
www.kennametal.com
VII
Turning
TURNING

www.kennametal.com
C1
Introduction
Turning
IINTRODUCTION ................................................................................................................................................ C1 - C3
FIRST CHOICE GUIDE ............................................................................................................................ C4 - C11
GEOMETRY USER GUIDE .............................................................................................................................. C12
DEFINITIONS OF GEOMETRIES .......................................................................................................... C13 - C23
GRADES SELECTION ..................................................................................................................................... C24
GRADE DESCRIPTIONS ....................................................................................................................... C25 - C29
GRADE GEOMETRY ............................................................................................................................. C30 - C31
CUTTING SPEED .................................................................................................................................. C32 - C33
ISO GRADE CLASSIFICATION ....................................................................................................................... C34
TURNING INSERTS
INSERT DESIGNATIONS ...................................................................................................................... C36 - C37
TOOLHOLDER DESIGNATIONS ........................................................................................................... C38 - C41
INSERT STYLES
C STYLE ........................................................................................................................................... C42 - C65
D STYLE ........................................................................................................................................... C66 - C87
E STYLE ......................................................................................................................................... C88 - C103
R STYLE ....................................................................................................................................... C104 - C111
S STYLE ....................................................................................................................................... C112 - C128
T STYLE ....................................................................................................................................... C129 - C141
V STYLE ....................................................................................................................................... C142 - C161
W STYLE ...................................................................................................................................... C162 - C172
SPARES ............................................................................................................................................. C173 - C189
TECHNICAL INFORMATION ............................................................................................................. C191 - C203
THREADING
THREADING INSERTS & TOOLHOLDERS ...................................................................................... C205 - C246
THREADING TECHNICAL ................................................................................................................. C247 - C263
GROOVING
................................................................................................................................................. C265 - C276
MINI CUT ............................................................................................................................................ C277 - C280
PART-OFF
.................................................................................................................................................. C281 - C285
Turning
Contents
www.kennametal.com
C2
0,0
1B
SP0819
Vc (m/min)
140 - 450
NL250
Vc (m/min)
40 - 165
NL250
Vc (m/min)
60 - 245
f
n
(mm/rev)
0,1 - 0,3
a
p
(mm)
0,5 - 2,0
f
n
(mm/rev)
0,15 - 0,45
a
p
(mm)
0,75 - 3,0
2N
NL250
Vc (m/min)
105 - 410
NL920
Vc (m/min)
30 - 90
NL300
Vc (m/min)
60 -230
4T
f
n
(mm/rev)
0,25 - 0,5
a
p
(mm)
1,2 - 5,5
NL300
Vc (m/min)
100 - 380
NL920
Vc (m/min)
30 - 90
NL400
Vc (m/min)
50 - 215
3
4
5
6
2
7
1
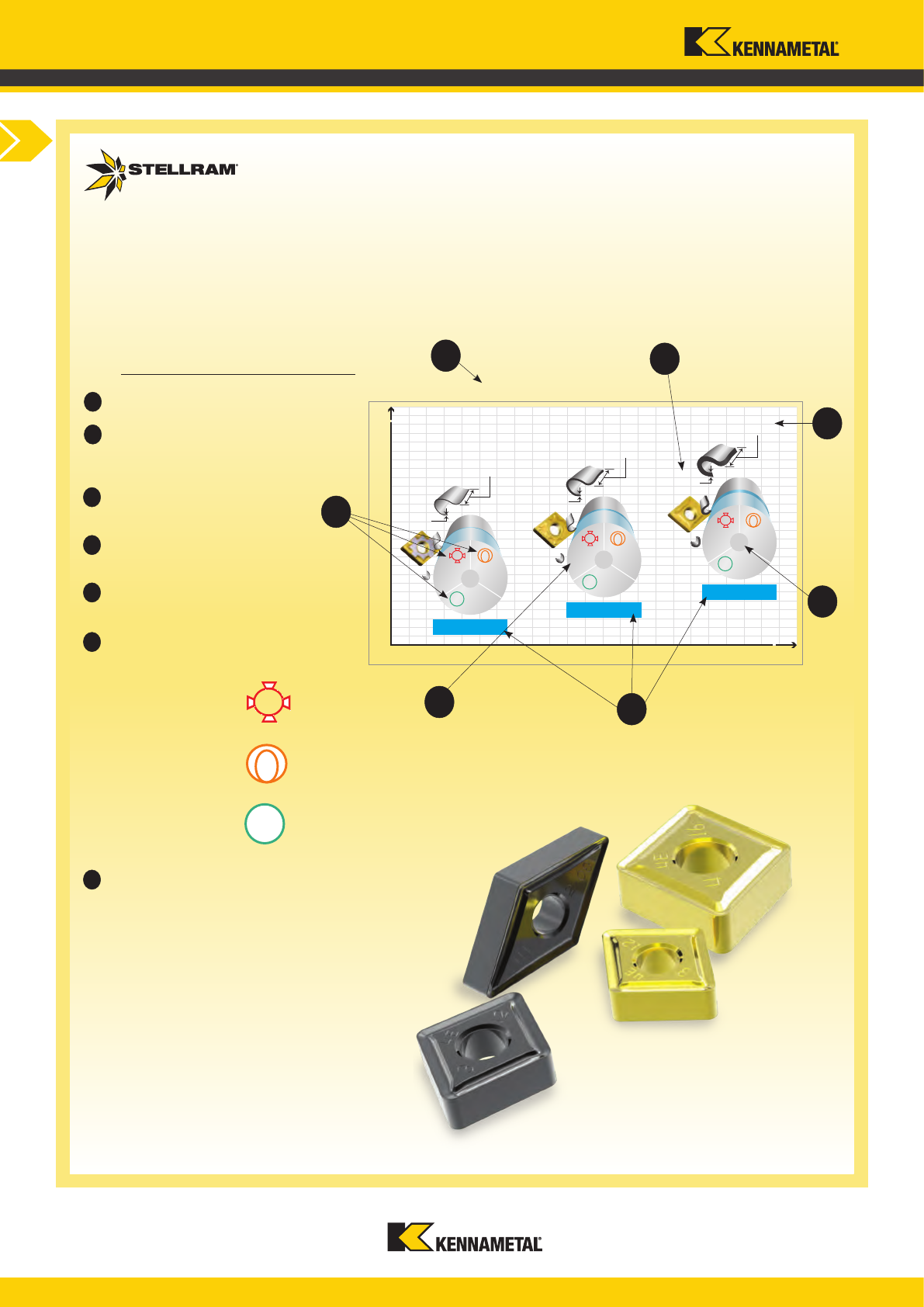
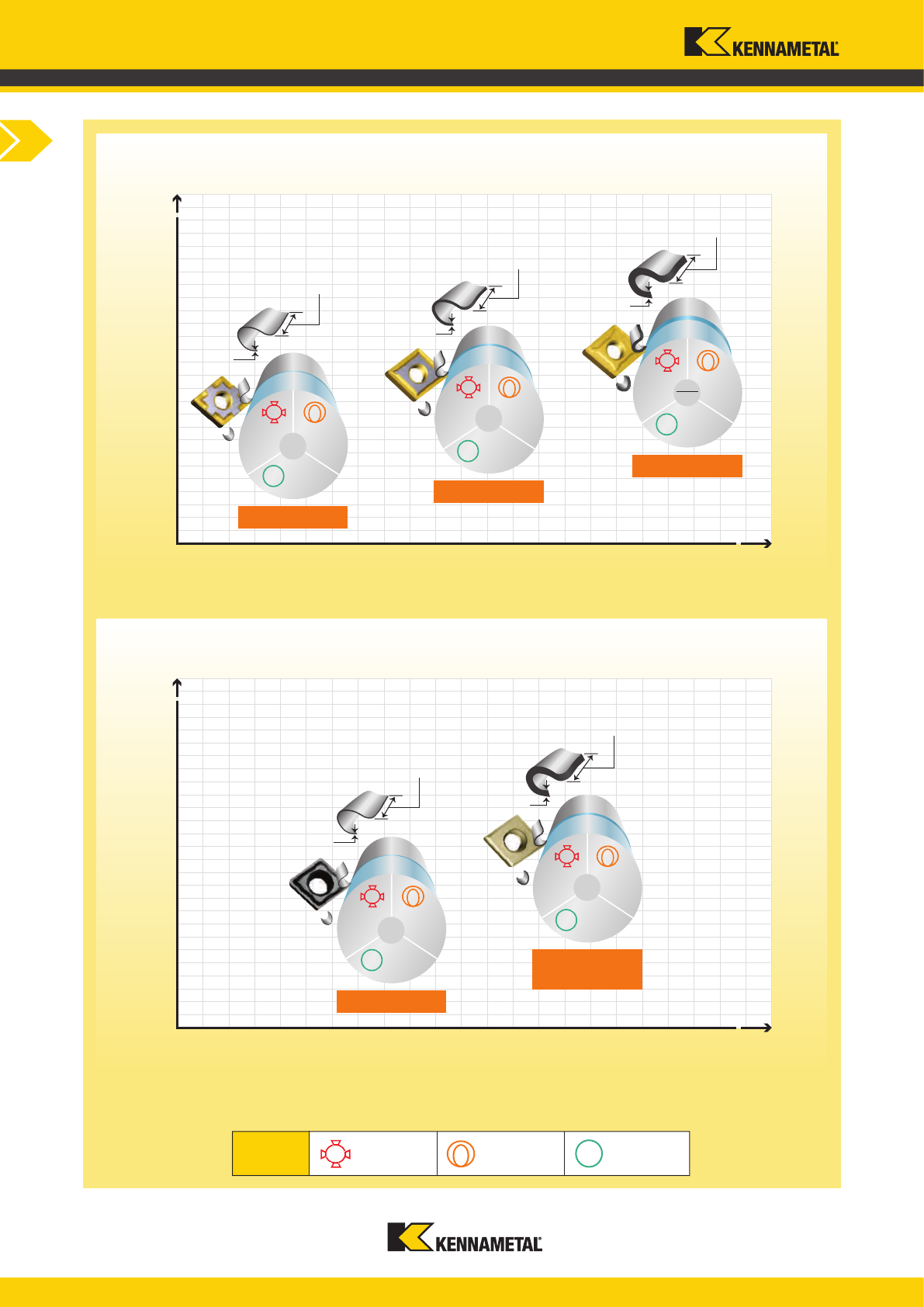
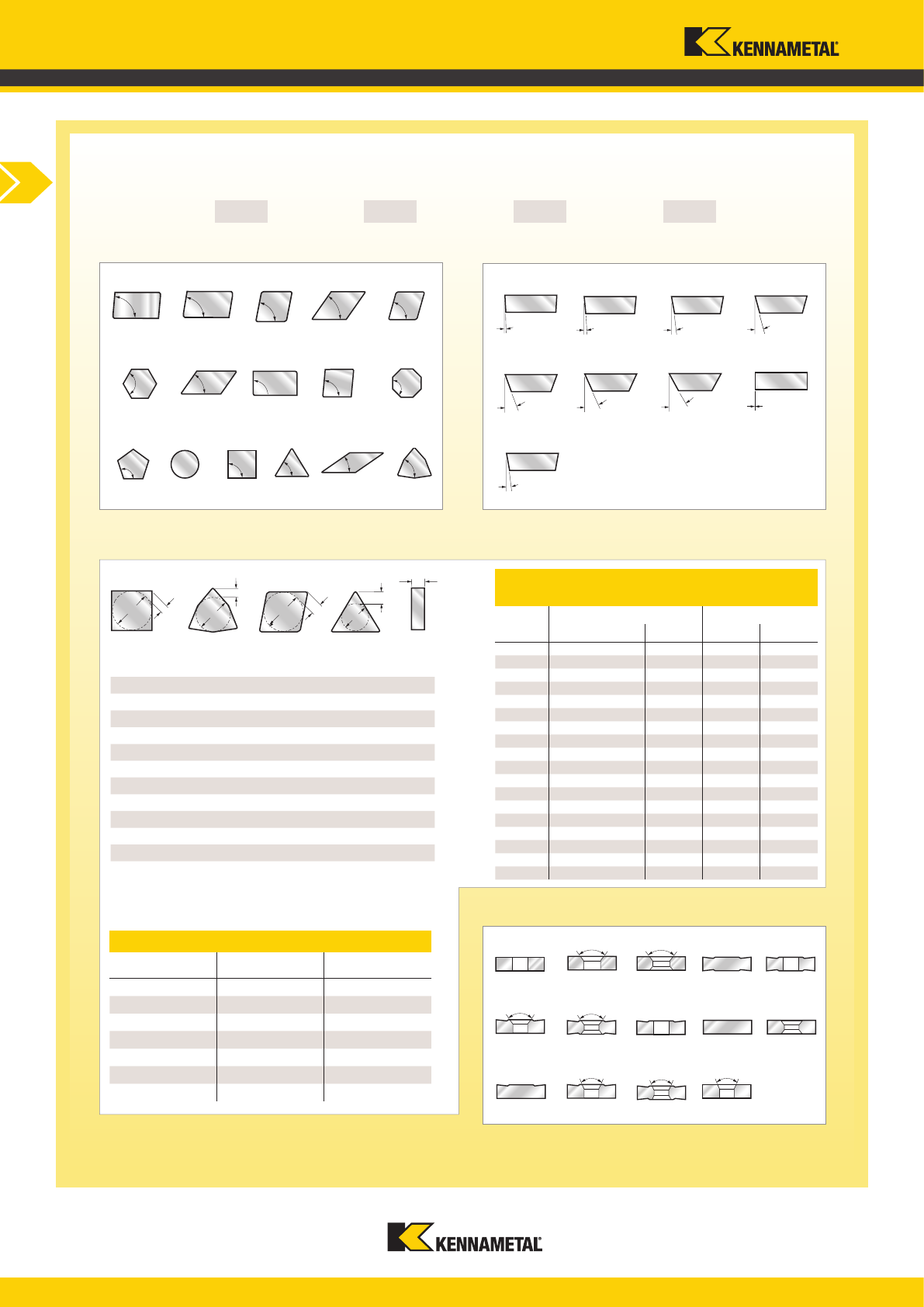
Introduction
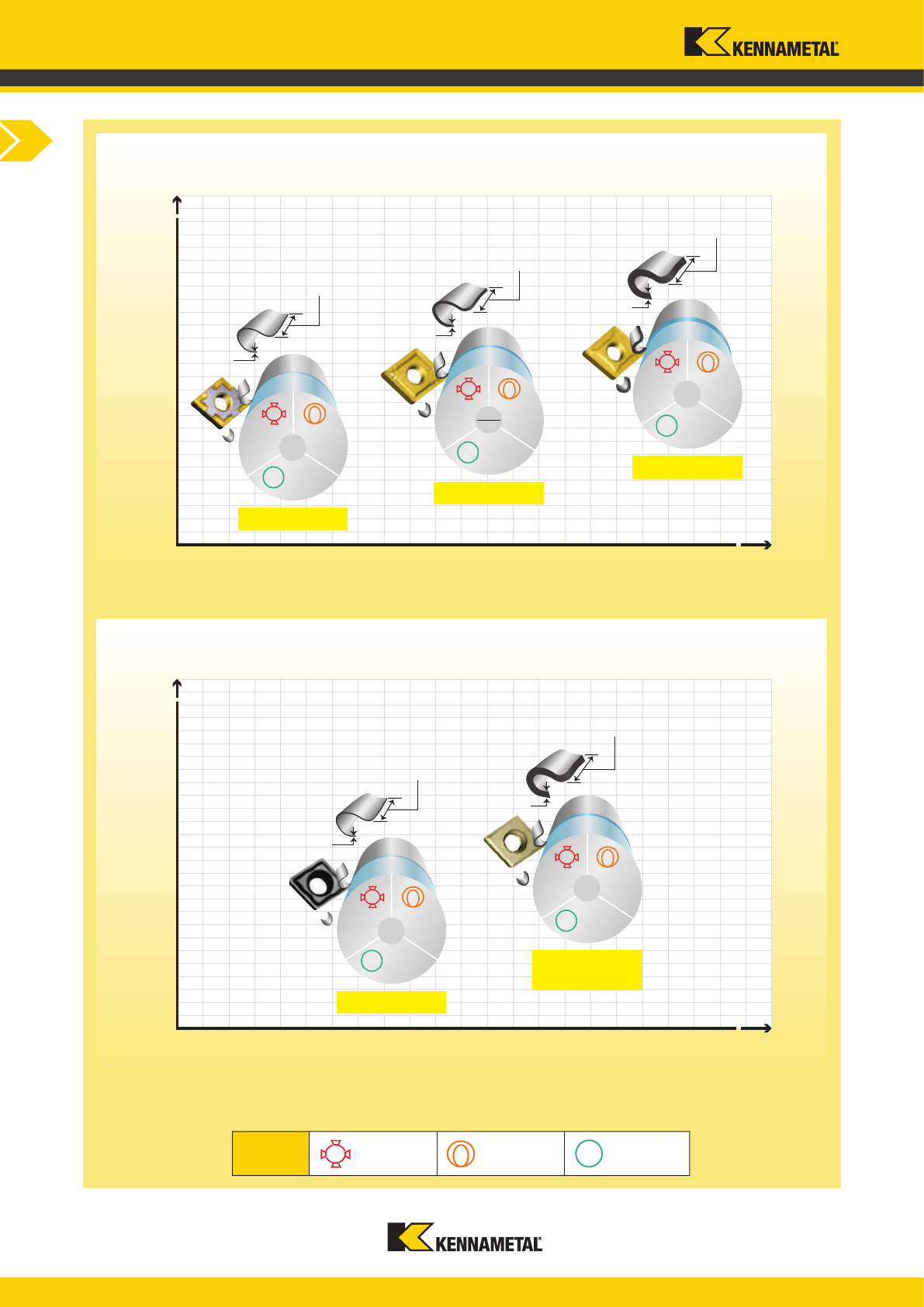
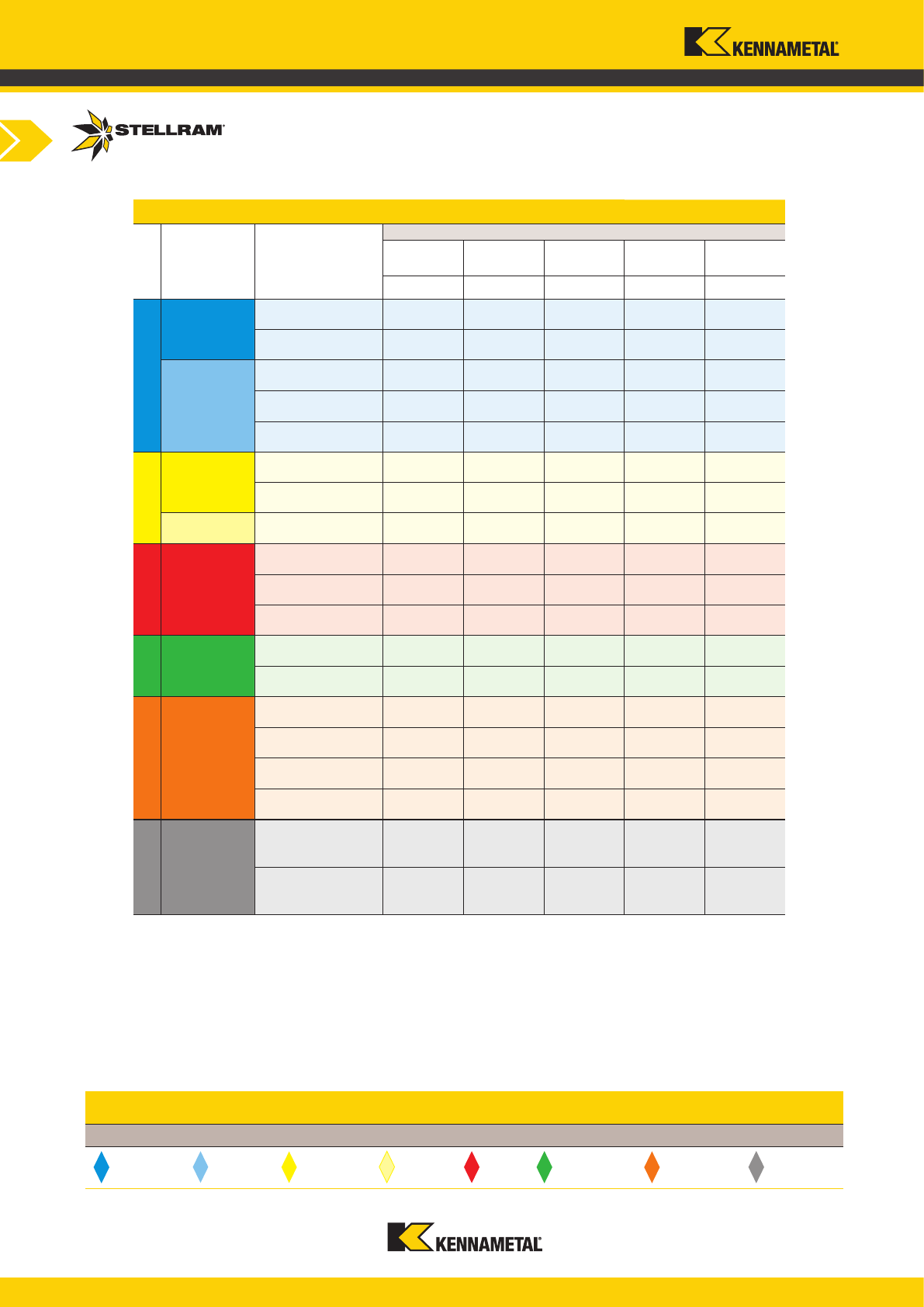
Negative Inserts – Unalloyed Steel
ROUGHING
MEDIUM
FINISHING
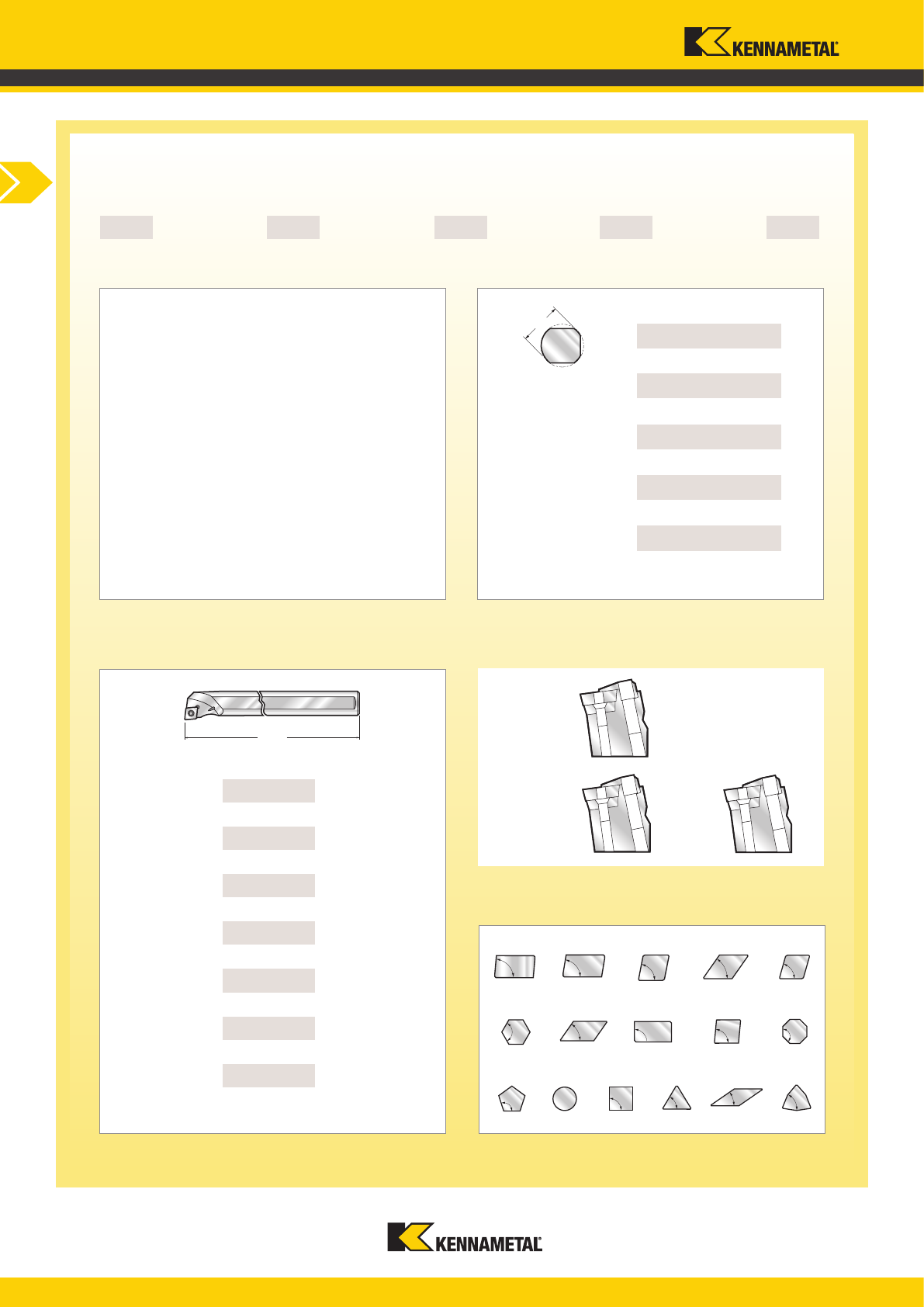
Select your material.
Select your machining
operation from finishing to
roughing.
Recommended geometry for
the operation.
Maximum and minimum depth
of cut for this geometry.
Maximum and minimum feed
for this geometry.
Choose the machining
condition as below:
Interrupted cut
Varying depth
of cut
Good condition
Recommended grade and
cutting speeds for this
condition.
1st Choice
The following Material Guide pages enable you to select the
appropriate geometry and grade along with a suggested start
point for speeds and feeds. Simply select the material to be
machined and type of machining operation.
7
6
5
4
3
1
2
D.O.C. a
p
(mm)
Feed fn (mm/rev)
Turning
Tool Selection
www.kennametal.com
C3
P
M
K
N
S
H
P
P
M
M
K N
S
H
Introduction
Hard Materials (52-56 HRC)
High Temperature Alloys
Cast Irons
PH Stainless
Stainless Steels
Alloyed Steels
Unalloyed Steels
Aluminum & Alloys
Turning
Machining Materials Guide
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
www.kennametal.com
C4
0,0
1B
SP0819
Vc (m/min)
140 - 450
NL250
Vc (m/min)
40 - 165
NL250
Vc (m/min)
60 - 245
f
n
(mm/rev)
0,1 - 0,3
a
p
(mm)
0,5 - 2,0
f
n
(mm/rev)
0,15 - 0,45
a
p
(mm)
0,75 - 3,0
2N
NL250
Vc (m/min)
105 - 410
NL920
Vc (m/min)
30 - 90
NL300
Vc (m/min)
60 -230
4T
f
n
(mm/rev)
0,25 - 0,5
a
p
(mm)
1,2 - 5,5
NL300
Vc (m/min)
100 - 380
NL920
Vc (m/min)
30 - 90
NL400
Vc (m/min)
50 - 215
*
0.0
62
SP4019
Vc (m/min)
135 - 440
SP4019
Vc (m/min)
55 - 175
SP4019
Vc (m/min)
80 - 265
f
n
(mm/rev)
0,025 - 0,25
a
p
(mm)
0,25 - 3,0
73
SP4019
Vc (m/min)
135 - 440
NL920
Vc (m/min)
30 - 90
NL300
Vc (m/min)
60 - 230
f
n
(mm/rev)
0,07 - 0,5
a
p
(mm)
0,4 - 5,0
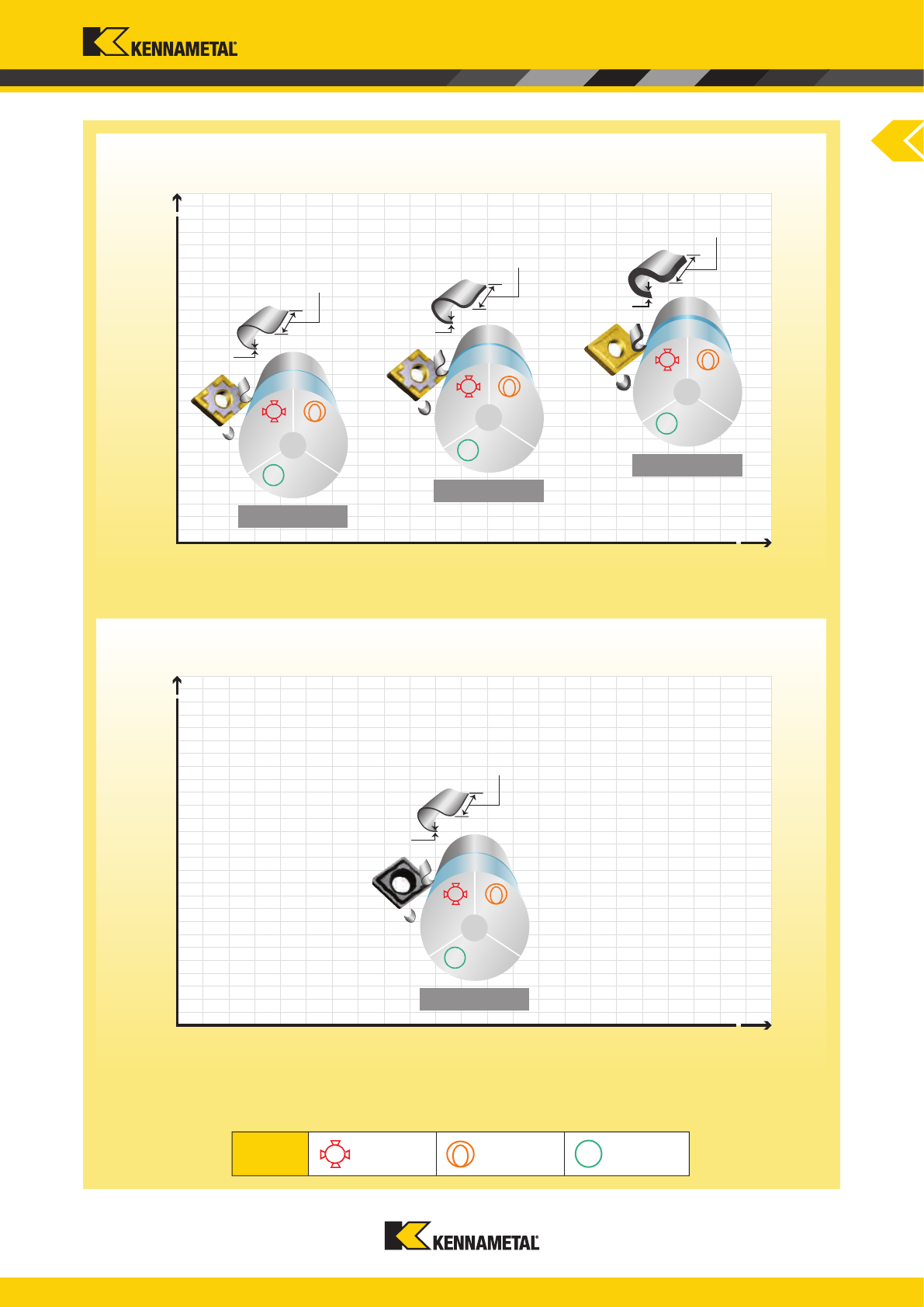
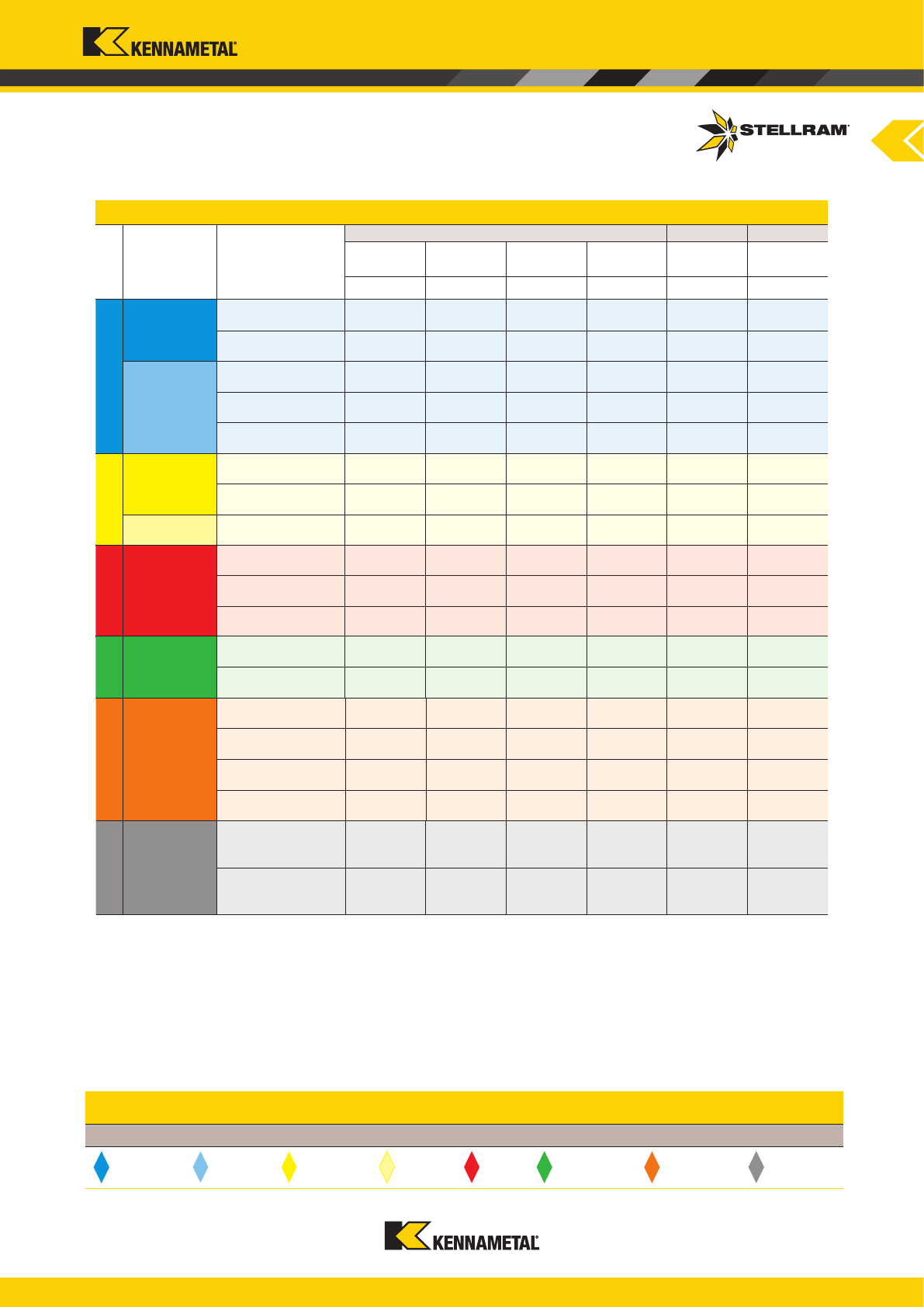
Introduction
MEDIUM-
ROUGHING
FINISHING
ROUGHING
MEDIUM
FINISHING
Metric
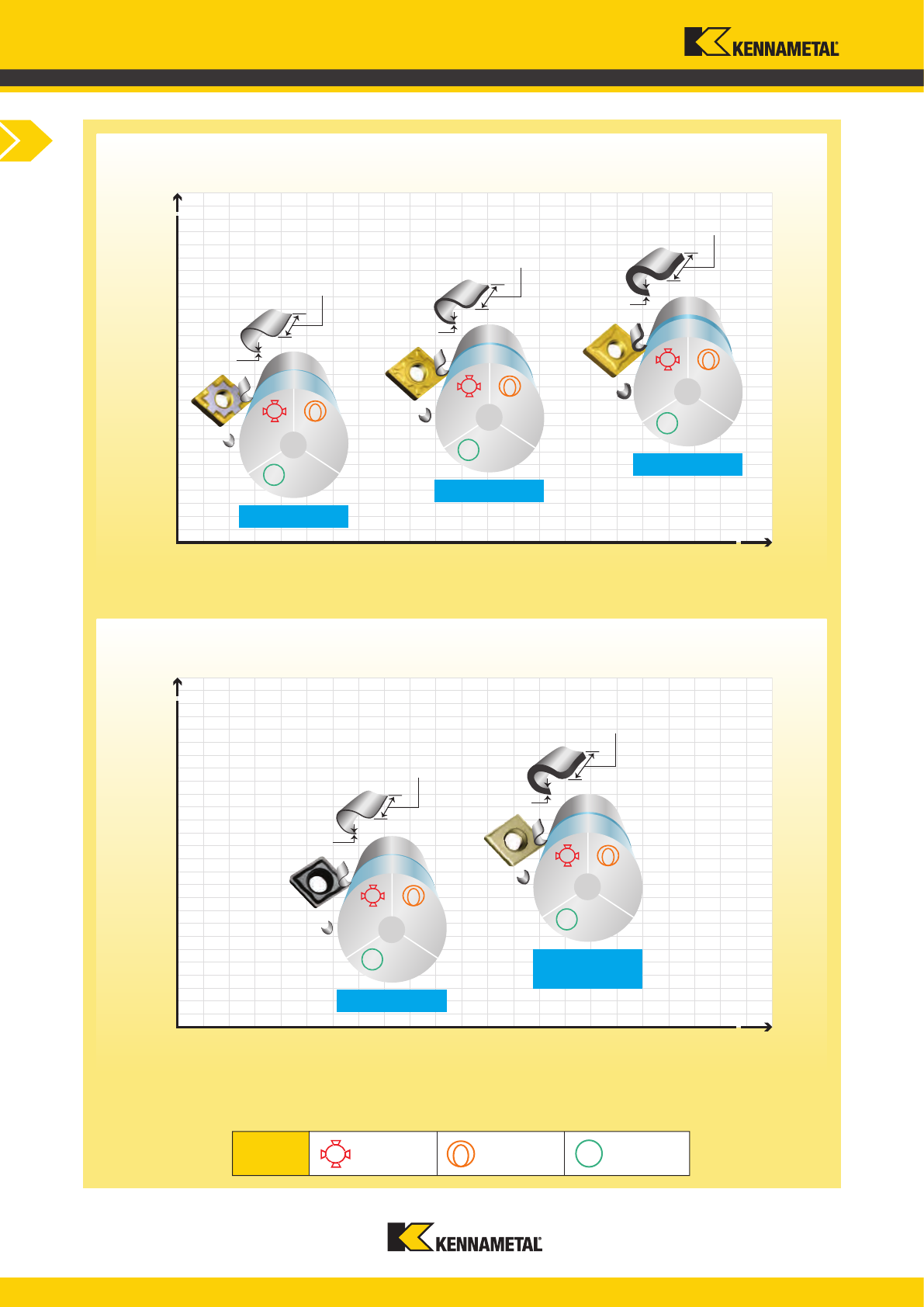
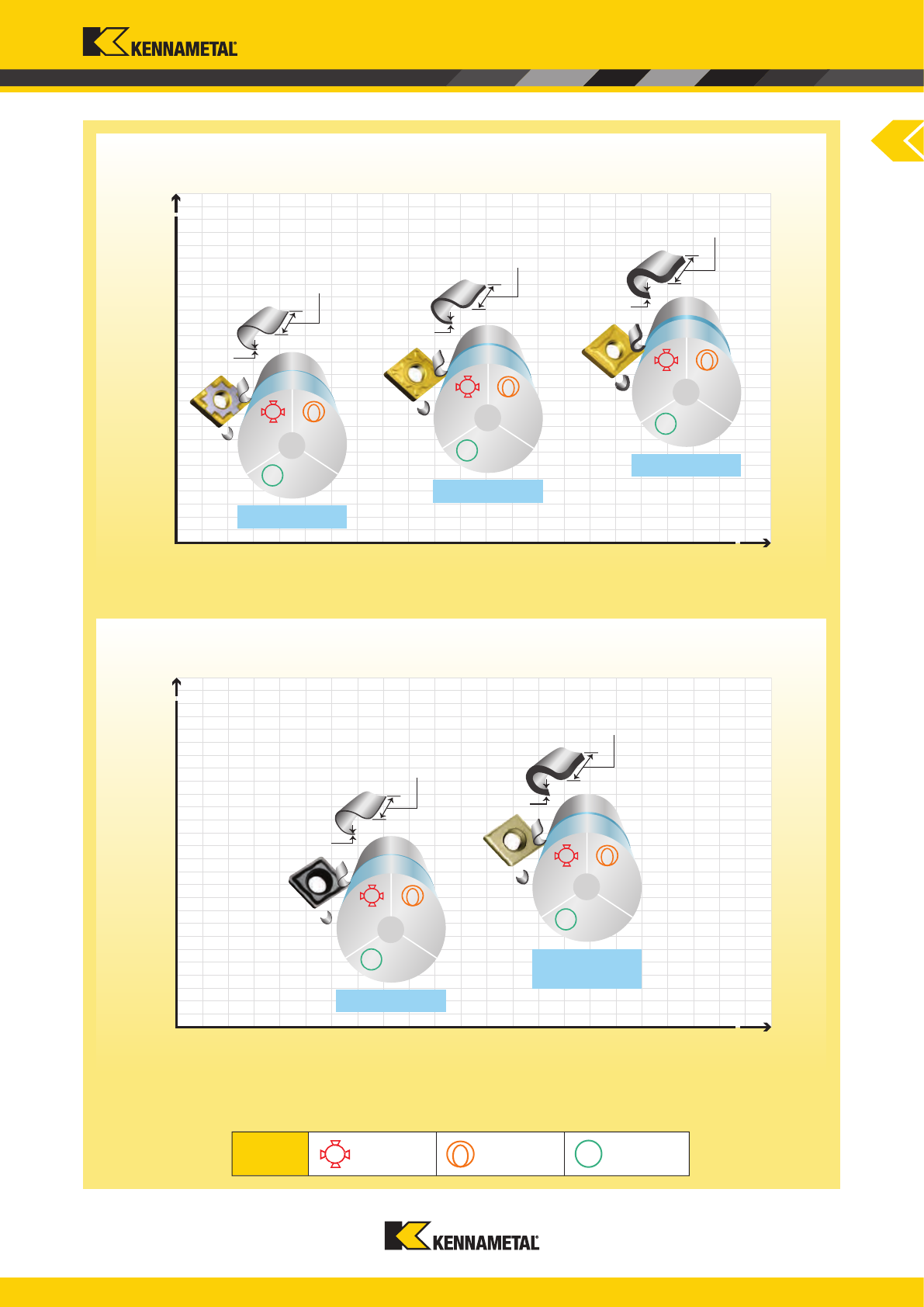
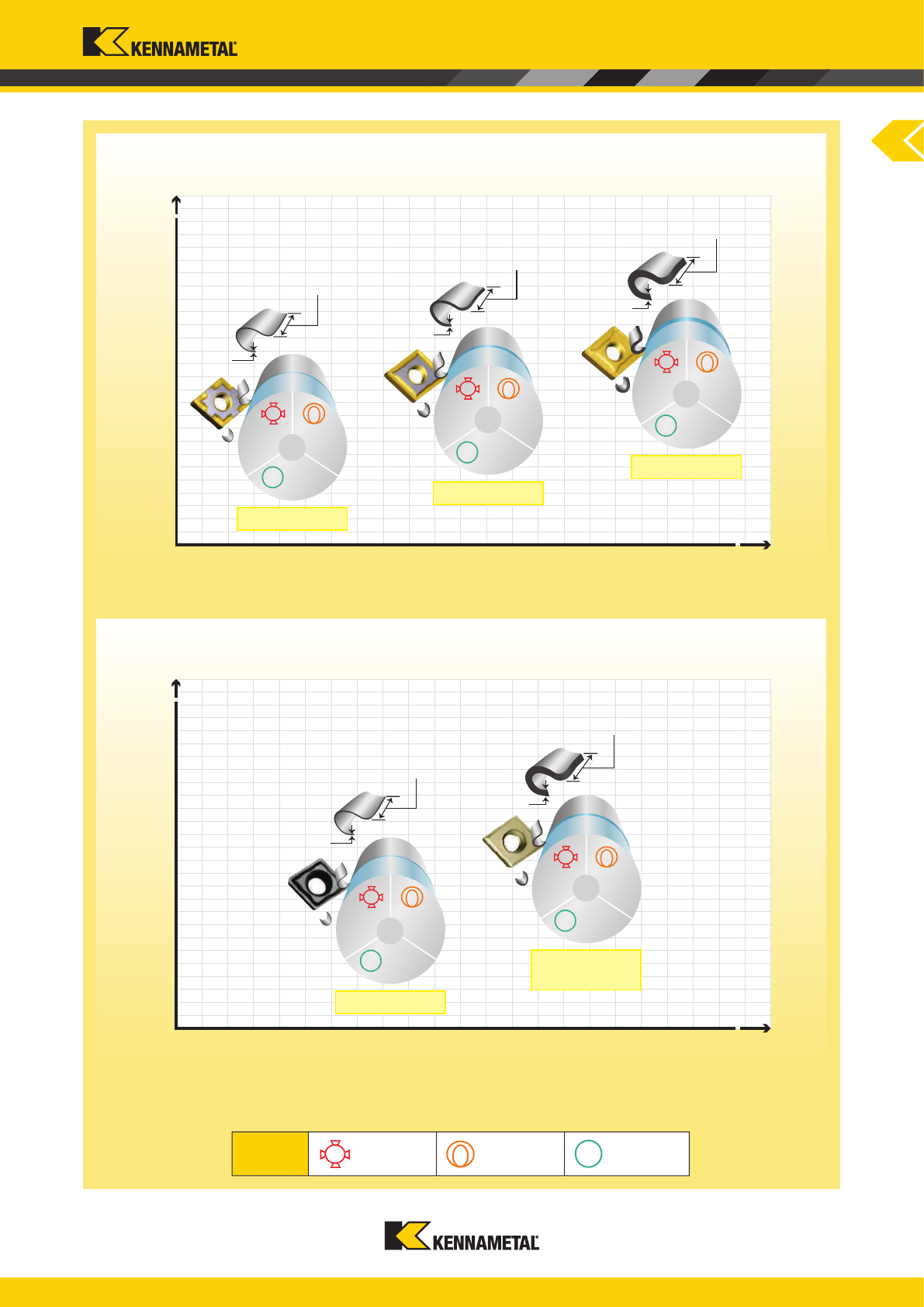
Positive Inserts – Unalloyed Steel
*Note: For Heavy Roughing applications see 5R geometry, page C17.
