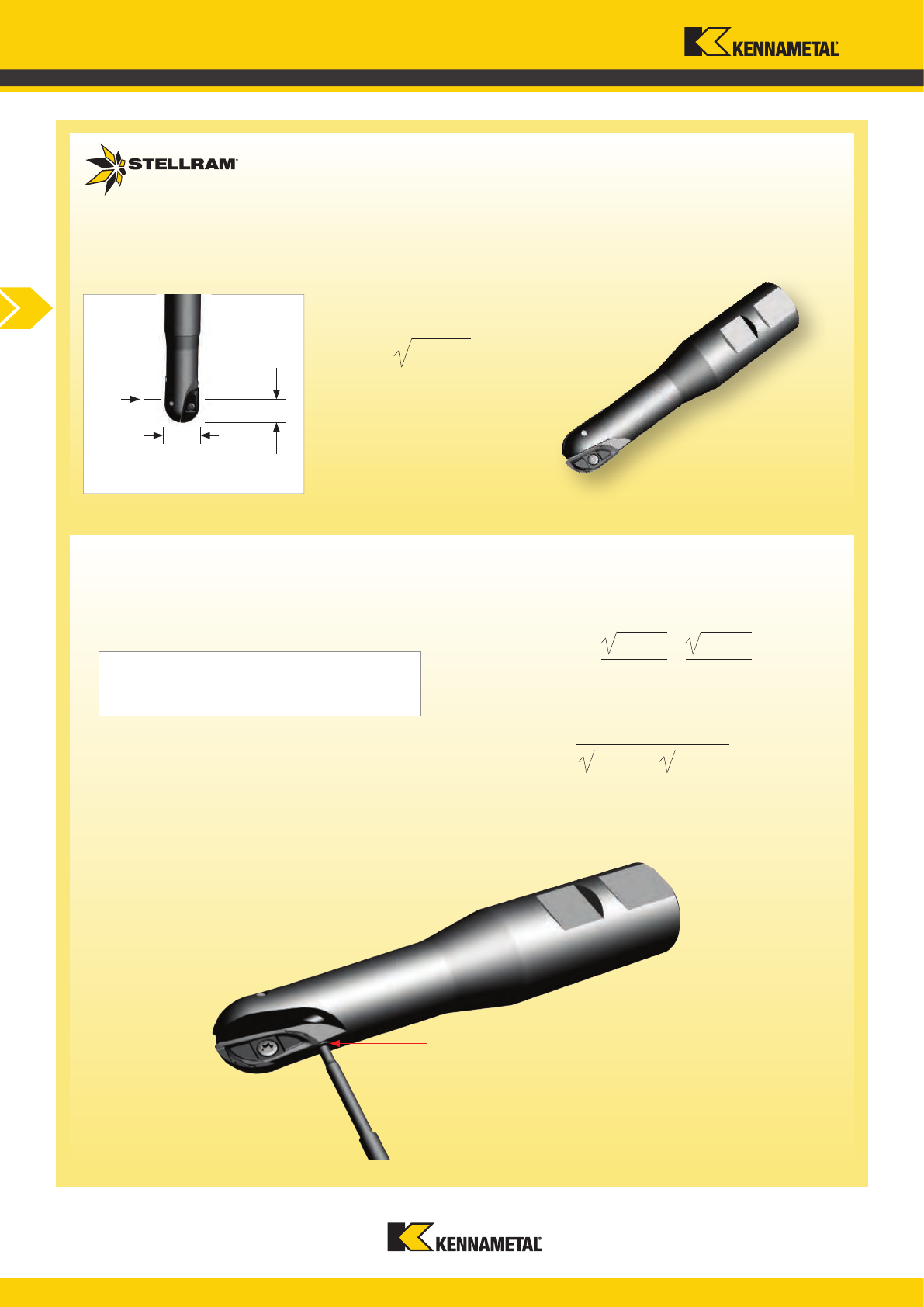
www.kennametal.com
A200
a
p
D
e
r
Contour Mills
5505VX Technical Information
5505VX Technical Information
Please do not try to remove
this screw. This screw is
glued into the body to keep
the inserts in the correct
position.
To find programmed feedrate: f
z
where:
f
z
= Feed per tooth
h
m
= Average chip thickness
r
= Insert radius
a
e
= Radial Depth of Cut
a
p
= Axial Depth of Cut
Average chip thickness: h
m
h
m
f
z
=
r
2
- r - a
p
r
( )
2
r
2
- r - a
e
r
( )
2
x
h
m
=
f
z
x x
r
2
- r - a
p
r
( )
2
r
2
- r - a
e
r
( )
2
Working Diameter:
where: D
e
= Working Diameter
r = Cutter radius
a
p
= Axial Depth of Cut
D
e
= 2 x r
2
- (r -a
p
)
2
5505VX
Technical Information
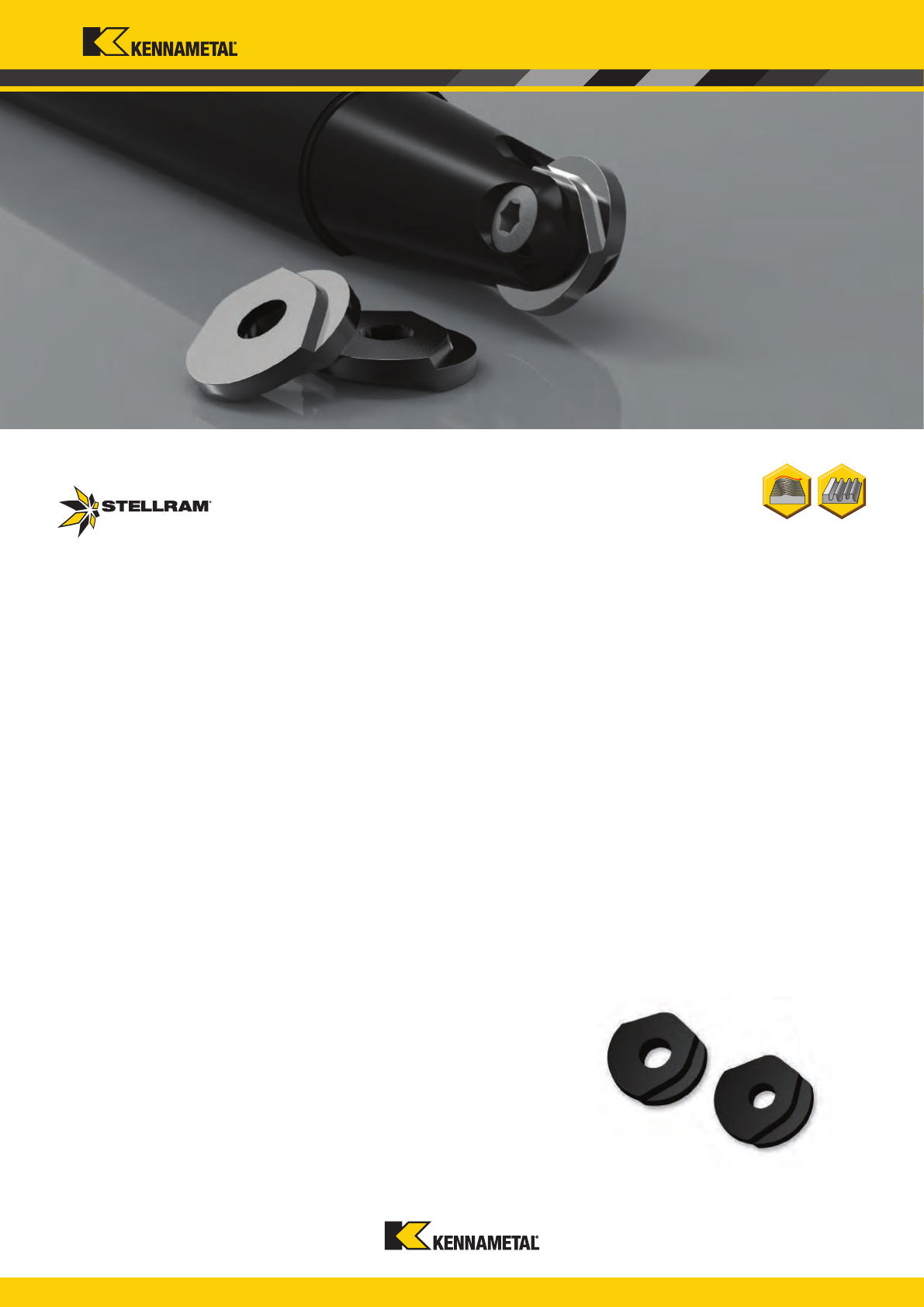
www.kennametal.com
A201
5500V Series
Contour Milling Cutter
5000V:
Diameter Range = 8mm to 25mm
BALL NOSE FINISHING CONTOUR MILLING CUTTERS
5500V cutters are for proling and nishing operations. A centrally located screw and
vee-shaped insert base provide a very precise position in the tool body.
This precise insert position gives a max. run out of less than 0,02mm.
This cutter is ideal for contour and copy milling.
This specic insert geometry design allows nishing applications up to 90°
One grade for all applications. Grade SP1019 is a micrograin carbide substrate with
a new generation TiAlN coating, that makes this new PVD grade virtually free of
residual stress and extremely hard for unmatched performance. Ideal for nishing ball
nose applications at higher surface speeds, or for greater wear resistance.
Qualified for a wide range of materials: Steels, Tool Steels, Stainless Steels, Cast
Iron, High Temperature Alloys and Hardened Steel.
5500V
Contour MillingCopy / 3D
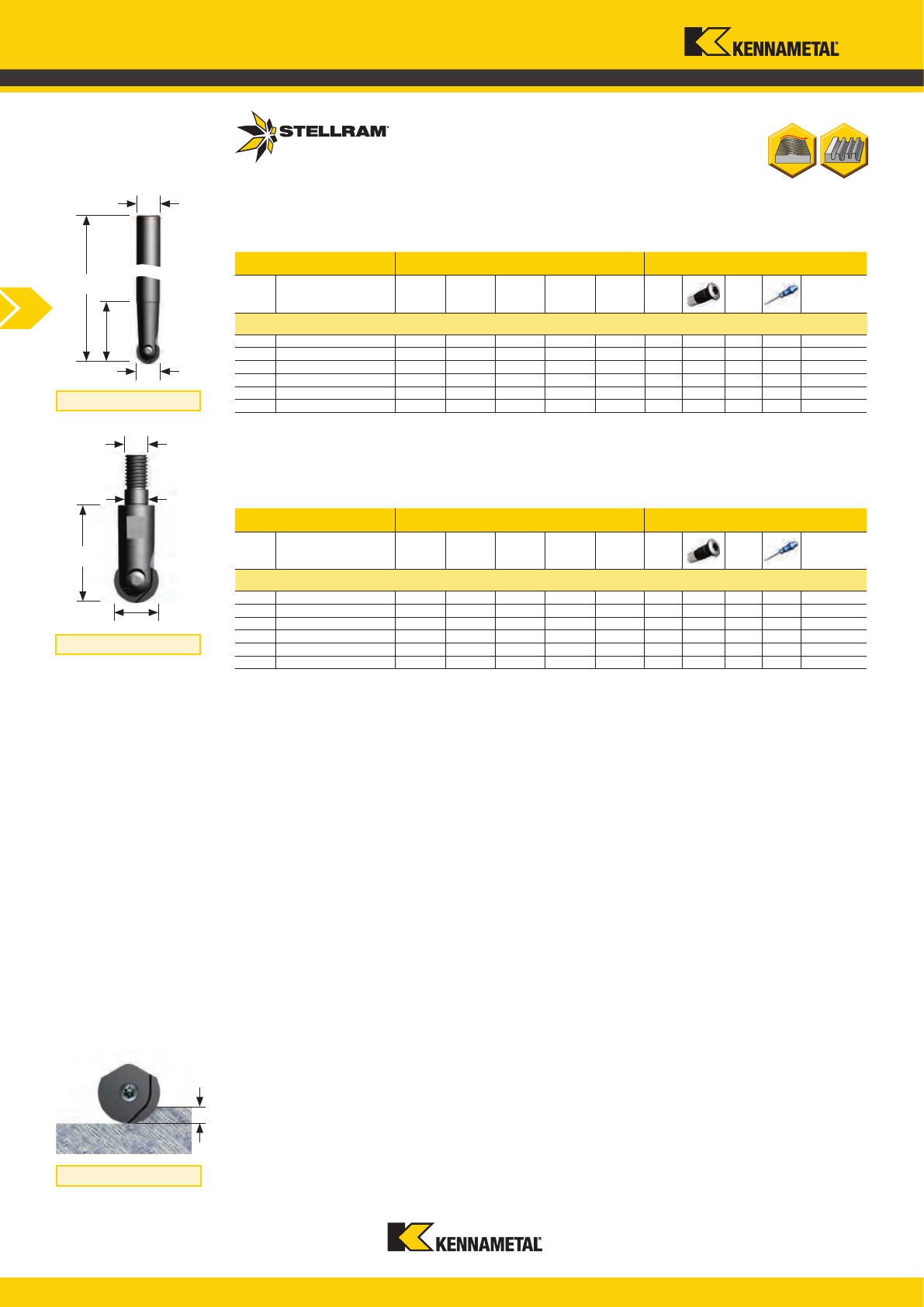
www.kennametal.com
A202
021666 5500V08CR 8 160 20 12 1 022149 55.671 018487 T6 0,40
021667 5500V10CR 10 160 25 12 1 015250 55.672 018488 T7 0,80
021668 5500V12CR 12 180 30 12 1 015251 55.674 013215 T10 2,10
021670 5500V16CR 16 200 40 16 1 022150 55.675 015240 T15 3,10
021672 5500V20CR 20 200 50 20 1 015252 55.676 015241 T20 6,00
021674 5500V25CR 25 200 50 25 1 015253 55.677 015241 T20 6,00
029128 5500V08SR25 8 25 M8 8.5 1 022149 55.671 018487 T6 0,40
029129 5500V10SR25 10 25 M8 8.5 1 015250 55.672 018488 T7 0,80
029130 5500V12SR35 12 35 M8 8.5 1 015251 55.674 013215 T10 2,10
029131 5500V16SR35 16 35 M8 8.5 1 022150 55.675 015240 T15 3,10
029132 5500V20SR35 20 35 M10 10.5 1 015252 55.676 015241 T20 6,00
029133 5500V25SR43 25 43 M12 12.5 1 015253 55.677 015241 T20 6,00
D
L
I
1
d
1
M
L
D
d
1
a
p
Contour Mills
5500V Modular Head
Product Dimensions (mm) Spares
EDP Item Description D L/H M d
1
No. of
Inserts*
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
No. of
Inserts*
EDP EDP
Screw
Tightening
Nm
5500V Cylindrical Shank
Modular Head
Cylindrical Shank
Depth of Cut (
a
p
)
* Denotes: 5500V cutter bodies take one insert with a full ball nose insert designed with two cutting edges.
When programming feed rates use two cutting edges and not one.
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page A76.
5500V modular heads do not have through coolant capability.
* Denotes: 5500V cutter bodies take one insert with a full ball nose insert designed with two cutting edges.
When programming feed rates use two cutting edges and not one.
5500V
Contour Milling Cutter
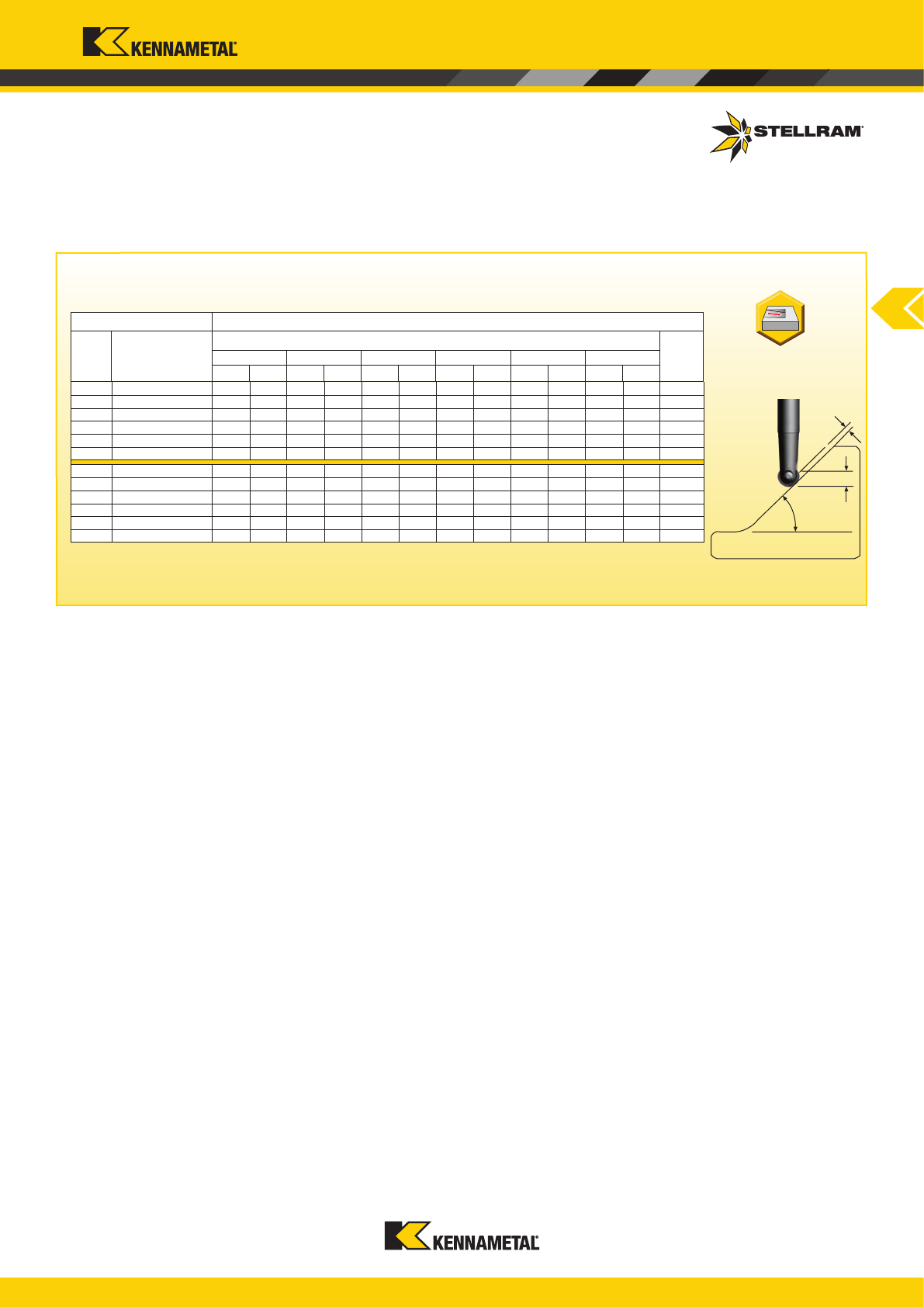
www.kennametal.com
A203
021666 5500V08CR 3,0 3,9 2,0 3,5 1,2 2,0 0,5 2,0 0,1 1,1 0,1 0,4 71500
021667 5500V10CR 3,7 4,8 2,5 4,4 1,5 3,6 0,7 2,6 0,2 1,4 0,1 0,5 62000
021668 5500V12CR 4,5 5,8 3,0 5,2 1,8 4,2 0,8 3,0 0,2 1,4 0,1 0,6 60000
021670 5500V16CR 6,0 7,7 4,0 6,9 2,4 5,6 1,1 4,0 0,3 2,0 0,1 0,7 39500
021672 5500V20CR 7,4 9,6 5,0 8,6 3,0 7,1 1,3 5,0 0,4 2,9 0,1 0,9 33500
021674 5500V25CR 9,3 12,1 6,3 10,8 3,7 8,8 1,7 6,3 0,4 3,2 0,1 1,1 22000
029128 5500V08SR25 3,0 3,9 2,0 3,5 1,2 2,0 0,5 2,0 0,1 1,1 0,1 0,4 71500
029129 5500V10SR25 3,7 4,8 2,5 4,4 1,5 3,6 0,7 2,6 0,2 1,4 0,1 0,5 62000
029130 5500V12SR35 4,5 5,8 3,0 5,2 1,8 4,2 0,8 3,0 0,2 1,4 0,1 0,6
60000
029131 5500V16SR35 6,0 7,7 4,0 6,9 2,4 5,6 1,1 4,0 0,3 2,0 0,1 0,7 39500
029132 5500V20SR35 7,4 9,6 5,0 8,6 3,0 7,1 1,3 5,0 0,4 2,9 0,1 0,9 33500
029133 5500V25SR43 9,3 12,1 6,3 10,8 3,7 8,8 1,7 6,3 0,4 3,2 0,1 1,1 22000
a
z
a
p
Contour Mills
5500V Technical Information
Product Angles ° / Dimensions (mm)
EDP Item Description
Ramping Data
Max
RPM
15°
30° 45° 60° 75° 85°
a
z
max a
p
max a
z
max a
p
max a
z
max a
p
max a
z
max a
p
max a
z
max a
p
max a
z
max a
p
max
5500V
Contour Milling Cutter
Ramping
ramp
angle
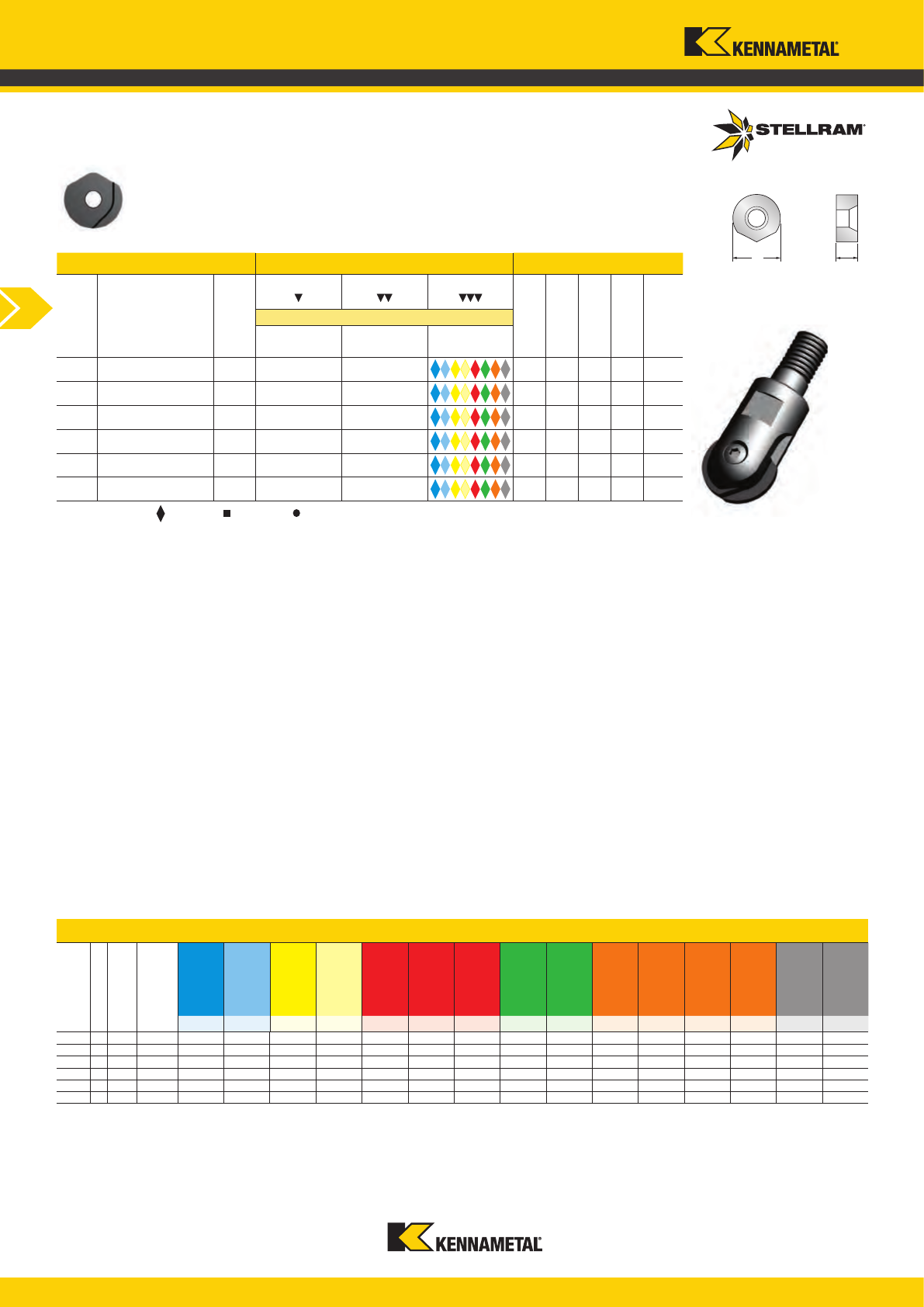
www.kennametal.com
A204
031484 RG08S SP1019 - - 8,00 - 1,75 4,00 0,02
031485 RG10S SP1019 - -
10,00 - 2,00 5,00 0,02
031486 RG12S SP1019 - -
12,00 - 2,50 6,00 0,02
031487 RG16S SP1019 - -
16,00 - 3,00 8,00 0,02
031488 RG20S SP1019 - -
20,00 - 3,50 10,00 0,02
031489 RG25S SP1019
- -
25,00 - 4,00 12,50 0,02
d
s
8 S SP1019 0,02 - 0,06 0,02 - 0,06 0,02 - 0,05 0,02 - 0,04 0,02 - 0,07 0,02 - 0,07 0,02 - 0,07 0,02 - 0,08 0,02 - 0,07 0,02 - 0,04 0,02 - 0,04 0,02 - 0,04 0,02 - 0,05 0,02 - 0,04 0,02 - 0,04
10 S SP1019 0,02 - 0,08 0,02 - 0,08 0,02 - 0,07 0,02 - 0,06 0,02 - 0,09 0,02 - 0,07 0,02 - 0,09 0,02 - 0,10 0,02 - 0,09 0,02 - 0,06 0,02 - 0,06 0,02 - 0,06 0,02 - 0,07 0,02 - 0,06 0,02 - 0,06
12 S SP1019 0,02 - 0,10 0,02 - 0,10 0,02 - 0,09 0,02 - 0,08 0,02 - 0,11 0,02 - 0,11 0,02 - 0,11 0,02 - 0,12 0,02 - 0,11 0,02 - 0,08 0,02 - 0,08 0,02 - 0,08 0,02 - 0,09 0,02 - 0,08 0,02 - 0,08
16 S SP1019 0,02 - 0,14 0,02 - 0,14 0,02 - 0,13 0,02 - 0,12 0,02 - 0,15 0,02 - 0,15 0,02 - 0,15 0,02 - 0,16 0,02 - 0,15 0,02 - 0,12 0,02 - 0,12 0,02 - 0,12 0,02 - 0,13 0,02 - 0,12 0,02 - 0,12
20 S SP1019 0,02 - 0,18 0,02 - 0,18 0,02 - 0,17 0,02 - 0,16 0,02 - 0,19 0,02 - 0,19 0,02 - 0,19 0,02 - 0,20 0,02 - 0,18 0,02 - 0,16 0,02 - 0,16 0,02 - 0,16 0,02 - 0,17 0,02 - 0,16 0,02 - 0,16
25 S SP1019 0,02 - 0,23 0,02 - 0,23 0,02 - 0,22 0,02 - 0,21 0,02 - 0,24 0,02 - 0,24 0,02 - 0,24 0,02 - 0,25 0,02 - 0,22 0,02 - 0,21 0,02 - 0,21 0,02 - 0,21 0,02 - 0,22 0,02 - 0,21 0,02 - 0,21
RG_S
Contour Mills
5500V Feeds f
z
(mm/tooth)
Insert Diameter
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Note: HTA = High Temperature Alloys
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p /
a
e
min. - max.
0,10 - < 1,00
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Speed recommendations can be found on page A205.
5500V
Milling Inserts & Recommended Feeds
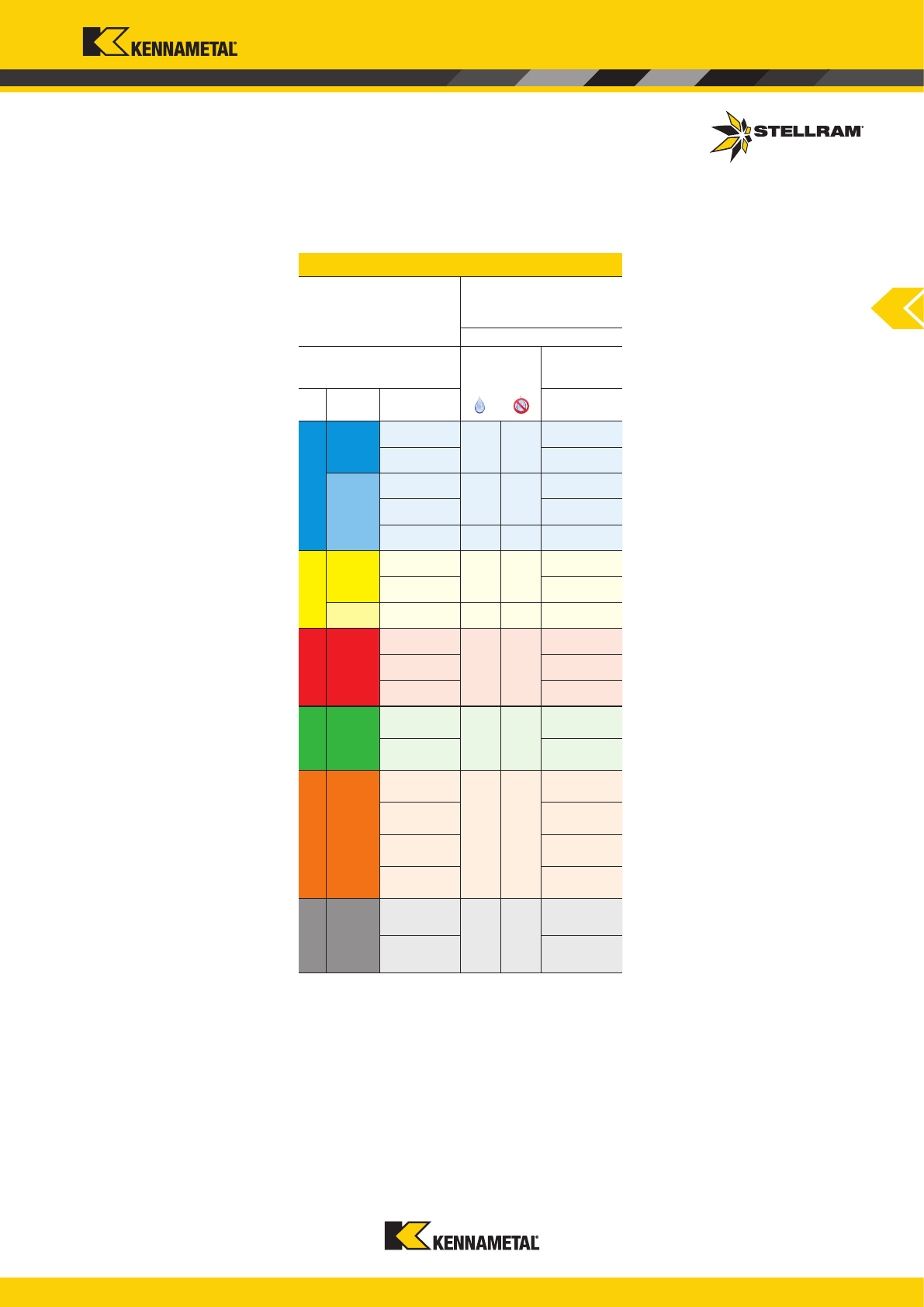
www.kennametal.com
A205
P
225 - 380
200 - 335
175 - 295
130 - 225
85 - 145
M
200 - 335
180 - 305
85 - 145
K
240 - 400
185 - 340
170 - 285
N
400 - 2745
295 - 2135
S
40 - 67
37 - 63
42 - 72
61 - 103
H
50 - 110
40 - 90
Contour Mills
Recommended Possible
Speed v
c
(m/min)
5500V Series
Speed min. - max.
Coolant Recommendation
PVD
Micrograin
ISO Materials
Rm and
Hardness
SP1019
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
5500V
Recommended Speeds
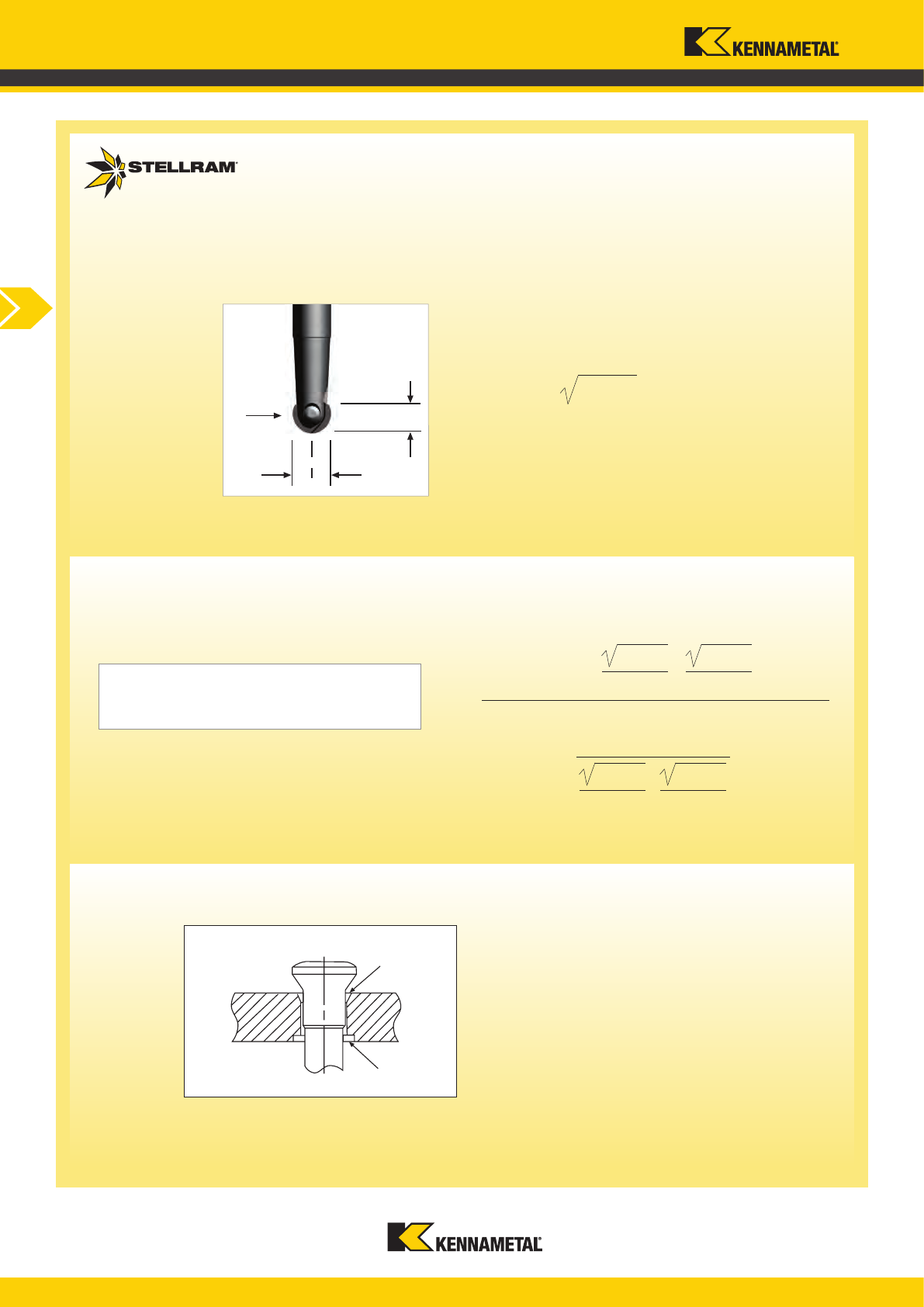
www.kennametal.com
A206
a
p
D
w
r
Contour Mills
5500V Technical Information
Insert Assembly Information
5500V Technical Information
Insert Bottom
Counterbore
Countersink
RG Insert Orientation
Insert through hole has a countersink on
one side and a counterbore on the other
side. Assemble as shown to create proper
pull back against the cutter pocket.
To find programmed feedrate: f
z
where:
f
z
= Feed per tooth
h
m
= Average chip thickness
r
= Insert radius
a
e
= Radial Depth of Cut
a
p
= Axial Depth of Cut
Average chip thickness: h
m
h
m
f
z
=
r
2
- r - a
p
r
( )
2
r
2
- r - a
e
r
( )
2
x
h
m
=
f
z
x x
r
2
- r - a
p
r
( )
2
r
2
- r - a
e
r
( )
2
Working Diameter:
where: D
w
= Working Diameter
r = Cutter radius
a
p
= Axial Depth of Cut
D
w
= 2 x r
2
- (r -a
p
)
2
5500V
Technical Information
www.kennametal.com
A207
7700VR Series
Copy Milling Cutter
7700VR06:
Maximum a
p
= 3mm
Diameter Range = 14mm to 20mm
7700VR08:
Maximum a
p
= 4mm
Diameter Range = 16mm to 32mm
7700VR10:
Maximum a
p
= 5mm
Diameter Range = 20mm to 32mm
ROUND INSERT MILLING CUTTERS WITHOUT INDEXATION
The 7700VR series is mainly for medium roughing and semi-nishing with low axial depth of
cut as well as for nishing of Steel, Tool Steel, Stainless Steel, High Temperature Alloys and
Aluminium Alloys.
This series is without an anti-rotation pocket, which allows a maximum number of insert
indexing according to the axial depth of cut requirement. This is an advantage when the
cutter is being used for semi-nishing and nishing.
7700VR
Helical
Interpolation
Copy / 3DFacing Ramping Spiral / Circular PocketingHelical
Interpolation
with Bore Hole
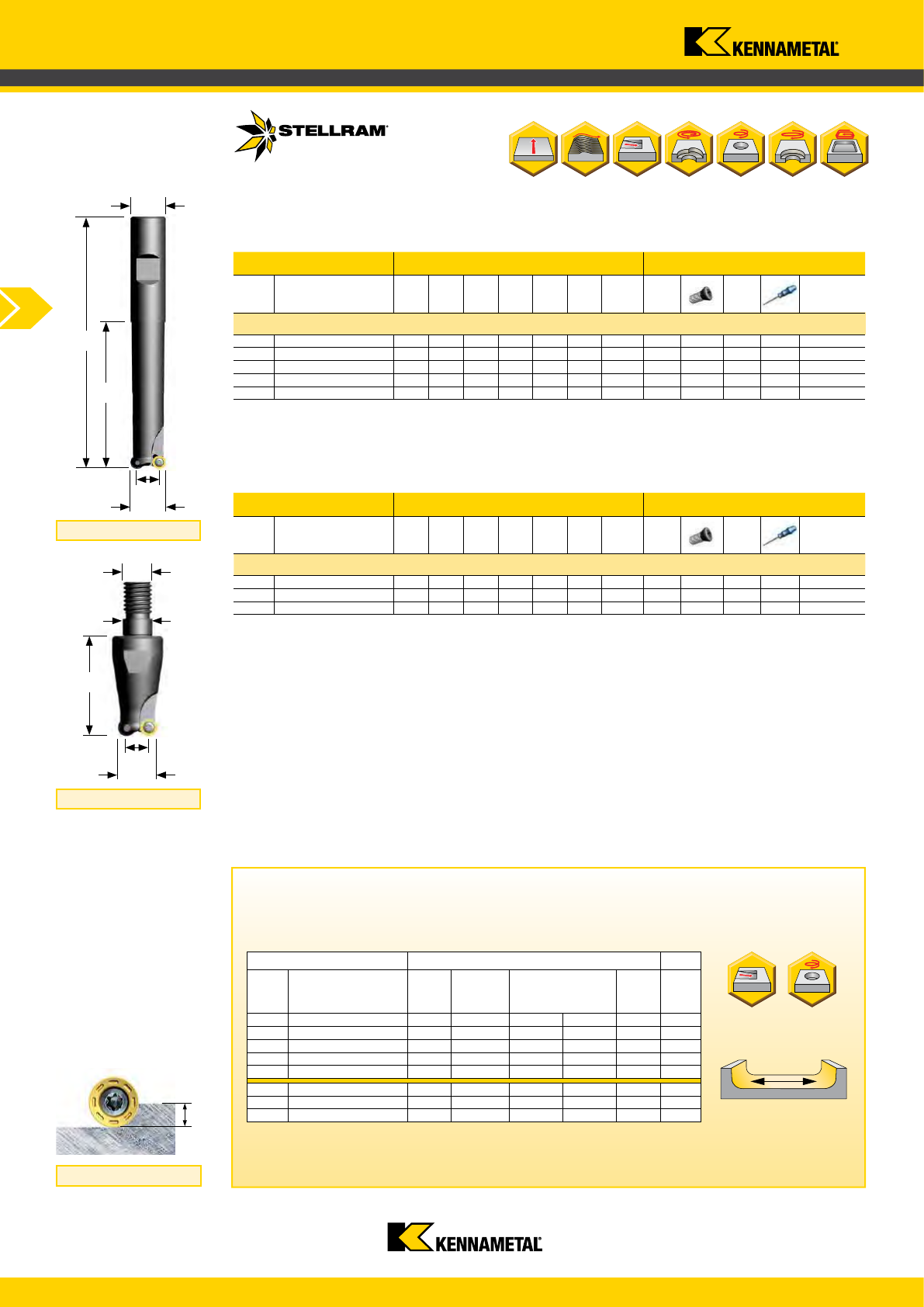
www.kennametal.com
A208
021727 7700VR06WA016R067 16 10 115 67 16 3 2 015060 F2505T 018488 T7 0,80
021728 7700VR06WA016R102 16 10 150 102 16 3 2 015060 F2505T 018488 T7 0,80
021729 7700VR06WA020R060 20 14 110 60 20 3 3 015060 F2505T 018488 T7 0,80
021730 7700VR06WA020R090 20 14 140 90 20 3 3 015060 F2505T 018488 T7 0,80
021731 7700VR06WA020R120 20 14 170 120 20 3 3 015060 F2505T 018488 T7 0,80
a
p
033732 7700VR06SA014Z2R35 14 8 35 M10 10,50 3 2 015060 F2505T 018488 T7 0,80
033733 7700VR06SA016Z3R35 16 10 35 M10 10,50 3 3 015060 F2505T 018488 T7 0,80
033734 7700VR06SA020Z4R35 20 14 35 M10 10,50 3 4 015060 F2505T 018488 T7 0,80
021727 7700VR06WA016R067 10 9.3 22 30 2,00 124000
021728 7700VR06WA016R102 10 9.3 22 30 2,00 110000
021729 7700VR06WA020R060 14 5.4 30 38 2,00 90000
021730 7700VR06WA020R090 14 5.4 30 38 2,00 90000
021731 7700VR06WA020R120 14 5.4 30 38 2,00 90000
033732 7700VR06SA014Z2R35 8 7.8 18 26 2,00 124000
033733 7700VR06SA016Z3R35 10 9.3 22 30 2,00 110000
033734 7700VR06SA020Z4R35 14 5.4 30 38 2,00 90000
Da*
L
d
1
I
1
M
L
d
1
D
Da*
D
Contour Mills
D = Effective Diameter (Axis) from insert centreline to centreline.
D = Effective Diameter (Axis) from insert centreline to centreline.
7700VR06 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
7700VR06 Modular Head
Product Dimensions (mm) Spares
EDP Item Description D
a
* D L M d
1
a
p
max
No. of
teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D
a
* D L l
1
d
1
a
p
max
No. of
teeth
EDP EDP
Screw
Tightening
Nm
7700VR06 Weldon Shank
Modular Head
Weldon Shank
Depth of Cut (
a
p
)
D
a
* = Outside Diameter
D
a
* = Outside Diameter
Note: For Cylindrical Shank extensions in high density alloy with through coolant refer to page A76.
7700VR06
Copy Milling Cutter
Ramping Helical
Interpolation
Facing Pitch
Flat
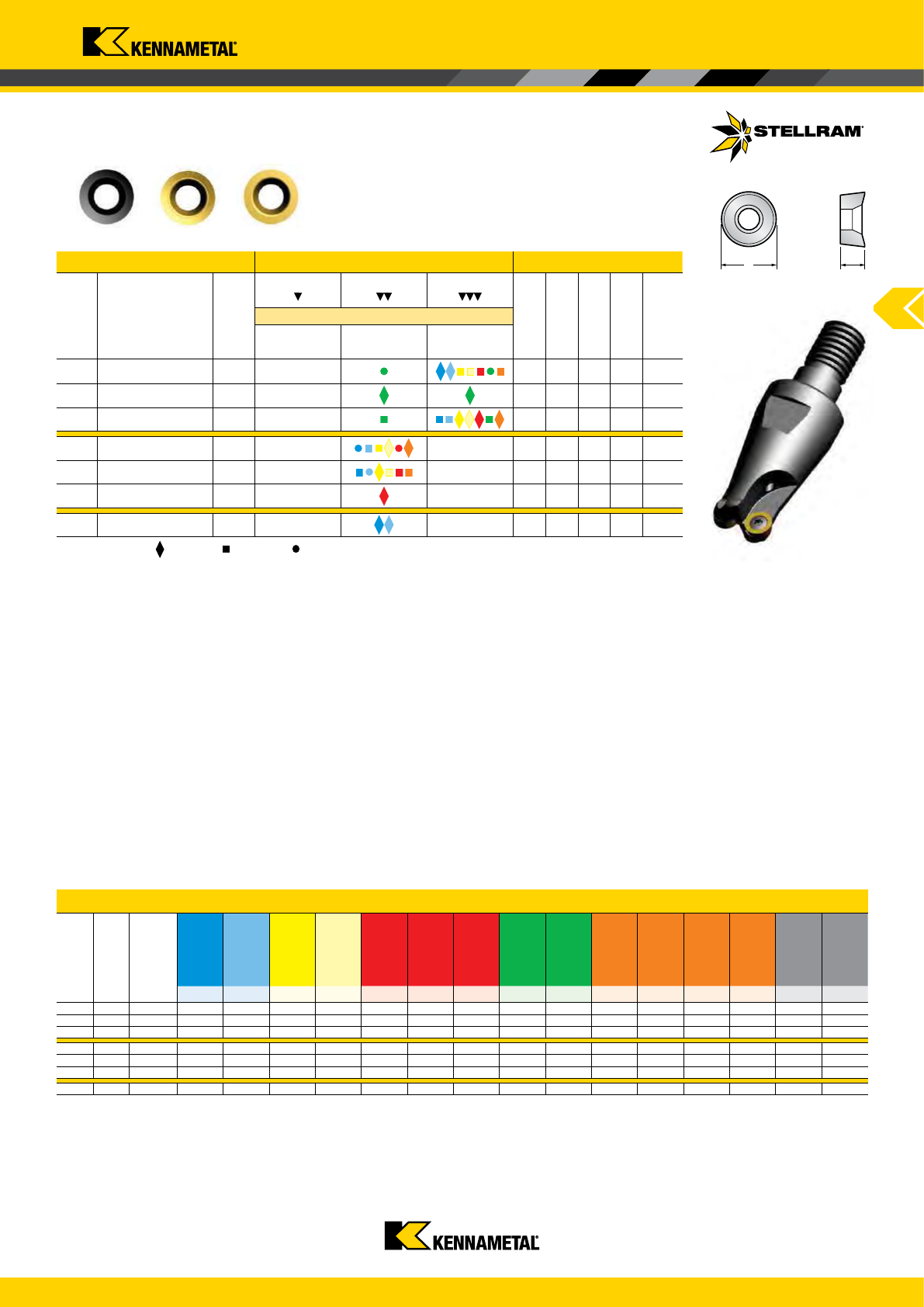
www.kennametal.com
A209
F-701 SP6519
0,02 - 0,10 0,02 - 0,08 0,02 - 0,10 0,02 - 0,08 0,02 - 0,10 0,02 - 0,10 0,02 - 0,07 0,02 - 0,10 0,02 - 0,07 0,02 - 0,05 0,02 - 0,05 0,02 - 0,06 0,02 - 0,07 - -
F-701 GH2
- - - - - - - 0,02 - 0,10 0,02 - 0,07 - - - - - -
F-701 SP4019
0,02 - 0,08 0,02 - 0,06 0,02 - 0,08 0,02 - 0,06 0,02 - 0,08 0,02 - 0,08 0,02 - 0,05 0,02 - 0,10 0,02 - 0,07 0,02 - 0,04 0,02 - 0,04 0,02 - 0,05 0,02 - 0,06 - -
E-41 X500
0,03 - 0,12 0,03 - 0,10 0,03 - 0,12 0,03 - 0,10 0,03 - 0,12 0,03 - 0,12 0,03 - 0,10 - - 0,03 - 0,06 0,03 - 0,05 0,02 - 0,05 0,03 - 0,07 - -
E-41 SP6519
0,03 - 0,12 0,03 - 0,10 0,03 - 0,12 0,03 - 0,10 0,03 - 0,12 0,03 - 0,12 0,03 - 0,10 - - 0,03 - 0,06 0,03 - 0,05 0,02 - 0,05 0,03 - 0,07 - -
E-41 MP91M
- - - - 0,03 - 0,12 0,03 - 0,12 0,03 - 0,10 - - - - - - - -
T X500
0,10 - 0,13 0,10 - 0,12 - - - - - - - - - - - - -
034540 RPEX0602M0F-701 SP6519
-
6,00 - 2,38 3,00 0,02
023313 RPEX0602M0F-701 GH2 -
6,00 - 2,38 3,00 0,02
034541 RPEX0602M0F-701 SP4019 -
6,00 - 2,38 3,00 0,02
015219 RPMT0602M0E-41 X500 -
- 6,00 - 2,38 3,00 0,03
034542 RPMT0602M0E-41 SP6519 -
- 6,00 - 2,38 3,00 0,03
023327 RPMT0602M0E-41 MP91M -
- 6,00 - 2,38 3,00 0,03
024755 RPEW0602M0T X500
-
-
6,00 - 2,38 3,00 0,06
RPEX06-701 RPMT06-41 RPEW06-T
d
s
Contour Mills
Note: HTA = High Temperature Alloys
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max a
p
min - max a
p
min - max
- 0,50- 1,50 0,10 - ,50
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
7700VR06 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Note: Speed recommendations can be found on page A214.
7700VR06
Milling Inserts & Recommended Feeds
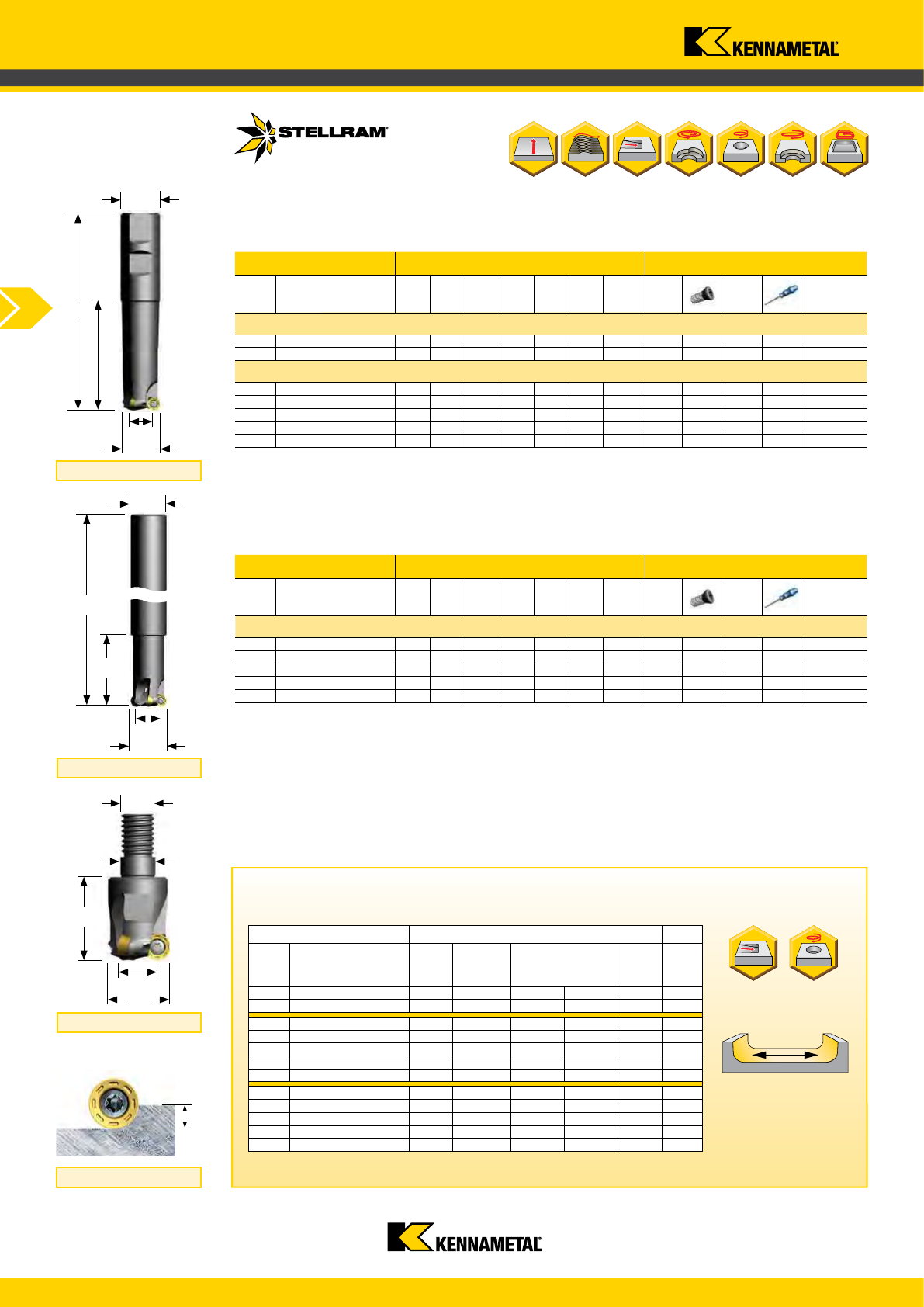
www.kennametal.com
A210
021732 7700VR08WA025R070-M3 25 17 126 70 25 4 3 015062 F3006T 013214 T9 1,40
021733 7700VR08WA025R124-M3 25 17 180 124 25 4 3 015062 F3006T 013214 T9 1,40
031134 7700VR08CA020Z3R40 20 12 180 40 20 4 3 015062 F3006T 013214 T9 1,40
031135 7700VR08CA025Z3R50 25 17 200 50 25 4 3 015062 F3006T 013214 T9 1,40
031602 7700VR08CA025Z4R50 25 17 200 50 25 4 4 015062 F3006T 013214 T9 1,40
031137 7700VR08CA032Z4R70 32 24 250 70 32 4 4 015062 F3006T 013214 T9 1,40
031081 7700VR08CA032Z5R70 32 24 250 70 32 4 5 015062 F3006T 013214 T9 1,40
M
L
d
1
a
p
031124 7700VR08SA016Z2R25 16 8 25 M8 8.5 4 2 015062 F3006T 013214 T9 1,40
031125 7700VR08SA020Z3R25 20 12 25 M10 10.5 4 3 015062 F3006T 013214 T9 1,40
031126 7700VR08SA025Z3R35 25 17 35 M12 12.5 4 3 015062 F3006T 013214 T9 1,40
031127 7700VR08SA025Z4R35 25 17 35 M12 12.5 4 4 015062 F3006T 013214 T9 1,40
031080 7700VR08SA032Z5R35 32 24 35 M16 17.0 4 5 015062 F3006T 013214 T9 1,40
021732 7700VR08WA025R070-M3 17 7.85 36 48 2,67 68000
021733 7700VR08WA025R124-M3 17 7.85 36 48 2,67 68000
031134 7700VR08CA020Z3R40 12 9.10 26 38 2,67 81000
031135 7700VR08CA025Z3R50 17 7.85 36 48 2,67 68000
031602 7700VR08CA025Z4R50 17 7.85 36 48 2,67 68000
031137 7700VR08CA032Z4R70 24 6.75 50 62 2,67 57000
031081 7700VR08CA032Z5R70 24 6.75 50 62 2,67 57000
031124 7700VR08SA016Z2R25 8 32.60 18 30 2,67 99000
031125 7700VR08SA020Z3R25 12 12.70 26 38 2,67 81000
031126 7700VR08SA025Z3R35 17 7.85 36 48 2,67 68000
031127 7700VR08SA025Z4R35 17 7.85 36 48 2,67 68000
031080 7700VR08SA032Z5R35 24 7.20 50 62 2,67 57000
L
d
1
I
1
L
I
1
d
1
Da*
D
Da*
D
Da*
D
Contour Mills
D = Effective Diameter (Axis) from insert centreline to centreline.
D = Effective Diameter (Axis) from insert centreline to centreline.
7700VR08 Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
7700VR08 Modular Head - Medium and Fine Pitch
Product Dimensions (mm) Spares
EDP Item Description D
a
* D L/H
M d
1
a
p
max
No. of
teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D
a
* D L/H
l
1
d
1
a
p
max
No. of
teeth
EDP EDP
Screw
Tightening
Nm
7700VR08 Weldon Shank
7700VR08 Cylindrical Shank - Medium and Fine Pitch
Weldon Shank
Cylindrical Shank
Modular Head
Depth of Cut (
a
p
)
D
a
* = Outside Diameter
D
a
* = Outside Diameter
Note: For Cylindrical Shank extensions in high density alloy with through coolant refer to page A76.
