В предыдущих статьях мы рассмотрели, как мероприятия по входному контролю позволяют исключать потери предприятий из-за поставки бракованных деталей.
А также на примере завода бурового оборудования — как с помощью измерительной руки решили вопрос контроля зубчатого зацепления колеса КШМ, которое из-за дефекта вызвало остановку буровой установки на «кусту», привело к огромным рекламациям и репутационным потерям.
Сегодня расскажем еще один пример применения современного оборудования для контроля технологии изготовления на различных этапах производства.
Рассмотрим как пример завод спецтехники. Занимается оснащением грузовой техники для выполнения особых задач.
Критически важным этапом является финальная сборка. На которой периодически возникают проблемы из-за отклонения от геометрии и формы сопряженных деталей. Поэтому каждая такая деталь по отдельности требует тщательного контроля. Как пример — изготовление топливного бака.
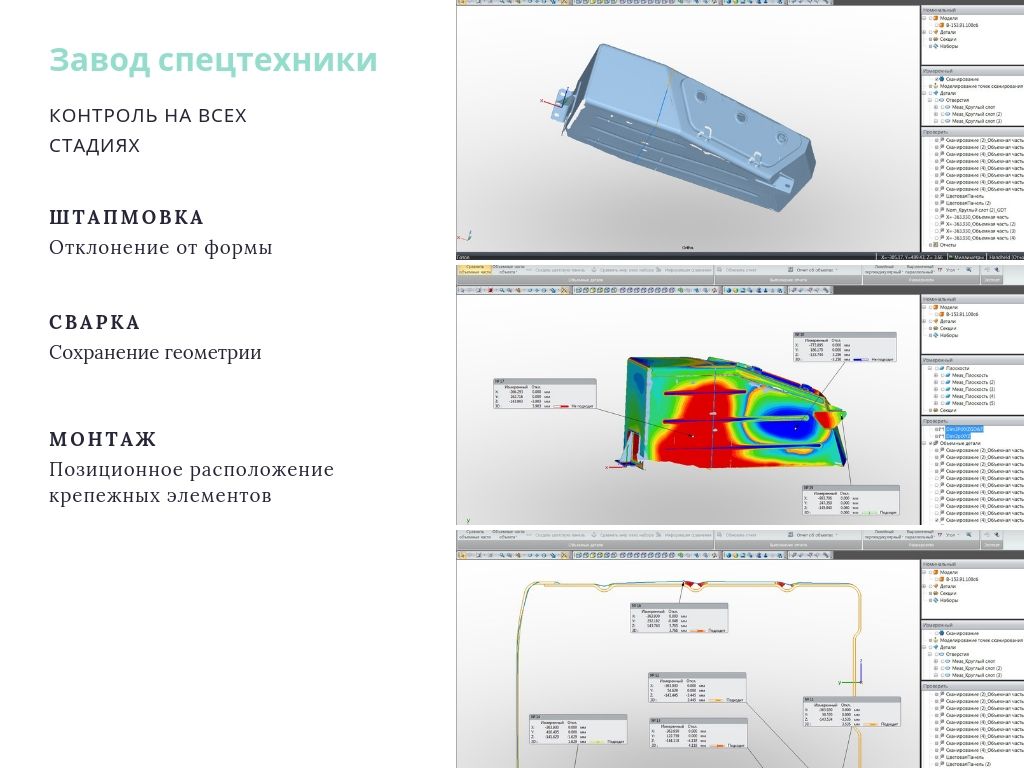
Топливный бак
Технология изготовления состоит из трёх основных этапов:
- Штамповка листа
- Сварка составных элементов
- Крепеж монтажных соединений (петлей)
Проблема — не собирается. И непонятно, на каком этапе проблема
Для решения выполнили ряд работ:
- Провели сканирование готового изделия с помощью измерительной руки с лазерным сканером
- Сравнили полученный скан с идеальной 3д моделью. Выявили отклонения от формы. На рисунке отклонения свыше поля допуска обозначены красными (если отклонению «в плюс») и синими (если отклонения «в минус») зонами. Также по сечениям посмотрели величину этих отклонений
- Провели данную процедуру на каждом этапе изготовления бака — проверили штамповую оснастку, сами штампы, геометрию после сварки и т.д. Нашли ошибки в технологии, которые приводили к браку
- Внедрили процедуру выборочного контроля для исключения возникновений брака в дальнейшем
В совокупности данные мероприятия привели к существенному увеличению производительности изготовления и сборки данных деталей и практически полному устранению потерь из-за брака.
Данная методика сейчас применяется для улучшения циклов изготовления других типов изделий. Окупаемость измерительной руки оценивается менее 1 года.