Metric
Negative Inserts – Unalloyed Steel
Please note the above recommended cutting speeds, geometries and grades are for guidance only.
For more detailed information, see pages C12 - C23 (geometry technical information & grade technical information).
D.O.C. a
p
(mm)
Feed f
n
(mm/rev)
D.O.C. a
p
(mm)
Feed f
n
(mm/rev)
Negative/Positive
First Choice — Unalloyed Steel
Good
condition
Interrupted
cut
Varying depth
of cut
Key
www.kennametal.com
C5
*
0,0
1B
SP0819
Vc (m/min)
80 - 270
NL250
Vc (m/min)
25 - 95
NL250
Vc (m/min)
35 - 145
f
n
(mm/rev)
0,1 - 0,3
a
p
(mm)
0,5 - 2,0
2N
NL250
Vc (m/min)
60 - 240
NL920
Vc (m/min)
20 - 55
NL300
Vc (m/min)
35 -140
f
n
(mm/rev)
0,15 - 0,45
a
p
(mm)
0,75 - 3,0
4T
NL300
Vc (m/min)
60 - 230
NL920
Vc (m/min)
20 - 55
NL400
Vc (m/min)
30 - 130
f
n
(mm/rev)
0,25 - 0,5
a
p
(mm)
1,2 - 5,5
0,0
62
SP4019
Vc (m/min)
80 - 265
SP4019
Vc (m/min)
30 - 110
SP4019
Vc (m/min)
50 - 160
f
n
(mm/rev)
0,025 - 0,25
a
p
(mm)
0,25 - 3,0
73
SP4019
Vc (m/min)
80 - 265
NL920
Vc (m/min)
20 - 55
NL300
Vc (m/min)
35 - 140
f
n
(mm/rev)
0,07 - 0,5
a
p
(mm)
0,4 - 5,0
Introduction
MEDIUM-
ROUGHING
FINISHING
ROUGHING
MEDIUM
FINISHING
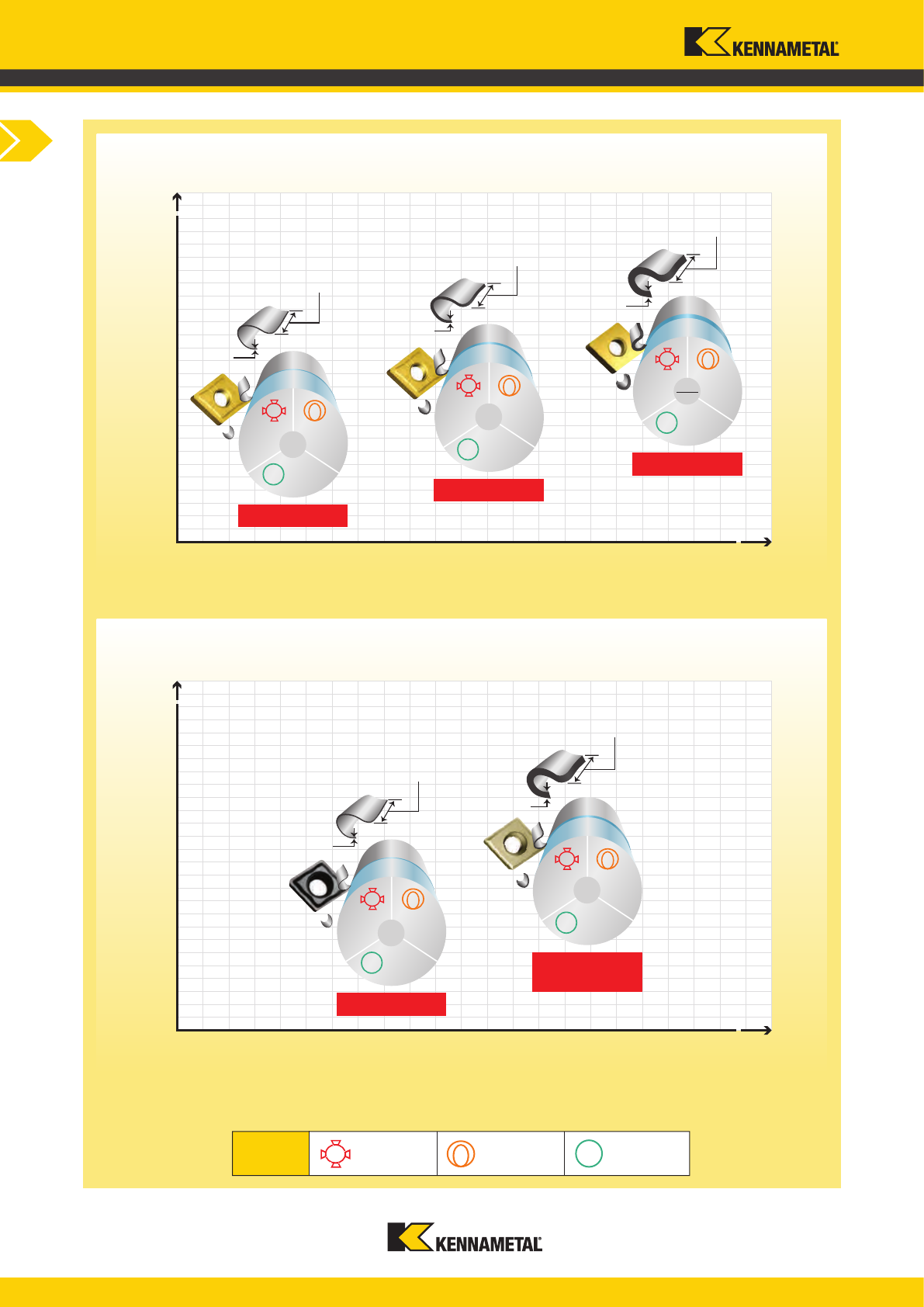
Metric
Positive Inserts – Alloyed Steel
Please note the above recommended cutting speeds, geometries and grades are for guidance only.
For more detailed information, see pages C12 - C23 (geometry technical information & grade technical information).
*Note: For Heavy Roughing applications see 5R geometry, page C17.
Metric
Negative Inserts – Alloyed Steel
D.O.C. a
p
(mm)
Feed f
n
(mm/rev)
D.O.C. a
p
(mm)
Feed f
n
(mm/rev)
Negative/Positive
First Choice — Alloyed Steel
Good
condition
Interrupted
cut
Varying depth
of cut
Key
www.kennametal.com
C6
*
0,0
1B
SP0819
Vc (m/min)
150 -305
SP0819
Vc (m/min)
90 - 185
f
n
(mm/rev)
0,15 - 0,4
a
p
(mm)
0,25 - 2,5
f
n
(mm/rev)
0,12 - 0,40
a
p
(mm)
1,25 - 3,0
SP4019
Vc (m/min)
135 - 300
NL920
Vc (m/min)
30 - 60
SP4019
Vc (m/min)
80 - 180
3J
3J
2N
2N
3J
4T
NL250
Vc (m/min)
105 - 275
NL920
Vc (m/min)
30 - 60
NL400
Vc (m/min)
55 - 150
f
n
(mm/rev)
0,35 -0,55
a
p
(mm)
2,5 -5,0
0,0
62
SP4019
Vc (m/min)
135 - 300
SP4019
Vc (m/min)
55 - 120
SP4019
Vc (m/min)
80 - 180
f
n
(mm/rev)
0,025 - 0,25
a
p
(mm)
0,75 - 3,0
73
SP4019
Vc (m/min)
135 - 300
NL920
Vc (m/min)
30 - 60
SP4019
Vc (m/min)
80 - 180
f
n
(mm/rev)
0,07 - 0,5
a
p
(mm)
0,4 - 5,0
Introduction
MEDIUM-
ROUGHING
FINISHING
ROUGHING
MEDIUM
FINISHING
*Note: For Heavy Roughing applications see 5R geometry, page C17.
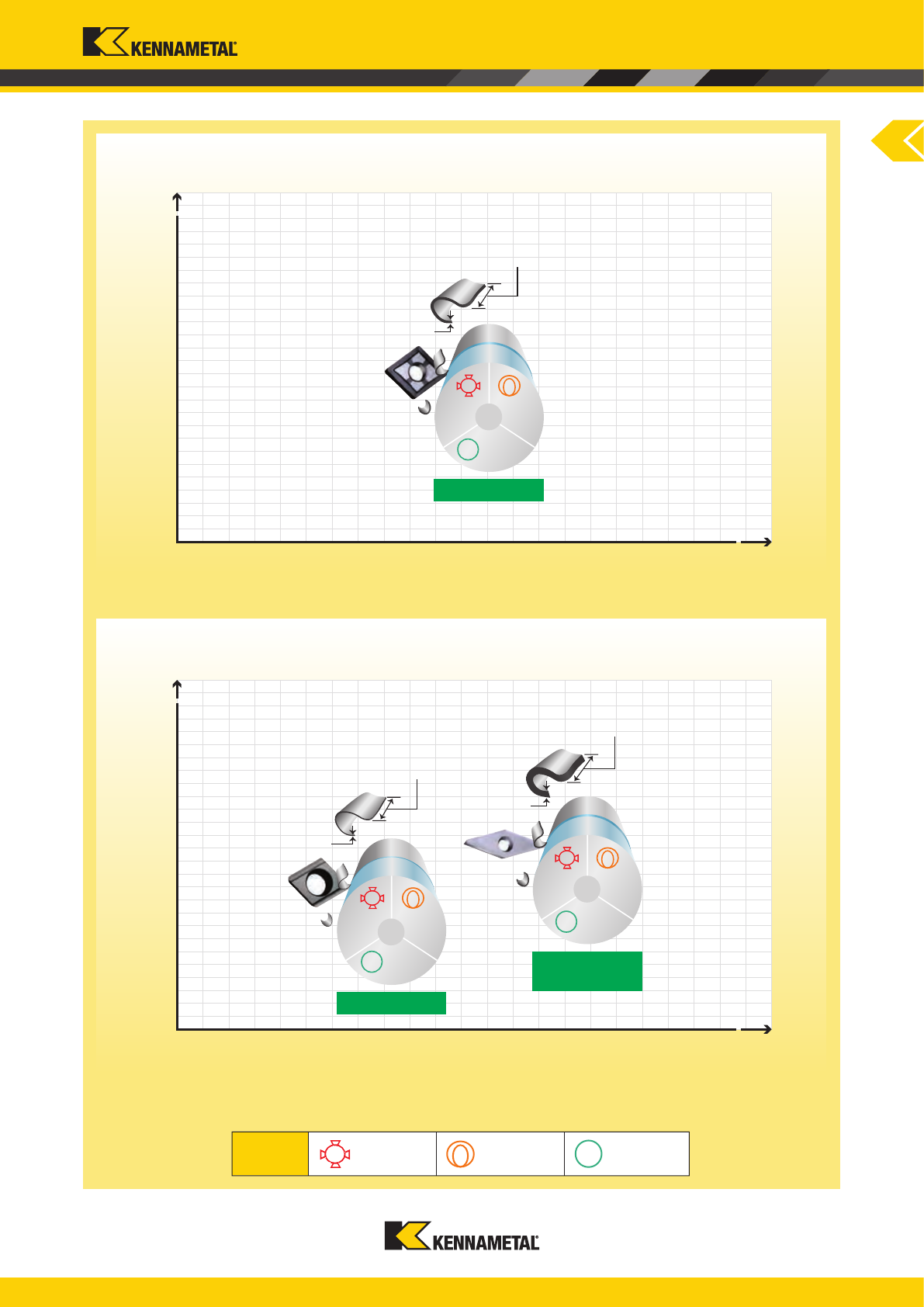
Metric
Positive Inserts – Stainless Steel
Metric
Negative Inserts – Stainless Steel
Please note the above recommended cutting speeds, geometries and grades are for guidance only.
For more detailed information, see pages C12 - C23 (geometry technical information & grade technical information).
D.O.C. a
p
(mm)
Feed f
n
(mm/rev)
D.O.C. a
p
(mm)
Feed f
n
(mm/rev)
Negative/Positive
First Choice — Stainless Steel 300-400
Good
condition
Interrupted
cut
Varying depth
of cut
Key
www.kennametal.com
C7
*
0,0
1B
SP0819
Vc (m/min)
75 -165
SP0819
Vc (m/min)
45 - 100
f
n
(mm/rev)
0,15 - 0,4
a
p
(mm)
0,25 - 2,5
4E
SP0819
Vc (m/min)
75 - 165
NL400
Vc (m/min)
20 - 50
SP0819
Vc (m/min)
45 - 100
f
n
(mm/rev)
0,20 - 0,45
a
p
(mm)
0,75 - 3,5
4T
NL250
Vc (m/min)
60 - 146
NL920
Vc (m/min)
20 - 35
NL400
Vc (m/min)
30 - 80
f
n
(mm/rev)
0,35 -0,55
a
p
(mm)
2,5 -5,0
0,0
62
SP4019
Vc (m/min)
75- 160
SP4019
Vc (m/min)
30 - 65
SP4019
Vc (m/min)
45 - 100
f
n
(mm/rev)
0,025 - 0,25
a
p
(mm)
0,75 - 3,0
73
SP4019
Vc (m/min)
75 - 160
NL920
Vc (m/min)
20 - 35
SP4019
Vc (m/min)
45 - 100
f
n
(mm/rev)
0,07 - 0,5
a
p
(mm)
0,4 - 5,0
Introduction
MEDIUM-
ROUGHING
FINISHING
ROUGHING
MEDIUM
FINISHING
*Note: For Heavy Roughing applications see 5R geometry, page C17.
Metric
Positive Inserts – Stainless Steel PH
Metric
Negative Inserts – Stainless Steel PH
Please note the above recommended cutting speeds, geometries and grades are for guidance only.
For more detailed information, see pages C12 - C23 (geometry technical information & grade technical information).
D.O.C. a
p
(mm)
Feed f
n
(mm/rev)
Feed f
n
(mm/rev)
D.O.C. a
p
(mm)
Negative/Positive
First Choice — Stainless Steel PH
Good
condition
Interrupted
cut
Varying depth
of cut
Key
www.kennametal.com
C8
0,0
4U
NL200
Vc (m/min)
95 - 410
NL200
Vc (m/min)
40 - 165
NL200
Vc (m/min)
60 - 245
f
n
(mm/rev)
0,1 - 0,55
a
p
(mm)
0,5 - 4,0
4U
NL200
Vc (m/min)
95 - 410
NL200
Vc (m/min)
40 - 165
NL200
Vc (m/min)
60 - 245
f
n
(mm/rev)
0,1 - 0,55
a
p
(mm)
0,5 - 4,0
NL200
Vc (m/min)
95 - 410
NL250
Vc (m/min)
40 - 150
NL250
Vc (m/min)
60 - 225
f
n
(mm/rev)
0,2 - 0,6
a
p
(mm)
0,5 - 9,0
PLATE
4U
Flat
4U
Flat
0,0
62
SP4019
Vc (m/min)
120 - 440
SP4019
Vc (m/min)
70 - 265
f
n
(mm/rev)
0,025 - 0,25
a
p
(mm)
0,25 - 3,0
73
NL300
Vc (m/min)
90 - 335
NL300
Vc (m/min)
55 - 200
f
n
(mm/rev)
0,07 - 0,5
a
p
(mm)
0,4 - 5,0
NL920
Vc (m/min)
25 - 80
Introduction
MEDIUM-
ROUGHING
FINISHING
ROUGHING
MEDIUM
FINISHING
Metric
Positive Inserts – Cast Iron
Metric
Negative Inserts – Cast Iron
Please note the above recommended cutting speeds, geometries and grades are for guidance only.
For more detailed information, see pages C12 - C23 (geometry technical information & grade technical information).
D.O.C. a
p
(mm)
Feed f
n
(mm/rev)
D.O.C. a
p
(mm)
Feed f
n
(mm/rev)
Negative/Positive
First Choice — Cast Iron
Good
condition
Interrupted
cut
Varying depth
of cut
Key
www.kennametal.com
C9
0,0
3F
SP0819
Vc (m/min)
275 - 975
SP0819
Vc (m/min)
165 - 585
f
n
(mm/rev)
0,2 - 0,35
a
p
(mm)
1,0 - 3,0
0.0
-X
GH1
Vc (m/min)
180 - 825
GH1
Vc (m/min)
110 - 495
f
n
(mm/rev)
0,05 - 0,2
a
p
(mm)
0,8 - 2,0
64
GH1
Vc (m/min)
180 -825
GH1
Vc (m/min)
70 - 330
GH1
Vc (m/min)
110 - 495
f
n
(mm/rev)
0,35 - 0,6
a
p
(mm)
2,0 - 6,0
Introduction
MEDIUM-
ROUGHING
FINISHING
MEDIUM
Metric
Positive Inserts – Aluminum & Alloys
Metric
Negative Inserts – Aluminum & Alloys
Please note the above recommended cutting speeds, geometries and grades are for guidance only.
For more detailed information, see pages C12 - C23 (geometry technical information & grade technical information).
D.O.C. a
p
(mm)
Feed f
n
(mm/rev)
D.O.C. a
p
(mm)
Feed f
n
(mm/rev)
Negative/Positive
First Choice — Aluminum & Alloys
Good
condition
Interrupted
cut
Varying depth
of cut
Key
www.kennametal.com
C10
*
0,0
1B
SP0819
Vc (m/min)
30 - 90
SP0819
Vc (m/min)
20 - 55
f
n
(mm/rev)
0,1 - 0,35
a
p
(mm)
0,5 - 2,5
4E
SP0819
Vc (m/min)
30 - 90
NL400
Vc (m/min)
10 - 30
SP0819
Vc (m/min)
20 - 55
f
n
(mm/rev)
0,20 - 0,45
a
p
(mm)
0,75 - 3,5
SA6609
Vc (m/min)
180 - 360
NL920
Vc (m/min)
10 - 20
NL400
Vc (m/min)
15 -40
f
n
(mm/rev)
0,3 - 0,5
a
p
(mm)
2,5 - 5,0
4T
Plate
Flat
4T 4T
0,0
62
SP4019
Vc (m/min)
25 - 90
SP4019
Vc (m/min)
10 - 40
SP4019
Vc (m/min)
15 - 55
f
n
(mm/rev)
0,025 - 0,25
a
p
(mm)
0,25 - 3,0
73
SP4019
Vc (m/min)
25 - 40
NL920
Vc (m/min)
10 - 30
f
n
(mm/rev)
0,07 - 0,4
a
p
(mm)
0,4 - 3,0
Introduction
MEDIUM-
ROUGHING
FINISHING
ROUGHING
MEDIUM
FINISHING
*Note: For Heavy Roughing applications see 5R geometry, page C17.
Metric
Positive Inserts – High Temperature Alloys
Metric
Negative Inserts – High Temperature Alloys
Please note the above recommended cutting speeds, geometries and grades are for guidance only.
For more detailed information, see pages C12 - C23 (geometry technical information & grade technical information).
D.O.C. a
p
(mm)
Feed f
n
(mm/rev)
D.O.C. a
p
(mm)
Feed f
n
(mm/rev)
Negative/Positive
First Choice — High Temperature Alloys
Good
condition
Interrupted
cut
Varying depth
of cut
Key
www.kennametal.com
C11
0,0
1B
SP0819
Vc (m/min)
65 - 140
SP0819
Vc (m/min)
40 - 85
f
n
(mm/rev)
0,1 - 0,25
a
p
(mm)
0,5 - 1,0
1B
SP0819
Vc (m/min)
65 -140
SP0819
Vc (m/min)
40 -85
f
n
(mm/rev)
0,1 - 0,25
a
p
(mm)
0,5 - 1,0
4U
NL200
Vc (m/min)
50 -120
f
n
(mm/rev)
0,1 - 0,25
a
p
(mm)
0,5 - 2,0
NL200
Vc (m/min)
20 -50
NL200
Vc (m/min)
30 -70
0,0
62
SP4019
Vc (m/min)
60 - 130
SP4019
Vc (m/min)
40 - 80
f
n
(mm/rev)
0,025 - 0,15
a
p
(mm)
0,25 - 1,0
Introduction
FINISHING
ROUGHING
MEDIUM
FINISHING
Metric
Positive Inserts – Hard Materials
Metric
Negative Inserts – Hard Materials
Please note the above recommended cutting speeds, geometries and grades are for guidance only.
For more detailed information, see pages C12 - C23 (geometry technical information & grade technical information).
D.O.C. a
p
(mm)
Feed f
n
(mm/rev)
D.O.C. a
p
(mm)
Feed f
n
(mm/rev)
Negative/Positive
First Choice — Hard Materials
Good
condition
Interrupted
cut
Varying depth
of cut
Key

www.kennametal.com
C12
0,10 0,40 0,30 0,50 0,20
f
n
(feed/rev)
0.004 0.0160.012 0.0200.008
1,50
2,50
0,50
a
p
(depth of cut
)
0.060
0.100
0.020
0,60
0.023
1,00 0.040
2,00 0.080
3,00 0.118
4,00 0.157
inchmm
inch
mm
2N
4 4 4
NL250
P M K N S H
NL300
P M K N S H
NL920
P M K N S H
2
1
3
4
5
4
5
2
3
1
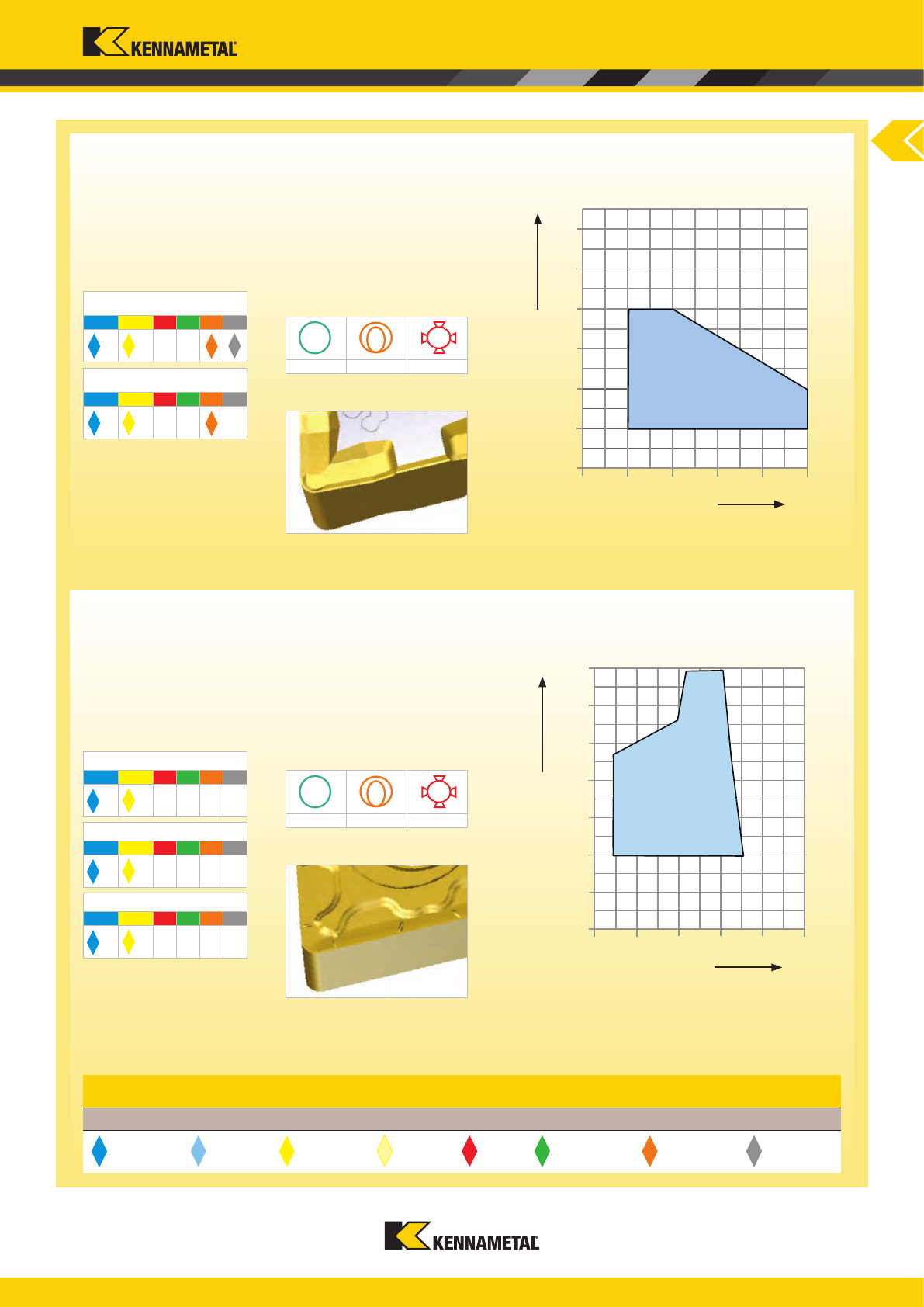
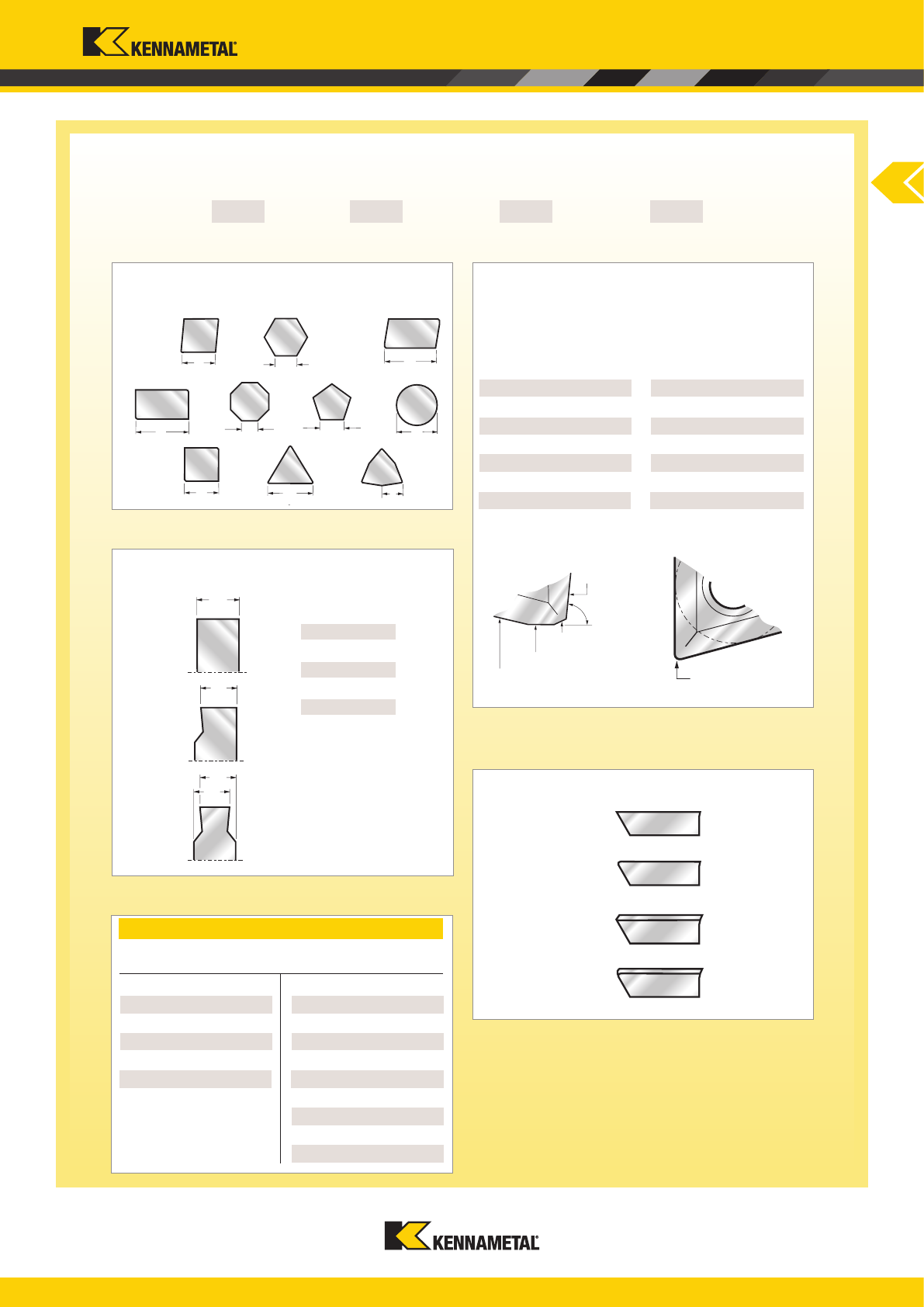
Introduction
Geometry User Guide
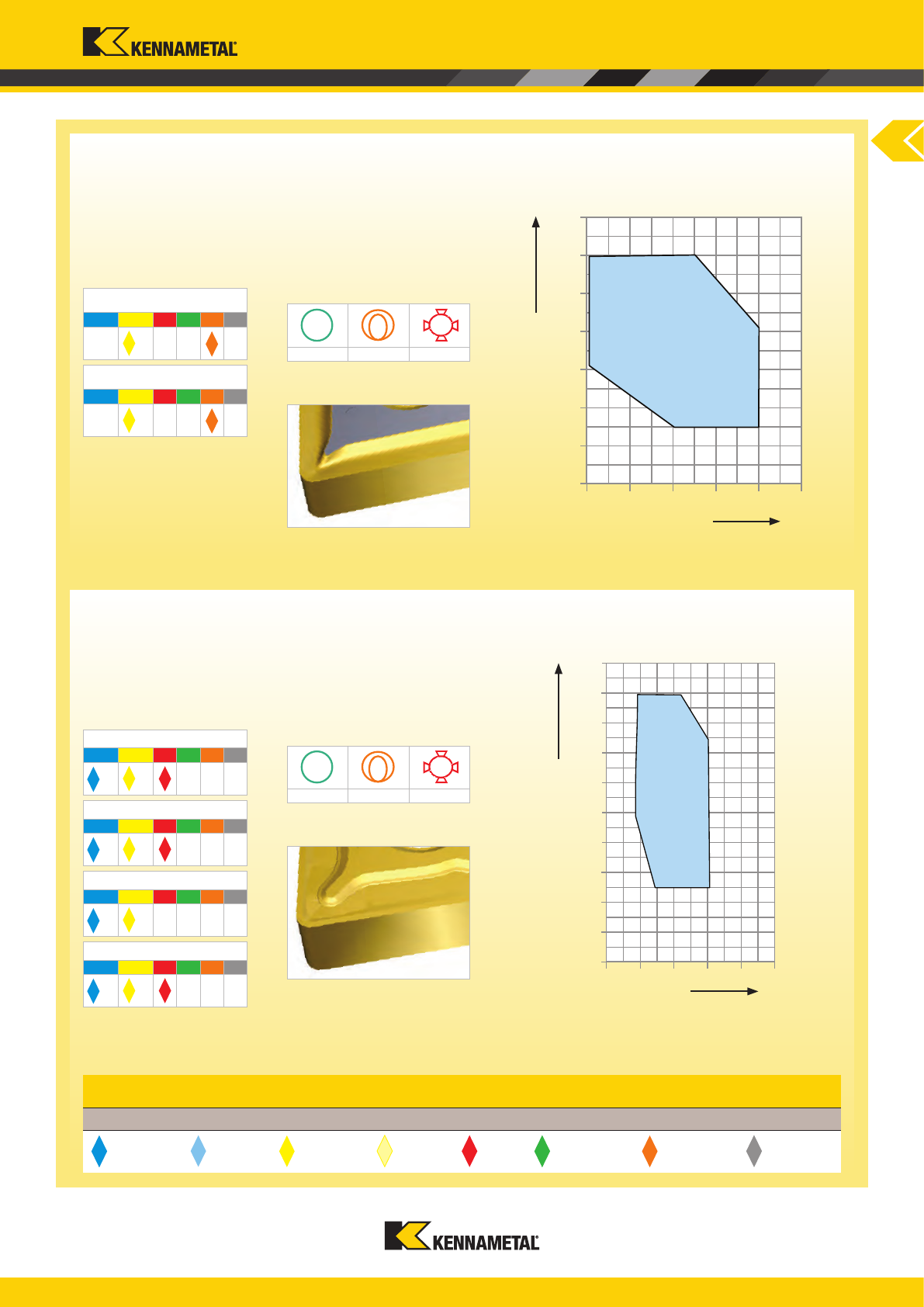
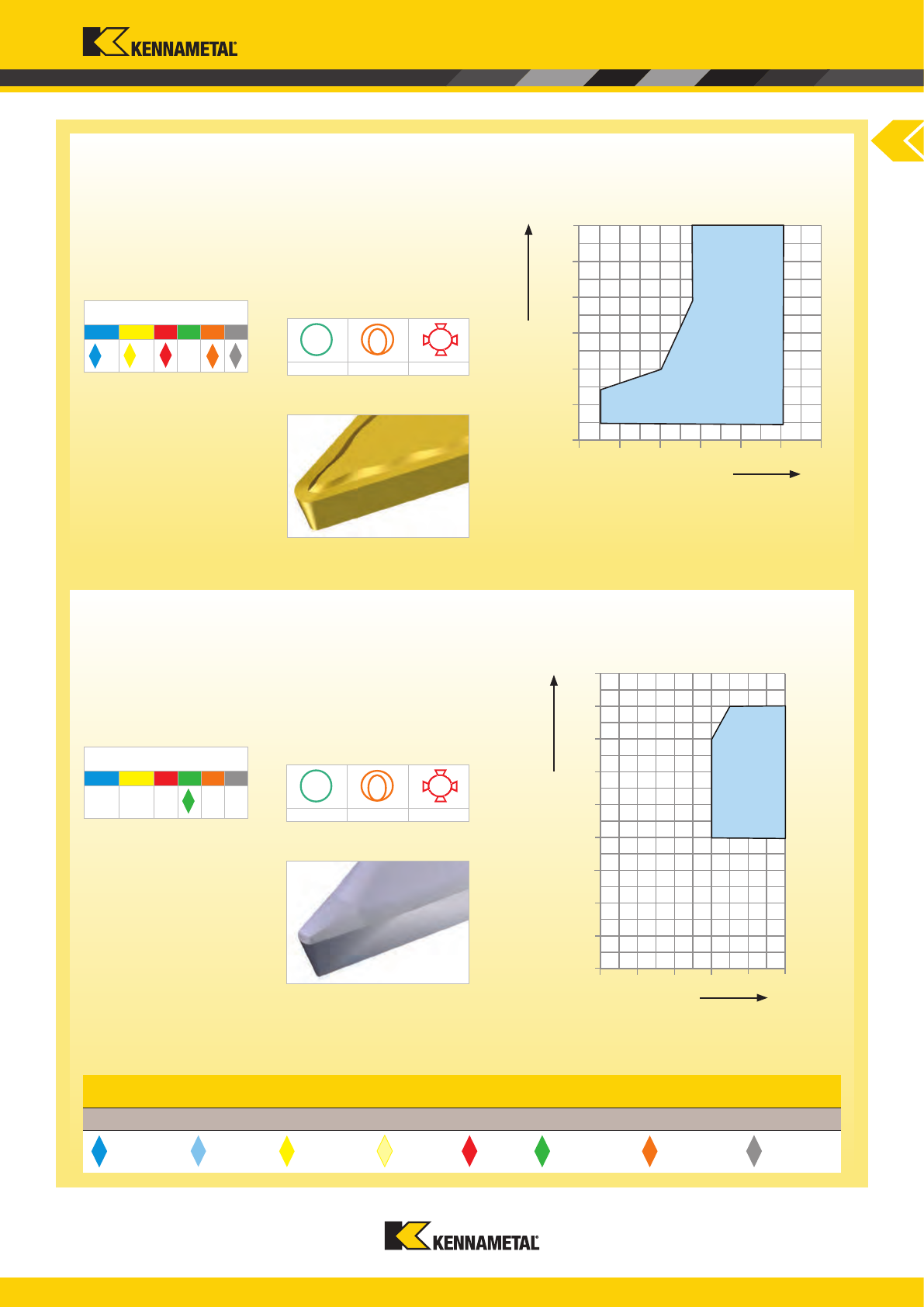
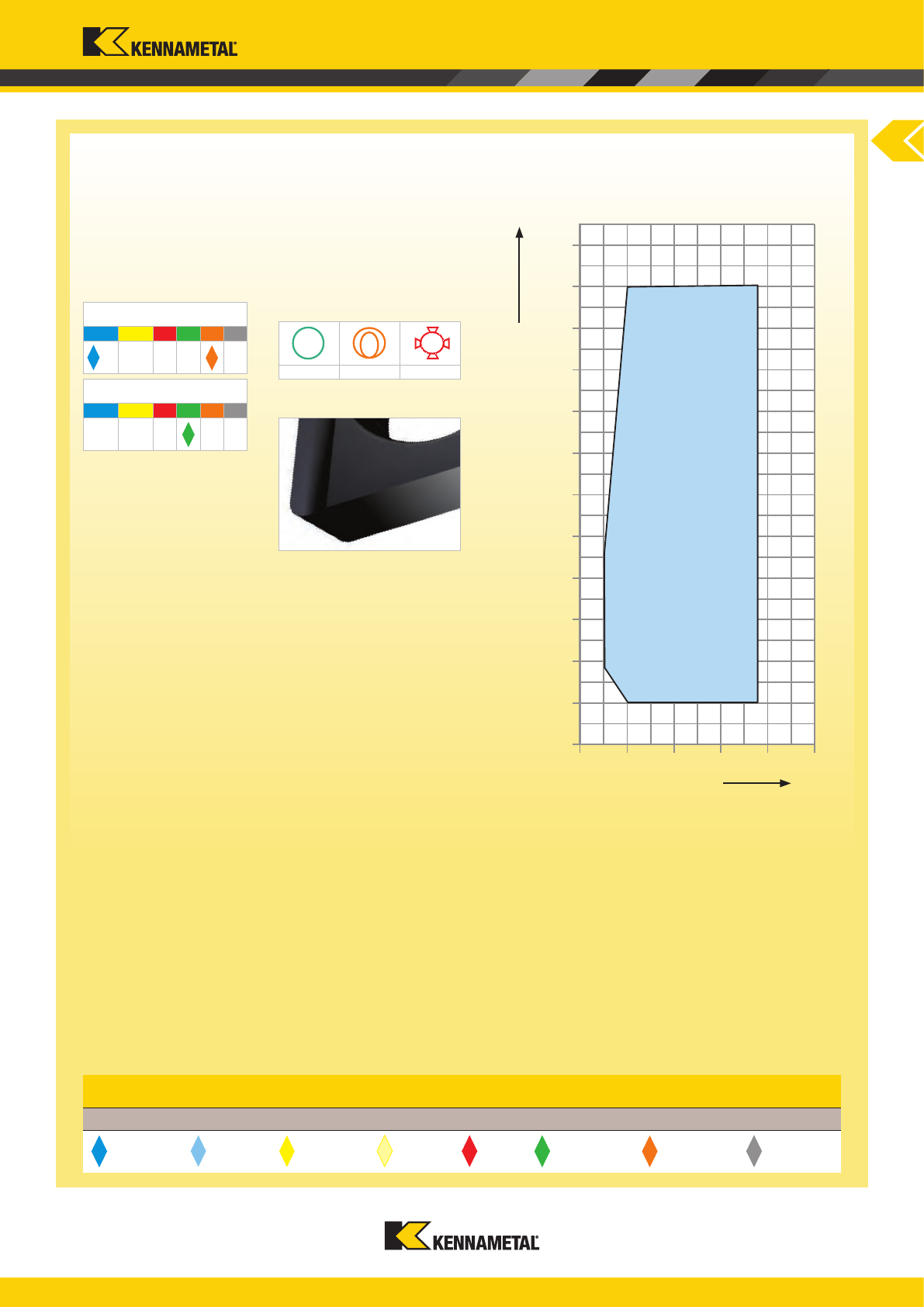
2N Geometry Technical Information
Light to Medium Roughing:
The 2N Geometry’s positive rake angle, provides a positive cutting action
with reduced cutting pressure, making it an excellent first choice for a
wide range of applications and materials.
Available in Grades: NL250, NL300 & NL920
Alloyed Steel: 900 - 1200 N/mm
2
HBN 260 - 340
Profile
Cutting Condition
Materials Application
1st Choice
Diamond will indicate the
recommended insert for each
material. Stellram’s Material
Guide enables you to find the
right insert for your machining
requirements.
Application information
Material Guide information –
diamond indicates the
recommended materials
related to the geometry.
Detailed outline of geometry
profile.
Identifies depth of cut (D.O.C)
and feed rate range applicable
to the geometry.
Cutting condition applicable
to geometry.
f
n
(feed/rev)
a
p
(depth of cut)
2N Inserts
CNMG120408E-2N
www.kennametal.com
C13
P
P
M
M
K N
S
H
CNMG120408E-1B
CNMG432A-1B
Alloyed Steel: 4140 (41CrMo4)
0,10 0,400,30 0,500,20
f
n
(feed /rev)
0.004 0.016
0.012 0.020
0.008
1,50
2,50
0,50
a
p
(depth of cut)
0.060
0.100
0.020
0,60
0.023
1,000.040
2,000.080
3,000.118
1B
inchmm
inch
mm
0,10 0,40 0,30 0,50 0,20
f
n
(feed/rev)
0.004 0.0160.012 0.0200.008
1,50
2,50
0,50
a
p
(depth of cut
)
0.060
0.100
0.020
0,60
0.023
1,00 0.040
2,00 0.080
3,00 0.118
4,00 0.157
inchmm
inch
mm
2N
P
P
M
M
K N
S
H
4 4 8
SP0819
P M K N S H
NL400
P M K N S H
4 4 4
NL250
P M K N S H
NL300
P M K N S H
NL920
P M K N S H
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Introduction
a
p
(depth of cut)
f
n
(feed/rev)
a
p
(depth of cut)
f
n
(feed/rev)
CNMG120408E-2N
Alloyed Steel: 900 - 1200 N/mm
2
HBN 260 - 340
2N Geometry Technical Information
Light to Medium Roughing:
The 2N Geometry’s positive rake angle, provides a positive cutting action
with reduced cutting pressure, making it an excellent first choice for a
wide range of applications and materials.