7700VR08
Copy Milling Cutter
Ramping Helical
Interpolation
Facing Pitch
Flat
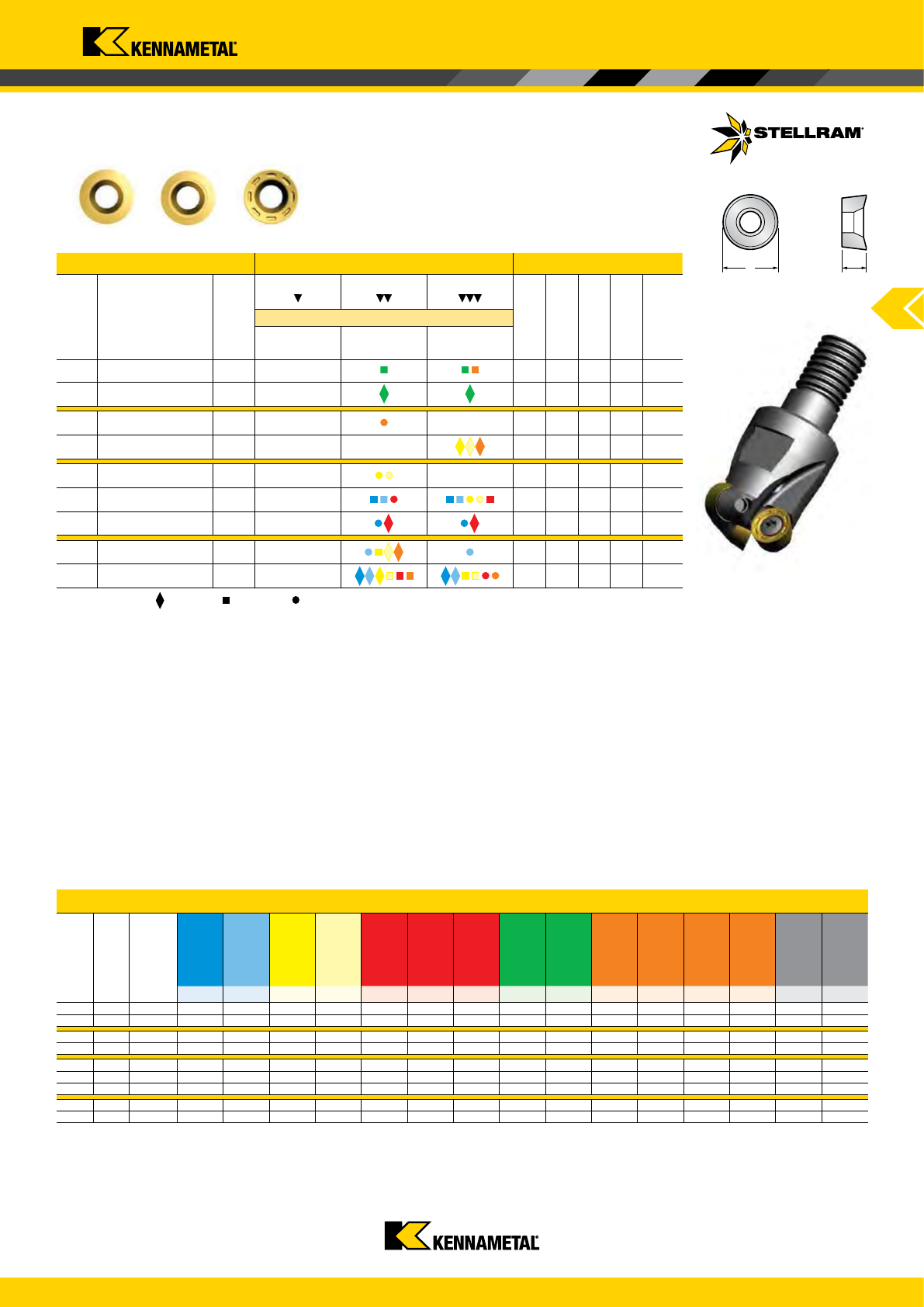
www.kennametal.com
A211
F-701
SP4019
- - - - - - - 0,02 - 0,08 0,02 - 0,06 0,02 - 0,06 0,02 - 0,06 0,02 - 0,07 0,02 - 0,09 - -
F-701
GH1
- - - - - - - 0,02 - 0,08 0,02 - 0,06 - - - - - -
E-701
X500
- - - - - - - - - 0,02 - 0,06 0,02 - 0,06 0,02 - 0,07 0,02 - 0,09 - -
E-701
SP6519
- - 0,02 - 0,10 0,02 - 0,08 - - - - - 0,02 - 0,06 0,02 - 0,06 0,02 - 0,07 0,02 - 0,09 - -
E-41
X500
- - 0,03 - 0,12 0,03 - 0,10 - - - - - - - - - - -
E-41
SP6519
0,03 - 0,14 0,03 - 0,12 0,03 - 0,12 0,03 - 0,10 0,03 - 0,14 0,03 - 0,14 0,03 - 0,12 - - - - - - - -
E-41
MP91M
0,03 - 0,13 - - - 0,03 - 0,13 0,03 - 0,13 0,03 - 0,11 - - - - - - - -
E-422
X500
- 0,03 - 0,12 0,03 - 0,14 0,03 - 0,11 - - - - - 0,03- 0,08 0,03 - 0,08 0,03 - 0,09 0,03 - 0,11 - -
E-422
SP6519
0,03 - 0,14 0,03 - 0,12 0,03 - 0,14 0,03 - 0,11 0,03 - 0,14 0,03 - 0,14 0,03 - 0,12 - - 0,03 - 0,08 0,03 - 0,08 0,03 - 0,09 0,03 - 0,11 - -
034544 RPEX0803M3F-701 SP4019
-
8,00 - 3,18 4,00 0,02
023315 RPEX0803M3F-701 GH1 -
8,00 - 3,18 4,00 0,02
031312 RPEX0803M3E-701 X500 -
- 8,00 - 3,18 4,00 0,02
034543 RPEX0803M3E-701 SP6519 - -
8,00 - 3,18 4,00 0,02
015220 RPMT0803M3E-41 X500 -
8,00 - 3,18 4,00 0,02
031473 RPMT0803M3E-41 SP6519 -
8,00 - 3,18 4,00 0,02
017308 RPMT0803M3E-41 MP91M -
8,00 - 3,18 4,00 0,02
031186 RPHT0803M3E-422 X500 -
8,00 - 3,18 4,00 0,03
031187 RPHT0803M3E-422 SP6519
-
8,00 - 3,18 4,00 0,03
RPEX08-701
RPMT08-41
RPHT08-422
d
s
Contour Mills
7700VR08 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Note: HTA = High Temperature Alloys
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max a
p
min - max a
p
min - max
- 0.,80 - 1,50 0,10 - 0,80
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Speed recommendations can be found on page A214.
7700VR08
Milling Inserts & Recommended Feeds
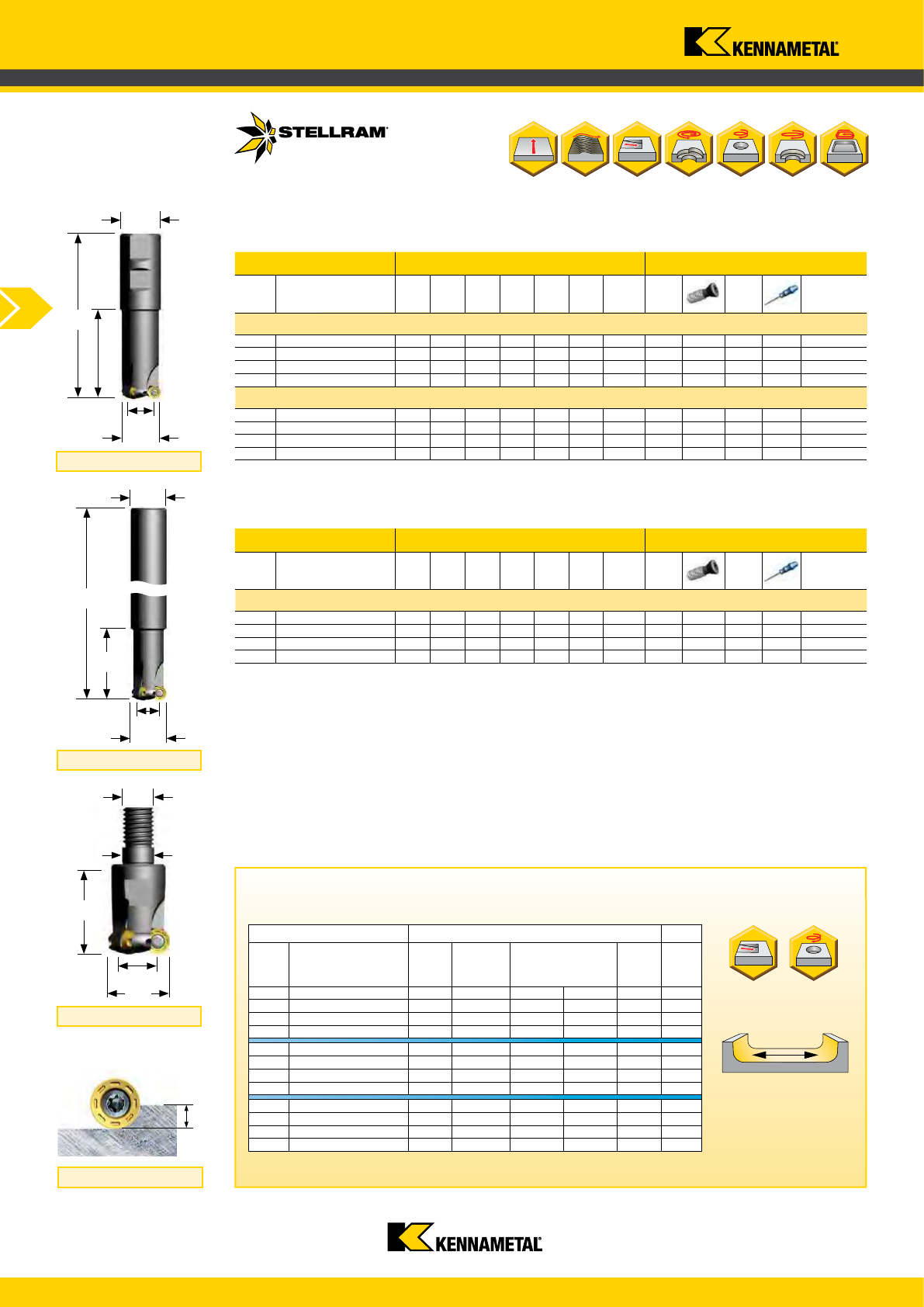
www.kennametal.com
A212
021737 7700VR10WA032R070 32 22 130 70 32 5 3 015260 D4008T 015240 T15 3,10
027820 7700VR10WA032Z4R070 32 22 130 70 32 5 4 015260 D4008T 015240 T15 3,10
021738 7700VR10WA032R140 32 22 200 140 32 5 3 015260 D4008T 015240 T15 3,10
021739 7700VR10WA032R190 32 22 250 190 32 5 3 015260 D4008T 015240 T15 3,10
031203 7700VR10CA020Z2R40 20 10 180 40 20 5 2 031223 D4007T 015240 T15 3,10
031204 7700VR10CA025Z3R50 25 15 200 50 25 5 3 031223 D4007T 015240 T15 3,10
031205 7700VR10CA032Z3R70 32 22 200 70 32 5 3 015260 D4008T 015240 T15 3,10
031206 7700VR10CA032Z4R70 32 22 250 70 32 5 4 015260 D4008T 015240 T15 3,10
031210 7700VR10SA020Z2R25 20 10 25 M10 10.5 5 2 031223 D4007T 015240 T15 3,10
031211 7700VR10SA025Z3R35 25 15 35 M12 12.5 5 3 031223 D4007T 015240 T15 3,10
031212 7700VR10SA032Z3R35 32 22 35 M16 17.0 5 3 015260 D4008T 015240 T15 3,10
031213 7700VR10SA032Z4R35 32 22 35 M16 17.0 5 4 015260 D4008T 015240 T15 3,10
a
p
M
L
d
1
L
d
1
I
1
021737 7700VR10WA032R070 22 7.55 46 62 3,33 53000
027820 7700VR10WA032Z4R070 22 7.55 46 62 3,33 53000
021738 7700VR10WA032R140 22 7.55 46 62 3,33 53000
021739 7700VR10WA032R190 22 7.55 46 62 3,33 53000
031203 7700VR10CA020Z2R40 10 26.80 22 38 3,33 79000
031204 7700VR10CA025Z3R50 15 17.70 32 48 3,33 65000
031205 7700VR10CA032Z3R70 22 7.55 46 62 3,33 53000
031206 7700VR10CA032Z4R70 22 7.55 46 62 3,33 53000
031210 7700VR10SA020Z2R25 10 26.80 22 38 3,33 79000
031211 7700VR10SA025Z3R35 15 17.70 32 48 3,33 65000
031212 7700VR10SA032Z3R35 22 7.55 46 62 3,33 53000
031213 7700VR10SA032Z4R35 22 7.55 46 62 3,33 53000
L
I
1
d
1
Da*
D
Da*
D
Da*
D
Contour Mills
D = Effective Diameter (Axis) from insert centreline to centreline.
D = Effective Diameter (Axis) from insert centreline to centreline.
7700VR10 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
7700VR10 Modular Head - Medium and Fine Pitch
Product Dimensions (mm) Spares
EDP Item Description D
a
* D L/H M d
1
a
p
max
No. of
teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D
a
* D L/H l
1
d
1
a
p
max
No. of
teeth
EDP EDP
Screw
Tightening
Nm
7700VR10 Weldon Shank - Medium and Fine Pitch
7700VR10 Cylindrical Shank - Medium and Fine Pitch
Weldon Shank
Cylindrical Shank
Modular Head
Depth of Cut (
a
p
)
D
a
* = Outside Diameter
D
a
* = Outside Diameter
Note: For Cylindrical Shank extensions in high density alloy with through coolant refer to page A76.
7700VR10
Copy Milling Cutter
Ramping Helical
Interpolation
Facing Pitch
Flat
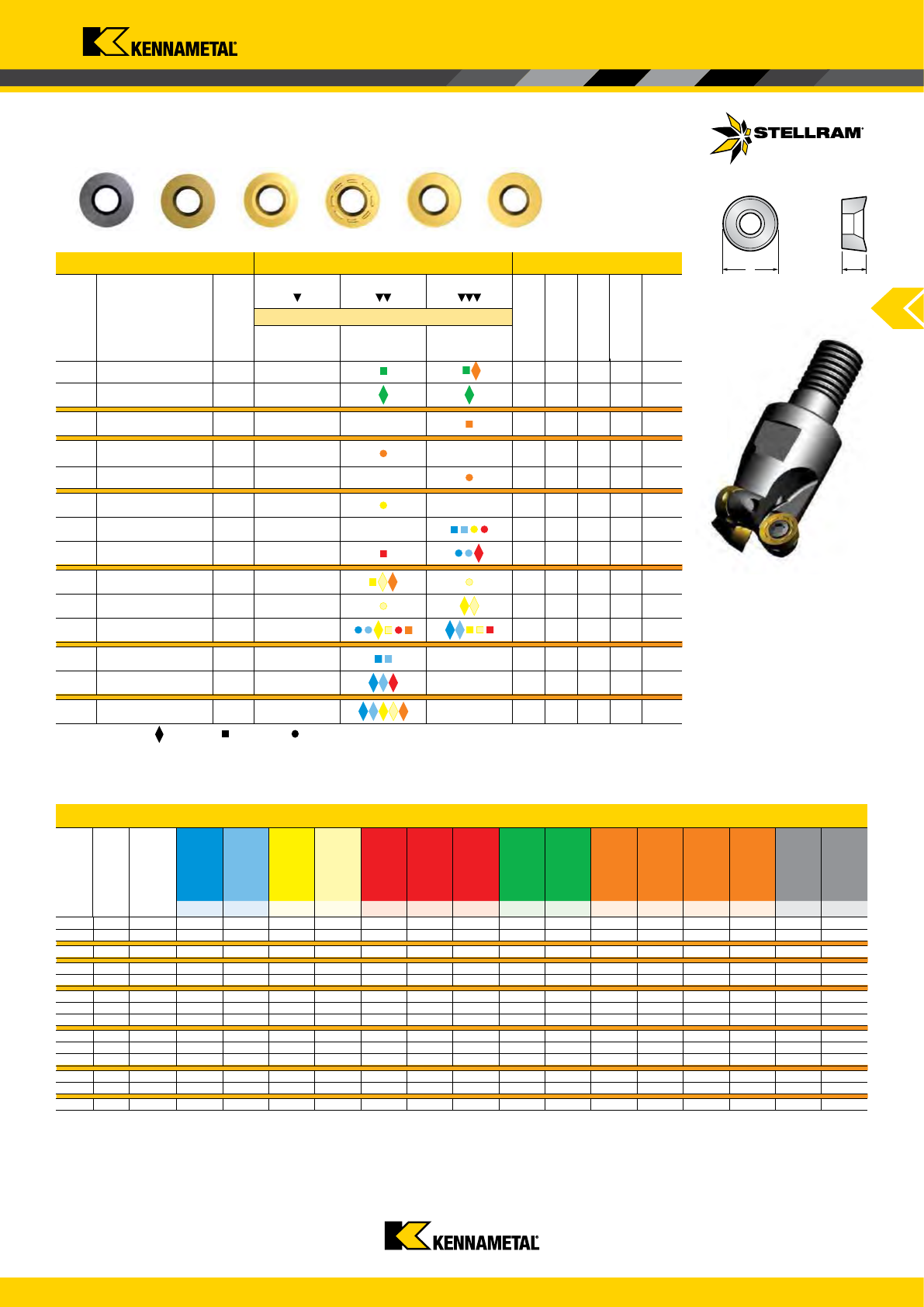
www.kennametal.com
A213
034546 RPEX10T3M0F-701-X4 SP4019
-
10,00 - 3,97 5,00 0,02
030456 RPEX10T3M0F-701-X4 GH1 -
10,00 - 3,97 5,00 0,02
034545 RPEX10T3M0E-701-X4 SP6519 - -
10,00 - 3,97 5,00 0,02
030449 RPHT10T3M0E-421-X4 X500 -
- 10,00 - 3,97 5,00 0,04
030410 RPHT10T3M0E-421-X4 X700 - -
10,00 - 3,97 5,00 0,04
030452 RPMT10T3M0E-41-X4 X500 -
- 10,00 - 3,97 5,00 0,04
031539 RPMT10T3M0E-41-X4 SP6519 - -
10,00 - 3,97 5,00 0,04
030451 RPMT10T3M0E-41-X4 MP91M -
10,00 - 3,97 5,00 0,04
030697 RPHT10T3M0E422-X4 X500 -
10,00 - 3,97 5,00 0,03
030767 RPHT10T3M0E-422-X4 X700 -
10,00 - 3,97 5,00 0,03
030862 RPHT10T3M0E-422-X4 SP6519 -
10,00 - 3,97 5,00 0,03
030329 RPHT10T3M0T-X4 X500 -
- 10,00 - 3,97 5,00 0,08
031555 RPHT10T3M0T-X4 SP6519 -
- 10,00 - 3,97 5,00 0,08
030454 RPMW10T3M0T-X4 X500
-
-
10,00 - 3,97 5,00 0,13
F-701-X4 SP4019
- - - - - - - 0,02 - 0,10 0,02 - 0,08 0,02 - 0,07 0,02 - 0,07 0,03 - 0,08 0,03 - 0,09 - -
F-701-X4 GH1
- - - - - - - 0,02 - 0,10 0,02 - 0,08 - - - - - -
E-701-X4 SP6519
- - - - - - - - - 0,02 - 0,07 0,02 - 0,07 0,03 - 0,08 0,03 - 0,09 - -
E-421-X4 X500
- - - - - - - - - 0,04 - 0,08 0,04 - 0,08 0,04 - 0,09 0,04 - 0,11 - -
E-421-X4 X700
- - - - - - - - - 0,04 - 0,08 0,04 - 0,08 0,04 - 0,09 0,04 - 0,11 - -
E-41-X4 X500
- - 0,04 - 0,18 - - - - - - - - - - - -
E-41-X4 SP6519
0,04 - 0,18 0,04 - 0,16 0,04 - 0,18 - 0,04 - 0,18 0,04 - 0,18 0,04 - 0,16 - - - - - - - -
E-41-X4 MP91M
0,04 - 0,18 0,04 - 0,16 - - 0,04 - 0,16 0,04 - 0,16 0,04 - 0,14 - - - - - - - -
E-422-X4 X500
- - 0,06 - 0,30 0,06 - 0,25 - - - - - 0,06 - 0,14 0,06 - 0,14 0,06 - 0,16 0,06 - 0,18 - -
E-422-X4 X700
- - 0,06 - 0,28 0,06 - 0,22 - - - - - - - - - - -
E-422-X4 SP6519
0,06 - 0,30 0,06 - 0,25 0,06 - 0,28 0,06 - 0,22 0,06 - 0,25 0,06 - 0,25 0,06 - 0,22 - - 0,06 - 0,12 0,06 - 0,12 0,06 - 0,14 0,06 - 0,16 - -
T-X4 X500
0,15 - 0,33 0,15 - 0,28 - - - - - - - - - - - - -
T-X4 SP6519
0,15 - 0,32 0,15 - 0,27 - - 0,15 - 0,30 0,15 - 0,30 0,15 - 0,28 - - - - - - - -
T-X4 X500
0,22 - 0,35 0,22 - 0,33 0,22 - 0,35 0,22 - 0,30 - - - - - 0,13 - 0,18 0,13 - 0,18 0,13 - 0,20 0,13 - 0,22 - -
RPEX10-701
RPHT10-421
RPMT10-41
RPHT10-422
RPHT10-T
d
s
RPMW10-T
Contour Mills
Note: HTA = High Temperature Alloys
7700VR10 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max a
p
min - max a
p
min - max
-
1,00 - 2,00 0,20 - 1,00
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Speed recommendations can be found on page A214.
RPMW10T3MOT-X4 X500 is recommended for materials with heavy scale.
7700VR10
Milling Inserts & Recommended Feeds
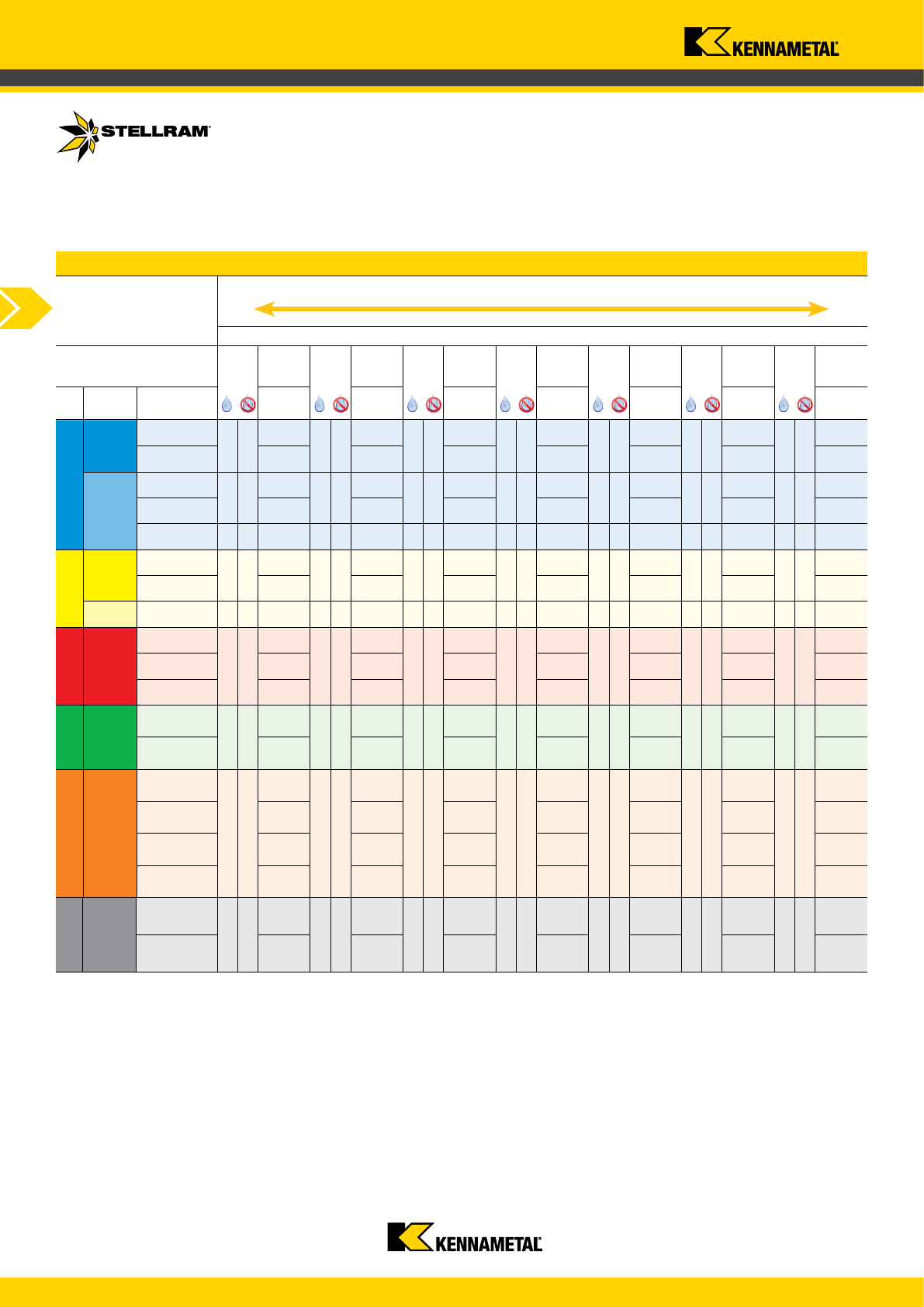
www.kennametal.com
A214
P
130 - 270
130 - 295
140 - 315
140 - 345
115 - 240 115 - 260 120 - 275 120 - 305
100 - 210
100 - 230
105 - 245
105 - 270
75 - 160 75 - 175 80 - 190 80 - 205
50 - 100
50 - 110
50 - 120
50 - 130
+
--
M
115 - 250
115 - 260
115 - 270
120 - 280
100 - 220 105 - 230 105 - 235 110 - 250
50 - 110
50 - 115
50 - 120
50 - 130
K
120 - 280
140 - 295
145 - 330
145 - 365
105 - 205 110 - 240 115 - 255 115 - 285
95 - 170 100 - 220 105 - 235 105 - 260
N
400 - 2745
400 - 2895
400 - 3050
295 - 2135 295 - 2320 295 - 2440
S
23 - 48
23 - 52
23 - 55
24 - 63
21 - 44 22 - 46 22 - 48 23 - 52
24 - 51 25 - 53 25 - 55 26 - 59
35 - 73 36 - 75 36 - 79 37 - 84
H
Contour Mills
Recommended Possible
Speed v
c
(m/min)
7700VR Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
CVD
X Grade
PVD
X Grade
PVD
Standard
Uncoated
Micrograin
PVD
Standard
CVD
Standard
Uncoated
Micrograin
ISO Materials
Rm and
Hardness
X500 X700 SP6519 GH2 SP4019 MP91M GH1
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
7700VR
Recommended Speeds
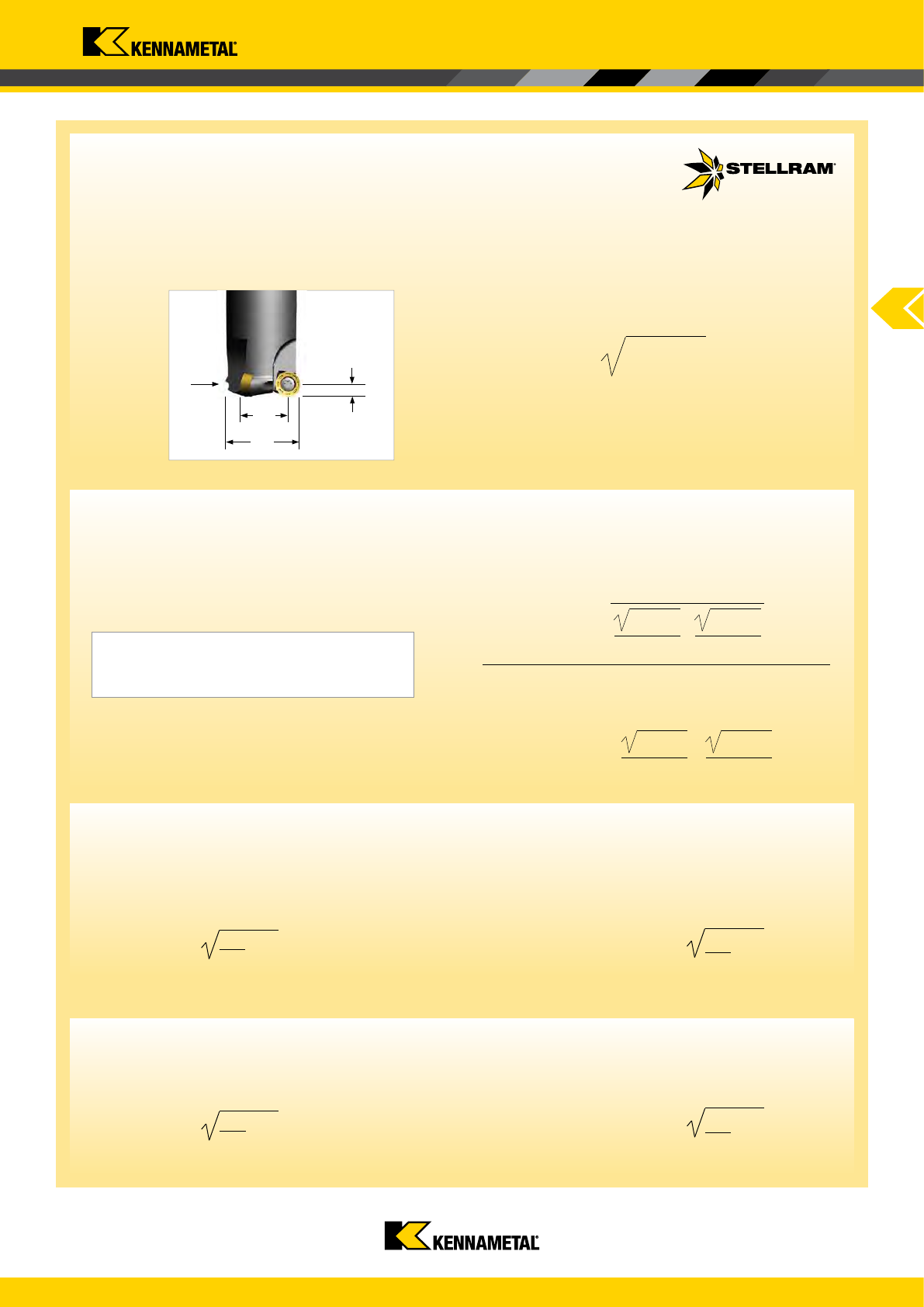
www.kennametal.com
A215
a
p
D
w
D
2
r
Contour Mills
7710VR Technical Information
7700VR Technical Information
f
z
= h
m
x
Simplified formulas to evaluate h
m
and f
z
based on radial engagement or depth of cut.
Calculation of the average chip thickness in relation with the D.O.C. (Axial)
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
p
= Depth of cut
f
z
= Feed per tooth
d = Insert diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
Formula: Programme Feed Rate (f
z
)
Formula to calculate the average chip thickness h
m
in relation with radial
engagement and depth of cut.
Formula to find programmed feed rate based on radial engagement and
axial depth of cut.
where:
f
z
= Feed per tooth
h
m
= Average chip thickness
r
= Insert radius
a
e
= Radial Depth of Cut
a
p
= Axial Depth of Cut
a
p
d
d
a
p
a
e
d
d
a
e
h
m
f
z
=
r
2
- r - a
p
r
( )
2
r
2
- r - a
e
r
( )
2
x
h
m
=
f
z
x x
r
2
- r - a
p
r
( )
2
r
2
- r - a
e
r
( )
2
where: D
w
= Working Diameter
D
2
= Diameter of cutter insert centre to centre
r = Insert radius
a
p
= Axial Depth of Cut
Working Diameter:
D
w
= D
2
+
2 x r
2
- (r -a
p
)
2
7700VR
Technical Information
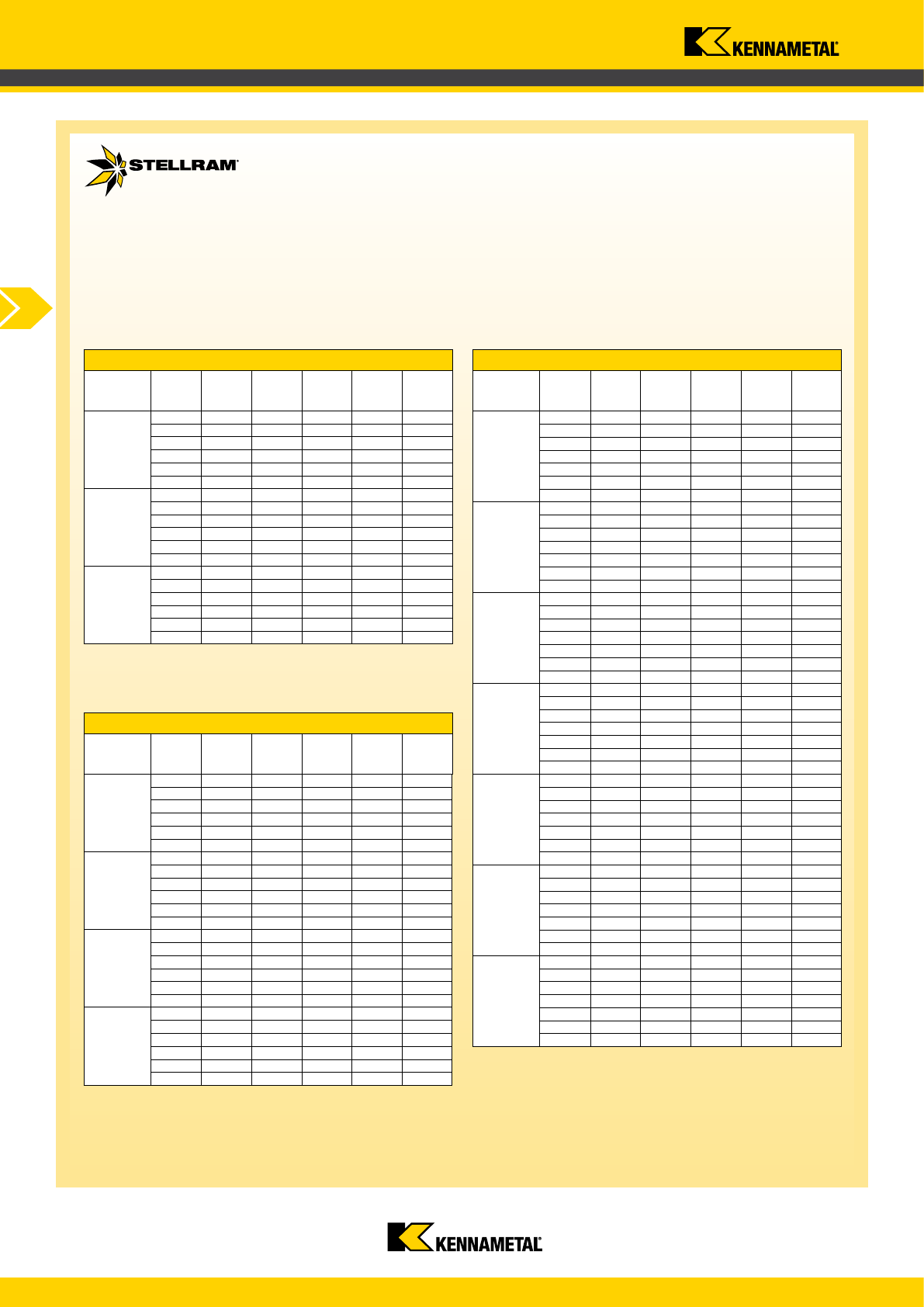
www.kennametal.com
A216
F-701-X4
10,00 0,25 0,02 0,06 0,13 0,38
10,00 0,50 0,02 0,06 0,09 0,27
10,00 0,75 0,02 0,06 0,07 0,22
10,00 1,00 0,02 0,06 0,06 0,19
10,00 1,25 0,02 0,06 0,06 0,17
10,00 1,50 0,02 0,06 0,05 0,15
10,00 2,00 0,02 0,06 0,04 0,13
E-701-X4
10,00 0,25 0,03 0,07 0,19 0,44
10,00 0,50 0,03 0,07 0,13 0,31
10,00 0,75 0,03 0,07 0,11 0,26
10,00 1,00 0,03 0,07 0,09 0,22
10,00 1,25 0,03 0,07 0,08 0,20
10,00 1,50 0,03 0,07 0,08 0,18
10,00 2,00 0,03 0,07 0,07 0,16
E-421-X4
10,00 0,25 0,04 0,08 0,25 0,51
10,00 0,50 0,04 0,08 0,18 0,36
10,00 0,75 0,04 0,08 0,15 0,29
10,00 1,00 0,04 0,08 0,13 0,25
10,00 1,25 0,04 0,08 0,11 0,23
10,00 1,50 0,04 0,08 0,10 0,21
10,00 2,00 0,04 0,08 0,09 0,18
E-41-X4
10,00 0,25 0,04 0,08 0,25 0,51
10,00 0,50 0,04 0,08 0,18 0,36
10,00 0,75 0,04 0,08 0,15 0,29
10,00 1,00 0,04 0,08 0,13 0,25
10,00 1,25 0,04 0,08 0,11 0,23
10,00 1,50 0,04 0,08 0,10 0,21
10,00 2,00 0,04 0,08 0,09 0,18
E-422-X4
10,00 0,25 0,03 0,13 0,19 0,82
10,00 0,50 0,03 0,13 0,13 0,58
10,00 0,75 0,03 0,13 0,11 0,47
10,00 1,00 0,03 0,13 0,09 0,41
10,00 1,25 0,03 0,13 0,08 0,37
10,00 1,50 0,03 0,13 0,08 0,34
10,00 2,00 0,03 0,13 0,07 0,29
RPHT_T-X4
10,00 0,25 0,07 0,14 0,44 0,89
10,00 0,50 0,07 0,14 0,31 0,63
10,00 0,75 0,07 0,14 0,26 0,51
10,00 1,00 0,07 0,14 0,22 0,44
10,00 1,25 0,07 0,14 0,20 0,40
10,00 1,50 0,07 0,14 0,18 0,36
10,00 2,00 0,07 0,14 0,16 0,31
RPMW_T-X4
10,00 0,25 0,10 0,16 0,63 1,01
10,00 0,50 0,10 0,16 0,45 0,72
10,00 0,75 0,10 0,16 0,37 0,58
10,00 1,00 0,10 0,16 0,32 0,51
10,00 1,25 0,10 0,16 0,28 0,45
10,00 1,50 0,10 0,16 0,26 0,41
10,00 2,00 0,10 0,16 0,22 0,36
F-701
6,00 0,25 0,02 0,05 0,10 0,24
6,00 0,50 0,02 0,05 0,07 0,17
6,00 0,75 0,02 0,05 0,06 0,14
6,00 1,00 0,02 0,05 0,05 0,12
6,00 1,25 0,02 0,05 0,04 0,11
6,00 1,50 0,02 0,05 0,04 0,10
E-41
6,00 0,25 0,03 0,06 0,15 0,29
6,00 0,50 0,03 0,06 0,10 0,21
6,00 0,75 0,03 0,06 0,08 0,17
6,00 1,00 0,03 0,06 0,07 0,15
6,00 1,25 0,03 0,06 0,07 0,13
6,00 1,50 0,03 0,06 0,06 0,12
T
6,00 0,25 0,05 0,08 0,24 0,39
6,00 0,50 0,05 0,08 0,17 0,28
6,00 0,75 0,05 0,08 0,14 0,23
6,00 1,00 0,05 0,08 0,12 0,20
6,00 1,25 0,05 0,08 0,11 0,18
6,00 1,50 0,05 0,08 0,10 0,16
F-701
8,00 0,25 0,02 0,05 0,11 0,28
8,00 0,50 0,02 0,05 0,08 0,20
8,00 0,75 0,02 0,05 0,07 0,16
8,00 1,00 0,02 0,05 0,06 0,14
8,00 1,25 0,02 0,05 0,05 0,13
8,00 1,50 0,02 0,05 0,05 0,12
E-701
8,00 0,25 0,02 0,05 0,11 0,28
8,00 0,50 0,02 0,05 0,08 0,20
8,00 0,75 0,02 0,05 0,07 0,16
8,00 1,00 0,02 0,05 0,06 0,14
8,00 1,25 0,02 0,05 0,05 0,13
8,00 1,50 0,02 0,05 0,05 0,12
E-41
8,00 0,25 0,03 0,06 0,17 0,34
8,00 0,50 0,03 0,06 0,12 0,24
8,00 0,75 0,03 0,06 0,10 0,20
8,00 1,00 0,03 0,06 0,08 0,17
8,00 1,25 0,03 0,06 0,08 0,15
8,00 1,50 0,03 0,06 0,07 0,14
E-422
8,00 0,25 0,03 0,07 0,17 0,40
8,00 0,50 0,03 0,07 0,12 0,28
8,00 0,75 0,03 0,07 0,10 0,23
8,00 1,00 0,03 0,07 0,08 0,20
8,00 1,25 0,03 0,07 0,08 0,18
8,00 1,50 0,03 0,07 0,07 0,16
Contour Mills
7700VR08 Inserts RP..0803..
Dimensions (mm)
Inserts
Geometry
Insert
Size
a
p
Axial
d.o.c.
h
m
min.
h
m
max.
f
z
min.
f
z
max.
7700VR06 Inserts RP..0603..
Dimensions (mm)
Inserts
Geometry
Insert
Size
a
p
Axial
d.o.c.
h
m
min.
h
m
max.
f
z
min.
f
z
max.
7700VR10 Inserts RP..10T3..
Dimensions (mm)
Inserts
Geometry
Insert
Size
a
p
Axial
d.o.c.
h
m
min.
h
m
max.
f
z
min.
f
z
max.
With round inserts, the thickness of the chip varies depending on the axial depth of cut (a
p
) and is related to the size of the cutting edge-preparation.
For best tool life it is important to maintain the proper chip thickness as shown below.
7700VR
Technical Information

www.kennametal.com
A217
7702VRD & 7712VRD Series
Copy/Contour Milling Cutter
ROUND INSERT MILLING CUTTERS WITH AND WITHOUT INDEXATION
The 77.2VRD series is specically designed for the Die & Mould industry.This cutter family
is especially qualied for medium-roughing, semi-nishing and nishing of Steel, Alloy Steel,
Tool Steel and Aluminium Alloys, as well as for Hardened Steel.
The cutter series 7702VRD is without an anti-rotation pocket, which allows a maximum
number of insert indexing according to the axial depth of cut (a
p
) requirement. This is an
advantage when this cutter is used for semi-nishing and nishing with low axial depth
of cut (a
p
) .
The series 7712VRD is ideal for roughing, semi-nishing and nishing of Steel, Alloyed Steel,
Tool Steel and Aluminium as well as for Hardened Steel. This cutter series has an anti-
rotation design which ensures a precise number of indexes per insert.
This unique patented pocket design prevents the inserts from rotating in the pocket, during
heavy feed machining and unstable conditions.
The insert for the 7712VRD12 cutter is six times indexable and the insert for the 7712VRD16
cutter is eight times indexable. This gives a maximumpossible usage of the available edges
for roughing applications.
Also, the axial negative rake cutting angle greatly reduces the vibration when using
long extensions.
This robust design provides savings within the production process, under unstable
conditions.
7702VRD
7702VRD07:
Maximum a
p
= 3,5mm
Diameter Range = 15mm to 20mm
7702VRD10:
Maximum a
p
= 5mm
Diameter Range = 20mm to 35mm
7702VRD12 and 7712VRD12:
Maximum a
p
= 6mm
Diameter Range = 25mm to 80mm
7702VRD16 and 7712VRD16:
Maximum a
p
= 8mm
Diameter Range = 32mm to 100mm
Spiral / CircularCopy / 3DFacing Ramping Helical
Interpolation
with Bore Hole
Helical
Interpolation
Contour
Milling
Pocketing
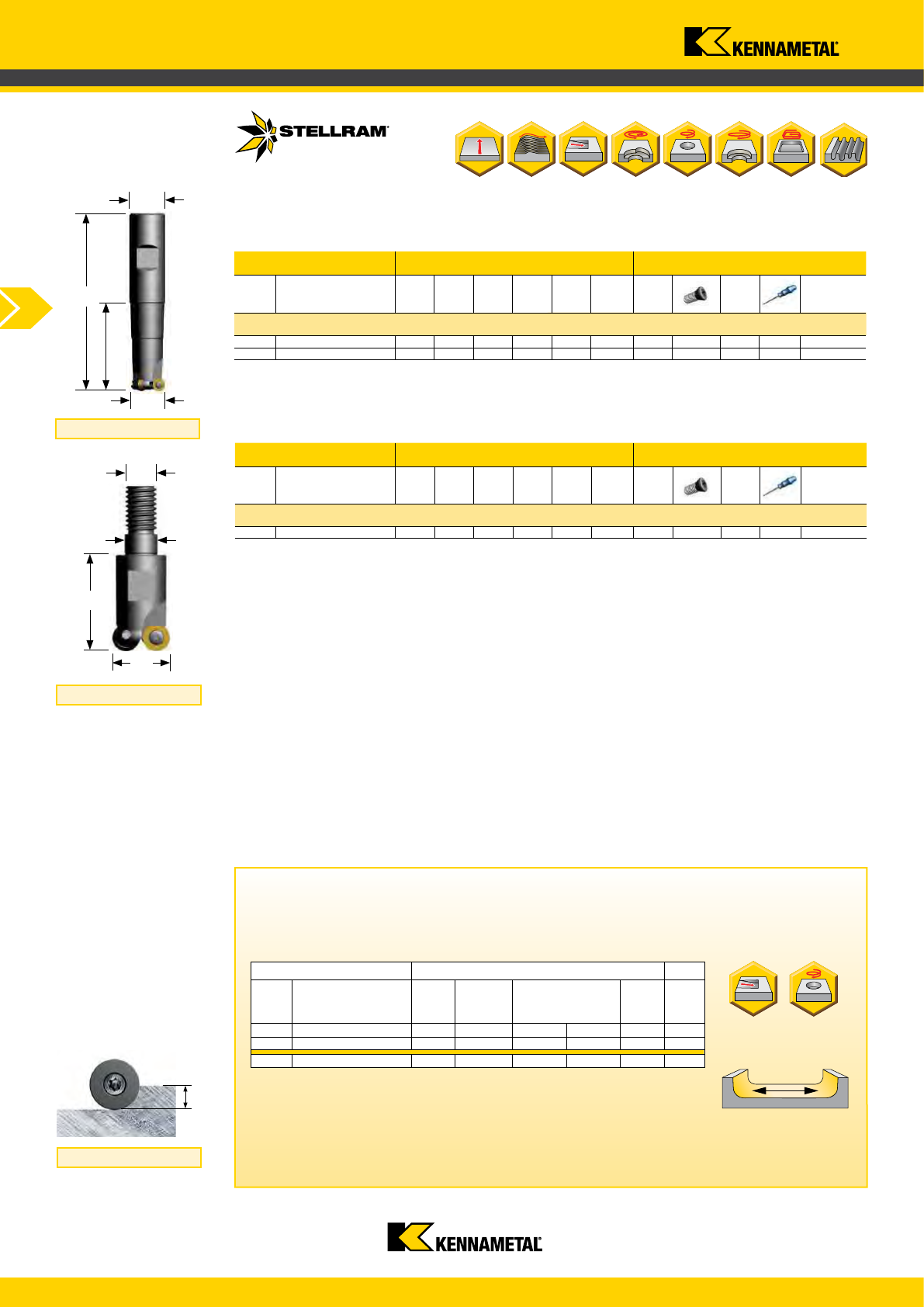
www.kennametal.com
A218
030863 7702VRD07SA015R25 15 25 M8 8,5 3,5 2 015060 F2505T 018488 T7 0,80
025691 7702VRD07WA016R50 16 98 50 16 3,5 2 015060 F2505T 018488 T7 0,80
025693 7702VRD07WA020R50 20 100 50 20 3,5 3 015060 F2505T 018488 T7 0,80
025691 7702VRD07WA016R50 9 13.0 20 30 2,33 99000
025693 7702VRD07WA020R50 13 14.5 28 38 2,33 82500
030863 7702VRD07SA015R25 8 25.7 18 28 2,33 105000
a
p
M
L
D
a
*
D
a
*
L
I
1
d
1
d
1
Ramping Helical
Interpolation
Facing Pitch
Flat
Contour Mills
7702VR07 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description D
a
* L M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D
a
* L l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7702VRD07 Weldon Shank
7702VRD07 Modular Head
Note: For Cylindrical shanks extensions in high density alloy with through coolant refer to page A76.
Weldon Shank
Modular Head
Depth of Cut (a
p)
D
a
* = Outside Diameter
D
a
* = Outside Diameter
7702VRD07
Copy/Contour Milling Cutter
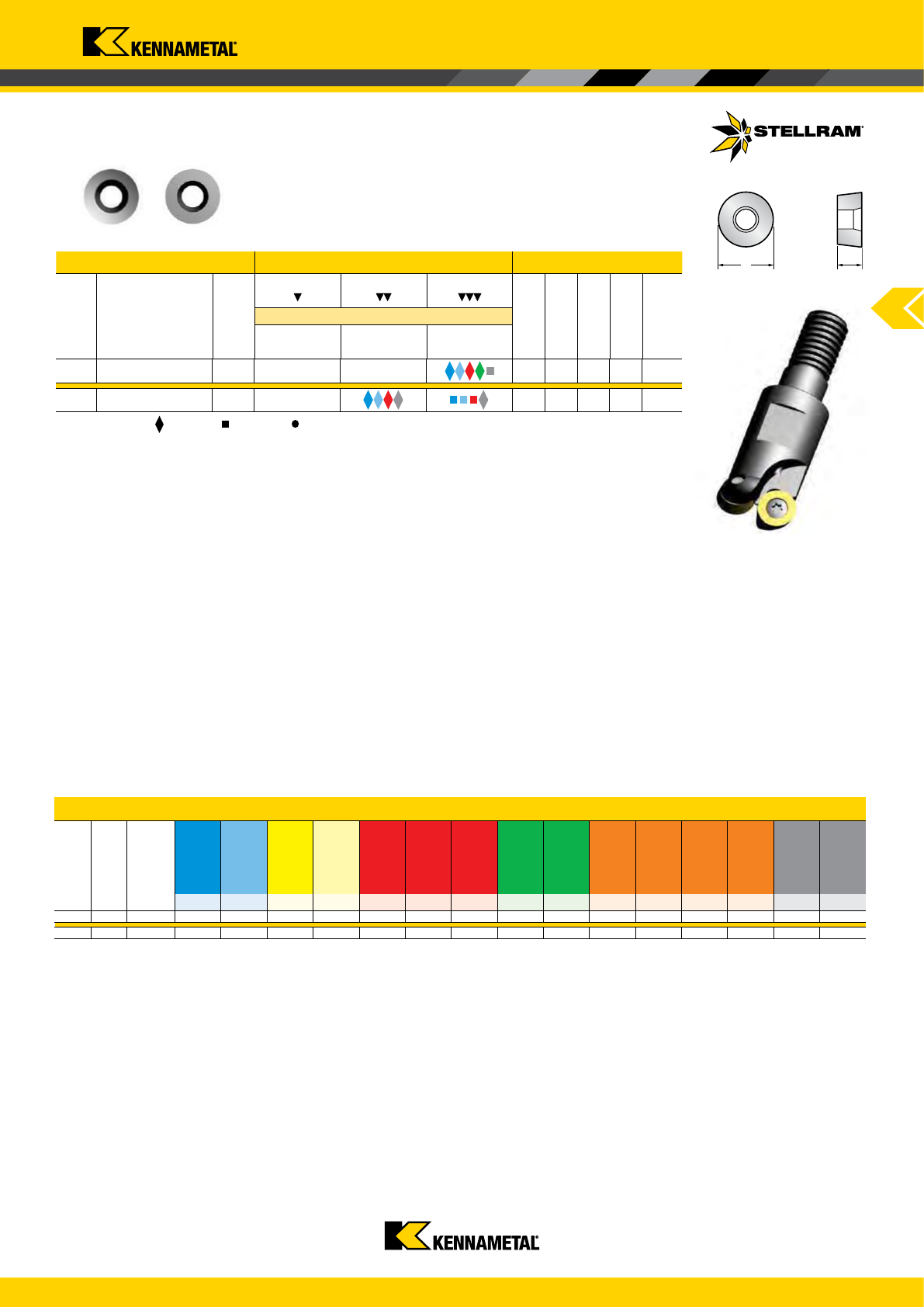
www.kennametal.com
A219
E-701 SP4019
0,05 - 0,12 0,05 - 0,10 - - 0,05 - 0,12 0,05 - 0,12 0,05 - 0,10 0,03 - 0,10 0,03 - 0,08 - - - - 0,03 - 0,05 0,03 - 0,05
T SP4019
0,12 - 0,20 0,12 - 0,18 - - 0,12 - 0,20 0,12 - 0,20 0,12 - 0,18 - - - - - - 0,04 - 0,08 0,04 - 0,08
034556 RDET0702M0E-701 SP4019
- -
7,00
-
2,38 3,50 0,03
034557 RDHW0702M0T SP4019
-
7,00
-
2,38 3,50 0,07
d
s
RDET07-701 RDHW07
Contour Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
minDepth of Cut (mm)
a
p
max a
p
min - max a
p
min - max
- 0,30 - 1,30 0,10 - 0,50
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: HTA = High Temperature Alloys
Contouring
Contouring
7702VRD07 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Speed recommendations can be found on page A226.
7702VRD07
Milling Inserts & Recommended Feeds
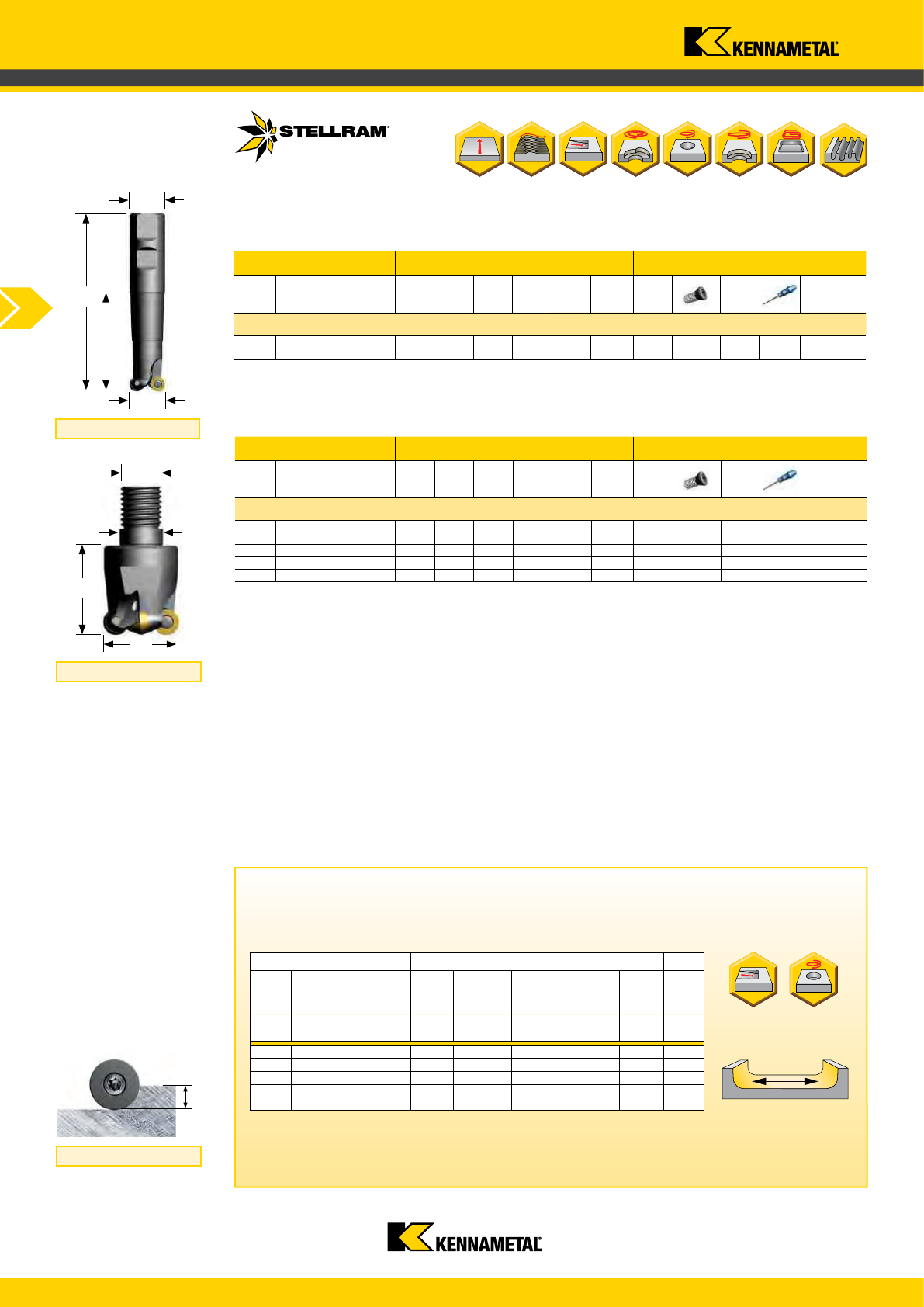
www.kennametal.com
A220
031238 7702VRD10SA020R30 20 30 M10 10,5 5 2 022056 F3507T 015240 T15 2,10
031290 7702VRD10SA025R35 25 35 M12 12,5 5 3 015269 F3508T 015240 T15 2,10
031222 7702VRD10SA030R35 30 35 M16 17,0 5 4 015269 F3508T 015240 T15 2,10
031440 7702VRD10SA032R35 32 35 M16 17,0 5 4 015269 F3508T 015240 T15 2,10
031289 7702VRD10SA035R35 35 35 M16 17,0 5 5 015269 F3508T 015240 T15 2,10
025697 7702VRD10WA020R70 20 120 70 20 5 2 022056 F3507T 015240 T15 2,10
025699 7702VRD10WA025R70 25 126 70 25 5 2 015269 F3508T 015240 T15 2,10
025697 7702VRD10WA020R70 10 17.5 22 38 3,33 74500
025699 7702VRD10WA025R70 15 10.7 32 48 3,33 60500
031238 7702VRD10SA020R30 10 17.5 22 38 3,33 74500
031290 7702VRD10SA025R35 15 10.7 32 48 3,33 60500
031222 7702VRD10SA030R35 20 15.5 42 58 3,33 52500
031440 7702VRD10SA032R35 22 14.0 46 62 3,33 50000
031289 7702VRD10SA035R35 25 10.7 52 68 3,33 47000
M
L
D
a
*
D
a
*
L
I
1
d
1
d
1
a
p
Ramping Helical
Interpolation
Facing Pitch
Flat
Contour Mills
7702VRD10 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description D
a
* L M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D
a
* L l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7702VRD10 Weldon Shank
7702VRD10 Modular Head
Note: For Cylindrical shanks extensions in high density alloy with through coolant refer to page A76.
Weldon Shank
Modular Head
Depth of Cut (a
p)
D
a
* = Outside Diameter
7702VRD10
Shoulder Milling Cutter
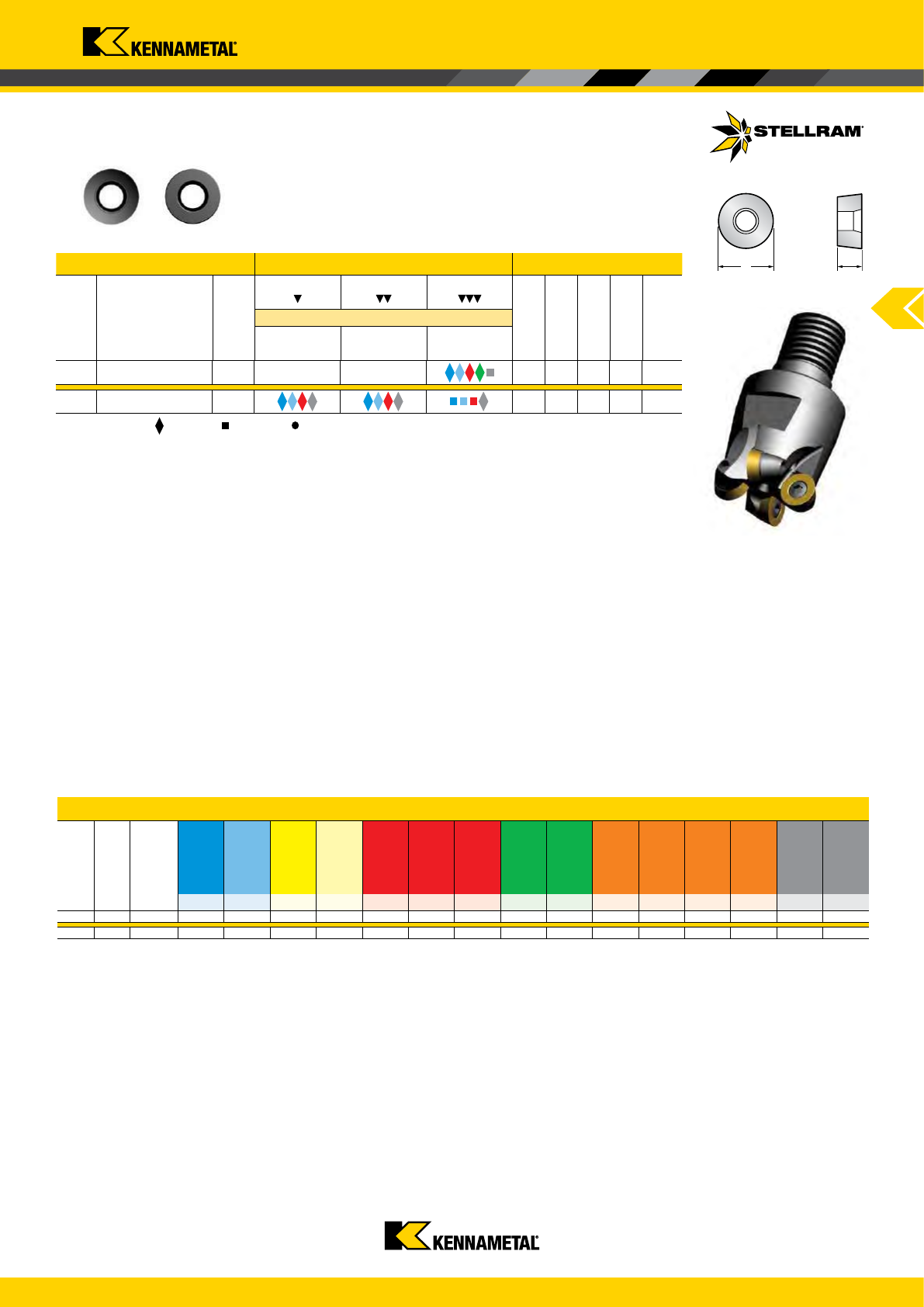
www.kennametal.com
A221
E-701 SP4019
0,07 - 0,15 0,07 - 0,12 - - 0,07 - 0,15 0,07 - 0,15 0,12 - 0,10 0,05 - 0,12 0,05 - 0,10 - - - - 0,04 - 0,07 0,04 - 0,07
T SP4019
0,18 - 0,28 0,18 - 0,25 - - 0,18 - 0,28 0,18 - 0,28 0,18 - 0,25 - - - - - - 0,06 - 0,10 0,06 - 0,10
034558 RDET1003M0E-701 SP4019
- -
10,00
-
3,18 5,00 0,05
034559 RDHW1003M0T SP4019
10,00
-
3,18 5,00 0,12
RDET10-701
RDHW10
d
s
Contour Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
minDepth of Cut (mm)
a
p
max a
p
min - max a
p
min - max
2,50*
0,40 - 2,00 0,10 - 0,80
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: HTA = High Temperature Alloys
Contouring
Contouring
7702VRD10 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Speed recommendations can be found on page A226.
* Max. recommended a
p
= 2,5mm (depending on the application)
7702VRD10
Milling Inserts & Recommended Feeds
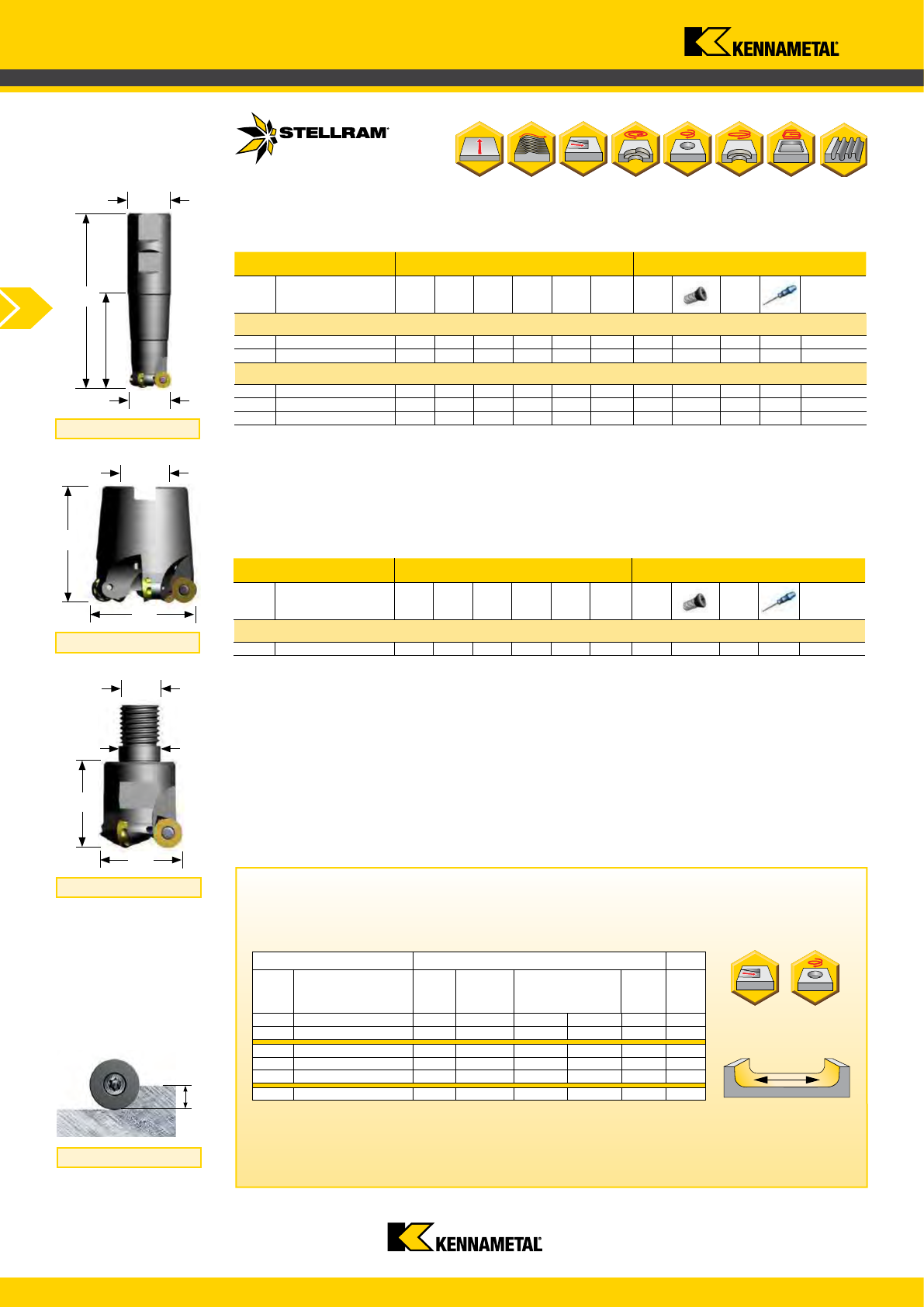
www.kennametal.com
A222
031383 7712VRD12SA035R35 35 35 M16 17,0 6 3 022056 F3507T 015240 T15 2,10
025703 7702VRD12WA025R70 25 126 70 25 6 2 015269 F3508T 015240 T15 2,10
025705 7702VRD12WA032R70 32 130 70 32 6 3 015269 F3508T 015240 T15 2,10
029054 7712VRD12-A052R 52 55 - 22 6 5 015269 F3508T 015240 T15 2,10
029055 7712VRD12-A066R 66 55 - 27 6 6 015269 F3508T 015240 T15 2,10
029056 7712VRD12-A080R 80 55 - 27 6 7 015269 F3508T 015240 T15 2,10
d
1
H
D
a
*
025703 7702VRD12WA025R70 13 16,50 28 48 4,00 50000
025705 7702VRD12WA032R70 20 12,00 42 62 4,00 40000
029054 7712VRD12-A052R 40 5,00 82 102 4,00 28500
029055 7712VRD12-A066R 54 3,70 110 130 4,00 24500
029056 7712VRD12-A080R 68 2,80 138 158 4,00 21500
031383 7712VRD12SA035R35 23 18,60 48 68 4,00 37500
M
L
D
a
*
D
a
*
L
I
1
d
1
d
1
a
p
Ramping Helical
Interpolation
Facing Pitch
Flat
Contour Mills
7702VRD12 & 7712VRD12 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description D
a
* L M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D
a
* L l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7702VRD12 Weldon Shank
7712VRD12 Shell Mill Fixation
7712VRD12 Modular Head
Note: For Cylindrical shank extensions in high density alloy with through coolant refer to page A76.
Weldon Shank
Modular Head
Shell Mill Fixation
Depth of Cut (a
p)
D
a
* = Outside Diameter
D
a
* = Outside Diameter
The cutter series 7702VRD is a without a anti-rotation pocket, which allows a maximum number of insert indexing according
to the axial depth of cut (a
p
) requirement.
This is an advantage when the cutter is used for semi-nishing and nishing with low axial depth of cut (a
p
).
The 7712VRD series with anti-rotation pocket ensures a precise number indexes per insert.
This unique patented pocket design prevents the inserts from rotating in the pocket during heavy feed machining and
unstable conditions.
The insert for the 7712VRD12 cutter is 6 times indexable.
7702VRD12 & 7712VRD12
Copy/Contour Milling Cutter
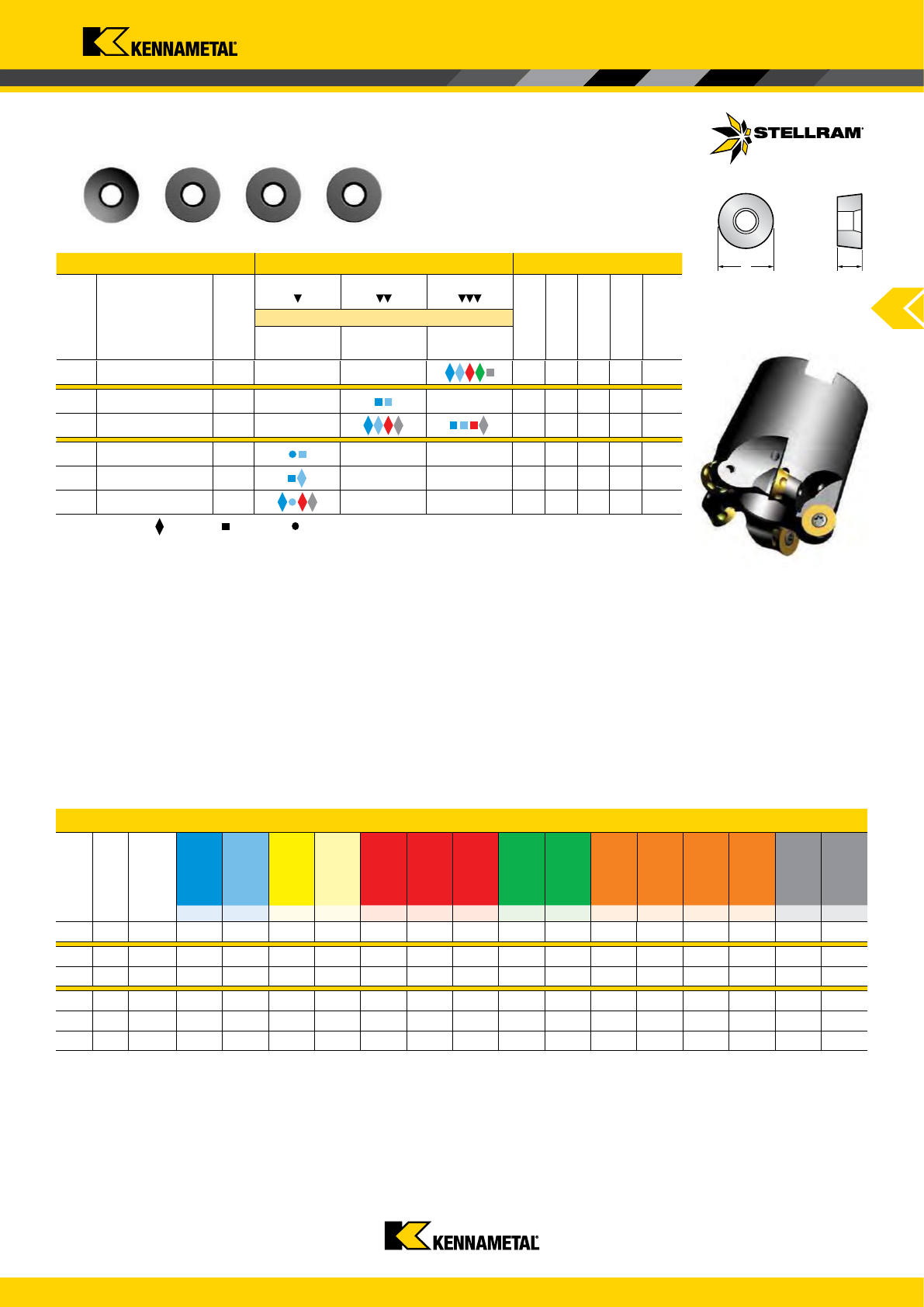
www.kennametal.com
A223
E-701-X6 SP4019
0,07 - 0,20 0,07 - 0,18 - - 0,07 - 0,20 0,07 - 0,20 0,07 - 0,18 0,05 - 0,14 0,05 - 0,12 - - - - 0,04 - 0,08 0,04 - 0,08
RDMW...
T-X6
SP5419
0,20 - 0,32 0,20 - 0,30 - - - - - - - - - - - - -
RDHW...
T-X6
SP4019
0,20 - 0,30 0,20 - 0,28 - - 0,20 - 0,30 0,20 - 0,30 0,20 - 0,25 - - - - - - 0,10 - 0,12 0,10 - 0,12
RDMW...
T-20-X6
SP5419
0,30 - 0,45 0,30 - 0,42 - - - - - - - - - - - - -
RDHW...
T-20-X6
SP5419
0,30 - 0,45 0,30 - 0,42 - - - - - - - - - - - - -
RDHW...
T-20-X6
SP4019
0,30 - 0,42 0,30 - 0,40 - - 0,30 - 0,45 0,30 - 0,45 0,30 - 0,42 - - - - - - 0,10 - 0,14 0,10 - 0,14
034560 RDET12T3M0E-701-X6 SP4019
- -
12,00
-
3,97 6,00 0,05
031524 RDMW12T3M0T-X6 SP5419
- -
12,00
-
3,97 6,00 0,15
034562 RDHW12T3M0T-X6 SP4019
-
12,00
-
3,97 6,00 0,15
031523 RDMW12T3M0T-20-X6 SP5419
- -
12,00
-
3,97 6,00 0,20
031519 RDHW12T3M0T-20-X6 SP5419
- -
12,00
-
3,97 6,00 0,20
034561 RDHW12T3M0T-20-X6 SP4019
- -
12,00
-
3,97 6,00 0,20
RDET12-701
RDMW12 RDMW12-20 RDHW12-20
d
s
Contour Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
minDepth of Cut (mm)
a
p
max a
p
min - max a
p
min - max
3,50* 0,50 - 2,50 0,10 - 0,80
7702VRD12 & 7712VRD12
Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: HTA = High Temperature Alloys
* Max. recommended a
p
= 3,5mm (depending on the application)
RDMW12T3MOT-20-X6 and RDHW12T3MOT-20-X6 are for heavy roughing applications.
Note: Speed recommendations can be found on page A226.
7702VRD12 & 7712VRD12
Milling Inserts & Recommended Feeds
www.kennametal.com
A224
031300 7712VRD16SA032R43 32 43 M16 17,0 8 2 015270 F4011T 015241 T20 3,10
025709 7702VRD16WA032R70 32 130 70 32 8 2 015270 F4011T 015241 T20 3,10
029057 7712VRD16-A052R 52 55 - 22 8 4 015270 F4011T 015241 T20 3,10
029058 7712VRD16-A066R 66 55 - 27 8 5 015270 F4011T 015241 T20 3,10
029059 7712VRD16-A080R 80 55 - 27 8 6 015270 F4011T 015241 T20 3,10
029060 7712VRD16-A100R 100 55 - 32 8 7 015270 F4011T 015241 T20 3,10
025709 7702VRD16WA032R70 16 17.50 34 62 5,33 34000
029057 7712VRD16-A052R 36 5.20 74 102 5,33 22500
029058 7712VRD16-A066R 50 4.10 102 130 5,33 19000
029059 7712VRD16-A080R 64 3.35 130 158 5,33 17000
029060 7712VRD16-A100R 84 2.65 170 198 5,33 14500
031300 7712VRD16SA032R43 16 10.85 34 62 5,33 34000
d
1
H
D
a
*
M
L
D
a
*
D
a
*
L
I
1
d
1
d
1
a
p
Contour Mills
7702VRD16 & 7712VRD16 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description D
a
* L M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Product Dimensions (mm) Spares
EDP Item Description D
a
* L l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7702VRD16 Weldon Shank
7712VRD16 Shell Mill Fixation
7712VRD16 Modular Head
Note: For Cylindrical shank extensions in high density alloy with through coolant refer to page A76.
Weldon Shank
Modular Head
Shell Mill Fixation
Depth of Cut (a
p)
D
a
* = Outside Diameter
D
a
* = Outside Diameter
The cutter series 7702VRD is a without a anti-rotation pocket, which allows a maximum number of insert indexing according
to the axial depth of cut (a
p
) requirement.
This is an advantage when the cutter is used for semi-nishing and nishing with low axial depth of cut (a
p
).
The 7712VRD series with anti-rotation pocket ensures a precise number indexes per insert.
This unique patented pocket design prevents the inserts from rotating in the pocket during heavy feed machining and
unstable conditions.
The insert for the 7712VRD16 cutter is 8 times indexable.
7702VRD16 & 7712VRD16
Copy/Contour Milling Cutter
Ramping Helical
Interpolation
Facing Pitch
Flat
www.kennametal.com
A225
034563 RDET1604M0E-701-X8 SP4019
- -
16,00
-
4,76 8,00 0,05
031521 RDMW1604M0T-X8 SP5419
- -
16,00
-
4,76 8,00 0,15
031653 RDHW1604M0T-X8 SP5419
- -
16,00
-
4,76 8,00 0,15
034565 RDHW1604M0T-X8 SP4019
-
16,00
-
4,76 8,00 0,15
031522 RDMW1604M0T-30-X8 SP5419
- -
16,00
-
4,76 8,00 0,30
031520 RDHW1604M0T-30-X8 SP5419
- -
16,00
-
4,76 8,00 0,30
034564 RDHW1604M0T-30-X8 SP4019
- -
16,00
-
4,76 8,00 0,30
E-701-X8 SP4019
0,07 - 0,22 0,07 - 0,20 - - 0,07 - 0,22 0,07 - 0,22 0,07 - 0,20 0,05 - 0,20 0,05 - 0,18 - - - - 0,04 - 0,08 0,04 - 0,08
RDMW...
T-X8
SP5419
0,25 - 0,45 0,25 - 0,42 - - - - - - - - - - - - -
RDHW...
T-X8
SP5419
0,25 - 0,45 0,25 - 0,42 - - - - - - - - - - - - -
RDHW...
T-X8
SP4019
0,25 - 0,40 0,25 - 0,38 - - 0,25 - 0,42 0,25 - 0,42 0,25 - 0,38 - - - - - - 0,10 - 0,15 0,10 - 0,15
RDMW...
T-30-X8
SP5419
0,45 - 0,70 0,42 - 0,60 - - - - - - - - - - - - -
RDHW...
T-30-X8
SP5419
0,45 - 0,70 0,42 - 0,60 - - - - - - - - - - - - -
RDHW...
T-30-X8
SP4019
0,42 - 0,55 0,40 - 0,50 - - 0,45 - 0,60 0,45 - 0,60 0,42 - 0,55 - - - - - - - -
d
s
RDET16-701
RDMW16-T RDHW16-T RDMW16-30 RDHW16-30
Contour Mills
7702VRD16 & 7712VRD16
Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Note: HTA = High Temperature Alloys
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
minDepth of Cut (mm)
a
p
max a
p
min - max a
p
min - max
5,00* 0,50 - 2,50 0,10 - 0,80
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Speed recommendations can be found on page A226.
* Max. recommended
a
p
= 5mm (depending on the application)
RDMW1604MOT-30-X8 and RDHW1604MOT-30-X8 are for heavy roughing applications.
7702VRD16 & 7712VRD16
Milling Inserts & Recommended Feeds
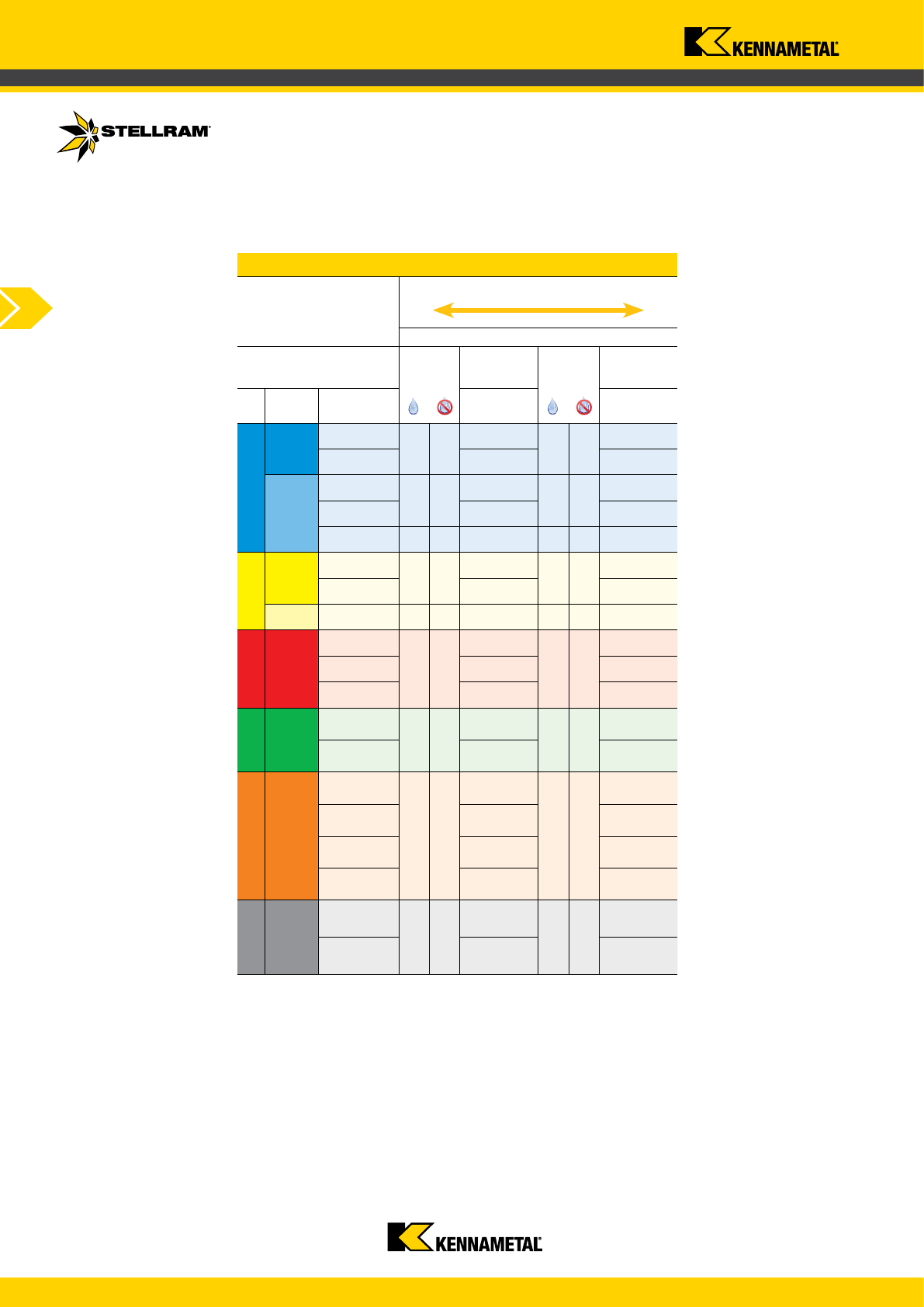
www.kennametal.com
A226
P
115 - 205
140 - 315
105 - 185 120 - 275
90 - 160
105 - 245
70 - 120 80 - 190
45 - 80
50 - 120
--
+
M
K
145 - 330
115 - 255
105 - 235
N
400 - 2895
295 - 2320
S
H
50 - 100
40 - 90
Contour Mills
Wear Resistance
Recommended Possible
Speed v
c
(m/min)
7702VRD & 7712VRD
Series
Speed min. - max.
Coolant Recommendation
PVD
Standard
PVD
Standard
ISO Materials
Rm and
Hardness
SP5419 SP4019
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
7702VRD & 7712VRD Series
Recommended Speeds
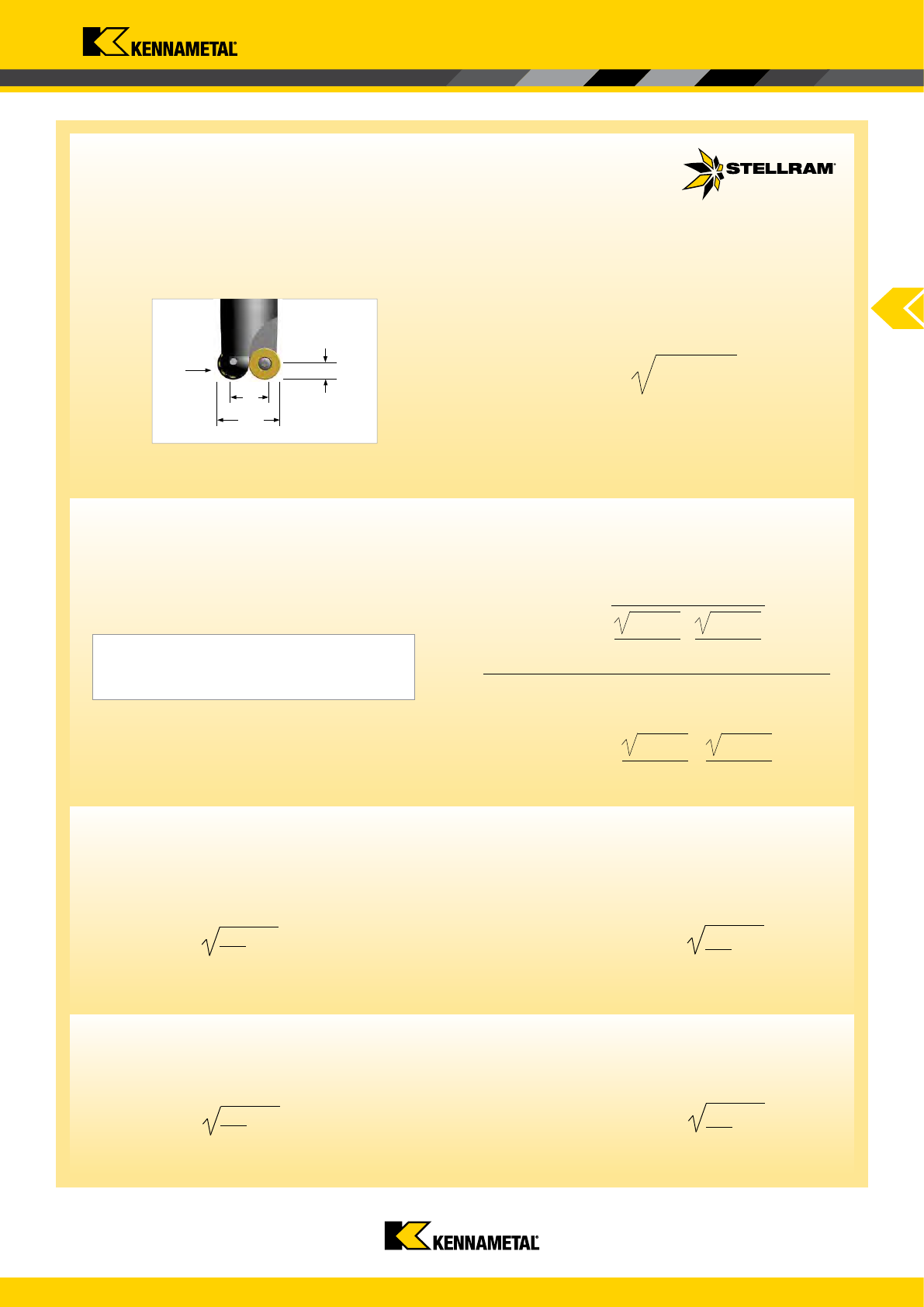
www.kennametal.com
A227
a
p
D
w
D
2
r
Contour Mills
Formula to evaluate the correct working diameter
based on axial depth of cut (a
p
).
7702VRD & 7712VRD Technical Information
7702VRD & 7712VRD Technical Information
f
z
= h
m
x
Simplified formulas to evaluate h
m
and f
z
based on radial engagement or depth of cut.
Calculation of the average chip thickness in relation with the D.O.C. (Axial)
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
p
= Depth of cut
f
z
= Feed per tooth
d = Insert diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
Formula: Programme Feed Rate (f
z
)
( )
2
( )
2
Formula to calculate the average chip thickness h
m
in relation with radial
engagement and depth of cut.
Formula to find programmed feed rate based on radial engagement and
axial depth of cut.
where:
f
z
= Feed per tooth
h
m
= Average chip thickness
r
= Insert radius
a
e
= Radial Depth of Cut
a
p
= Axial Depth of Cut
a
p
d
d
a
p
a
e
d
d
a
e
h
m
f
z
=
r
2
- r - a
p
r
( )
2
r
2
- r - a
e
r
( )
2
x
h
m
=
f
z
x x
r
2
- r - a
p
r
r
2
- r - a
e
r
where: D
w
= Working Diameter
D
2
= Diameter of cutter insert centre to centre
r = Insert radius
a
p
= Axial Depth of Cut
Working Diameter:
D
w
= D
2
+
2 x r
2
- (r -a
p
)
2
7702VRD & 7712VRD Series
Technical Information
www.kennametal.com
A228
E-701
7,00 0,10 0,02 0,06 0,17 0,50
7,00 0,25 0,02 0,06 0,11 0,32
7,00 0,50 0,02 0,06 0,07 0,22
7,00 0,75 0,02 0,06 0,06 0,18
7,00 1,00 0,02 0,06 0,05 0,16
7,00 1,25 0,02 0,06 0,05 0,14
7,00 1,30 0,02 0,06 0,05 0,14
T
7,00 0,10 0,05 0,08 0,42 0,67
7,00 0,25 0,05 0,08 0,26 042
7,00 0,50 0,05 0,08 0,19 0,30
7,00 0,75 0,05 0,08 0,15 0,24
7,00 1,00 0,05 0,08 0,13 0,21
7,00 1,25 0,05 0,08 0,12 0,19
7,00 1,30 0,05 0,08 0,12 0,19
E-701
10,00 0,10 0,04 0,07 0,40 0,70
10,00 0,25 0,04 0,07 0,25 0,44
10,00 0,50 0,04 0,07 0,18 0,31
10,00 0,75 0,04 0,07 0,15 0,26
10,00 1,00 0,04 0,07 0,13 0,22
10,00 1,25 0,04 0,07 0,11 0,20
10,00 1,50 0,04 0,07 0,10 0,18
10,00 1,75 0,04 0,07 0,10 0,17
10,00 2,00 0,04 0,07 0,09 0,16
10,00 2,25 0,04 0,07 0,08 0,15
10,00 2,50 0,04 0,07 0,08 0,14
T
10,00 0,10 0,10 0,15 1,00 1,50
10,00 0,25 0,10 0,15 0,63 0,95
10,00 0,50 0,10 0,15 0,45 0,67
10,00 0,75 0,10 0,15 0,37 0,55
10,00 1,00 0,10 0,15 0,32 0,47
10,00 1,25 0,10 0,15 0,28 0,42
10,00 1,50 0,10 0,15 0,26 0,39
10,00 1,75 0,10 0,15 0,24 0,36
10,00 2,00 0,10 0,15 0,22 0,34
10,00 2,25 0,10 0,15 0,21 0,32
10,00 2,50 0,10 0,15 0,20 0,30
Contour Mills
Inserts RD..1003..
Dimensions (mm)
Inserts
Geometry
Insert
Size
a
p
Axial d.o.c.
h
m
min.
h
m
max.
f
z
min.
f
z
max.
Inserts RD..0702...
Dimensions (mm)
Inserts
Geometry
Insert
Size
a
p
Axial d.o.c.
h
m
min.
h
m
max.
f
z
min.
f
z
max.
With round inserts, the thickness of the chip varies depending on the axial depth of cut.
For best tool-life it is important to maintain the proper chip thickness as shown below.
With round inserts, the thickness of the chip varies depending on the axial depth of cut.
For best tool-life it is important to maintain the proper chip thickness as shown below.
7702VRD & 7712VRD Series
Technical Information
www.kennametal.com
A229
E-701-X6
12,00 0,25 0,04 0,09 0,28 0,62
12,00 0,50 0,04 0,09 0,20 0,44
12,00 0,75 0,04 0,09 0,16 0,36
12,00 1,00 0,04 0,09 0,14 0,31
12,00 1,25 0,04 0,09 0,12 0,28
12,00 1,50 0,04 0,09 0,11 0,25
12,00 1,75 0,04 0,09 0,10 0,24
12,00 2,00 0,04 0,09 0,10 0,22
12,00 2,50 0,04 0,09 0,09 0,20
12,00 3,00 0,04 0,09 0,08 0,18
12,00 3,50 0,04 0,09 0,07 0,17
T-X6
12,00 0,25 0,13 0,18 0,90 1,25
12,00 0,50 0,13 0,18 0,64 0,88
12,00 0,75 0,13 0,18 0,52 0,72
12,00 1,00 0,13 0,18 0,45 0,62
12,00 1,25 0,13 0,18 0,40 0,56
12,00 1,50 0,13 0,18 0,37 0,51
12,00 1,75 0,13 0,18 0,34 0,47
12,00 2,00 0,13 0,18 0,32 0,44
12,00 2,50 0,13 0,18 0,28 0,39
12,00 3,00 0,13 0,18 0,26 0,36
12,00 3,50 0,13 0,18 024 0,33
T-20-X6
12,00 0,25 0,18 0,22 1,25 1,52
12,00 0,50 0,18 0,22 0,88 1,08
12,00 0,75 0,18 0,22 0,72 0,88
12,00 1,00 0,18 0,22 0,62 0,76
12,00 1,25 0,18 0,22 0,56 0,68
12,00 1,50 0,18 0,22 0,51 0,62
12,00 1,75 0,18 0,22 0,47 0,58
12,00 2,00 0,18 0,22 0,44 0,54
12,00 2,50 0,18 0,22 0,39 0,48
12,00 3,00 0,18 0,22 0,36 0,44
12,00 3,50 0,18 0,22 0,33 0,41
Contour Mills
Inserts RD..12T3..
Dimensions (mm)
Inserts
Geometry
Insert
Size
a
p
Axial d.o.c.
h
m
min.
h
m
max.
f
z
min.
f
z
max.
With round inserts, the thickness of the chip varies depending on the axial depth of cut.
For best tool-life it is improtant to maintain the proper chip thickness as shown below.
7702VRD & 7712VRD Series
Technical Information
www.kennametal.com
A230
E-701-X8
16,00 0,25 0,04 0,10 0,32 0,80
16,00 0,50 0,04 0,10 0,23 0,57
16,00 0,75 0,04 0,10 0,18 0,46
16,00 1,00 0,04 0,10 0,16 0,40
16,00 1,25 0,04 0,10 0,14 0,36
16,00 1,50 0,04 0,10 0,13 0,33
16,00 1,75 0,04 0,10 0,12 0,30
16,00 2,00 0,04 0,10 0,11 0,28
16,00 2,50 0,04 0,10 0,10 0,25
16,00 3,00 0,04 0,10 0,09 0,23
16,00 3,50 0,04 0,10 0,09 0,21
16,00 4,00 0,04 0,10 0,08 0,20
16,00 4,50 0,04 0,10 0,08 0,19
16,00 5,00 0,04 0,10 0,07 0,18
T-X8
16,00 0,25 0,14 0,20 1,12 1,60
16,00 0,50 0,14 0,20 0,79 1,13
16,00 0,75 0,14 0,20 0,65 0,92
16,00 1,00 0,14 0,20 0,56 0,80
16,00 1,25 0,14 0,20 0,50 0,72
16,00 1,50 0,14 0,20 0,46 0,65
16,00 1,75 0,14 0,20 0,42 0,60
16,00 2,00 0,14 0,20 0,40 0,57
16,00 2,50 0,14 0,20 0,35 0,51
16,00 3,00 0,14 0,20 0,32 0,46
16,00 3,50 0,14 0,20 0,30 0,43
16,00 4,00 0,14 0,20 0,28 0,40
16,00 4,50 0,14 0,20 0,26 0,38
16,00 5,00 0,14 0,20 0,25 0,36
T-30-X8
16,00 0,25 0,25 0,30 2,00 2,40
16,00 0,50 0,25 0,30 1,41 1,70
16,00 0,75 0,25 0,30 1,15 1,39
16,00 1,00 0,25 0,30 1,00 1,20
16,00 1,25 0,25 0,30 0,89 1,07
16,00 1,50 0,25 0,30 0,82 0,98
16,00 1,75 0,25 0,30 0,76 0,91
16,00 2,00 0,25 0,30 0,71 0,85
16,00 2,50 0,25 0,30 0,63 0,76
16,00 3,00 0,25 0,30 0,58 0,69
16,00 3,50 0,25 0,30 0,53 0,64
16,00 4,00 0,25 0,30 0,50 0,60
16,00 4,50 0,25 0,30 0,47 0,57
16,00 5,00 0,25 0,30 0,45 0,54
Contour Mills
Inserts RD..1604..
Dimensions (mm)
Inserts
Geometry
Insert
Size
a
p
Axial d.o.c.
h
m
min.
h
m
max.
f
z
min.
f
z
max.
With round inserts, the thickness of the chip varies depending on the axial depth of cut.
For best tool-life it is important to maintain the proper chip thickness as shown below.
7702VRD & 7712VRD Series
Technical Information

www.kennametal.com
A231
7710VRD20 Series
Copy / Contour Milling Cutter
7710VRD20:
Maximum a
p
= 10mm
Diameter Range = 63 to 160mm
Note: Larger diameter Shell Mill Fixation
cutters with interchangeable cartridges are
available. Please see page A156.
ROUND INSERT MILLING CUTTERS WITH INDEXATION
The 7710VRD cutter series is excellent for heavy roughing and semi-nishing of all
materials. Specically for Stainless Steels, High Temperature Alloys as well as for
Unalloyed Steel, Alloyed Steel and Cast Iron.
This cutter design is perfectly suited for face milling forgings where material allowance
is unpredictable.
The 7710VRD cutter series with anti-rotation ensures a precise number of indexes
per insert.
This unique patented pocket design prevents the inserts from rotating in the pocket, during
heavy feed machining and unstable conditions.
This 20mm insert size is 8 times indexable that gives a maximum possible usage of the
available edges.
7710VRD20
Helical
Interpolation
Copy / 3DFacing Ramping Spiral / Circular PocketingHelical
Interpolation
with Bore Hole
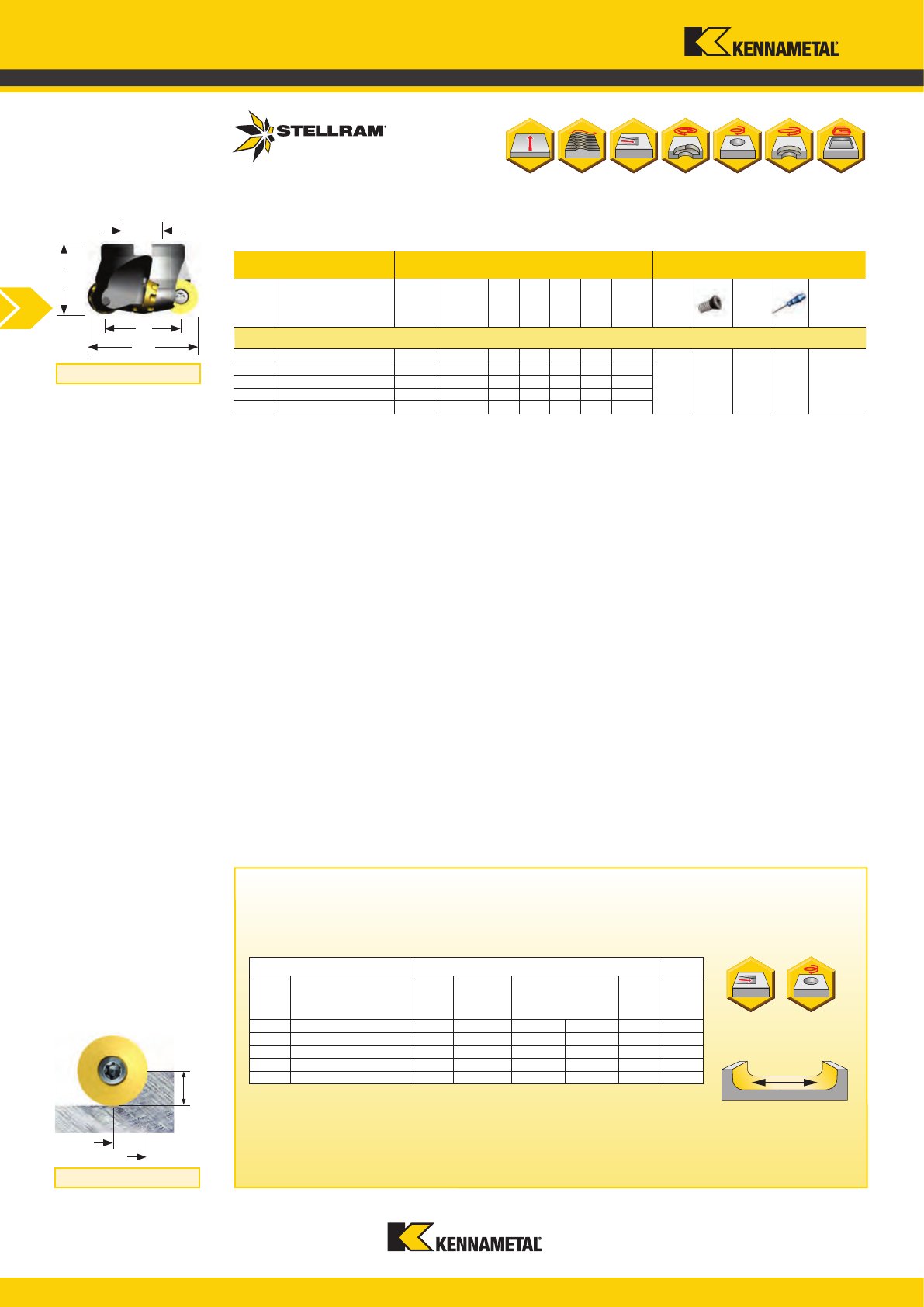
www.kennametal.com
A232
031443 7710VRD20-A063Z4R 63 43 40 40 22 10 4
029640 D6014T 015241 T20 10,50
031444 7710VRD20-A080Z5R 80 60 50 50 27 10 5
031445 7710VRD20-A100Z6R 100 80 50 50 32 10 6
031446 7710VRD20-A125Z7R 125 105 63 63 40 10 7
031447 7710VRD20-160Z08R 160 140 63 63 40 10 8
031443 7710VRD20-A063Z4R 43 8.30 88 124 6,60 14850
031444 7710VRD20-A080Z5R 60 5.40 122 158 6,60 18500
031445 7710VRD20-A100Z6R 80 3.80 162 198 6,60 16000
031446 7710VRD20-A125Z7R 105 2.80 212 248 6,60 14000
031447 7710VRD20-160Z08R 140 2.20 282 318 6,60 12100
a
p
D
D
a
*
d
1
H
D
a
*
D
Contour Mills
7710VRD20 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
Product Dimensions (mm) Spares
EDP Item Description D
a
*
D
Effective
Cutting
Diameter
H l1 d1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
D = Effective Diameter (Axis) from Insert centreline to centreline
7710VRD20 Shell Mill Fixation
Shell Mill Fixation
Depth of Cut (
a
p
)
D
a
* = Outside Diameter
7710VRD20
Copy / Contour Milling Cutter
Ramping Helical
Interpolation
Flat
Facing Pitch
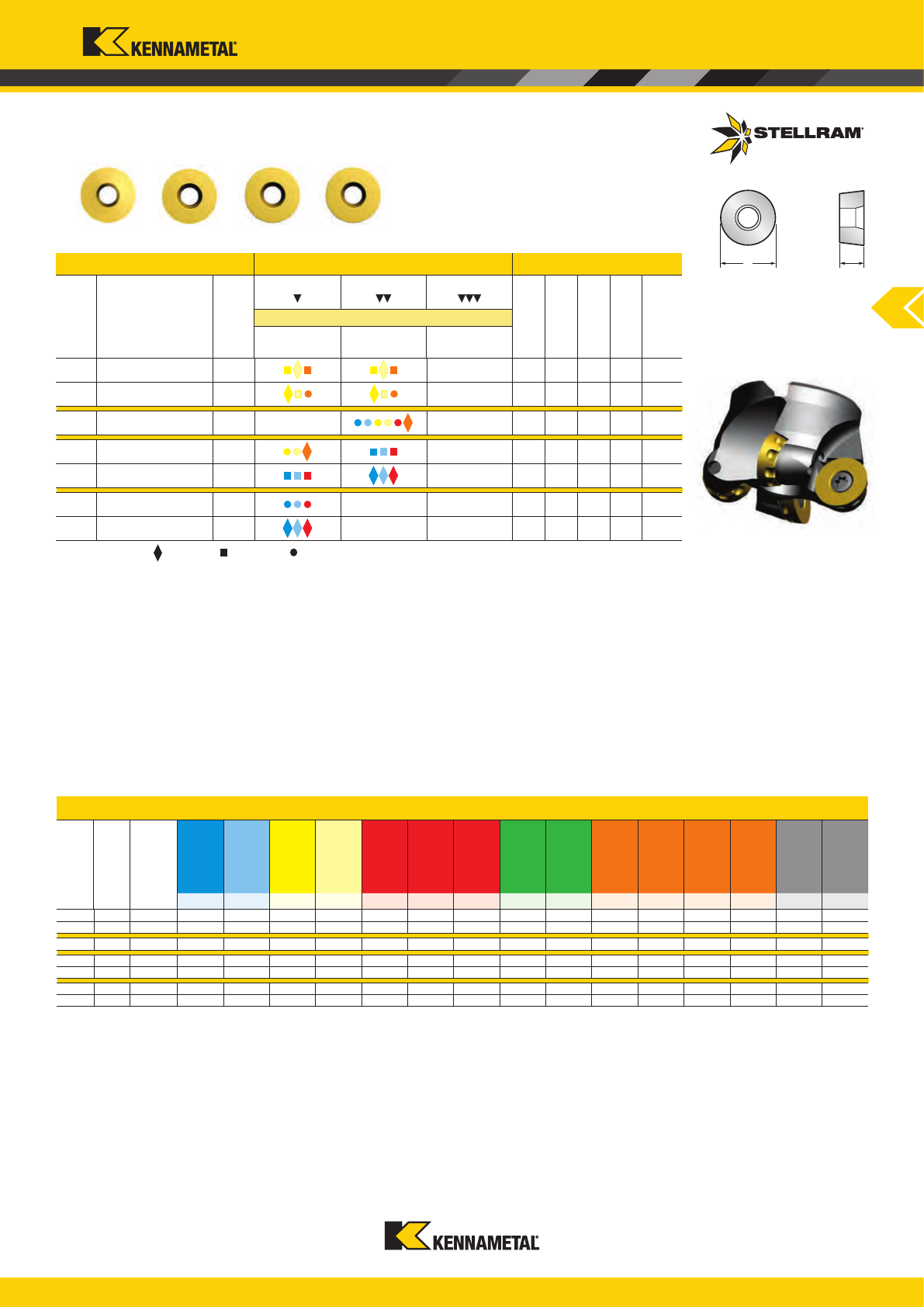
www.kennametal.com
A233
029310 RDHT2006M0E-42-X8 X500
-
20,00
-
6,35 10,00 0,08
031533 RDHT2006M0E-42-X8 SP6519
-
20,00
-
6,35 10,00 0,08
029309 RDHW2006M0E-X8 X500
- -
20,00
-
6,35 10,00 0,10
031661 RDHW2006M0S-X8 X500
-
20.00
-
6.35 10.00 0,15
031662 RDHW2006M0S-X8 SP6519
-
20.00
-
6.35 10.00 0,15
031660 RDHW2006M0S-25-X8 X500
- -
20,00
-
6,35 10,00 0,25
031576 RDHW2006M0S-25-X8 SP6519
- -
20,00
-
6,35 10,00 0,25
E-42-X8 X500
- -
0,15 - 0,35 0,15 - 0,30
- - - - -
0,12 - 0,25 0,12 - 0,25 0,12 - 0,25 0,12 - 0,30
- -
E-42-X8 SP6519
- -
0,15 - 0,35 0,15 - 0,28
- - - - -
0,12 - 0,25 0,12 - 0,25 0,12 - 0,25 0,12 - 0,30
- -
E-X8 X500 0,20 - 0,30 0,18 - 0,28 0,20 - 0,40 0,20 - 0,30 0,20 - 0,35 0,20 - 0,35 0,20 - 0,30
- -
0,20 - 0,28 0,20 - 0,28 0,20 - 0,28 0,20 - 0,32
- -
S-X8 X500 0,25 - 0,45 0,25 - 0,35 0,25 - 0,45 0,25 - 0,32 0,25 - 0,45 0,25 - 0,45 0,25 - 0,40
- -
0,25 - 0,32 0,25 - 0,32 0,25 - 0,32 0,25 - 0,35
- -
S-X8 SP6519 0,25 - 0,45 0,25 - 0,35
- -
0,25 - 0,45 0,25 - 0,45 0,25 - 0,40
- - - - - - - -
S-25-X8 X500 0,35 - 0,60 0,35 - 0,50
- -
0,35 - 0,60 0,35 - 0,55 0,35 - 0,45
- - - - - - - -
S-25-X8 SP6519 0,35 - 0,55 0,35 - 0,45
- -
0,35 - 0,55 0,35 - 0,50 0,35 - 0,40
- - - - - - - -
RDHT20-42-X8 RDHW20-E-X8 RDHW20-S-X8
d
s
RDHW20-25-X8
Contour Mills
Note: HTA = High Temperature Alloys
7710VRD20 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Facing
Facing
Facing
Facing
Facing
Facing
Facing
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max a
p
min. - max. a
p
min. - max.
10,0* 1,0 - 3,0 0,2 - 1,0
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Speed recommendations can be found on page A234.
* Max. recommended a
p
= 7,5mm (depending on the application)
INSERT APPLICATION NOTES:
RDHW2006MOE-X8 X500 should be your first choice for medium roughing application when machining Titanium without heavy scale.
RDHW2006M0S-X8 SP6519 should be used when machining Stainless Steel with heavy scale.
RDHW2006M0S-X8 X500 should be used when machining High Temperature Alloys with heavy scale.
RDHT2006M0E-42-X8 should be used when the machine tool has low power available and when the conditions are stable.
RDHW2006M0S-25-X8 should be used for heavy duty applications.
7710VRD20
Milling Inserts & Recommended Feeds
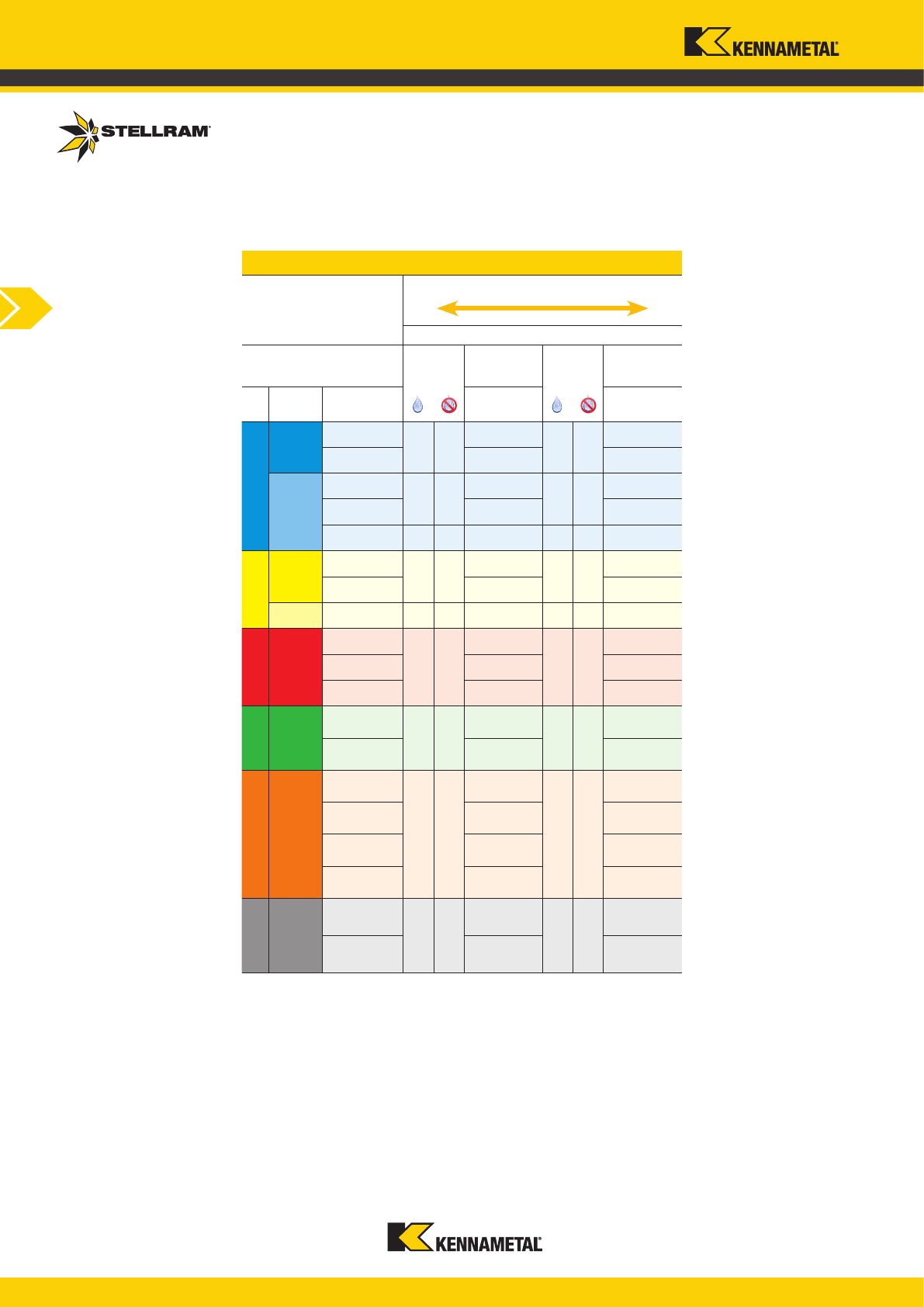
www.kennametal.com
A234
P
130 - 270
130 - 295
115 - 240 115 - 260
100 - 210
100 - 230
75 - 160 75 - 175
50 - 100
50 - 110
--
+
M
115 - 250
115 - 270
100 - 220 105 - 235
50 - 110
50 - 120
K
120 - 280
140 - 295
105 - 205 110 - 240
95 - 170 100 - 220
N
S
23 - 48
23 - 55
21 - 44 22 - 48
24 - 51 25 - 55
35 - 73 36 - 79
H
Contour Mills
Wear Resistance
Recommended Possible
Speed v
c
(m/min)
7710VRD20 Series
Speed min. - max.
Coolant Recommendation
CVD
X Grade
PVD
Standard
ISO Materials
Rm and
Hardness
X500 SP6519
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
7710VRD20
Recommended Speeds
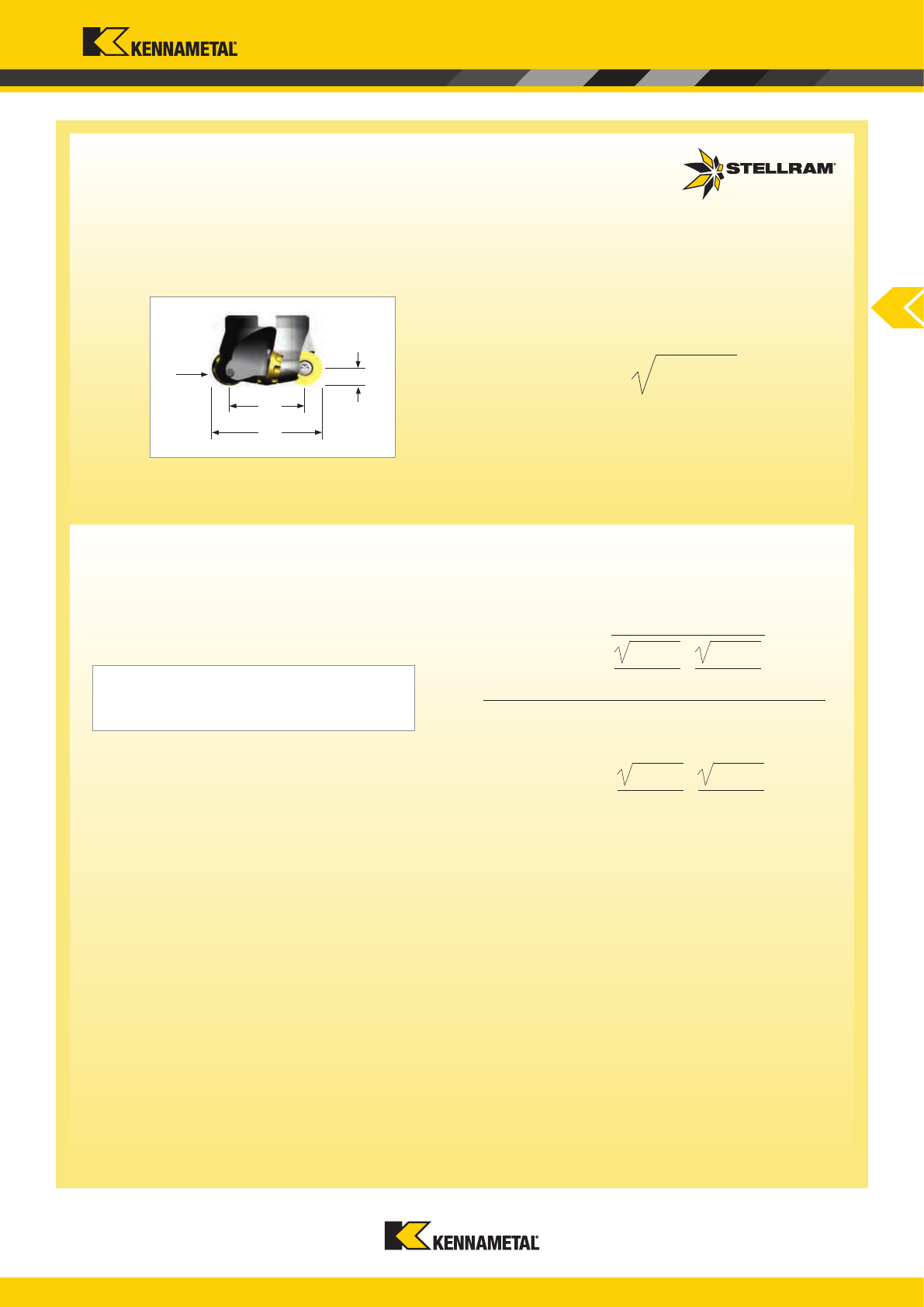
www.kennametal.com
A235
a
p
D
w
D
2
r
Contour Mills
7710VRD20 Technical Information
7710VRD20 Technical Information
x
( )
2
r
2
- r - a
p
r
Formula to calculate the average chip thickness h
m
in relation with radial
engagement and depth of cut.