Available in Grades: NL250, NL300 & NL920
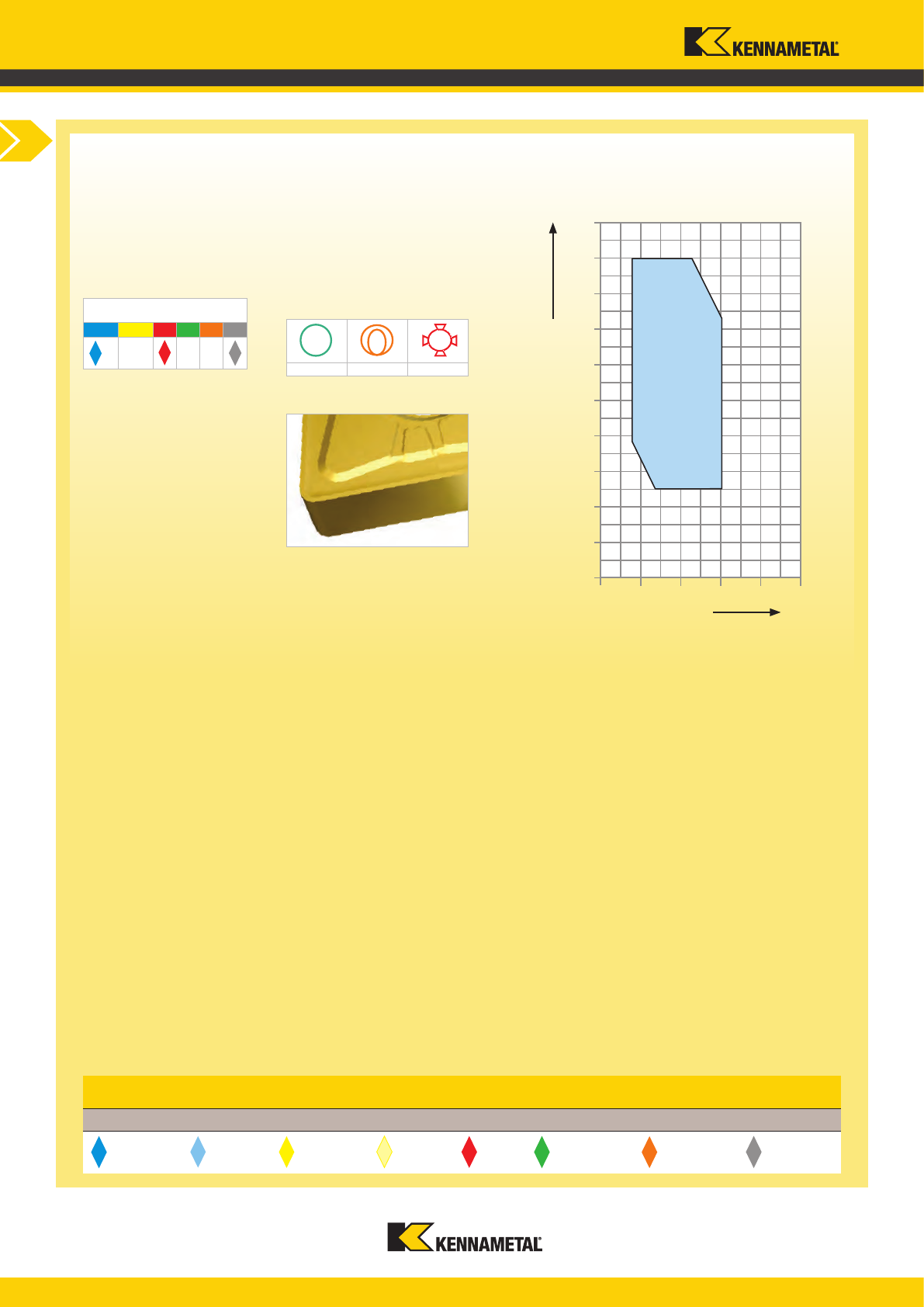
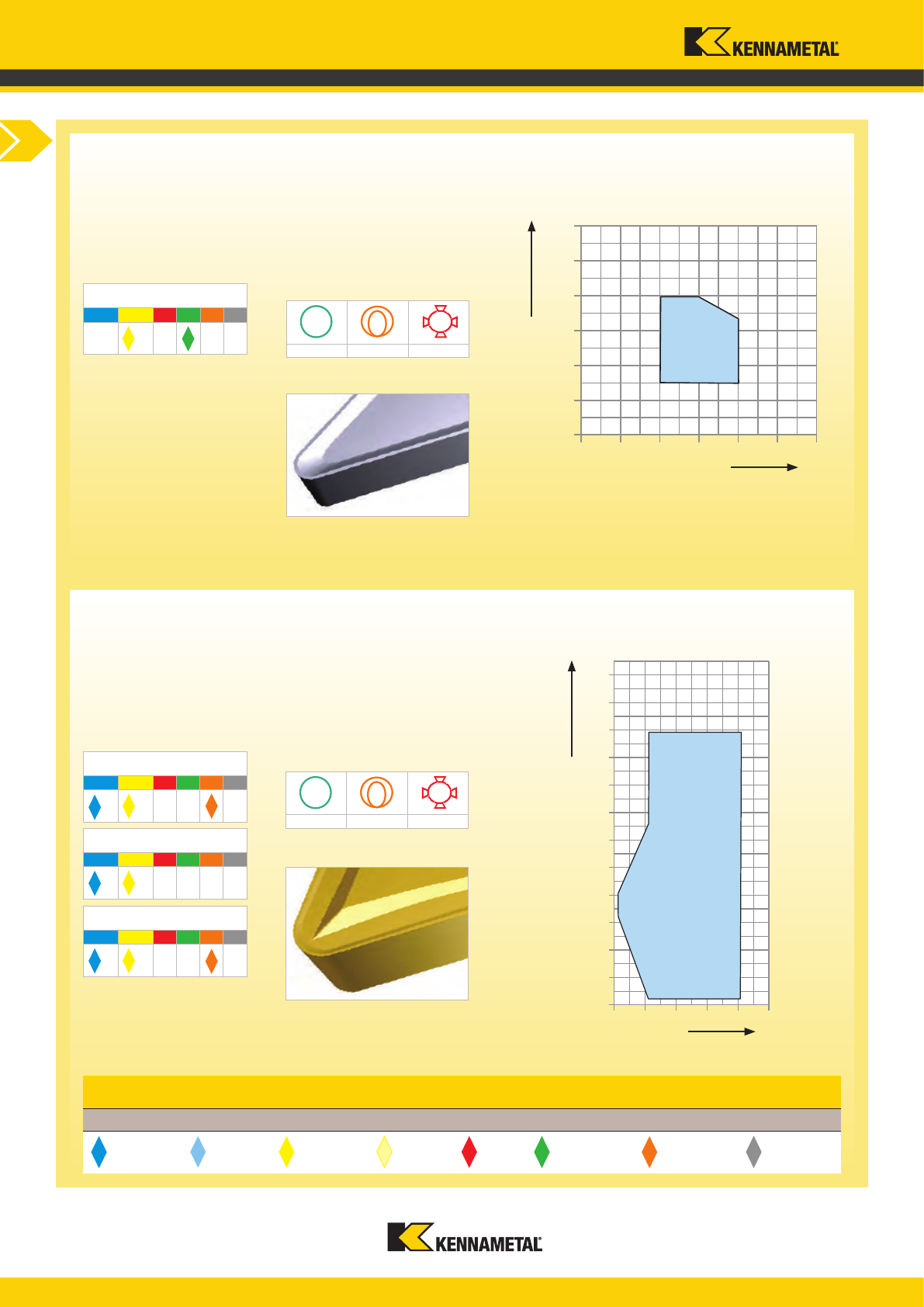
CNMG120408E-1B
Alloyed Steel: 4140 (41CrMo4)
1B Geometry Technical Information
Finishing:
The 1B Geometry is ideal for the finish machining of Steels, Stainless
Steels, and High Temperature Alloys. The precisely controlled cutting
edge and nose profile removes material cleanly and efficiently, leaving
a superior surface finish. Available in Grades: SP0819 & NL250
2N Inserts
Negative Insert Geometries
1B Inserts
Profile
Cutting Condition
Materials Application
Profile
Cutting Condition
Materials Application
www.kennametal.com
C14
P
P
M
M
K N
S
H
CNGG120408E-3F
CNGG432-3F
Stainless Steel: ATI 316!
0,10 0,40 0,30 0,50 0,20
f
n
(feed /rev)
0.004 0.0160.012 0.0200.008
1,50
2,5
0,50
a
p
(depth of cut)
0.060
0.100
0.020
0,60
0.023
1,00 0.040
2,00 0.080
3,00 0.118
3F
CNMG120408E-3J
CNMG432A-3J
Stainless Steel: ATI 316!
0,10 0,40 0,30 0,50 0,20
f (feed/rev)
0.004 0.016
0.012 0.0200.008
1,50
2,50
0,50
a
p
(depth of cut)
0.060
0.100
0.020
0,60
0.023
1,00 0.040
2,00 0.080
3,00 0.118
3J
inch mm
inch
mm
P
P
M
M
K N
S
H
4 4 8
SP0819
P M K N S H
4 4
SP4019
P M K N S H
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
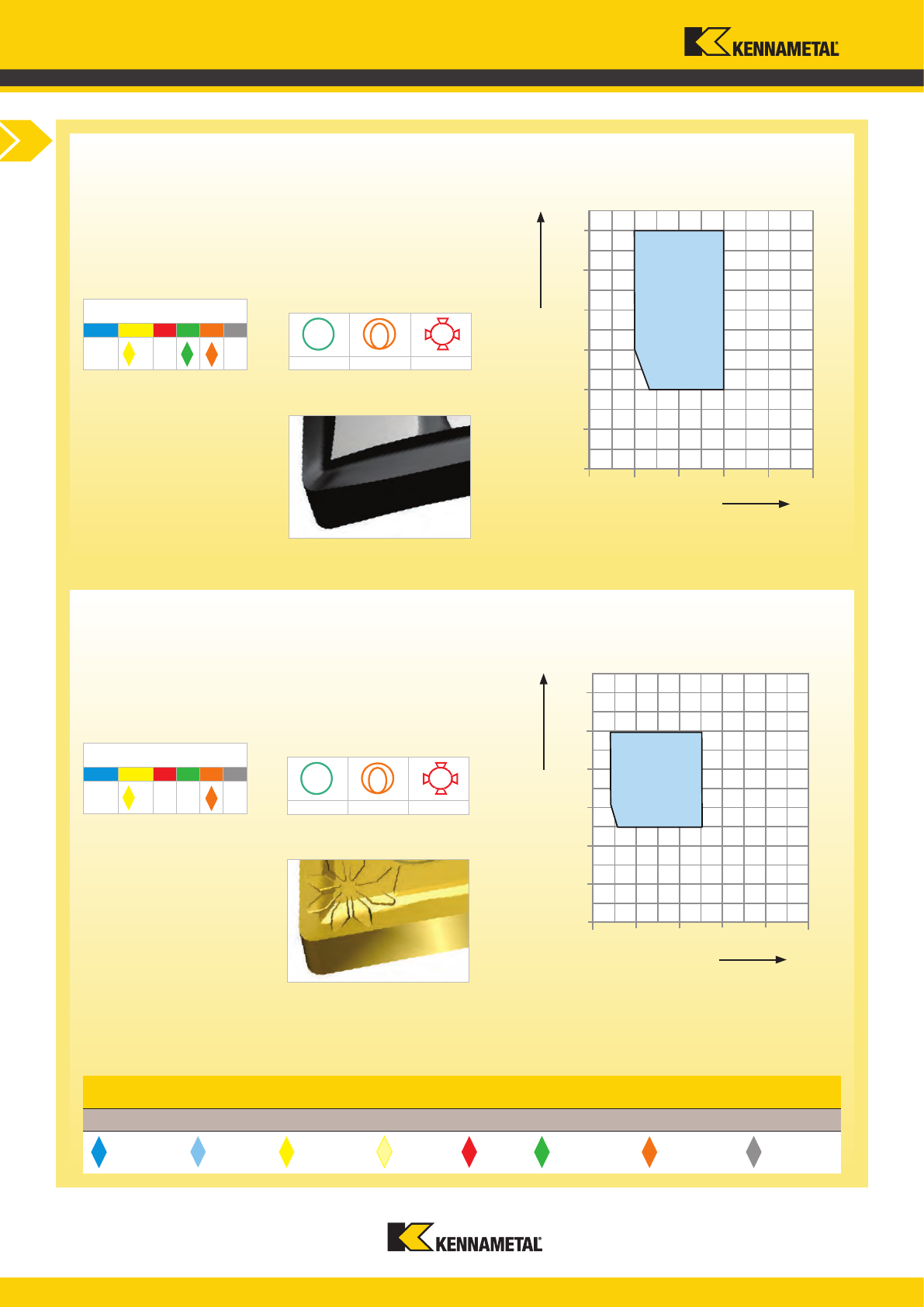
Introduction
a
p
(depth of cut)
f
n
(feed/rev)
a
p
(depth of cut)
f
n
(feed/rev)
CNMG120408E-3J
Stainless Steel: ATI 316™
3J Geometry Technical Information
Medium to Light Roughing:
The 3J Geometry has a smooth cutting action which reduces cutting
forces, improves surface finishes and increases the tool life, making it
ideal for the machining of Stainless Steels. Available in Grade: SP4019
CNGG120408E-3F
Stainless Steel: ATI 316™
3F Geometry Technical Information
Finishing to Light Roughing:
The 3F Geometry has a precision ground periphery to ensure a
precise cutting edge profile, with accurate indexability. The micro edge
conditioning reduces the cutting pressure, built-up edge and improves
the surface finish in difficult to machine materials. Available in Grade:
SP0819
3J Inserts
Negative Insert Geometries
3F Inserts
Profile
Materials Application
Cutting Condition
Profile
Materials Application
Cutting Condition
Light
www.kennametal.com
C15
P
P
M
M
K N
S
H
CNMG120408E-4E
CNMG432A-4E
Titanium Alloy: ATI 6-4!
0,10 0,40 0,30 0,50 0,20
f
n
(feed/rev)
0.004 0.0160.012 0.0200.008
1,50
2,50
0,50
a
p
(depth of cut)
0.060
0.100
0.020
0,60
0.023
1,00 0.040
2,00 0.080
3,00 0.118
4E
4,00 0.157
inch mm
inch
mm
800 - 1200 N/mm
2
HBN
230 - 340
CNMG120408E-4T
CNMG432A-4T
Alloyed Steel:
0,10 0,40 0,30 0,50 0,20
f
n
(feed/rev)
0.004
0.0160.012 0.020
0.008
1,50
2,50
4,50
3,50
0,50
5,50
a
p
(depth of cut)
0.060
0.100
0.180
0.138
0.020
0.216
0,60
0.023
1,00 0.040
2,00 0.080
3,00 0.118
4,00 0.160
4T
:
inch mm
inch
mm
P
P
M
M
K N
S
H
4 4
SP0819
P M K N S H
NL400
P M K N S H
4 4 4
NL250
P M K N S H
NL300
P M K N S H
NL400
P M K N S H
NL920
P M K N S H
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Introduction
a
p
(depth of cut)
f
n
(feed/rev)
a
p
(depth of cut)
f
n
(feed/rev)
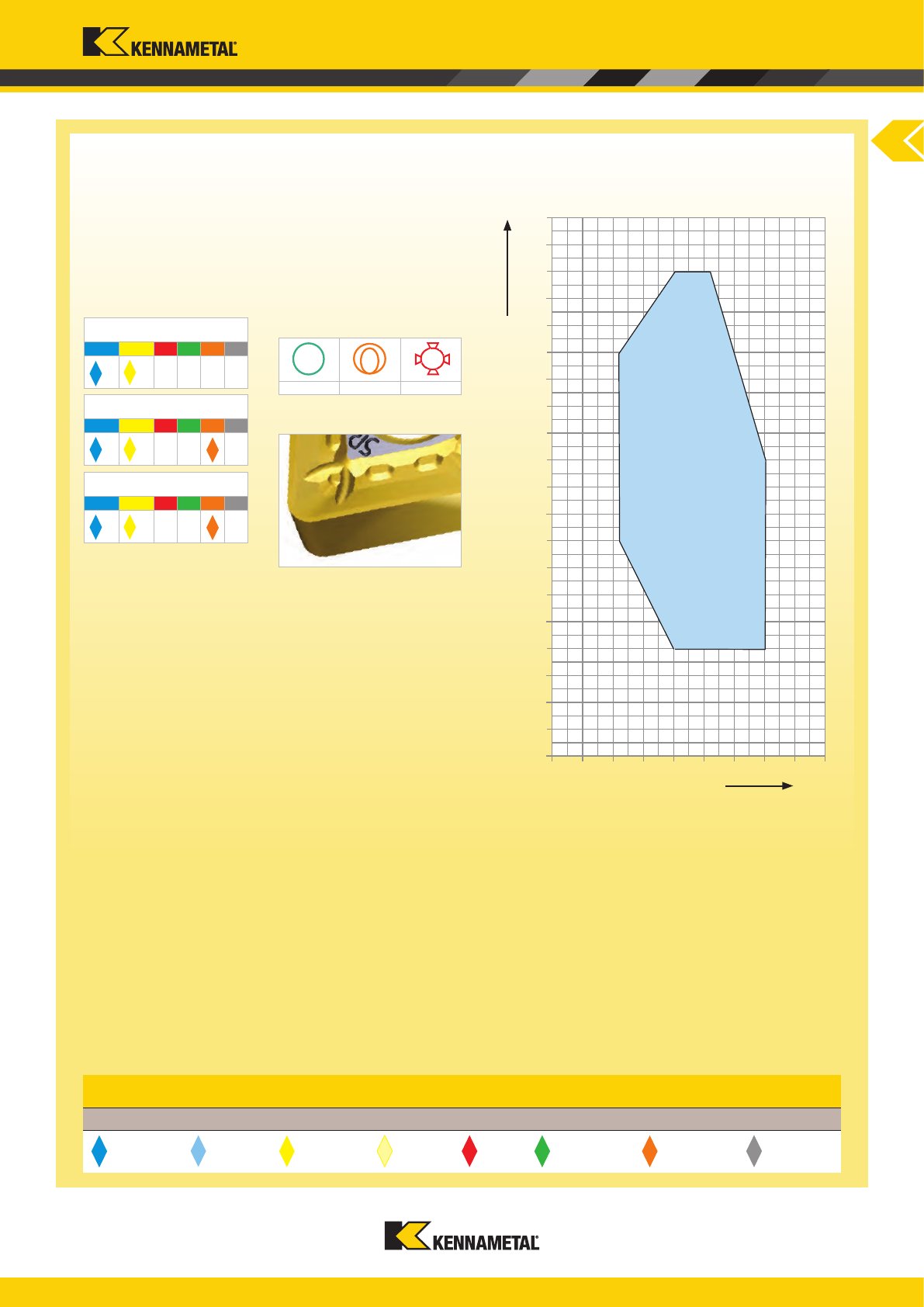
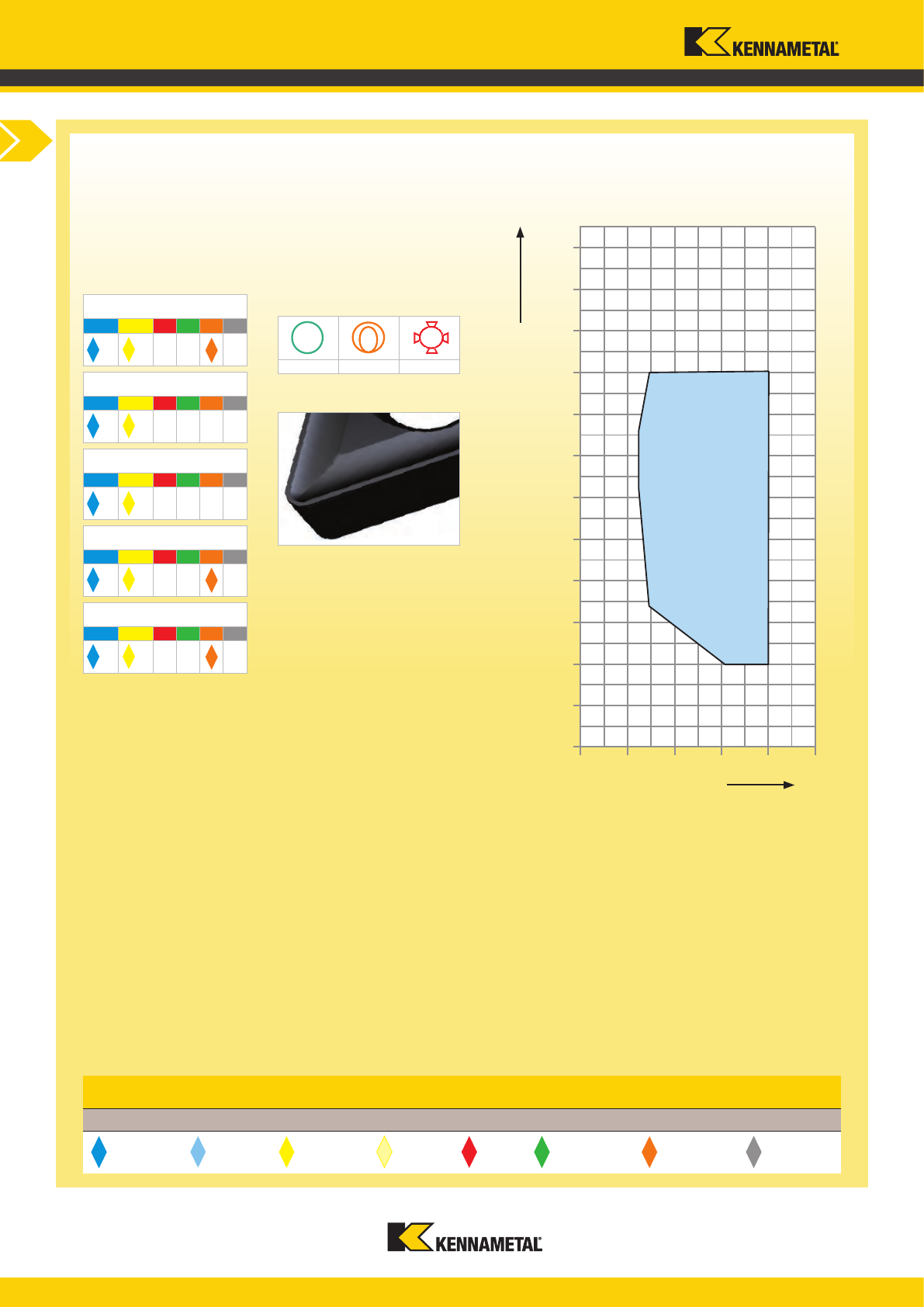
CNMG120408E-4T
Alloyed Steel: 800 - 1200 N/mm
2
HBN 230 - 340
4T Geometry Technical Information
General Purpose Roughing:
The 4T Geometry is the first choice for general purpose machining of all
Steels, Stainless Steels and Cast Irons.
Available in Grades: NL250, NL300, NL400 & NL920
CNMG120408E-4E
Titanium Alloy: ATI 6-4™
4E Geometry Technical Information
Semi-Finishing to Light Roughing:
The 4E Geometry was designed specifically for the machining of
High Nickel, High Cobalt, and Titanium based alloys. It’s reinforced
chip-breaker and precision edge condition enhances the performance
of this geometry. Available in Grades: SP0819 & NL400
4T Inserts
Negative Insert Geometries
4E Inserts
Profile
Materials Application
Cutting Condition
Profile
Materials Application
Cutting Condition
Light
www.kennametal.com
C16
P
P
M
M
K N
S
H
P
P
M
M
K N
S
H
CNMG120408E-4U
CNMG432A-4U
Ductile Iron: HBN 170
0,10 0,40 0,30 0,50 0,20
f
n
(feed/rev)
0.004 0.0160.012 0.0200.008
1,50
2,50
4,50
3,50
0,50
5,50
a
p
(depth of cut)
0.060
0.100
0.180
0.138
0.020
0.216
0,60
0.023
1,00 0.040
2,00 0.080
3,00 0.118
4,00 0.160
4U
inchmm
inch
mm
4 4
NL200
P M K N S H
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Introduction
a
p
(depth of cut)
f
n
(feed/rev)
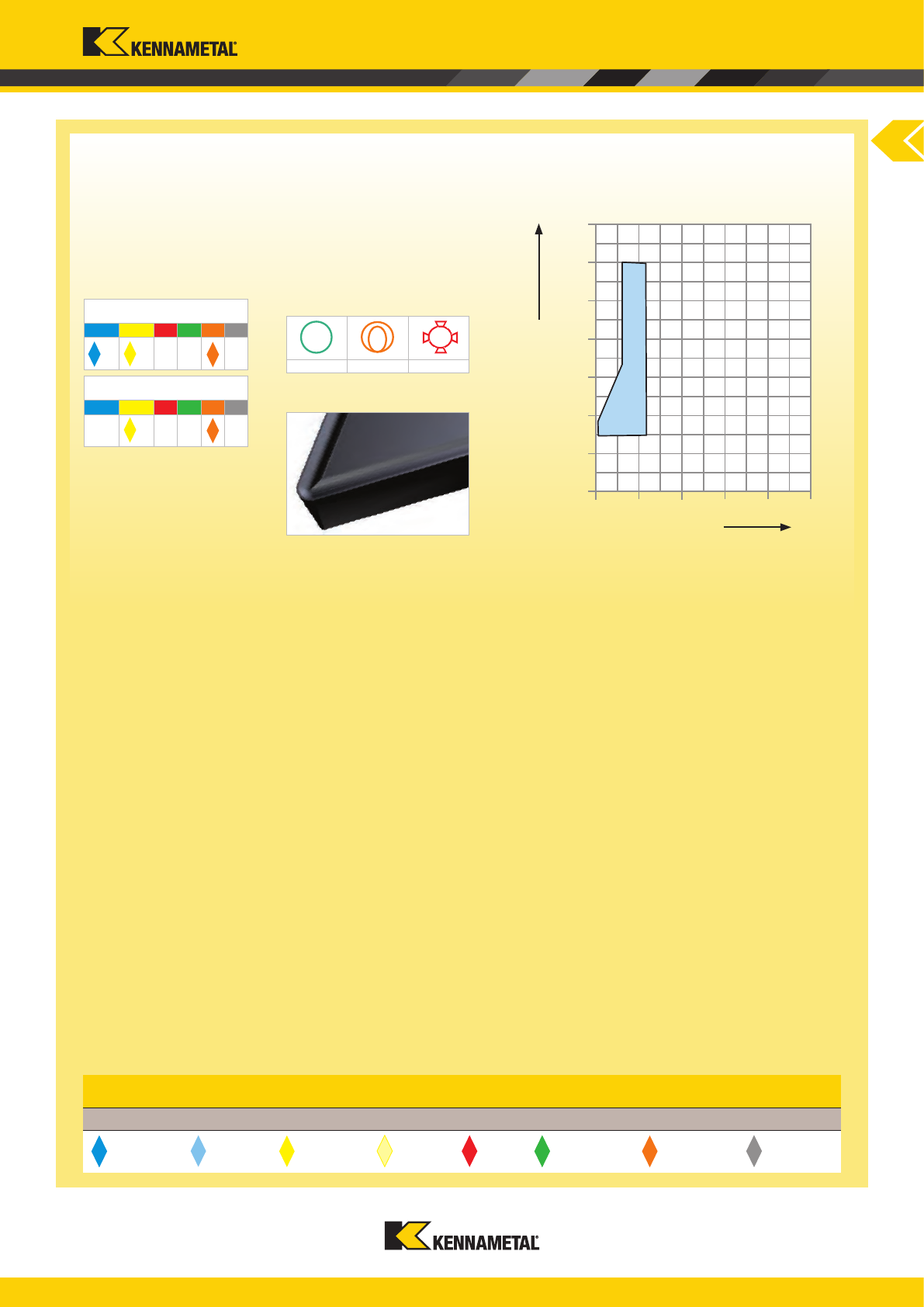
CNMG120408E-4U
Ductile Iron: HBN 170
4U Geometry Technical Information
Medium to Roughing:
The 4U Geometry was designed specifically for roughing applications
in Grey, Ductile and Malleable Irons. The geometry design produces
low cutting pressure with excellent chip control, enhancing the tool life.
Available in Grade: NL200
Negative Insert Geometries
4U Inserts
Profile
Cutting Condition
Materials Application
Light
www.kennametal.com
C17
P
P
M
M
K N
S
H
P
P
M
M
K N
S
H
Stainless Steel: ATI 316!
CNMM190616E-5R
CNMM644A-5R
0,10
0,40 0,30
0,50
0,20
f
n
(feed/rev)
0.004
0.016
0.012
0.020
0.008
1,50
2,50
4,50
3,50
0,50
5,50
a
p
(depth of cut)
0.060
0.100
0.180
0.138
0.020
0.216
6,00 0.235
6,50 0.255
0,60
0.023
1,00 0.040
2,00 0.080
3,00 0.118
4,00 0.160
0,70 0,80 0,90 1,00
7,00
7,50
8,00
8,50
9,00
9,50
10,00
5R
0.255
0.295
0.315
0.335
0.354
0.374
0.394
0.027 0.031 0.035 0.040
inchmm
inch
mm
4 4 4
NL300
P M K N S H
NL400
P M K N S H
NL920
P M K N S H
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Introduction
a
p
(depth of cut)
f
n
(feed/rev)
CNMM190616E-5R
Stainless Steel: ATI 316™
5R Geometry Technical Information
Single Sided Heavy Roughing:
The 5R Geometry was designed specifically for the heavy, rough
machining of Steels, Stainless Steels, High Nickel, High Cobalt and
Titanium based alloys. It is the first choice when stability, high feed
rates and strong edge conditions are required.
Available in Grades: NL300, NL400 & NL920
Negative Insert Geometries
5R Inserts
Profile
Cutting Condition
Materials Application
www.kennametal.com
C18
P
P
M
M
K N
S
H
P
P
M
M
K N
S
H
EPEX040204F-15
EPEX1.51-15
Aluminium: <16% Si HBN 116
0,05
0,20
0,15 0,25
0,10
f
n
(feed/rev)
0.002 0.0080.006 0.0100.004
1,50
2,50
0,50
a
p
(depth of cut)
0.060
0.100
0.020
0,30
0.015
1,00 0.040
2,00 0.080
3,00 0.118
-15
inchmm
inch
mm
750 - 950 N/mm
2
HBN
220 - 270
WPMT050304E-61
Unalloyed Steel:
0,05 0,20 0,15 0,25 0,10
f
n
(feed/rev)
0.002 0.0080.006 0.0100.004
1,50
2,50
0,50
a
p
(depth of cut)
0.060
0.100
0.020
0,30
0.015
1,00 0.040
2,00 0.080
3,00 0.118
-61
inchmm
inch
mm
4
8
4
SP4019
P M K N S H
GH1
P M K N S H
4 4
8
SP4019
P M K N S H
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Introduction
a
p
(depth of cut)
f
n
(feed/rev)
a
p
(depth of cut)
f
n
(feed/rev)
WPMT050304E-61
Unalloyed Steel: 750 - 950 N/mm
2
HBN 220 - 270
-61 Geometry Technical Information
Finishing:
The -61 Geometry has 6 cutting edges and is one of the most
economical inserts for small part machining. The chip-breaker provides
good chip control and surface finish.
Available in Grade: SP4019
EPEX040204F-15
Aluminium: <16% Si HBN 116
-15 Geometry Technical Information
Medium to Finishing:
The -15 Geometry is ideally suited to applications which require light
depths of cut and feeds, and where vibration could be an issue. This
geometry is ground and has a sharp edge condition.
Available in Grades: SP4019 & GH1
-61 Inserts
Positive Insert Geometries
-15 Inserts
Profile
Cutting Condition
Materials Application
Profile
Cutting Condition
Materials Application
www.kennametal.com
C19
P
P
M
M
K N
S
H
P
P
M
M
K N
S
H
Unalloyed Steel:
750 - 950 N/mm
2
HBN
220 - 270
EPGT060204E-62
EPGT21.51A-62
0,05 0,20 0,15 0,25 0,10
f
n
(feed/rev)
0.002 0.0080.006 0.0100.004
1,50
2,50
0,50
a
p
(depth of cut)
0.060
0.100
0.020
0,00
0.000
1,00 0.040
2,00 0.080
3,00 0.118
-62
0,30
0.015
inchmm
inch
mm
DCGT11T308F-64
DCGT32.52A-64
Aluminium: <16% Si HBN 116
0,10 0,40 0,30 0,50 0,20
f
n
(feed/rev)
0.004 0.0160.012 0.0200.008
1,50
2,50
4,50
3,50
0,50
a
p
(depth of cut)
0.060
0.100
0.180
0.138
0.020
0,60
0.023
1,00 0.040
2,00 0.080
3,00 0.118
4,00 0.160
-64
inchmm
inch
mm
4 4
8
SP0819
P M K N S H
4 4
8
GH1
P M K N S H
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Introduction
a
p
(depth of cut)
f
n
(feed/rev)
a
p
(depth of cut)
f
n
(feed/rev)
DCGT11T308F-64
Aluminium: <16% Si HBN 116
-64 Geometry Technical Information
Medium to Roughing:
The -64 Geometry is a very positive geometry, with polished top rake and
ground periphery. Specifically designed for the machining of Aluminum,
Plastics and Soft Alloys.
Available in Grade: GH1
EPGT060204E-62
Unalloyed Steel: 750 - 950 N/mm
2
HBN 220 - 270
-62 Geometry Technical Information
Finishing:
The -62 Geometry is one of the most versatile geometries for the
machining of Steels, Stainless Steels, High Nickel, High Cobalt and
Titanium based alloys. This positive geometry was designed for a wide
variety of finishing applications.
Available in Grade: SP4019
-64 Inserts
Positive Insert Geometries
-62 Inserts
Profile
Cutting Condition
Materials Application
Profile
Cutting Condition
Materials Application
www.kennametal.com
C20
P
P
M
M
K N
S
H
P
P
M
M
K N
S
H
450 - 700 N/mm
2
HBN
120 - 180
Stainless Steel:
VCGT130304E-66
VCGT2.51A-66
0,05 0,20 0,15
0,25
0,10
f
n
(feed/rev)
0.002 0.0080.006 0.0100.004
1,50
2,50
0,50
a
p
(depth of cut)
0.060
0.100
0.020
0,00
0.000
1,00 0.040
2,00 0.080
3,00 0.118
-66
0,30
0.015
inchmm
inch
mm
CCMT120408E-73
CCMT432A-73
Alloyed Steel:
900 - 1200 N/mm
2
HBN
260 - 340
0,10 0,40 0,30 0,50 0,20
f
n
(feed/rev)
0.004 0.0160.012 0.0200.008
1,50
2,50
4,50
3,50
0,50
5,50
a
p
(depth of cut)
0.060
0.100
0.180
0.138
0.020
0.216
6,00 0.235
6,50 0.255
0,60
0.023
1,00 0.040
2,00 0.080
3,00 0.118
4,00 0.160
-73
inchmm
inch
mm
4 4
8
GH1
P M K N S H
4 4 4
SP4019
P M K N S H
NL300
P M K N S H
NL920
P M K N S H
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Introduction
a
p
(depth of cut)
f
n
(feed/rev)
VCGT130304E-66
a
p
(depth of cut)
f
n
(feed/rev)
CCMT120408E-73
Alloyed Steel: 900 - 1200 N/mm
2
HBN 260 - 340
-73 Geometry Technical Information
Medium to Roughing:
The -73 Geometry is an as pressed geometry, covering a wide range
of applications and materials, making it the ideal first choice for most
medium to roughing, machining applications.
Available in Grades: SP4019, NL300 & NL920
Stainless Steel: 450 - 700 N/mm
2
HBN 120 - 180
-66 Geometry Technical Information
Medium to Finishing:
The -66 Geometry has a precision ground periphery and pressed in chip-
breaker, with a sharp edge condition, ideally suited for fine chip control
when machining medical and small precision components.
Available in Grade: GH1
-73 Inserts
Positive Insert Geometries
-66 Inserts
Profile
Cutting Condition
Materials Application
Profile
Cutting Condition
Materials Application
www.kennametal.com
C21
P
P
M
M
K N
S
H
P
P
M
M
K N
S
H
VCMT160408E-M
VCMT332A-M
Unalloyed Steel:
750 - 950 N/mm
2
HBN
220 - 270
0,10 0,40 0,30 0,50 0,20
f
n
(feed/rev)
0.004 0.0160.012 0.0200.008
1,50
2,50
3,50
0,50
a
p
(depth of cut)
0.060
0.100
0.138
0.020
0,60
0.023
1,00 0.040
2,00 0.080
3,00 0.118
-M
inchmm
inch
mm
4 4
8
SP4019
P M K N S H
GH1
P M K N S H
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Introduction
a
p
(depth of cut)
f
n
(feed/rev)
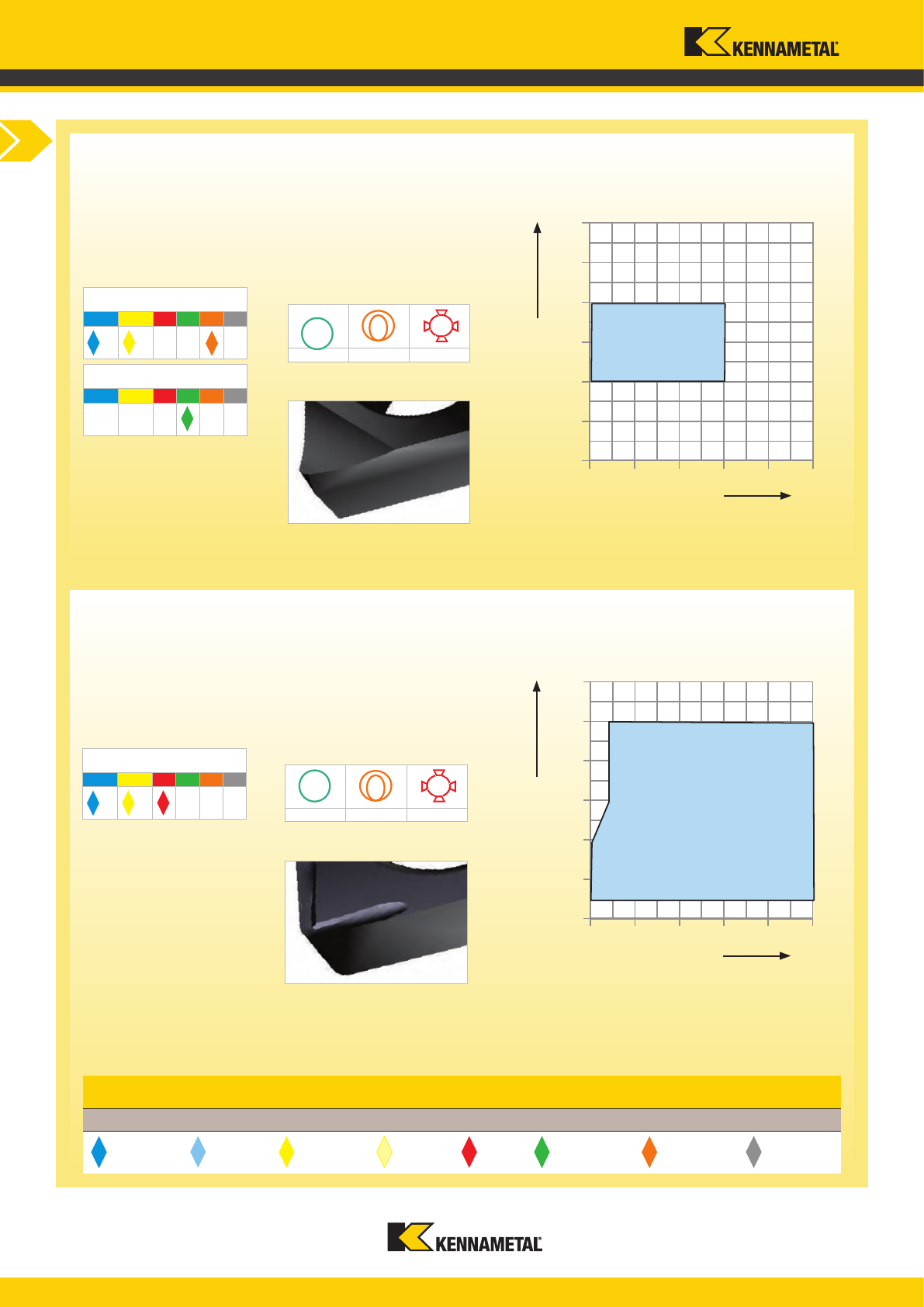
VCMT160408E-M
Unalloyed Steel: 750 - 950 N/mm
2
HBN 220 - 270
-M Geometry Technical Information
Medium to Finishing:
The -M Geometry has a small, well defined chip-breaker for a soft cutting
action, resulting in very little stress being produced, when machining
small diameter components.
Available in Grades: SP4019 & GH1
Positive Insert Geometries
-M Inserts
Profile
Cutting Condition
Materials Application
www.kennametal.com
C22
P
P
M
M
K N
S
H
P
P
M
M
K N
S
H
TCMT16T308E
TCMT32.53A
Unalloyed Steel:
750 - 950 N/mm
2
HBN
220 - 270
0,10 0,40 0,30 0,50 0,20
f
n
(feed/rev)
0.004 0.0160.012 0.0200.008
1,50
2,50
4,50
3,50
0,50
5,50
a
p
(depth of cut)
0.060
0.100
0.180
0.138
0.020
0.216
6,00 0.235
6,50 0.255
0,60
0.023
1,00 0.040
2,00 0.080
3,00 0.118
4,00 0.160
-T
inchmm
inch
mm
4 4 4
SP4019
P M K N S H
NL250
P M K N S H
NL300
P M K N S H
NL400
P M K N S H
NL920
P M K N S H
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Introduction
a
p
(depth of cut)
f
n
(feed/rev)
TCMT16T308E
Unalloyed Steel: 750 - 950 N/mm
2
HBN 220 - 270
-T Geometry Technical Information
Medium to Roughing:
The -T Geometry is a utility geometry giving a stable cutting action
in a wide vareity of demanding applications.
Available in Grades: SP4019, NL250, NL300, NL400 & NL920
Positive Insert Geometries
-T Inserts
Profile
Cutting Condition
Materials Application
www.kennametal.com
C23
P
P
M
M
K N
S
H
P
P
M
M
K N
S
H
ECMX12T308EL
ECMX422AL
Aluminium: <16% Si HBN 116
0,10 0,40 0,30 0,50 0,20
f
n
(feed/rev)
0.004 0.0160.012 0.0200.008
1,50
2,50
4,50
3,50
0,50
5,50
a
p
(depth of cut)
0.060
0.100
0.180
0.138
0.020
0.216
6,00 0.235
6,50 0.255
0,60
0.023
1,00 0.040
2,00 0.080
3,00 0.118
4,00 0.160
-X
inchmm
inch
mm
4 4 8
SP4019
P M K N S H
GH1
P M K N S H
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Introduction
a
p
(depth of cut)
f
n
(feed/rev)
ECMX12T308EL
Aluminium: <16% Si HBN 116
-X Geometry Technical Information
Medium to Roughing:
The -X Geometry has a precision ground parallel chip groove,
available with a fully ground periphery or as pressed, both with a
sharp edge condition. Ideal for the machining of components which
have vibration sensitive applications.
Available in Grades: SP4019 & GH1
Positive Insert Geometries
-X Inserts
Profile
Cutting Condition
Materials Application
www.kennametal.com
C24
GH1
NL200 NL250 NL300 NL400 NL920
SP0819 SP4019
SA6609
Introduction
Grade Selection
Stellram’s range of carbide and ceramic grades
offer solutions to suit all material groups.
Cutting Material
Groups
Uncoated Grade
Stellram’s uncoated GH1 grade is a micro-gain carbide offering excellent wear
resistance at high cutting speeds, in various materials and applications.
NL = CVD Coated Grades
The NL range of CVD coated grades with enhanced surface layering have been
specically developed and engineered to machine at elevated cutting conditions,
in a broad range of materials.
WEAR RESISTANCE
TOUGHNESS
SP = PVD Coated Grades
These PVD coated grades can be applied to varying applications and materials,
but primarily designed to machine stainless steels, and high temperature alloys.
SA = Ceramic Grade
SA6609 is an advanced silicon-carbide whisker reinforced ceramic grade,
which makes it very resistant to edge facture and notch wear, especially when
machining high nickel, and high cobalt based alloys.
WEAR RESISTANCE
TOUGHNESS
WEAR RESISTANCE
TOUGHNESS
WEAR RESISTANCE
TOUGHNESS
www.kennametal.com
C25
P
60 405
M
60 275
K
95 375
N
S
20 80
H
NL250
01 05 10 15 20 25 30 35 40 45 50
P
60 415
M
K
95 410
N
S
H
45 125
NL200
01 05 10 15 20 25 30 35 40 45 50
Introduction
Vc max
Vc min
m/min
m/min
Vc max
Vc min
Application Range
Cutting speed
Application Range
Cutting speed
Recommended Acceptable
Recommended Acceptable
NL250
Coating Type: CVD
Wear resistant grade for semi-nishing and nishing applications.
Suitable for stable conditions with limited interrupted machining.
Available in the following geometries:
Finishing: 1B
Light-Medium Roughing: 2N
Roughing: 4T
Flat Top: Roughing
NL200
Coating Type: CVD
First choice to machine Cast Iron, this grade has a very good
resistance to wear and deformation, suitable for medium and
nishing applications on gray and malleable cast irons.
Available in the following geometries:
Medium – Roughing: 4U
MAX DRY
MAX DRY
Grade Descriptions
NL200 & NL250
www.kennametal.com
C26
P
50 360
M
50 245
K
N
S
15 70
H
NL400
01 05 10 15 20 25 30 35 40 45 50
P
60 380
M
60 255
K
90 335
N
S
H
NL300
01 05 10 15 20 25 30 35 40 45 50
Introduction
Vc max
Vc max
Vc min
Vc min
m/min
m/min
Application Range
Cutting speed
Application Range
Cutting speed
Recommended Acceptable
NL400
Coating Type: CVD
A very tough grade for medium and rough machining, primarily
on Stainless Steel and Exotic Alloys. Good resistance to thermal
diffusion, and accepts light interruption.
Available in the following geometries:
Light Roughing – Semi-Finishing: 4E
Roughing: 4T
Single Sided Heavy Roughing: 5R
Recommended Acceptable
NL300
Coating Type: CVD
A tough but wear resistant grade for medium and rough
machining with light scale but, no interruption. General purpose
for Steels and Cast Iron materials.
Available in the following geometries:
Medium roughing: -73
Light-Medium Roughing: 2N
Roughing: 4T
Single Sided Heavy Roughing: 5R
Medium – Roughing:-T
MAX DRY
MAX DRY
Grade Descriptions
NL300 & NL400
www.kennametal.com
C27
P
80 450
M
75 315
K
N
275 975
S
25 90
H
65 140
SP0819
01 05 10 15 20 25 30 35 40 45 50
P
45 225
M
40 155
K
70 225
N
S
15 45
H
NL920
01 05 10 15 20 25 30 35 40 45 50
Introduction
Vc max
Vc max
Vc min
Vc min
m/min
m/min
Application Range
Cutting speed
Application Range
Cutting speed
NL920
Coating Type: CVD
A ne grain but tough grade, with a high degree of edge security
on Steels and Stainless Steels. Performs well on rough and heavy
machining applications, including interrupted applications.
Available in the following geometries:
Light-Medium: 2N
Roughing: 4T
Sing Sided Heavy Roughing: 5R
Medium –Roughing: -73
Medium –Roughing: -T
Recommended Acceptable
SP0819
Coating Type: PVD
A very wear resistant micro grain substrate with a new
generation of TiAlN coating. First choice to machine difcult
to machine materials, including PH Stainless Steel. Requires
higher cutting speeds in nishing and medium operations, with
stable conditions and clean material.
Available in the following geometries:
Finishing: 1B
Finishing-Light Roughing: 3F
Semi Finishing – Light Roughing: 4E
Recommended Acceptable
MAX DRY
MAX DRY
Grade Descriptions
NL920 & SP0819
www.kennametal.com
C28
P
M
K
70 225
N
185 825
S
H
GH1
01 05 10 15 20 25 30 35 40 45 50
P
80 440
M
75 300
K
120 440
N
365 975
S
25 90
H
60 130
SP4019
01 05 10 15 20 25 30 35 40 45 50
Introduction
Vc max
Vc max
Vc min
Vc min
m/min
m/min
Application Range
Cutting speed
Application Range
Cutting speed
Recommended Acceptable
GH1
Coating Type: Uncoated
A very wear resistant uncoated micrograin for Cast Irons,
Hardened Steel to 58 HRC and non ferrous alloys. Produces
a low cutting pressure at high speed due to sharp cutting edge
denition.
Available in the following positive geometries:
Medium – Roughing: X
Medium – Finishing: -64
Medium – Finishing: -66
Medium – Finishing: M
Recommended Acceptable
SP4019
Coating Type: PVD
A tough micro-grain substrate with new generation TiAlN
coating, renders this PVD grade extremely hard for unmatched
performance in all materials.
Available in the following geometries:
Finishing: -62 (positive) Medium – Roughing: -X
Finishing – Light Roughing: 3J Finishing: -61
Medium -Roughing: -73 (positive) Medium- Roughing: -T
Medium – Finishing: -15
MAX DRY
MAX DRY
Grade Descriptions
SP4019 & GH1
www.kennametal.com
C29
E010 0.05 20° 0
E030 0.15 20° 0
P
M
K
N
S
180 450
H
SA6609
01 05 10 15 20 25 30 35 40 45 50
W
β
W β
Introduction
mmmm
mm
Vc maxVc min
m/min
Hone
Edge Condition
Hone
Application Range
Cutting speed
Recommended Acceptable
SA6609
Coating Type: Uncoated
A whisker ceramic grade for roughing and medium machining
applications, on High Temperature Alloys. Excellent wear
resistance with elevated cutting surface speeds.
Available in two edge preparation:
Finishing to medium: E010
Medium to roughing: E030
MAX DRY
Grade Descriptions
SA6609

www.kennametal.com
C30
P
P
M
M
K N
S
H
1B
2N
3F
3J
4E
4T
4U
5R
SP0819 SP4019 NL200 NL250
P M K N S H P M K N S H P M K N S H P M K N S H
1B
2N
3F
3J
4E
4T
4U
5R
NL300 NL400 NL920
P M K N S H P M K N S H P M K N S H
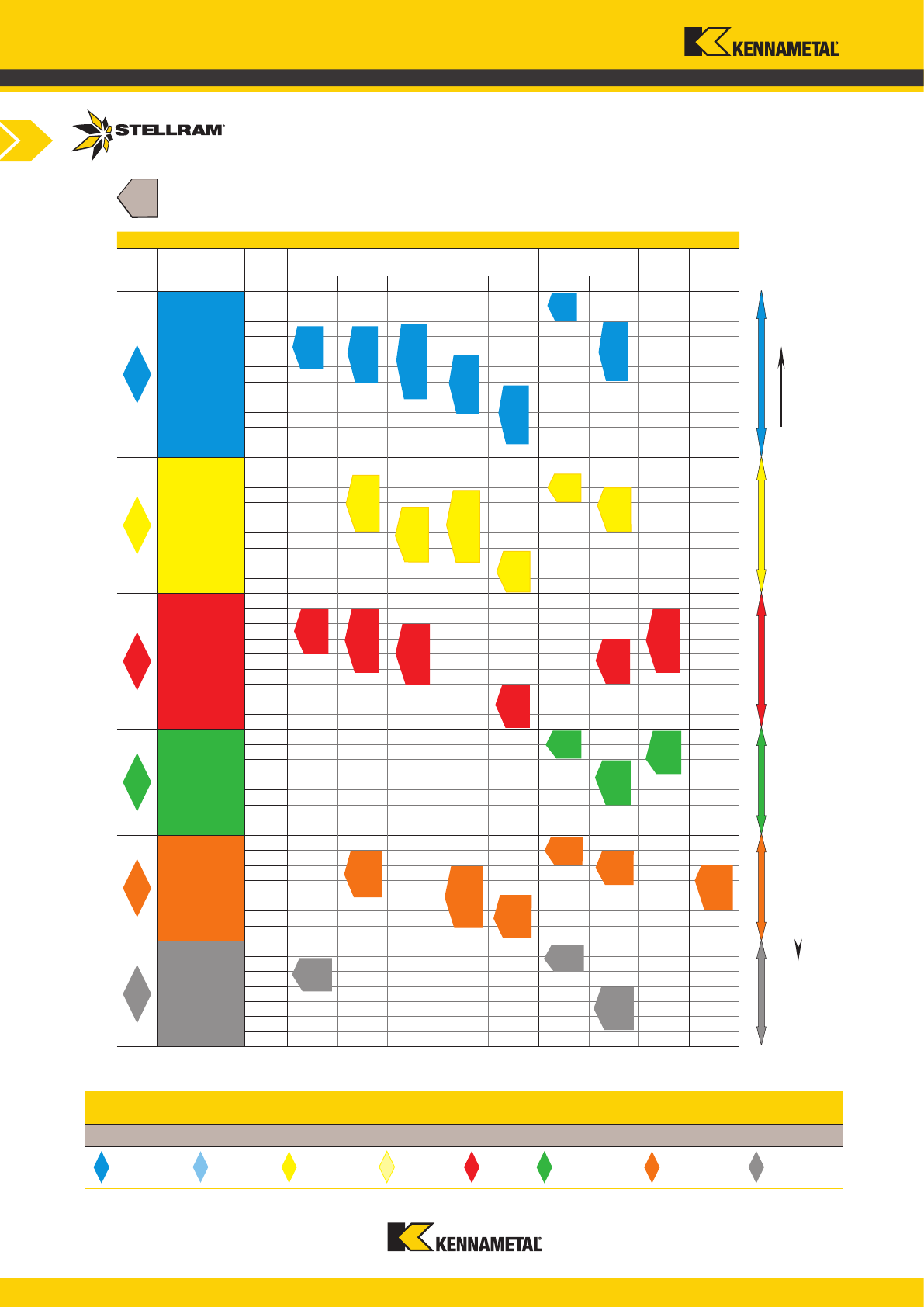
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Introduction
Flat-Top
Flat-Top
Grade
Grade
Geometry
Geometry
Negative Turning: Geometry, Grade and Material Selection
Negative Turning: Geometry, Grade and Material Selection
Grade Geometry
Negative Turning
P
P
M
M
K N
S
H
www.kennametal.com
C31
15
X
61
62
64
66
73
M
T
SP4019 NL250 NL300
P M K N S H P M K N S H P M K N S H
15
X
61
62
64
66
73
M
T
NL400 NL920 GH1
P M K N S H P M K N S H P M K N S H
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Introduction
Positive Turning: Geometry, Grade and Material Selection
Positive Turning: Geometry, Grade and Material Selection
Grade
Geometry
Grade
Geometry
Grade Geometry
Positive Turning
www.kennametal.com
C32
P
P
M
M
K N
S
H
N
M
110 - 274 110 - 255 91 - 244 79 - 152
105 - 263 105 - 245 88 - 234 76 - 146
59 - 146 60 - 135 49 - 130 42 - 81
P
167 - 415 162 - 406 158 - 381 135 - 361 117 - 226
108 - 269 105 - 263 102 - 244 88 - 234 76 - 146
99 - 247 97 - 241 94 - 229 80 - 215 70 - 134
90 - 224 88 - 220 85 - 201 73 - 195 63 - 122
62 - 153 60 - 150 58 - 134 50 - 133 43 - 83
NL200 NL250 NL300 NL400 NL920
K
165 - 411 161 - 373 157- 335 116 - 224
143 -355 139 - 322 135 - 290 100 - 193
96 - 239 94 - 217 91 - 195 68 - 130
S
23 - 59 20 - 52 17 - 33
19 - 48 16 - 42 14 - 26
20 - 51 17 - 46 15 - 28
32 - 80 27 - 72 23 - 45
H
45 - 125
50 - 120
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Introduction
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Aluminium
& Alloys
Aluminium & Alloys
< 16% 116 HB
Aluminium + Silicon
> 16% 92 HB
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
min. - max.
min. - max. min. - max.
min. - max.
min. - max.
ISO
Materials Rm and Hardness
CVD Coated
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Cutting Speed
(Vc) m/min
Cutting Speed (v
c
) m/min
www.kennametal.com
C33
P
P
M
M
K N
S
H
K
206 - 438 134 - 268 226 - 482 116 - 224
178 - 378 116 - 232 195 - 416 100 - 193
120 - 255 78 - 156 132 - 280 60 - 130
P
212 - 451 208 - 442 135 - 271 230 - 485
138 - 293 135 -287 88 - 176 150 -315
126 - 268 123 - 263 80 - 161 135 - 290
115 - 244 112 - 239 73 - 146 125 - 265
78 - 167 77 - 163 50 - 100 85 - 180
M
143 - 305 140 - 299 107 - 229 154 -329 80 - 150
149 - 317 135 - 287 102 - 220 160 - 342 80 - 160
76 - 163 75 - 159 57 - 122 82 - 175 40 - 80
N
396 - 976 365 - 975 366 - 915
335 - 823
274 - 671 244 - 610 183 - 549
S
31 - 65 30 - 64 20 - 39 33 - 70 15 - 35 180 - 450
25 - 53 24 - 52 16 - 32 27 - 57 15 - 25 180 - 400
27 - 57 26 - 56 17 - 34 29 - 61 15 - 30 180 - 360
42 - 89 41- 88 27 - 54 45 - 96 25 - 45
H
70 - 140 62 - 131
65 - 135 60 - 127
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Introduction
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
>1400 N/mm
2
>400 HBN
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Aluminium
& Alloys
Aluminium & Alloys
< 16% 116 HB
Aluminium + Silicon
> 16% 92 HB
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
ISO
Materials Rm and Hardness
PVD Uncoated Ceramic
SP0819 SP4019
SP4030
(Grooving)
SP4066
(Threading)
GH1
Micrograin
SA6609
Cutting Speed
(Vc) m/min
Cutting Speed (v
c
) m/min
www.kennametal.com
C34
P
P
M
M
K N
S
H
P
P01
P05
P10
P15
P20
P25
P30
P35
P40
P45
P50
M
M01
M05
M10
M15
M20
M25
M30
M35
M40
K
K01
K05
K10
K15
K20
K25
K30
K35
K40
N
N01
N05
N10
N15
N20
N25
N30
S
S01
S05
S10
S15
S20
S25
S30
H
H01
H05
H10
H15
H20
H25
H30
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Introduction
ISO Grade Classication
Groups Materials Code
CVD Grades PVD Grades
Uncoated
Grade
Whisker
Ceramic
Unalloyed
andAlloyed
Steels
Stainless Steels
Cast Irons
Aluminum &
Alloys
High
Temperature
Alloys
Hard Materials
NL200 NL250 NL300 NL400 NL920 SP0819 SP4019 GH1 SA6609
Optimum Grade Performance
Increasing - wear resistance - Increasing cutting speed
Increasing - shock resistance - Increasing - feed
ISO Turning Grade
Classification Chart
www.kennametal.com
C35
Turning Inserts
www.kennametal.com
C36
IC d m
J, K, L, M, N U M, N U
4,76 ±0,05 ±0,08 ±0,08 ±0,13
5,56 ±0,05 ±0,08 ±0,08 ±0,13
6 ±0,05 ±0,08 ±0,08 ±0,13
6,35 ±0,05 ±0,08 ±0,08 ±0,13
7,94 ±0,05 ±0,08 ±0,08 ±0,13
8 ±0,05 ±0,08 ±0,08 ±0,13
9,525 ±0,05 ±0,08 ±0,08 ±0,13
10 ±0,05 ±0,08 ±0,08 ±0,13
12 ±0,08 ±0,13 ±0,13 ±0,2
12,7 ±0,08 ±0,13 ±0,13 ±0,2
15,875 ±0,1 ±0,18 ±0,15 ±0,27
16 ±0,1 ±0,18 ±0,15 ±0,27
19,05 ±0,1 ±0,18 ±0,15 ±0,27
20 ±0,1 ±0,18 ±0,15 ±0,27
25 ±0,13 ±0,25 ±0,18 ±0,38
25,4 ±0,13 ±0,25 ±0,18 ±0,38
31,75 ±0,15 ±0,25 ±0,2 ±0,38
32 ±0,15 ±0,25 ±0,2 ±0,38
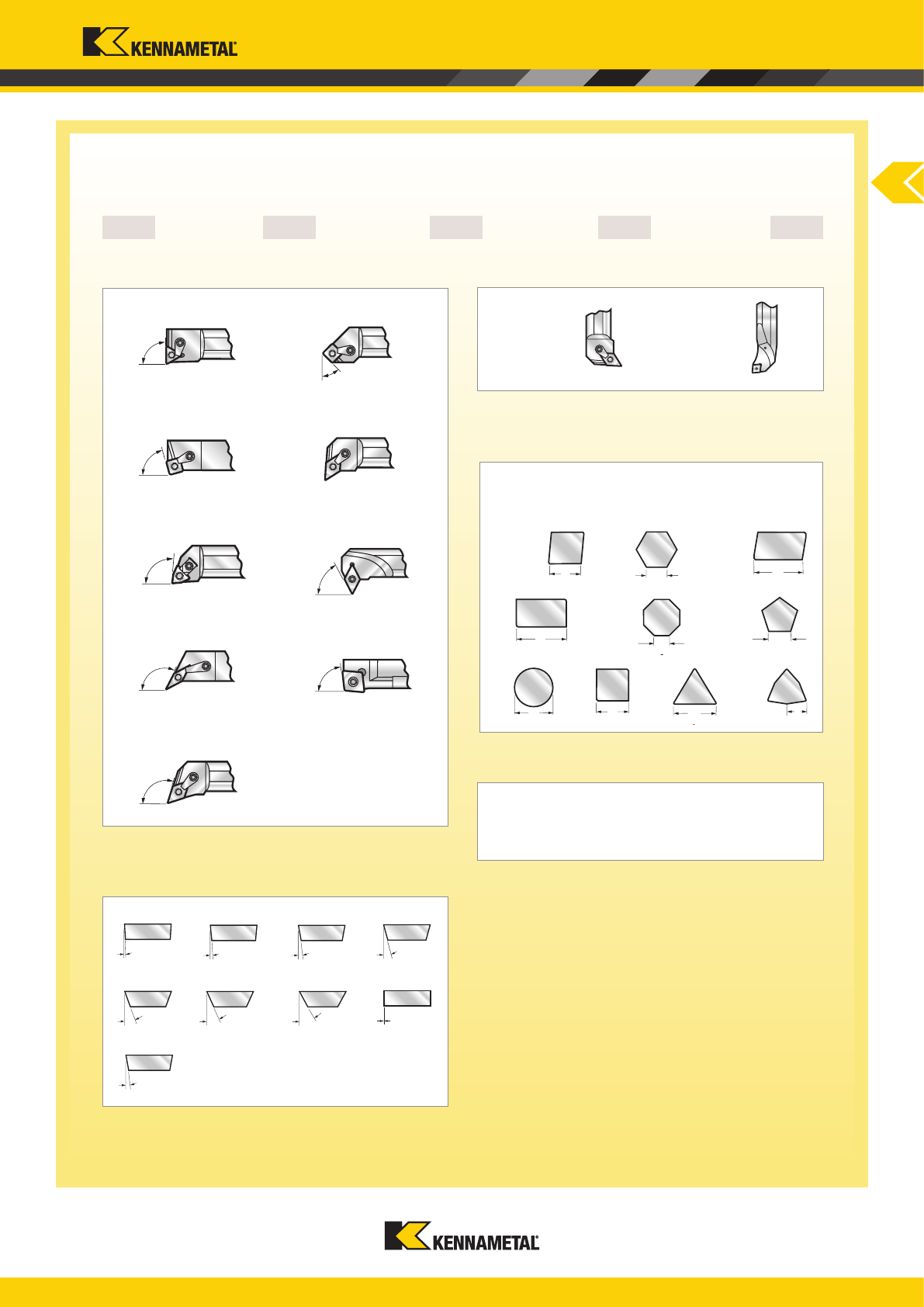
S N M G
1 2 3 4
A
3°
B
5°
C
7°
D
15°
E
20°
F
25°
G
30°
N
0°
P
11°
d
m
d
m
d
m
d
m
s
C
80°
D
55°
E
75°
A
85°
H
120°
K
55°
L
90°
M
86°
O
135°
P
108°
R
360°
S
90°
T
60°
V
35°
W
80°
82°
B
A
70° - 90°
C F G
70° - 90°
B
70° - 90°
H
70° - 90°
J M N
40° - 60°
Q
R
40° - 60°
T
40° - 60°
U
40° - 60°
W
X
d m s
A ±0,025 ±0,005 ±0,025
C ±0,025 ±0,013 ±0,025
E ±0,025 ±0,025 ±0,025
F ±0,013 ±0,005 ±0,025
G ±0,025 ±0,025 ±0,13
H ±0,013 ±0,013 ±0,025
J * ±0,005 ±0,025
K * ±0,013 ±0,025
L * ±0,025 ±0,025
M * * ±0,127
U * * ±0,127
N * * ±0,025
5,56 ±0,05 ±0,11
6,35 ±0,05 ±0,11
7,94 ±0,05 ±0,11
9,525 ±0,05 ±0,11
12,7 ±0,08 ±0,15
15,875 ±0,10 ±0,18
19,05 ±0,10 ±0,18
Turning Inserts
IC d
m
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
Valid for shape D only (M
& N Tolerance)
Valid for shapes:
C, E, H, M, O, P, S, T, R, W
Class
Special feature
requiring
additional
specification
4 Type
*
See tables below.
3 Tolerance
Other normal clearances
requiring SPECIAL specification
Symbol
O
.
2 Clearance
1 Shape
ISO Insert Designation
www.kennametal.com
C37
0804
6 7
L
I
O
I
P
I
C, D,
E, M,
V
I
H
I
A, B,
K
I
R
I
S
I
T
I
W
I
E
8
A = 45°
D = 60°
E = 75°
F = 85°
G = 87°
P = 90°
Z =
A = 3°
B = 5°
C = 7°
D = 15°
E = 20°
F = 25°
G = 30°
N = 0°
P = 11°
Z =
01
= 1,588
T1
= 1,984
02
= 2,381
03
= 3,175
T3
= 3,969
04
= 4,763
05
= 5,556
06
= 6,350
07
= 7,938
09
= 9,525
11
= 11,113
12
= 12,700
14
= 14,288
15
= 15,875
s
A, B,
C, N,
O, W.
H, M,
R, T.
F, G,
J, U.
s
s
s
00 =
01 = 0,1
02 = 0,2
04 = 0,4
08 = 0,8
12
= 1,2
16
= 1,6
20
= 2,0
24
= 2,4
28 = 2,8
32
= 3,2
40
= 4,0
48 = 4,8
56 = 5,6
64 = 6,4
X =
F
E
T
S
κ
r
r
ε
12
5
Turning Inserts
7 Corner continued
Major cutting
edge
Minor cutting edge
Wiper edge
Chamfered
corner
Symbol
Sharp
Honed
(Rounded)
Chamfered
(Negative Land)
Chamfered +
Honed
8 Edge Condition
=
SHARP CORNER
ANY OTHER
Examples:
Inserts with rounded corners. The corner radius
is indicated in 0.1mm. Integers to be preceded by
a 0 (zero). If the corner is not rounded, use the
symbol of designation 00 (zero zero).
Integers to be preceded by a 0 (zero) or the letter T.
Disregard any decimals.
Examples:
6 Thickness
Inserts with wiper edges
Cutting edge Angle (κ
r
) Wiper edge normal
1st letter: Clearance 2nd letter: (
a
n
)
ANY OTHER
ANY OTHER
7 Corner
Integers to be preceded by a 0 (zero).
Disregard any decimals. e.g. 9.525 = 09
5 Size
ISO Insert Designation
www.kennametal.com
C38
P
1
D
2
J
3
N
4
R
5
85°
C
80°
D
55°
E
75°
H
120°
K
55°
L
90°
M
86°
O
135°
P
108°
R
360°
S
90°
T
60°
V
35°
W
80°
82°
B
90˚
75˚
90˚
45˚
60˚
90˚
METRIC
A
B
C
D
E
F
K
L
M
N
63˚
75˚
95˚
50˚
G
H
J
90˚
107˚ 30’
93˚
3°
5°
7°
15°
20°
25°
30°
0°
11°
B C D
E
F G N
P
A
P 117˚30’
Q 117˚30’
R 75˚
S 45˚
T 60˚
U 93˚
V 72˚30’
W 60˚
Y 85˚
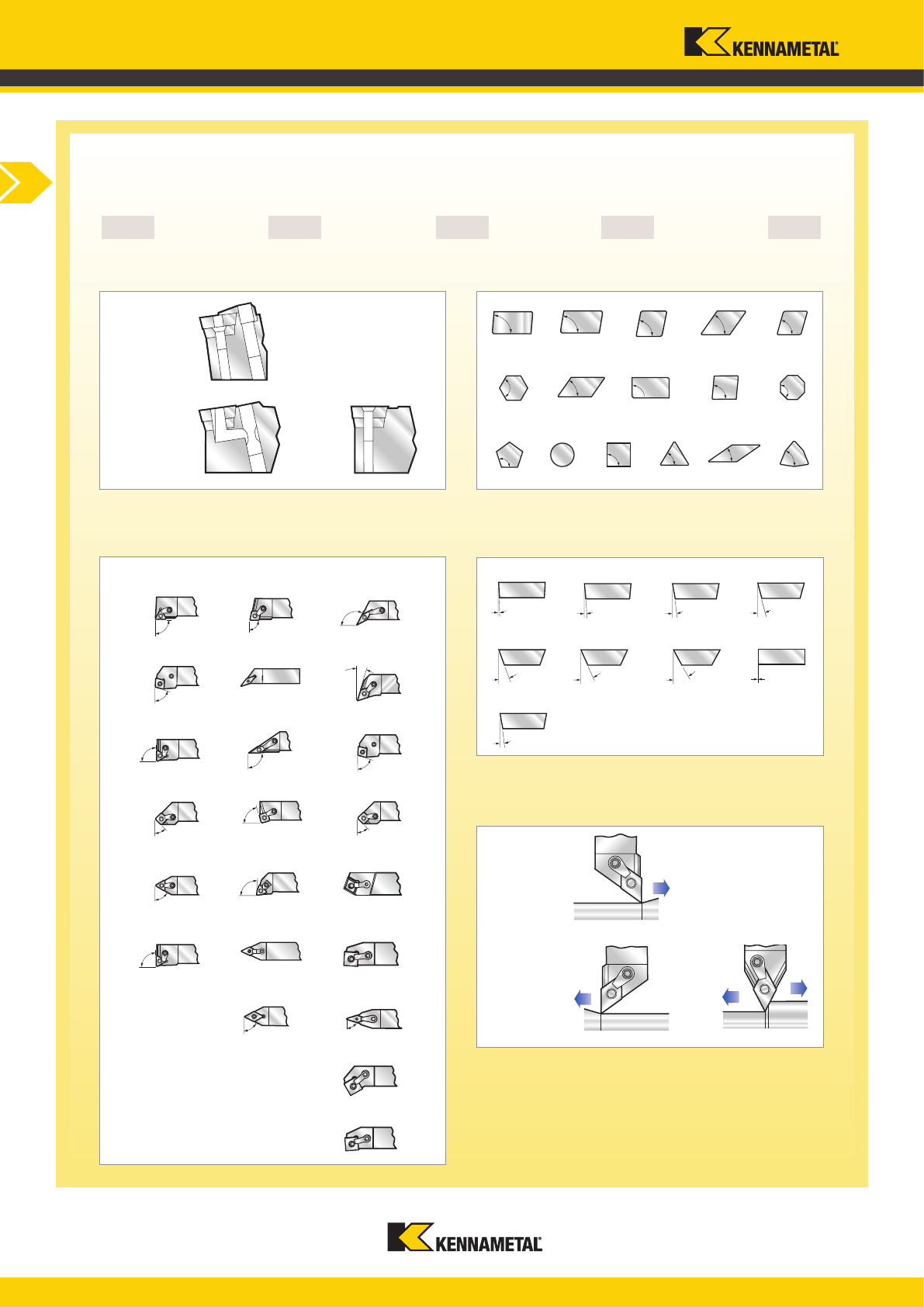
Turning Inserts
Other normal clearances requiring
SPECIAL specification Symbol O.
S
Posicut
®
P
Lever
Lock
M
Clamp
Lock
5 Hand
4 Clearance
3 Tool Style
2 Insert Shape
1 Assembly
N
Neutral
L
Left
Hand
R
Right
Hand
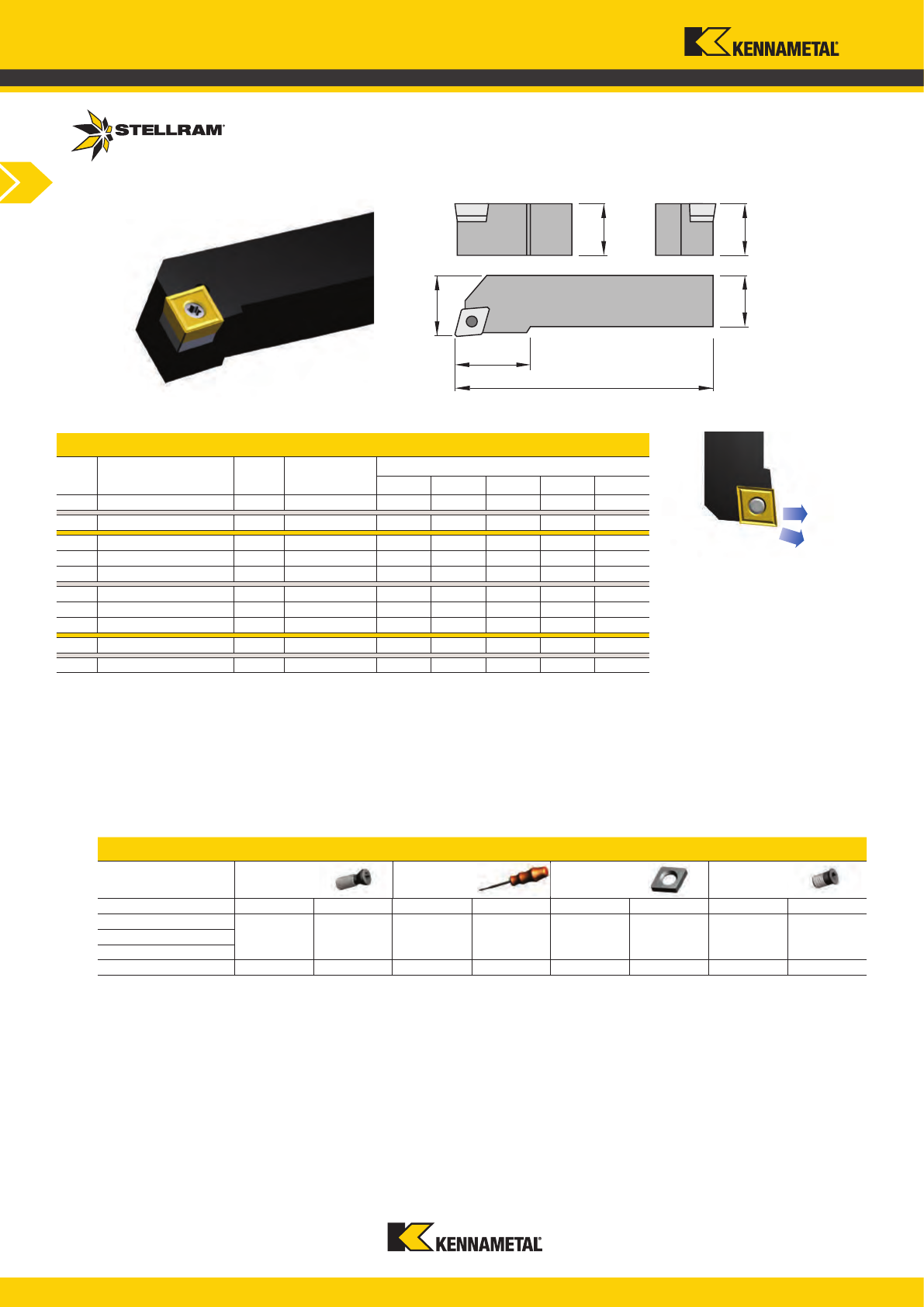
External Toolholders
ISO Designation (ISO 5608)
www.kennametal.com
C39
20
6
20
7
K
8
-
10
12
9
-
11
06
= 6
08
= 8
10
= 10
12
= 12
14
= 14
16
= 16
20
= 20
25
= 25
32
= 32
40
= 40
50
= 50
h
b
06
= 6
08
= 8
10
= 10
12
= 12
14
= 14
16
= 16
20
= 20
25
= 25
32
= 32
40
= 40
50
= 50
l
1
A
= 32
B
= 40
C
= 50
D
= 60
E
= 70
F
= 80
G
= 90
H
= 100
J
= 110
K
= 125
L
= 140
M
= 150
N
= 160
P
= 170
Q
= 180
R
= 200
S
= 250
T
= 300
U
= 350
V
= 400
W
= 450
Y
= 500
X
=
L
I
O
I
P
I
C, D,
E, M,
V
I
H
I
A, B,
K
I
R
I
S
I
T
I
W
I
B
60,08
60,08
6
0,08
F
60,08
6
0,08
Q
60,08
6
0,08
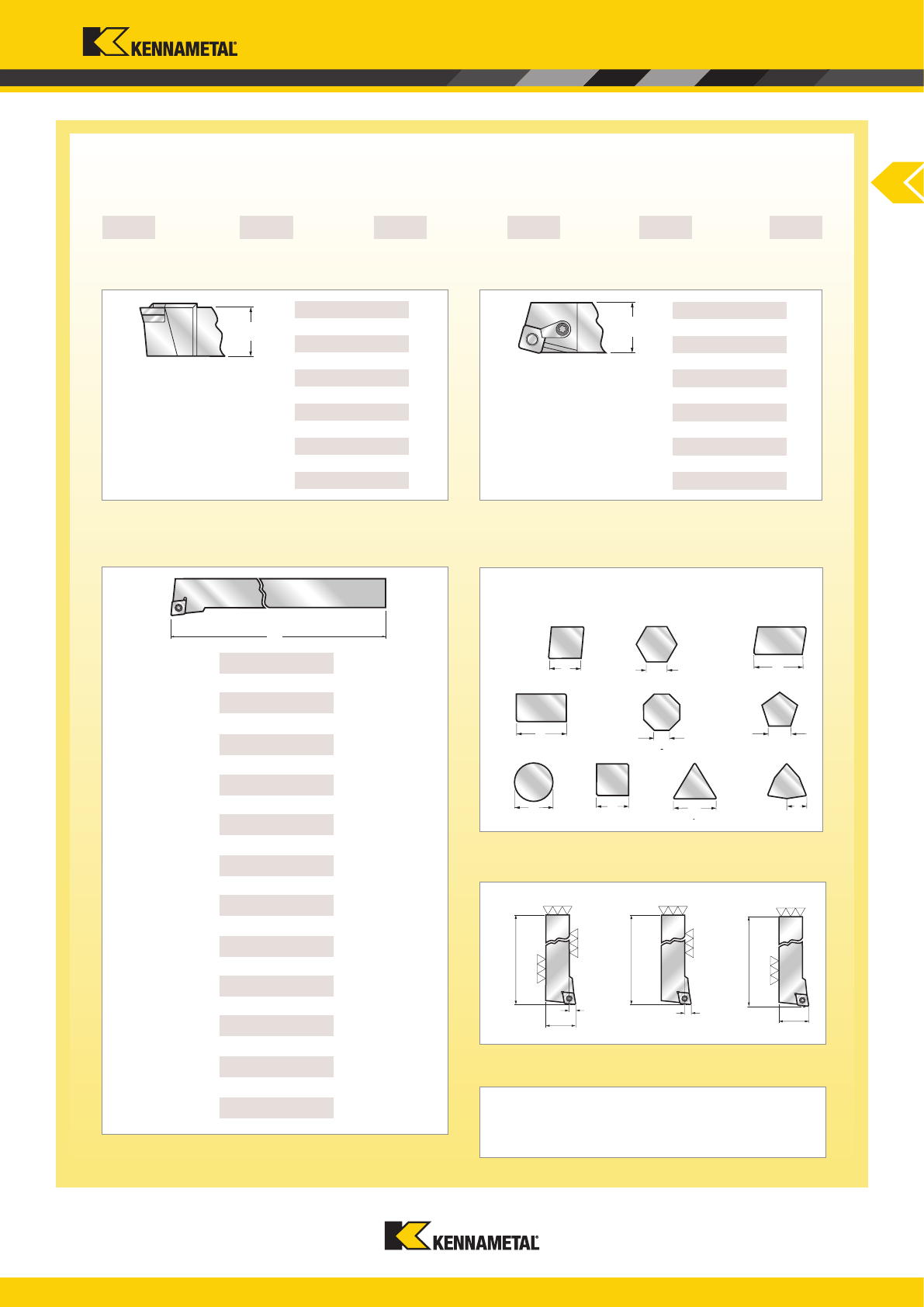
Turning Inserts
SPECIAL
11 Optional
Supplementary optional symbol (numbers or letters) added
by the manufacturer.
Must be separated from the standardised designation by a
dash (-).
Qualified tools.
10 Optional
Integers to be preceded by a 0 (zero).
Disregard any decimals. e.g. 9,525 = 09
9 Insert Size
7 Tool Width
8 Tool Length
6 Tool Height
External Toolholders
ISO Designation (ISO 5608)
www.kennametal.com
C40
A
1
25
2
R
3
P
4
C
5
A
85°
C
80°
D
55°
E
75°
H
120°
K
55°
L
90°
M
86°
O
P
108°
360°
90°
60°
V
35°
W
80°
82°
B
A
B
C
D
E
F
G
H
J
S
d
06
= 6
08
= 8
10
= 10
12
= 12
16
= 16
20
= 20
25
= 25
32
= 32
40
= 40
50
= 50
l
1
F
= 80
H
= 100
K
= 125
M
= 150
P
= 170
Q
= 180
R
= 200
S
= 250
T
= 300
U
= 350
V
= 400
W
= 450
Y
= 500
X
=
-
Turning Inserts
SPECIAL
METRIC
S
Posicut
®
P
Lever
Lock
M
Clamp
Lock
METRIC
Cemented carbide
shank with
steel head and
anti-vibration device.
Cemented carbide
shank with steel
head, coolant hole
and anti-vibration
device.
Heavy metal shank.
Heavy metal shank
and coolant hole.
Steel shank.
Steel shank and
coolant hole.
Steel shank and anti-
vibration device.
Cemented carbide
shank with steel
head.
Steel shank,
anti-vibration device
and coolant hole.
Cemented carbide
shank with steel
head and coolant
hole.
4 Assembly
2 Bar Ø
5 Insert Shape
3 Bar Length
1 Bar Type
Internal Boring Bars
Clamp Lock Designation
www.kennametal.com
C41
L
N
7
R
8
-
10
12
9
90˚
75˚
95˚
117° 30’
107˚30’
F
K
L
P
Q
45˚
93˚
60˚
85˚
S
U
W
Y
A
3°
B
5°
C
7°
D
15°
E
20°
F
25°
G
30°
N
0°
P
11°
L
O
P
I
C, D,
E, M,
V
I
H
I
A, B,
K
I
R
I
S
I
T
I
W
I
Turning Inserts
10 Optional
Supplementary optional symbol (numbers or letters) added
by the manufacturer.
Must be separated from the standardised designation by a
dash (-).
Integers to be preceded by a 0 (zero).
Disregard any decimals. e.g. 9,525 = 09
9 Insert Size
L
Left
Hand
R
Right
Hand
8 Hand
Other normal clearances requiring
SPECIAL specification Symbol O.