Formula to find programmed feed rate based on radial engagement and
axial depth of cut.
x
( )
2
r
2
- r - a
p
r
h
m
f
z
=
h
m
=
f
z
x
where:
f
z
= Feed per tooth
h
m
= Average chip thickness
r
= Insert radius
a
e
= Radial Depth of Cut
a
p
= Axial Depth of Cut
Formula to evaluate the correct working diameter
based on axial depth of cut (a
p
).
r
2
- r - a
e
r
( )
2
r
2
- r - a
e
r
( )
2
where: D
w
= Working Diameter
D
2
= Diameter of cutter insert centre to centre
r = Insert radius
a
p
= Axial Depth of Cut
Working Diameter:
D
w
= D
2
+
2 x r
2
- (r -a
p
)
2
7710VRD20
Technical Information
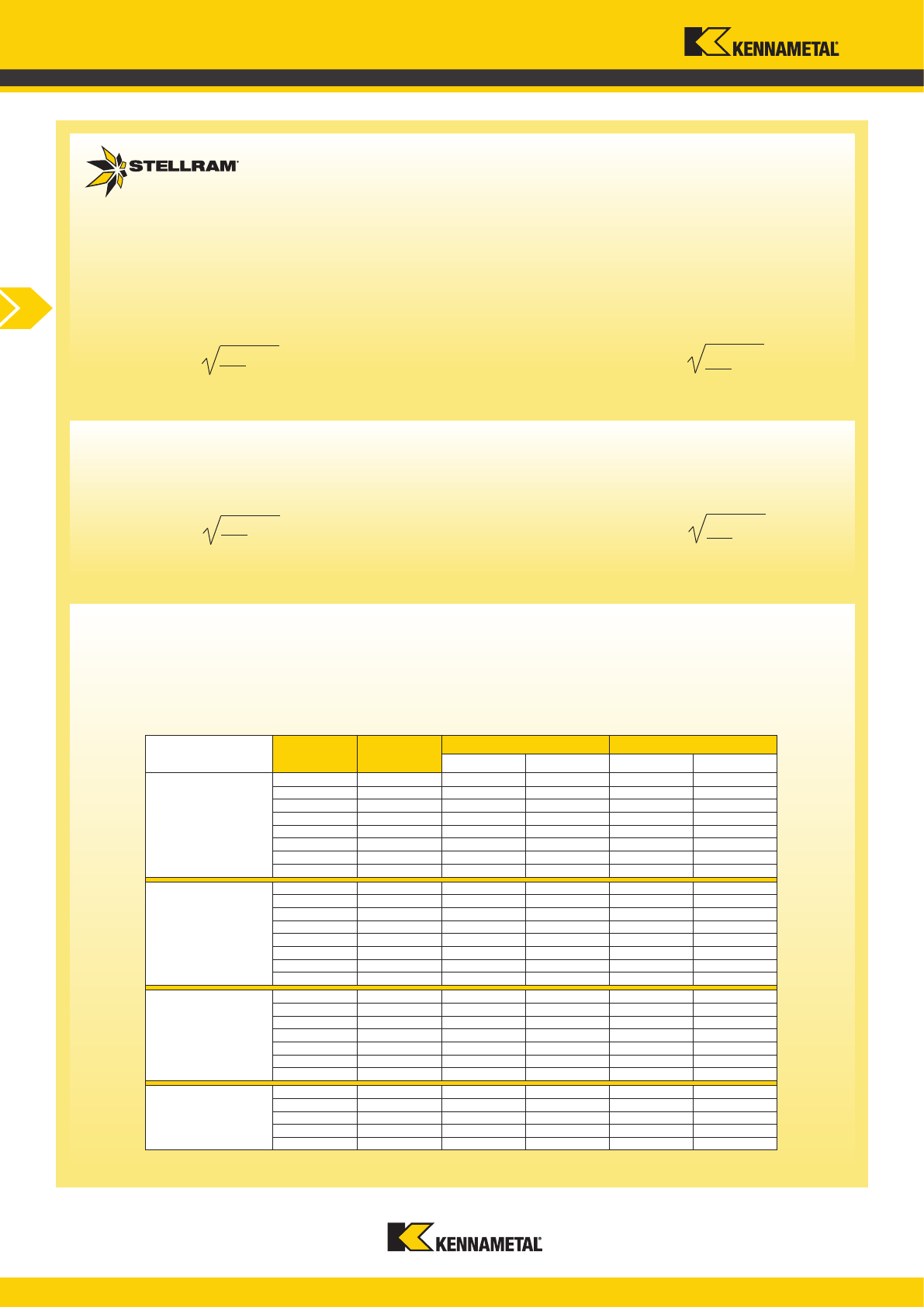
www.kennametal.com
A236
RDHT2006M0E-42-X8
20,00 1,00 0,08 0,18 0,36 0,80
20,00 2,00 0,08 0,18 0,25 0,57
20,00 3,00 0,08 0,18 0,21 0,46
20,00 4,00 0,08 0,18 0,18 0,40
20,00 5,00 0,08 0,18 0,16 0,36
20,00 6,00 0,08 0,18 0,15 0,33
20,00 8,00 0,08 0,18 0,13 0,28
20,00 10,00 0,08 0,18 0,11 0,25
RDHW2006M0E-X8
20,00 1,00 0,10 0,20 0,45 0,89
20,00 2,00 0,10 0,20 0,32 0,63
20,00 3,00 0,10 0,20 0,26 0,52
20,00 4,00 0,10 0,20 0,22 0,45
20,00 5,00 0,10 0,20 0,20 0,40
20,00 6,00 0,10 0,20 0,18 0,37
20,00 8,00 0,10 0,20 0,16 0,32
20,00 10,00 0,10 0,20 0,14 0,28
RDHW2006M0S-X8
20,00 2,00 0,15 0,25 0,47 0,79
20,00 3,00 0,15 0,25 0,39 0,65
20,00 4,00 0,15 0,25 0,34 0,56
20,00 5,00 0,15 0,25 0,30 0,50
20,00 6,00 0,15 0,25 0,27 0,46
20,00 8,00 0,15 0,25 0,24
0,40
20,00 10,00 0,15 0,25 0,21 0,35
RDHW2006M0S-25-X8
20,00 4,00 0,25 0,30 0,56 0,67
20,00 5,00 0,25 0,30 0,50 0,60
20,00 6,00 0,25 0,30 0,46 0,55
20,00 8,00 0,25 0,30 0,40 0,47
20,00 10,00 0,25 0,30 0,35 0,42
Contour Mills
RD..2006..insert
Insert
Insert size
(mm)
a
p d.o.c.
(mm)
h
m
(mm) f
z
(mm/Z)
min. max. min. max.
With round inserts, the thickness of the chip varies depending on the axial depth of cut (a
p
) and is related to the size of the cutting edge-preparation.
For best tool life it is important to maintain the proper chip thickness as shown below.
This chart calculates in relation with axial depth of cut (a
p
) only and not radial cut (a
e
).
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
Simplified formulas to evaluate h
m
and f
z
based on axial depth of cut (a
p
) or radial engagement (a
e
).
Calculation of the average chip thickness in relation with the D.O.C. (Axial)
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
p
= Depth of cut
f
z
= Feed per tooth
d = Insert diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
a
e
d
d
a
e
a
p
d
d
a
p
7710VRD20
Technical Information
www.kennametal.com
A237
7713VR Series
Copy / Contour Milling Cutter
Helical
Interpolation
7713VR10:
Maximum a
p
= 5mm
Diameter Range = 20 to 63mm
7713VR12:
Maximum a
p
= 6mm
Diameter Range = 25 to 80mm
ROUND INSERT MILLING CUTTER WITH INDEXATION
The 7713VR is our newest round insert cutter series. Designed with a new nickel plated
surface treatment that reduces the body degradation during high performance applications and
enhances the body tool life.
This cutter series has an anti-rotation design which ensures a precise number of indexes per
insert. This gives a maximum possible usage of the available edges for roughing applications.
This unique patented pocket system prevents the inserts from rotating in the pocket, during
heavy feed machining and unstable conditions.
This 7713VR cutter is excellent for roughing and semi-nishing of all materials, specically
for Stainless Steel and High Temperature Alloys as well as for Steel, Tool Steel and
Aluminium Alloys.
7713VR
Copy / 3DFacing Ramping Spiral / Circular PocketingHelical
Interpolation
with Bore Hole
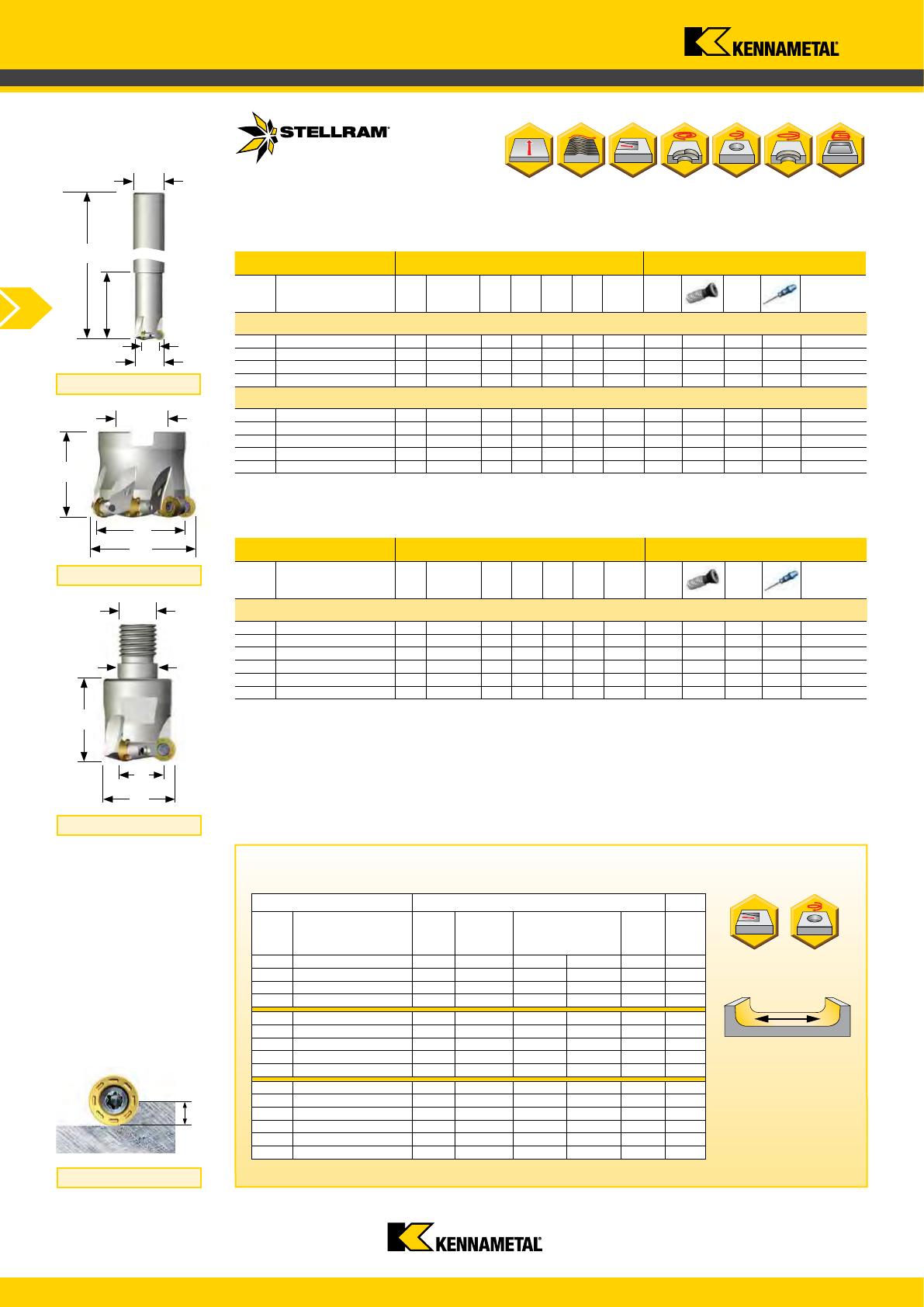
www.kennametal.com
A238
033100 7713VR10CA020Z2R40 10 1.89 22 38 3,33 64500
033101 7713VR10CA025Z3R50 15 5.22 32 48 3,33 53500
033102 7713VR10CA032Z3R70 22 8.64 46 62 3,33 53500
033103 7713VR10CA032Z4R70 22 8.64 46 62 3,33 53500
033104 7713VR10-A040Z05R 30 7.28 62 78 3,33 47000
033105 7713VR10-A042Z06R 32 6.71 66 82 3,33 39500
033106 7713VR10-A050Z06R 40 5.22 82 98 3,33 39500
033107 7713VR10-A050Z07R 40 5.31 82 98 3,33 39500
033108 7713VR10-A063Z08R 53 3.79 108 124 3,33 34000
033109 7713VR10SA020Z2R25 10 1.89 22 38 3,33 64000
033110 7713VR10SA025Z2R35 15 5.22 32 48 3,33 64000
033111 7713VR10SA025Z3R35 15 5.22 32 48 3,33 64000
033112 7713VR10SA032Z3R35 22 8.64 46 62 3,33 64000
033113 7713VR10SA032Z4R35 22 8.64 46 62 3,33 53500
033114 7713VR10SA035Z5R35 25 7.20 52 68 3,33 53500
033100 7713VR10CA020Z2R40 20 10 180 40 20 5 2 031233 D4007T 031654 TB15 3,10
033101 7713VR10CA025Z3R50 25 15 200 50 25 5 3 031233 D4007T 031654 TB15 3,10
033102 7713VR10CA032Z3R70 32 22 250 70 32 5 3 015260 D4008T 031654 TB15 3,10
033103 7713VR10CA032Z4R70 32 22 250 70 32 5 4 015260 D4008T 031654 TB15 3,10
033104 7713VR10-A040Z05R 40 30 40 - 16 5 5 015260 D4008T 031654 TB15 3,10
033105 7713VR10-A042Z06R 42 32 40 - 16 5 6 018481 D4006T 031654 TB15 3,10
033106 7713VR10-A050Z06R 50 40 40 - 22 5 6 015260 D4008T 031654 TB15 3,10
033107 7713VR10-A050Z07R 50 40 40 - 22 5 7 015260 D4008T 031654 TB15 3,10
033108 7713VR10-A063Z08R 63 53 40 - 22 5 8 015260 D4008T 031654 TB15 3,10
d
1
H
D
a
*
D
a
*
L
I
1
M
L
D
a
*
d
1
033109 7713VR10SA020Z2R25 20 10 25 M10 10.5 5 2 031233 D4007T 031654 TB15 3,10
033110 7713VR10SA025Z2R35 25 15 35 M12 12.5 5 2 031233 D4007T 031654 TB15 3,10
033111 7713VR10SA025Z3R35 25 15 35 M12 12.5 5 3 031233 D4007T 031654 TB15 3,10
033112 7713VR10SA032Z3R35 32 22 35 M16 17.0 5 3 015260 D4008T 031654 TB15 3,10
033113 7713VR10SA032Z4R35 32 22 35 M16 17.0 5 4 015260 D4008T 031654 TB15 3,10
033114 7713VR10SA035Z5R35 35 25 35 M16 17.00 5 5 031233 D4007T 031654 TB15 3,10
a
p
D
D
D*
d
1
Contour Mills
7713VR10 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
D = Effective Diameter (Axis) from Insert centreline to centreline
D = Effective Diameter (Axis) from Insert centreline to centreline
Product Dimensions (mm) Spares
EDP Item Description Da*
D
Effective
Diameter
L
M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7713VR10 Modular Head - Medium and Fine Pitch
Product Dimensions (mm) Spares
EDP Item Description Da*
D
Effective
Diameter
L/H
l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7713VR10 Cylindrical Shank - Medium and Fine Pitch
7713VR10 Shell Mill Fixation - Medium and Fine Pitch
Modular Head
Cylindrical Shank
Shell Mill Fixation
Depth of Cut (a
p
)
D
a
* = Outside Diameter
D
a
* = Outside Diameter
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page A76.
The 7713VR10 series with anti-rotation pocket ensures a precise number of indexes per insert.
This unique patented pocket design prevents the inserts from rotating in the pocket during heavy feed
machining and unstable conditions.
7713VR10
Copy / Contour Milling Cutter
Flat
Facing Pitch
Ramping Helical
Interpolation
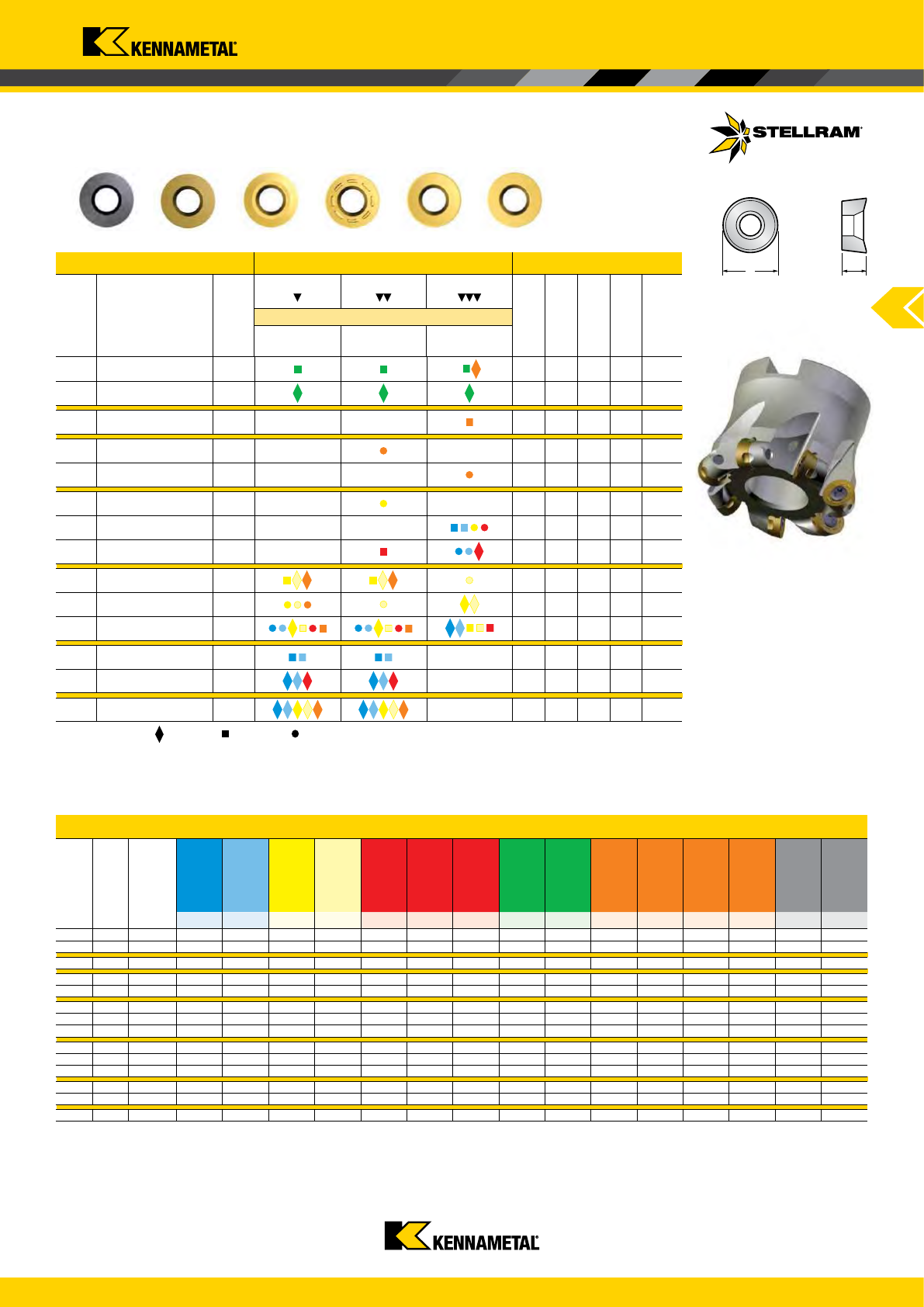
www.kennametal.com
A239
034546 RPEX10T3M0F-701-X4 SP4019
10,00 - 3,97 5,00 0,02
030456 RPEX10T3M0F-701-X4 GH1
10,00 - 3,97 5,00 0,02
034545 RPEX10T3M0E-701-X4 SP6519 - -
10,00 - 3,97 5,00 0,02
030449 RPHT10T3M0E-421-X4 X500 -
- 10,00 - 3,97 5,00 0,04
030410 RPHT10T3M0E-421-X4 X700 - -
10,00 - 3,97 5,00 0,04
030452 RPMT10T3M0E-41-X4 X500 -
- 10,00 - 3,97 5,00 0,04
031539 RPMT10T3M0E-41-X4 SP6519 - -
10,00 - 3,97 5,00 0,04
030451 RPMT10T3M0E-41-X4 MP91M -
10,00 - 3,97 5,00 0,04
030697 RPHT10T3M0E422-X4 X500
10,00 - 3,97 5,00 0,03
030767 RPHT10T3M0E-422-X4 X700
10,00 - 3,97 5,00 0,03
030862 RPHT10T3M0E-422-X4 SP6519
10,00 - 3,97 5,00 0,03
030329 RPHT10T3M0T-X4 X500
- 10,00 - 3,97 5,00 0,08
031555 RPHT10T3M0T-X4 SP6519
- 10,00 - 3,97 5,00 0,08
030454 RPMW10T3M0T-X4 X500
-
10,00 - 3,97 5,00 0,13
F-701-X4
SP4019
- - - - - - - 0,02 - 0,10 0,02 - 0,08 0,02 - 0,07 0,02 - 0,07 0,03 - 0,08 0,03 - 0,09 - -
F-701-X4
GH1
- - - - - - - 0,02 - 0,10 0,02 - 0,08 - - - - - -
E-701-X4
SP6519
- - - - - - - - - 0,02 - 0,07 0,02 - 0,07 0,03 - 0,08 0,03 - 0,09 - -
E-421-X4
X500
- - - - - - - - - 0,04 - 0,08 0,04 - 0,08 0,04 - 0,09 0,04 - 0,11 - -
E-421-X4
X700
- - - - - - - - - 0,04 - 0,08 0,04 - 0,08 0,04 - 0,09 0,04 - 0,11 - -
E-41-X4 X500
- - 0,04 - 0,18 - - - - - - - - - - - -
E-41-X4 SP6519
0,04 - 0,18 0,04 - 0,16 0,04 - 0,18 - 0,04 - 0,18 0,04 - 0,18 0,04 - 0,16 - - - - - - - -
E-41-X4 MP91M
0,04 - 0,18 0,04 - 0,16 - - 0,04 - 0,16 0,04 - 0,16 0,04 - 0,14 - - - - - - - -
E-422-X4
X500
- - 0,06 - 0,30 0,06 - 0,25 - - - - - 0,06 - 0,14 0,06 - 0,14 0,06 - 0,16 0,06 - 0,18 - -
E-422-X4
X700
- - 0,06 - 0,28 0,06 - 0,22 - - - - - 0,06 - 0,12 0,06 - 0,12 0,06 - 0,14 0,06 - 0,16 - -
E-422-X4
SP6519
0,06 - 0,30 0,06 - 0,25 0,06 - 0,28 0,03 - 0,22 0,06 - 0,25 0,06 - 0,25 0,06 - 0,22 - - 0,06 - 0,12 0,06 - 0,12 0,06 - 0,14 0,06 - 0,16 - -
T-X4 X500
0,08 - 0,33 0,08 - 0,28 - - - - - - - - - - - - -
T-X4 SP6519
0,08 - 0,32 0,08 - 0,27 - - 0,08 - 0,30 0,08 - 0,30 0,08 - 0,28 - - - - - - - -
T-X4 X500
0,13 - 0,35 0,13 - 0,33 0,13 - 0,35 0,13 - 0,30 - - - - - 0,13- 0,18 0,13 - 0,18 0,13 - 0,20 0,13 - 0,22 - -
RPEX10-701
RPHT10-421
RPMT10-41
RPHT10-422
RPHT10-T RPMW10-T
d
s
Contour Mills
Note: HTA = High Temperature Alloys
7713VR10 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max a
p
min. - max. a
p
min. - max.
5,00* 1,00 - 2,0 0,20 - 1,00
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Speed recommendations can be found on page A243.
RPMW10T3MOT-X4 X500 is recommended for materials with heavy scale.
*Max. recommended ap = 2,5mm (depending on the application)
7713VR10
Milling Inserts & Recommended Feeds
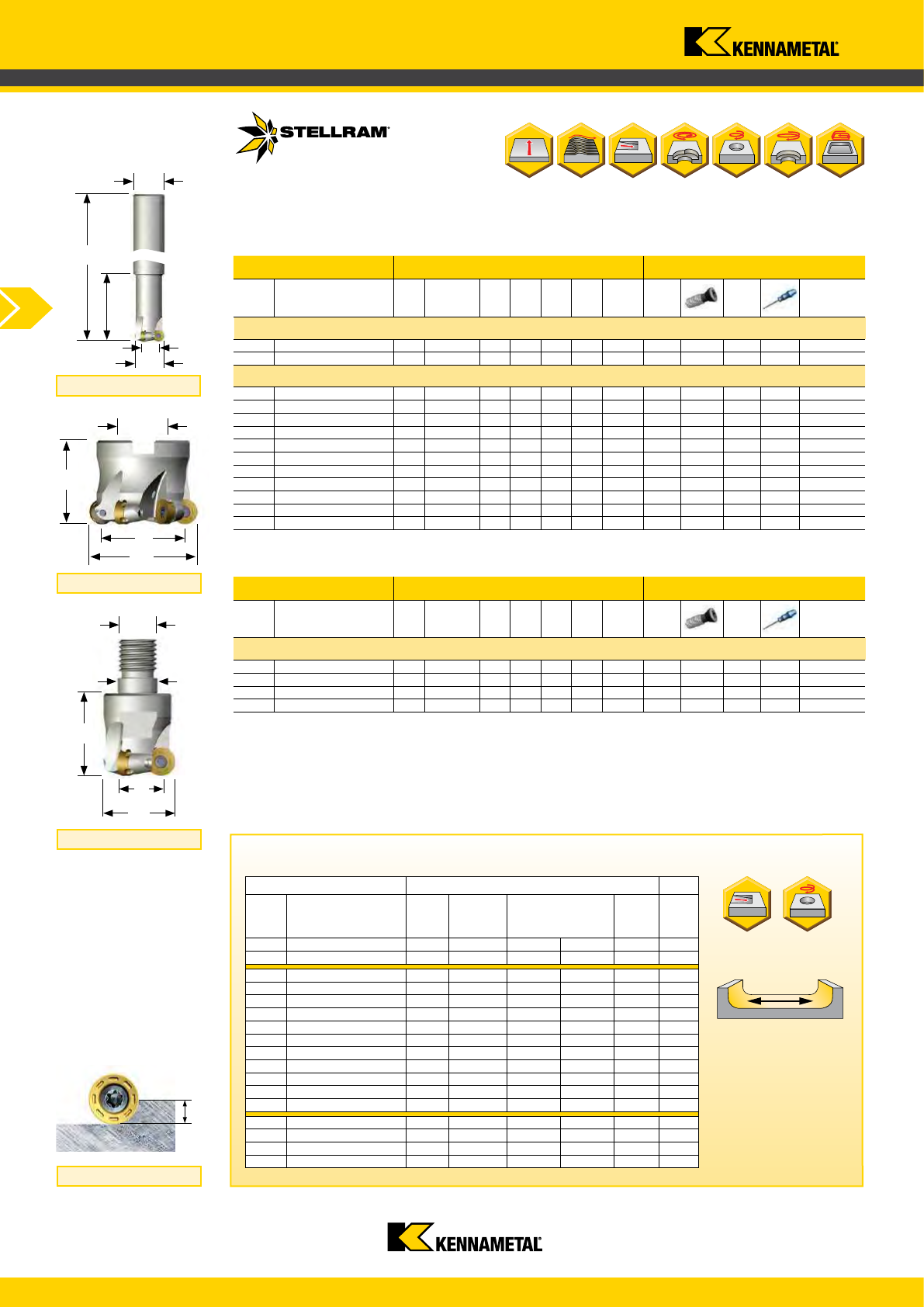
www.kennametal.com
A240
033126 7713VR12CA025Z2R50 13 11.20 28 48 4,00 50000
033127 7713VR12CA032Z3R70 20 10.80 42 62 4,00 40000
033115 7713VR12-A040Z04R 28 7.90 58 78 4,00 34000
033116 7713VR12-A040Z05R 28 7.90 58 78 4,00 34000
033117 7713VR12-A050Z05R 38 5.50 78 98 4,00 29000
033118 7713VR12-A050Z06R 38 5.50 78 98 4,00 29000
033119 7713VR12-A052Z05R 40 5.15 82 102 4,00 28500
033120 7713VR12-A052Z06R 40 5.15 82 102 4,00 28500
033121 7713VR12-A063Z06R 51 3.85 104 124 4,00 25000
033122 7713VR12-A063Z07R 51 3.85 104 124 4,00 25000
033123 7713VR12-A066Z06R 54 3.60 110 130 4,00 24500
033124 7713VR12-A066Z07R 54 3.60 110 130 4,00 24500
033125 7713VR12-A080Z08R 68 2.75 138 158 4,00 21500
033128 7713VR12SA025Z2R35 13 11.20 28 48 4,00 50000
033129 7713VR12SA032Z3R35 20 10.80 42 62 4,00 40000
033130 7713VR12SA040Z4R43 28 7.90 58 78 4,00 34000
033131 7713VR12SA040Z5R43 28 7.90 58 78 4,00 34000
033128 7713VR12SA025Z2R35 25 13 35 M12 12,50 6 2 015260 D4008T 015240 T15 3,10
033129 7713VR12SA032Z3R35 32 20 35 M16 17,00 6 3 015260 D4008T 015240 T15 3,10
033130 7713VR12SA040Z4R43 40 28 43 M16 17,00 6 4 015260 D4008T 015240 T15 3,10
033131 7713VR12SA040Z5R43 40 28 43 M16 17,00 6 5 015260 D4008T 015240 T15 3,10
a
p
M
L
D
a
*
d
1
D
d
1
H
D
a
*
D
a
*
L
I
1
D
D
033126 7713VR12CA025Z2R50 25 13 200 50 25 6 2 015260 D4008T 015240 T15 3,10
033127 7713VR12CA032Z3R70 32 20 250 70 32 6 3 015260 D4008T 015240 T15 3,10
033115 7713VR12-A040Z04R 40 28 40 - 16 6 4 015262 D4010T 015240 T15 3,10
033116 7713VR12-A040Z05R 40 28 40 - 16 6 5 015262 D4010T 015240 T15 3,10
033117 7713VR12-A050Z05R 50 38 40 - 22 6 5 015262 D4010T 015240 T15 3,10
033118 7713VR12-A050Z06R 50 38 40 - 22 6 6 015262 D4010T 015240 T15 3,10
033119 7713VR12-A052Z05R 52 40 40 - 22 6 5 015262 D4010T 015240 T15 3,10
033120 7713VR12-A052Z06R 52 40 40 - 22 6 6 015262 D4010T 015240 T15 3,10
033121 7713VR12-A063Z06R 63 51 50 - 22 6 6 015262 D4010T 015240 T15 3,10
033122 7713VR12-A063Z07R 63 51 50 - 22 6 7 015262 D4010T 015240 T15 3,10
033123 7713VR12-A066Z06R 66 54 50 - 27 6 6 015262 D4010T 015240 T15 3,10
033124 7713VR12-A066Z07R 66 54 50 - 27 6 7 015262 D4010T 015240 T15 3,10
033125 7713VR12-A080Z08R 80 68 50 - 27 6 8 015262 D4010T 015240 T15 3,10
d
1
Contour Mills
D = Effective Diameter (Axis) from Insert centreline to centreline
D = Effective Diameter (Axis) from Insert centreline to centreline
7713VR12 Technical Information
(mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
7713VR12 Cylindrcal Shank
7713VR12 Shell Mill Fixation - Medium and Fine Pitch
Product Dimensions (mm) Spares
EDP Item Description Da*
D
Effective
Diameter
L
M d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
7713VR12 Modular Head - Medium and Fine Pitch
Product Dimensions (mm) Spares
EDP Item Description Da*
D
Effective
Diameter
L/H
l
1
d
1
a
p
max
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Cylindrical Shank
Shell Mill Fixation
Modular Head
Depth of Cut (a
p
)
D
a
* = Outside Diameter
D
a
* = Outside Diameter
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page A76.
The 7713VR12 series with anti-rotation pocket ensures a precise number of indexes per insert.
This unique patented pocket design prevents the inserts from rotating in the pocket during heavy feed
machining and unstable conditions.
7713VR12
Contour Milling Cutter
Ramping Helical
Interpolation
Flat
Facing Pitch
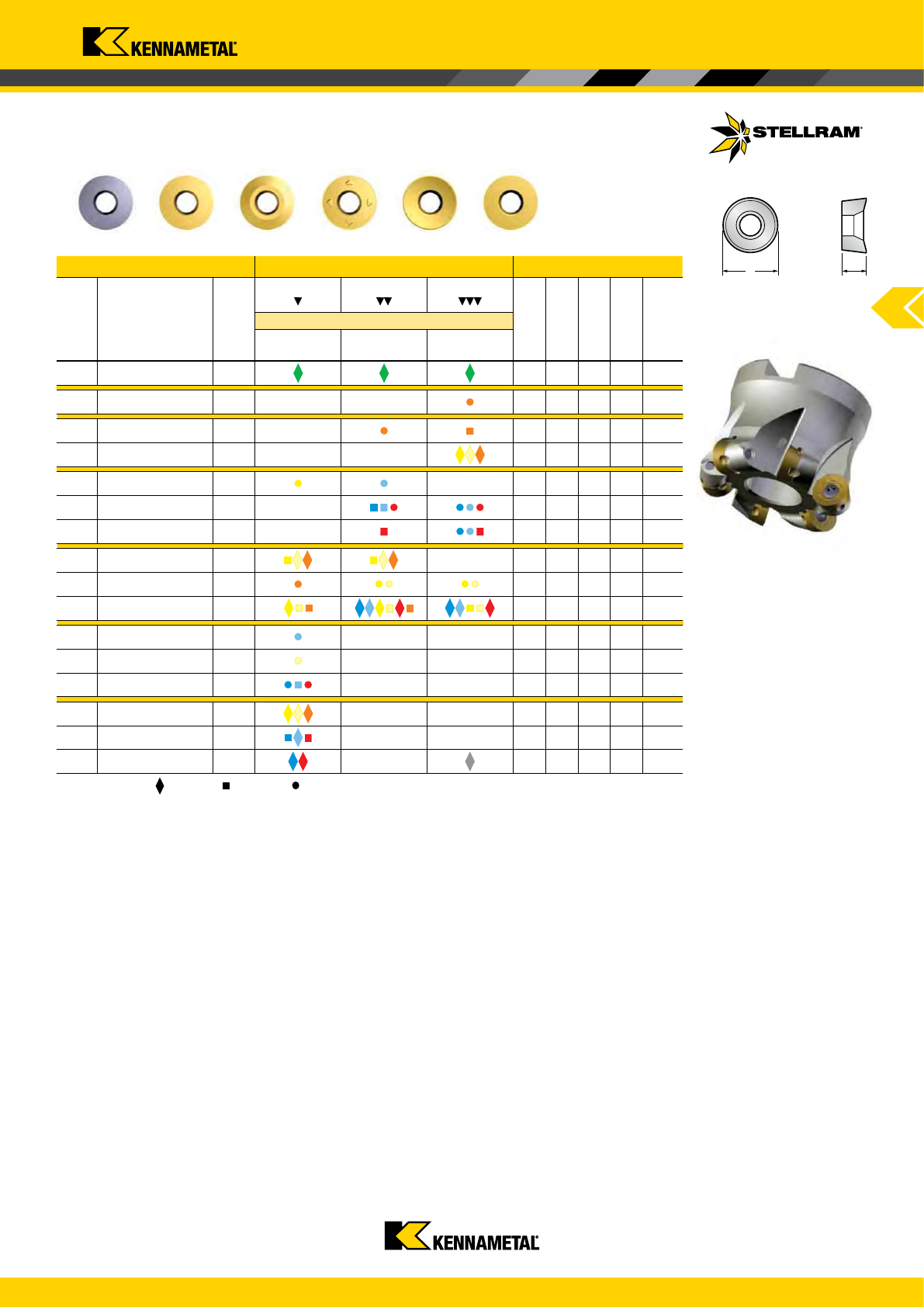
www.kennametal.com
A241
029284 RPEX1204M0F-701-X4 GH1 12,00 4,76 6,00 0,02
029282 RPEX1204M0E-701-X4 X500 - -
12,00 - 4,76 6,00 0,03
029286 RPHT1204M0E-421-X4 X500 -
12,00 - 4,76 6,00 0,04
029700 RPHT1204M0E-421-X4 X700 - -
12,00 - 4,76 6,00 0,04
029272 RPMT1204M0E-41-X4 X500
- 12,00 - 4,76 6,00 0,05
031517 RPMT1204M0E-41-X4 SP6519 -
12,00 - 4,76 6,00 0,05
029291 RPMT1204M0E-41-X4 MP91M -
12,00 - 4,76 6,00 0,05
032129 RPHT1204M0E-442-X4 X500
- 12,00 - 4,76 6,00 0,04
032130 RPHT1204M0E-442-X4 X700
12,00 - 4,76 6,00 0,04
032128 RPHT1204M0E-442-X4 SP6519
12,00 - 4,76 6,00 0,04
029034 RPHT1204M0T-X4 X500
- - 12,00 - 4,76 6,00 0,10
029699 RPHT1204M0T-X4 X700
- - 12,00 - 4,76 6,00 0,10
031516 RPHT1204M0T-X4 SP6519
- - 12,00 - 4,76 6,0 0,10
029295 RPMW1204M0T-X4 X500
- - 12,00 - 4,76 6,00 0,13
031518 RPMW1204M0T-X4 SP6519
- - 12,00 - 4,76 6,00 0,13
029294 RPMW1204M0T-X4 MP91M
-
12,00 - 4,76 6,00 0,13
RPEX12-701 RPHT12-421 RPHT12-442 RPHT12-T RPMW12-T
d
s
RPMT12-41
Contour Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max a
p
min. - max. a
p
min. - max.
6,00* 1,00 - 2,50 0,20 - 1,00
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page 250. Speed recommendations can be found on page A243.
RPMW1204M0T-X4 should be used for materials with heavy scale
* Max. recommended a
p
= 3,5mm (depending on the application)
7713VR12
Milling Inserts
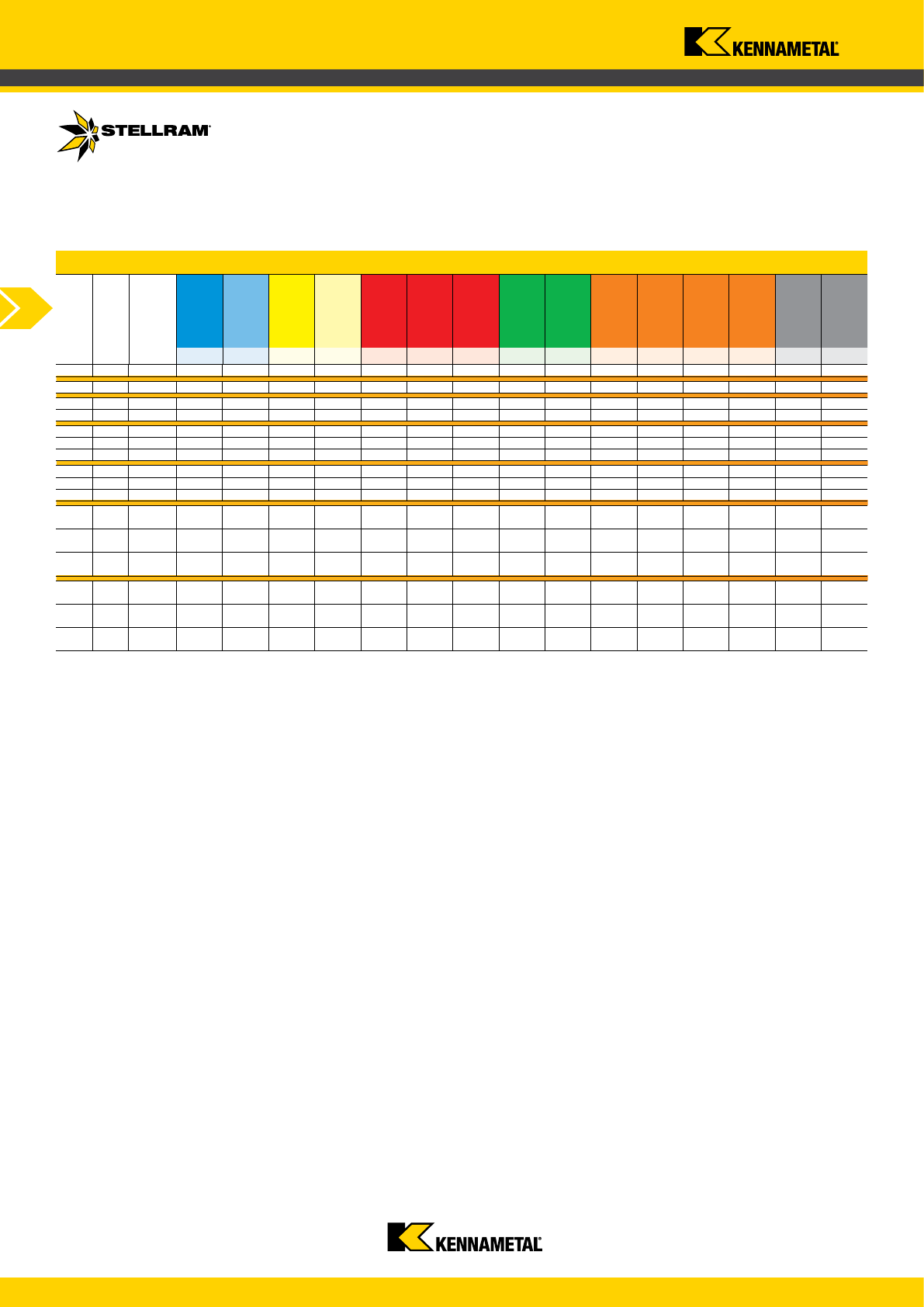
www.kennametal.com
A242
F-701-X4 GH1
- - - - - - - 0,03 - 0,12 0,03 - 0,10 - - - - - -
E-701-X4 X500
- - - - - - - - - 0,03 - 0,08 0,03 - 0,08 0,03 - 0,10 0,03 - 0,11 - -
E-421-X4 X500
- - - - - - - - - 0,04 - 0,20 0,04 - 0,20 0,04 - 0,22 0,04 - 0,24 - -
E-421-X4 X700
- - 0,05 - 0,25 0,04 - 0,12 - - - - - 0,04 - 0,20 0,04 - 0,20 0,04 - 0,21 0,04 - 0,23 - -
E-41-X4
X500
- 0,05 - 0,22 0,05 - 0,25 - - - - - - - - - - - -
E-41-X4
SP6519
0,05 - 0,25 0,05 - 0,22 - - 0,05 - 0,25 0,05 - 0,25 0,05 - 0,20 - - - - - - - -
E-41-X4
MP91M
0,05 - 0,25 0,05 - 0,22 - - 0,05 - 0,25 0,05 - 0,25 0,05 - 0,20 - - - - - - - -
E-442-X4 X500
- - 0,06 - 0,40 0,06 - 0,33 - - - - - 0,06 - 0,24 0,06 - 0,24 0,06 - 0,24 0,06 - 0,26 - -
E-442-X4 X700
- - 0,06 - 0,38 0,06 - 0,31 - - - - - 0,06 - 0,23 0,06 - 0,23 0,06 - 0,23 0,06 - 0,25 - -
E-442-X4 SP6519
0,06 - 0,45 0,06 - 0,38 0,06 - 0,38 0,06 - 0,31 0,06 - 0,40 0,06 - 0,40 0,06 - 0,35 - - 0,06 - 0,23 0,06 - 0,23 0,06 - 0,23 0,06 - 0,25 - -
RPHT-
T-X4
X500
- 0,15 - 0,40 - - - - - - - - - - - - -
RPHT-
T-X4
X700
- - - 0,15 - 0,35 - - - - - - - - - - -
RPHT-
T-X4
SP6519
0,15 - 0,45 0,15 - 0,40 - - 0,15 - 0,45 0,15 - 0,45 0,15 - 0,40 - - - - - - - -
RPMW-
T-X4
X500
- - 0,13 - 0,35 0,13 - 0,30 - - - - - 0,13 - 0,25 0,13 - 0,25 0,13 - 0,27 0,13 - 0,29 - -
RPMW-
T-X4
SP6519
0,13 - 0,45 0,13 - 0,40 - - 0,13 - 0,45 0,13 - 0,45 0,13 - 0,40 - - - - - - - -
RPMW-
T-X4
MP91M
0,13 -0,42 - - - 0,13 - 0,42 0,13 - 0,42 0,13 - 0,35 - - - - - - 0,09 - 0,15 0,09 - 0,15
Contour Mills
Note: HTA = High Temperature Alloys
7713VR12 Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Contouring
Speed recommendations can be found on page A243.
7713VR12
Recommended Feeds
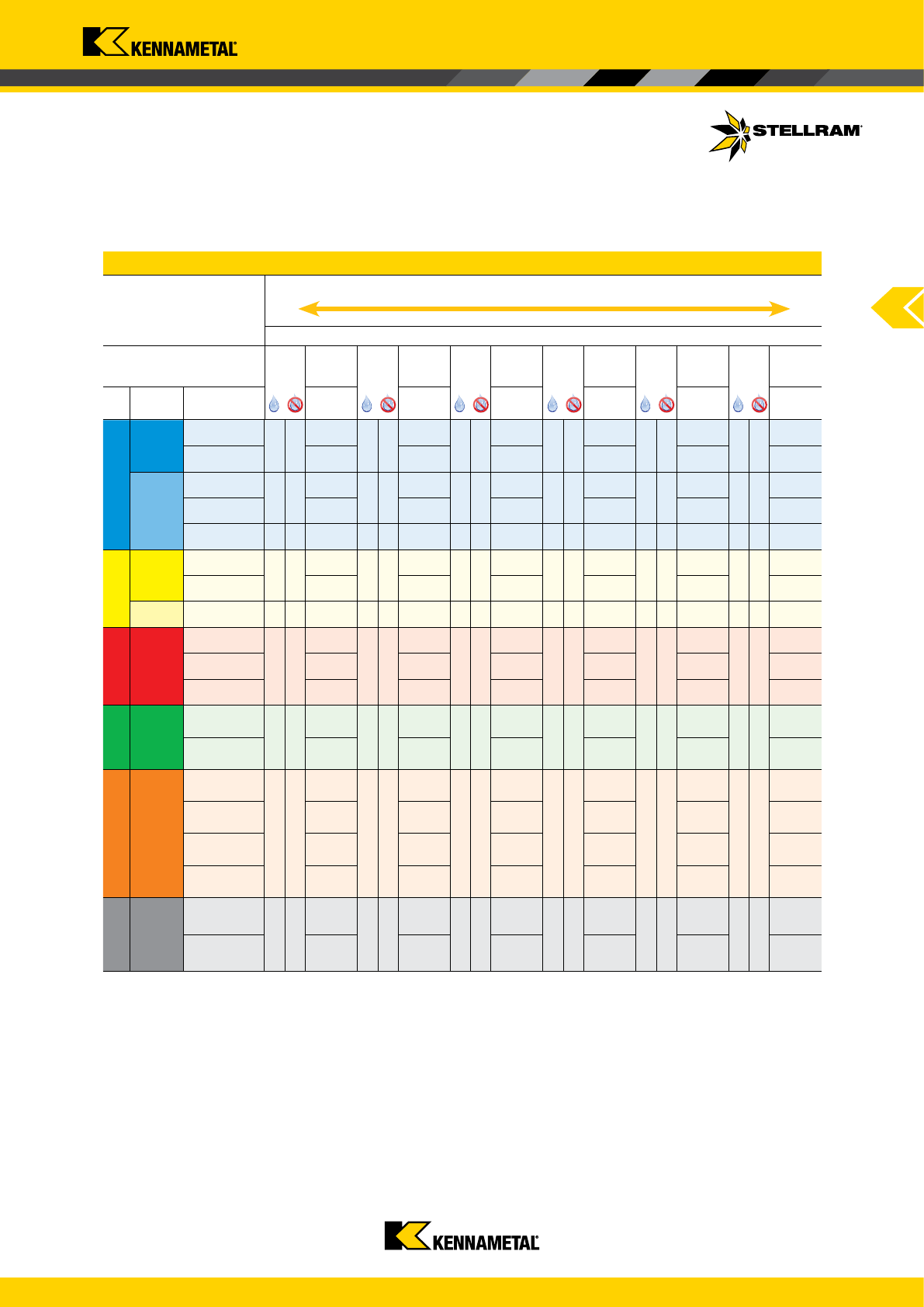
www.kennametal.com
A243
P
130 - 270
130 - 295
140 - 345
115 - 240 115 - 260 120 - 305
100 - 210
100 - 230
105 - 270
75 - 160 75 - 175 80 - 205
50 - 100
50 - 110
50 - 130
--
+
M
115 - 250
115 - 260
115 - 270
100 - 220 105 - 230 105 - 235
50 - 110
50 - 115
50 - 120
K
140 - 295
145 - 365
110 - 240 115 - 285
100 - 220 105 - 260
N
400 - 2895
400 - 3050
295 - 2320 295 - 2440
S
23 - 48
23 - 52
23 - 55
24 - 63
21 - 44 22 - 46 22 - 48 23 - 52
24 - 51 25 - 53 25 - 55 26 - 59
35 - 73 36 - 75 36 - 79 37 - 84
H
50 - 105
40 - 95
Contour Mills
Recommended Possible
Speed v
c
(m/min)
7713VR Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
CVD
X Grade
PVD
X Grade
PVD
Standard
PVD
Standard
CVD
Standard
Uncoated
Micrograin
ISO Materials
Rm and
Hardness
X500 X700 SP6519 SP4019 MP91M GH1
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
7713VR
Recommended Speeds
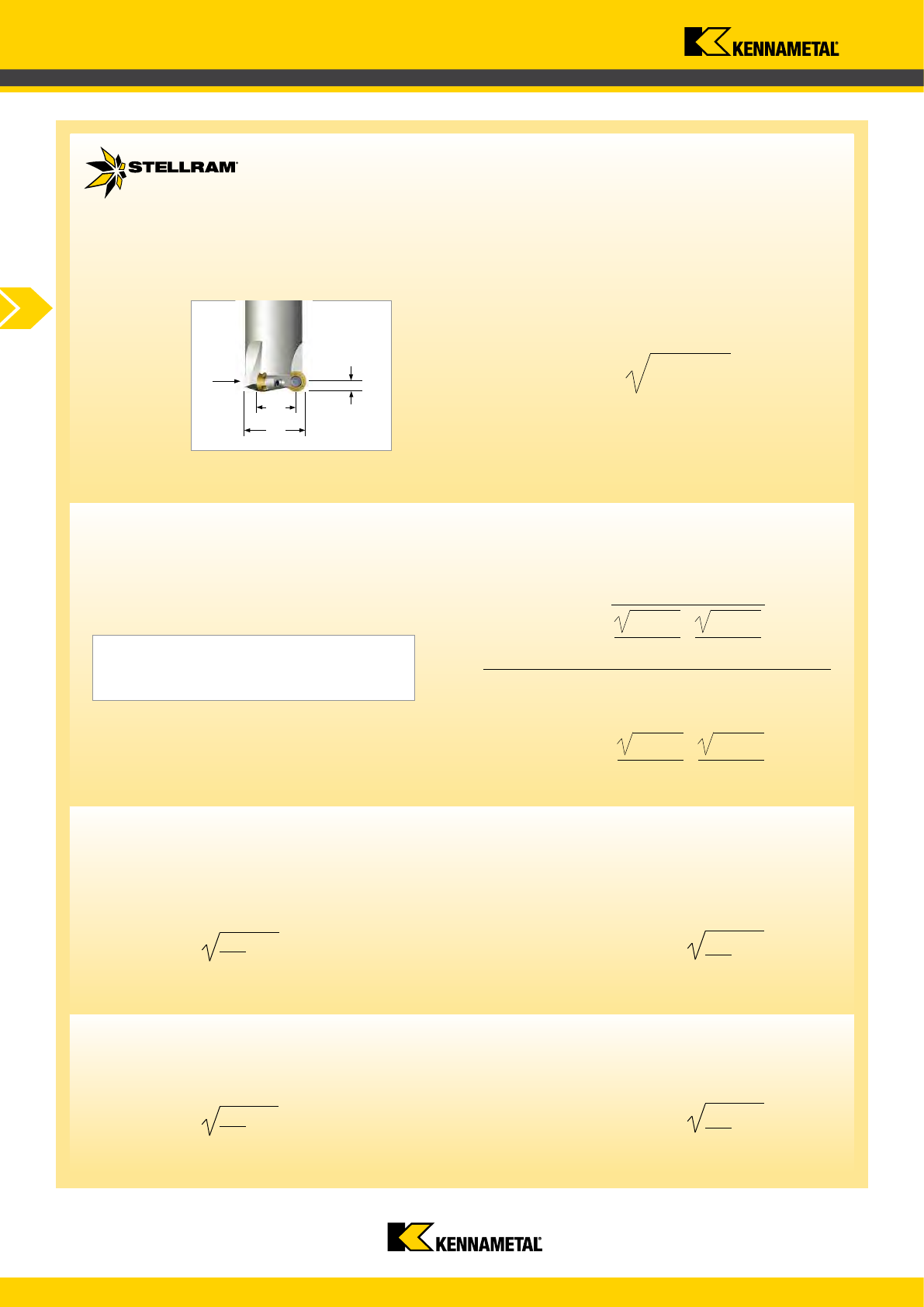
www.kennametal.com
A244
a
p
D
w
D
2
r
Contour Mills
7713VR Technical Information
7713VR Technical Information
f
z
= h
m
x
Simplified formulas to evaluate h
m
and f
z
based on axial depth of cut or radial engagement.
Calculation of the average chip thickness in relation with the D.O.C. (Axial)
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
p
= Depth of cut
f
z
= Feed per tooth
d = Insert diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
Formula: Programme Feed Rate (f
z
)
x
( )
2
r
2
- r - a
p
r
Formula to calculate the average chip thickness h
m
in relation with radial
engagement and depth of cut.
Formula to find programmed feed rate based on radial engagement and
axial depth of cut.
x
( )
2
r
2
- r - a
p
r
h
m
f
z
=
h
m
=
f
z
x
where:
f
z
= Feed per tooth
h
m
= Average chip thickness
r
= Insert radius
a
e
= Radial Depth of Cut
a
p
= Axial Depth of Cut
a
p
d
d
a
p
a
e
d
d
a
e
r
2
- r - a
e
r
( )
2
r
2
- r - a
e
r
( )
2
Formula to evaluate the correct working diameter
based on axial depth of cut (a
p
).
where: D
w
= Working Diameter
D
2
= Diameter of cutter insert centre to centre
r = Insert radius
a
p
= Axial Depth of Cut
Working Diameter:
D
w
= D
2
+
2 x r
2
- (r -a
p
)
2
7713VR
Technical Information
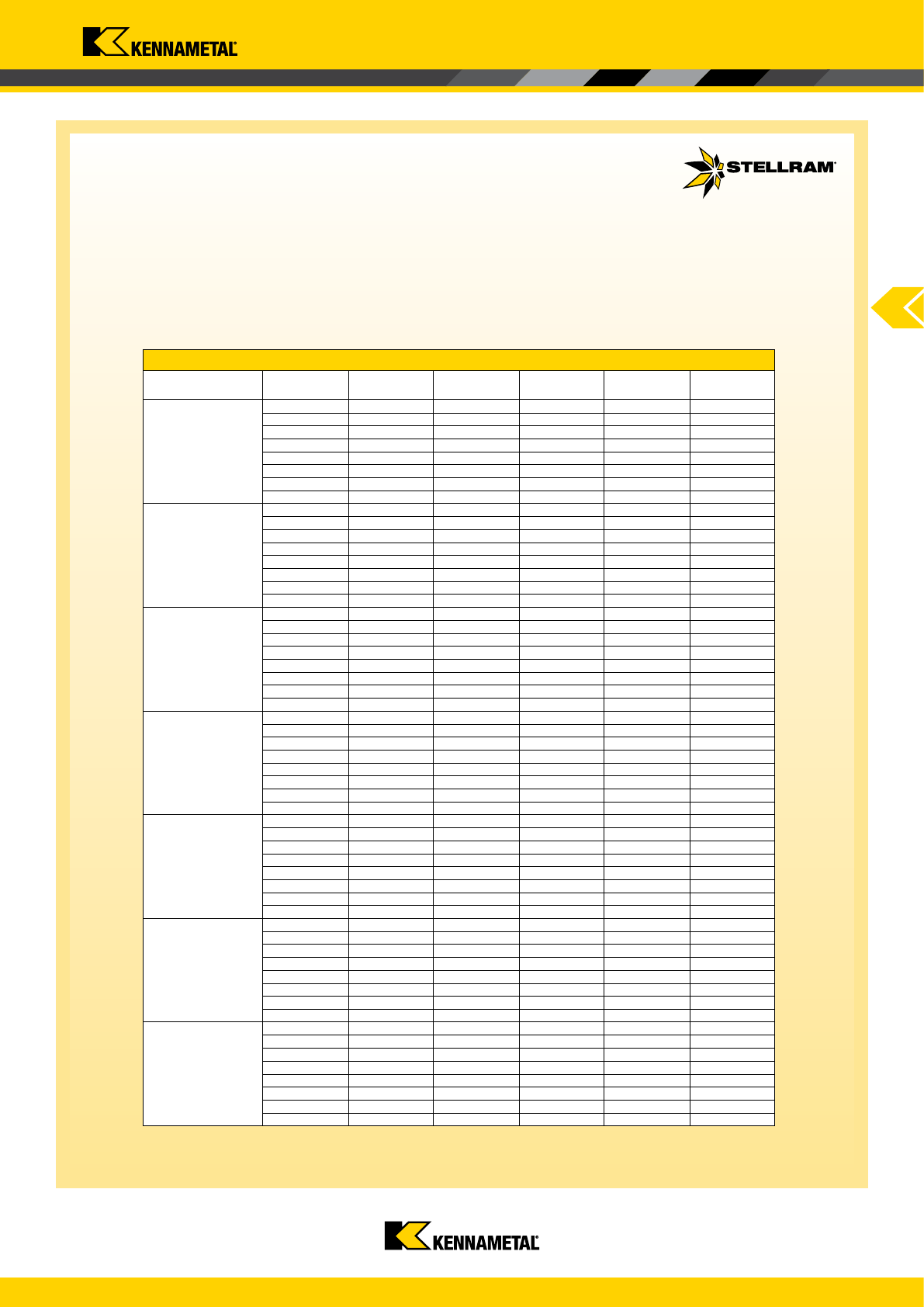
www.kennametal.com
A245
F-701-X4
10,00 0,25 0,02 0,08 0,13 0,51
10,00 0,50 0,02 0,08 0,09 0,36
10,00 0,75 0,02 0,08 0,07 0,29
10,00 1,00 0,02 0,08 0,06 0,25
10,00 1,25 0,02 0,08 0,06 0,23
10,00 1,50 0,02 0,08 0,05 0,21
10,00 2,00 0,02 0,08 0,04 0,18
10,00 2,50 0,02 0,08 0,04 0,16
E-701-X4
10,00 0,25 0,03 0,09 0,19 0,57
10,00 0,50 0,03 0,09 0,13 0,40
10,00 0,75 0,03 0,09 0,11 0,33
10,00 1,00 0,03 0,09 0,09 0,28
10,00 1,25 0,03 0,09 0,08 0,25
10,00 1,50 0,03 0,09 0,08 0,23
10,00 2,00 0,03 0,09 0,07 0,20
10,00 2,50 0,03 0,09 0,06 0,18
E-421-X4
10,00 0,25 0,04 0,10 0,25 0,63
10,00 0,50 0,04 0,10 0,18 0,45
10,00 0,75 0,04 0,10 0,15 0,37
10,00 1,00 0,04 0,10 0,13 0,32
10,00 1,25 0,04 0,10 0,11 0,28
10,00 1,50 0,04 0,10 0,10 0,26
10,00 2,00 0,04 0,10 0,09 0,22
10,00 2,50 0,04 0,10 0,08 0,20
E-41-X4
10,00 0,25 0,04 0,12 0,25 0,76
10,00 0,50 0,04 0,12 0,18 0,54
10,00 0,75 0,04 0,12 0,15 0,44
10,00 1,00 0,04 0,12 0,13 0,38
10,00 1,25 0,04 0,12 0,11 0,34
10,00 1,50 0,04 0,12 0,10 0,31
10,00 2,00 0,04 0,12 0,09 0,27
10,00 2,50 0,04 0,12 0,08 0,24
E-422-X4
10,00 0,25 0,04 0,16 0,25 1,01
10,00 0,50 0,04 0,16 0,18 0,72
10,00 0,75 0,04 0,16 0,15 0,58
10,00 1,00 0,04 0,16 0,13 0,51
10,00 1,25 0,04 0,16 0,11 0,45
10,00 1,50 0,04 0,16 0,10 0,41
10,00 2,00 0,04 0,16 0,09 0,36
10,00 2,50 0,04 0,16 0,08 0,32
RPHT-T-X4
10,00 0,25 0,08 0,18 0,51 1,14
10,00 0,50 0,08 0,18 0,36 0,80
10,00 0,75 0,08 0,18 0,29 0,66
10,00 1,00 0,08 0,18 0,25 0,57
10,00 1,25 0,08 0,18 0,23 0,51
10,00 1,50 0,08 0,18 0,21 0,46
10,00 2,00 0,08 0,18 0,18 0,40
10,00 2,50 0,08 0,18 0,16 0,36
RPMW-T-X4
10,00 0,25 0,13 0,19 0,82 1,20
10,00 0,50 0,13 0,19 0,58 0,85
10,00 0,75 0,13 0,19 0,47 0,69
10,00 1,00 0,13 0,19 0,41 0,60
10,00 1,25 0,13 0,19 0,37 0,54
10,00 1,50 0,13 0,19 0,34 0,49
10,00 2,00 0,13 0,19 0,29 0,42
10,00 2,50 0,13 0,19 0,26 0,38
Contour Mills
Inserts RP..10T3..