7 Clearance
6 Tool Style
Internal Boring Bars
Clamp Lock Designation
www.kennametal.com
C42
P
P
M
M
K N
S
H
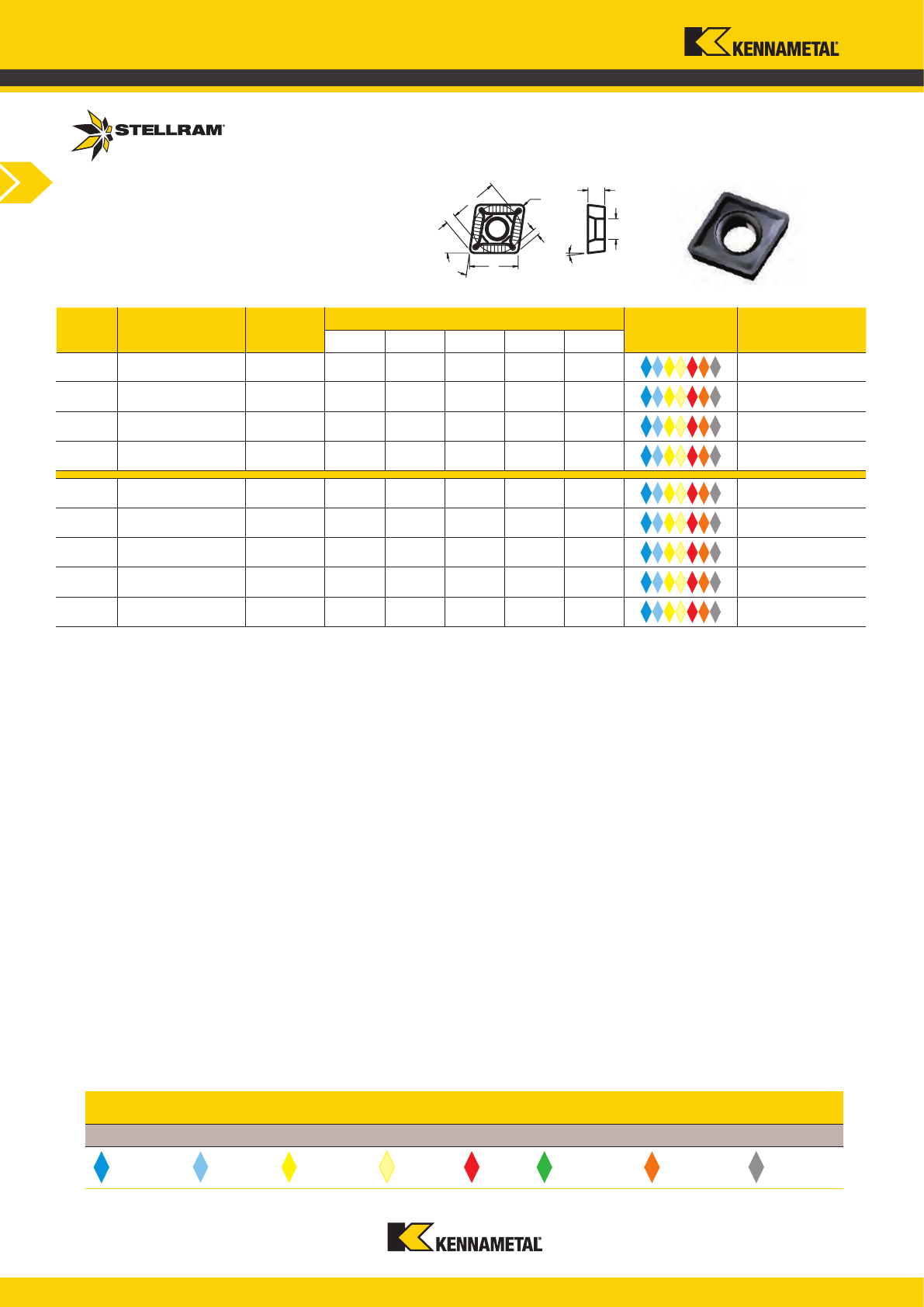
031243 CCGT060200E-62 SP4019 6,35 6,45 2,38 0,00 2,80
030568 CCGT060201E-62 SP4019 6,35 6,45 2,38 0,10 2,80
030569 CCGT060202E-62 SP4019 6,35 6,45 2,38 0,20 2,80
030570 CCGT060204E-62 SP4019 6,35 6,45 2,38 0,40 2,80
030571 CCGT09T300E-62 SP4019 9,52 9,57 3,97 0,00 4,40
030572 CCGT09T301E-62 SP4019 9,52 9,57 3,97 0,10 4,40
030573 CCGT09T302E-62 SP4019 9,52 9,57 3,97 0,20 4,40
030574 CCGT09T304E-62 SP4019 9,52 9,57 3,97 0,40 4,40
030575 CCGT09T308E-62 SP4019 9,52 9,57 3,97 0,80 4,40
80°
7°
m
d
r
m
1
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see page C44 | Internal: see page C45
C Style
Turning Inserts
CCGT
-62 Geometry
P
P
M
M
K N
S
H
www.kennametal.com
C43
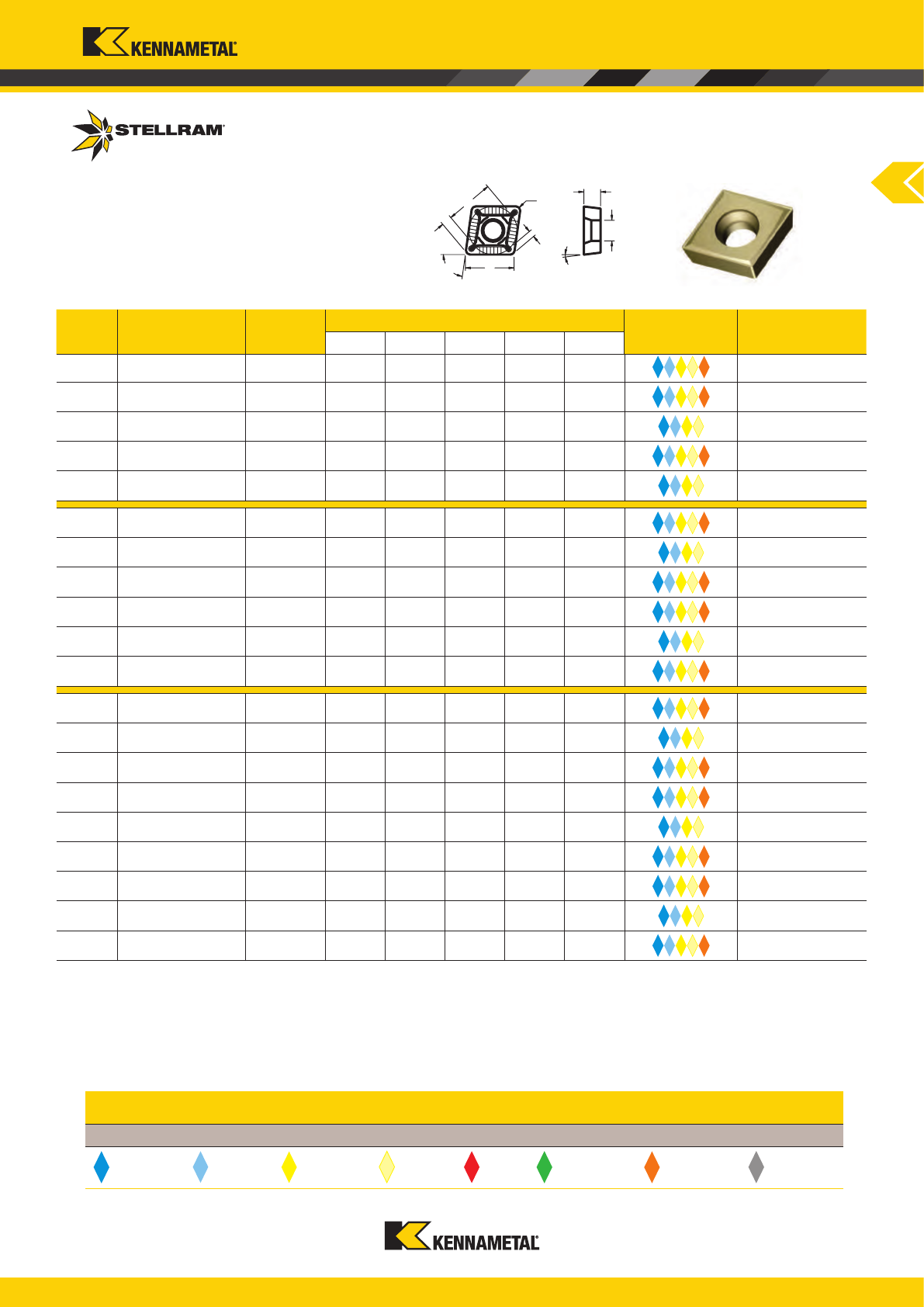
032365 CCMT060202E-73 SP4019 6,35 6,45 2,38 0,20 2,80
032366 CCMT060204E-73 SP4019 6,35 6,45 2,38 0,40 2,80
032367 CCMT060204E-73 NL300 6,35 6,45 2,38 0,40 2,80
032368 CCMT060208E-73 SP4019 6,35 6,45 2,38 0,80 2,80
032369 CCMT060208E-73 NL300 6,35 6,45 2,38 0,80 2,80
032370 CCMT09T304E-73 SP4019 9,52 9,57 3,97 0,40 4,40
032371 CCMT09T304E-73 NL300 9,52 9,57 3,97 0,40 4,40
032372 CCMT09T304E-73 NL920 9,52 9,57 3,97 0,40 4,40
032373 CCMT09T308E-73 SP4019 9,52 9,57 3,97 0,80 4,40
032374 CCMT09T308E-73 NL300 9,52 9,57 3,97 0,80 4,40
032375 CCMT09T308E-73 NL920 9,52 9,57 3,97 0,80 4,40
032376 CCMT120404E-73 SP4019 12,70 12,90 2,38 0,40 5,16
032377 CCMT120404E-73 NL300 12,70 12,90 2,38 0,40 5,16
032378 CCMT120404E-73 NL920 12,70 12,90 2,38 0,40 5,16
032379 CCMT120408E-73 SP4019 12,70 12,90 4,76 0,80 5,16
032380 CCMT120408E-73 NL300 12,70 12,90 4,76 0,80 5,16
032381 CCMT120408E-73 NL920 12,70 12,90 4,76 0,80 5,16
032382 CCMT120412E-73 SP4019 12,70 12,90 4,76 1,20 5,16
032383 CCMT120412E-73 NL300 12,70 12,90 4,76 1,20 5,16
032384 CCMT120412E-73 NL920 12,70 12,90 4,76 1,20 5,16
80°
7°
m
d
r
m
1
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
For Toolholders External: see page C44 | Internal: see page C45
C Style
Turning Inserts
CCMT
-73 Geometry
www.kennametal.com
C44
SCLCL/R 1010 E06 015061 F2507T 018488 T7 - - - -
SCLCL/R 1212 F09
015262 D4010T 015240 T15 - - - -SCLCL/R 1616 H09
SCLCL/R 2020 K09
SCLCL/R 2525 M12 034500 1540 034577 K5517 028571 SA3614 028739 SAS1760
028507 SCLCL 1010 E06 CC_0602 10 10 12 70 10
028513 SCLCR 1010 E06 CC_0602 10 10 12 70 10
028508 SCLCL 1212 F09 CC_09T3 12 12 16 80 16
028509 SCLCL 1616 H09 CC_09T3 16 16 20 100 18
028510 SCLCL 2020 K09 CC_09T3 20 20 25 125 22
028514 SCLCR 1212 F09 CC_09T3 12 12 16 80 16
028515 SCLCR 1616 H09 CC_09T3 16 16 20 100 18
028516 SCLCR 2020 K09 CC_09T3 20 20 25 125 22
028512 SCLCL 2525 M12 CC_1204 25 25 32 150 25
028518 SCLCR 2525 M12 CC_1204 25 25 32 150 25
f
h
h
1
b
L
2
L
1
Turning Inserts
LH
RH
LH
LH
LH
RH
RH
RH
LH
RH
SCLC LH & RH External Square Shank Toolholders
EDP ISO Description
Hand Insert Sizes
Dimensions (mm)
h = h1 b f L1 L2
SCLCL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style External Toolholder
for Positive Inserts:
CC_06, CC_09, and CC_12
Application: Face and Turn O/D
Approach 95°
Axial 0°
Radial 0°
Proling Clearance Angle β = 0°
RH Holder Shown
C Style
External Toolholders
SCLC 95°
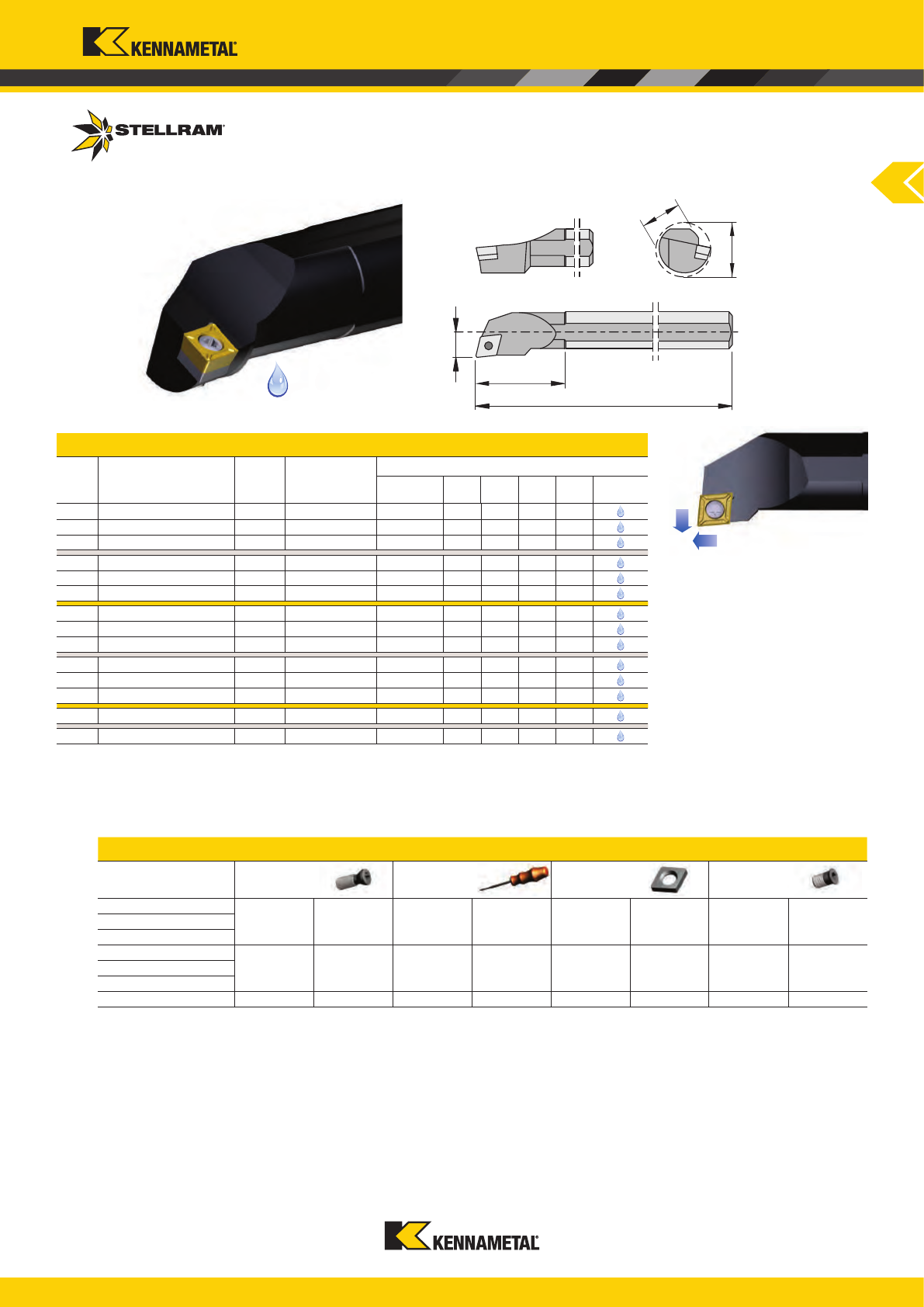
www.kennametal.com
C45
A08F SCLCL/R 06
034498 1425 018488 T7 - - - -
A10H SCLCL/R 06
A12K SCLCL/R 06
A16M SCLCL/R 09
034499 1440 015240 T15 - - - -A20Q SCLCL/R 09
A25R SCLCL/R 09
A32S SCLCL/R 12 034500 1540 034577 K5517 028571 SA3614 028739 SAS1760
033481 A08F SCLCL 06 CC_0602 11 8 5 80 20
033903 A10H SCLCL 06 CC_0602 13 10 7 100 21
018349 A12K SCLCL 06 CC_0602 16 12 9 125 23
033482 A08F SCLCR 06 CC_0602 11 8 5 80 20
033483 A10H SCLCR 06 CC_0602 13 10 7 100 21
018350 A12K SCLCR 06 CC_0602 16 12 9 125 23
018351 A16M SCLCL 09 CC_09T3 20 16 11 150 31
018353 A20Q SCLCL 09 CC_09T3 24 20 13 180 36
018355 A25R SCLCL 09 CC_09T3 31 25 17 200 42
018352 A16M SCLCR 09 CC_09T3 20 16 11 150 31
018354 A20Q SCLCR 09 CC_09T3 24 20 13 180 36
018356 A25R SCLCR 09 CC_09T3 31 25 17 200 42
033904 A32S SCLCL 12 CC_1204 39 32 22 250 45
033905 A32S SCLCR 12 CC_1204 39 32 22 250 45
L1
L2
f
D
A
Turning Inserts
LH
LH
LH
RH
RH
RH
LH
LH
LH
RH
RH
RH
LH
RH
A.. SCLCL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
A.. SCLC LH & RH Internal Boring Bars
EDP ISO Description
Hand
Insert
Sizes
Dimensions (mm)
Min Bore
Ø A
ØD f L1 L2
Through
Coolant
S Style Internal Boring Bar
for Positive Inserts:
CC_06, CC_09, and CC_1204
Application: I/D Boring
Approach 95°
Axial 0°
Radial -6°
Proling Clearance Angle β = 0°
RH Bar shown
C Style
Internal Boring Bars
A.. SCLC 95°
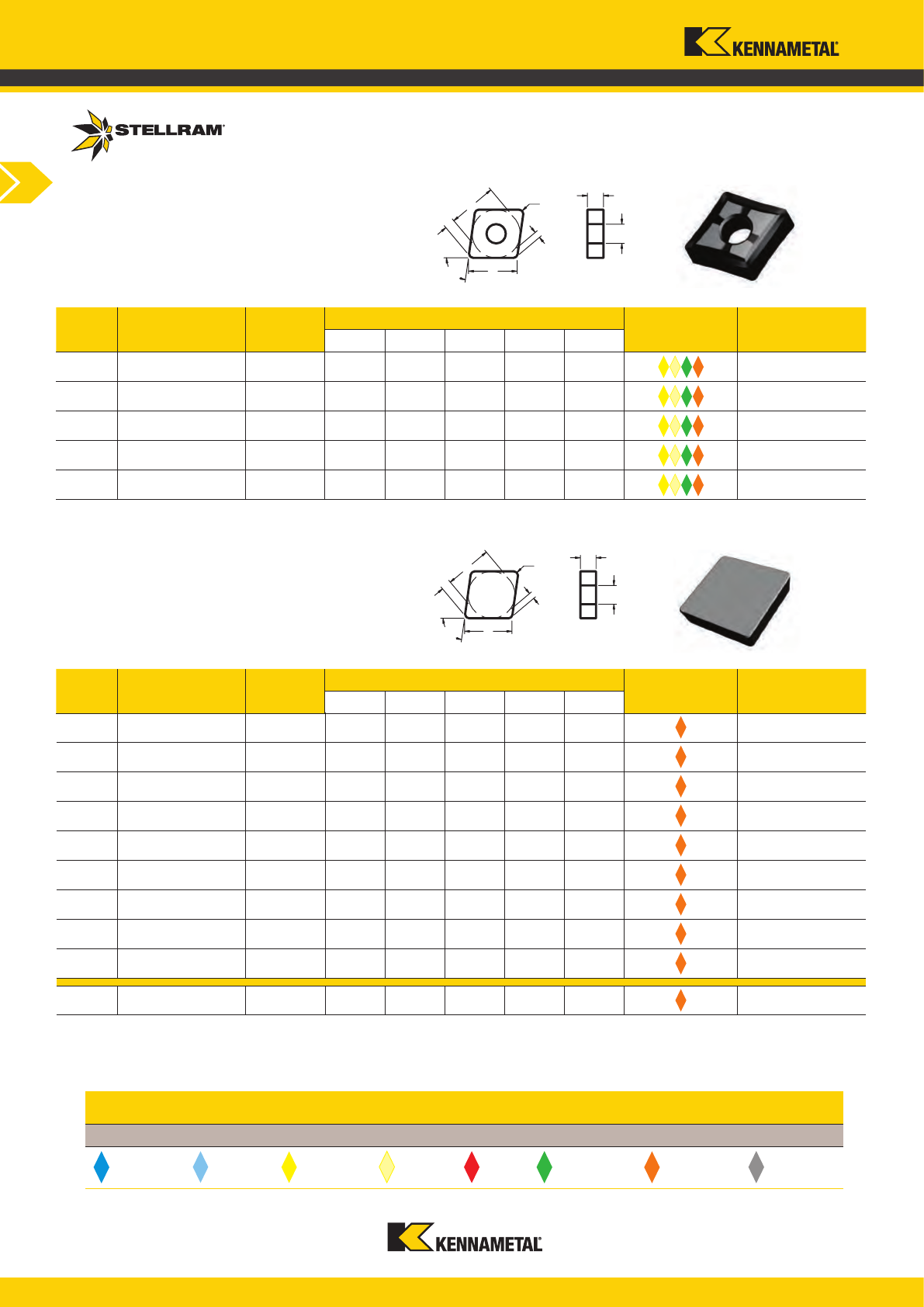
www.kennametal.com
C46
P
P
M
M
K N
S
H
031580 CNGG120401F-3F SP0819 12,70 12,90 4,76 0,10 5,16
031543 CNGG120402F-3F SP0819 12,70 12,90 4,76 0,20 5,16
031544 CNGG120404F-3F SP0819 12,70 12,90 4,76 0,40 5,16
031545 CNGG120408F-3F SP0819 12,70 12,90 4,76 0,80 5,16
031546 CNGG120412F-3F SP0819 12,70 12,90 4,76 0,80 5,16
032314 CNGN120404 E010 SA6609 12,70 12,90 4,76 0,40 5,16
032315 CNGN120408 E010 SA6609 12,70 12,90 4,76 0,80 5,16
032316 CNGN120408 E030 SA6609 12,70 12,90 4,76 0,80 5,16
032317 CNGN120412 E010 SA6609 12,70 12,90 4,76 1,20 5,16
032318 CNGN120412 E030 SA6609 12,70 12,90 4,76 1,20 5,16
032319 CNGN120416 E030 SA6609 12,70 12,90 4,76 1,60 5,16
032320 CNGN120708 E010 SA6609 12,70 12,90 7,94 0,80 5,16
032321 CNGN120712 E010 SA6609 12,70 12,90 7,94 1,20 5,16
032322 CNGN120716 E030 SA6609 12,70 12,90 7,94 1,60 5,16
032323 CNGN160612 E010 SA6609 15,88 16,10 6,35 1,20 6,35
80°
m
d
r
m
1
I
s
h
80°
m
d
r
m
1
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
Note: For edge condition refer to Grade page C29
For Toolholders External: see pages C59 - C63 | Internal: see page C64
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Medium
Medium
Medium
Medium
Medium
C Style
Turning Inserts
CNGG
3F Geometry
CNGN
Ceramics
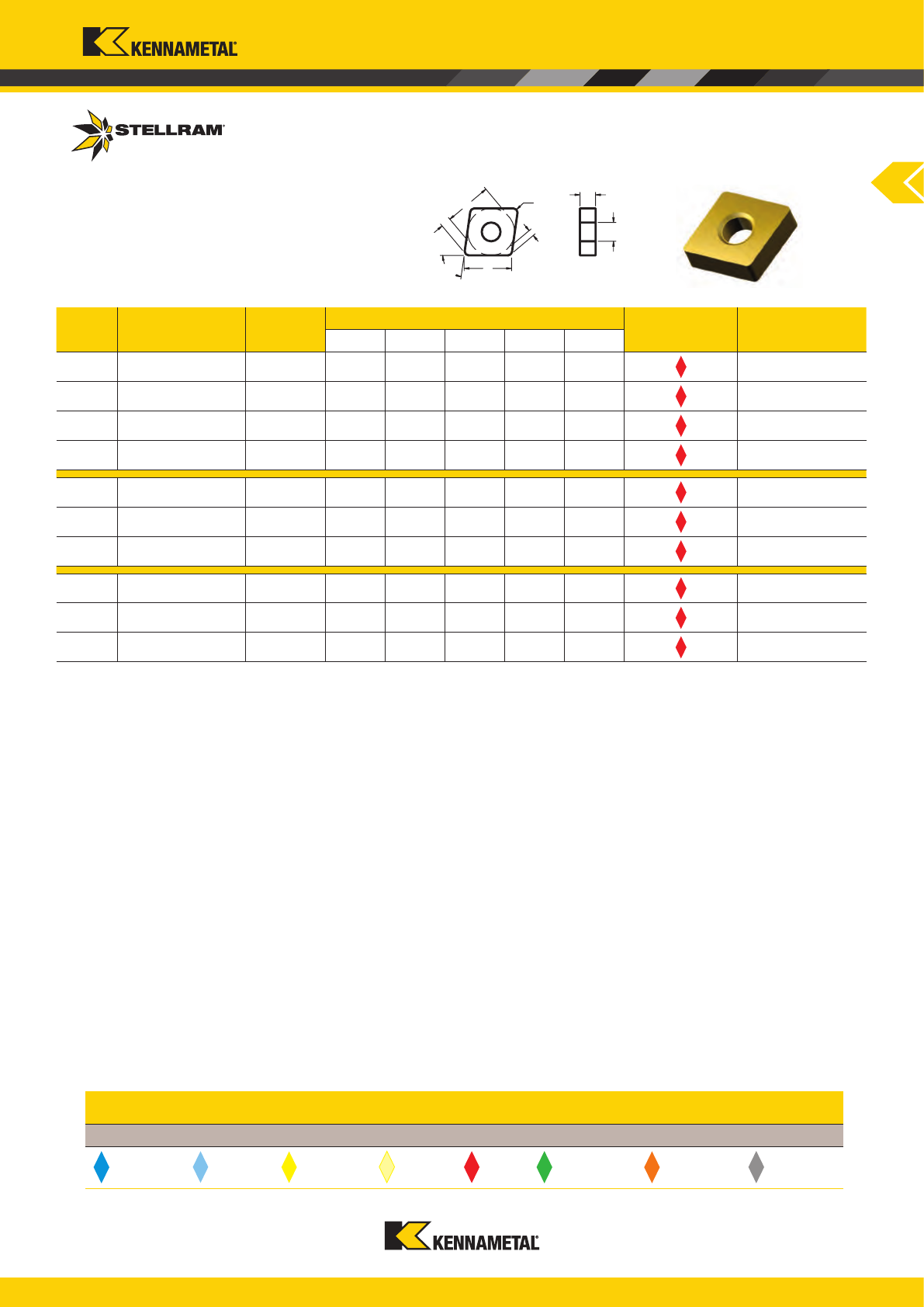
P
P
M
M
K N
S
H
www.kennametal.com
C47
032385 CNMA120404E NL250 12,70 12,90 4,76 0,40 5,16
032386 CNMA120408E NL250 12,70 12,90 4,76 0,80 5,16
032387 CNMA120412E NL250 12,70 12,90 4,76 1,20 5,16
032388 CNMA120416E NL250 12,70 12,90 4,76 1,60 5,16
032389 CNMA160612E NL250 15,88 16,10 6,35 1,20 6,35
032390 CNMA160616E NL250 15,88 16,10 6,35 1,60 6,35
032391 CNMA160632E NL250 15,88 16,10 6,35 3,20 6,35
032392 CNMA190612E NL250 19,05 19,40 6,35 1,20 7,92
032393 CNMA190616E NL250 19,05 19,40 6,35 1,60 7,92
032394 CNMA190632E NL250 19,05 19,40 6,35 3,20 7,92
80°
m
d
r
m
1
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
For Toolholders External: see pages C59 - C63 | Internal: see page C64
C Style
Turning Inserts
CNMA
Flat Top
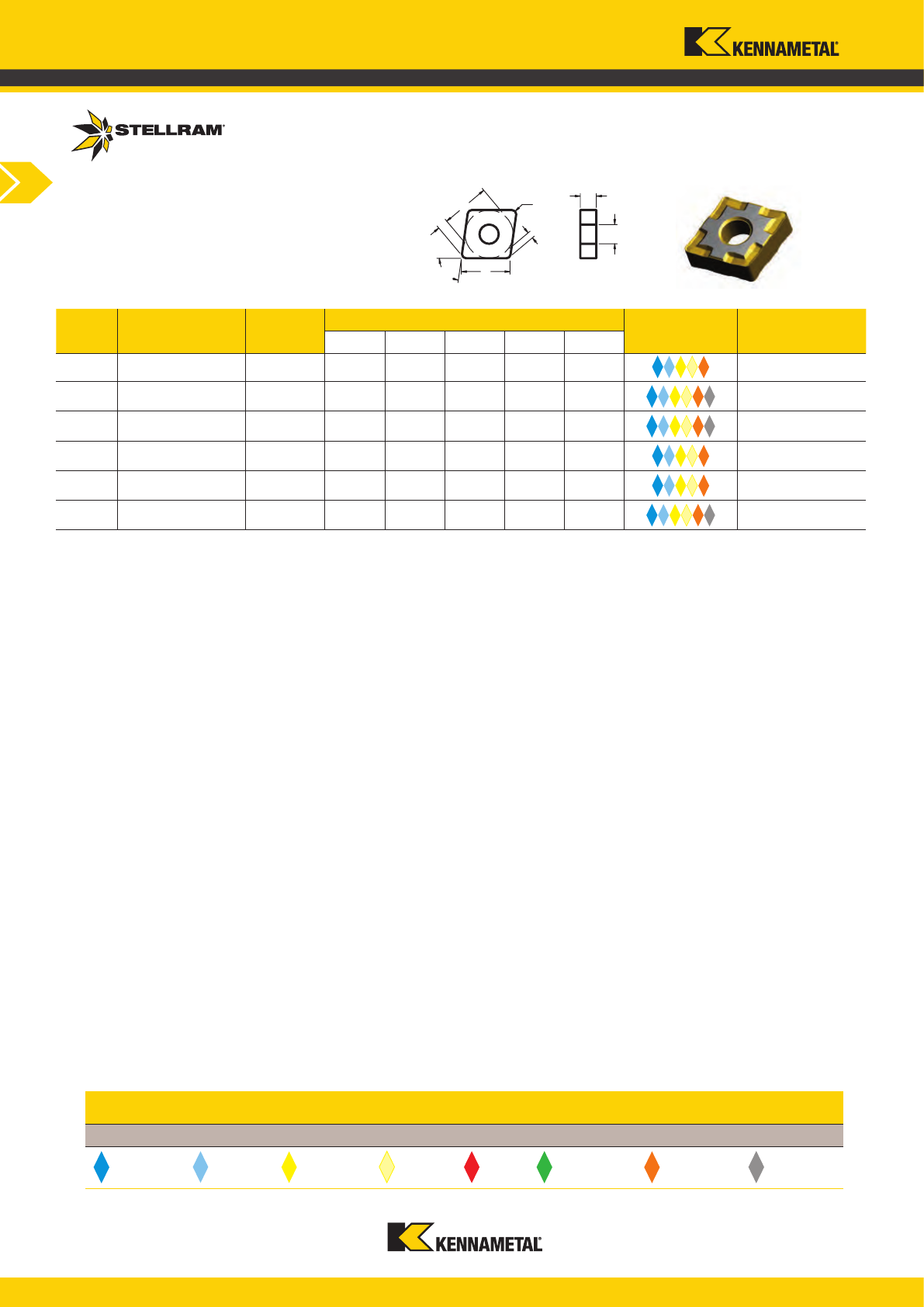
www.kennametal.com
C48
P
P
M
M
K N
S
H
032395 CNMG120404E-1B NL250 12,70 12,90 4,76 0,40 5,16
030864 CNMG120404E-1B SP0819 12,70 12,90 4,76 0,40 5,16
030865 CNMG120408E-1B SP0819 12,70 12,90 4,76 0,80 5,16
032396 CNMG120408E-1B NL250 12,70 12,90 4,76 0,80 5,16
032397 CNMG120412E-1B NL250 12,70 12,90 4,76 1,20 5,16
030866 CNMG120412E-1B SP0819 12,70 12,90 4,76 1,20 5,16
80°
m
d
r
m
1
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C59 - C63 | Internal: see page C64
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
C Style
Turning Inserts
CNMG
1B Geometry
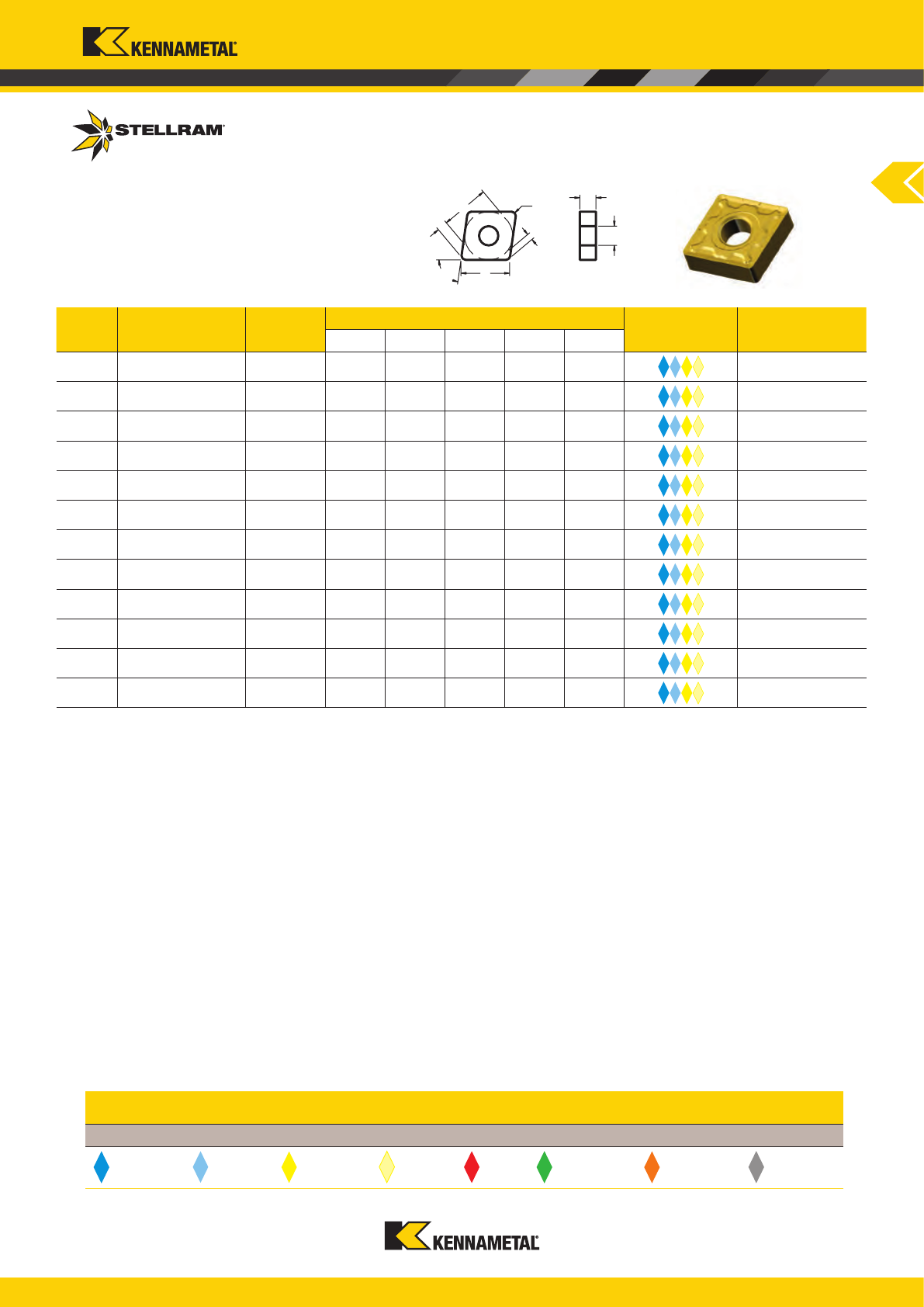
P
P
M
M
K N
S
H
www.kennametal.com
C49
032398 CNMG120404E-2N NL250 12,70 12,90 4,76 0,40 5,16
032399 CNMG120404E-2N NL300 12,70 12,90 4,76 0,40 5,16
032400 CNMG120404E-2N NL920 12,70 12,90 4,76 0,40 5,16
032401 CNMG120408E-2N NL250 12,70 12,90 4,76 0,80 5,16
032402 CNMG120408E-2N NL300 12,70 12,90 4,76 0,80 5,16
032403 CNMG120408E-2N NL920 12,70 12,90 4,76 0,80 5,16
032404 CNMG120412E-2N NL250 12,70 12,90 4,76 1,20 5,16
032405 CNMG120412E-2N NL300 12,70 12,90 4,76 1,20 5,16
032406 CNMG120412E-2N NL920 12,70 12,90 4,76 1,20 5,16
032407 CNMG120416E-2N NL250 12,70 12,90 4,76 1,60 5,16
032408 CNMG120416E-2N NL300 12,70 12,90 4,76 1,60 5,16
032409 CNMG120416E-2N NL920 12,70 12,90 4,76 1,60 5,16
80°
m
d
r
m
1
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C59 - C63 | Internal: see page C64
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
C Style
Turning Inserts
CNMG
2N Geometry
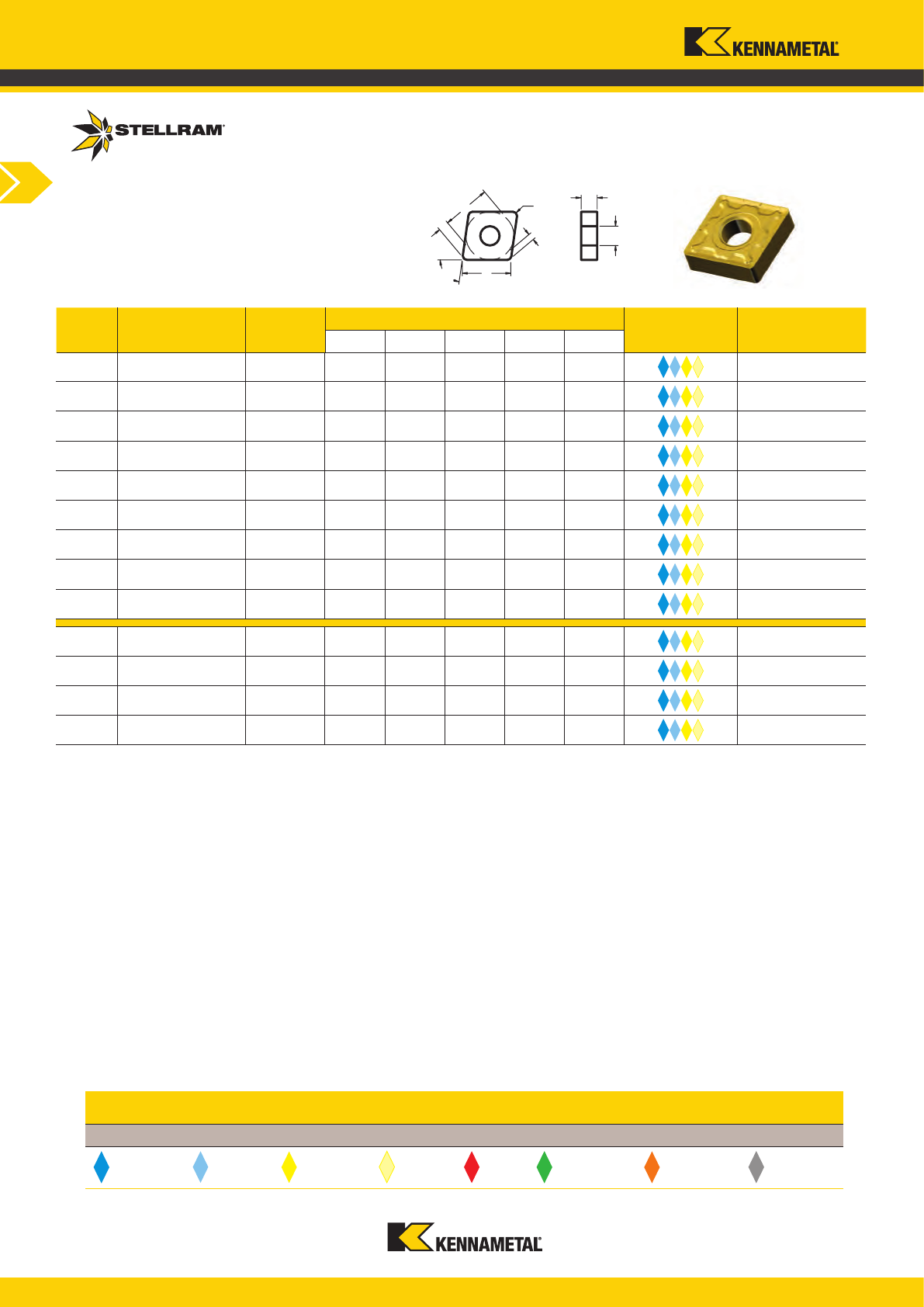
www.kennametal.com
C50
P
P
M
M
K N
S
H
032410 CNMG160608E-2N NL250 15,88 16,10 6,35 0,80 6,35
032411 CNMG160608E-2N NL300 15,88 16,10 6,35 0,80 6,35
032412 CNMG160608E-2N NL920 15,88 16,10 6,35 0,80 6,35
032413 CNMG160612E-2N NL250 15,88 16,10 6,35 1,20 6,35
032414 CNMG160612E-2N NL300 15,88 16,10 6,35 1,20 6,35
032415 CNMG160612E-2N NL920 15,88 16,10 6,35 1,20 6,35
032416 CNMG160616E-2N NL250 15,88 16,10 6,35 1,60 6,35
032417 CNMG160616E-2N NL300 15,88 16,10 6,35 1,60 6,35
032418 CNMG160616E-2N NL920 15,88 16,10 6,35 1,60 6,35
032419 CNMG190612E-2N NL300 19,05 19,40 6,35 1,20 7,92
032420 CNMG190612E-2N NL920 19,05 19,40 6,35 1,20 7,92
032421 CNMG190616E-2N NL300 19,05 19,40 6,35 1,60 7,92
032422 CNMG190616E-2N NL920 19,05 19,40 6,35 1,60 7,92
80°
m
d
r
m
1
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C59 - C63 | Internal: see page C64
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
C Style
Turning Inserts
CNMG
2N Geometry
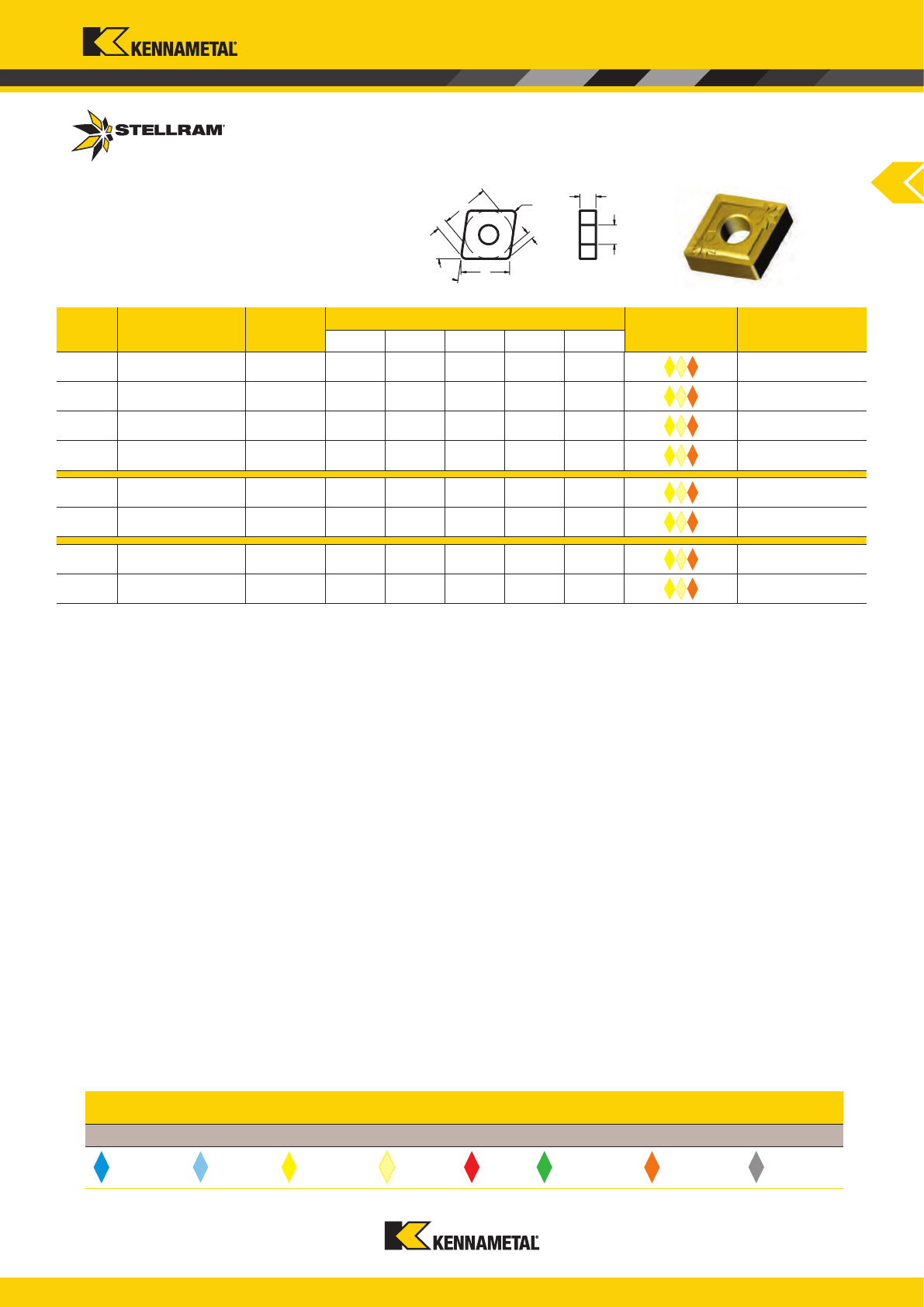
P
P
M
M
K N
S
H
www.kennametal.com
C51
032423 CNMG120404E-3J SP4019 12,70 12,90 4,76 0,40 5,16
032424 CNMG120408E-3J SP4019 12,70 12,90 4,76 0,80 5,16
032425 CNMG120412E-3J SP4019 12,70 12,90 4,76 1,20 5,16
032426 CNMG120416E-3J SP4019 12,70 12,90 4,76 1,60 5,16
032427 CNMG160612E-3J SP4019 15,88 16,10 6,35 1,20 6,35
032428 CNMG160616E-3J SP4019 15,88 16,10 6,35 1,60 6,35
032429 CNMG190612E-3J SP4019 19,05 19,40 6,35 1,20 7,92
032430 CNMG190616E-3J SP4019 19,05 19,40 6,35 1,60 7,92
80°
m
d
r
m
1
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C59 - C63 | Internal: see page C64
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
C Style
Turning Inserts
CNMG
3J Geometry
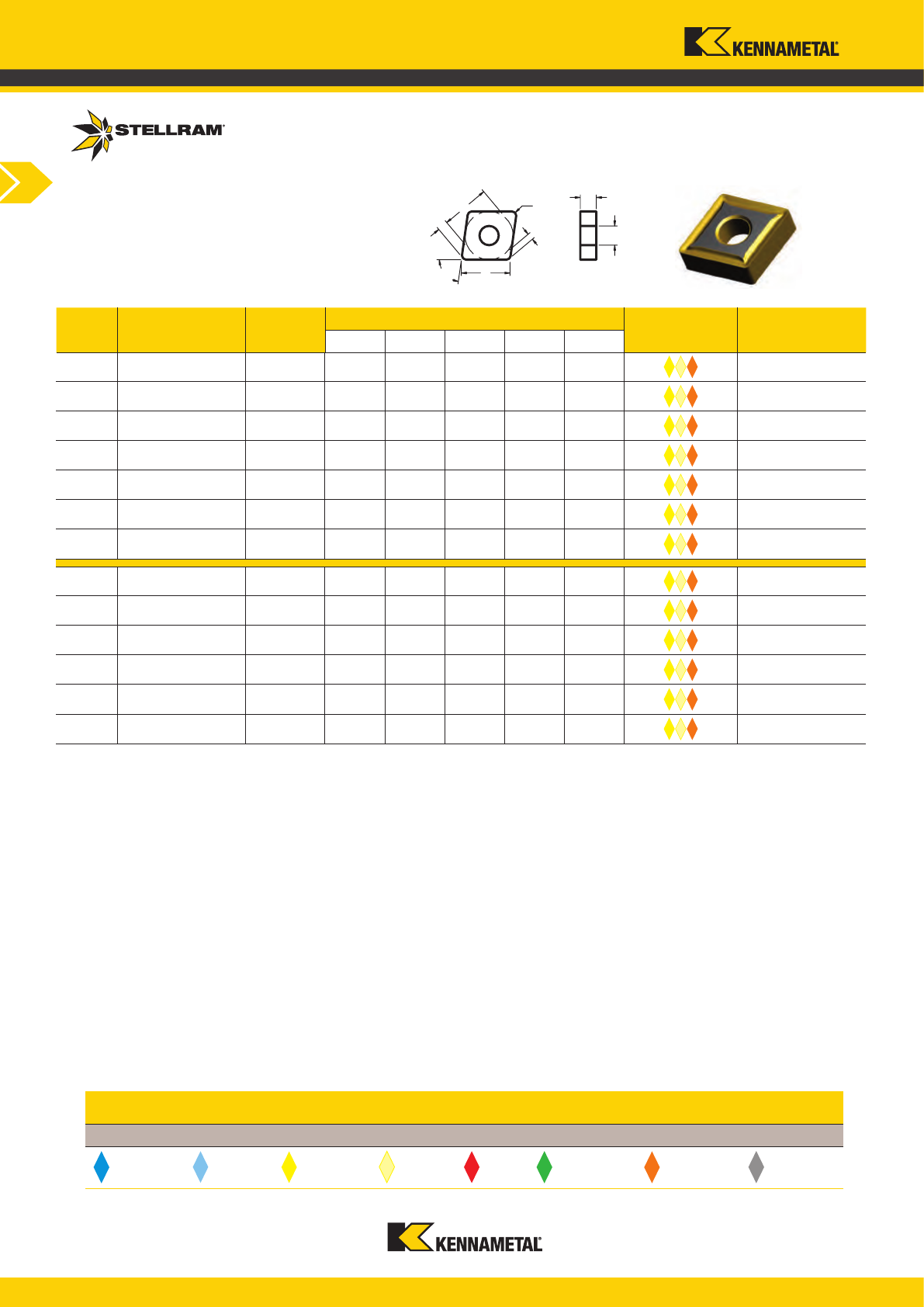
www.kennametal.com
C52
P
P
M
M
K N
S
H
030506 CNMG120404E-4E SP0819 12,70 12,90 4,76 0,40 5,16
032431 CNMG120404E-4E NL400 12,70 12,90 4,76 0,40 5,16
030507 CNMG120408E-4E SP0819 12,70 12,90 4,76 0,80 5,16
032432 CNMG120408E-4E NL400 12,70 12,90 4,76 0,80 5,16
030507 CNMG120408E-4E SP0819 12,70 12,90 4,76 0,80 5,16
032433 CNMG120412E-4E NL400 12,70 12,90 4,76 1,20 5,16
030508 CNMG120412E-4E SP0819 12,70 12,90 4,76 1,20 5,16
032434 CNMG160608E-4E NL400 15,88 16,10 6,35 0,80 6,35
030509 CNMG160608E-4E SP0819 15,88 16,10 6,35 0,80 6,35
030510 CNMG160612E-4E SP0819 15,88 16,10 6,35 1,20 6,35
032435 CNMG160612E-4E NL400 15,88 16,10 6,35 1,20 6,35
032436 CNMG160616E-4E NL400 15,88 16,10 6,35 1,60 6,35
030511 CNMG160616E-4E SP0819 15,88 16,10 6,35 1,60 6,35
80°
m
d
r
m
1
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
CNMG1906 See page C53
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C59 - C63 | Internal: see page C64
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
C Style
Turning Inserts
CNMG
4E Geometry
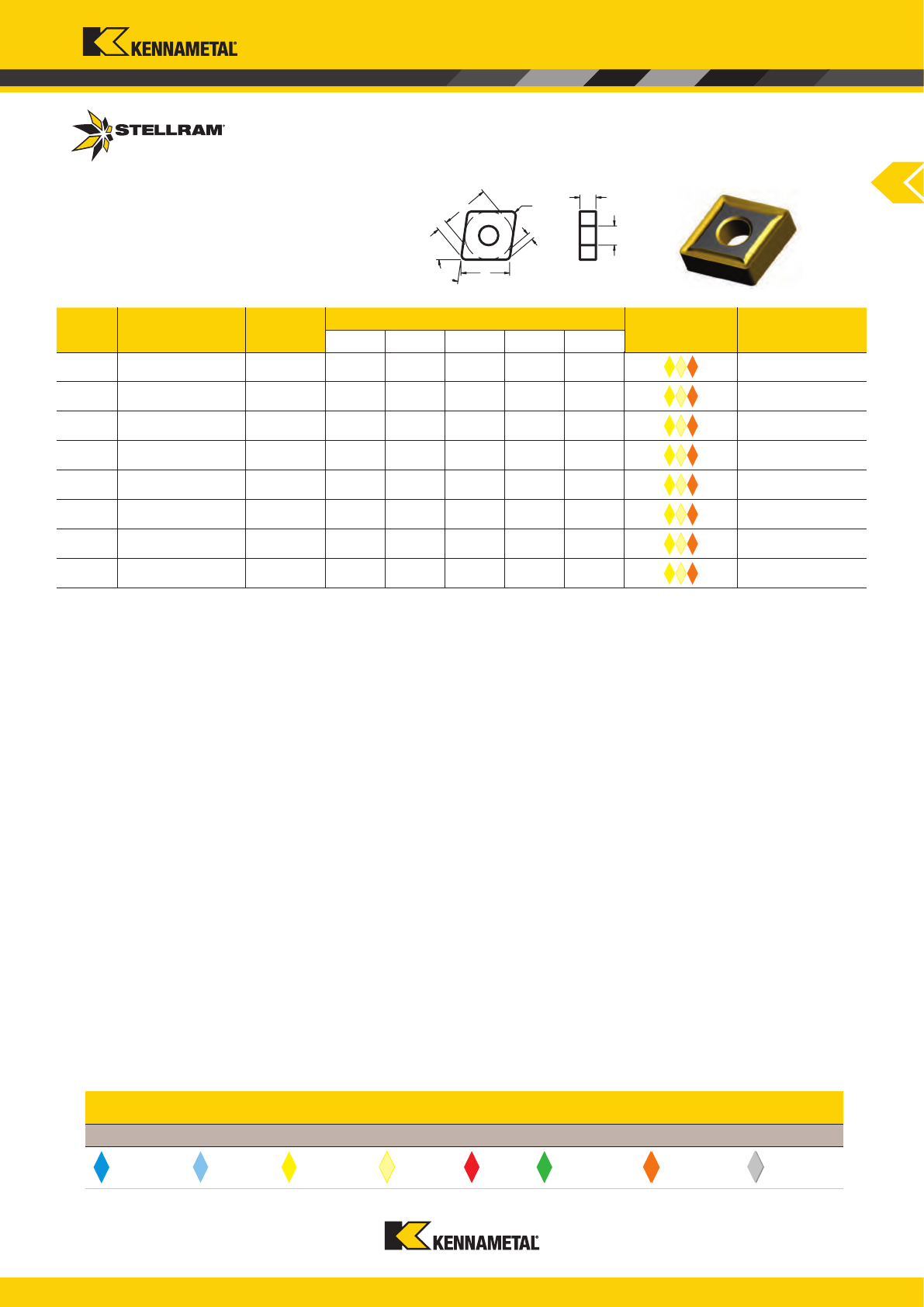
P
P
M
M
K N
S
H
www.kennametal.com
C53
S
H
032437 CNMG190608E-4E NL400 19,05 19,40 6,35 0,80 7,92
030512 CNMG190608E-4E SP0819 19,05 19,40 6,35 0,80 7,92
030513 CNMG190612E-4E SP0819 19,05 19,40 6,35 1,20 7,92
032438 CNMG190612E-4E NL400 19,05 19,40 6,35 1,20 7,92
032439 CNMG190616E-4E NL400 19,05 19,40 6,35 1,60 7,92
030514 CNMG190616E-4E SP0819 19,05 19,40 6,35 1,60 7,92
032440 CNMG190624E-4E NL400 19,05 19,40 6,35 2,40 7,92
030515 CNMG190624E-4E SP0819 19,05 19,40 6,35 2,40 7,92
80°
m
d
r
m
1
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C59 - C63 | Internal: see page C64
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
C Style
Turning Inserts
CNMG
4E Geometry
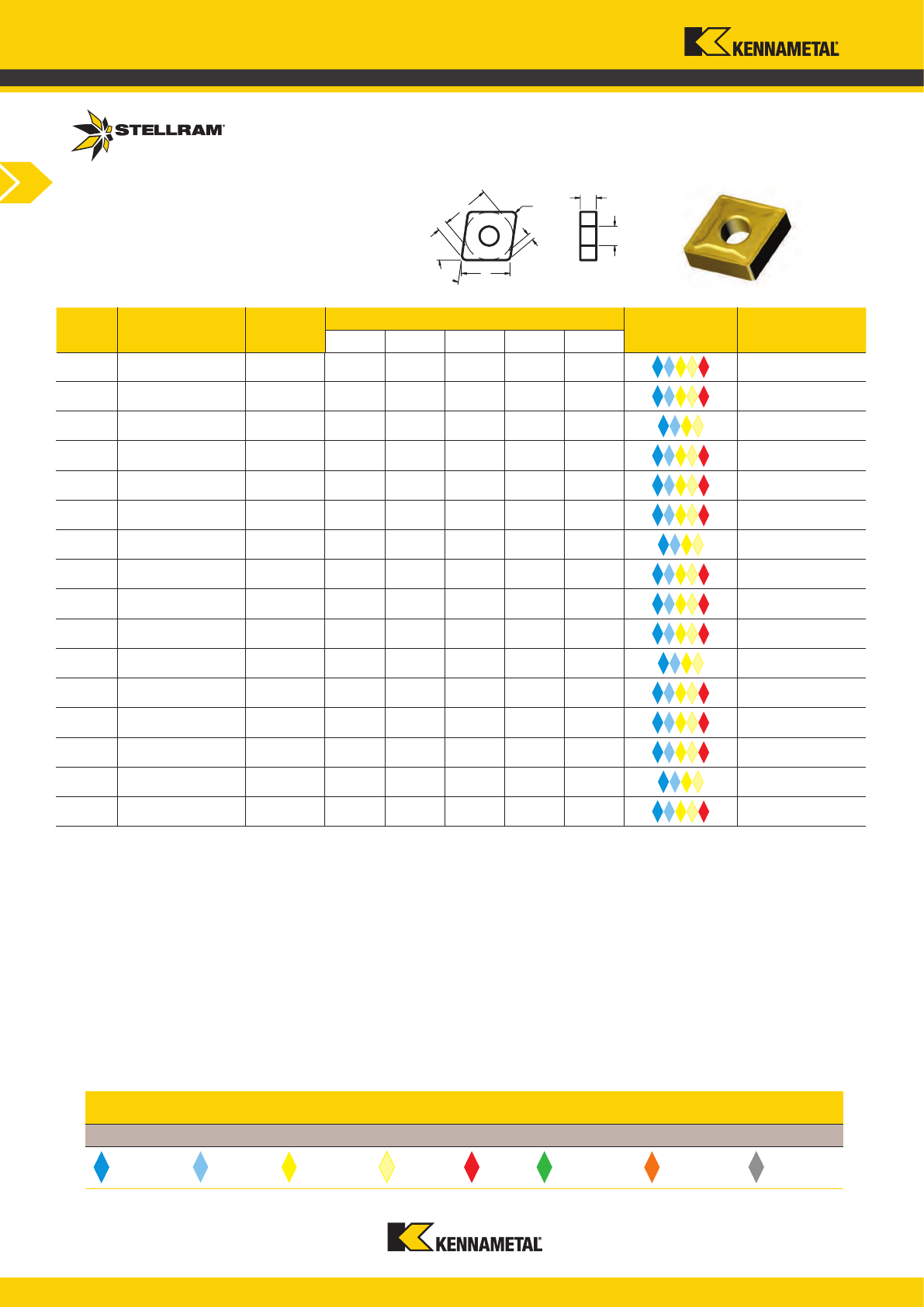
www.kennametal.com
C54
P
P
M
M
K N
S
H
032442 CNMG120404E-4T NL250 12,70 12,90 4,76 0,40 5,16
032443 CNMG120404E-4T NL300 12,70 12,90 4,76 0,40 5,16
032444 CNMG120404E-4T NL400 12,70 12,90 4,76 0,40 5,16
032445 CNMG120404E-4T NL920 12,70 12,90 4,76 0,40 5,16
032446 CNMG120408E-4T NL250 12,70 12,90 4,76 0,80 5,16
032447 CNMG120408E-4T NL300 12,70 12,90 4,76 0,80 5,16
032448 CNMG120408E-4T NL400 12,70 12,90 4,76 0,80 5,16
032449 CNMG120408E-4T NL920 12,70 12,90 4,76 0,80 5,16
032450 CNMG120412E-4T NL250 12,70 12,90 4,76 1,20 5,16
032451 CNMG120412E-4T NL300 12,70 12,90 4,76 1,20 5,16
032452 CNMG120412E-4T NL400 12,70 12,90 4,76 1,20 5,16
032453 CNMG120412E-4T NL920 12,70 12,90 4,76 1,20 5,16
032454 CNMG120416E-4T NL250 12,70 12,90 4,76 1,60 5,16
032455 CNMG120416E-4T NL300 12,70 12,90 4,76 1,60 5,16
032456 CNMG120416E-4T NL400 12,70 12,90 4,76 1,60 5,16
032457 CNMG120416E-4T NL920 12,70 12,90 4,76 1,60 5,16
80°
m
d
r
m
1
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C59 - C63 | Internal: see page C64
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
C Style
Turning Inserts
CNMG
4T Geometry
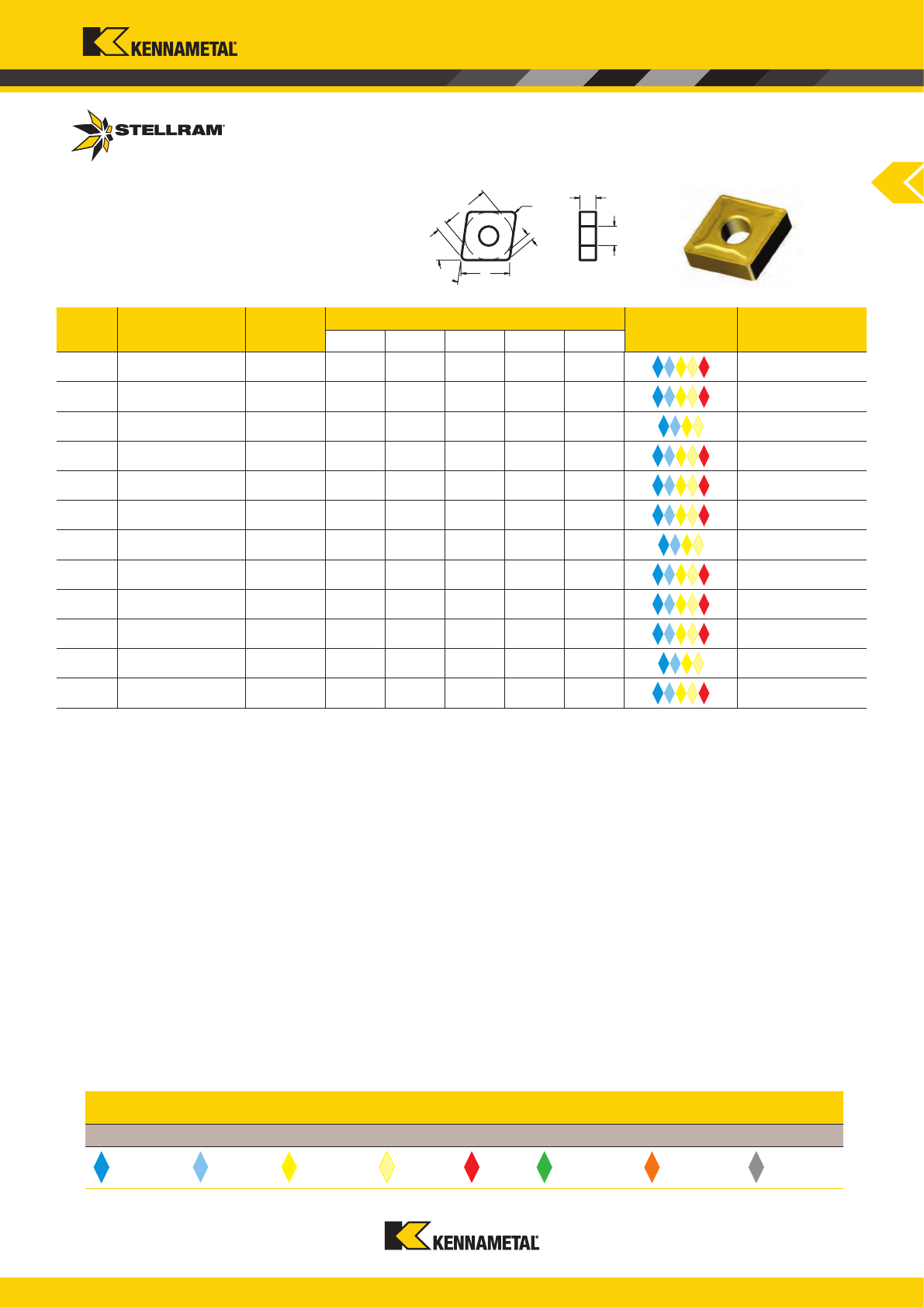
P
P
M
M
K N
S
H
www.kennametal.com
C55
032458 CNMG160608E-4T NL250 15,88 16,10 6,35 0,80 6,35
032459 CNMG160608E-4T NL300 15,88 16,10 6,35 0,80 6,35
032460 CNMG160608E-4T NL400 15,88 16,10 6,35 0,80 6,35
032461 CNMG160608E-4T NL920 15,88 16,10 6,35 0,80 6,35
032462 CNMG160612E-4T NL250 15,88 16,10 6,35 1,20 6,35
032463 CNMG160612E-4T NL300 15,88 16,10 6,35 1,20 6,35
032464 CNMG160612E-4T NL400 15,88 16,10 6,35 1,20 6,35
032465 CNMG160612E-4T NL920 15,88 16,10 6,35 1,20 6,35
032466 CNMG160616E-4T NL250 15,88 16,10 6,35 1,60 6,35
032467 CNMG160616E-4T NL300 15,88 16,10 6,35 1,60 6,35
032468 CNMG160616E-4T NL400 15,88 16,10 6,35 1,60 6,35
032469 CNMG160616E-4T NL920 15,88 16,10 6,35 1,60 6,35
80°
m
d
r
m
1
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C59 - C63 | Internal: see page C64
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
C Style
Turning Inserts
CNMG
4T Geometry
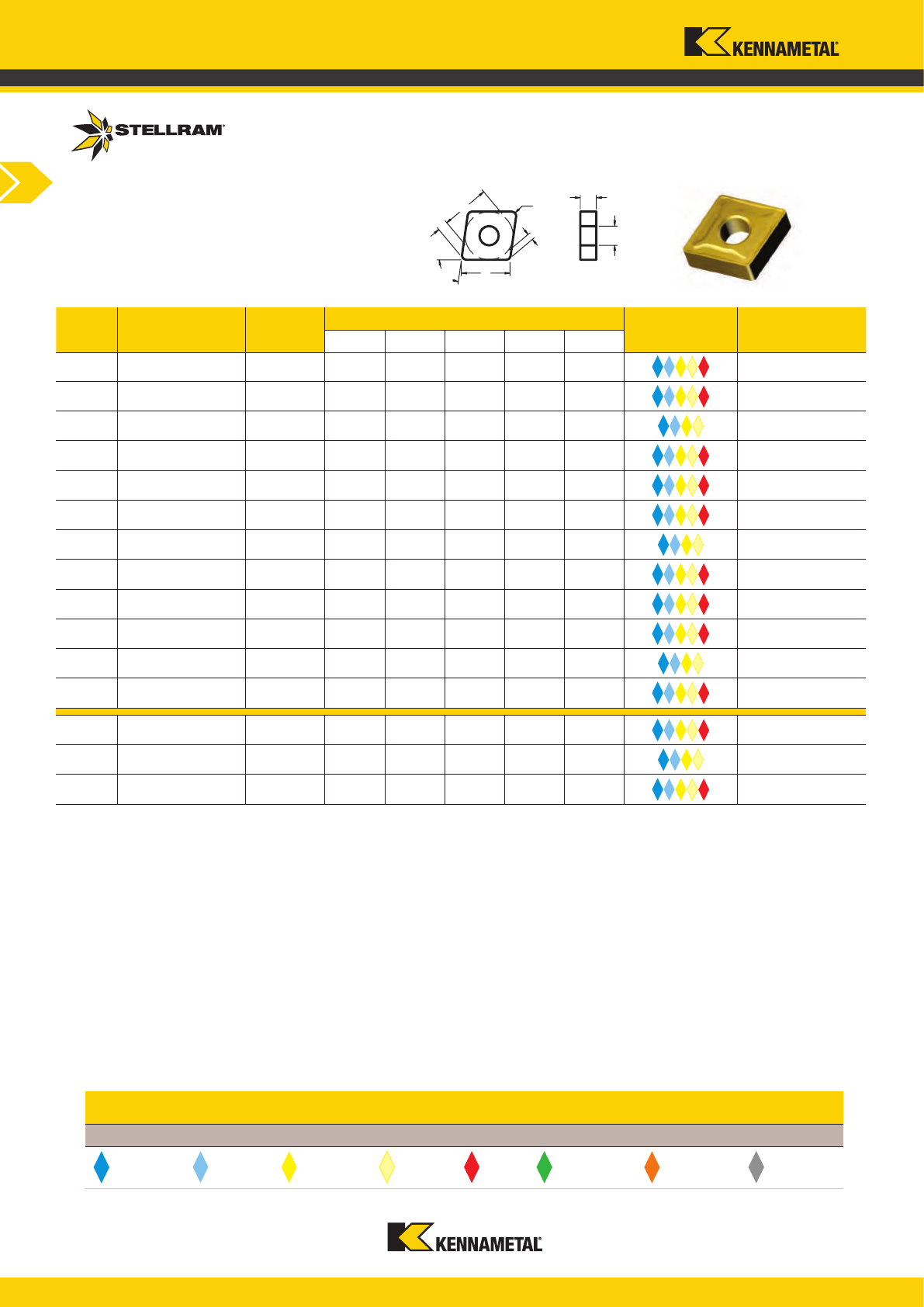
www.kennametal.com
C56
P
P
M
M
K N
S
H
032470 CNMG190608E-4T NL250 19,05 19,40 6,35 0,80 7,92
032471 CNMG190608E-4T NL300 19,05 19,40 6,35 0,80 7,92
032472 CNMG190608E-4T NL400 19,05 19,40 6,35 0,80 7,92
032473 CNMG190608E-4T NL920 19,05 19,40 6,35 0,80 7,92
032474 CNMG190612E-4T NL250 19,05 19,40 6,35 1,20 7,92
032475 CNMG190612E-4T NL300 19,05 19,40 6,35 1,20 7,92
032476 CNMG190612E-4T NL400 19,05 19,40 6,35 1,20 7,92
032477 CNMG190612E-4T NL920 19,05 19,40 6,35 1,20 7,92
032478 CNMG190616E-4T NL250 19,05 19,40 6,35 1,60 7,92
032479 CNMG190616E-4T NL300 19,05 19,40 6,35 1,60 7,92
032480 CNMG190616E-4T NL400 19,05 19,40 6,35 1,60 7,92
032481 CNMG190616E-4T NL920 19,05 19,40 6,35 1,60 7,92
032482 CNMG250924E-4T NL300 25,40 25,79 9,53 2,40 9,12
032483 CNMG250924E-4T NL400 25,40 25,79 9,53 2,40 9,12
032484 CNMG250924E-4T NL920 25,40 25,79 9,53 2,40 9,12
80°
m
d
r
m
1
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C59 - C63 | Internal: see page C64
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
C Style
Turning Inserts
CNMG
4T Geometry
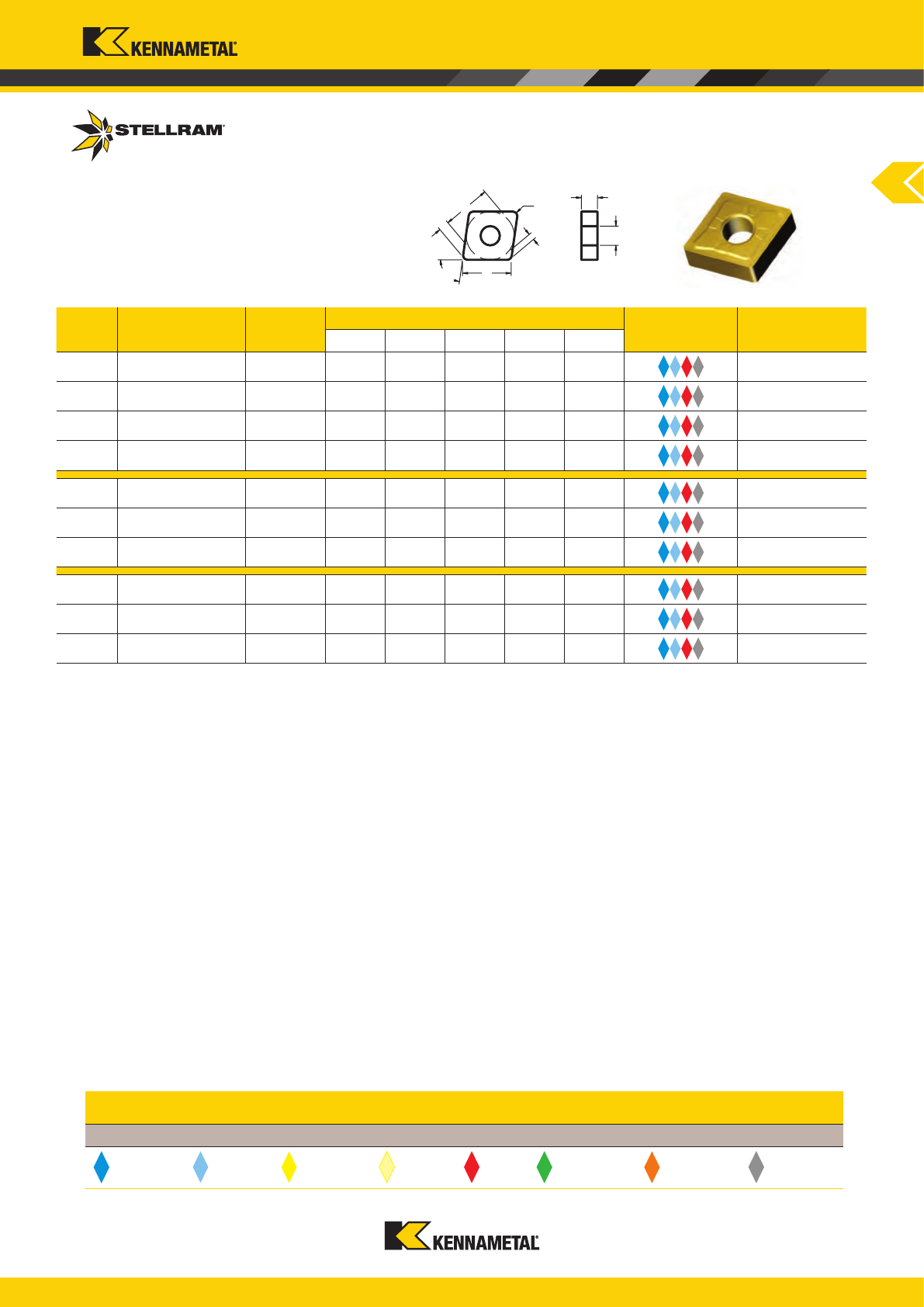
P
P
M
M
K N
S
H
www.kennametal.com
C57
032485 CNMG120404E-4U NL200 12,70 12,90 4,76 0,40 5,16
032486 CNMG120408E-4U NL200 12,70 12,90 4,76 0,80 5,16
032487 CNMG120412E-4U NL200 12,70 12,90 4,76 1,20 5,16
032488 CNMG120416E-4U NL200 12,70 12,90 4,76 1,60 5,16
032489 CNMG160608E-4U NL200 15,88 16,10 6,35 0,80 6,35
032490 CNMG160612E-4U NL200 15,88 16,10 6,35 1,20 6,35
032491 CNMG160616E-4U NL200 15,88 16,10 6,35 1,60 6,35
032492 CNMG190612E-4U NL200 19,05 19,40 6,35 1,20 7,92
032493 CNMG190616E-4U NL200 19,05 19,40 6,35 1,60 7,92
032494 CNMG190624E-4U NL200 19,05 19,40 6,35 2,40 7,92
80°
m
d
r
m
1
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C59 - C63 | Internal: see page C64
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
C Style
Turning Inserts
CNMG
4U Geometry
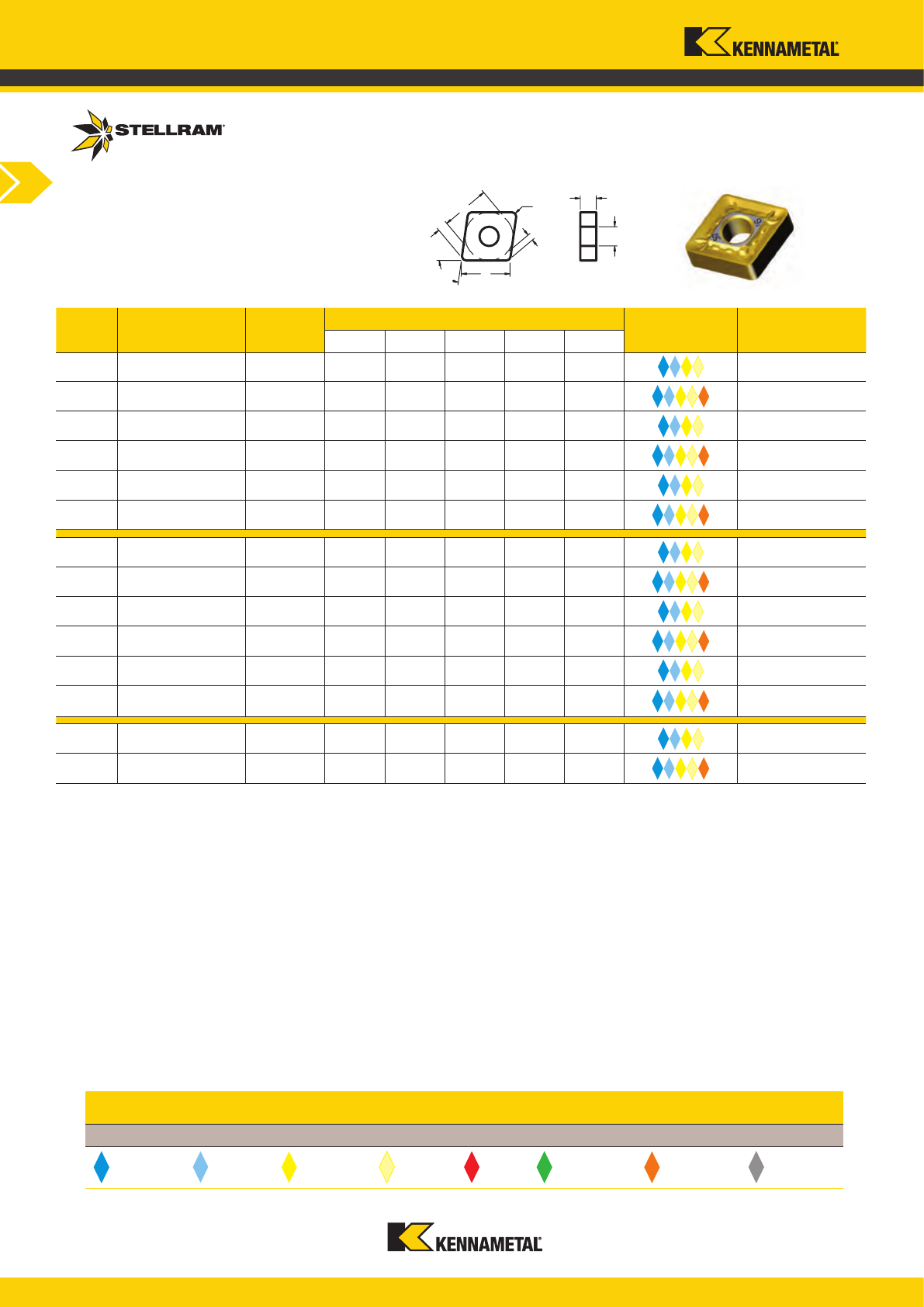
www.kennametal.com
C58
P
P
M
M
K N
S
H
031684 CNMM160612E-5R NL300 15,88 16,10 6,35 1,20 6,35
031668 CNMM160612E-5R NL400 15,88 16,10 6,35 1,20 6,35
031685 CNMM160616E-5R NL300 15,88 16,10 6,35 1,60 6,35
031669 CNMM160616E-5R NL400 15,88 16,10 6,35 1,60 6,35
031686 CNMM160624E-5R NL300 15,88 16,10 6,35 2,40 6,35
031670 CNMM160624E-5R NL400 15,88 16,10 6,35 2,40 6,35
031687 CNMM190612E-5R NL300 19,05 19,40 6,35 1,20 7,92
031671 CNMM190612E-5R NL400 19,05 19,40 6,35 1,20 7,92
031688 CNMM190616E-5R NL300 19,05 19,40 6,35 1,60 7,92
031672 CNMM190616E-5R NL400 19,05 19,40 6,35 1,60 7,92
031689 CNMM190624E-5R NL300 19,05 19,40 6,35 2,40 7,92
031673 CNMM190624E-5R NL400 19,05 19,40 6,35 2,40 7,92
031683 CNMM250924E-5R NL300 25,40 25,78 9,53 2,40 9,12
031682 CNMM250924E-5R NL920 25,40 25,78 9,53 2,40 9,12
80°
m
d
r
m
1
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
For Toolholders External: see pages C59 - C63 | Internal: see page C64
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
CNMM
5R Geometry
C Style
Turning Inserts
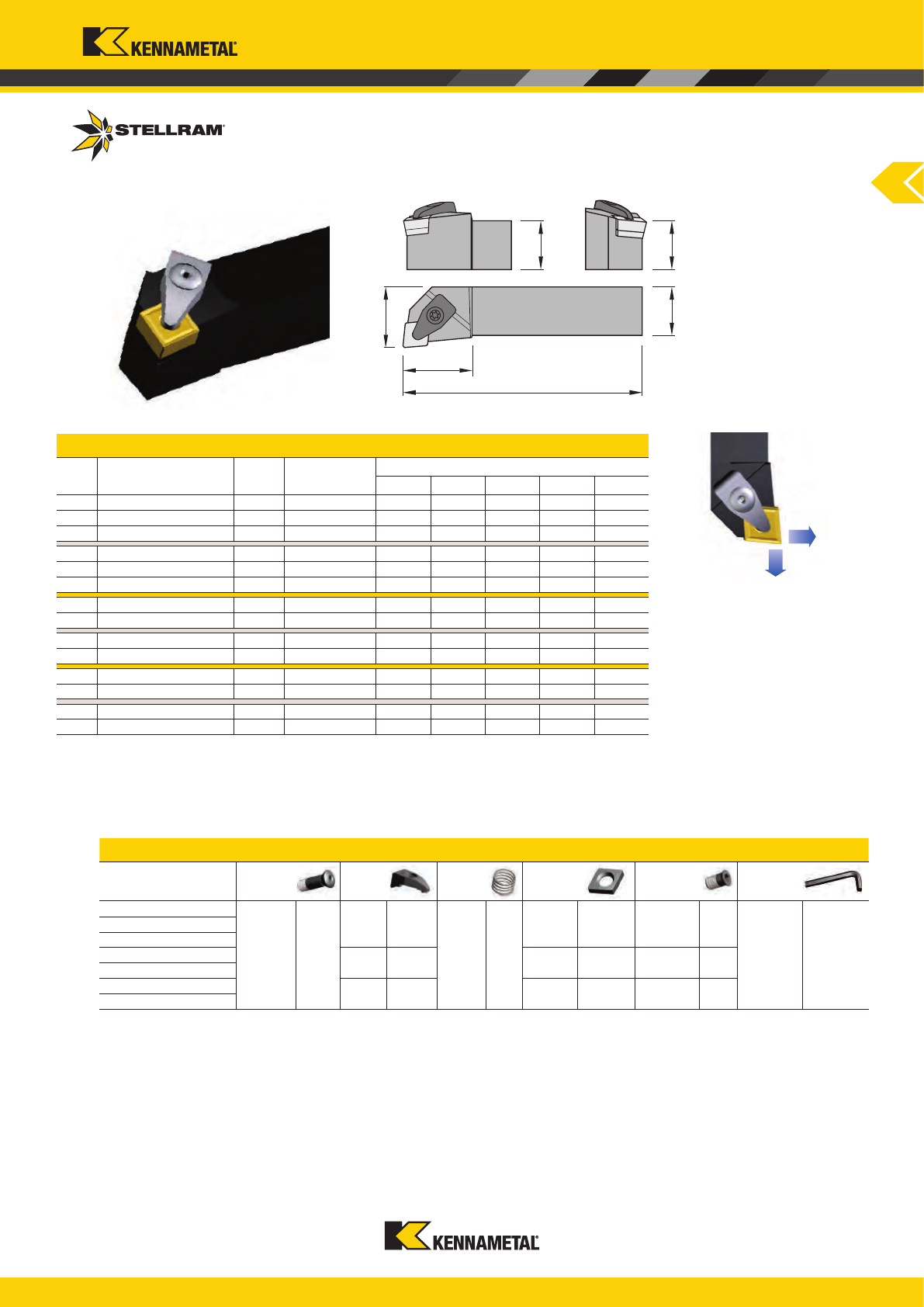
www.kennametal.com
C59
DCLNL/R 2020 K12
033710 1696
033707 DC2712
033719 4295
033712 ICSN442 033716 1766
018287 KH5004
DCLNL/R 2525 M12
DCLNL/R 3232 P12
DCLNL/R 2525 M16
034495 DC2716 001685 ICSN533 034509 1768
DCLNL/R 3232 P16
DCLNL/R 3232 P19
033708 DC2719 001686 ICSN633 033717 1770
DCLNL/R 4040 S19
033245 DCLNL 2020 K12 CN_1204 20 20 25 125 34
033246 DCLNL 2525 M12 CN_1204 25 25 32 150 34
033247 DCLNL 3232 P12 CN_1204 32 32 40 170 34
033248 DCLNR 2020 K12 CN_1204 20 20 25 125 34
033249 DCLNR 2525 M12 CN_1204 25 25 32 150 34
033250 DCLNR 3232 P12 CN_1204 32 32 40 170 34
033251 DCLNL 2525 M16 CN_1606 25 25 32 150 36
033252 DCLNL 3232 P16 CN_1606 32 32 40 170 40
033253 DCLNR 2525 M16 CN_1606 25 25 32 150 36
033254 DCLNR 3232 P16 CN_1606 32 32 40 170 40
033255 DCLNL 3232 P19 CN_1906 32 32 40 170 42
033256 DCLNL 4040 S19 CN_1906 40 40 50 250 42
033257 DCLNR 3232 P19 CN_1906 32 32 40 170 42
033258 DCLNR 4040 S19 CN_1906 40 40 50 250 42
f
h
h
1
L
1
L2
b
Turning Inserts
LH
LH
LH
RH
RH
RH
LH
LH
RH
RH
LH
LH
RH
RH
DCLN LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
DCLNL/R Spare Parts
Item Description
Clamp Screw
EDP
Clamp
EDP
Clamp
Spring EDP
Anvil
EDP
Anvil Screw
EDP
Clamp & Anvil
Screw Key
D style External Toolholder
for Negative Inserts:
CN_1204, CN_1606 & CN_1906
Application: Face and Turn O/D
Approach 95°
Axial -6°
Radial -6°
Proling Clearance Angle β = 0°
RH Holder Shown
C Style
External Toolholders
DCLN 95°
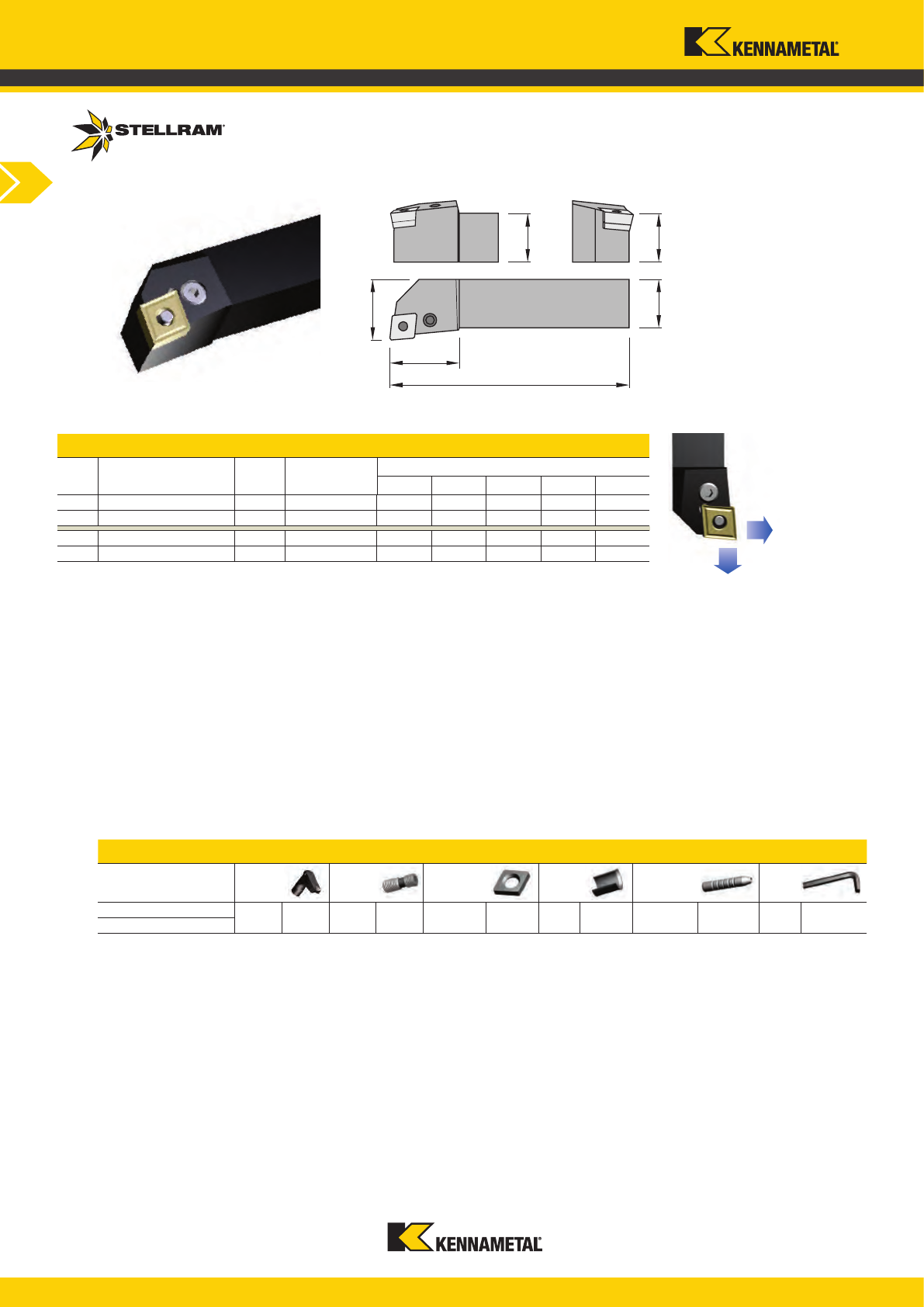
www.kennametal.com
C60
f
h
h
1
L
1
L2
b
PCLNL/R 4040 S25
028408 PL8025 028409 PLS1612 034483 PA3625 028418 PC4125 034506 PCP0025 018285 KH5005
PCLNL/R 5050 T25
033273 *PCLNL 4040 S25 CN_2509 40 40 50 250 45