Dimensions (mm)
Inserts
Geometry
Insert
Size
a
p
Axial d.o.c.
h
m
min.
h
m
max.
f
z
min.
f
z
max.
With round inserts, the thickness of the chip varies depending on the axial depth of cut and is related to the size of
the cutting edge preparation. For best tool-life it is important to maintain the proper chip thickness as shown below.
7713VR10
Technical Information
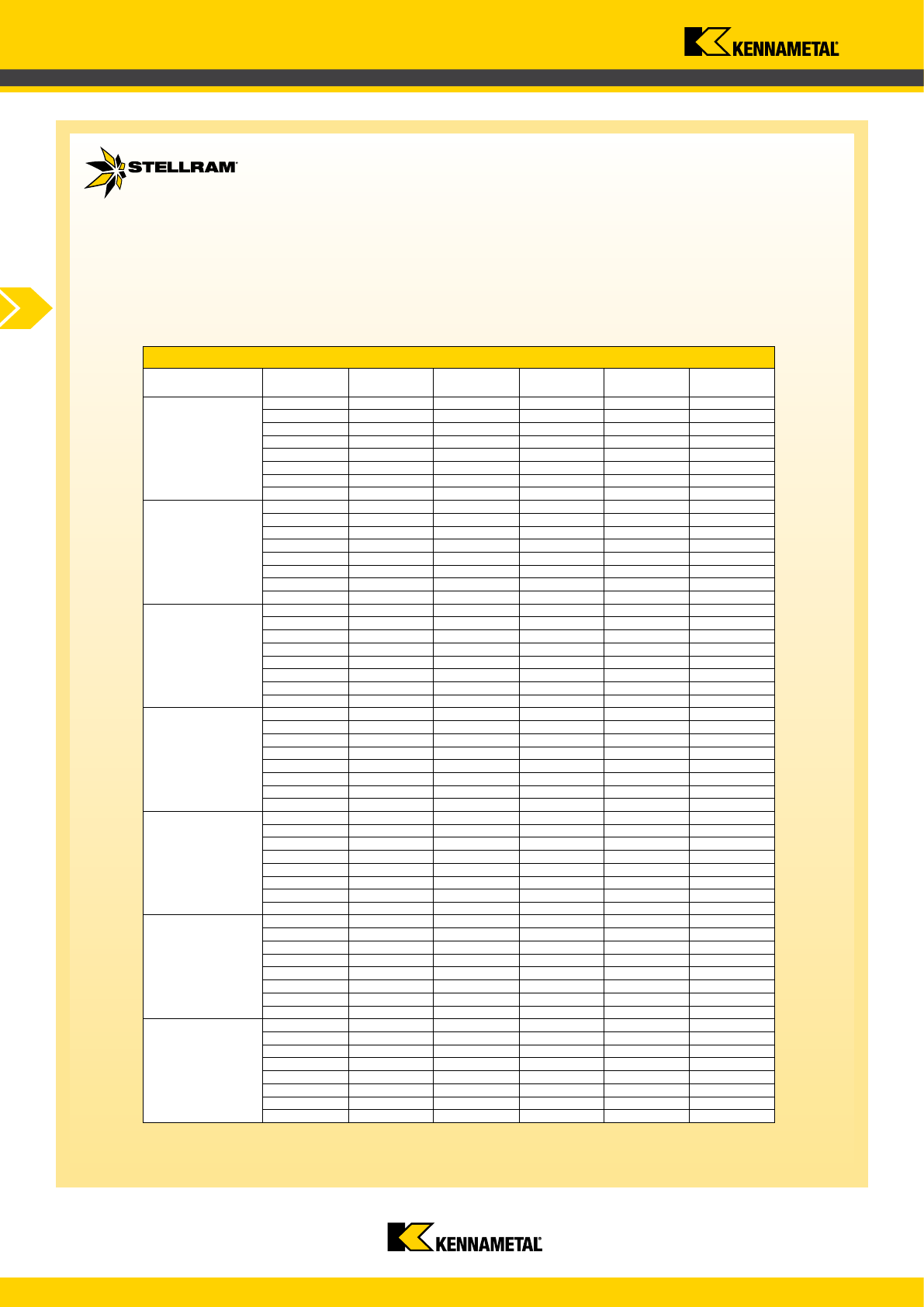
www.kennametal.com
A246
F-701-X4
12,00 0,25 0,02 0,11 0,14 0,76
12,00 0,50 0,02 0,11 0,10 0,54
12,00 1,00 0,02 0,11 0,07 0,38
12,00 1,50 0,02 0,11 0,06 0,31
12,00 2,00 0,02 0,11 0,05 0,27
12,00 2,50 0,02 0,11 0,04 0,24
12,00 3,00 0,02 0,11 0,04 0,22
12,00 3,50 0,02 0,11 0,04 0,20
E-701-X4
12,00 0,25 0,03 0,12 0,21 0,83
12,00 0,50 0,03 0,12 0,15 0,59
12,00 1,00 0,03 0,12 0,10 0,42
12,00 1,50 0,03 0,12 0,08 0,34
12,00 2,00 0,03 0,12 0,07 0,29
12,00 2,50 0,03 0,12 0,07 0,26
12,00 3,00 0,03 0,12 0,06 0,24
12,00 3,50 0,03 0,12 0,06 0,22
E-421-X4
12,00 0,25 0,04 0,14 0,28 0,97
12,00 0,50 0,04 0,14 0,20 0,69
12,00 1,00 0,04 0,14 0,14 0,48
12,00 1,50 0,04 0,14 0,11 0,40
12,00 2,00 0,04 0,14 0,10 0,34
12,00 2,50 0,04 0,14 0,09 0,31
12,00 3,00 0,04 0,14 0,08 0,28
12,00 3,50 0,04 0,14 0,07 0,26
E-41-X4
12,00 0,25 0,05 0,16 0,35 1,11
12,00 0,50 0,05 0,16 0,24 0,78
12,00 1,00 0,05 0,16 0,00 0,55
12,00 1,50 0,05 0,16 0,14 0,45
12,00 2,00 0,05 0,16 0,12 0,39
12,00 2,50 0,05 0,16 0,11 0,35
12,00 3,00 0,05 0,16 0,10 0,32
12,00 3,50 0,05 0,16 0,09 0,30
E-442-X4
12,00 0,25 0,06 0,20 0,42 1,39
12,00 0,50 0,06 0,20 0,29 0,98
12,00 1,00 0,06 0,20 0,21 0,69
12,00 1,50 0,06 0,20 0,17 0,57
12,00 2,00 0,06 0,20 0,15 0,49
12,00 2,50 0,06 0,20 0,13 0,44
12,00 3,00 0,06 0,20 0,12 0,40
12,00 3,50 0,06 0,20 0,11 0,37
RPHT-T-X4
12,00 0,25 0,10 0,21 0,69 1,45
12,00 0,50 0,10 0,21 0,49 1,03
12,00 1,00 0,10 0,21 0,35 0,73
12,00 1,50 0,10 0,21 0,28 0,59
12,00 2,00 0,10 0,21 0,24 0,51
12,00 2,50 0,10 0,21 0,22 0,46
12,00 3,00 0,10 0,21 0,20 0,42
12,00 3,50 0,10 0,21 0,19 0,39
RPMW-T-X4
12,00 0,25 0,13 0,22 0,90 1,52
12,00 0,50 0,13 0,22 0,64 1,08
12,00 1,00 0,13 0,22 0,45 0.76
12,00 1,50 0,13 0,22 0,37 0.62
12,00 2,00 0,13 0,22 0,32 0.54
12,00 2,50 0,13 0,22 0,28 0.48
12,00 3,00 0,13 0,22 0,26 0.44
12,00 3,50 0,13 0,22 0,24 0.41
Contour Mills
Inserts RP..1204..
Dimensions (mm)
Inserts
Geometry
Insert
Size
a
p
Axial d.o.c.
h
m
min.
h
m
max.
f
z
min.
f
z
max.
With round inserts, the thickness of the chip varies depending on the axial depth of cut and is related to the size of
the cutting edge preparation. For best tool-life it is important to maintain the proper chip thickness as shown below.
7713VR12
Technical Information

www.kennametal.com
A247
57_VZ.. Series
Profiling / Pocketing Milling Cutter
5702VZD14:
Maximum a
p
=12mm
Diameter Range = 20mm only
5720VZ16:
Maximum a
p
= 16mm
Diameter Range = 25mm - 80mm
Note: Shell mill and modular head cutters
are not balanced. It is recommended to
balance the cutter and adapter as an as-
sembly for high speed machining at 8,000
rpm or above. See detailed notes on the
following product pages.
ALUMINUM HIGH SPEED MILLING CUTTERS
Stellram’s 5702VZD14 cutter is designed, manufactured and tested in accordance with EN ISO
15641:2001 to ensure maximum stability in high speed applications. The tool is capable
of 43,000 RPM.
This cutter is specially designed for machining pockets and proles on Aluminium and Aluminium
alloys. This cutter design also performs contouring operations (nishing) in composite materials
and titanium alloys, due to the fully ground 701 geometry.
Stellram’s 5720VZ16 cutters are our latest design for high metal removal in Aluminium applica-
tions. This tool is designed manufactured and tested in accordance with EN ISO 15641:2001 for
maximum stability in high speed applications. The tools are capable of 51,000 RPM depending on
the cutter diameter.
This new patented design allows each body to hold all inserts with different radii without losing
any gauge height of the cutter length.
Features and Benets of the 5702VZD and 5720VZ:
All Stellram prole and pocketing cutters feature through-tool coolant allowing better chip
evacuation and higher feed rates.
Cylindrical Shank and special HSK Integral Shanks on any 5702VZD14 and 5720VZ16 are
designed and balanced to G6.3 at 30,000 rpm for diameters 50mm and below. Diameters larger
then 50mm are balanced to G6.3 at 24,000 rpm.
The pockets are reinforced to allow for heavy feed, safe ramping and more line contact when
utilising a larger radius insert for more stability during machining. These features increase tool life
and productivity.
These unique ZDCX14…FR-701 and ZDET16…FR-721 insert designs allow machining in thin-
walled applications due to very low cutting pressure.
For the 5702VZD: 5 different radii are available. For the 5720VZ: 12 different radii are available,
each with the same cutting depth capacity of 16mm.
Standard radii are available from facet to 4,00mm, for the 5702VZD14 and facet to 6,00mm for the
5720VZ16.
HSK specials are available upon request with specic shank and reach lengths
57_VZ.
Helical
Interpolation
with Bore Hole
RampingFacing Pocketing Helical
Interpolation
Copy / 3DSpiral / Circular Shoulder /
Profiling /
Slotting
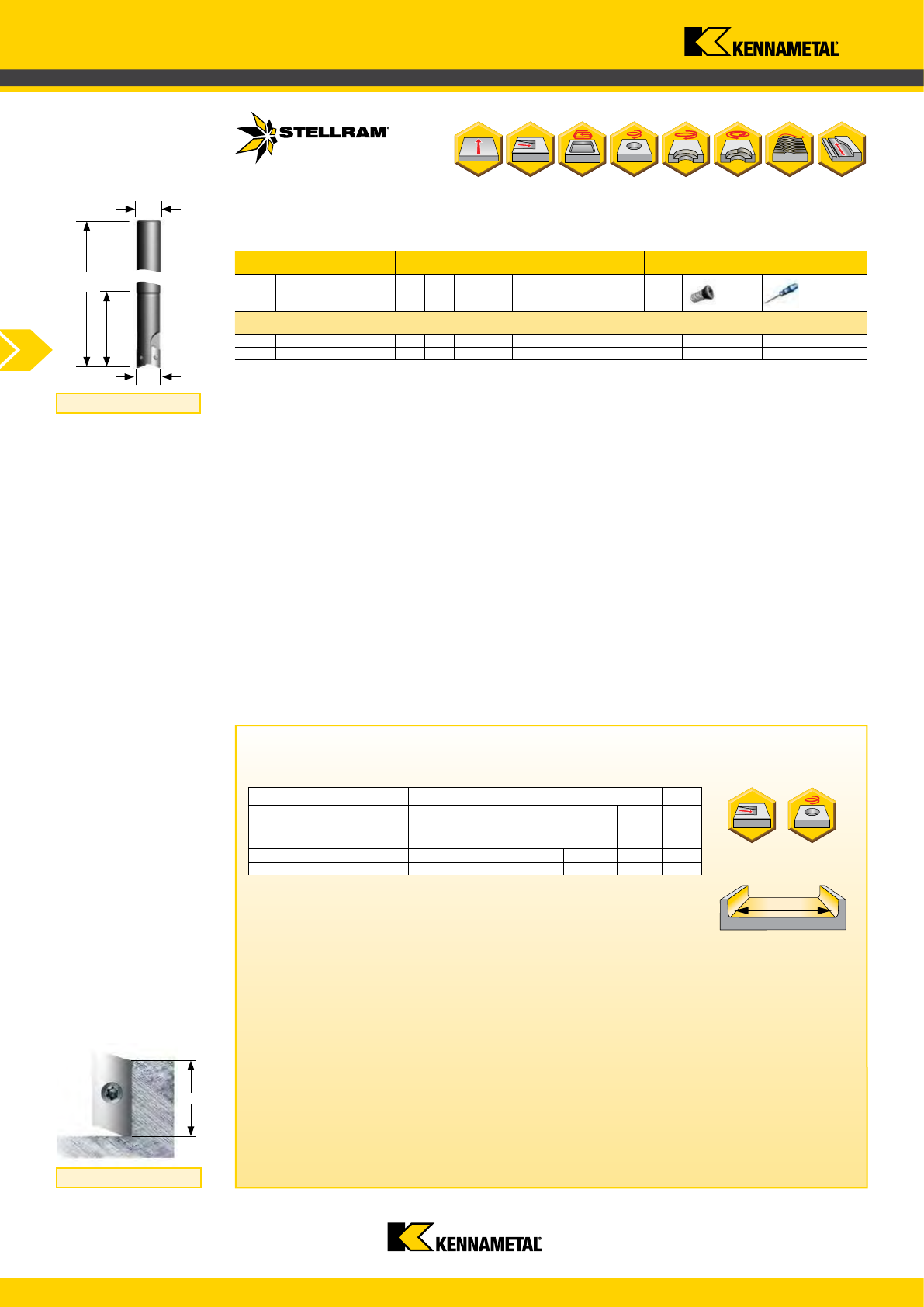
www.kennametal.com
A248
028998 5702VZD14CA020R58-2 20 108 58 20 12 2 < 2,00 015060 F2505T 018488 T7 0,80
028999 5702VZD14CA020R58-4 20 108 58 20 12 2 2,50 to 4,00 015060 F2505T 018488 T7 0,80
a
p
D
L
I
1
d
1
D
028998
5702VZD14CA020R58-2
20
11.0*
26,8 38,0 3,00 43000
028999
5702VZD14CA020R58-4
20 11.0* 26,8 38,0 3,00 43000
Profiling & Pocketing Mills
5702VZD Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
* Max. ramping angle for insert is calculated with facet
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
Insert radius
range
EDP EDP
Screw
Tightening
Nm*
5702VZD14 Cylindrical Shank
Cylindrical Shank
Depth of Cut (
a
p
)
* It is important to change the screw each time the insert is changed to ensure the highest security.
A dynamometric key and the right torque value are important. See above for the correct torque information.
Find the different ramping angles for all available insert radii on technical information page A254.
Radial depth of cut 0,20mm up to full cutter diameter.
These tools have been designed, manufactured and tested in accordance with
EN ISO standard 15641:2001.
These tools are stocked without an electronic chip.
Note: If using a insert with radius, then the facing pitch for the 5702VZD cutter is equal to the cutting
diameter (D) minus 2 x chosen radius.
Cylindrical Shanks or Special HSK Integral Shanks are designed and balanced to G6.3 at
30,000 RPM for diameters 50mm and below. Diameters larger then 50mm are balanced to
G6.3 at 24,000 rpm.
Cylindrical Shank tools mounted in a shrink t holder or any other mill chuck holder + inserts + screws
must be re-inspected for balance as an assembly by the end user when at or exceeding 8,000 rpm. End
user must balance the assembly to a G6.3 value minimum.
Additional Balancing and Torque values can be found in the technical section pages A256.
5702VZD14
Profiling / Pocketing Milling Cutter
Ramping Helical
Interpolation
Facing Pitch
Flat
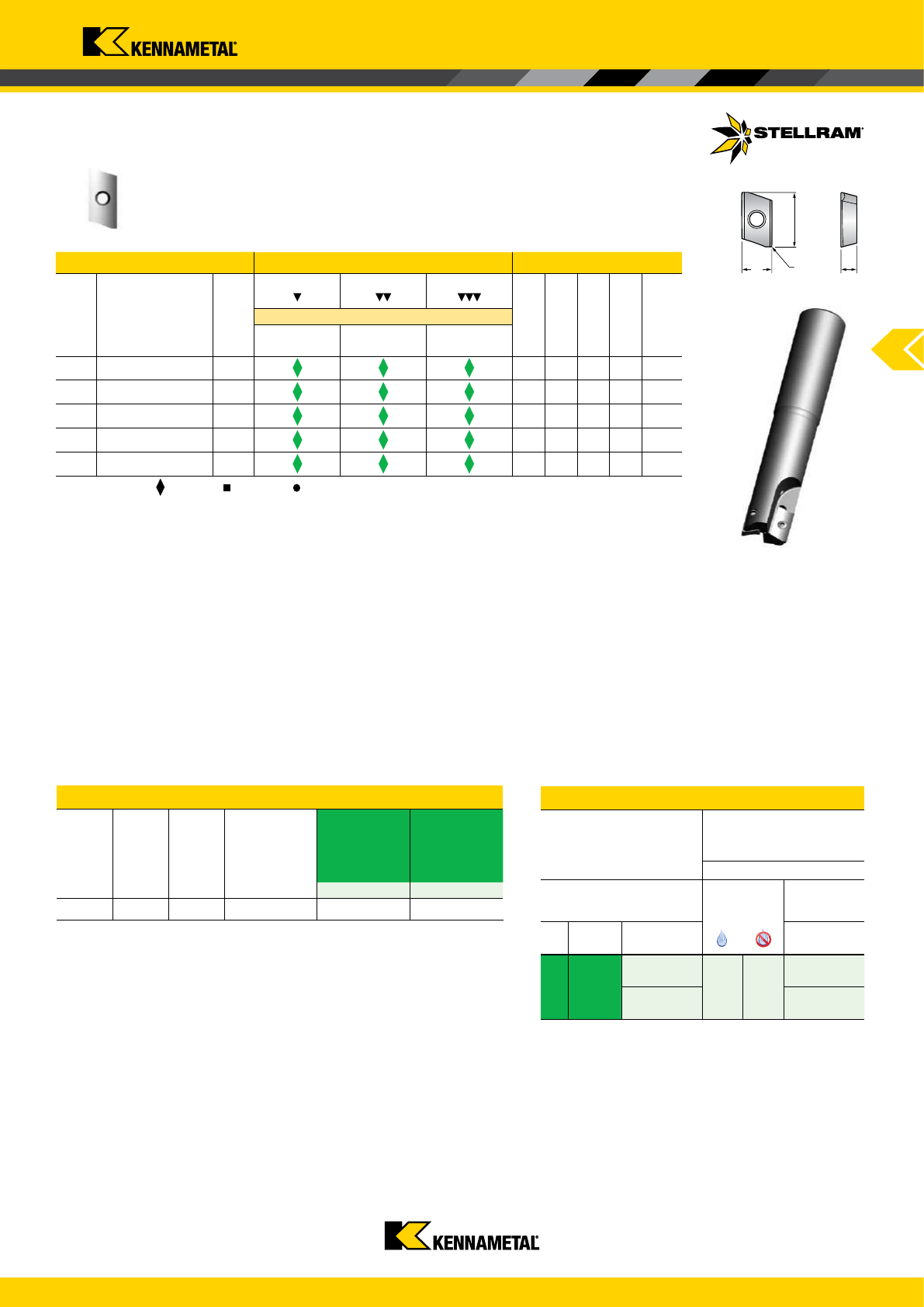
www.kennametal.com
A249
029027 ZDCX1403PDFR-701 GH1 7,59 16,83 3,18 0,02
029028 ZDCX140320FR-701 GH1
7,59 16,83 3,18 2,0 0,02
026019 ZDCX140325FR-701 GH1
7,59 16,83 3,18 2,5 0,02
029029 ZDCX140330FR-701 GH1
7,59 16,83 3,18 3,0 0,02
026020 ZDCX140340FR-701 GH1
7,59 16,83 3,18 4,0 0,02
ZDCX14-701
l
r
d
s
14mm FR-701 GH1
0,02 - 0,25 0,02 - 0,20
N
400 - 3050
295 - 2440
Profiling & Pocketing Mills
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Recommended Possible
Speed v
c
(m/min)
5702VZD Series
K10-K20/C3 - C2 ISO / ANSI
Speed min. - max.
Coolant Recommendation
Uncoated Micrograin
ISO Materials
Rm and
Hardness
GH1
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
5702VZD Feeds f
z
(mm/tooth)
Size
Geometry
Grade
Operation
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
Min. - Max. Min. - Max.
Prole/ Pocketing
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
12* 1,00 - 4,00 0,20 - 1,00
Facet
* Max. possible a
p
of 12mm and a
e
the full diameter (depending on the application).
* For Slotting applications with 5702VZD14 series the maximum a
p
is 6mm.
5702VZD14
Milling Inserts, Recommended Feeds & Speeds
www.kennametal.com
A250
034616 5720VZ16SA025Z2R50 25 50 M12 12,50 16 2 030820 DP5009A 030819 TP20 6,00
034618 5720VZ16SA032Z2R50 32 50 M16 17 16 2 030820 DP5009A 030819 TP20 6,00
031639 5720VZ16SA032Z3R50 32 50 M16 17 16 3 030820 DP5009A 030819 TP20 6,00
034614 5720VZ16CA025Z2R75 25 131 75 25 16 2 030820 DP5009A 030819 TP20 6,00
034617 5720VZ16CA032Z2R75 32 135 75 32 16 2 030820 DP5009A 030819 TP20 6,00
034640 5720VZ16CA032Z3R75 32 135 75 32 16 3 030820 DP5009A 030819 TP20 6,00
034619 5720VZ16-A040Z03R 40 45 - 16 16 3 030820 DP5009A 030819 TP20 6,00
031325 5720VZ16-A050Z03R 50 45 - 22 16 3 030820 DP5009A 030819 TP20 6,00
031326 5720VZ16-A050Z04R 50 45 - 22 16 4 030820 DP5009A 030819 TP20 6,00
031328 5720VZ16-A063Z05R 63 45 - 22 16 4 030820 DP5009A 030819 TP20 6,00
031327 5720VZ16-A063Z04R 63 45 - 22 16 5 030820 DP5009A 030819 TP20 6,00
031329 5720VZ16-A080Z04R 80 50 - 27 16 4 030820 DP5009A 030819 TP20 6,00
031330 5720VZ16-A080Z05R 80 50 - 27 16 5 030820 DP5009A 030819 TP20 6,00
M
L
D
d
1
H
D
D
L
I
1
d
1
d
1
D
a
p
Profiling & Pocketing Mills
Product Dimensions (mm) Spares
EDP Item Description D L/H M d
1
a
p
max
No. of
Teeth
Insert radius
range
EDP EDP
Screw
Tightening
Nm*
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
p
max
No. of
Teeth
Insert radius
range
EDP EDP
Screw
Tightening
Nm*
5720VZ16 Cylindrical Shank - Coarse and Medium Pitch
Facet to 6,00
Facet to 6,00
Facet to 6,00
5720VZ16 Shell Mill Fixation
- Coarse and Medium Pitch
Facet to 6,00
Facet to 6,00
Facet to 6,00
Facet to 6,00
Facet to 6,00
Facet to 6,00
Facet to 6,00
5720VZ16 Modular Head - Coarse and Medium Pitch
Facet to 6,00
Facet to 6,00
Facet to 6,00
Cylindrical Shank
Modular Head
Shell Mill Fixation
Depth of Cut (
a
p
)
Note: For cylindrical shank extensions in high density alloy with through coolant refer to page A76.
* It is important to change the screw each time the insert is changed to ensure the highest security.
A dynamometric key and the right torque value are important. See above for the correct torque information.
* It is important to change the screw each time the insert is changed to ensure the highest security.
A dynamometric key and the right torque value are important. See above for the correct torque information.
5720VZ16
Profiling / Pocketing Milling Cutters
www.kennametal.com
A251
034614
5720VZ16CA025Z2R75
25
14.5*
29,5 48,0 4,00 50000
034617
5720VZ16CA032Z2R75
32
11.4*
43,5 62,0 4,00 41500
034640
5720VZ16CA032Z3R75
32
11.4*
43,5 62,0 4,00 41500
034619
5720VZ16-A040Z3R
40
7.6*
59,5 78,0 4,00 36500
031325
5720VZ16-A050Z03R
50
7.9*
79,5 98,0 4,00 30000
031326
5720VZ16-A050Z4R
50
7.9*
79,5 98,0 4,00 30000
031328
5720VZ16-A063Z05R
63
5.9*
105,5 124,0 4,00 26000
031327
5720VZ16-A063Z4R
63
5.9*
105,5 124,0 4,00 26000
031329
5720VZ16-A080Z04R
80
4.4*
139,5 158,0 4,00 23000
031330
5720VZ16-A080Z05R
80
4.4*
139,5 158,0 4,00 23000
034616
5720VZ16SA025Z2R50
25
14.5*
29,5 48,0 4,00 50000
034618
5720VZ16SA032Z2R50
32
11.4
*
43,5 62,0 4,00 41500
031639
5720VZ16SA032Z3R50
32
11.4
*
43,5 62,0 4,00 41500
Profiling & Pocketing Mills
5720VZ Technical Information (mm)
Product Dimensions
EDP Item Description
Facing
Pitch
Ramping
Angle
°
Helical Hole
min. - max
.
a
p
max
Helical /
Linear
Max
RPM
* Max. ramping angle for insert is calculated with facet
Find the different ramping angles for all available insert radii on technical information page A254
Radial depth of cut 0,20mm up to full cutter diameter.
These tools have been designed, manufactured and tested in accordance with
EN ISO standard 15641:2001.
These tools are stocked without an electronic chip.
Note: If using a insert with radius, then the facing pitch for the 5702VZ cutter is equal to the
cutting diameter (D) minus 2 x chosen radius.
Cylindrical Shanks or Special HSK Integral Shanks are designed and balanced to G6.3 at
30,000 RPM for diameters 50mm and below. Diameters larger then 50mm are balanced to
G6.3 at 24,000 rpm.
Cylindrical Shank tools mounted in a shrink t holder or any other mill chuck holder + inserts +
screws must be re-inspected for balance as an assembly by the end user when at or
exceeding 8,000 rpm. End user must balance the assembly to a G6.3 value minimum.
Shell Mills and Modular Heads are not balanced. These tools must be re-inspected for
balance as an assembly, cutter + adapter + inserts + screws by the end user when at or
exceeding 8,000 rpm. End user must balance the assembly to a G6.3 value minimum.
Additional Balancing and Torque values can be found in the technical section pages A256.
5720VZ16
Profiling / Pocketing Milling Cutters
Ramping Helical
Interpolation
Facing Pitch
Flat
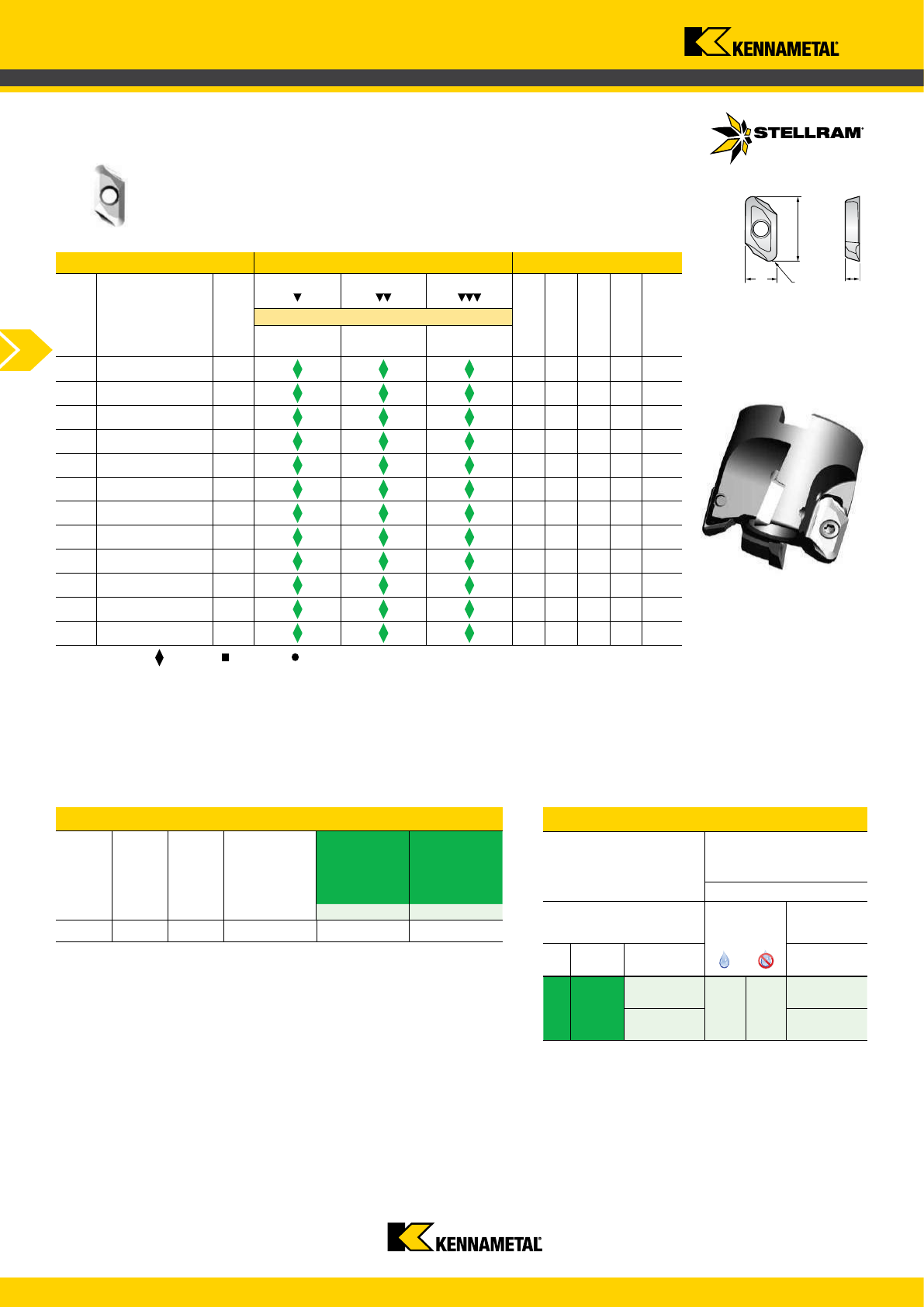
www.kennametal.com
A252
030927 ZDET16M5PDFR-721 GH1 11,30 22,92 5,00 0,02
031384 ZDET16M504FR-721 GH1
11,30 22,92 5,00 0,40 0,02
030928 ZDET16M508FR-721 GH1
11,30 22,92 5,00 0,80 0,02
031385 ZDET16M512FR-721 GH1
11,30 22,92 5,00 1,20 0,02
030929 ZDET16M516FR-721 GH1
11,30 22,92 5,00 1,60 0,02
030930 ZDET16M520FR-721 GH1
11,30 22,92 5,00 2,00 0,02
030931 ZDET16M525FR-721 GH1
11,30 22,92 5,00 2,50 0,02
030932 ZDET16M530FR-721 GH1
11,30 22,92 5,00 3,00 0,02
030933 ZDET16M532FR-721 GH1
11,30 22,92 5,00 3,20 0,02
030934 ZDET16M540FR-721 GH1
11,30 22,92 5,00 4,00 0,02
030935 ZDET16M550FR-721 GH1
11,30 22,92 5,00 5,00 0,02
030936 ZDET16M560FR-721 GH1
11,30 22,92 5,00 6,00 0,02
ZDET16-721
l
r
d
s
14mm FR-721 GH1
0,02 - 0,25 0,02 - 0,20
N
400 - 3050
295 - 2440
Profiling & Pocketing Mills
Recommended Possible
Speed v
c
(m/min)
5720VZ Series
K10-K20/C3 - C2 ISO / ANSI
Speed min. - max.
Coolant Recommendation
Uncoated Micrograin
ISO Materials
Rm and
Hardness
GH1
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
5720VZ Feeds f
z
(mm/tooth)
Size
Geometry
Grade
Operation
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
Min. - Max. Min. - Max.
Prole/ Pocketing
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
16* 1,00 - 5,00 0,20 - 1,00
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
* Max. possible a
p
of 16mm and a
e
the full diameter (depending on the application).
* For Slotting applications with 5720VZ16 series please see recommendations for maximum a
p
on page A254 .
5720VZ16
Milling Inserts, Recommended Feeds & Speeds
www.kennametal.com
A253
20 2 720
20mm 11.0 9.8 9.0 8.0 6.3
Profiling & Pocketing Mills
5702VZD14 Ramp Angle °
Insert ZDCX1403...FR-701 (Radius mm)
Cutter dia. Facet 2,0mm 2,50mm 3,00mm 4,00mm
20 2 720
Metal Removal
Calculated with 24000 RPM
Cutter Z
Qmax - cm
3
/min
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
These tools are designed, manufactured, tested and balanced in
accordance with EN ISO 15641:2001 for maximum stability in high
speed applications.
*For Slotting applications with 5702VZD14 series the maximum a
p
is 6mm.
The chart above shows total metal removal capacity
(based on 24,000 RPM) by cutter diameter and
number of teeth (2).
The maximum RPM is engraved on all cutter bodies.
a
e
d
d
a
e
5720VZ14
Technical Information
www.kennametal.com
A254
25 2 1560
32 2 3226
32 3 2056
40 3 5184
50 3 7921
50 4 8641
63 4 13307
63 5 13609
80 4 16898
80 5 21123
25,0 14.50 17.30 9.40 9.60 18.80 18.90 9.00 11.20 7.30
32.0 11.40 11.90 11.90 12.20 12.40 12.40 13.10 13.80 13.40
40,0 7.60 7.80 7.80 8.00 8.10 8.10 8.50 8.80 9.10
50,0 7.90 7.20 7.30 7.90 7.60 7.60 8.90 9.00 9.25
63,0 5.90 5.40 5.50 5.80 5.60 5.60 6.90 6.60 6.65
80,0 4.40 4.00 4.10 4.30 4.20 4.20 5.10 4.80 4.90
25 2 7,50
32 2 11,00
32 3 6,00
40 3 9,00
50 3 11,00
50 4 9,00
63 4 11,00
63 5 9,00
80 4 11,00
80 5 11,00
Profiling & Pocketing Mills
Possible Max. a
p
Slotting
Chart for maxium a
p
when slotting with 5720VZ16 series
Diameter (mm) No. of Inserts
a
p
max (mm)
5720VZ16 Ramp Angle °
Insert ZDET16M5…FR-721 (Radius mm)
Cutter Dia. (mm) PDFR
to R1,20 R1,60
R2,00
R2,50 R3,00 R3,20
R4,00 R5,00 R6,00
Possible Metal Removal
Calculated with 24000 RPM
Cutter dia. Z Qcm
3
/min
f
z
= h
m
x
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
Formula: Programme Feed Rate (f
z
)
The chart above shows total metal removal
capacity (based on 24,000 RPM) by cutter
diameter and number of teeth.
The maximum RPM is engraved on all cutter
bodies.
a
p
max in connection with: The cutter
diameter, rigidity of the cutter, rigidity of the
machine and the size of the ute.
a
e
d
d
a
e
5720VZ16
Technical Information
www.kennametal.com
A255
Al
1050 0.05 0.25 0.4 0.5 0.05 0.05 - - - - - H14 105 D A
600 - 3000 0,2
1100 0.05~0.20 Si+Fe1.0max 0.05 - 0.1 - - - - - H14 90 D A
Al-Cu
2011 50.~60. 0.4 0.7 - - 0.3 - - 0.2 0.6 - T3 310 A A
400 - 2500 0,25
2014 3.9~5.0 0.5~1.2 0.7 0.4~1.2 0.2~0.8 0.25 0.1 0.15 - - - T6 430 B A
2017 3.5~4.5 0.2~0.8 0.7 0.4~1.0 0.4~0.8 0.25 0.1 0.15 - - - T4 390 B A
2024 3.8~4.9 0.5 0.5 0.3~0.9 1.2~1.8 0.25 0.1 0.15 - - - T4 465 B A
2218 3.5~4.5 0.9 1 0.2 1.2~1.8 0.25 0.1 - - - Ni1.7~2.3 T72 331 B B
2224 3.8~4.4 0.12 0.15 0.30~0.9 1.2~1.8 0.25 0.1 0.15 - - - A A
Al-Mn
3003 0.05~0.20 0.6 0.7 1.0~1.5 - 0.1 - - - - - H14 140 D B 200 - 2500 0,2
Al-Si
4032 0.5~1.3 11.0~13.5 1 - 0.8~1.3 0.25 0.1 - - - Ni0.5~1.3 T6 379 B D 200 - 1000 0,18
Al-Mg
5052 0.1 0.25 0.4 0.1 2.2~2.8 0.1 0.15~0.35 - - - - H14 260 C A
400 - 3000 0,25
H34
5056 0.1 0.3 0.4 0.05~0.20 4.5~5.6 0.1 0.05~0.20 - - - - H12 300 C A
H32
5083 0.1 0.4 0.4 0.4~1.0 4.0~4.9 0.25 0.05~0.25 0.15 - - - H112 335 C A
5086 0.1 0.4 0.5 0.20~0.7 3.5~4.5 0.25 0.05~0.25 0.15 - - - H32 300 C A
H116
Al-Mg-Si
6061 0.15~0.40 0.4~0.8 0.7 0.15 0.8~1.2 0.25 0.04~0.35 0.15 - - - T6 300 C B
400 - 2500 0,2
6063 0.1 0.2~0.6 0.35 0.1 0.45~0.9 0.1 0.1 0.1 - - - T5 200 C B
6070 0.15~0.40 1.0~1.7 0.5 0.40~1.0 0.50~1.2 0.25 0.1 0.15 - - - T6 379 C C
6151 0.35 0.6~1.2 1 0.2 0.45~0.8 0.25 0.15~0.35 0.15 - - - T6 C C
6262 0.15~0.40 0.4~0.8 0.7 0.15 0.8~1.2 0.25 0.04~0.14 0.15 0.4 0.7 - T9 400 B B
6351 0.1 0.7~1.3 0.5 0.4~0.8 0.40~0.8 0.2 - 0.2 - - - T6 310 D C
6463 0.2 0.20~0.6 0.15 0.05 0.45~0.9 0.05 - - - - - T6 241 C B
Al-Zn
7001 1.6~2.6 0.35 0.4 0.2 2.6~3.4 6.8~8.0 0.18~0.35 0.2 - - - O B A
400 - 3000 0,25
7003 0.2 0.3 0.35 0.3 0.50~1.0 5.0~6.5 0.2 0.2 - -
Zr0.05~0.25
T5 400 B A
7050 2.0~2.6 0.12 0.15 0.1 1.9~2.6 5.7~6.7 0.04 0.06 - -
Zr0.08~0.15
T73 530 B A
7075 1.2~2.0 0.4 0.5 0.3 2.1~2.9 5.1~6.1 0.18~0.28 0.2 - - - T6 570 B A
7178 1.6~2.4 0.4 0.5 0.3 2.4~3.1 6.3~7.3 0.18~0.35 0.2 - - - T6 600 B A
7475 1.2~1.9 0.1 0.12 0.06 1.9~2.6 5.2~6.2 0.18~0.25 0.06 - - - T61 565 B A
Profiling & Pocketing Mills
Machinability by Materials (Aluminium)
99.50min
Chemical equipment
Sheet metal work
Coiled tube
99.00min
remaining
Screw machine products.
Tuck frame.
Aircraft structure.
Jet engine impellers.
Aircraft engine
cylinder heads.
remaining
remaining
remaining
remaining
remaining
remaining
Cooking utensils.
Chemical equipment.
remaining Pistons.
remaining
Architectural.
Cable Sheeting.
Welded pressure
vessels. Hydraulic tubes.
remaining
remaining
Transportation
equipment.
remaining
remaining
Heavy duty structure.
Furniture. Architectural.
Heavy duty welded
structure. Pipeline.
Heat Sink.
remaining
remaining
remaining
remaining
remaining
remaining
remaining
remaining
remaining High strength structure.
remaining Aircraft structure. Bat.
remaining
remaining
Alloy
Group
Alloy
Designation
CHEMICAL COMPOSITION LIMITS (WT%)
Typical
tremper
Rm
(Mpa)
Machinability
Chip formation
Machinability Typical
Applications
v
c
m/min
min. - max.
f
z
mm/Z
max.
Cu Si Fe Mn Mg Zn Cr Ti Pb Bi Al Others
Machinability
A EXCELLENT
B GOOD-TO-EXCELLENT
C GOOD
D NOT GOOD
D: Tool diameter, N: RPM, V
c
: Cutting speed, π = 3.1416
Choose a cutting speed in the range of values, compatible with
the cutter max rotation capacity (engraved on the body)
and your spindle stability.
V
c
= π x D x n / 1000
m/min = mm x RPM
5702VZD & 5720VZ
Technical Information

www.kennametal.com
A256
M6 10
M8 30
M10 50
M12 80
M16 110
M6 13 10
M8 16 30
M10 22 50
M12 27 80
M16 32 110
M20 40 120
Profiling & Pocketing Mills
Thread sizes
(mm)
Cutter Bore
Size (mm)
Torque Values
Nm
Thread sizes
(mm)
Torque Values
Nm
The Cutter Nomenclature Code:
Tighten the Modular Head to the
Extension, with lubricant, apply the
torque value of:
Tighten the bolt between the shell mill and tool
holder, with lubricant apply the torque value of:
Cylindrical shanks & HSK shanks (special): 5702VZD14 and 5720VZ16 are
designed and balanced to G6.3 at 30,000 rpm for diameters 50mm and below.
Diameters larger then 50mm are balanced to G6.3 at 24,000 rpm. Cylindrical
shank tools mounted in a shrink t holder or any other mill chuck holder + inserts
+ screws must be re-inspected for balance by the end user when exceeding 8,000
rpm. End user must balance the assembly to a G6.3 value minimum.
Shell Mills and Modular Heads: 5720VZ16 Shell Mills and Modular Heads are
not balanced. These tools must be re-inspected for balance as an assembly,
cutter + adapter + inserts + screws by the end user when at or exceeding 8,000
rpm. End user must balance the assembly to a G6.3 value minimum.
Balancing requires removing some material by drilling or milling operations. To
avoid making modular heads weaker, limit these operations by avoiding high rpm.
For each new modular head added to the same extension, re-balance the
assembly. For each new Shell Mill installed on the same toolholder, re-balance
the assembly.
5702 = Stellram Product Family
V = Screw fixation
Z = Insert shape (parallelogram)
D = ISO insert clearance (D = 15°)
14 = Insert edge length (mm)
C = Plain straight shank (No flats)
A = Through the tool coolant
020 = Cutting diameter (mm)
R = Right hand tool
58 = Reach of tool in mm
-2 = Maximum value of the insert radius in 1/10mm increments
This tool must only be used for the following applications: Face milling,
shoulder milling, slotting and pocketing.
Example: 5702VZD14CA020R58-2
Recommendations for High Speed Machining
at 8,000 rpm or above.
•
Check spindle condition:
Runout
Balancing
Clamping of the attachment in traction
Marking and cleanliness
•
Check that the tool is suitable for the required use.
•
Inserts must be locked positively in the pocket and
secured using the torx screw provided. The screw must
be torqued to the correct value as indicated in our charts
on the steel product pages A248 & A250 .
For security use a new screw each time.
•
Check the balancing of the – assembled tool – cutter
body, inserts and attachment.
•
Before start up, note the maximum RPM engraved on
the tool or in our technical documents. The maximum
RPM is linked to a precise balancing value.
•
Ensure that the field of application of the tool shown in
our technical documents and technological parameters
is observed:
a
e
(mm) width of cut, lateral engagement (radial)
a
p
(mm) Axial depth of cut
f
z
(mm/tooth) Feed per tooth
n (rpm) RPM
Stellram cannot accept responsibility for misuse of
this product:
•
Non observance of the above instructions
•
Machine without casing
•
Incorrect clamping of workpieces
•
No safety device on the machine
•
Any misuse or incorrect clamping
The optimum rotation must be determined by condition of
the spindle. The spindle must be rigid to run at these higher
RPMs.
Under no circumstances must any attempt be made to repair
this tool. The only permitted maintenance is the indexing or
replacement of the inserts. Use a new screw for each insert
replacement.
When assembling the cutter to a shrink fit holder, the
maximum protrusion can not exceed 10% of the reach
of tool.
5702VZD & 5720VZ
Technical Information

www.kennametal.com
A257
7791VS Series
Plunging Cutter
7791VS09:
Maximum a
e
= 8mm
Diameter Range = 25mm - 50mm
HIGH PERFORMANCE LONG EDGE MILLING CUTTERS
The 7791VS cutters are designed for high metal removal rates particularly for rough
machining. A wide range of indexable inserts and plunge milling cutters are available.
These robust plunge milling cutters are ideal for machining a variety of materials such as Steel,
Alloyed Steel, Stainless Steel, Cast Iron, High Temperature Alloys and Aluminium Alloys.
Utilising plunge milling techniques may increase productivity 2 to 5 times over traditional
proling operations.
Strellram’s 7791VS family utilises square inserts with 4 cutting edges. The available insert
range takes either a 8mm or 11mm maximum possible radial cut.
The capability of this cutter design allows plunging vertically, horizontally down a slope
or a prole.
7791VS12:
Maximum a
e
= 11mm
Diameter Range = 63mm - 80mm
7791VS
Plunging
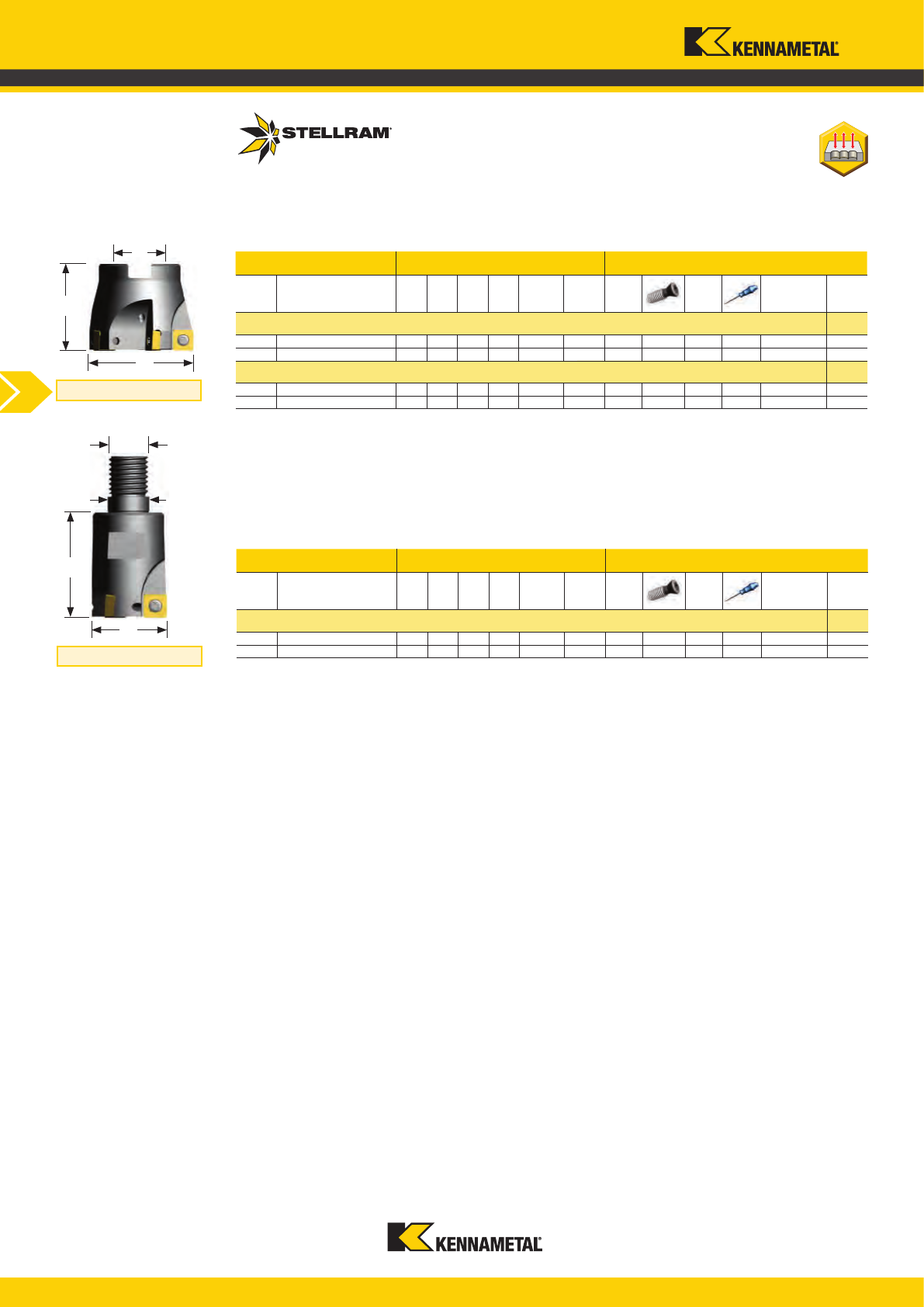
www.kennametal.com
A258
029092 7791VS09-A040Z04R 40 32 - 16 8 4 015262 D4010T 015240 T15 3,10 41100
029101 7791VS09-A050Z05R 50 40 - 22 8 5 015262 D4010T 015240 T15 3,10 35600
029102 7791VS12-A063Z05R 63 40 - 22 11 5 015270 F4011T 015240 T20 3,10 31000
029103 7791VS12-A080Z06R 80 50 - 27 11 6 015270 F4011T 015240 T20 3,10 27000
031350 7791VS09SA025Z2R35 25 35 M12 12,5 8 2 015262 D4008T 015240 T15 3,10 57700
031405 7791VS09SA032Z3R43 32 43 M16 17 8 3 015262 D4008T 015240 T15 3,10 47800
d
1
H
D
M
L
D
d
1
Plunging Mills
Note: For Cylindrical Shank extensions in high density alloy with through coolant refer to page A76.
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
e
ma
x
plunging
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Max
RPM
7791VS09 Modular Head
Product Dimensions (mm) Spares
EDP Item Description D L/H l
1
d
1
a
e
ma
x
plunging
No. of
Teeth
EDP EDP
Screw
Tightening
Nm
Max
RPM
7791VS09 Shell Mill Fixation
7791VS12 Shell Mill Fixation
Modular Head
Shell Mill Fixation
7791VS09 & 7791VS12
Plunge Milling Cutter
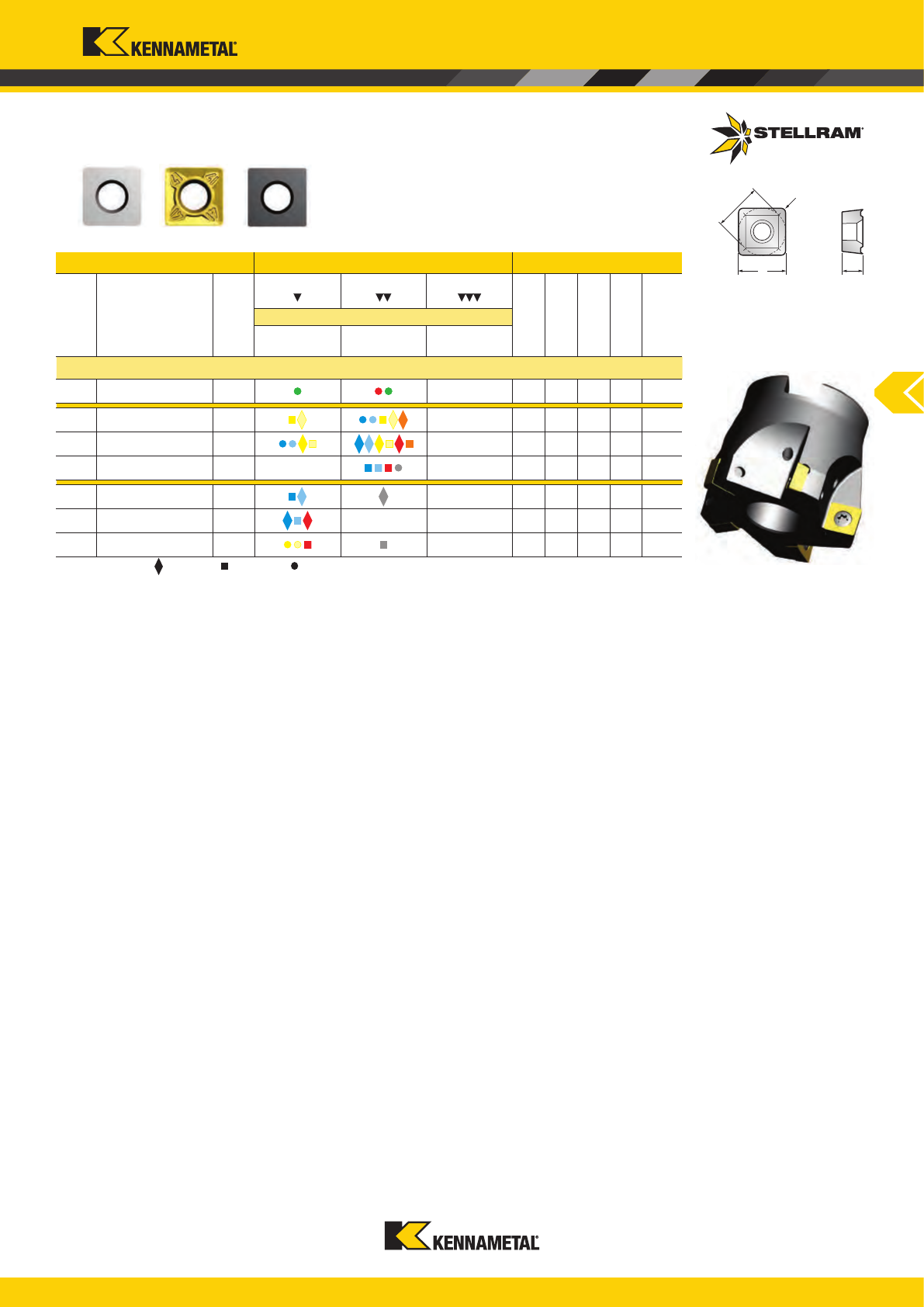
www.kennametal.com
A259
018186 SCMT09T308E GH1
-
9,52 9,52 3,97 0,8 0,12
015147 SCMT09T308EN-41 X500
- 9,52 9,52 3,97 0,8 0,04
031474 SCMT09T308EN-41 SP6519
- 9,52 9,52 3,97 0,8 0,04
017315 SCMT09T308EN-41 MP91M -
-
9,52 9,52 3,97 0,8 0,04
034550 SCMT09T308T X400
-
9,52 9,52 3,97 0,8 0,12
031568 SCMT09T308T SP6519
-
-
9,52 9,52 3,97 0,8 0,12
034551 SCMT09T308T SP4019
-
9,52 9,52 3,97 0,8 0,12
SCMT09-E SCMT09-41
SCMT09-T
d
l
r
s
Plunging Mills
7791VS09 Milling Inserts
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
e
max. a
e
min. - max. a
e
min. - max.
8,00 1,00 - 3,00 -
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A261. Speed recommendations can be found on page A262.
SCMT09T308E GH1 has limited usage for Aluminium Alloys.
SCMT09T308T SP4019 is for Stainless Steel with heavy scale.