033274 *PCLNL 5050 T25 CN_2509 50 50 60 300 50
033275 *PCLNR 4040 S25 CN_2509 40 40 50 250 45
033276 *PCLNR 5050 T25 CN_2509 50 50 60 300 50
Turning Inserts
LH
LH
RH
RH
* Non Stock Items, subject to extended delivery time
PCLN LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
PCLNL/R Spare Parts
Item Description
Lever
EDP
Lever
Screw
EDP
Anvil
EDP
Anvil
Clip
EDP
Clip Punch
EDP
Key
EDP
P Style External Toolholder
for Negative Inserts: CN_2509
Application: Face and Turn O/D
Approach 95°
Axial -6°
Radial -6°
Proling Clearance Angle β = 0°
RH Holder Shown
C Style
External Toolholders
PCLN 95°
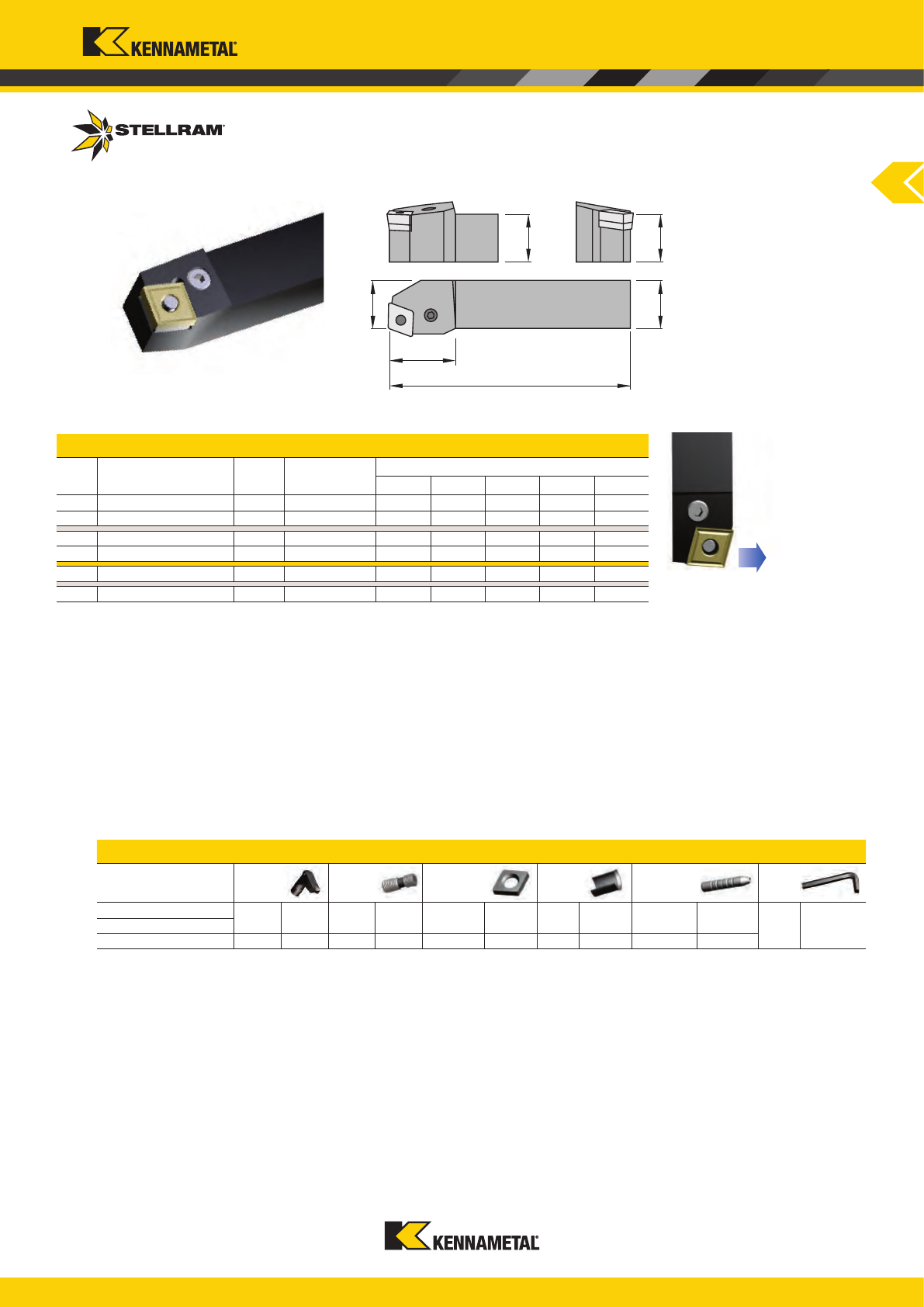
www.kennametal.com
C61
PCBNL/R 2020 K12
017443 PL8012 017448 PLS1608 017456 PA3612 017453 PC4112 028054 PCP0012
018286 KH5003
PCBNL/R 2525 M12
PCBNL/R 3232 P16 017445 PL8016 017450 PLS1618 017457 PA3616 028051 PC4115 034505 PCP0015
017118 PCBNL 2020 K12 CN_1204 20 20 17 125 28
017120 PCBNL 2525 M12 CN_1204 25 25 22 150 28
017119 PCBNR 2020 K12 CN_1204 20 20 17 125 28
017121 PCBNR 2525 M12 CN_1204 25 25 22 150 28
028373 PCBNL 3232 P16 CN_1606 32 32 27 170 34
017127 PCBNR 3232 P16 CN_1606 32 32 27 170 34
f
h
h
1
b
L
1
L2
Turning Inserts
LH
LH
RH
RH
LH
RH
PCBNL/R Spare Parts
Item Description
Lever
EDP
Lever
Screw
EDP
Anvil
EDP
Anvil
Clip
EDP
Clip Punch
EDP
Key
EDP
PCBN LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
P Style External Toolholder
for Negative Inserts:
CN_1204 & CN_1606
Application: Turn O/D
Approach 75°
Axial -7,25°
Radial -4,25°
RH Holder Shown
C Style
External Toolholders
PCBN 75°
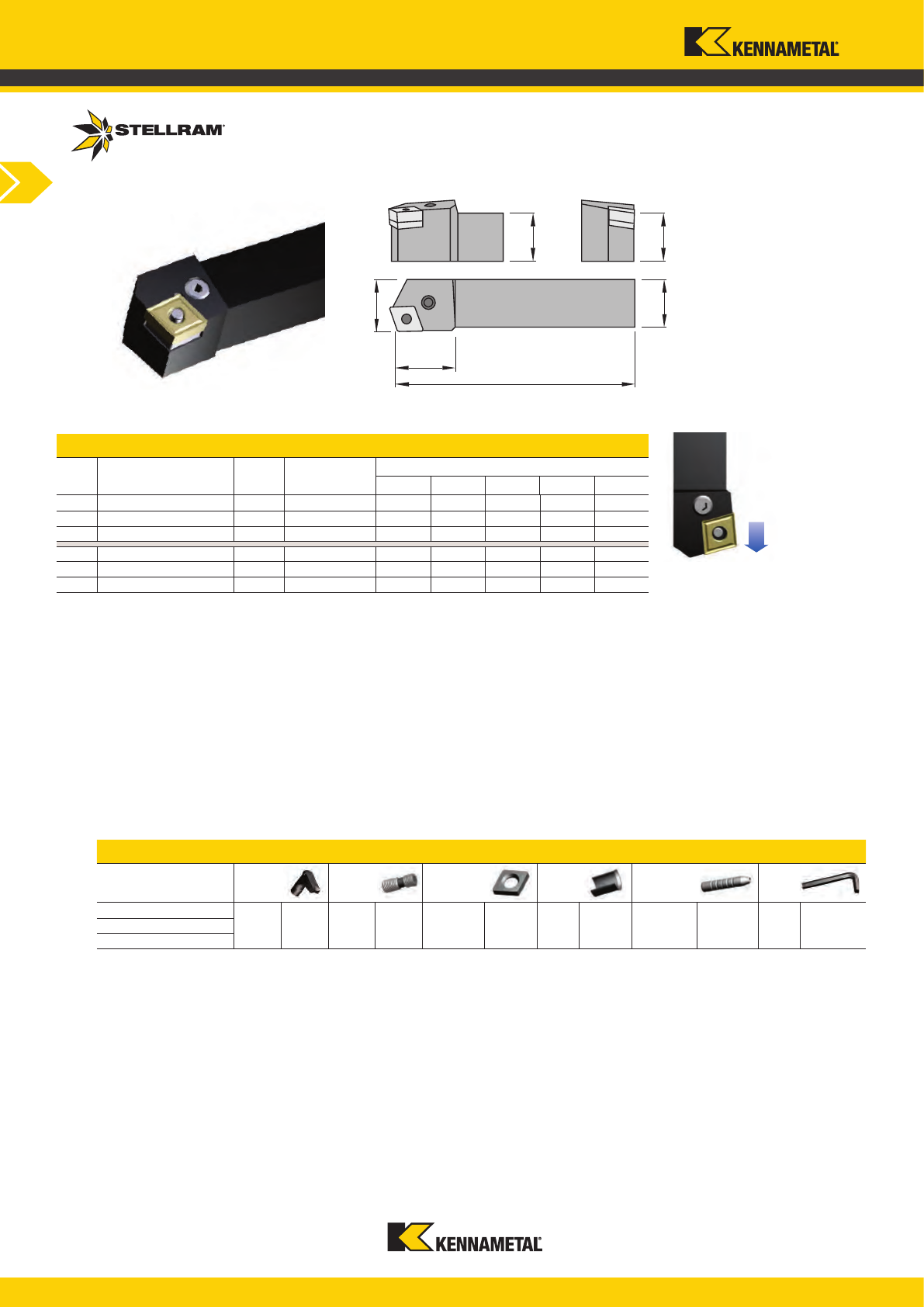
www.kennametal.com
C62
h1h
b
L
1
L2
f
PCKNL/R 2020 K12
017443 PL8012 017448 PLS1608 017456 PA3612 017453 PC4112 028054 PCP0012 018286 KH5003
PCKNL/R 2525 M12
PCKNL/R 3225 P12
017130 PCKNL 2020 K 12 CN_1204 20 20 25 125 28
017132 PCKNL 2525 M 12 CN_1204 25 25 32 150 28
033280 PCKNL 3225 P 12 CN_1204 32 25 32 170 28
017131 PCKNR 2020 K 12 CN_1204 20 20 25 125 28
017133 PCKNR 2525 M 12 CN_1204 25 25 32 150 28
033281 PCKNR 3225 P 12 CN_1204 32 25 32 170 28
Turning Inserts
LH
LH
LH
RH
RH
RH
PCKNL/R Spare Parts
Item Description
Lever
EDP
Lever
Screw
EDP
Anvil
EDP
Anvil
Clip
EDP
Clip Punch
EDP
Key
EDP
PCKN LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
P Style External Toolholder
for Negative Inserts: CN_1204
Application: Facing
Approach 75°
Axial -6,5°
Radial -5,5°
RH Holder Shown
C Style
External Toolholders
PCKN 75°
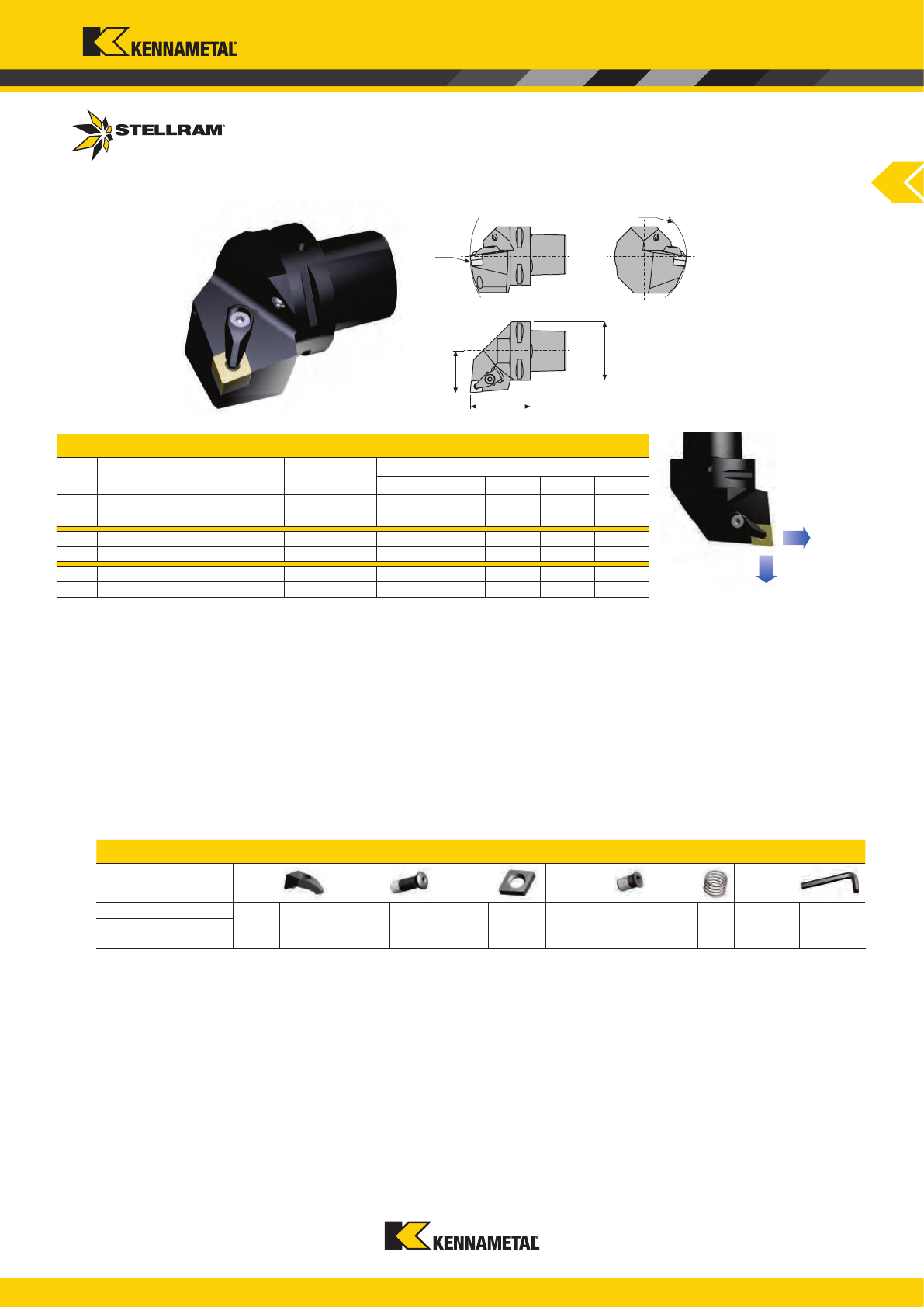
www.kennametal.com
C63
S
f1
D
1
D
2
l1
C5-50-DCLNL/R 35060-12
033707 2712 033710 1696 033712 ICSN442 033716 1766
033719 4295 018287 KH5004
C6-63-DCLNL/R 45065-12
C8-80-DCLNL/R 55080-19 033708 2719 033710 1696 001686 ICSN633 033717 1770
033691 C5-50-DCLNL35060-12 CN_1204 50 110 165 35 60
033692 C5-50-DCLNR35060-12 CN_1204 50 110 165 35 60
033693 C6-63-DCLNL45065-12 CN_1204 63 110 190 45 65
033694 C6-63-DCLNR45065-12 CN_1204 63 110 190 45 65
033695 C8-80-DCLNL55080-19 CN_1906 80 125 250 55 80
033696 C8-80-DCLNR55080-19 CN_1906 80 125 250 55 80
Turning Inserts
LH
RH
LH
RH
LH
RH
DCLNL/R Spare Parts
Item Description
Clamp
EDP
Clamp Screw
EDP
Anvil
EDP
Anvil Screw
EDP
Clamp
Spring EDP
Screw Key
EDP
D Style External Toolholder
for Negative Inserts:
CN_1204 & CN_1906
Application: External Face, Turn O/D
Approch 95°
Axial -5°
Radial -6°
Prolling Clearance Angle β = 0°
RH Holder Shown
DCLN LH & RH External PSC Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
S D1 D2 f1 l1
C Style
PSC Toolholders
DCLN 95°
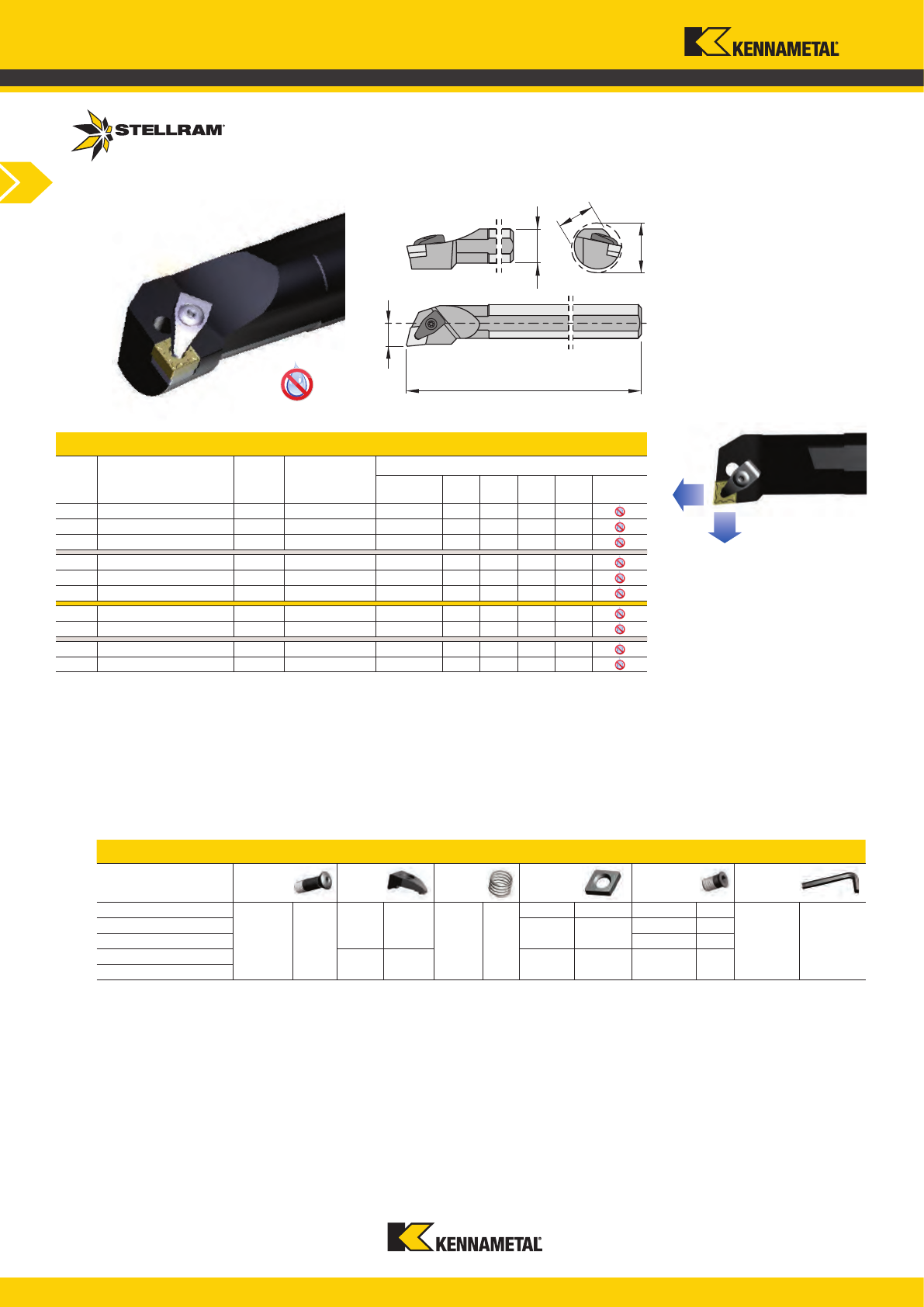
www.kennametal.com
C64
S25T DCLNL/R 12
033710 1696
033707 DC2712
033719 4295
017456 3612 029095 1765
018287 KH5004
S32U DCLNL/R 12
029079 ICCN432
034508 1161
S40V DCLNL/R 12 034507 1160
*S40V DCLNL/R 16
034495 DC2716 001685 ICSN-533 034509 1768
*S50W DCLNL/R 16
033286 S25T DCLNL 12 CN_1204 31 25 17 300 23
033287 S32U DCLNL 12 CN_1204 39 32 22 350 30
033288 S40V DCLNL 12 CN_1204 48 40 27 400 37
033289 S25T DCLNR 12 CN_1204 31 25 17 300 23
033290 S32U DCLNR 12 CN_1204 39 32 22 350 30
033291 S40V DCLNR 12 CN_1204 48 40 27 400 37
033292 *S40V DCLNL 16 CN_1606 48 40 27 400 37
033293 *S50W DCLNL 16 CN_1606 61 50 35 450 47
033294 *S40V DCLNR 16 CN_1606 48 40 27 400 37
033295 *S50W DCLNR 16 CN_1606 61 50 35 450 47
L1
f
h
D
A
Turning Inserts
LH
LH
LH
RH
RH
RH
LH
LH
RH
RH
S..DCLN LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L
1 h
Through
Coolant
S..DCLNL/R Spare Parts
Item Description
Clamp Screw
EDP
Clamp
EDP
Clamp
Spring EDP
Anvil
EDP
Anvil Screw
EDP
Clamp & Anvil
Screw Key
D Style Internal Boring Bar
for Negative Inserts:
CN_1204 & CN_1606
Application:- I/D Face and Bore
Axial Approach 95°
Axial -5°
Radial -13,5°
Proling Clearance Angle β = 0°
RH Bar Shown
C Style
Internal Boring Bars
S..DCLN 95°
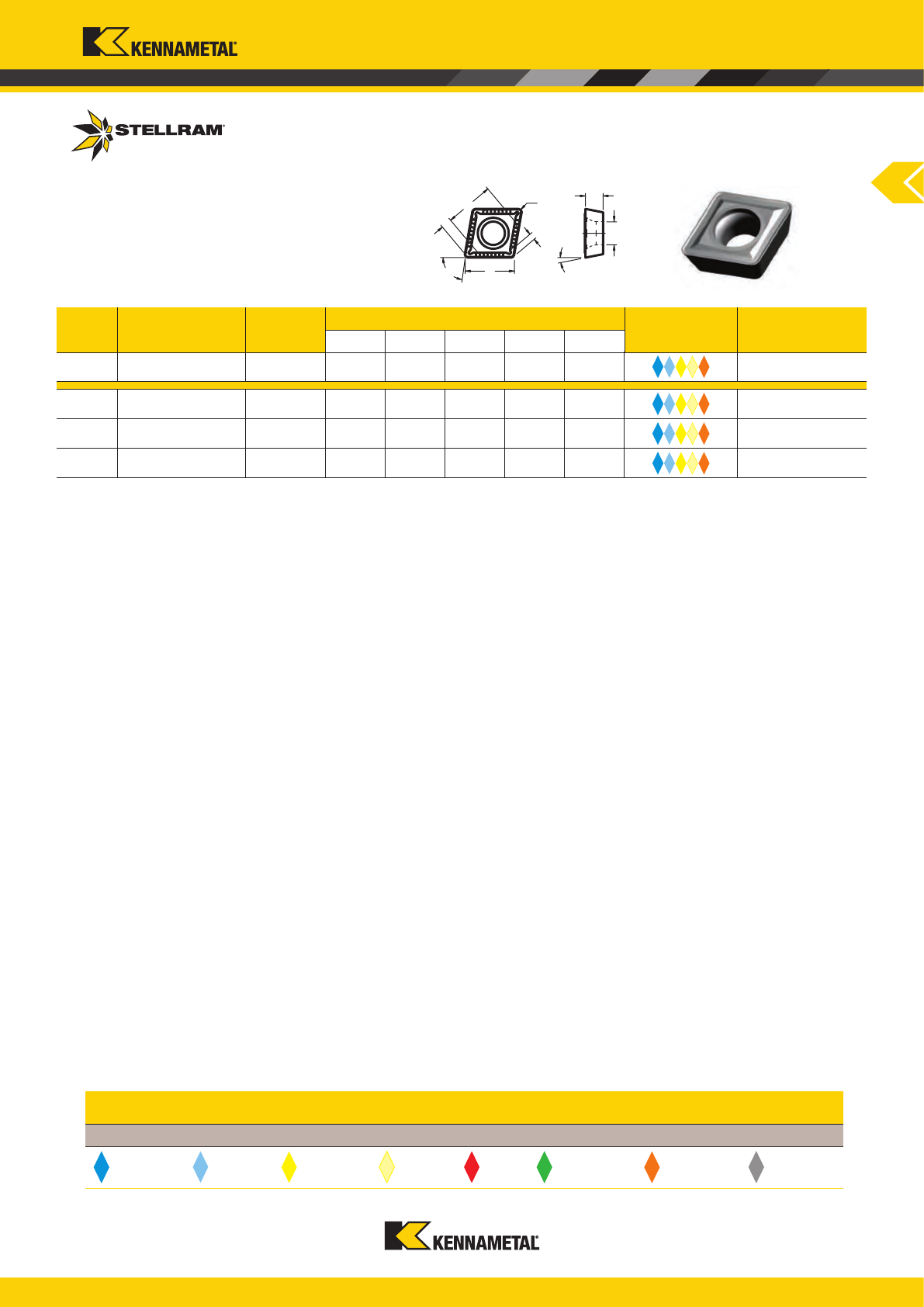
P
P
M
M
K N
S
H
www.kennametal.com
C65
032496 CPMT060204E-73 SP4019 6,35 6,45 2,38 0,40 2,80
032497 CPMT080302E-73 SP4019 9,52 7,94 3,18 0,20 3,05
032498 CPMT080304E -73 SP4019 9,52 7,94 3,18 0,40 3,05
032499 CPMT080308E-73 SP4019 9,52 7,94 3,18 0,80 3,05
11°
d
s
h
r
m
1
m
I
80°
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
Medium
Medium
Medium
Medium
C Style
Turning Inserts
CPMT
-73 Geometry
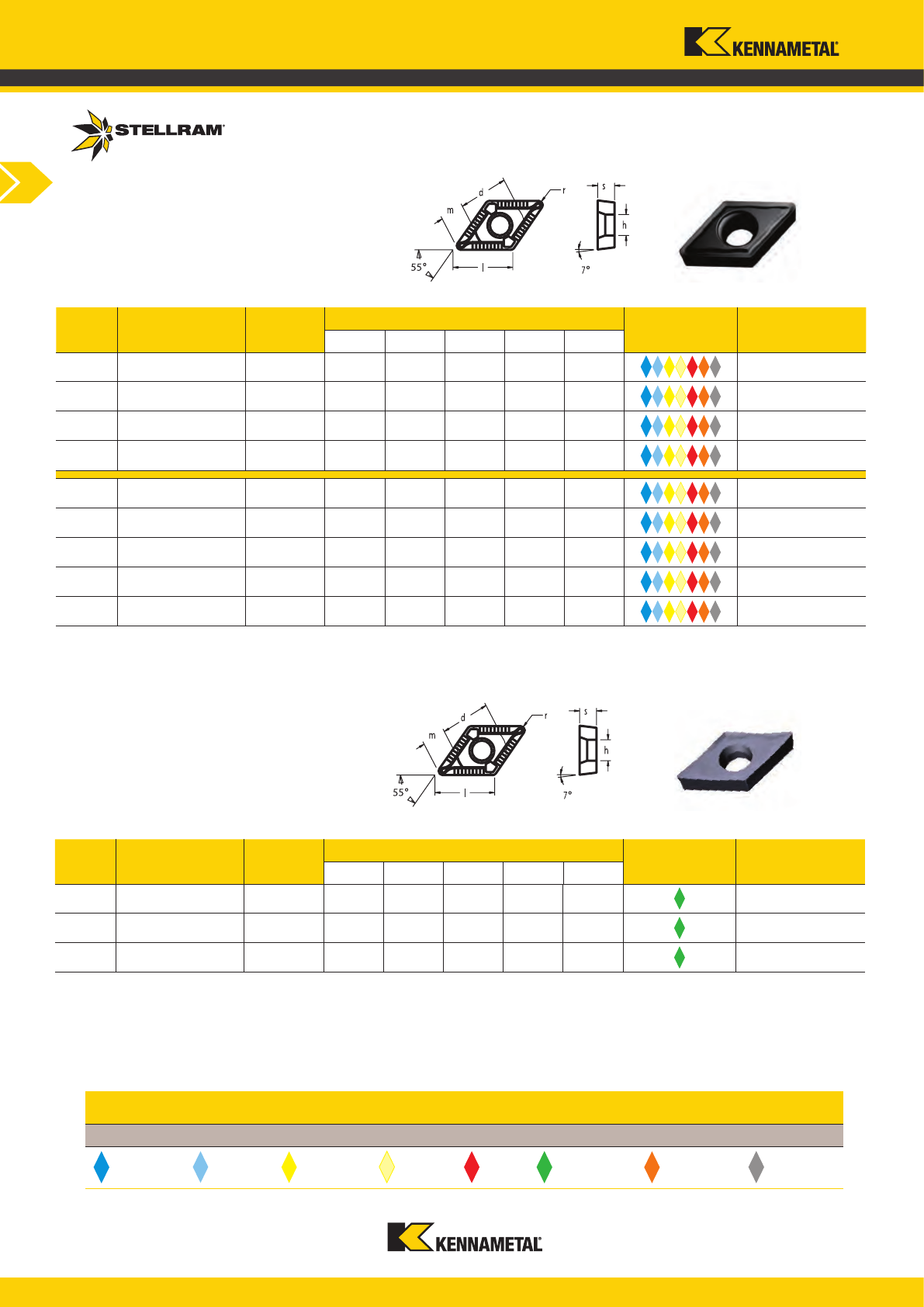
www.kennametal.com
C66
P
P
M
M
K N
S
H
034465 DCGT11T302F-64 GH1 9,52 11,60 3,97 0,20 4,39
014068 DCGT11T304F-64 GH1 9,52 11,60 3,97 0,40 4,39
014069 DCGT11T308F-64 GH1 9,52 11,60 3,97 0,80 4,39
031401 DCGX0702005E-62 SP4019 6,35 7,70 2,38 0,05 2,79
030577 DCGT070201E-62 SP4019 6,35 7,70 2,38 0,10 2,79
030578 DCGT070202E-62 SP4019 6,35 7,70 2,38 0,20 2,79
030579 DCGT070204E-62 SP4019 6,35 7,70 2,38 0,40 2,79
031402 DCGX11T3005E-62 SP4019 9,52 11,60 3,97 0,05 4,39
030581 DCGT11T301E-62 SP4019 9,52 11,60 3,97 0,10 4,39
030582 DCGT11T302E-62 SP4019 9,52 11,60 3,97 0,20 4,39
030583 DCGT11T304E-62 SP4019 9,52 11,60 3,97 0,40 4,39
030584 DCGT11T308E-62 SP4019 9,52 11,60 3,97 0,80 4,39
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
Finishing
Finishing
Finishing
For Toolholders External: see pages C68 - C70 | Internal: see pages C71 - C73
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C68 - C70 | Internal: see pages C71 - C73
D Style
Turning Inserts
DCGT & DCGX
-62 Geometry
DCGT
-64 Geometry
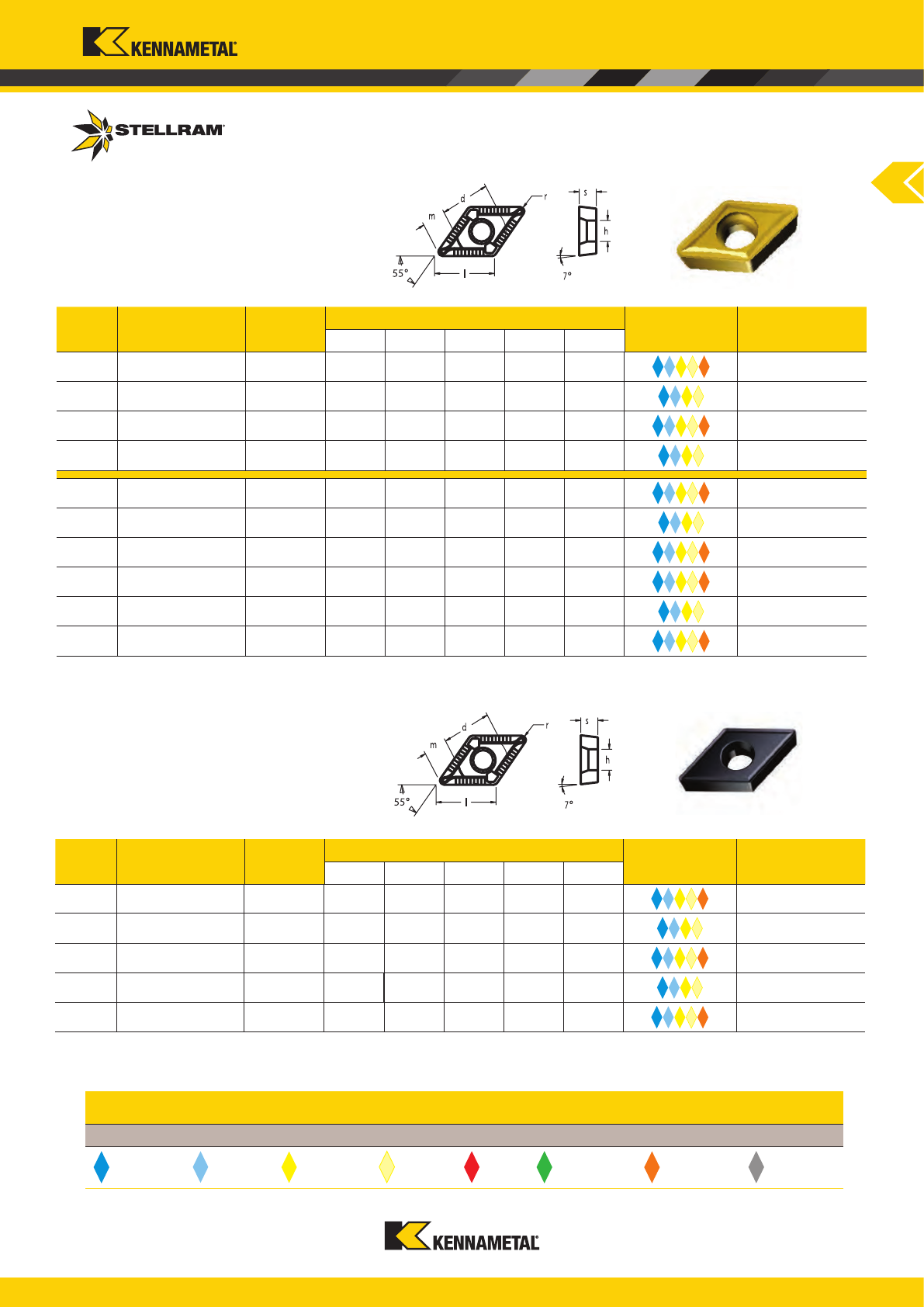
P
P
M
M
K N
S
H
www.kennametal.com
C67
032501 DCMT070202E-73 SP4019 6,35 7,70 2,38 0,20 2,79
032502 DCMT070202E-73 NL300 6,35 7,70 2,38 0,20 2,79
032503 DCMT070204E-73 SP4019 6,35 7,70 2,38 0,40 2,79
032504 DCMT070204E-73 NL300 6,35 7,70 2,38 0,40 2,79
032285 DCMT11T304E-73 SP4019 9,52 11,60 3,97 0,40 4,39
032505 DCMT11T304E-73 NL300 9,52 11,60 3,97 0,40 4,39
032506 DCMT11T304E-73 NL920 9,52 11,60 3,97 0,40 4,39
032297 DCMT11T308E-73 SP4019 9,52 11,60 3,97 0,80 4,39
032507 DCMT11T308E-73 NL300 9,52 11,60 3,97 0,80 4,39
032508 DCMT11T308E-73 NL920 9,52 11,60 3,97 0,80 4,39
032509 DCMT150404E-M SP4019 12,70 15,50 4,76 0,40 5,16
032510 DCMT150404E-M NL300 12,70 15,50 4,76 0,40 5,16
032511 DCMT150408E-M SP4019 12,70 15,50 4,76 0,80 5,16
032512 DCMT150408E-M NL300 12,70 15,50 4,76 0,80 5,16
032513 DCMT150408E-M NL920 12,70 15,50 4,76 0,80 5,16
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
Medium
Medium
Medium
Medium
Medium
For Toolholders External: see pages C68 - C70 | Internal: see pages C71 - C73
For Toolholders External: see pages C68 - C70 | Internal: see pages C71 - C73
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
D Style
Turning Inserts
DCMT
-73 Geometry
DCMT
M Geometry
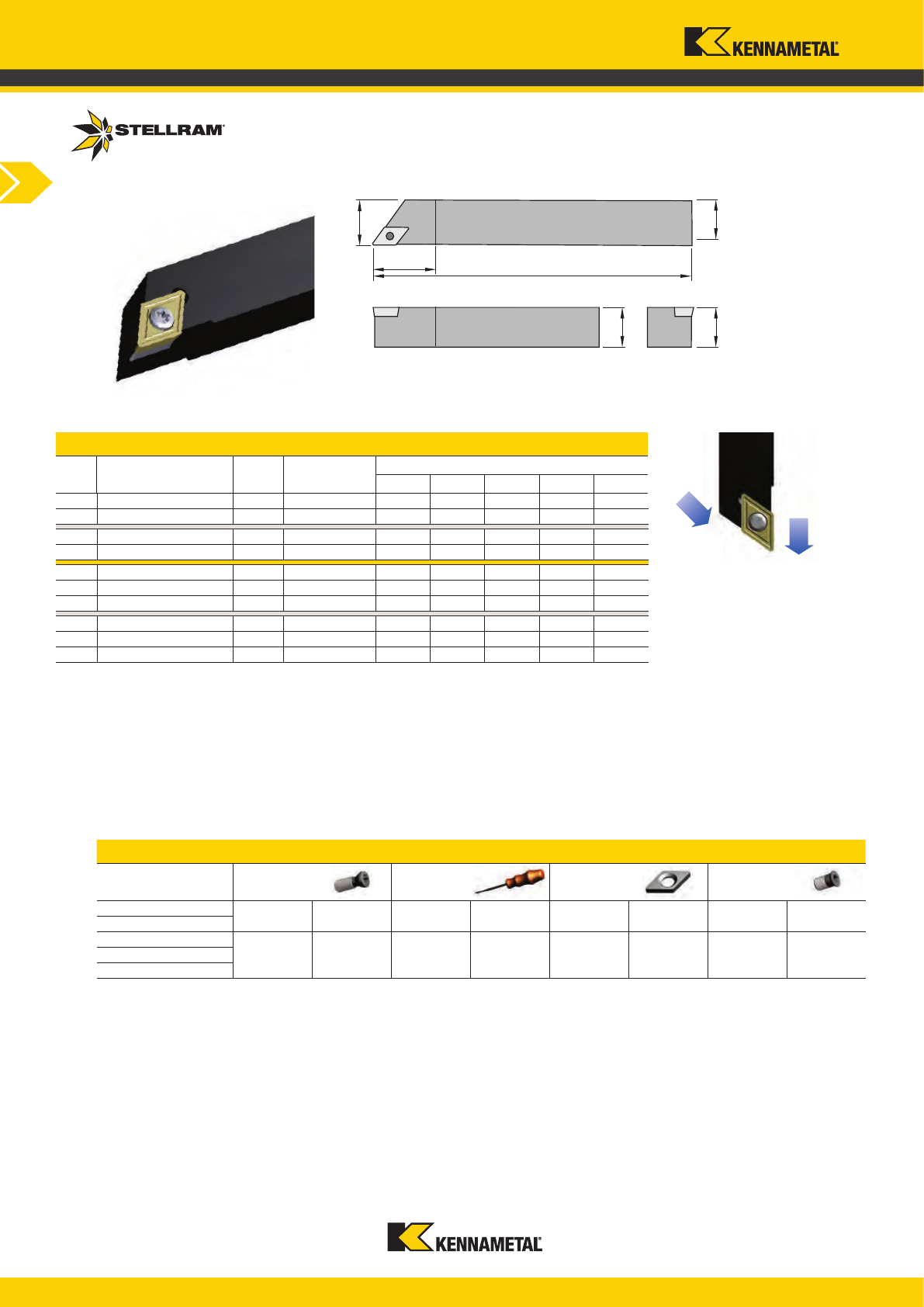
www.kennametal.com
C68
SDACL/R 1010 M07
015061 F25007T 018488 T7 - - - -
SDACL/R 1212 M07
SDACL/R 1212 M11
015262 D4010T 015240 T15 - - - -SDACL/R 1616 M11
SDACL/R 2020 K11
025072 SDACL 1010 M07 DC_0702 10 10 10 150 15
033486 SDACL 1212 M07 DC_0702 12 12 12 150 15
025071 SDACR 1010 M07 DC_0702 10 10 10 150 15
033487 SDACR 1212 M07 DC_0702 12 12 12 150 15
025074 SDACL 1212 M11 DC_11T3 12 12 12 150 19
025076 SDACL 1616 M11 DC_11T3 16 16 16 150 19
025078 SDACL 2020 K11 DC_11T3 20 20 20 125 20
025073 SDACR 1212 M11 DC_11T3 12 12 12 150 19
025075 SDACR 1616 M11 DC_11T3 16 16 16 150 19
025077 SDACR 2020 K11 DC_11T3 20 20 20 125 20
f
b
L
2
L
1
h
1
h
Turning Inserts
LH
LH
RH
RH
LH
LH
LH
RH
RH
RH
SDACL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style External Toolholder
for Positive Inserts:
DC_0702 and DC_11T3
Application: O/D Proling
Approach 90°
Axial 0°
Radial 0°
Prolling Clearance Angle β = 32°
RH Holder Shown
SDAC LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
D Style
External Toolholders
SDAC 90°
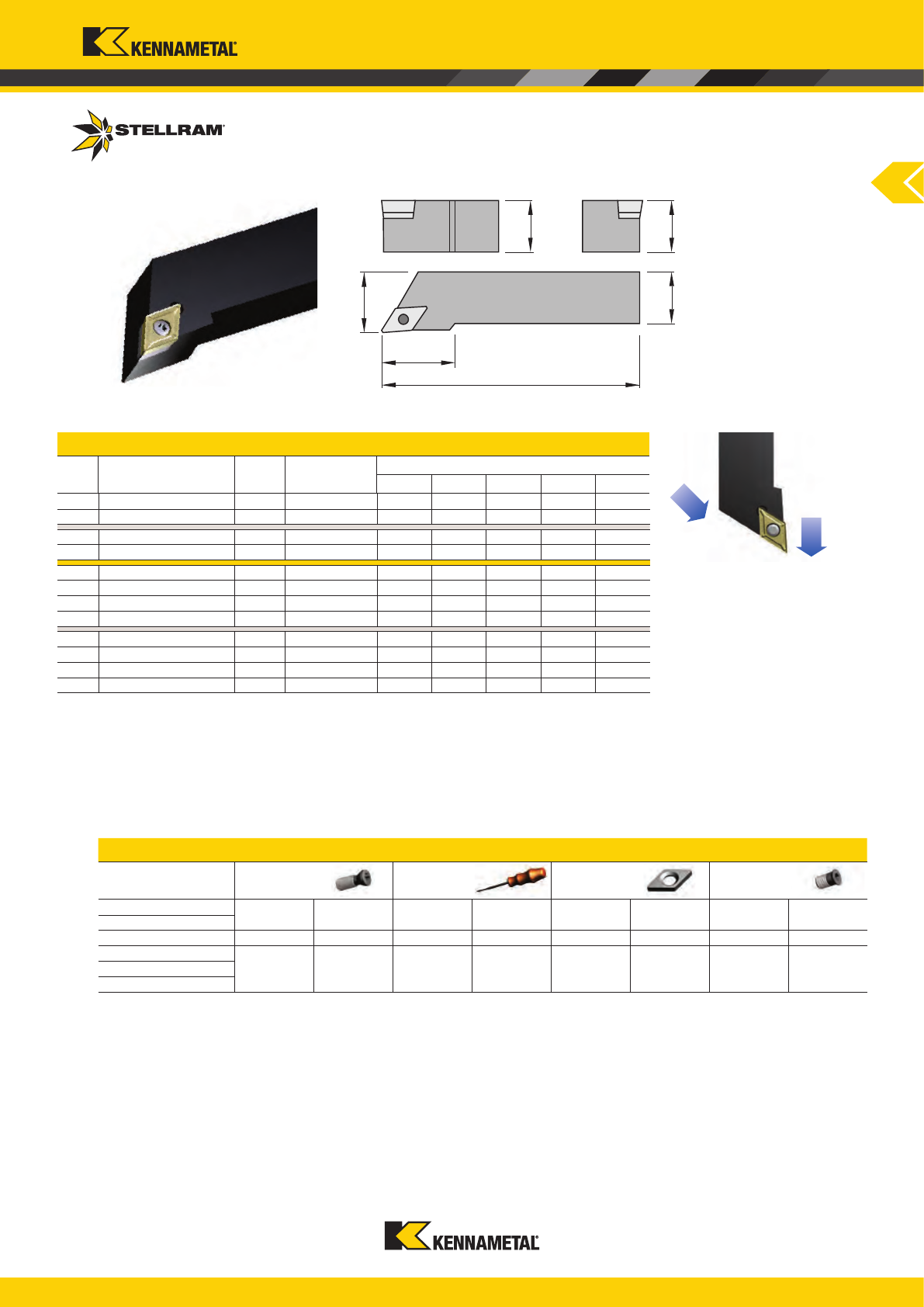
www.kennametal.com
C69
SDJCL/R 1010 E07
015061 F2507T 018488 T7 - - - -
SDJCL/R 1212 F07
SDJCL/R 1212 F11 015262 D4010T 015240 T15 - - - -
SDJCL/R 1616 H11
034497 1335 028475 K5516 028477 SA3714 028478 SAS1750SDJCL/R 2020 K11
SDJCL/R 2525 M11
028462 SDJCL 1010 E07 DC_0702 10 10 12 70 14
018001 SDJCL 1212 F07 DC_0702 12 12 16 80 16
028469 SDJCR 1010 E07 DC_0702 10 10 12 70 14
018010 SDJCR 1212 F07 DC_0702 12 12 16 80 16
018002 SDJCL 1212 F11 DC_11T3 12 12 16 80 20
028464 SDJCL 1616 H11 DC_11T3 16 16 20 100 18
028465 SDJCL 2020 K11 DC_11T3 20 20 25 125 22
028466 SDJCL 2525 M11 DC_11T3 25 25 32 150 28
018011 SDJCR 1212 F11 DC_11T3 12 12 16 80 20
028470 SDJCR 1616 H11 DC_11T3 16 16 20 100 18
028471 SDJCR 2020 K11 DC_11T3 20 20 25 125 22