7791VS09 & 7791VS12
Milling Inserts
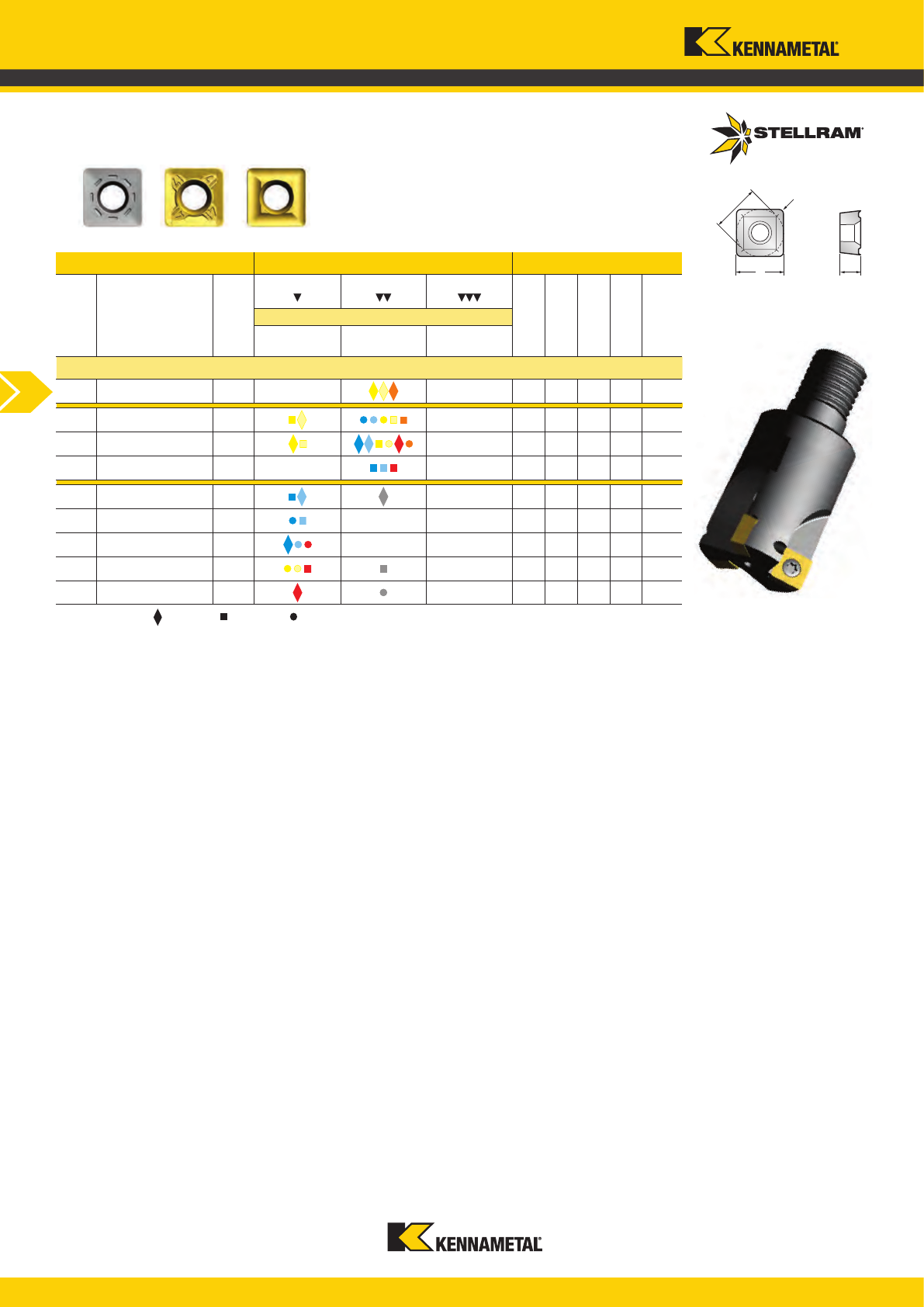
www.kennametal.com
A260
030671 SCHT12M512EN-422 X700 -
-
12,70 12,70 5,00 1,20 0,08
015226 SCMT12M512EN-41 X500
- 12,70 12,70 5,00 1,20 0,05
031475 SCMT12M512EN-41 SP6519
- 12,70 12,70 5,00 1,20 0,05
017317 SCMT12M512EN-41 MP91M -
- 12,70 12,70 5,00 1,20 0,05
034554 SCMT12M512T X400
- 12,70 12,70 5,00 1,20 0,12
024129 SCMT12M512T X500
- - 12,70 12,70 5,00 1,20 0,12
034555 SCMT12M512T SP6519
- - 12,70 12,70 5,00 1,20 0,12
034553 SCMT12M512T SP4019
- 12,70 12,70 5,00 1,20 0,12
017316 SCMT12M512T MP91M
-
12,70 12,70 5,00 1,20 0,12
SCHT12-422 SCMT12-41 SCMT12
d
l
r
s
Plunging Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
e
max. a
e
min. - max. a
e
min. - max.
11,00 1,00 - 4,00 -
7791VS12 Milling Inserts
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A261. Speed recommendations can be found on page A262.
SCMT12M512T SP4019 is for Stainless Steel with heavy scale.
7791VS09 & 7791VS12
Milling Inserts
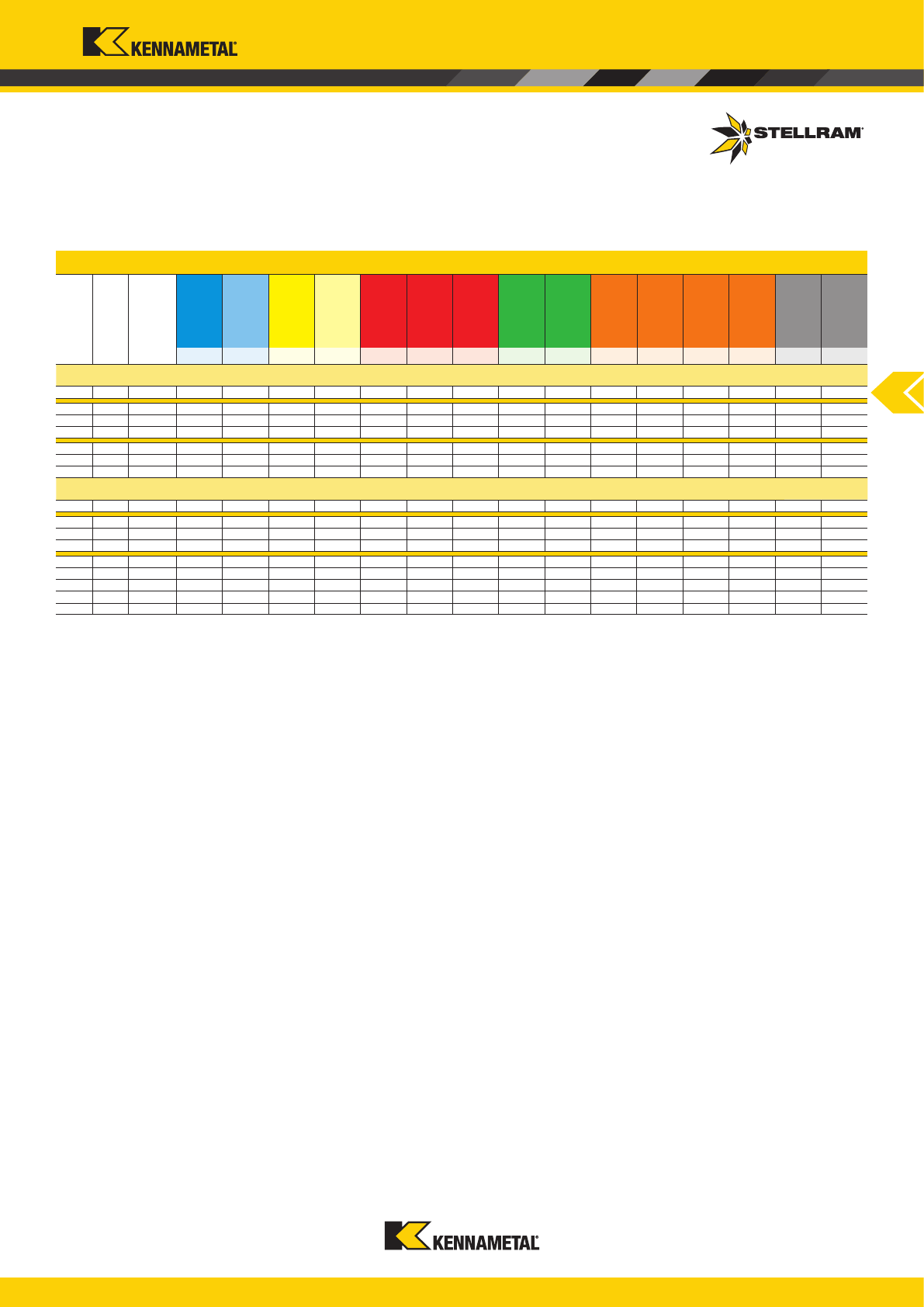
www.kennametal.com
A261
E GH1
- - - - 0,12 - 0,25 0,12 - 0,25 0,12 - 0,20 0,12 - 0,25 - - - - - - -
EN-41 X500
0,05 - 0,33 0,05 - 0,30 0,05 - 0,28 0,05 - 0,25 - - - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,13 0,05 - 0,15 - -
EN-41 SP6519
0,05 - 0,33 0,05 - 0,30 0,05 - 0,28 0,05 - 0,25 0,05 - 0,30 0,05 - 0,30 0,05 - 0,25 - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,13 0,05 - 0,15 - -
EN-41 MP91M
0,05 - 0,30 0,12 - 0,28 - - 0,05 - 0,30 0,05 - 0,30 0,05 - 0,22 - - - - - - 0,04 - 0,10 0,04 - 0,10
T X400
0,12 - 0,35 0,12 - 0,33 - - - - - - - - - - - 0,08 - 0,14 0,08 - 0,14
T SP6519
0,10 - 0,35 0,12 - 0,33 - - 0,12 - 0,35 0,12 - 0,35 0,12 - 0,30 - - - - - - - -
T SP4019
- - 0,15 - 0,30 0,15 - 0,28 0,12 - 0,35 0,12 - 0,35 0,12 - 0,30 - - - - - - 0,08 - 0,14 0,08 - 0,14
EN-422 X700
- - 0,08 - 0,28 0,08 - 0,25 - - - - - 0,07 - 0,10 0,07 - 0,10 0,07 - 0,13 0,07 - 0,15 - -
EN-41 X500
0,06 - 0,40 0,06 - 0,35 0,06 - 0,33 0,06 - 0,30 - - 0,06 - 0,10 0,06 - 0,10 0,06 - 0,13 0,06 - 0,15 - -
EN-41 SP6519
0,06 - 0,40 0,06 - 0,36 0,06 - 0,33 0,06 - 0,30 0,06 - 0,40 0,06 - 0,40 0,06 - 0,30 - - 0,06 - 0,10 0,06 - 0,10 0,06 - 0,13 0,06 - 0,15 - -
EN-41 MP91M
0,06 - 0,36 0,06 - 0,30 - - 0,06 - 0,40 0,06 - 0,40 0,06 - 0,30 - - - - - - - -
T X400
0,12 - 0,45 0,12 - 0,40 - - - - - - - - - - - 0,10 - 0,15 0,10 - 0,15
T X500
0,12 - 0,45 0,12 - 0,40 - - - - - - - - - - - - -
T SP6519
0,12 - 0,45 0,12 - 0,40 - - 0,12 - 0,45 0,12 - 0,45 0,12 - 0,40 - - - - - - - -
T SP4019
- - 0,12 - 0,35 0,12 - 0,30 0,12 - 0,45 0,12 - 0,45 0,12 - 0,40 - - - - - - 0,10 - 0,15 0,10 - 0,15
T MP91M
- - - - 0,12 - 0,45 0,12 - 0,45 0,12 - 0,40 - - - - - - 0,10 - 0,15 0,10 - 0,15
Plunging Mills
7791VS Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
7791VS09 Insert Size
Plunging
Plunging
Plunging
Plunging
Plunging
Plunging
Plunging
7791VS12 Insert Size
Plunging
Plunging
Plunging
Plunging
Plunging
Plunging
Plunging
Plunging
Plunging
Note: HTA = High Temperature Alloys
Speed recommendations can be found on page A262.
7791VS09 & 7791VS12
Recommended Feeds
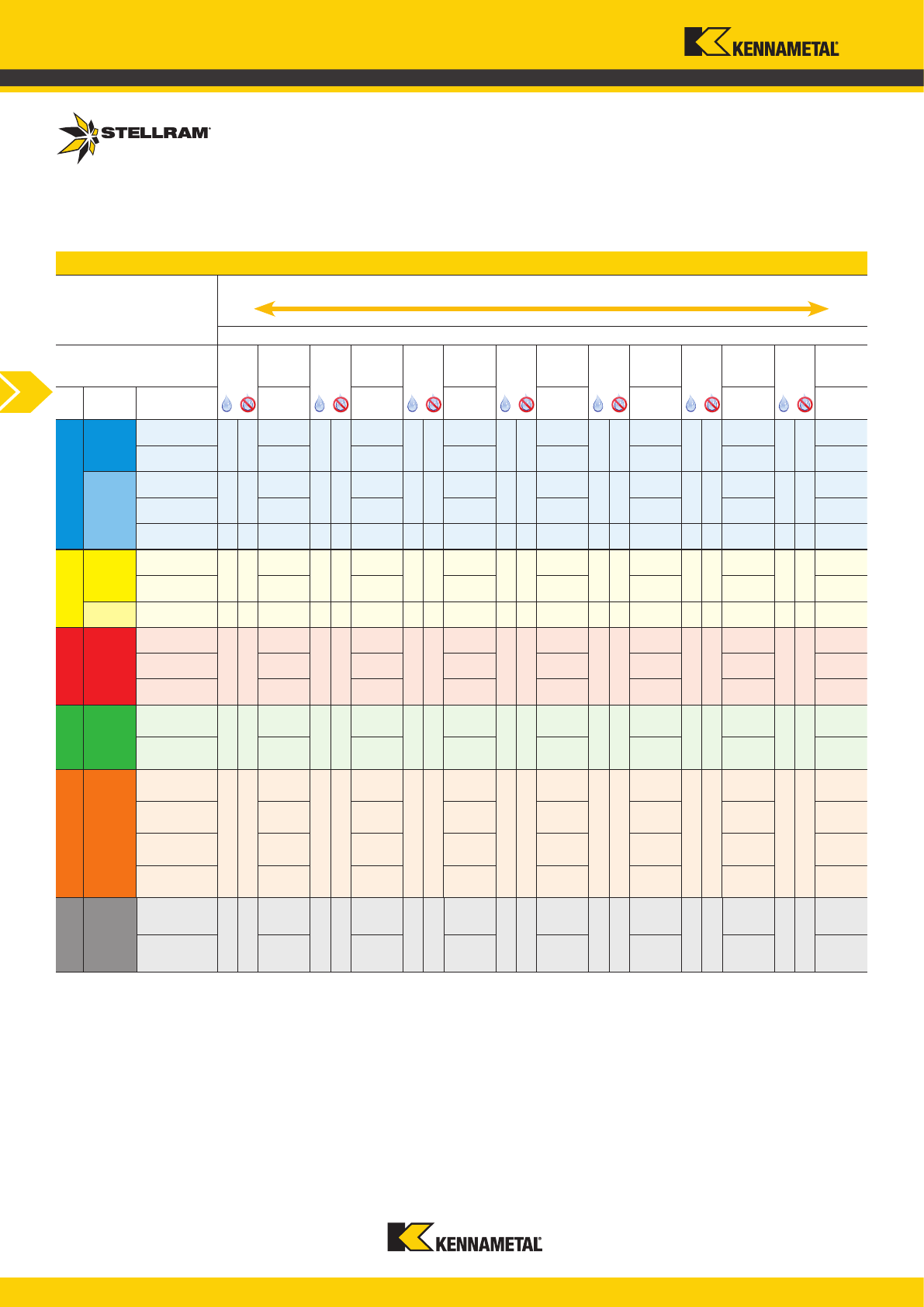
www.kennametal.com
A262
P
120 - 260
130 - 270
130 - 295
140 - 345
105 - 230 115 - 240 115 - 260 120 - 305
95 - 200
100 - 210
100 - 230
105 - 270
70 - 150 75 - 160 75 - 175 80 - 205
45 - 95
50 - 100
50 - 110
50 - 130
+
--
M
115 - 250
115 - 260
115 - 270
120 - 280
100 - 220 105 - 230 105 - 235 110 - 250
50 - 110
50 - 115
50 - 120
50 - 130
K
140 - 295
145 - 330
145 - 365
135 - 290
110 - 240 115 - 255 115 - 285 120 - 245
100 - 220 105 - 235 105 - 260 115 - 200
N
400 - 3050
295 - 2440
S
23 - 48
23 - 52
23 - 55
21 - 44 22 - 46 22 - 48
24 - 51 25 - 53 25 - 55
35 - 73 36 - 75 36 - 79
H
45 - 95
50 - 100
50 - 105
35 - 80 40 - 90 40 - 95
Plunging Mills
Recommended Possible
Speed v
c
(m/min)
7791VS Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
X Grade
PVD
X Grade
PVD
X Grade
PVD
Standard
PVD
Standard
CVD
Standard
Uncoated
Micrograin
ISO Materials
Rm and
Hardness
X400 X500 X700 SP6519 SP4019 MP91M GH1
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
7791VS09 & 7791VS12
Recommended Speeds
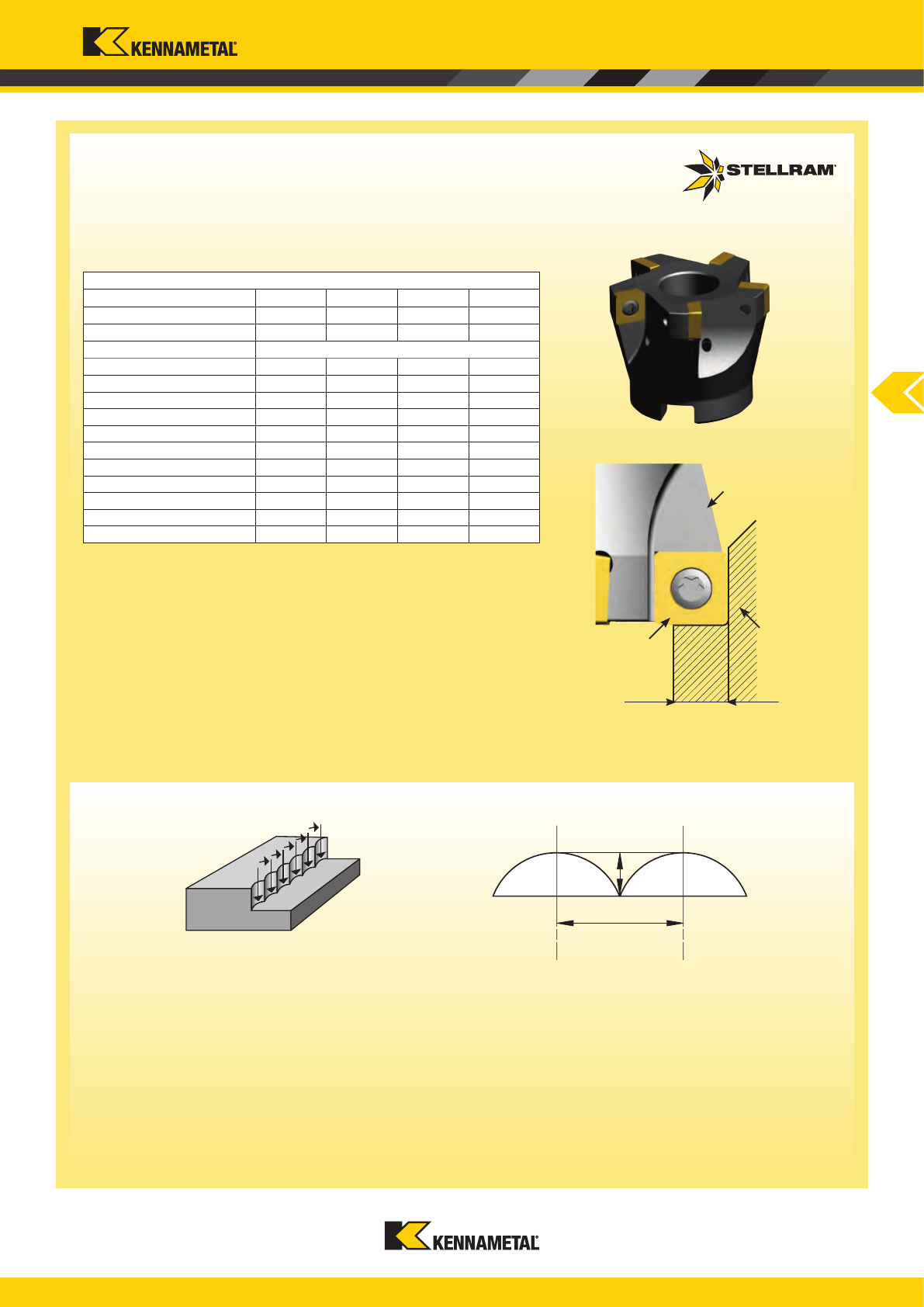
www.kennametal.com
A263
0,25 4,97 5,63 6,30 7,05
0,50 7,00 7,94 8,89 9,95
0,75 8,53 9,68 10,85 12,16
1,00 9,80 11,14 12,49 14,00
2,00 13,56 15,49 17,44 19,60
3,00 16,25 18,65 21,07 23,75
4,00 18,33 21,17 24,00 27,13
5,00 20,00 23,24 26,46 30,00
6,00 21,35 24,98 28,57 32,50
7,00 - - 30,40 34,70
8,00 - - 32,00 36,66
Plunging Mills
Tool Definition
Scallop height and step over - Dimensions (mm)
Diameter 25 32 40
50
Insert size 9 9 9
9
a
e
max
8,00 8,00 8,00
8,00
Scallop height Step over (mm)
Scallop Height
Stepover
Insert
a
e
(Maximum)
Workpiece
Tool
The cutting edge should not be in contact with the material
face after machining to maintain the cutting edge quality.
The maximum radial engagement is directly in relation
with insert cutting edge length.
For insert type: SC…09 the a
e
, max is 8mm.
The scallop height is calculated in relation with the step over
.
7791VS09
Technical Information
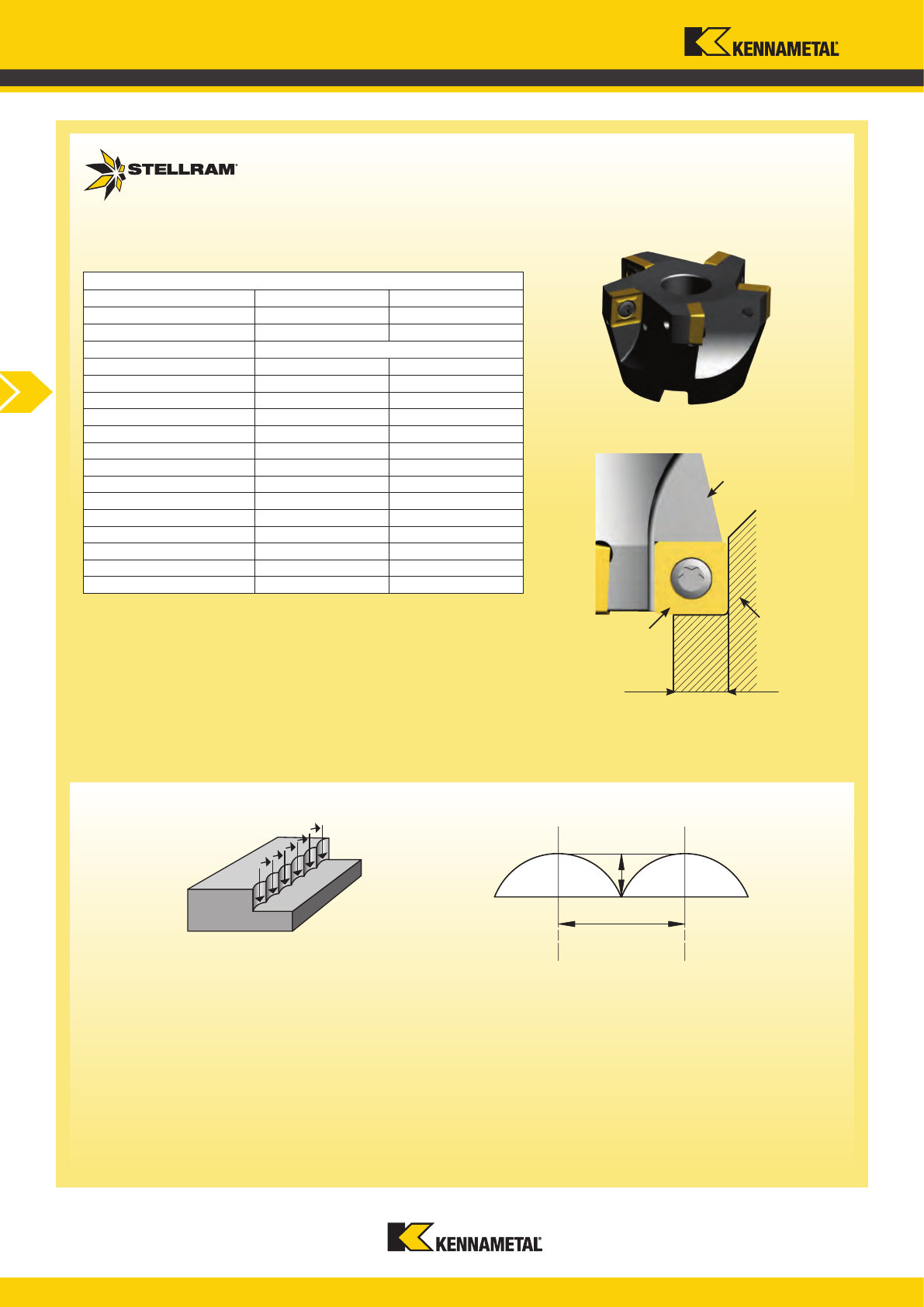
www.kennametal.com
A264
0,25 7,92 8,93
0,50 11,18 12,61
0,75 13,67 15,42
1,00 15,75 17,78
2,00 22,09 24,98
3,00 26,83 30,40
4,00 30,72 34,87
5,00 34,06 38,73
6,00 36,99 42,14
7,00 39,60 45,21
8,00 41,95 48,00
9,00 44,09 50,56
10,00 46,04 52,92
11,00 47,83 55,10
Plunging Mills
Tool Definition
Scallop height and step over - Dimensions (mm)
Diameter 63
80
Insert size 12
12
a
e
max
11,00
11,00
Scallop height Step over (mm)
Scallop Height
Stepover
The cutting edge should not be in contact with the material
face after machining to maintain the cutting edge quality.
The maximum radial engagement is directly in relation
with insert cutting edge length.
For insert type: SC…12 the a
e
, max is 11mm.
The scallop height is calculated in relation with the step over
.
Insert
a
e
(Maximum)
Workpiece
Tool
7791VS12
Technical Information

www.kennametal.com
A265
7745VT & 7760VT Series
Chamfer Milling Cutter
7745VT11:
Diameter Range = 16mm
7745VT16:
Diameter Range = 20mm to 30mm
7760VT:
Diameter Range = 16mm to 25mm
7745VT & 7760VT CHAMFER MILLING CUTTER
The cutter 7745VT11 is designed for removing heavy burrs and for machining small 45
degree chamfers.
The cutter series 7745VT16 contains two different cutter versions. One version utilises two
inserts for machining heavy chamfers. The other version utilises one insert and is particularly
qualied for spot drilling as well as for machining of small chamfers.
The cutter series 7760VT contains two diameters, both for 60 degree chamfer milling.
Due to a wide range of available
geometries and grades all these cutters are suitable for machining all materials.
7745VT & 7760VT
Chamfering
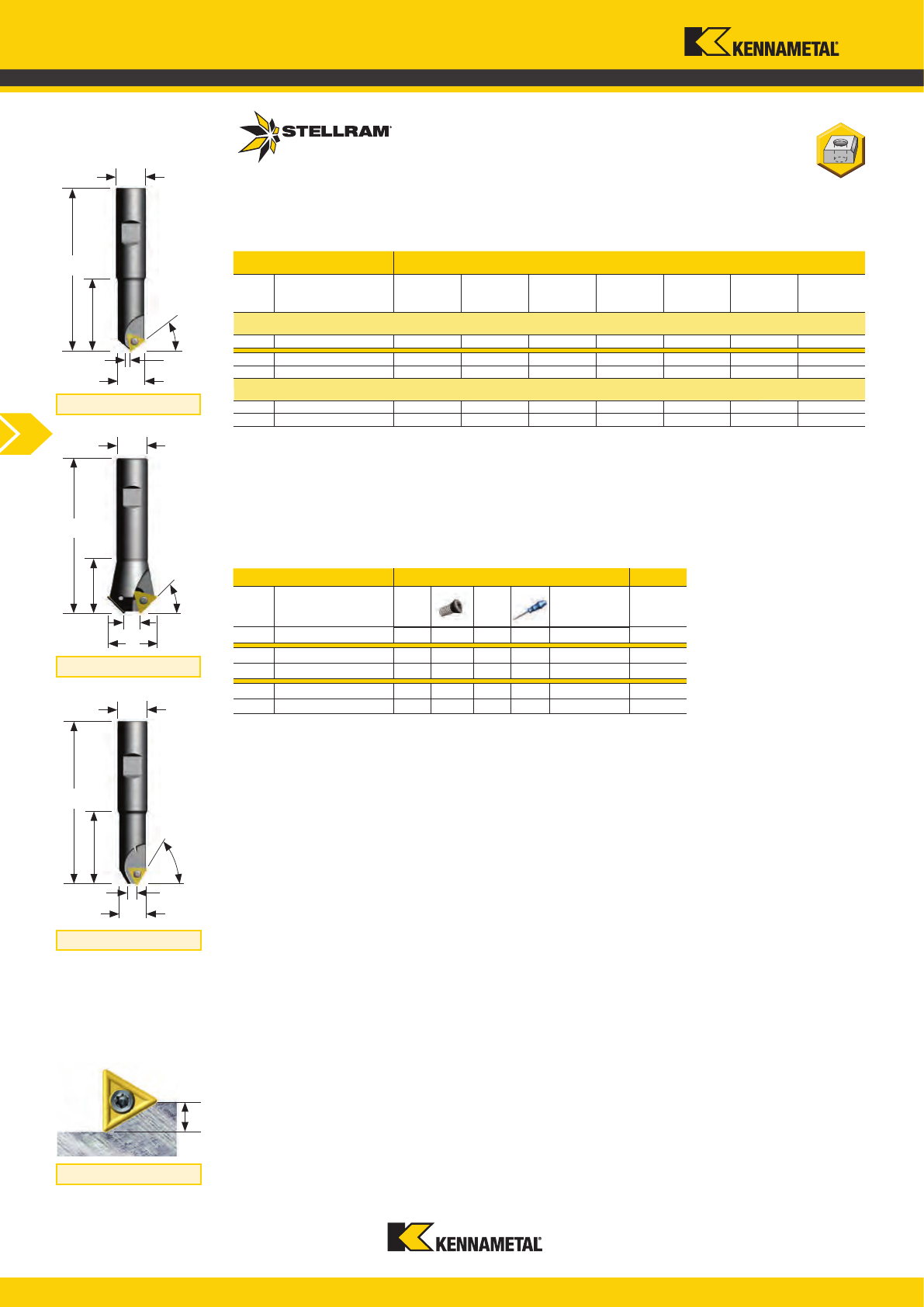
www.kennametal.com
A266
023065 7745VT11WA016R
015060 F2505T 015069 T7F 0,80
107000
023066 7745VT16WA020R* 015260 D4008T 015240 T15 3,10 84000
023067 7745VT16WA030R 015260 D4008T 015240 T15 3,10 55500
023068 7760VT11WA016R 015060 F2505T 015069 T7F 0,80 107000
023069 7760VT11WA025R 015060 F2505T 015069 T7F 0,80 75000
023065 7745VT11WA016R 16 88 38 16 4,00 7,70 1
023066 7745VT16WA020R* 20 110 50 20 0,00 6,00 1
023067 7745VT16WA030R 30 100 32 20 12,00 11,30 2
023068 7760VT11WA016R 16 88 38 16 7,00 9,50 1
023069 7760VT11WA025R 24,5 90 40 20 15,00 9,50 2
D
L
I
1
d
1
d
2
45°
D
L
I
1
d
1
d
2
45°
D
L
I
1
d
1
d
2
60°
a
p
max
Chamfering Mills
7745VT & 7760VT Spares & Max RPM
Product Dimensions (mm)
EDP Item Description EDP EDP
Screw
Tightening
Nm
Max
RPM
Product Dimensions (mm)
EDP Item Description D L/H l
1
d
1
d
2
a
p
max No. of Teeth
45° Degrees Cutter - Weldon Shank
60° Degrees Cutter - Weldon Shank
60
°
VT11 Weldon Shank
Depth of Cut (
a
p
)
45
°
VT16 Weldon Shank
45° VT11 Weldon Shank
* Denotes the cutter for spot drilling. For Spot Drilling the a
p
max. is 6,00mm and for linear movement the a
p
max. is 11,00mm.
7745VT & 7760VT
Chamfer Milling Cutter
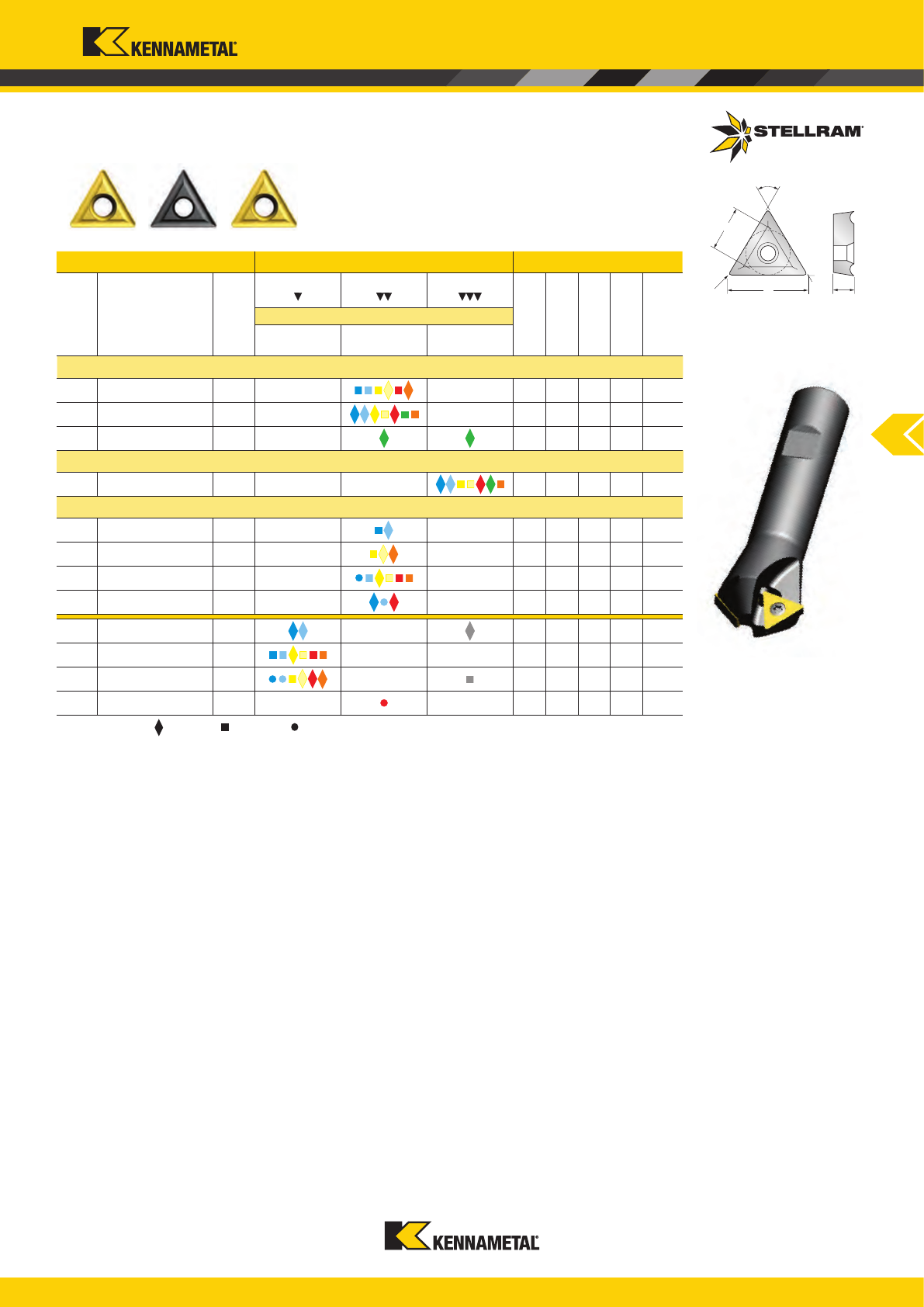
www.kennametal.com
A267
024947 TPMT110204E-M X500 - - 6,35 11,00 2,38 0,40 0,03
032277 TPMT110204E-M SP4019 -
- 6,35 11,00 2,38 0,40 0,03
024948 TPMT110204E-M GH1 -
6,35 11,00 2,38 0,40 0,03
034535 TCMX16T308E-ZR* SP4019 - - 9,52 16,50 3,97 0,80 0,05
034536 TCMT16T308E X400 -
- 9,52 16,50 3,97 0,80 0,05
024140 TCMT16T308E X500 -
-
9,52 16,50 3,97 0,80 0,05
031569 TCMT16T308E SP6519 -
-
9,52 16,50 3,97 0,80 0,05
024139 TCMT16T308E MP91M -
- 9,52 16,50 3,97 0,80 0,05
034538 TCMT16T308T X400
- 9,52 16,50 3,97 0,80 0,15
034539 TCMT16T308T SP6519
- - 9,52 16,50 3,97 0,80 0,15
034537 TCMT16T308T SP4019
-
9,52 16,50 3,97 0,80 0,15
023393 TCMW16T308E GH1
-
-
9,52 16,50 3,97 0,80 0,15
TPMT11-M TCMX16-ZR TCMT16
d
l
60°
r
s
Chamfering Mills
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
p
max. a
p
min. - max. a
p
min. - max.
9,00 1,00 - 7,00 0,50 - 3,00m
Insert size 11mm for Chamfering only
Insert size 16mm for Spot Drilling and Chamfering
Insert size 16mm for Chamfering only
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A268. Speed recommendations can be found on page A269.
* TCMX16T308E-ZR SP4019 has to be used for spot drilling and can also be used for chamfer milling.
Note: The feed for spot drilling needs to be reduced by 50%.
7745VT & 7760VT
Milling Inserts
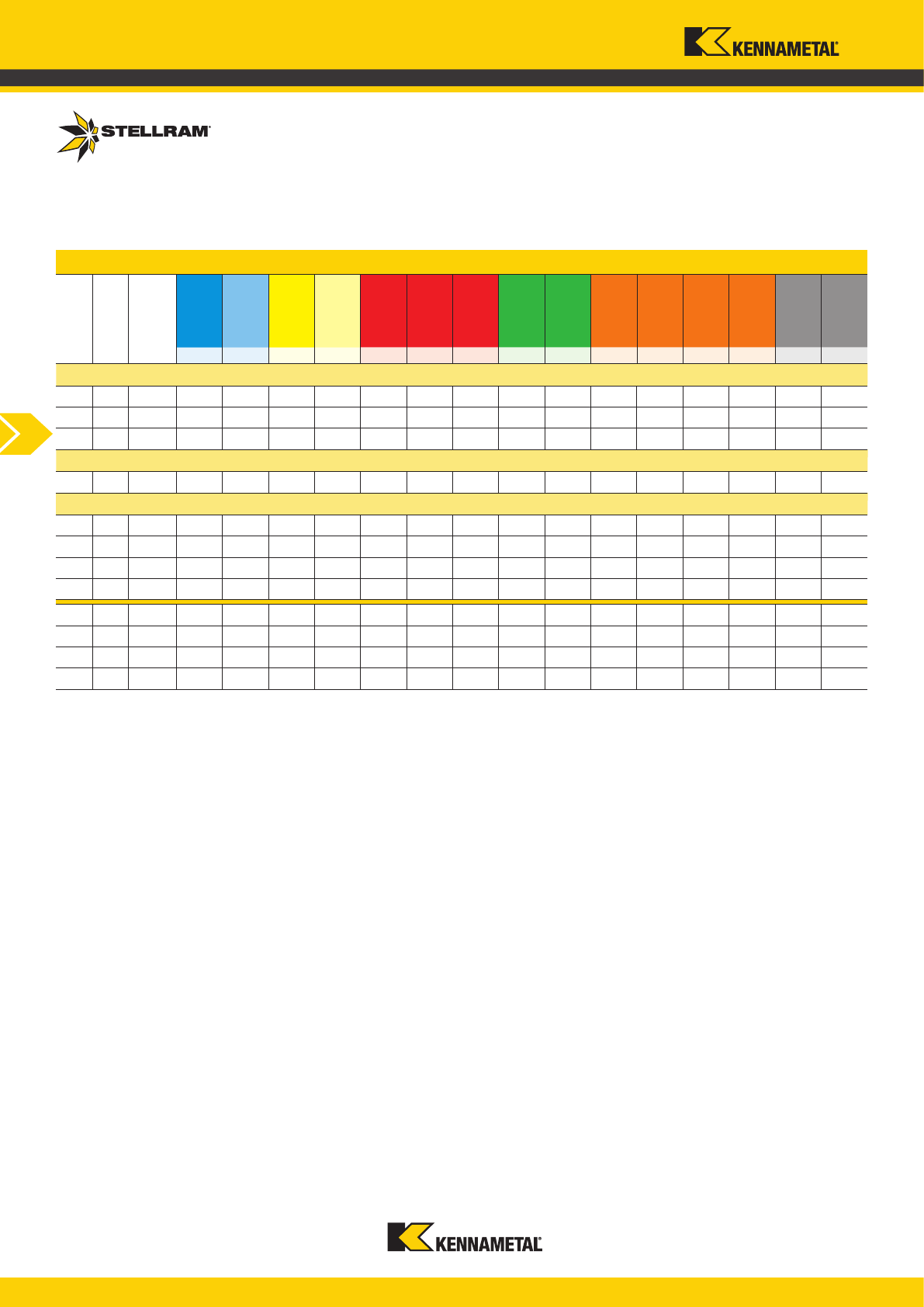
www.kennametal.com
A268
E-M X500
0,03 - 0,20 0,03 - 0,15 0,03 - 0,15 0,03 - 0,12 0,03 - 0,20 0,03 - 0,20 0,03 - 0,20 - - 0,03 - 0,10 0,03 - 0,10 0,03 - 0,10 0,03 - 0,12 - -
E-M SP4019
0,03 - 0,20 0,03 - 0,15 0,03 - 0,15 0,03 - 0,12 0,03 - 0,20 0,03 - 0,20 0,03 - 0,20 0,03 - 0,20 0,02 - 0,15 0,03 - 0,10 0,03 - 0,10 0,03 - 0,10 0,03 - 0,12 - -
E-M GH1
- - - - - - - 0,03 - 0,20 0,02 - 0,15 - - - - - -
E-ZR SP4019
0,03 - 0,20 0,03 - 0,15 0,03 - 0,15 0,03 - 0,10 0,03 - 0,15 0,03 - 0,12 0,03 - 0,10 0,03 - 0,20 0,03 - 0,15 0,03 - 0,10 0,03 - 0,10 0,03 - 0,10 0,03 - 0,12 - -
E X400
0,03 - 0,20 0,03 - 0,15 - - - - - - - - - - - - -
E X500
- - 0,03 - 0,15 0,03 - 0,12 - - - - - 0,03 - 0,10 0,03 - 0,10 0,03 - 0,10 0,03 - 0,12 - -
E SP6519
0,03 - 0,20 0,03 - 0,15 0,03 - 0,15 0,03 - 0,12 0,03 - 0,15 0,03 - 0,15 0,03 - 0,15 - - 0,03 - 0,10 0,03 - 0,10 0,03 - 0,10 0,03 - 0,12 - -
E MP91M
0,03 - 0,18 0,03 - 0,12 - - 0,03 - 0,15 0,03 - 0,15 0,03 - 0,15 - - - - - - - -
T X400
0,03 - 0,20 0,03 - 0,15 - - - - - - - - - - - 0,03 - 0,10 0,03 - 0,10
T SP6519
0,03 - 0,20 0,03 - 0,15 0,03 - 0,15 0,03 - 0,12 0,03 - 0,20 0,03 - 0,20 0,03 - 0,18 - - 0,03 - 0,10 0,03 - 0,10 0,03 - 0,10 0,03 - 0,12 - -
T SP4019
0,04 - 0,20 0,04 - 0,14 0,03 - 0,15 0,03 - 0,12 0,03 - 0,20 0,03 - 0,20 0,03 - 0,18 - - 0,03 - 0,10 0,03 - 0,10 0,03 - 0,10 0,03 - 0,12 0,03 - 0,10 0,03 - 0,10
E GH1
- - - - 0,03 - 0,20 0,03 - 0,20 0,03 - 0,18 - - - - - - - -
Chamfering Mills
7745VT & 7760VT Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Insert size 11mm for Chamfering only
Chamfering
Chamfering
Chamfering
Insert size 16mm for Spot Drilling and Chamfering
Spot drilling /
Chamfering
Insert size 16mm for Chamfering only
Chamfering
Chamfering
Chamfering
Chamfering
Chamfering
Chamfering
Chamfering
Chamfering
Note: HTA = High Temperature Alloys
Speed recommendations can be found on page A269.
7745VT & 7760VT
Recommended Feeds
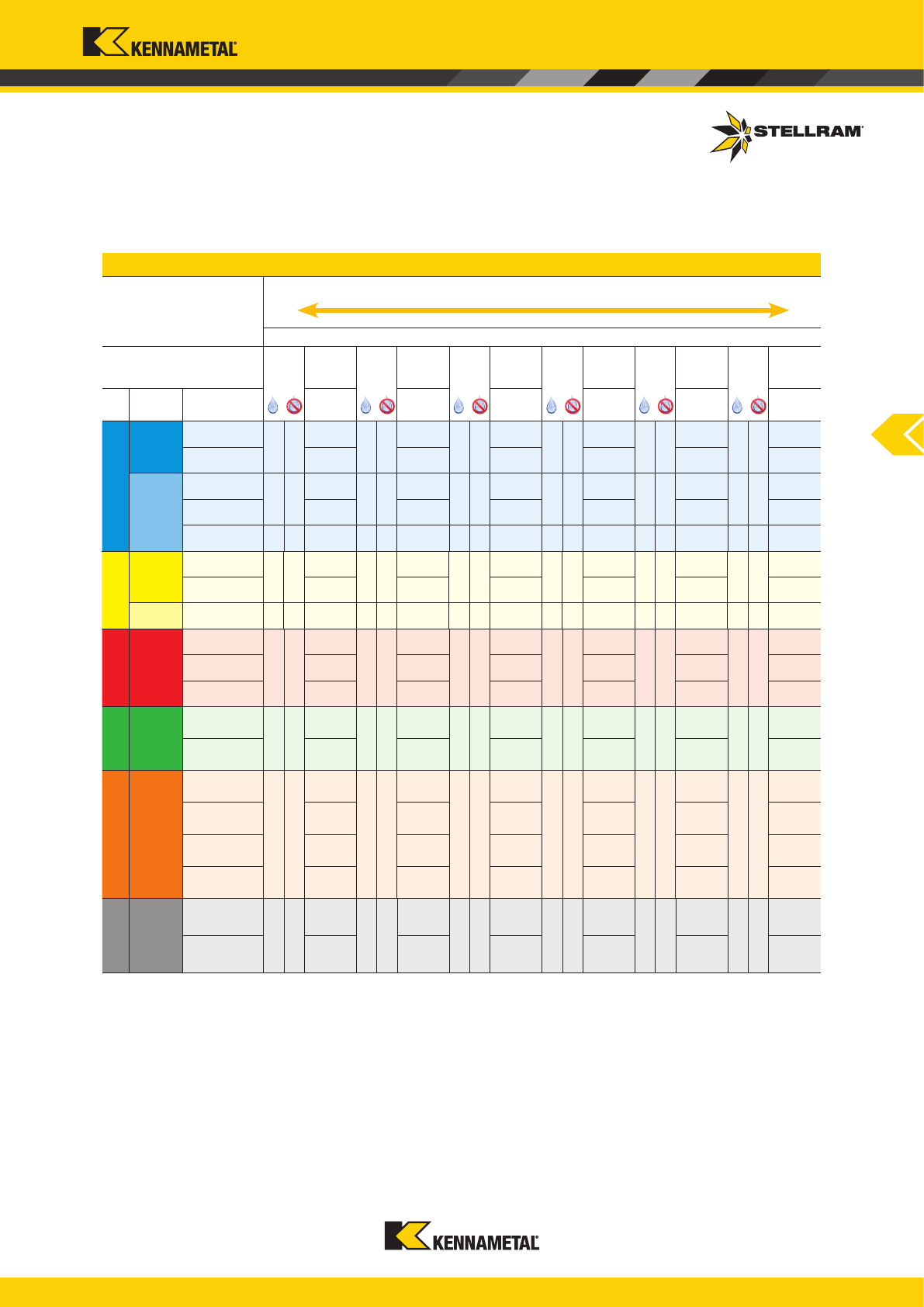
www.kennametal.com
A269
P
120 - 260
130 - 270
130 - 295
140 - 315
140 - 345
105 - 230 115 - 240 115 - 260 120 - 275 120 - 305
95 - 200
100 - 210
100 - 230
105 - 245
105 - 270
70 - 150 75 - 160 75 - 175 80 - 190 80 - 205
45 - 95
50 - 100
50 - 110
50 - 120
50 - 130
--
+
M
115 - 250
115 - 270
120 - 280
100 - 220 105 - 235 110 - 250
50 - 110
50 - 120
50 - 130
K
120 - 280
140 - 295
145 - 330
145 - 365
135 - 290
105 - 205 110 - 240 115 - 255 115 - 285 120 - 245
95 - 170 100 - 220 105 - 235 105 - 260 115 - 200
N
400 - 2895
400 - 3050
295 - 2320 295 - 2440
S
23 - 48
23 - 55
24 - 63
21 - 44 22 - 48 23 - 52
24 - 51 25 - 55 26 - 59
35 - 73 36 - 79 37 - 84
H
45 - 95
50 - 100
35 - 80 40 - 90
Chamfering Mills
Recommended Possible
Speed v
c
(m/min)
7745VT & 7760VT
Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
X Grade
CVD
X Grade
PVD
Standard
PVD
Standard
CVD
Standard
Uncoated
Micrograin
ISO Materials
Rm and
Hardness
X400 X500 SP6519 SP4019 MP91M GH1
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
7745VT & 7760VT
Recommended Speeds
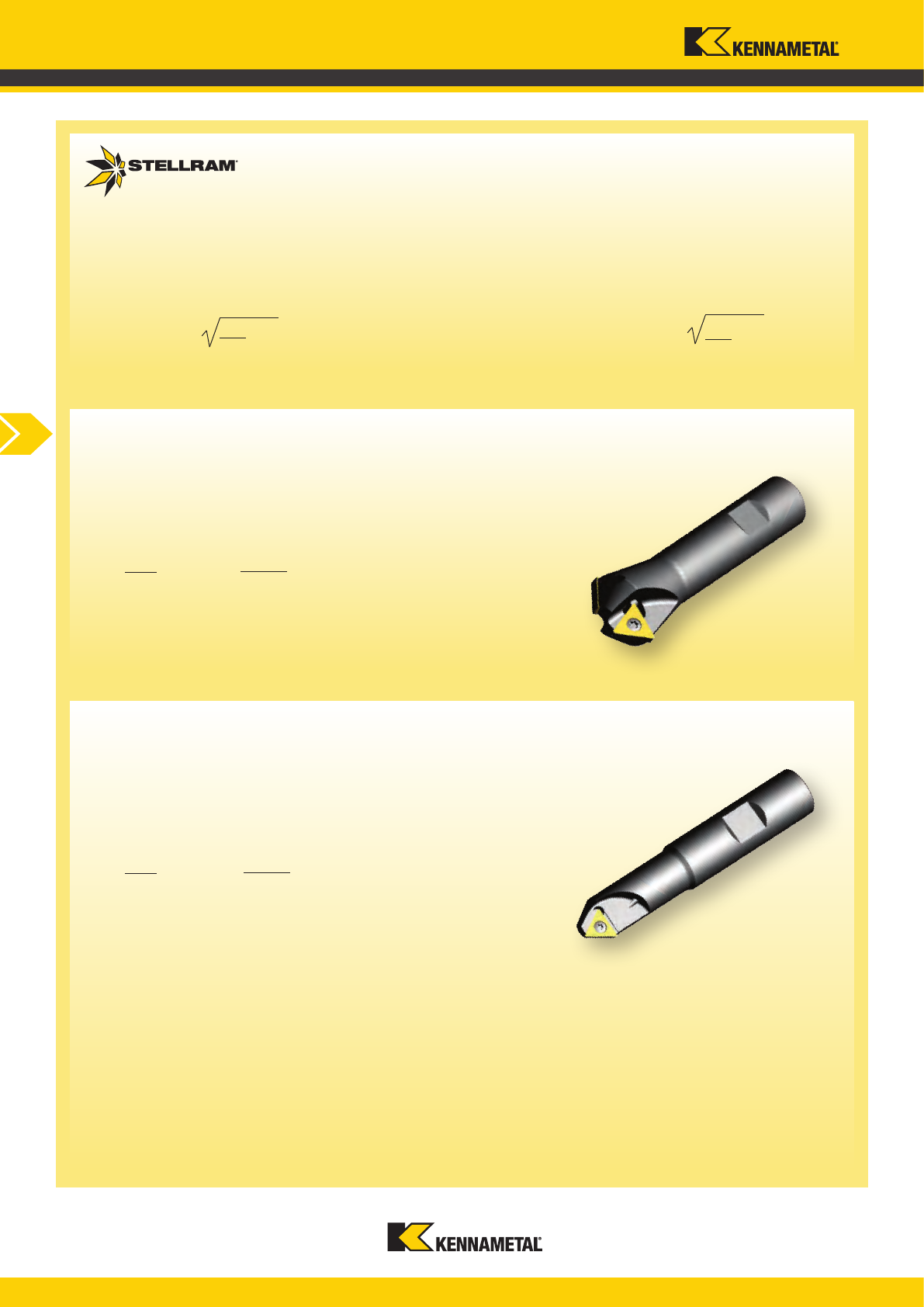
www.kennametal.com
A270
Chamfering Mills
7760VT11 Technical Information
7745VT16 Technical Information
f
z
= h
m
x
Feed rate compensation: For 60° cutting, divide the h
m
value by the
sine of the approach angle (the sine of 60° = 0,866)
Feed rate compensation: For 45° cutting, divide the h
m
value by the
sine of the approach angle (the sine of 45° = 0,707)
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement) if a
e
is less than 50% of Dia.
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
Formula: Programme Feed Rate (f
z
)
i.e.: h
m
or 0,08mm
0,866 0,866 = 0,092mm programmed feed rate
i.e.: h
m
or 0,08mm
0,707 0,707 = 0,11mm programmed feed rate
a
e
d
d
a
e
7745VT16 & 7760VT11
Technical Information

www.kennametal.com
A271
T-Slot Mills
5400VM Series
T-Slot Milling Cutter
5400VM:
Diameter Range = 18mm to 40mm
T-SLOT MILLING CUTTERS
The 5400VM cutter is specically designed for producing T-slots after machining the tenon
slot. This particular design places two inserts slightly higher on the body to machine the top of
the slot while the other two machine the bottom of the slot.
The unique design with reinforced insert support and shallow machined chip utes, allows this
cutter design to run at higher feed rates.
The design allows chips to evacuate through the slot already machined. When possible the
tool shank passage should be only 1mm below the top of the T-slot, allowing the chips to
evacuate through the slot produced by this cutter.
5400VM
T-Slot
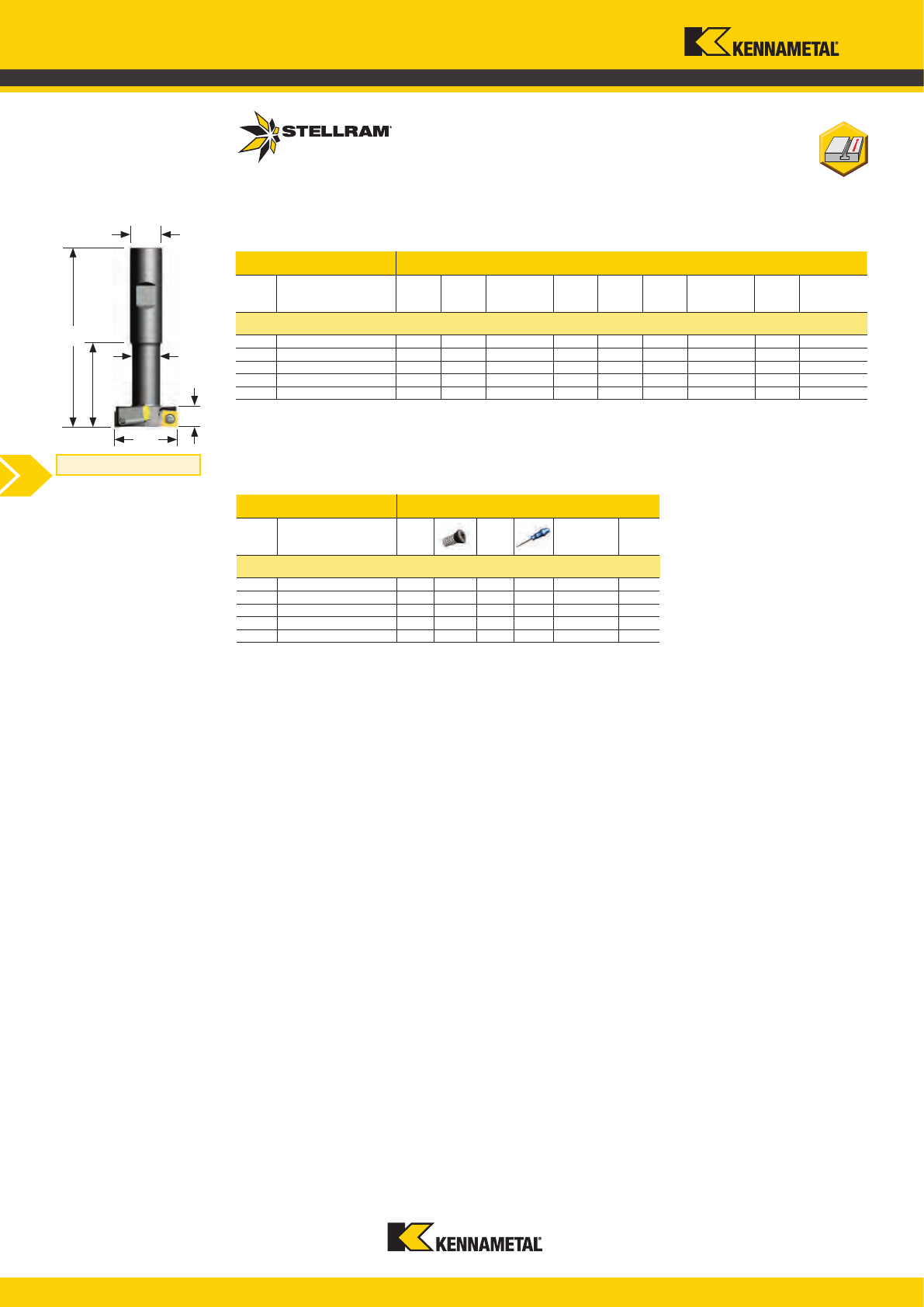
www.kennametal.com
A272
T-Slot Mills
021662 5400VM04WA018R 18 70 8 25 12 8 2R + 2L MP 04 R/L
021663 5400VM04WA021R 21 75 9 30 12 10 2R + 2L MP 04 R/L
021664 5400VM06WA025R 25 83 11 35 16 12 2R + 2L MP 06 R/L
018313 5400VM08WA032R 32 91 14 43 16 15 2R + 2L MP 08 R/L
021665 5400VM11WA040R 40 106 18 50 25 19 2R + 2L MP 11 R/L
021662 5400VM04WA018R 015059 F2004T 018487 T6 0,40 10000
021663 5400VM04WA021R 015059 F2004T 018487 T6 0,40 10000
021664 5400VM06WA025R 015060 F2505T 018488 T7 0,80 10000
018313 5400VM08WA032R 015063 F3008T 013214 T9 1,40 10000
021665 5400VM11WA040R 015062 D4010T 015240 T15 3,10 10000
D
L
I
2
d
1
d
2
I
1
Product Spares
EDP Item Description EDP EDP
Screw
Tightening
Nm
Max
RPM
5400VM Weldon Shank
Product Dimensions (mm)
EDP Item Description D L
Slot Height
l
1
l
2
d
1
d
2
No of Teeth
(right/left)
Insert
Type
Insert
Size
5400VM Weldon Shank
Weldon Shank
5400VM
T-Slot Milling Cutter
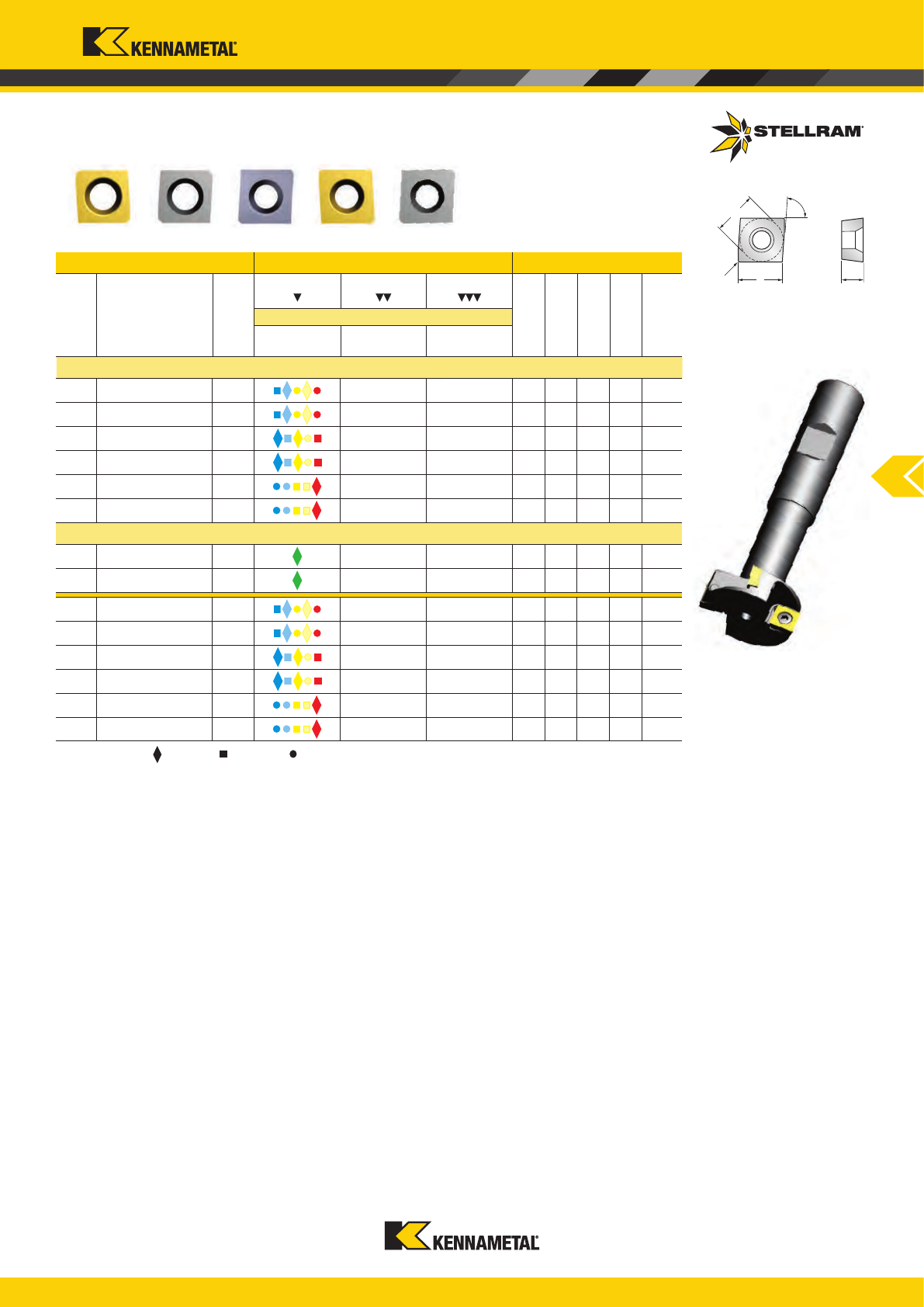
www.kennametal.com
A273
T-Slot Mills
017667 MPHW0402PPTL X500 - - 4,76 4,76 2,38 0,07
017666 MPHW0402PPTR X500
- - 4,76 4,76 2,38 0,07
031508 MPFW0402PPTL SP6519
- - 4,76 4,76 2,38 0,07
031507 MPFW0402PPTR SP6519
- - 4,76 4,76 2,38 0,07
034523 MPFW0402PPTL SP4019
- - 4,76 4,76 2,38 0,07
034524 MPFW0402PPTR SP4019
- - 4,76 4,76 2,38 0,07
024926 MPEX0602PPFL-701 GH1 - - 6,35 6,35 2,38 0,02
024927 MPEX0602PPFR-701 GH1
- - 6,35 6,35 2,38 0,02
017669 MPHW0602PPTL X500
- - 6,35 6,35 2,38 0,07
017668 MPHW0602PPTR X500
- - 6,35 6,35 2,38 0,07
031571 MPFW0602PPTL SP6519
- - 6,35 6,35 2,38 0,07
031570 MPFW0602PPTR SP6519
- - 6,35 6,35 2,38 0,07
034525 MPFW0602PPTL SP4019
- - 4,76 4,76 2,38 0,07
034526 MPFW0602PPTR SP4019
- -
4,76 4,76 2,38 0,07
MPHW04 MPFW04 MPEX06-701 MPHW06 MPFW06
d
l
r
86°
s
Insert Size 04
Facet
Facet
Facet
Facet
Facet
Facet
Insert Size 06
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
e
/ a
p
max. * a
e
min. - max. a
e
min. - max.
- -
* Max a
p
and a
e
is determined by selection of the cutter.
Note: Feed recommendations can be found on page A275. Speed recommendations can be found on page A276.
5400VM
Milling Inserts
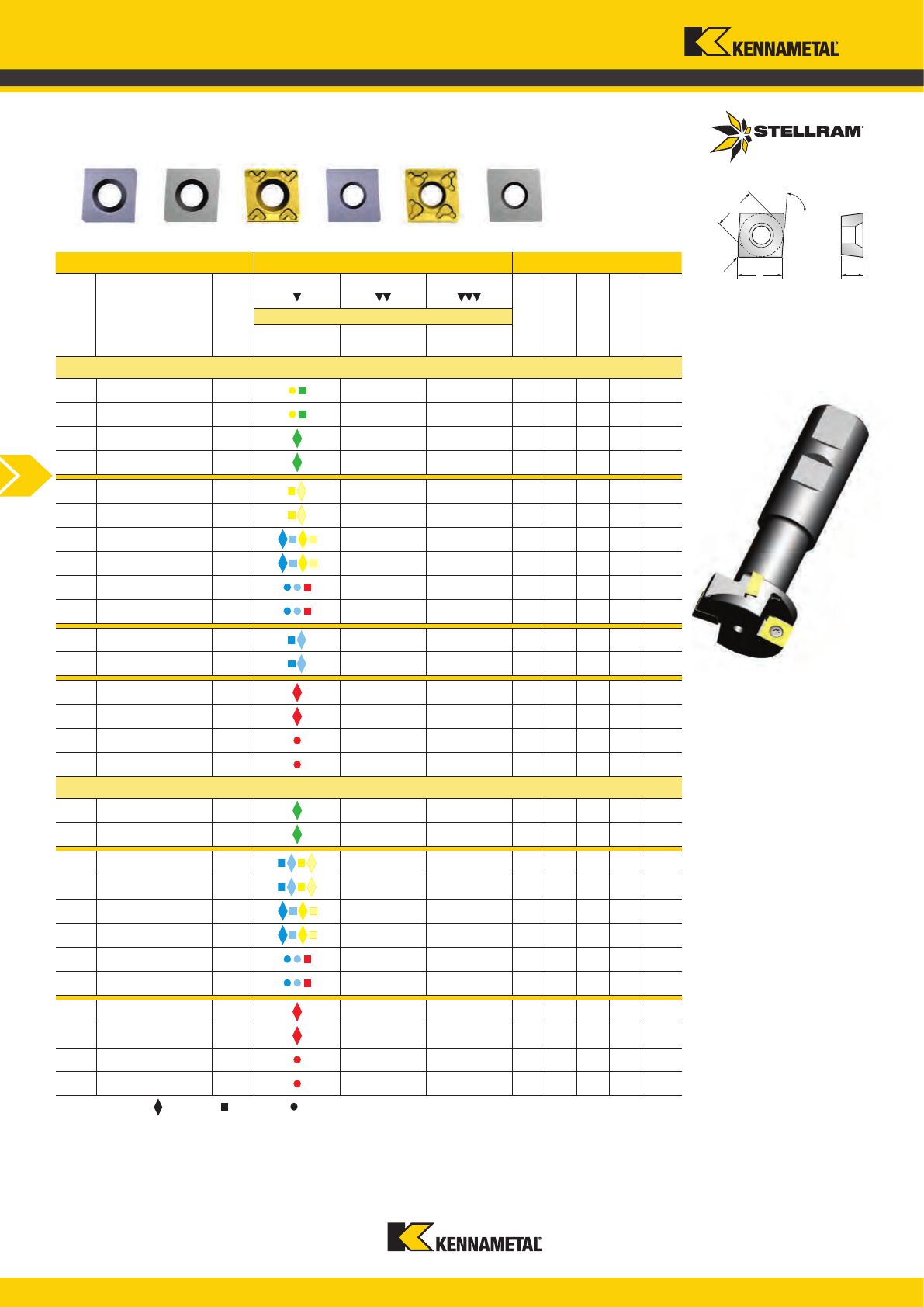
www.kennametal.com
A274
T-Slot Mills
034527 MPEX0803PPFL-701 SP4019 - - 7,94 7,94 3,18 0,02
034528 MPEX0803PPFR-701 SP4019
- - 7,94 7,94 3,18 0,02
024928 MPEX0803PPFL-701 GH1
- - 7,94 7,94 3,18 0,02
017642 MPEX0803PPFR-701 GH1
- - 4,76 4,76 2,38 0,02
015138 MPHT0803PPTL-42 X500
- - 7,94 7,94 3,18 0,10
015140 MPHT0803PPTR-42 X500
- - 7,94 7,94 3,18 0,10
031510 MPHT0803PPTL-42 SP6519
- - 7,94 7,94 3,18 0,10
031509 MPHT0803PPTR-42 SP6519
- 7,94 7,94 3,18 0,10
017296 MPHT0803PPTL-42 MP91M
- - 7,94 7,94 3,18 0,10
017297 MPHT0803PPTR-42 MP91M
- - 7,94 7,94 3,18 0,10
034532 MPFW0803PPTL X400
- - 7,94 7,94 3,18 0,10
034531 MPFW0803PPTR X400
- - 7,94 7,94 3,18 0,10
034529 MPFW0803PPTL SP4019
- - 7,94 7,94 3,18 0,10
034530 MPFW0803PPTR SP4019
- - 7,94 7,94 3,18 0,10
017658 MPFW0803PPTL GH1
- - 7,94 7,94 3,18 0,10
017655 MPFW0803PPTR GH1
- - 7,94 7,94 3,18 0,10
017644 MPEX1104PPFL-701 GH1 - - 11,11 11,11 4,76 0,02
017643 MPEX1104PPFR-701 GH1
- - 11,11 11,11 4,76 0,02
015141 MPHT1104PPTL-42 X500
- - 11,11 11,11 4,76 0,10
015142 MPHT1104PPTR-42 X500
- - 11,11 11,11 4,76 0,10
031512 MPHT1104PPTL-42 SP6519
- - 11,11 11,11 4,76 0,10
031511 MPHT1104PPTR-42 SP6519
- - 11,11 11,11 4,76 0,10
017298 MPHT1104PPTL-42 MP91M
- - 11,11 11,11 4,76 0,10
017299 MPHT1104PPTR-42 MP91M
- - 11,11 11,11 4,76 0,10
034533 MPFW1104PPTL SP4019
- - 11,11 11,11 4,76 0,15
034534 MPFW1104PPTR SP4019
- - 11,11 11,11 4,76 0,15
017439 MPFW1104PPTL GH1
- - 11,11 11,11 4,76 0,15
017440 MPFW1104PPTR GH1
- -
11,11 11,11 4,76 0,15
d
l
r
86°
s
MPEX08-701 MPFW08 MPHT08-42 MPEX11-701 MPHT11-42 MPFW11
Insert Size 08
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Insert Size 11
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
min
Depth of Cut (mm)
a
e
/ a
p
max.* a
e
min. - max. a
e
min. - max.
- -
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
* Max a
p
and a
e
is determined by selection of the cutter.
Note: Feed recommendations can be found on page A275. Speed recommendations can be found on page A276.
5400VM
Milling Inserts
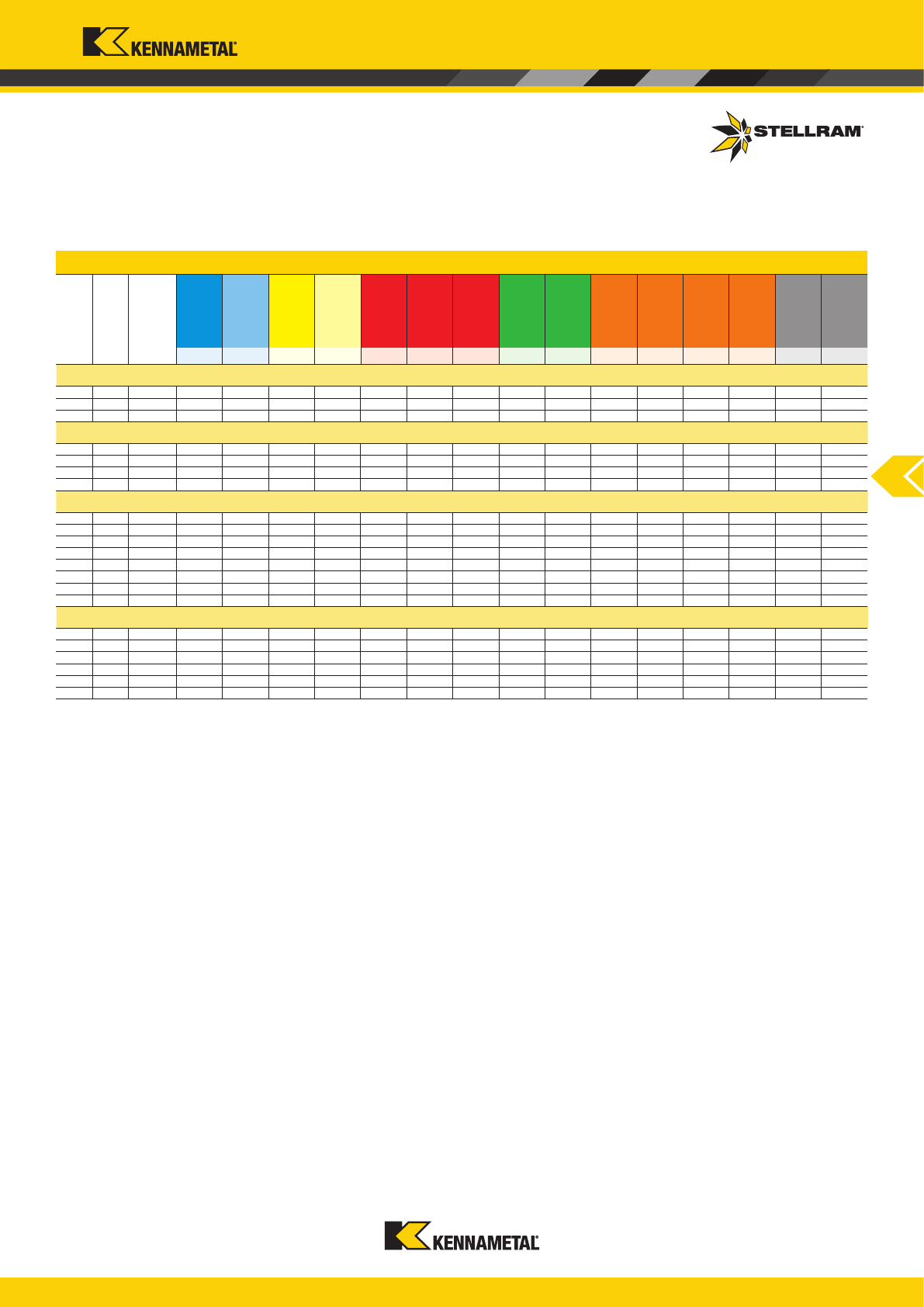
www.kennametal.com
A275
T-Slot Mills
TR/TL X500
0,06 - 0,10 0,05 - 0,08 0,06 - 0,08 0,05 - 0,07 0,05 - 0,10 0,05 - 0,10 0,05 - 0,08 - - - - - - - -
TR/TL SP6519
0,06 - 0,10 0,05 - 0,08 0,06 - 0,08 0,04 - 0,06 0,04 - 0,08 0,04 - 0,08 0,04 - 0,08 - - - - - - - -
TR/TL SP4019
0,06 - 0,10 0,05 - 0,08 0,06 - 0,08 0,04 - 0,06 0,04 - 0,08 0,04 - 0,08 0,04 - 0,08 - - - - - - - -
FR/FL-701 GH1
- - - - - - - 0,05 - 0,12 0,05 - 0,10 - - - - - -
TR/TL X500
0,06 - 0,13 0,06 - 0,11 0,06 - 0,12 0,06 - 0,10 0,06 - 0,12 0,06 - 0,12 0,06 - 0,10 - - - - - - - -
TR/TL SP6519
0,06 - 0,13 0,06 - 0,11 0,06 - 0,12 0,06 - 0,10 0,06 - 0,12 0,06 - 0,12 0,06 - 0,10 - - - - - - - -
TR/TL SP4019
0,06 - 0,12 0,06 - 0,10 0,06 - 0,12 0,06 - 0,10 0,06 - 0,12 0,06 - 0,12 0,06 - 0,10 - - - - - - - -
FR/FL-701 SP4019
- - 0,04 - 0,10 - - - - 0,05 - 0,12 0,05 - 0,10 - - - - - -
FR/FL-701 GH1
- - - - - - - 0,05 - 0,12 0,05 - 0,10 - - - - - -
TL/TL-42 X500
- - 0,10 - 0,15 0,10 - 0,14 - - - - - - - - - - -
TR/TL-42 SP6519
0,10 - 0,16 0,10 - 0,14 0,10 - 0,15 0,10 - 0,14 - - - - - - - - - - -
TR/TL-42 MP91M
0,10 - 0,15 0,10 - 0,13 - - 0,10 - 0,15 0,10 - 0,15 0,10 - 0,13 - - - - - - - -
TR/TL X400
0,10 - 0,16 0,10 - 0,14 - - - - - - - - - - - - -
TR/TL SP4019
- - - - 0,10 - 0,15 0,10 - 0,15 0,10 - 0,13 - - - - - - - -
TR/TL GH1
- - - - 0,10 - 0,14 0,10 - 0,14 - - - - - - - - -
FR/FL-701 GH1
- - - - - - - 0,05 - 0,12 0,05 - 0,10 - - - - - -
TR/TL-42 X500
0,10 - 0,18 0,10 - 0,15 0,10 - 0,16 0,10 - 0,15 - - - - - - - - - - -
TR/TL-42 SP6519
0,10 - 0,18 0,10 - 0,15 0,10 - 0,16 0,10 - 0,15 - - - - - - - - - - -
TR/TL-42 MP91M
0,10 - 0,17 0,10 - 0,14 - - 0,10 - 0,16 0,10 - 0,16 0,10 - 0,14 - - - - - - - -
TR/TL SP4019
- - - - 0,10 - 0,16 0,10 - 0,16 0,10 - 0,14 - - - - - - - -
TR/TL GH1
- - - - 0,10 - 0,14 0,10 - 0,14 - - - - - - - - -
5400VM Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Insert Size 04
Slotting
Slotting
Slotting
Insert Size 06
Slotting
Slotting
Slotting
Slotting
Insert Size 08
Slotting
Slotting
Slotting
Slotting
Slotting
Slotting
Slotting
Slotting
Insert Size 11
Slotting
Slotting
Slotting
Slotting
Slotting
Slotting
Note: HTA = High Temperature Alloys
Speed recommendations can be found on page A276.
5400VM
Recommended Feeds
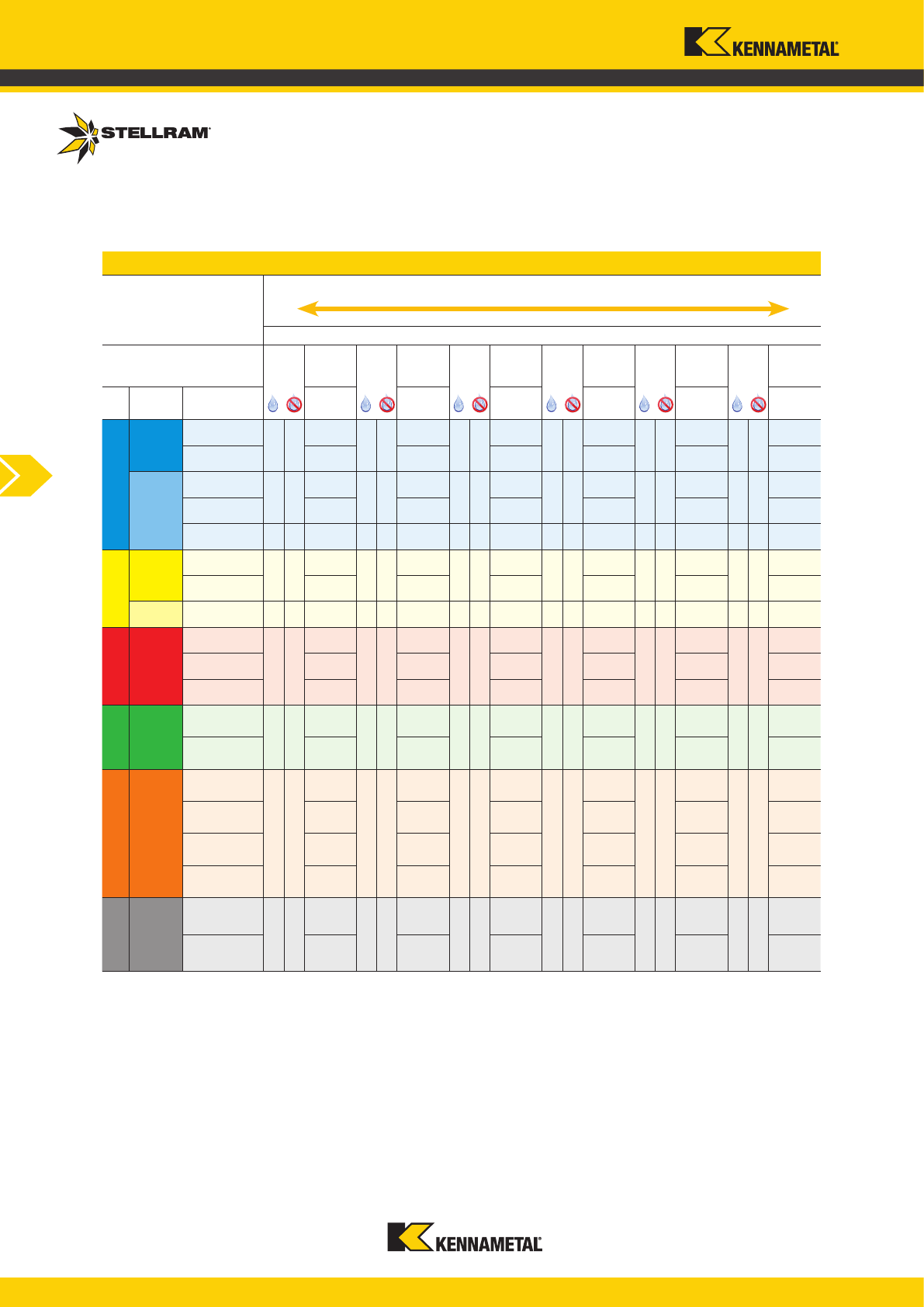
www.kennametal.com
A276
T-Slot Mills
P
120 - 260
130 - 270
130 - 295
140 - 315
140 - 345
105 - 230 115 - 240 115 - 260 120 - 275 120 - 305
95 - 200
100 - 210
100 - 230
105 - 245
105 - 270
70 - 150 75 - 160 75 - 175 80 - 190 80 - 205
45 - 95
50 - 100
50 - 110
50 - 120
50 - 130
--
+
M
115 - 250
115 - 270
120 - 280
100 - 220 105 - 235 110 - 250
50 - 110
50 - 120
50 - 130
K
120 - 280
140 - 295
145 - 330
145 - 365
135 - 290
105 - 205 110 - 240 115 - 255 115 - 285 120 - 245
95 - 170 100 - 220 105 - 235 105 - 260
N
400 - 2895
400 - 3050
295 - 2320 295 - 2440
S
H
Recommended Possible
Speed v
c
(m/min)
5400VM Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
X Grade
CVD
X Grade
PVD
Standard
PVD
Standard
CVD
Standard
Uncoated
Micrograin
ISO Materials
Rm and
Hardness
X400 X500 SP6519 SP4019 MP91M GH1
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
5400VM
Recommended Speeds
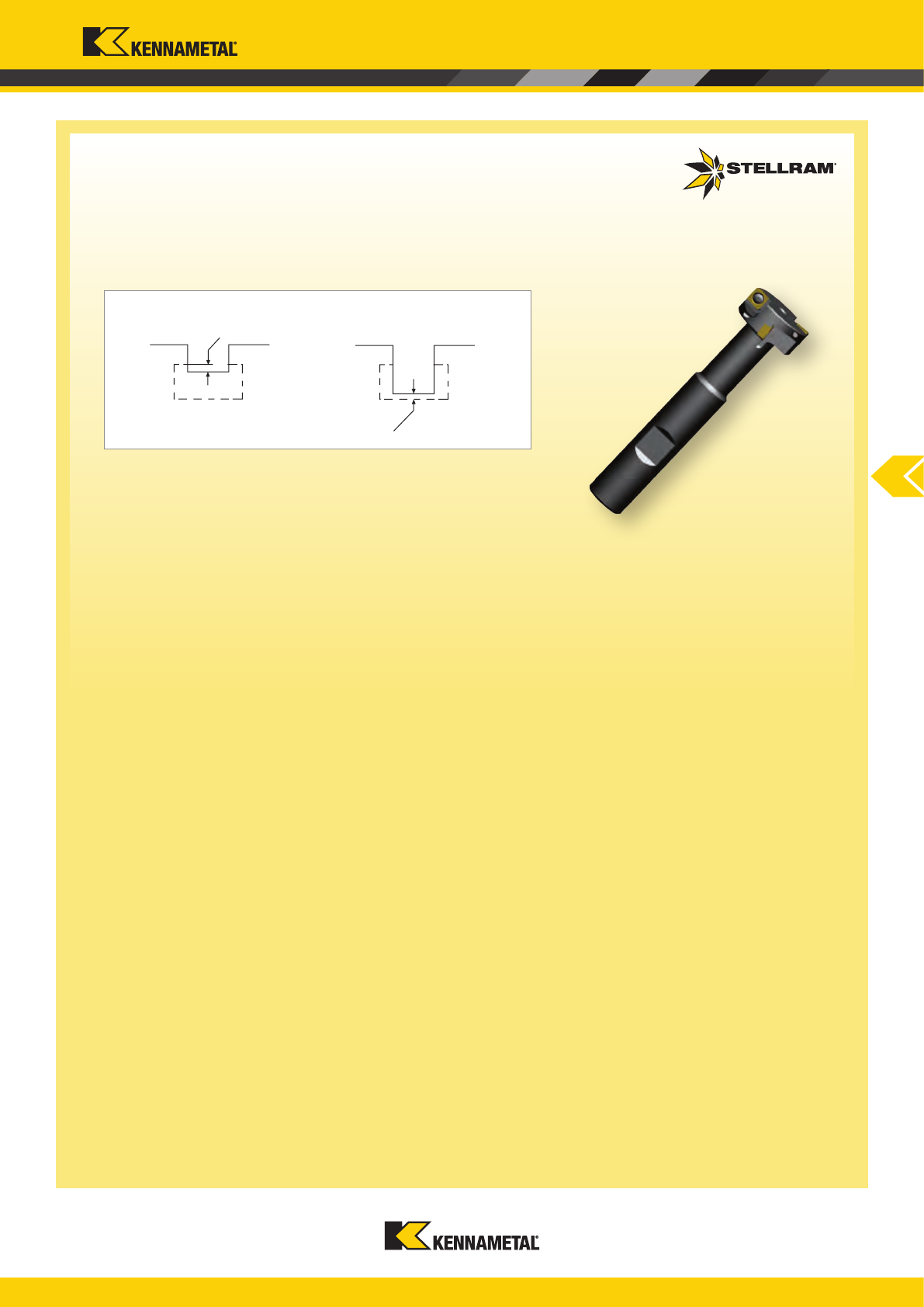
www.kennametal.com
A277
T-Slot Mills
1 mm
a)
b)
0,5 mm
5400VM Technical Information
Stellram recommends the use of method a) whenever possible.
Compressed air or sufficient coolant is used to ensure adequate chip evacuation.
Note: Machining method a) is preferred as this method greatly reduces vibration.
5400VM
Technical Information
www.kennametal.com
A278
www.kennametal.com
A279
Disc Mills & Cartridges
7220VM Series
Disk Mill Cartridge Cutters
The 7220VM range with width
adjustment is as follows:
Dia. 63mm to 125mm is 1mm adjustable.
Available width of cut: 6/7; 7/8; 8/9; 9/10
Example: Cartridge 72VM_6/7 = 6mm to 7mm
+/- 0,2mm; = 5,8mm to 7,2mm
Dia. 125mm to 160mm is 2mm adjustable.
Available width of cut: 10/12; 12/14; 14/16;
16/18; 18/20
Example: Cartridge 72VM_10/12 = 10mm to
12mm +/- 0,2mm; = 9,8mm to 12,2mm
DISK MILL CARTRIDGE CUTTERS
7220VM Disk Mill Cutter series with adjustable cartridges are designed for machining deep slots
or side shoulder milling operations. They are equipped with interchangeable cartridges with width
adjustment.
The cartridges are xed to the cutter body by an efcient clamping system which works in the
same direction as the cutting force.
Due to the adjustable cartridges, these cutters are perfectly qualied to machine precision slots.
This cutter series is designed for roughing, semi-nishing and nishing of Steel, Steel Alloys,
Stainless Steel, Cast Iron, Aluminium Alloys, and High Temperature Alloys.
This Stellram
®
72VM .. cartridge system is noted for its simplicity, reliability and precision. The
minimal size of the cartridge means it has a larger area for chip ow – a major factor for full-side
cutters where chips cannot be released when teeth are engaged. Stellram’s cutters can achieve
deep slotting operations without the chip ow problems of other systems.
The cutter bodies can be adapted for different milling operations. They can be tted with
alternating left/right cartridges (full-side cutters) mainly for slotting, or only right or left
cartridges (half-side cutters) for maximum side cutting performance.
Note: The 7220VM series cutters in this section are assembled as Full Side Disc Cutters (Slotting)
which is called Neutral (N). They are set with 50 percent right hand and 50 percent left hand
cartridges for slotting applications.
For applications as a right hand or left hand Half Side Disc Mills, please order the necessary
cartridges depending on the hand cutter you require.
7220VM
Slotting /
Shoulder
www.kennametal.com
A280
016700 7220VM04-063R06/07N 63 40 22 35 4R + 4L 14,00 6,00 7,00 0,40
MP 04
016701 7220VM04-063R07/08N 63 40 22 35 4R + 4L 14,00 7,00 8,00 0,40
016702 7220VM04-080R06/07N 80 45 27 45 5R + 5L 17,50 6,00 7,00 0,40
016703 7220VM04-080R07/08N 80 45 27 45 5R + 5L 17,50 7,00 8,00 0,40
016704 7220VM06-100R08/09N 100 50 32 48 6R + 6L 26,00 8,00 9,00 0,80
MP 06
016705 7220VM06-100R09/10N 100 50 32 48 6R + 6L 26,00 9,00 10,00 0,80
033233 7220VM06-125R08/09N 125 55 40 62 7R + 7L 30,50 8,00 9,00 0,80
016706 7220VM06-125R09/10N 125 55 40 62 7R + 7L 30,50 9,00 10,00 0,80
016707 7220VM08-125R10/12N 125 55 40 62 5R + 5L 30,50 10,00 12.00 2,10
MP 08
033234 7220VM08-125R12/14N 125 55 40 62 5R + 5L 30,50 12,00 14,00 2,10
033235 7220VM08-160R10/12N 160 60 40 66 6R + 6L 44,10 10,00 12,00 2,10
033236 7220VM08-160R12/14N 160 60
40 66 6R + 6L 44,10 12,00 14,00 2,10
033237 7220VM11-125R14/16N 125 55 40 62 4R + 4L 30,50 14,00 16,00 3,10
MP 11
033238 7220VM11-125R16/18N 125 55 40 62 4R + 4L 30,50 16,00 18,00 3,10
033239 7220VM11-160R16/18N 160 60 40 66 5R + 5L 44,10 16,00 18,00 3,10
033240 7220VM11-160R18/20N 160 60 40 66 5R + 5L 44,10 18,00 20,00 3,10
D
H
d
1
d
2
a
e
max
a
p
a
e
016700 7220VM04-063R06/07N 031299 M10 1.5 X 25 SHCS
016701 7220VM04-063R07/08N 031299 M10 1.5 X 25 SHCS
016702 7220VM04-080R06/07N 031268 M12 X 1.75 X 30 SHCS
016703 7220VM04-080R07/08N 031268 M12 X 1.75 X 30 SHCS
016704 7220VM06-100R08/09N 031269 M16 X 2 X 40 SHCS
016705 7220VM06-100R09/10N 031269 M16 X 2 X 40 SHCS
033233 7220VM06-125R08/09N 031270 M20 X 2.5 X 50 SHCS
016706 7220VM06-125R09/10N 031270 M20 X 2.5 X 50 SHCS
016707 7220VM08-125R10/12N 031270 M20 X 2.5 X 50 SHCS
033234 7220VM08-125R12/14N 031270 M20 X 2.5 X 50 SHCS
033235 7220VM08-160R10/12N 031270 M20 X 2.5 X 50 SHCS
033236 7220VM08-160R12/14N 031270 M20 X 2.5 X 50 SHCS
033237 7220VM11-125R14/16N 031270 M20 X 2.5 X 50 SHCS
033238 7220VM11-125R16/18N 031270 M20 X 2.5 X 50 SHCS
033239 7220VM11-160R16/18N 031270 M20 X 2.5 X 50 SHCS
033240 7220VM11-160R18/20N 031270 M20 X 2.5 X 50 SHCS
a
p
Disc Mills & Cartridges
Product Mounting Bolt
EDP
Assembled
Description
EDP Bolt
7220VM04 Disk Mill Cutters
7220VM06 Disk Mill Cutters
7220VM08 Disk Mill Cutters
7220VM11 Disk Mill Cutters
The 7220VM series cutters in this section are assembled as Full Side Disc Cutters (Slotting) which is called Neutral (N).
Product Dimensions (mm)
EDP
Assembled
Description
D L/H d
1
d
2
No. of Teeth
(right / left)
a
e
max
a
p
adjustment range
Screw
Tightening
Nm
Insert
type
Insert size
metric
a
p
min a
p
max
7220VM04 Disk Mill Cutters with Shell Mill Fixation
7220VM06 Disk Mill Cutters with Shell Mill Fixation
7220VM08 Disk Mill Cutters with Shell Mill Fixation
7220VM11 Disk Mill Cutters with Shell Mill Fixation
Depth of Cut (
a
p
)
Disc Cutter & Cartridge
7220VM
Disk Mill Cutters Assemblies
www.kennametal.com
A281
016759 72VMR06/07 016751 72VML06/07 - - 015259 72.698T 013214 T9
016760 72VMR07/08 016752 72VML07/08 - - 015259 72.698T 013214 T9
016761 72VMR08/09 016753 72VML08/09 - - 015258 72.697T 015240 T15
016762 72VMR09/10 016754 72VML09/10 - - 015258 72.697T 015240 T15
016763 72VMR10/12 016755 72VML10/12 - - 015256 72.693T 015273 T20
016764 72VMR12/14 016756 72VML12/14 - - 015256 72.693T 015273 T20
016765 72VMR14/16 016757 72VML14/16 016858 72.602 015257 72.694T 015273 T20
016766 72VMR16/18 016758 72VML16/18 016858 72.602 015257 72.694T 015273 T20
015445 72VMR18/20 015444 72VML18/20 016858 72.602 015257 72.694T 015273 T20
016759 72VMR06/07 016751 72VML06/07 015059 F2004T 018487 T6
016760 72VMR07/08 016752 72VML07/08 015059 F2004T 018487 T6
016761 72VMR08/09 016753 72VML08/09 015060 F2505T 018488 T7
016762 72VMR09/10 016754 72VML09/10 015060 F2505T 018488 T7
016763 72VMR10/12 016755 72VML10/12 015063 F3008T 013214 T9
016764 72VMR12/14 016756 72VML12/14 015063 F3008T 013214 T9
016765 72VMR14/16 016757 72VML14/16 015262 D4010T 015240 T15
016766 72VMR16/18 016758 72VML16/18 015262 D4010T 015240 T15
015445 72VMR18/20 015444 72VML18/20 015262 D4010T 015240 T15
Disc Mills & Cartridges
Product Hardware Spares
EDP
Right hand
Cartridge
EDP
Left hand
Cartridge
Insert
Screw EDP
Insert
Screwdriver
EDP
7220VM04 Disk Mill Cutters
7220VM06 Disk Mill Cutters
7220VM08 Disk Mill Cutters
7220VM11 Disk Mill Cutters
Product Cartridge Spares
EDP
Right hand
Cartridge
EDP
Left hand
Cartridge
Cartridge
Adjustment
Screw EDP
Cartridge
Fixation
Screw EDP
Cartridge
Screwdriver
EDP
7220VM04 Disk Mill Cutters
7220VM06 Disk Mill Cutters
7220VM08 Disk Mill Cutters
7220VM11 Disk Mill Cutters
Left & Right Cartridges
Disc Cutter & Cartridge
Note: Adjusting screw is only supplied for the 7220VM11 size Disk Mills. All other Disk Mills do not have an adjusting screw,
the smaller sizes are adjusted manually.
The 7220VM series cutters in this section are assembled as Full Side Disc Cutters (Slotting) which is called Neutral (N).
The Cartridges are set-staggered with 50 percent right hand and 50 percent left hand cartridges for slotting applications.
For applications as a Right hand or Left hand Half Side Disc Mill please order the necessary cartridges depending on the
hand cutter you require.
7220VM
Disk Mill Cutters Assemblies
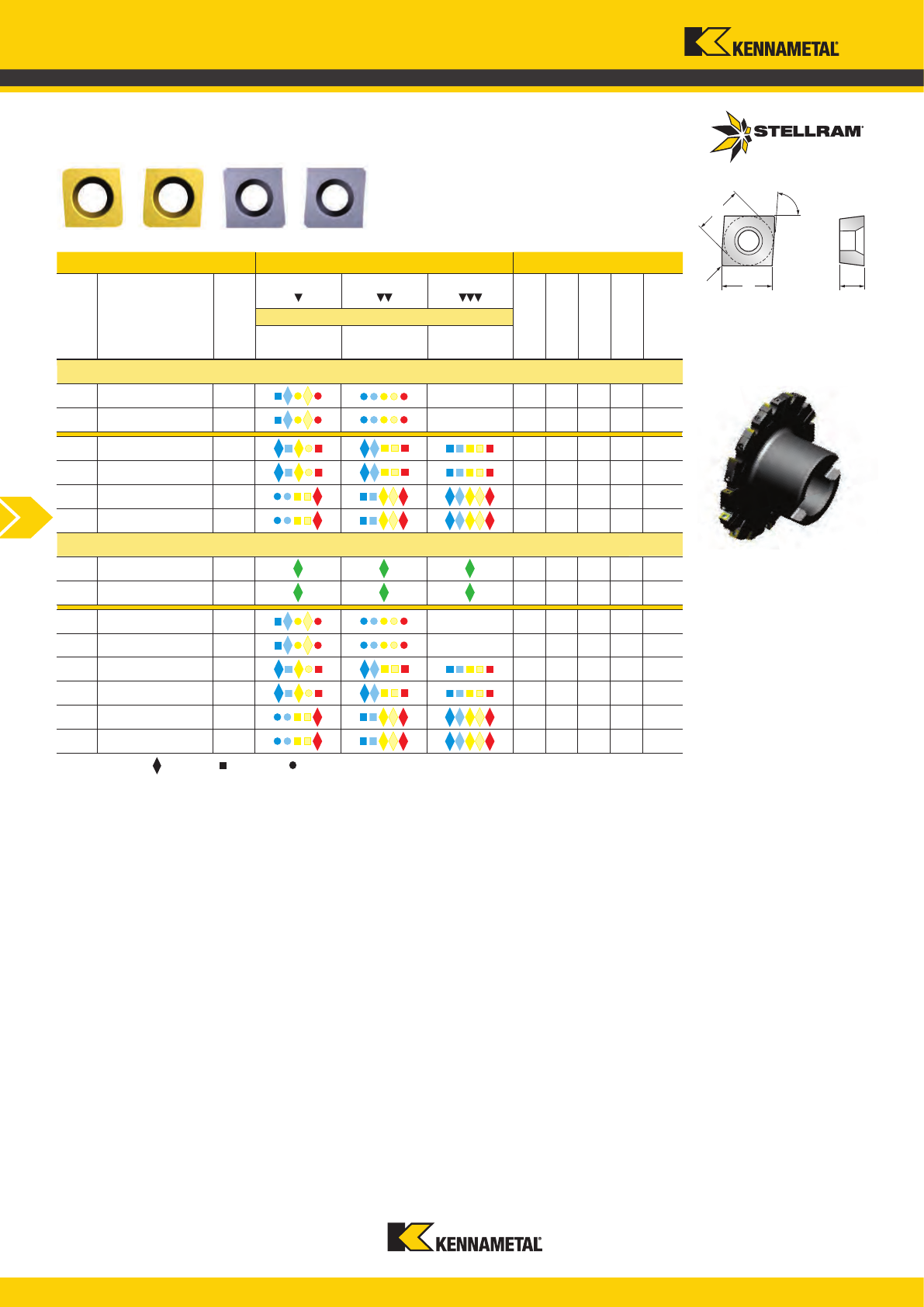
www.kennametal.com
A282
017667 MPHW0402PPTL X500 - 4,76 4,76 2,38 0,07
017666 MPHW0402PPTR X500
- 4,76 4,76 2,38 0,07
031508 MPFW0402PPTL SP6519
4,76 4,76 2,38 0,07
031507 MPFW0402PPTR SP6519
4,76 4,76 2,38 0,07
034523 MPFW0402PPTL SP4019
4,76 4,76 2,38 0,07
034524 MPFW0402PPTR SP4019
4,76 4,76 2,38 0,07
024926 MPEX0602PPFL-701 GH1 6,35 6,35 2,38 0,02
024927 MPEX0602PPFR-701 GH1
6,35 6,35 2,38 0,02
017669 MPHW0602PPTL X500
- 6,35 6,35 2,38 0,07
017668 MPHW0602PPTR X500
- 6,35 6,35 2,38 0,07
031571 MPFW0602PPTL SP6519
6,35 6,35 2,38 0,07
031570 MPFW0602PPTR SP6519
6,35 6,35 2,38 0,07
034525
MPFW0602PPTL
SP4019
4,76 4,76 2,38 0,07
034526 MPFW0602PPTR SP4019
4,76 4,76 2,38 0,07
MP_W..L MP_W..R MPEX..L-701 MPEX..R-701
d
l
r
86°
s
Disc Mills & Cartridges
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
minDepth of Cut (mm)
a
p
/ a
e
max* a
p
/ a
e
min - max a
p
/ a
e
min - max
1,00 - 3,00 0,20 - 1,00
Insert size 04
Facet
Facet
Facet
Facet
Facet
Facet
Insert size 06
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A284. Speed recommendations can be found on page A285.
* Max a
p
and a
e
is determined by selection of the cutter.
7220VM
Milling Inserts
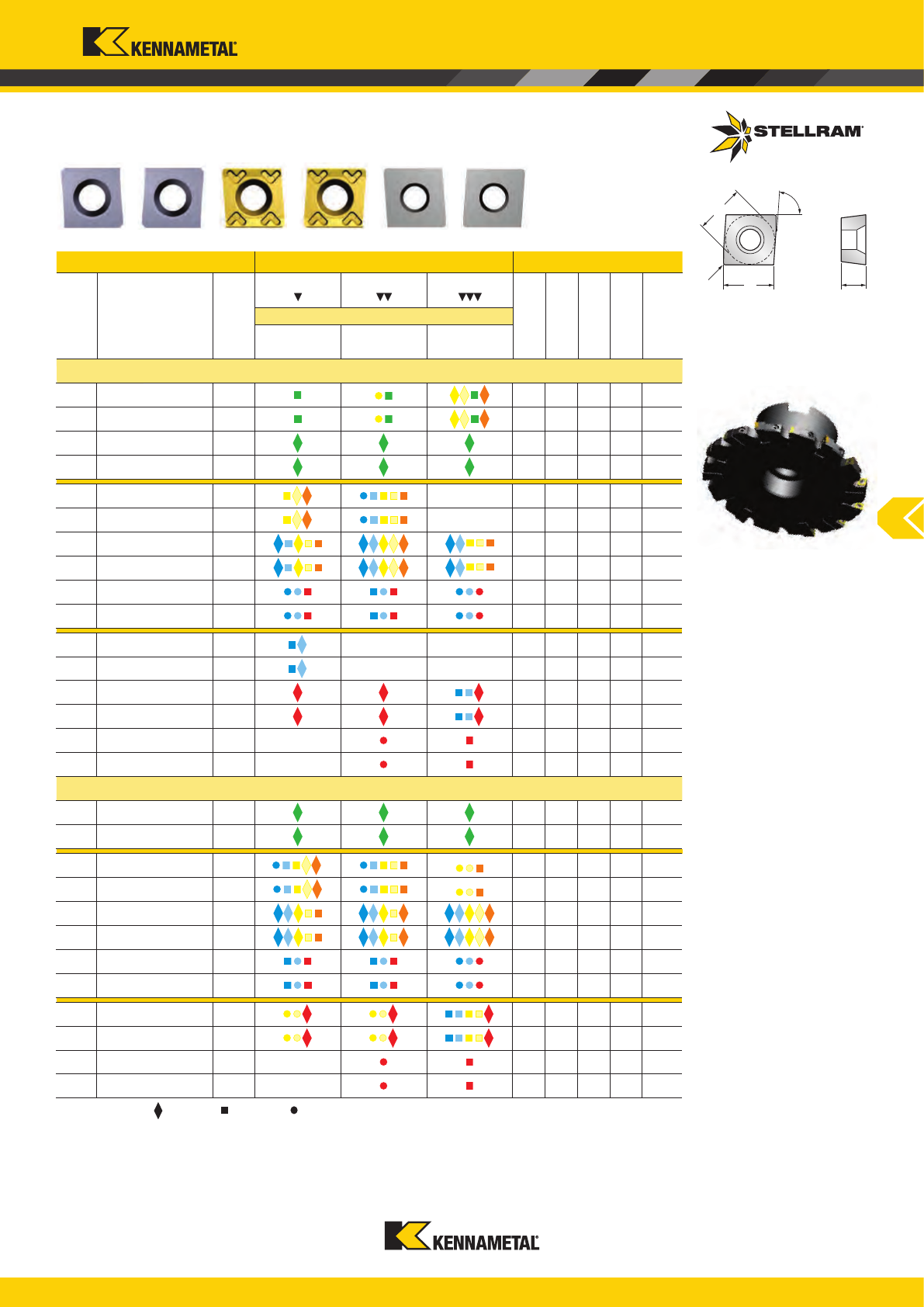
www.kennametal.com
A283
034527 MPEX0803PPFL-701 SP4019 7,94 7,94 3,18 0,02
034528 MPEX0803PPFR-701 SP4019
7,94 7,94 3,18 0,02
024928 MPEX0803PPFL-701 GH1
7,94 7,94 3,18 0,02
017642 MPEX0803PPFR-701 GH1
7,94 7,94 3,18 0,02
015138 MPHT0803PPTL-42 X500
- 7,94 7,94 3,18 0,10
015140 MPHT0803PPTR-42 X500
- 7,94 7,94 3,18 0,10
031510 MPHT0803PPTL-42 SP6519
7,94 7,94 3,18 0,10
031509 MPHT0803PPTR-42 SP6519
7,94 7,94 3,18 0,10
017296 MPHT0803PPTL-42 MP91M
7,94 7,94 3,18 0,10
017297 MPHT0803PPTR-42 MP91M
7,94 7,94 3,18 0,10
034532 MPFW0803PPTL X400
- - 7,94 7,94 3,18 0,10
034531 MPFW0803PPTR X400
- - 7,94 7,94 3,18 0,10
034529 MPFW0803PPTL SP4019
7,94 7,94 3,18 0,10
034530 MPFW0803PPTR SP4019
7,94 7,94 3,18 0,10
017658 MPFW0803PPTL GH1 -
7,94 7,94 3,18 0,10
017655 MPFW0803PPTR GH1 -
7,94 7,94 3,18 0,10
017644 MPEX1104PPFL-701 GH1 11,11 11,11 4,76 0,02
017643 MPEX1104PPFR-701 GH1
11,11 11,11 4,76 0,02
015141 MPHT1104PPTL-42 X500
,
11,11 11,11 4,76 0,10
015142 MPHT1104PPTR-42 X500
11,11 11,11 4,76 0,10
031512 MPHT1104PPTL-42 SP6519
11,11 11,11 4,76 0,10
031511 MPHT1104PPTR-42 SP6519
11,11 11,11 4,76 0,10
017298 MPHT1104PPTL-42 MP91M
11,11 11,11 4,76 0,10
017299 MPHT1104PPTR-42 MP91M
11,11 11,11 4,76 0,10
034533 MPFW1104PPTL SP4019
11,11 11,11 4,76 0,15
034534 MPFW1104PPTR SP4019
11,11 11,11 4,76 0,15
017439 MPFW1104PPTL GH1 -
11,11 11,11 4,76 0,15
017440
MPFW1104PPTR
GH1
-
11,11 11,11 4,76 0,15
MPEX..R-701 MPEX..R-701 MPHT..L-42 MPHT..R-42
d
l
r
86°
s
MPFW..L MPFW..R
Disc Mills & Cartridges
Product Application & Material Dimensions (mm)
EDP Item Description Grade
Roughing Semi-Finishing Finishing
d (IC) l s r h
m
minDepth of Cut (mm)
a
p
/ a
e
max* a
p
/ a
e
min - max a
p
/ a
e
min - max
1,00 - 3,00 0,20 - 1,00
Insert size 08
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Insert size 11
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Facet
Machining Choice: 1
st
Choice 2
nd
Choice 3
rd
Choice | Material Guide Key descriptions found on page A5.
Note: Feed recommendations can be found on page A284. Speed recommendations can be found on page A285.
* Max a
p
and a
e
is determined by selection of the cutter.
7220VM
Milling Inserts
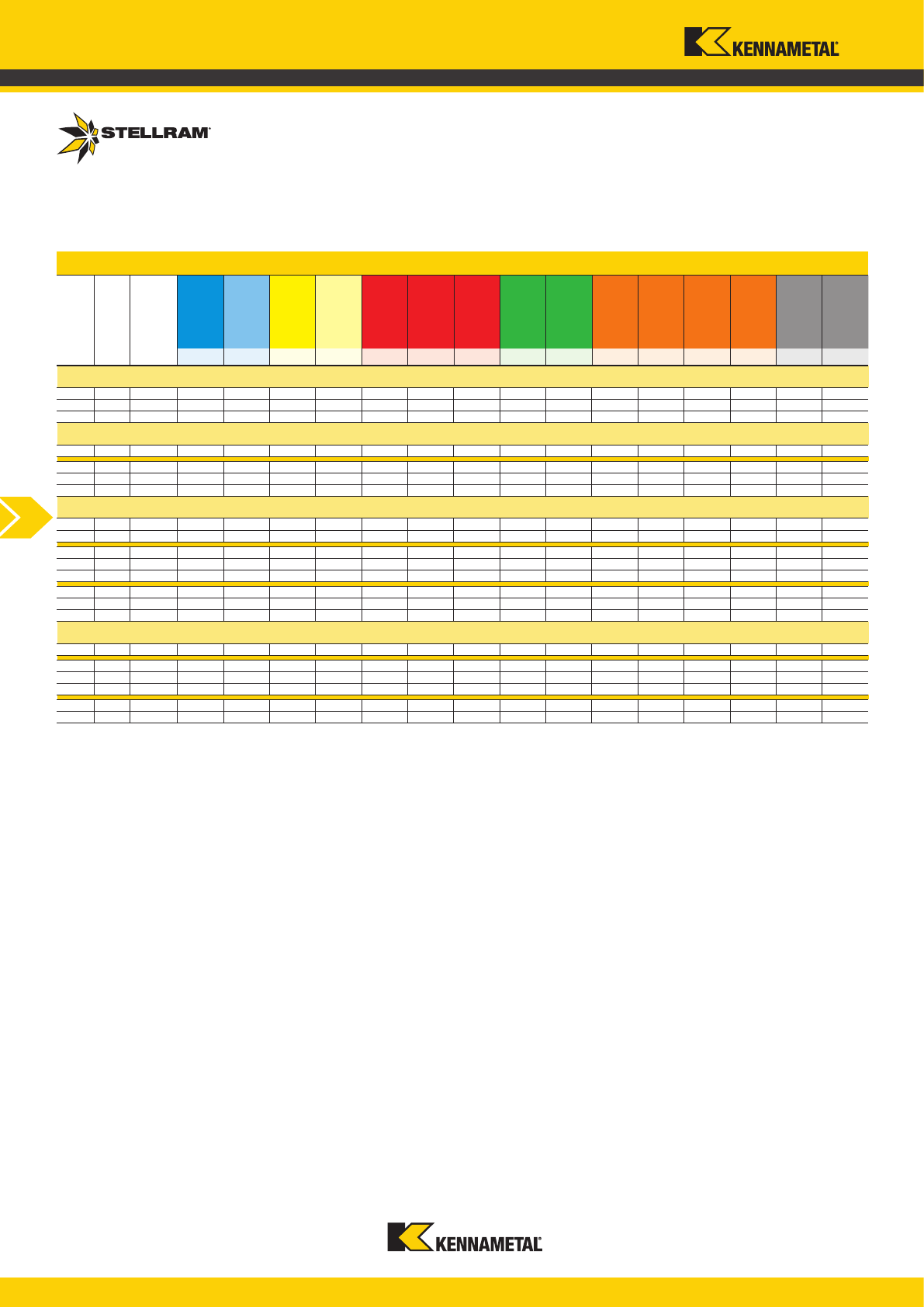
www.kennametal.com
A284
TR/TL X500
0,06 - 0,10 0,05 - 0,08 0,06 - 0,08 0,05 - 0,07 0,05 - 0,10 0,05 - 0,10 0,05 - 0,08 - - - - - - - -
TR/TL SP6519
0,06 - 0,10 0,05 - 0,08 0,06 - 0,08 0,04 - 0,06 0,04 - 0,08 0,04 - 0,08 0,04 - 0,08 - - - - - - - -
TR/TL SP4019
0,06 - 0,10 0,05 - 0,08 0,06 - 0,08 0,04 - 0,06 0,04 - 0,08 0,04 - 0,08 0,04 - 0,08 - - - - - - - -
FR/FL-701 GH1
- - - - - - - 0,05 - 0,12 0,05 - 0,10 - - - - - -
TR/TL X500
0,06 - 0,13 0,06 - 0,11 0,06 - 0,12 0,06 - 0,10 0,06 - 0,12 0,06 - 0,12 0,06 - 0,10 - - - - - - - -
TR/TL SP6519
0,06 - 0,13 0,06 - 0,11 0,06 - 0,12 0,06 - 0,10 0,06 - 0,12 0,06 - 0,12 0,06 - 0,10 - - - - - - - -
TR/TL SP4019
0,06 - 0,12 0,06 - 0,10 0,06 - 0,12 0,06 - 0,10 0,06 - 0,12 0,06 - 0,12 0,06 - 0,10 - - - - - - - -
FR/FL-701 SP4019
- - 0,04 - 0,10 0,04 - 0,08 - - - 0,05 - 0,12 0,05 - 0,10 0,03 - 0,07 0,03 - 0,07 0,04 - 0,08 0,04 - 0,09 - -
FR/FL-701 GH1
- - - - - - - 0,05 - 0,12 0,05 - 0,10 - - - - - -
TL/TL-42 X500
0,10 - 0,16 0,10 - 0,14 0,10 - 0,15 0,10 - 0,14 - - - - - 0,09 - 0,12 0,09 - 0,12 0,09 - 0,13 0,09 - 0,14 - -
TR/TL-42 SP6519
0,10 - 0,16 0,10 - 0,14 0,10 - 0,15 0,10 - 0,14 - - - - - 0,09 - 0,12 0,09 - 0,12 0,09 - 0,13 0,09 - 0,14 - -
TR/TL-42 MP91M
0,10 - 0,15 0,10 - 0,13 - - 0,10 - 0,15 0,10 - 0,15 0,10 - 0,13 - - - - - - - -
TR/TL X400
0,10 - 0,16 0,10 - 0,14 - - - - - - - - - - - - -
TR/TL SP4019
0,10 - 0,15 0,10 - 0,13 - - 0,10 - 0,15 0,10 - 0,15 0,10 - 0,13 - - - - - - - -
TR/TL GH1
- - - - 0,10 - 0,14 0,10 - 0,14 - - - - - - - - -
FR/FL-701 GH1
- - - - - - - 0,05 - 0,15 0,05 - 0,15 - - - - - -
TR/TL-42 X500
0,10 - 0,20 0,10 - 0,18 0,10 - 0,20 0,10 - 0,17 - - - - - 0,10 - 0,14 0,10 - 0,14 0,10 - 0,15 0,10 - 0,16 - -
TR/TL-42 SP6519
0,10 - 0,20 0,10 - 0,18 0,10 - 0,20 0,10 - 0,17 - - - - - 0,10 - 0,14 0,10 - 0,14 0,10 - 0,15 0,10 - 0,16 - -
TR/TL-42 MP91M
0,10 - 0,19 0,10 - 0,17 - - 0,10 - 0,20 0,10 - 0,20 0,10 - 0,18 - - - - - - - -
TR/TL SP4019
0,13 - 0,22 0,13 - 0,19 0,13 - 0,22 0,13 - 0,19 0,13 - 0,22 0,13 - 0,22 0,13 - 0,20 - - - - - - - -
TR/TL GH1
- - - - 0,13 - 0,22 0,13 - 0,22 0,13 - 0,20 - - - - - - - -
Disc Mills & Cartridges
7220VM Feeds f
z
(mm/tooth)
Geometry
Grade
Operation
Unalloyed
Steel
Alloyed
Steel
Stainless
Steel
Stainless Steel
Refractory PH
Gray
Iron
Spheroidal-
Ductile Iron
Malleable
Iron
Aluminium &
Alloys
<16% Si 116 HBN
Aluminium &
Silicon
>16% Si 92 HBN
HTA Iron
Based Alloys
HTA Cobalt
Based Alloys
HTA Nickel
Based Alloys
HTA Titanium
Based Alloys
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max.
Insert size 04
Slotting
Slotting
Slotting
Insert size 06
Slotting
Slotting
Slotting
Slotting
Insert size 08
Slotting
Slotting
Slotting
Slotting
Slotting
Slotting
Slotting
Slotting
Insert size 11
Slotting
Slotting
Slotting
Slotting
Slotting
Slotting
Note: HTA = High Temperature Alloys
Speed recommendations can be found on page A285.
7220VM
Recommended Feeds
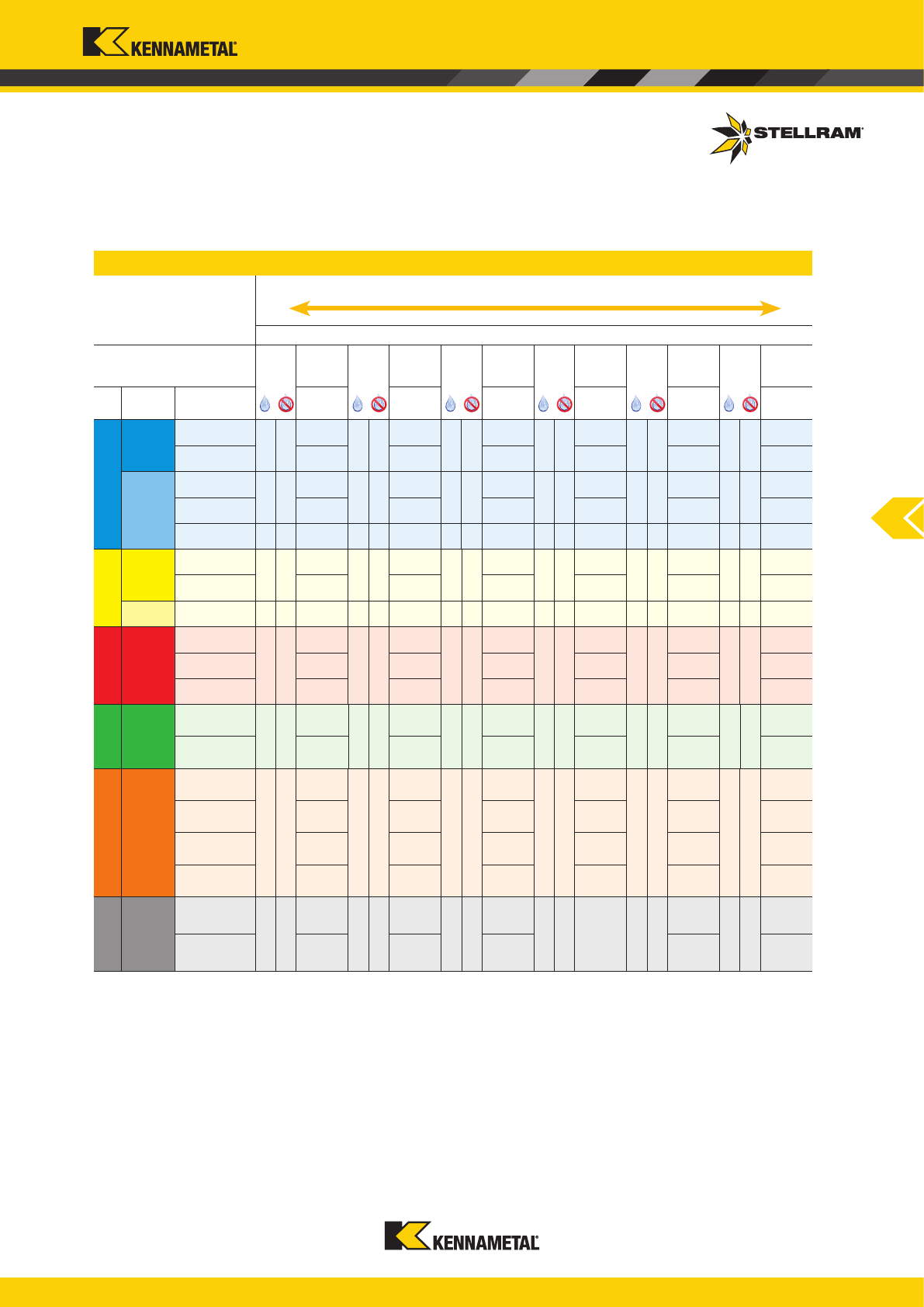
www.kennametal.com
A285
P
120 - 260
130 - 270
130 - 295
140 - 315
140 - 345
105 - 230 115 - 240 115 - 260 120 - 275 120 - 305
95 - 200
100 - 210
100 - 230
105 - 245
105 - 270
70 - 150 75 - 160 75 - 175 80 - 190 80 - 205
45 - 95
50 - 100
50 - 110
50 - 120
50 - 130
--
+
M
115 - 250
115 - 270
120 - 280
100 - 220 105 - 235 110 - 250
50 - 110
50 - 120
50 - 130
K
120 - 280
140 - 295
145 - 330
145 - 365
135 - 290
105 - 205 110 - 240 115 - 255 115 - 285 120 - 245
95 - 170 100 - 220 105 - 235 105 - 260 115 - 200
N
400 - 2895
400 - 3050
295 - 2320 295 - 2440
S
23 - 48
23 - 55
24 - 63
21 - 44 22 - 48 23 - 52
24 - 51 25 - 55 26 - 59
35 - 73 36 - 79 37 - 84
H
Disc Mills & Cartridges
Recommended Possible
Speed v
c
(m/min)
7220VM Series
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
X Grade
CVD
X Grade
PVD
Standard
PVD
Standard
CVD
Standard
Uncoated
Micrograin
ISO Materials
Rm and
Hardness
X400 X500 SP6519 SP4019 MP91M GH1
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
7220VM
Recommended Speeds
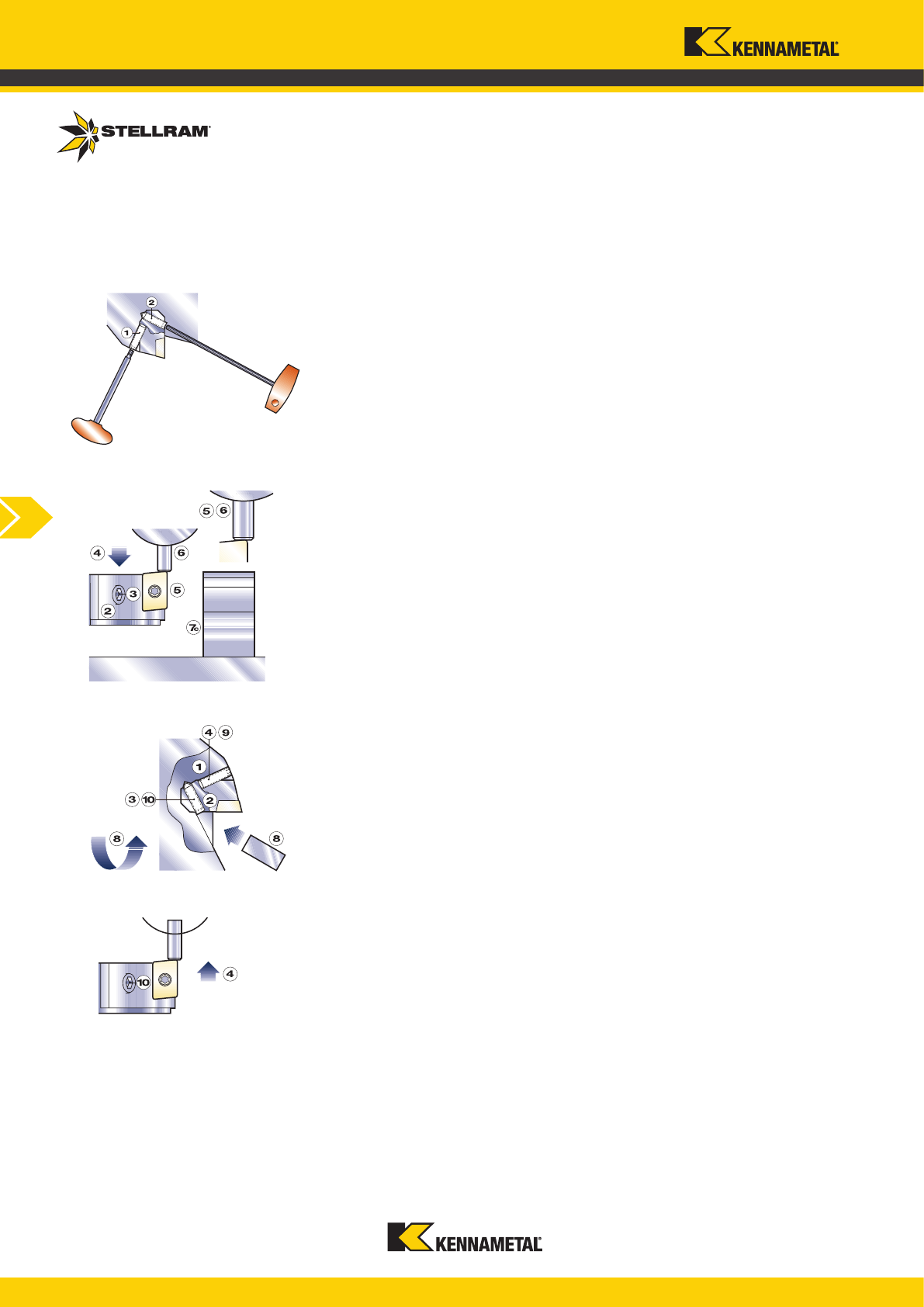
www.kennametal.com
A286
Disc Mills & Cartridges
“A” Adjusting 7220VM11 with Adjusting Screw
1. Mount the cutter body on the pre-setter.
2. Before mounting the cartridge into the cutter body seat,
turn back adjustment screw No. 2 of the first cartridge.
3. Gently loosen fixing screw No. 1. Then fit this cartridge
into the seat and push the cartridge downwards.
4. Mount the insert on the cartridge to be adjusted
IMPORTANT!
Be sure to use a RH insert on a right cartridge and LH insert on a left
cartridge; to do this it is sufficient to ensure that the wiper edge is
positioned laterally on the outer side of the tool.
5. Re-tighten, but do not lock screw No.1
6. Turn adjustment screw No.2 to move the cartridge so that the
wiper edge reaches the reticle of the previously set up with of cut
on the pre-setter.
7. Lock screw No.1; in doing so the cartridge will tend to move by
about 0,01mm up or down. Having again unlocked screw No.1
repeat the mounting instruction point 6, talking account of the
value and direction of the observed displacement. In this way
the final locking of the cartridge will tend towards the required
zero reading.
8. It is recommended to adjust all cartridges on one side first and
afterwards the cartridges on the opposite side.
9. Repeat point 2 to 7 until all cartridges are mounted and adjusted.
10. Proceed with a final checking and be sure to lock the fixing screw
No.1 on all cartridges.
11. Gently re-tighten the adjustment screw No.2 against the bottom
of the seat.
*NOTE: “Half-side” cutters, with non-staggered teeth, need only be
adjusted on one side.
7220VM
Mounting / Adjusting Cartridges
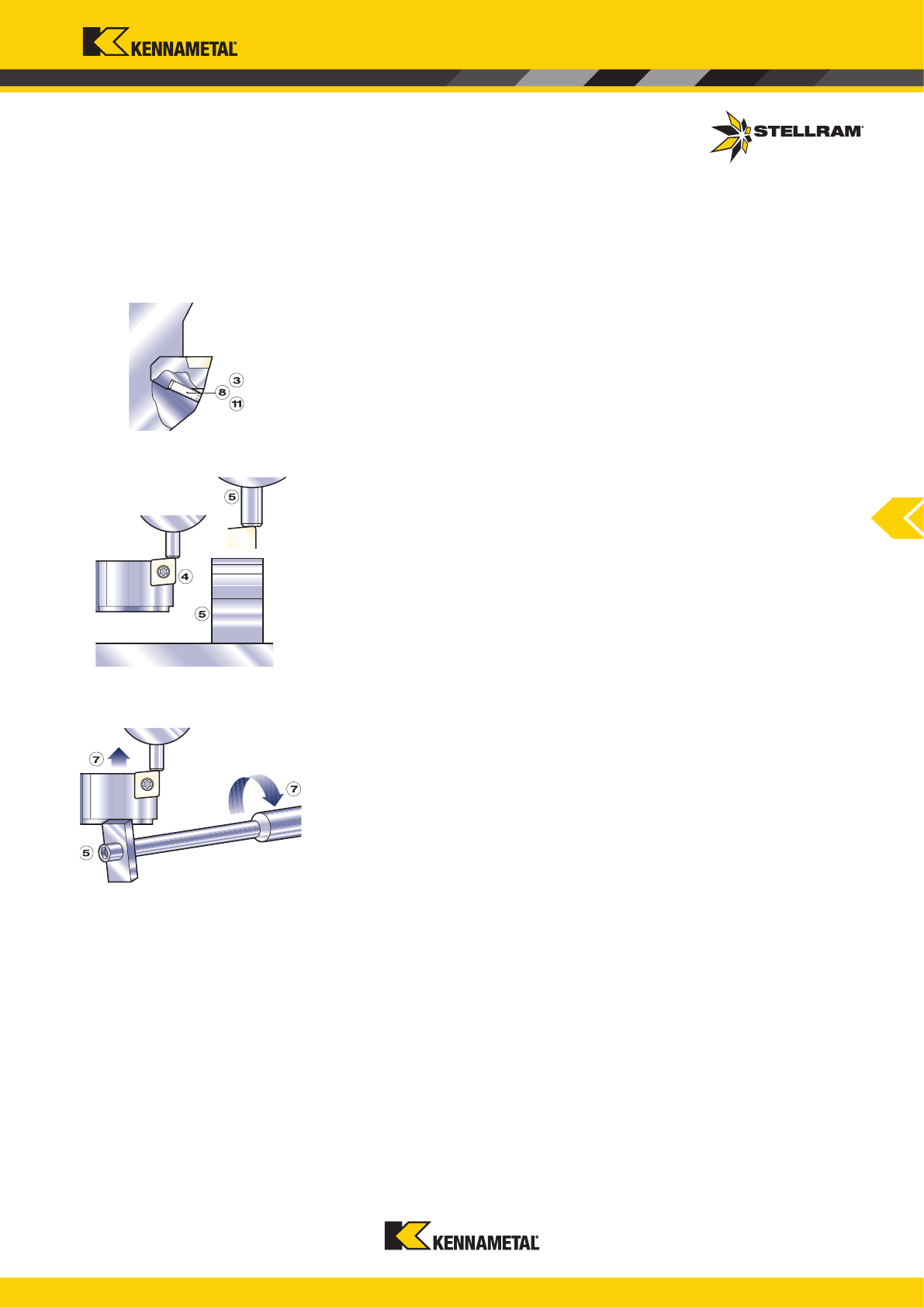
www.kennametal.com
A287
Disc Mills & Cartridges
“B” Adjusting 7220VM 04, 06 & 08 Cutters without Adjusting Screw
1. Mount the cutter body on the pre-setter.
2. Gently loosen fixing screw No. 1. Then fit this cartridge
into the seat and push the cartridge downwards.
3. Mount the insert on the cartridge to be adjusted.
IMPORTANT!
Be sure to use a RH insert on a right cartridge and LH insert on a left
cartridge; to do this it is sufficient to ensure that the wiper edge is
positioned laterally on the outer side of the tool.
4. Re-tighten, but do not lock screw No.1.
5. Move the cartridge by using the blunt end of the screw driver and
tap lightly the side of the cartridge so that the wiper edge reaches
the reticle of the previously set up with of cut on the pre-setter.
6. Tighten the fixing screw No.1 of the cartridge but do not lock
completely, while making sure that the dial hand remains on the
pre-set mark.
7. It is recommended to adjust all cartridges on one side first and
afterwards the cartridges on the opposite side.
8. Repeat point 2 to 6 until all cartridges are mounted and adjusted.
9. Proceed with a final checking and be sure to lock the fixing screw
No.1 on all cartridges.
*NOTE: “Half-side” cutters, with non-staggered teeth, need only be
adjusted on one side.
7220VM
Mounting / Adjusting Cartridges
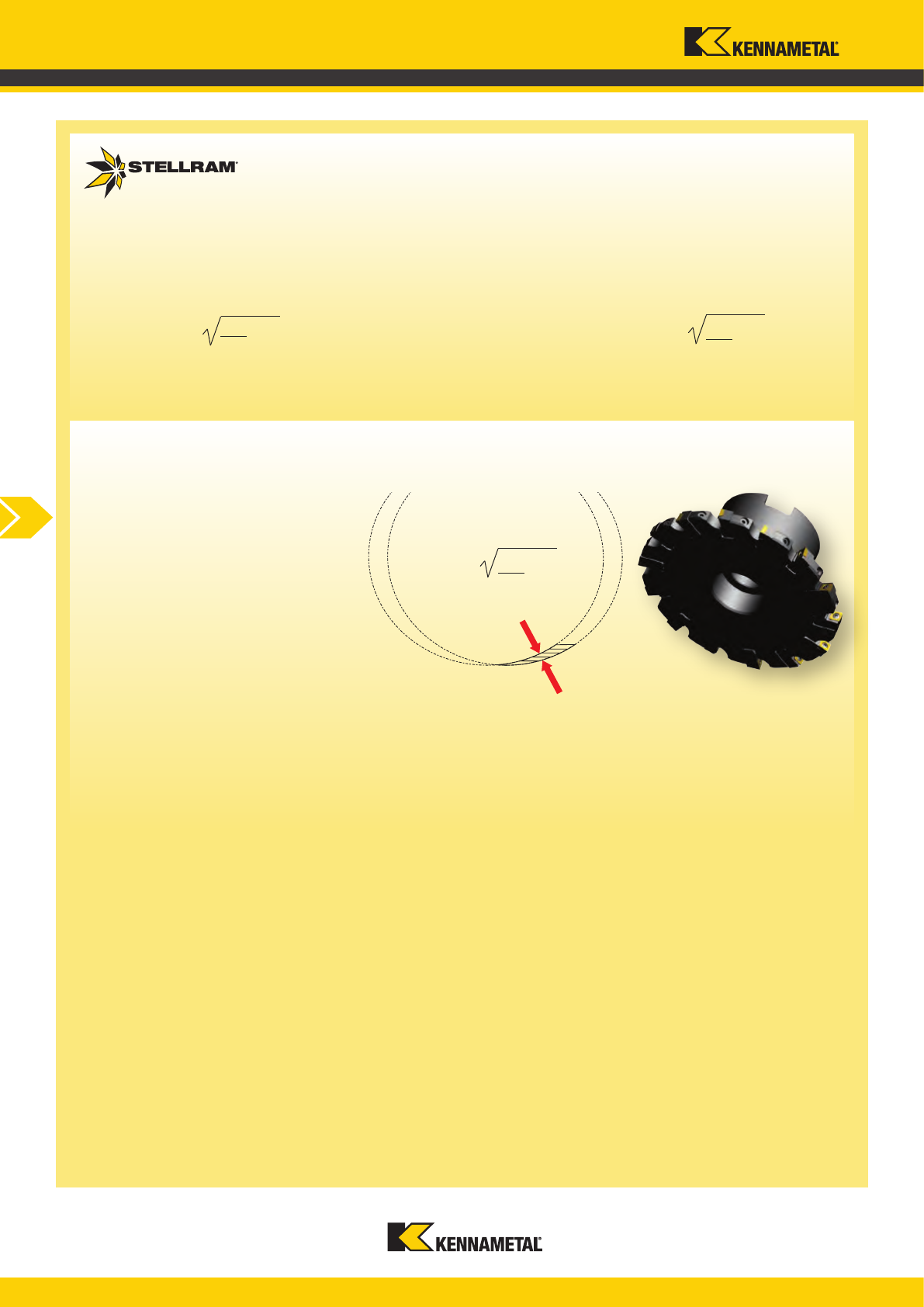
www.kennametal.com
A288
h
m
h
m
= f
z
x
a
e
d
Disc Mills & Cartridges
Calculation of the average chip thickness in relation with the a
e
(Radial Engagement)
h
m
= f
z
x
Formula: Average Chip Thickness (h
m
)
h
m
= Average chip thickness
a
e
= Radial engagement
f
z
= Feed per tooth
d = Cutter diameter
f
z
= h
m
x
Formula: Programme Feed Rate (f
z
)
7220VM Technical Information
Average Chip Thickness
Important
For a given f
z
(mm/tooth) feed rate, the
thickness of the chip h
m
(effective feed
rate per tooth) decreases with the radial
depth of cut a
e
.
It is imperative that this parameter be taken
into account when selecting the machine
feed rate, calculated in accordance with the
formula above:
a
e
d
d
a
e
7220VM
Technical Information
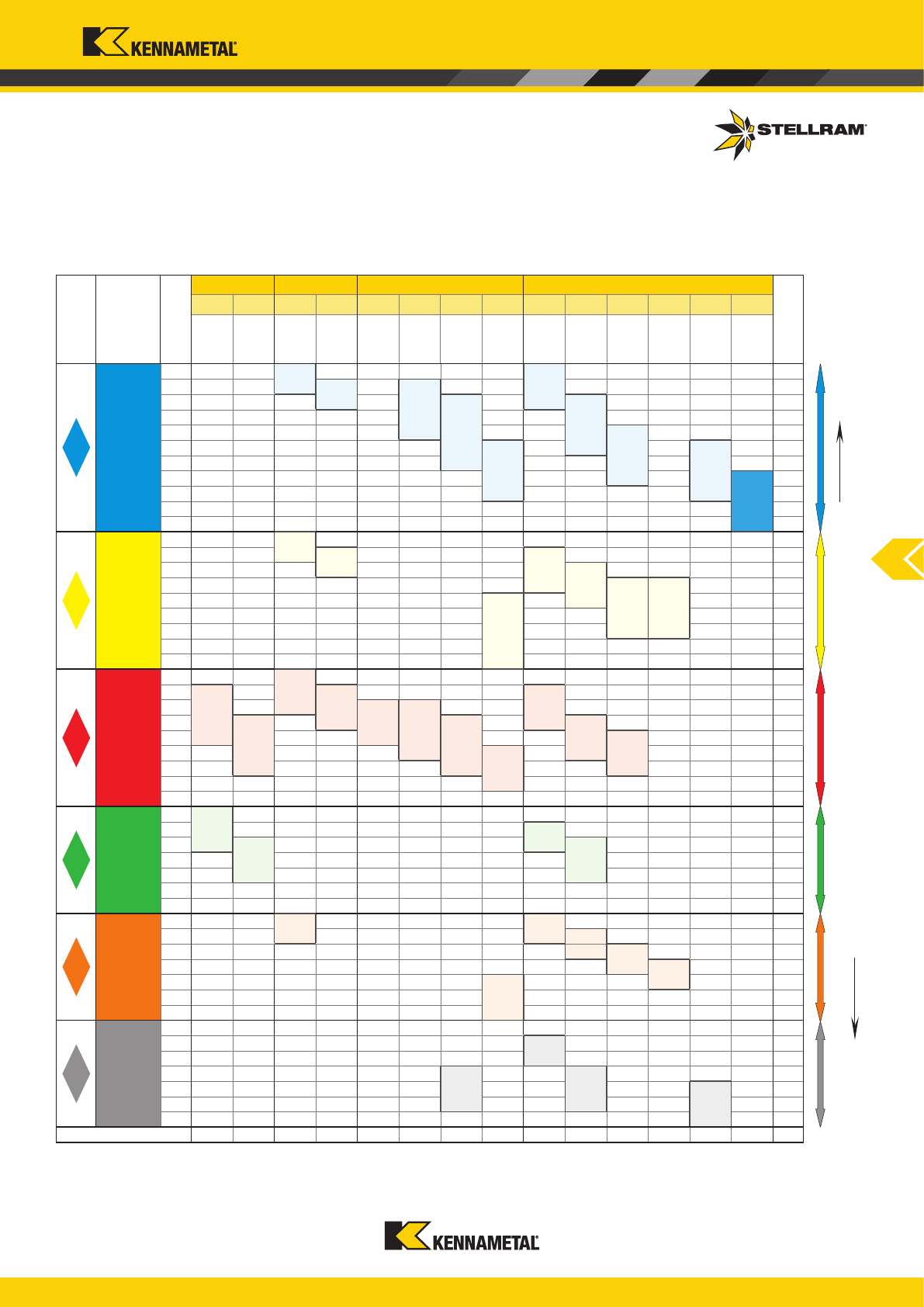
www.kennametal.com
A289
Technical
P
P01 P01
P05 P05
P10 P10
P15 P15
P20 P20
P25 P25
P30 P30
P35 P35
P40 P40
P45 P45
P50 P50
M
M01 M01
M05 M05
M10 M10
M15 M15
M20 M20
M25 M25
M30 M30
M35 M35
M40 M40
K
K01 K01
K05 K05
K10 K10
K15 K15
K20 K20
K25 K25
K30 K30
K35 K35
K40 K40
N
N01 N01
N05 N05
N10 N10
N15 N15
N20 N20
N25 N25
N30 N30
S
S01 S01
S05 S05
S10 S10
S15 S15
S20 S20
S25 S25
S30 S30
H
H01 H01
H05 H05
H10 H10
H15 H15
H20 H20
H25 H25
H30 H30
GH1 GH2 SA9608 SA9808 SC3025 SC6525 MP91M X500 SP1019 SP4019 SP6519 X700 X400 SP5419
X700
SP6519
SP6519
SP6519
SP6519
SP1019
SP1019
SP1019
SP1019
SP1019
SP1019
SP4019
SP4019
SP4019
SP4019
SP4019
SP4019
MP91M
MP91M
MP91M
SA9608
SA9808
SC6525
X700
X400
SP5419
GH1
GH2
SC3025
X500
GH1
GH2
SA9608
SA9608
SA9808
SA9808
SC6525
X500
X500
X400
X500
SA9608
ISO Grade Classication
Groups Materials Code
Uncoated Cermet CVD PVD
Code
GH1 GH2 SA9608 SA9808 SC3025 SC6525 MP91M X500 SP1019 SP4019 SP6519 X700 X400 SP5419
Uncoated
Uncoated
Uncoated
Uncoated
TiN-TiCN-
Al
2
O
3
TiN-TiCN-
Al
2
O
3
TiN-MT-
TiCN-
Al
2
O
3
TiN-TiC
TiN
TiAlN
TiAlN
TiAlN
TiAlN
TiAlN
TiAlN
Unalloyed
and
Alloyed
Steel
Stainless
Steels
Cast
Irons
Aluminum
& Alloys
High
Temperature
Alloys
Hard
Materials
Increasing - wear resistance - Increasing cutting speed
Increasing - shock resistance - Increasing - feed
Milling Grade
ISO Classification Chart
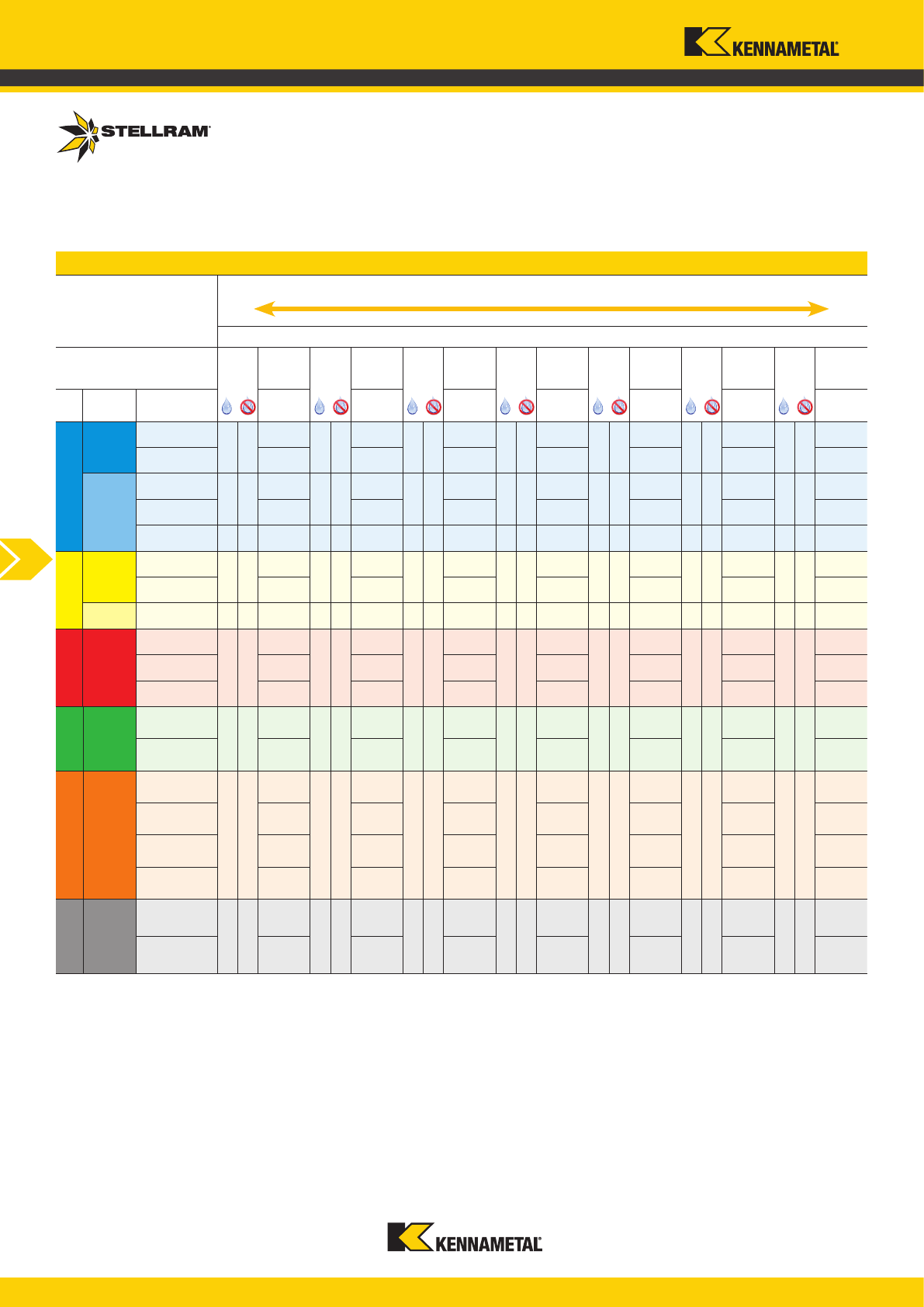
www.kennametal.com
A290
Technical
P
115 - 205
120 - 260
130 - 270
130 - 295
140 - 315
105 - 185 105 - 230 115 - 240 115 - 260 120 - 275
90 - 160
95 - 200
100 - 210
100 - 230
105 - 245
70 - 120 70 - 150 75 - 160 75 - 175 80 - 190
45 - 80
45 - 95
50 - 100
50 - 110
50 - 120
+
--
M
115 - 250
115 - 260
115 - 270
120 - 280
100 - 220 105 - 230 105 - 235 110 - 250
50 - 110
50 - 115
50 - 120
50 - 130
K
120 - 280
140 - 295
120 - 250
145 - 330
105 - 205 110 - 240 105 - 215 115 - 255
95 - 170 100 - 220 100 - 185 105 - 235
N
400 - 2745
400 - 2895
295 - 2135 295 - 2320
S
23 - 48
23 - 52
23 - 55
24 - 63
21 - 44 22 - 46 22 - 48 23 - 52
24 - 51 25 - 53 25 - 55 26 - 59
35 - 73 36 - 75 36 - 79 37 - 84
H
45 - 95
50 - 100
35 - 80 40 - 90
Recommended Possible
Speed v
c
(m/min)
For all Families
Wear Resistance
Speed min. - max.
Coolant Recommendation
PVD
Standard
PVD
X Grade
CVD
X Grade
PVD
X Grade
PVD
Standard
Uncoated
Micrograin
PVD
Standard
ISO Materials
Rm and
Hardness
SP5419 X400 X500 X700 SP6519 GH2 SP4019
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
Cutting Conditions
Speed vc (m/min)
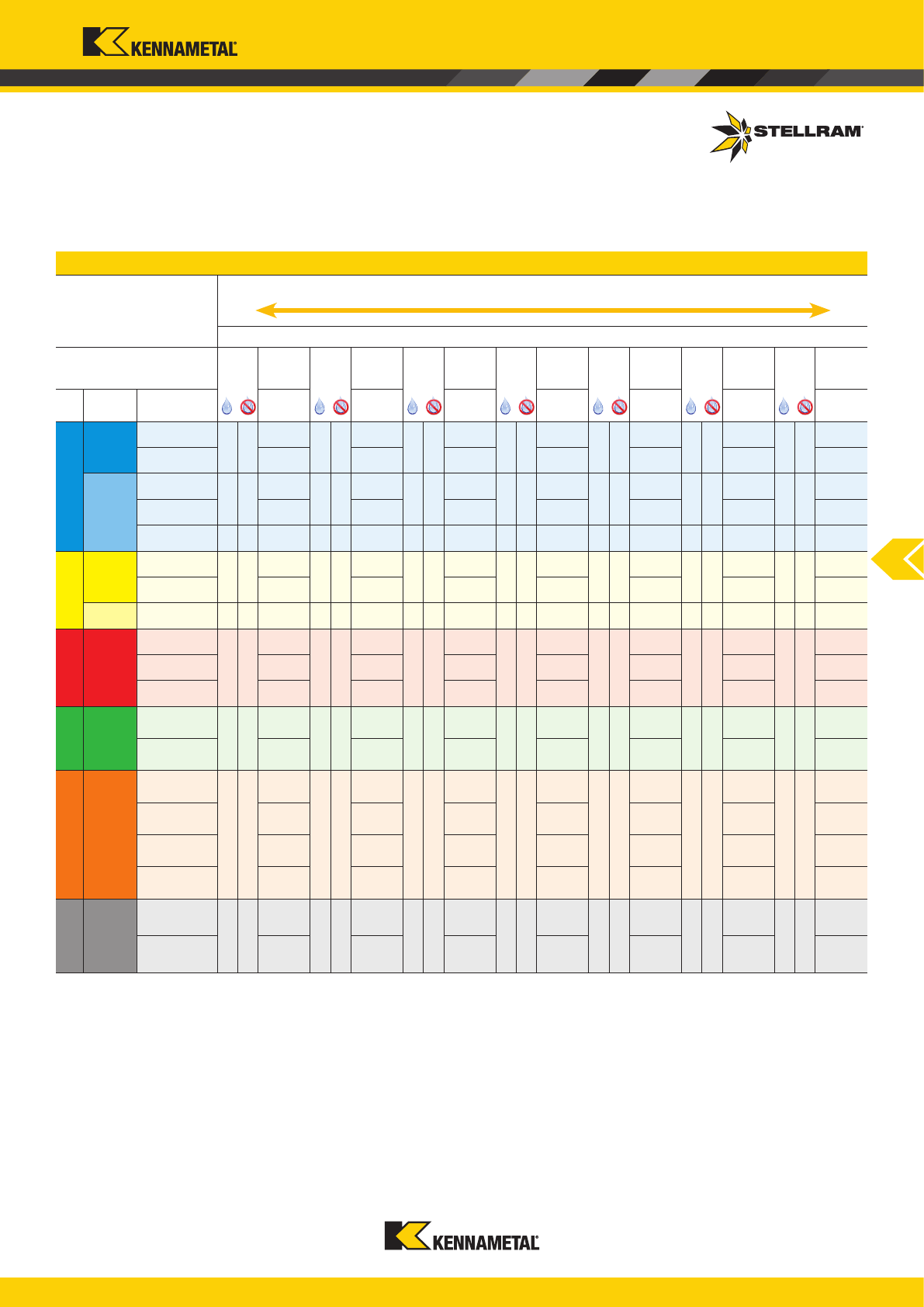
www.kennametal.com
A291
Technical
P
140 - 345
140 - 370
240 - 345
225 - 380
240 - 345
265 - 380
120 - 305 120 - 325 215 - 305 200 - 335 215 - 305 235 - 335
105 - 270
105 - 290
190 - 270
175 - 295
190 - 270
205 - 295
80 - 205 80 - 210 140 - 205 130 - 225 140 - 205 155 - 225
50 - 130
50 - 140
90 - 130
85 - 145
90 - 130
100 - 145
+
--
M
215 -305
200 - 335
235 -335
195 - 275 180 - 305 215 - 305
90 - 180
85 - 145
100 - 200
K
145 - 365
145 - 390
150 - 395
135 - 290
240 - 400
280 -400
115 - 285 115 - 305 120 - 335 120 - 245 185 - 340 220 -315
105 - 260 105 - 275 115 - 200 170 - 285 200 -285
N
400 - 3050
400 - 2745
295 - 2440 295 - 2135
S
40 - 67
50 - 75
37 - 63 48 - 70
42 - 72 52 - 75
61 - 103 60 - 95
H
50 - 105
50 - 110
40 - 95 45 - 100
Recommended Possible
Speed v
c
(m/min)
For all Families
Wear Resistance
Speed min. - max.
Coolant Recommendation
CVD
Standard
CVD
Standard
CVD
Standard
Uncoated
Micrograin
PVD
Micrograin
Uncoated
Cermet
Uncoated
Cermet
ISO Materials
Rm and
Hardness
MP91M SC6525 SC3025
GH1*
SP1019 SA9808 SA9608
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
* Note: Wiper Insert SPHX12M512EN GH1 can be used for Steel, Steel Alloys, Stainless Steel and Cast Iron.
* Note: All other GH1 Grade Inserts are only for Aluminium or Cast Iron depending on the selected Geometry.
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Aluminium
& Alloys
Aluminium & Alloys
< 16% Si 116 HBN
Aluminium + Silicon
> 16% Si 92 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
> 400 HBN
Cutting Conditions
Speed vc (m/min)
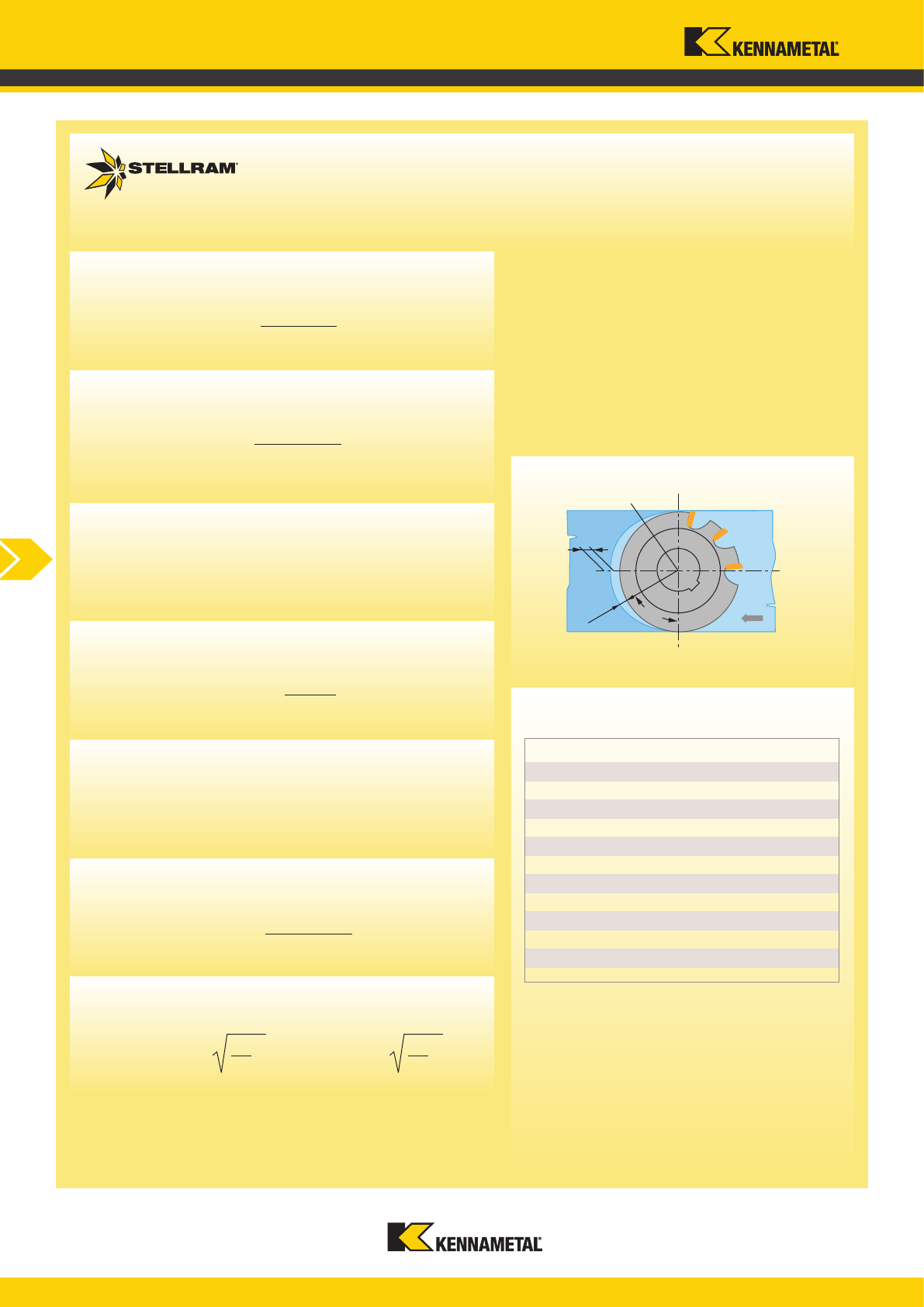
www.kennametal.com
A292
Technical
h
f
z
V
f
h
m
or
Q =
a
e
x a
p
x V
f
1000
f
n
= f
z
x Z
Feed Per Revolution (mm/rev.)
f
z
=
V
f
Z x n
V
f
= f
z
x Z x n
Medium Chip Thickness
Metal Removal Rate (cm
3
/min.)
Feed Per Tooth (mm/z)
V
c
=
D
c
x π x n
1000
Feed Rate (mm/min.)
n =
V
c
x 1000
D
c
x π
Cutting Speed (m/min.)
Speed-Spindle Rotation (rpm)
n Spindle speed rpm
D
c
Cutting diameter mm
a
p
Cut depth mm
a
e
Cut width mm
Z No. of teeth
V
c
Cutting speed m/min
V
f
Feed rate mm/min
f
z
Feed per tooth mm/Z
f
n
Feed per revolution mm/rev.
Q Metal removal rate cm
3
/min
h
m
Medium chip thickness mm
π PiSymbol(3.1416) pi
Terminology
f
z
= h
m
x
D
c
a
e
h
m
= f
z
x
a
e
D
c
Calculation Formulas - Indexable Milling
Technical Information
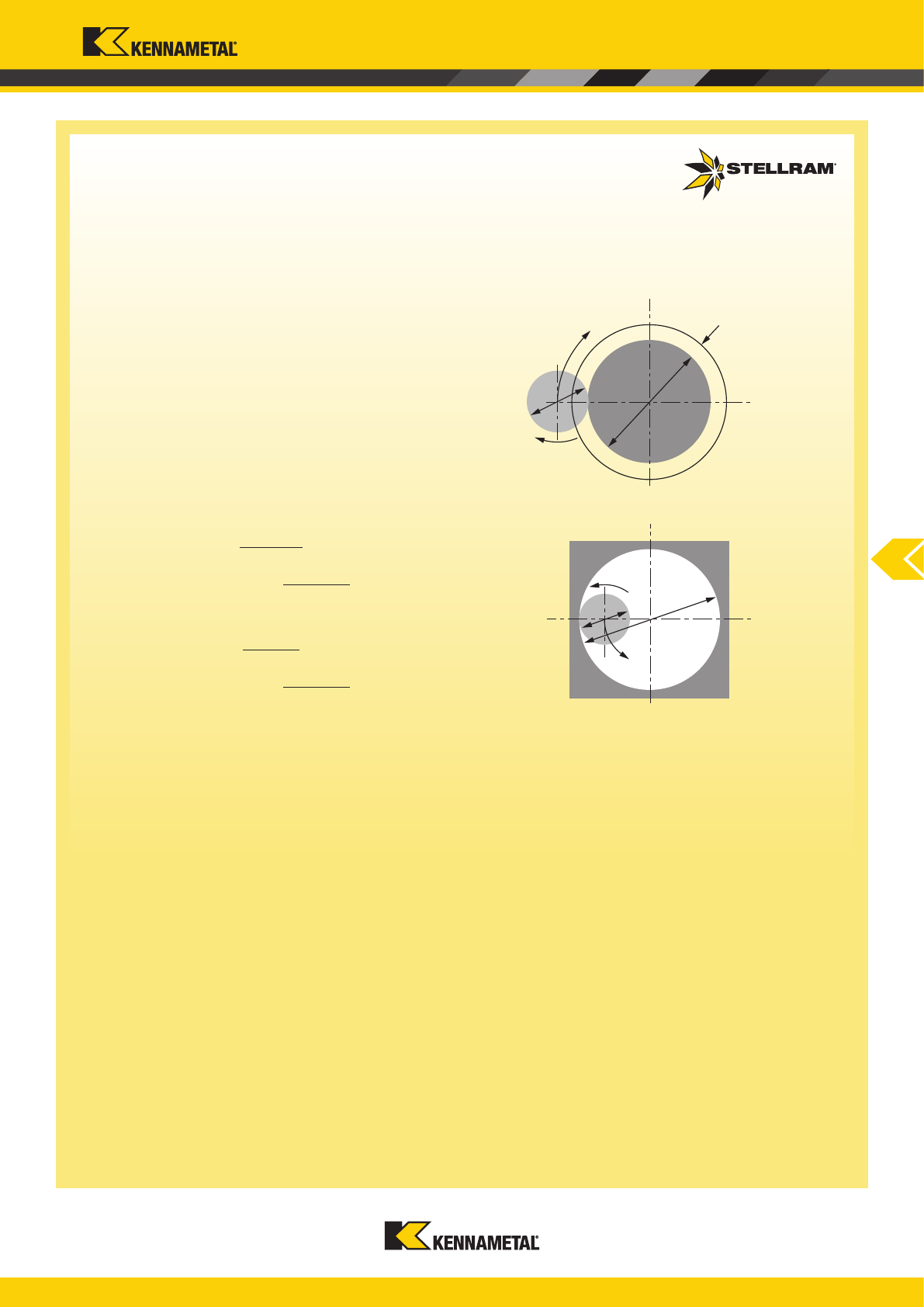
www.kennametal.com
A293
Technical
D
c
a
e
vfa
D
w
n
D
c
vfa
D
w
n
D
c
a
e
vfa
D
w
n
D
c
vfa
D
w
n
Internal
Vfa = V
f
x
External
Vfa = V
f
x
V
f
= n x f
z
x Z
V
f
feed rate of tool [mm/min]
Vfa feed rate of tool axis [mm/min]
D
c
cutter diameter [mm]
D
w
workpiece diameter [mm]
n rotation [rpm]
f
z
feed per tooth [mm/z]
Z number of teeth
Feed Rate Compensation
( )
D
w
- D
c
D
w
( )
D
w
+ D
c
D
w
Calculation Formulas - Indexable Milling
Technical Information
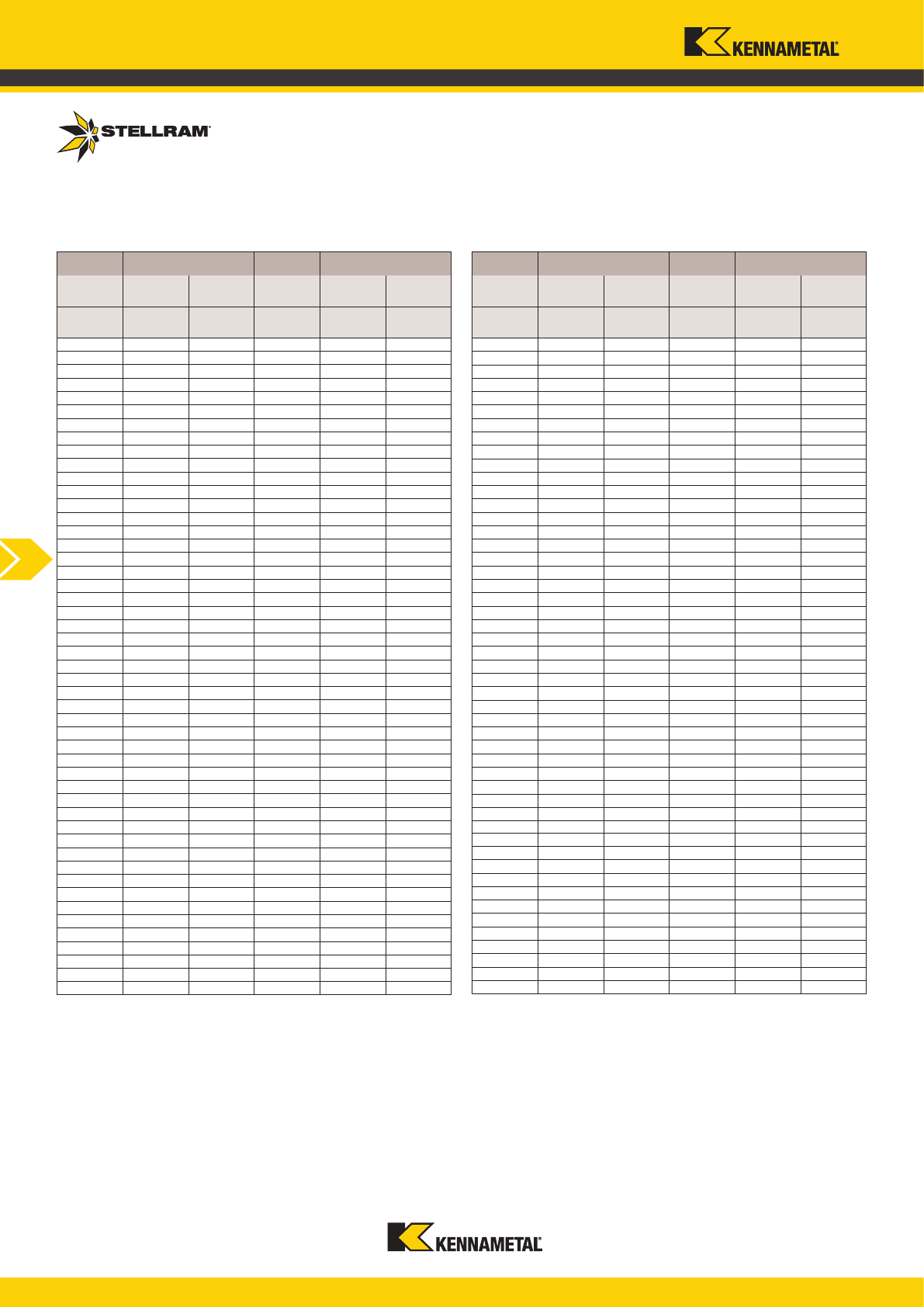
www.kennametal.com
A294
Technical
92 - 49 - 320 46
94 - 51 - 330 48
- - 54 - - -
100 - 55 100 340 49
101 - 56 101 - -
103 - 57 103 350 51
104 - 58 104 - -
106 - 59 106 360 52
107 - 60 107 - -
108 - 61 108 - -
110 - 62 110 370 54
112 - 63 112 - -
114 - 64 114 - -
116 - 65 116 385 56
117 - 66 117 395 57
119 - 67 119 400 58
121 - 68 121 405 59
123 - 69 123 415 60
125 - 70 125 420 61
127 - 71 127 425 62
130 - 72 130 435 63
132 - 73 132 440 64
135 -
74 135 450 65
137 - 75 137 455 66
139 - 76 139 460 67
141 - 77 141 470 68
144 - 78 144 475 69
147 - 79 147 485 70
150 - 80 150 495 72
153 - 81 153 505 73
156 - 82 156 530 77
159 - 83 159 550 80
162 - 84 162 560 81
165 - 85 165 565 82
169 - 86 169 570 83
172 - 87 172 580 84
176 - 88 176 590 86
180 - 89 180 605 88
185 - 90 185 615 89
190 - 91 190 620 90
195 - 92 195 635 92
200 - 93 200 650 94
205 - 94 205 675 98
210 - 95 210 690 100
216 - 96 216
705 102
222 97 222 715 104
228 - 98 228 750 109
234 - 99 234 785 114
240 - 100 240 800 116
226 20 - 238 760 110
231 21 - 243 770 112
237 22 - 248 790 115
243 23 - 254 810 117
247 24 - 260 820 119
253 25 - 266 850 123
258 26 - 272 860 125
264 27 - 279 880 128
271 28 - 286 900 131
279 29 - 294 930 135
286 30 - 302 950 138
294 31 - 310 970 141
301 32 - 318 1010 146
311 33 - 327 1050 149
319 34 - 336 1080 152
327 35 - 345 1110 157
336 36 - 354 1140 161
344 37 - 363 1140 165
353 38 - 372 1180 171
362 39 - 382 1220 177
371 40 - 392 1250 181
381 41 - 402 1300 189
390 42
- 412 1340 194
400 43 - 423 1390 202
409 44 - 434 1430 207
421 45 - 446 1480 215
432 46 - 458 1520 220
442 47 - 471 1580 229
455 48 - 484 1640 238
468 49 - 498 1700 247
482 50 - 513 1760 255
496 51 - 528 1820 264
512 52 - 544 1880 273
525 53 - 560 1950 283
543 54 - 577 2010 292
560 55 - 595 2070 300
577 56 - 613 2160 313
595 57 - 633 2240 325
615 58 - 653 2330 338
634 59 - 674 2420 351
654 60 - 697 - -
670 61 - 720 - -
688 62 - 746 - -
706 63 - 772 - -
722 64 - 800
- -
739 65 - 832 - -
- 66 - 865 - -
- 67 - 900 - -
- 68 - 940 - -
Brinell Rockwell Vickers Tensile Strength
HBN
Hardness
HRC
Hardness
HRB
Hardness
HV
Hardness
Rm Tensile
Strength
Rm Tensile
Strength
Brinell
3000 Kgf
Diamond
penetrator
Ball 1/16”
Vickers
30
N / mm
2
MPa
KSI
Brinell Rockwell Vickers Tensile Strength
HBN
Hardness
HRC
Hardness
HRB
Hardness
HV
Hardness
Rm Tensile
Strength
Rm Tensile
Strength
Brinell
3000 Kgf
Diamond
penetrator
Ball 1/16”
Vickers
30
N / mm
2
MPa
KSI
HV = Vickers hardness HRC = Rockwell hardness, C scale
HBN = Brinell hardness HRB = Rockwell hardness, B scale
Hardness Conversions
Technical Information
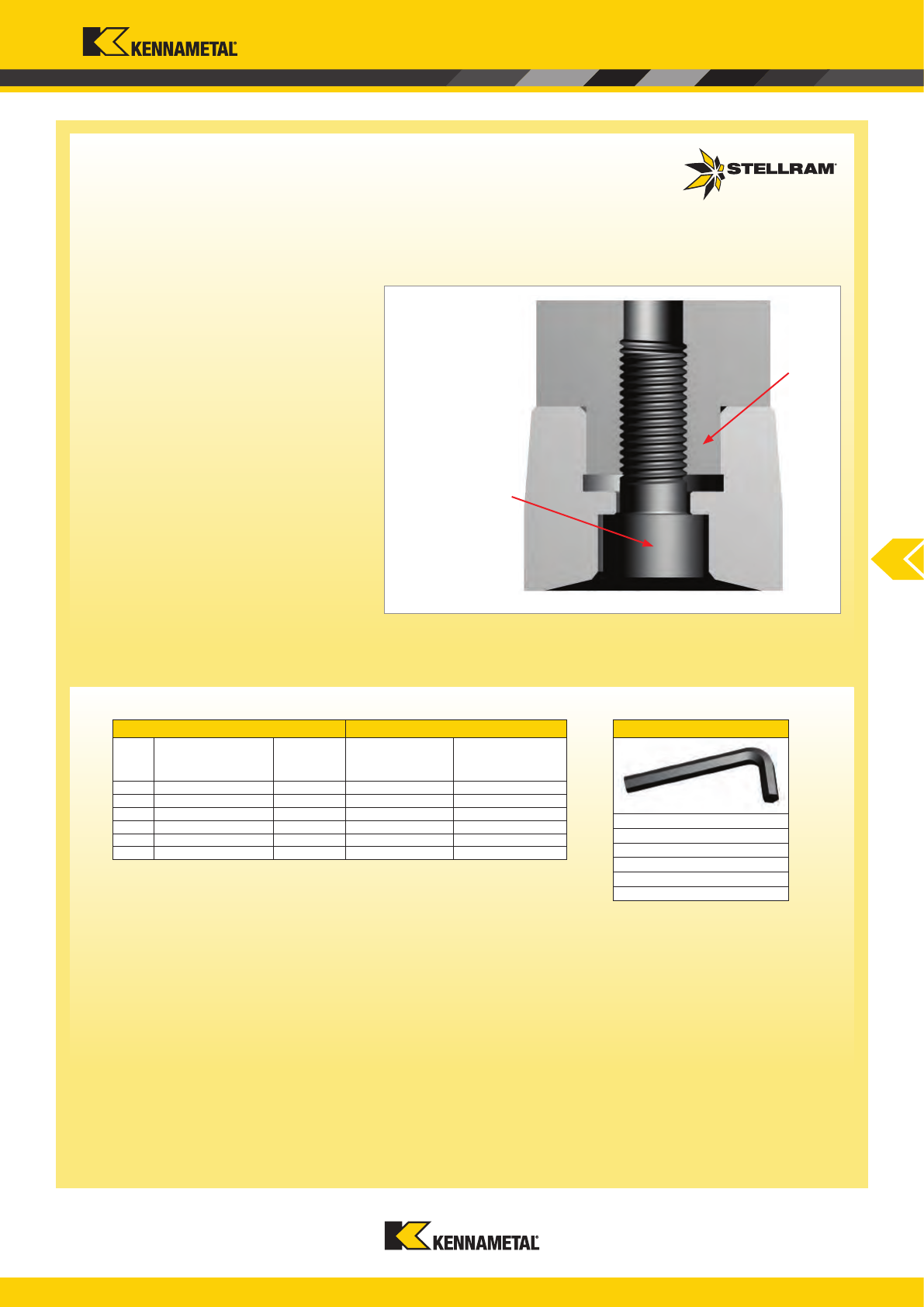
www.kennametal.com
A295
Technical
031297
M6-1x20 SHCS
13 10 12
031298
M8-1.25x25 SHCS
16 30 32
031299
M10-1.5x25 SHCS
22 50 60
031268
M12-1.75x30 SHCS
27 80 100
031269
M16-2x40 SHCS
32 110 150
031270
M20-2.5x50 SHCS
40 120 180
Mounting Bolts and Torque Values for Shell Mill Cutters
**Torque Values in Nm
EDP Socket Head Cap Screw Metric Bore d
1
Normal Condition Excessive Condition
** Torque values for mounting bolts.
Excessive condition is when long reach extensions are required or when cutting
parameters are elevated to extreme parameters.
Mounting Bolt
with through
Coolant.
Ø d
1
Replacement bolts for Metric Shell Mills,
please use the chart below.
Chart is based on Bore Size of the
Shell Mill Cutter
Hex Keys
M6 = Hex Key Size 5
M8 = Hex Key Size 86
M10 = Hex Key Size 8
M12 = Hex Key Size 10
M16 = Hex Key Size 14
M20 = Hex Key Size 17
Bolts & Torques
Technical Information