028472 SDJCR 2525 M11 DC_11T3 25 25 32 150 28
f
hh
1
b
L
1
L2
Turning Inserts
LH
LH
RH
RH
LH
LH
LH
LH
RH
RH
RH
RH
SDJCL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style External Toolholder
for Positive Inserts:
DC_0702 and DC_11T3
Application: Facing and O/D Proling
Approach 93°
Axial 0°
Radial 0°
Prolling Clearance Angle β = 29°
RH Holder Shown
SDJC LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
D Style
External Toolholders
SDJC 93°
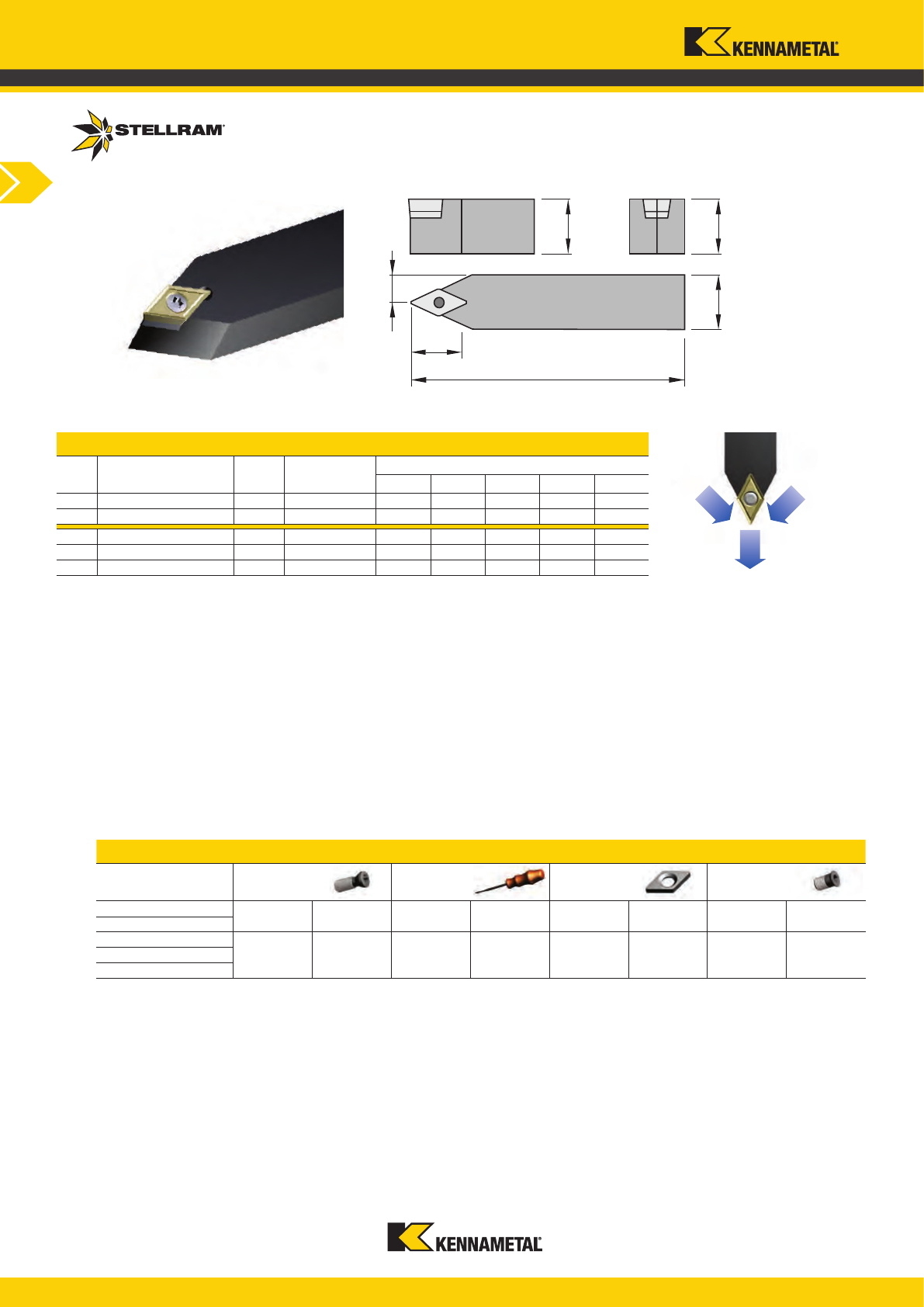
www.kennametal.com
C70
SDNC N 1010 E07
015061 F2507T 018488 T7 - - - -
SDNC N 1212 F07
SDNC N 1010 E07
034497 1335 028475 K5516 028477 SA3714 028739 SAS1750SDNC N 1212 F07
SDJCL/R 2525 M11
028519 SDNC N 1010 E07 DC_0702 10 10 5 70 16
028520 SDNC N 1212 F07 DC_0702 12 12 6 80 16
028522 SDNC N 1616 H11 DC_11T3 16 16 8 100 22
028523 SDNC N 2020 K11 DC_11T3 20 20 10 125 22
028524 SDNC N 2525 M11 DC_11T3 25 25 12,5 150 22
f
h
h
1
b
L
1
L
2
Turning Inserts
Neutral
Neutral
Neutral
Neutral
Neutral
SDNC Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style External Toolholder
for Positive Inserts:
DC_0702, and DC_11T3
Application: Plunge and O/D Proling
Approach 62,5°
Axial 0°
Radial 0°
Prolling Clerance Angle β = 59,5°
Neutral Holder Shown
SDNC Neutral External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
D Style
External Toolholders
SDNC 62,5°
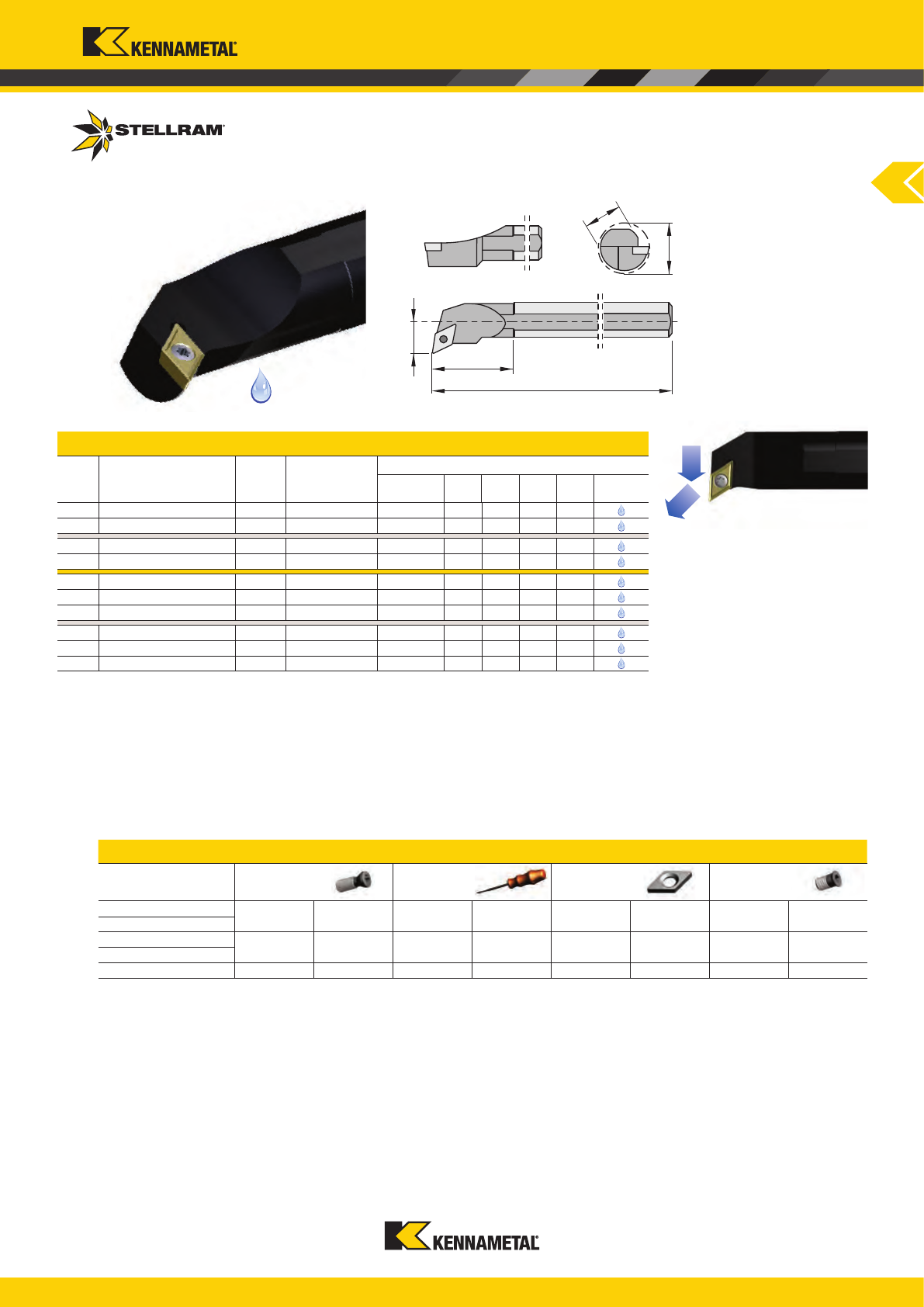
www.kennametal.com
C71
A12K SDUCL/R 07
015061 F2507T 018488 T7 - - - -
A16M SDUCL/R 07
A20Q SDUCL/R 11
015262 D4010T 018488 T7 - - - -
A25R SDUCL/R 11
A32S SDUCL/R 11 034497 1335 028475 K5516 028477 SA3714 028478 SAS1750
018357 A12K SDUCL 07 DC_0702 16 12 9 125 23
018359 A16M SDUCL 07 DC_0702 20 16 11 150 31
018358 A12K SDUCR 07 DC_0702 16 12 9 125 23
018360 A16M SDUCR 07 DC_0702 20 16 11 150 31
018361 A20Q SDUCL 11 DC_11T3 24 20 13 180 36
017990 A25R SDUCL 11 DC_11T3 31 25 17 200 42
018363 A32S SDUCL 11 DC_11T3 39 32 22 250 45
018362 A20Q SDUCR 11 DC_11T3 24 20 13 180 36
017991 A25R SDUCR 11 DC_11T3 31 25 17 200 42
018364 A32S SDUCR 11 DC_11T3 39 32 22 250 45
L1
L2
f
D
A
Turning Inserts
LH
LH
RH
RH
LH
LH
LH
RH
RH
RH
A.. SDUCL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style Boring Bar
for Positive Inserts:
DC_0702, and DC_11T3
Application: I/D Proling
Aproach 93°
Axial 0°
Radial -6°
Prolling Claerance Angle β = 29°
RH Bar Shown
A.. SDUC LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L1 L2
Through
Coolant
D Style
Internal Boring Bars
A.. SDUC 93°

www.kennametal.com
C72
A12K SDUCL/R 07
015061 F2507T 018488 T7 - - - -
A16M SDUCL/R 07
A20Q SDUCL/R 11 034499 1440
015240 T15 - - - -
A25R SDUCL/R 11 015262 D4010T
034596 A12K SDUCL 07-EX DC_0702 16 12 9 125 32
034597 A16M SDUCL 07-EX DC_0702 20 16 11 150 40
034598 A12K SDUCR 07-EX DC_0702 16 12 9 125 32
034599 A16M SDUCR 07-EX DC_0702 20 16 11 150 40
034600 A20Q SDUCL 11-EX DC_11T3 24 20 13 180 45
034601 A25R SDUCL 11-EX DC_11T3 31 25 17 200 50
034602 A20Q SDUCR 11-EX DC_11T3 24 20 13 180 45
034603 A25R SDUCR 11-EX DC_11T3 31 25 17 200 50
L1
L2
f
D
A
Turning Inserts
LH
LH
RH
RH
LH
LH
RH
RH
A.. SDUCL/R -EX Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style Boring Bar
for Positive Inserts:
DC_0702, and DC_11T3
Application: Back Boring and Proling
Approach 93°
Axial 0°
Radial -6°
Prolling Clearance Angle β = 29°
RH Bar Shown
A.. SDUC -EX LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L
1 L2
Through
Coolant
D Style
Internal Boring Bars
A.. SDUC 93°-EX
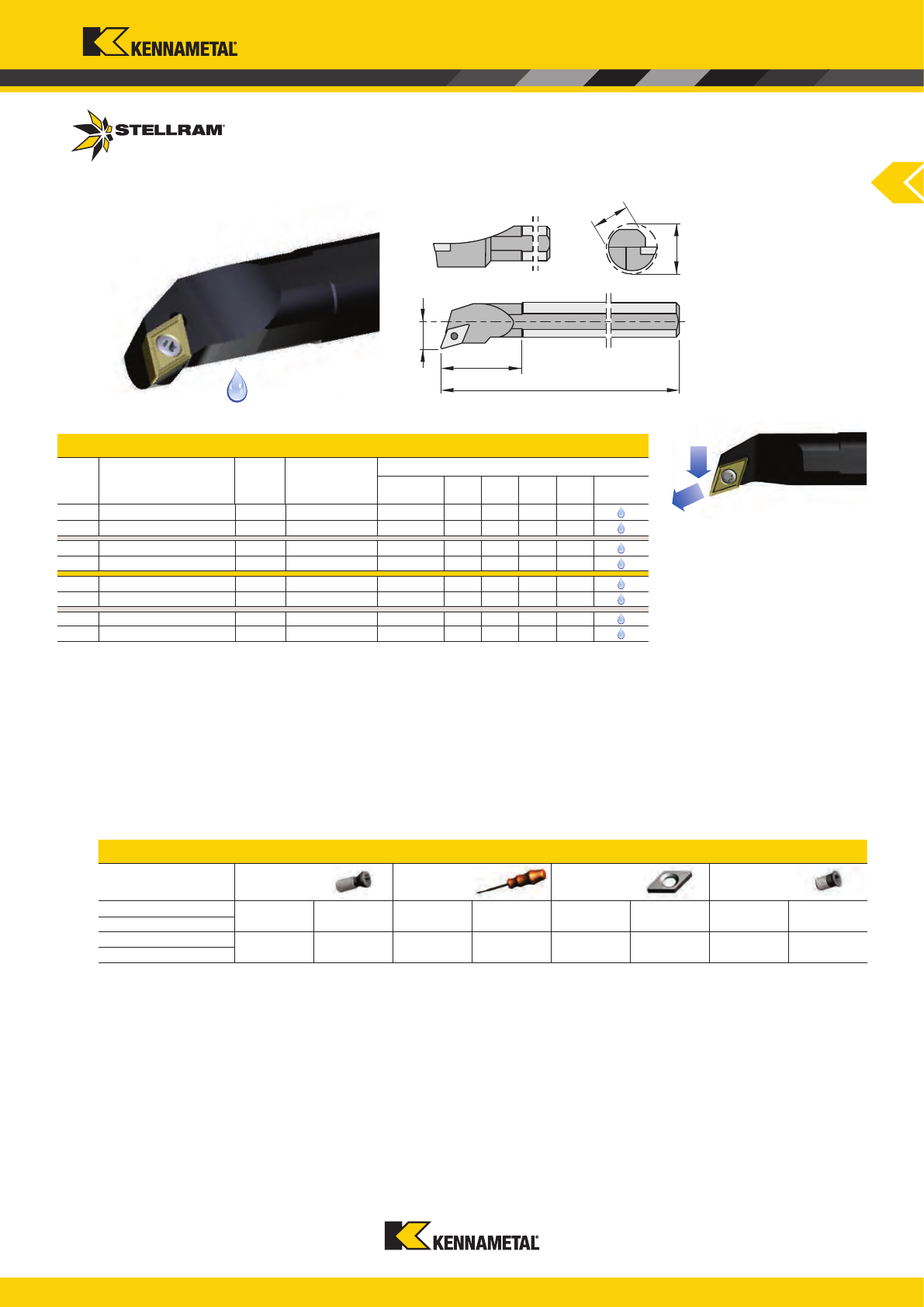
www.kennametal.com
C73
A12K SDQCL/R 07
015061 F2507T 018488 T7 - - - -
A16M SDQCL/R 07
A20Q SDQCL/R 11
015262 D4010T 015240 T15 - - - -
A25R SDQCL/R 11
033507 A12K SDQCL 07 DC_0702 16 12 9 125 23
033508 A16M SDQCL 07 DC_0702 20 16 11 150 31
033509 A12K SDQCR 07 DC_0702 16 12 9 125 23
033510 A16M SDQCR 07 DC_0702 20 16 11 150 31
033511 A20Q SDQCL 11 DC_11T3 24 20 13 180 36
033512 A25R SDQCL 11 DC_11T3 31 25 17 200 42
033513 A20Q SDQCR 11 DC_11T3 24 20 13 180 36
033514 A25R SDQCR 11 DC_11T3 31 25 17 200 42
L1
L2
f
D
A
Turning Inserts
LH
LH
RH
RH
LH
LH
RH
RH
A.. SDQCL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style Boring Bar
for Positive Inserts:
DC_0702, and DC_11T3
Application: Face and I/D Proling
Approach 107,5°
Axial: 0°
Radial -6°
Prolling Clearance Angle β = 14,5°
RH Bar Shown
A.. SDQC LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L
1 L2
Through
Coolant
D Style
Internal Boring Bars
A.. SDQC 107,5°
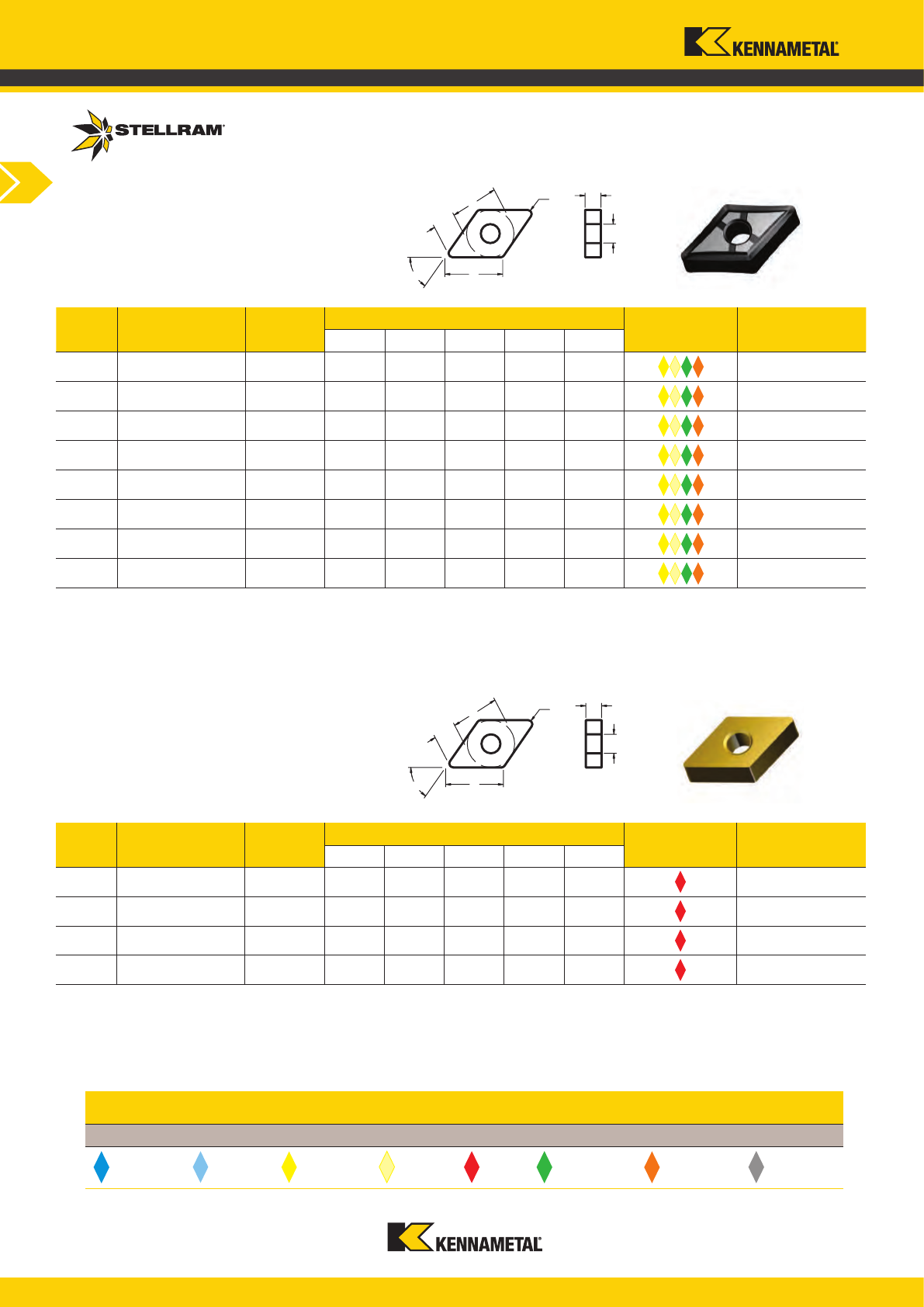
www.kennametal.com
C74
P
P
M
M
K N
S
H
032514 DNMA150408E NL250 12,70 15,50 4,76 0,80 5,16
034471 DNMA150412E NL250 12,70 15,50 4,76 1,20 5,16
032515 DNMA150608E NL250 12,70 15,50 6,35 0,80 5,16
032516 DNMA150612E NL250 12,70 15,50 6,35 1,20 5,16
55°
m
d
r
s
h
I
55°
m
d
r
s
h
I
031561 DNGG150402F-3F SP0819 12,70 15,50 4,76 0,20 5,16
031562 DNGG150404F-3F SP0819 12,70 15,50 4,76 0,40 5,16
031563 DNGG150408F-3F SP0819 12,70 15,50 4,76 0,80 5,16
031564 DNGG150412F-3F SP0819 12,70 15,50 4,76 1,20 5,16
031547 DNGG150602F-3F SP0819 12,70 15,50 6,35 0,20 5,16
031548 DNGG150604F-3F SP0819 12,70 15,50 6,35 0,40 5,16
031565 DNGG150608F-3F SP0819 12,70 15,50 6,35 0,80 5,16
031566 DNGG150612F-3F SP0819 12,70 15,50 6,35 1,20 5,16
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
DNMA
Flat Top
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C83 - C85 | Internal: see pages C86 - C87
Heavy-Roughing
Heavy-Roughing
Heavy-Roughing
Heavy-Roughing
For Toolholders External: see pages C83 - C85 | Internal: see pages C86 - C87
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
D Style
Turning Inserts
DNGG
3F Geometry
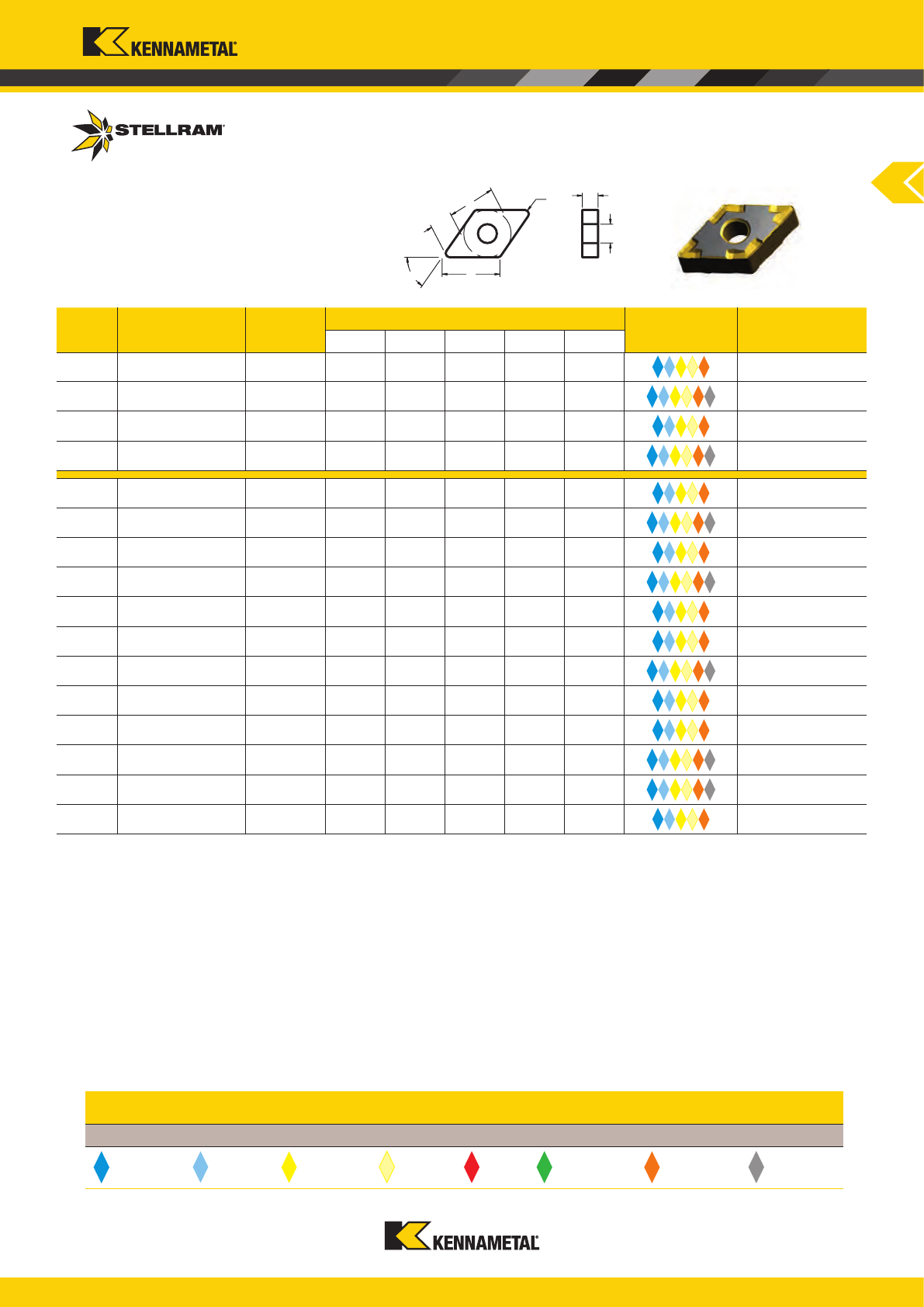
P
P
M
M
K N
S
H
www.kennametal.com
C75
032517 DNMG110404E-1B NL250 9,52 11,00 4,76 0,40 4,39
030869 DNMG110404E-1B SP0819 9,52 11,00 4,76 0,40 4,39
032518 DNMG110408E-1B NL250 9,52 11,00 4,76 0,80 4,39
030870 DNMG110408E-1B SP0819 9,52 11,00 4,76 0,80 4,39
032519 DNMG150404E-1B NL250 12,70 15,50 4,76 0,40 5,16
030872 DNMG150404E-1B SP0819 12,70 15,50 4,76 0,40 5,16
032520 DNMG150408E-1B NL250 12,70 15,50 4,76 0,80 5,16
030873 DNMG150408E-1B SP0819 12,70 15,50 4,76 0,80 5,16
030874 DNMG150412E-1B SP0819 12,70 15,50 4,76 1,20 5,16
032521 DNMG150412E-1B NL250 12,70 15,50 4,76 1,20 5,16
030875 DNMG150604E-1B SP0819 12,70 15,50 6,35 0,40 5,16
032522 DNMG150604E-1B NL250 12,70 15,50 6,35 0,40 5,16
032523 DNMG150608E-1B NL250 12,70 15,50 6,35 0,80 5,16
030876 DNMG150608E-1B SP0819 12,70 15,50 6,35 0,80 5,16
030877 DNMG150612E-1B SP0819 12,70 15,50 6,35 1,20 5,16
032524 DNMG150612E-1B NL250 12,70 15,50 6,35 1,20 5,16
55°
m
d
r
s
h
I
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C83 - C85 | Internal: see pages C86 - C87
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
D Style
Turning Inserts
DNMG
1B Geometry
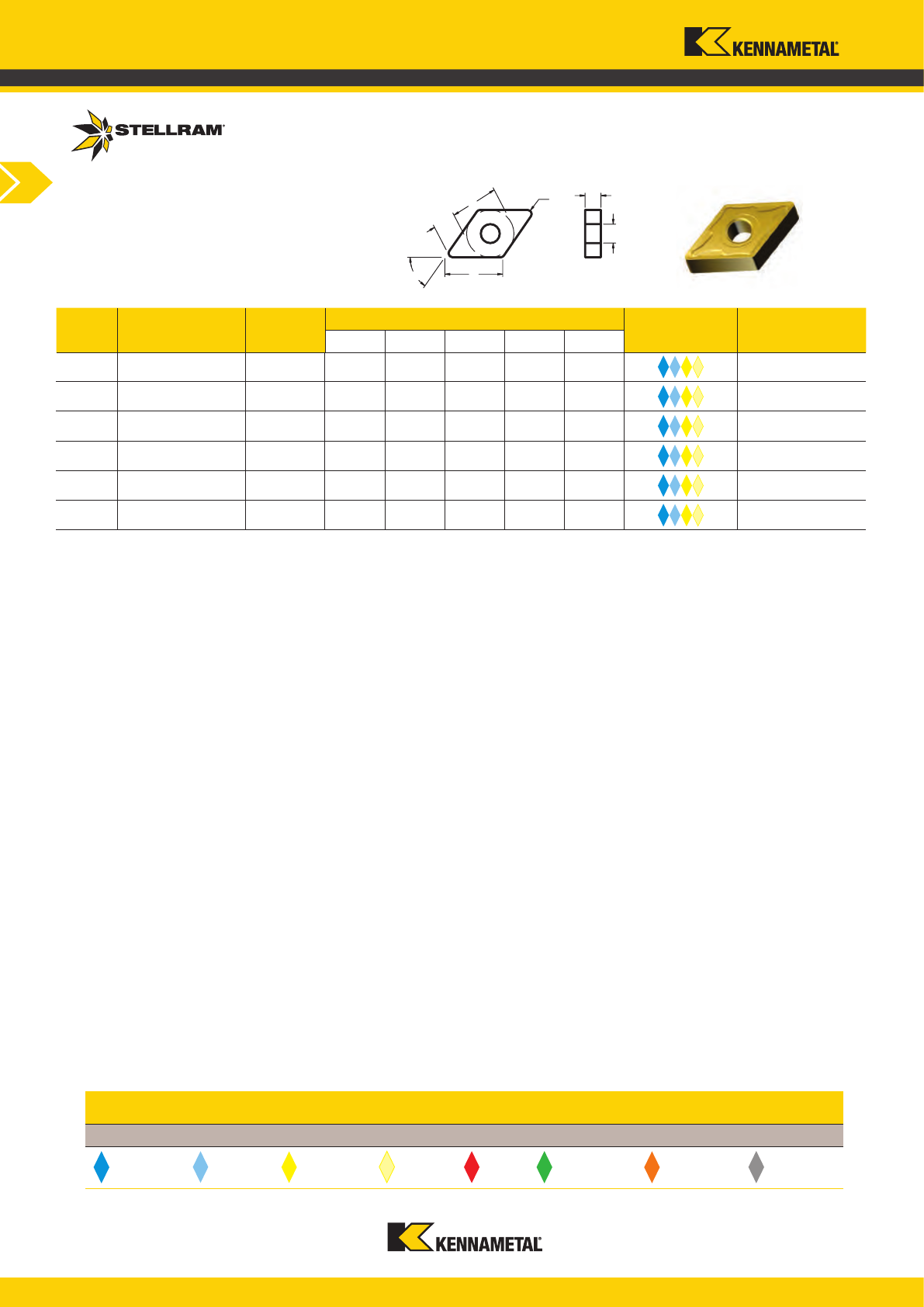
www.kennametal.com
C76
P
P
M
M
K N
S
H
032525 DNMG110404E-2N NL250 9,52 11,00 4,76 0,40 4,39
032526 DNMG110404E-2N NL300 9,52 11,00 4,76 0,40 4,39
032527 DNMG110404E-2N NL920 9,52 11,00 4,76 0,40 4,39
032528 DNMG110408E-2N NL250 9,52 11,00 4,76 0,80 4,39
032529 DNMG110408E-2N NL300 9,52 11,00 4,76 0,80 4,39
032530 DNMG110408E-2N NL920 9,52 11,00 4,76 0,80 4,39
55°
m
d
r
s
h
I
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C83 - C85 | Internal: see pages C86 - C87
Medium
Medium
Medium
Medium
Medium
Medium
D Style
Turning Inserts
DNMG
2N Geometry
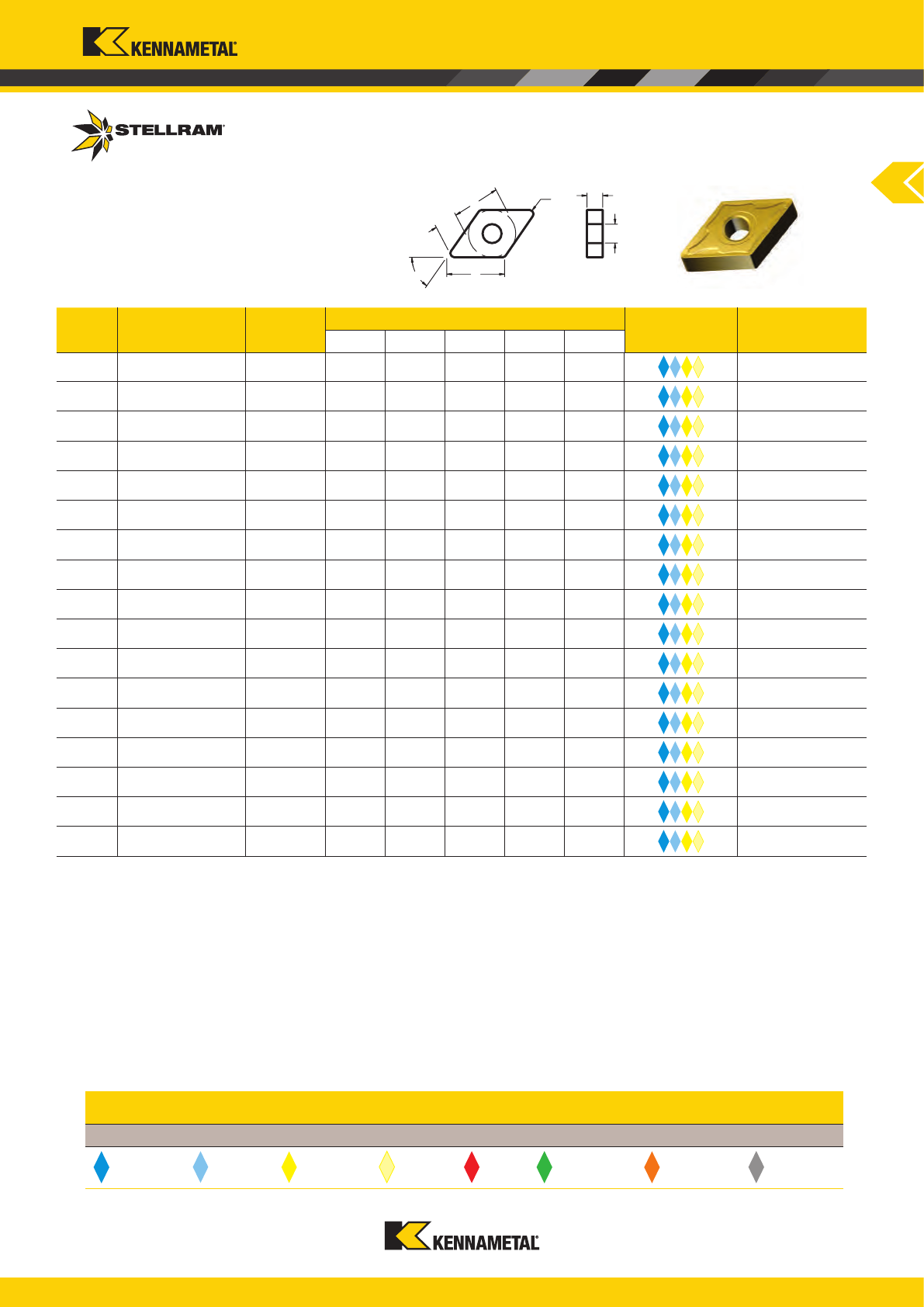
P
P
M
M
K N
S
H
www.kennametal.com
C77
032531 DNMG150404E-2N NL250 12,70 15,50 4,76 0,40 5,16
032532 DNMG150404E-2N NL300 12,70 15,50 4,76 0,40 5,16
032533 DNMG150404E-2N NL920 12,70 15,50 4,76 0,40 5,16
032534 DNMG150408E-2N NL250 12,70 15,50 4,76 0,80 5,16
032535 DNMG150408E-2N NL300 12,70 15,50 4,76 0,80 5,16
032536 DNMG150408E-2N NL920 12,70 15,50 4,76 0,80 5,16
032537 DNMG150412E-2N NL250 12,70 15,50 4,76 1,20 5,16
034472 DNMG150412E-2N NL300 12,70 15,50 4,76 1,20 5,16
032539 DNMG150604E-2N NL250 12,70 15,50 6,35 0,40 5,16
032540 DNMG150604E-2N NL300 12,70 15,50 6,35 0,40 5,16
032541 DNMG150604E-2N NL920 12,70 15,50 6,35 0,40 5,16
032542 DNMG150608E-2N NL250 12,70 15,50 6,35 0,80 5,16
032543 DNMG150608E-2N NL300 12,70 15,50 6,35 0,80 5,16
032544 DNMG150608E-2N NL920 12,70 15,50 6,35 0,80 5,16
032545 DNMG150612E-2N NL250 12,70 15,50 6,35 1,20 5,16
032546 DNMG150612E-2N NL300 12,70 15,50 6,35 1,20 5,16
032547 DNMG150612E-2N NL920 12,70 15,50 6,35 1,20 5,16
55°
m
d
r
s
h
I
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C83 - C85 | Internal: see pages C86 - C87
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
D Style
Turning Inserts
DNMG
2N Geometry
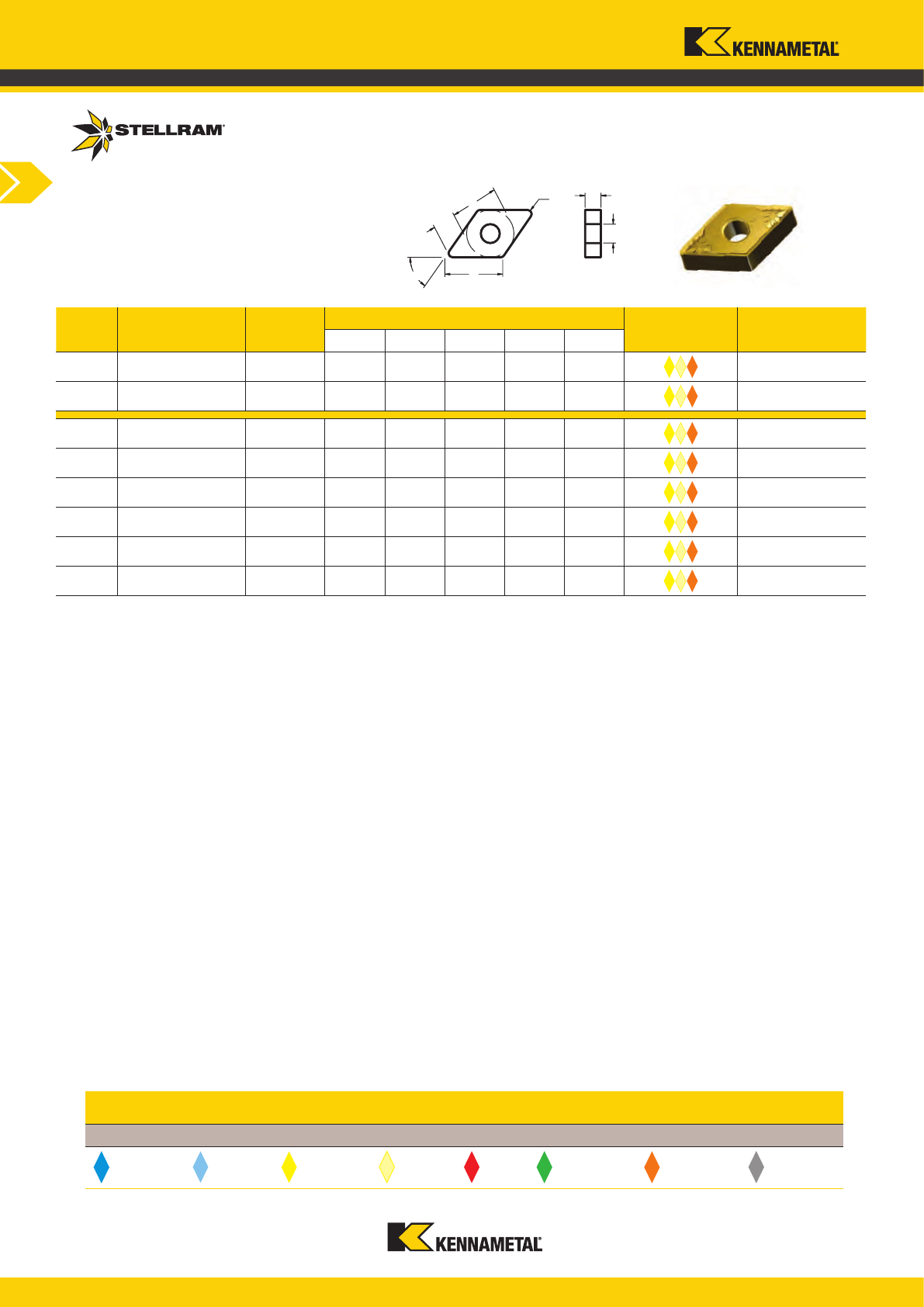
www.kennametal.com
C78
P
P
M
M
K N
S
H
032548 DNMG110404E-3J SP4019 9,52 11,00 4,76 0,40 4,39
032549 DNMG110408E-3J SP4019 9,52 11,00 4,76 0,80 4,39
032550 DNMG150404E-3J SP4019 12,70 15,50 4,76 0,40 5,16
032551 DNMG150408E-3J SP4019 12,70 15,50 4,76 0,80 5,16
032552 DNMG150412E-3J SP4019 12,70 15,50 4,76 1,20 5,16
032553 DNMG150604E-3J SP4019 12,70 15,50 6,35 0,40 5,16
032554 DNMG150608E-3J SP4019 12,70 15,50 6,35 0,80 5,16
032555 DNMG150612E-3J SP4019 12,70 15,50 6,35 1,20 5,16
55°
m
d
r
s
h
I
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C83 - C85 | Internal: see pages C86 - C87
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
D Style
Turning Inserts
DNMG
3J Geometry
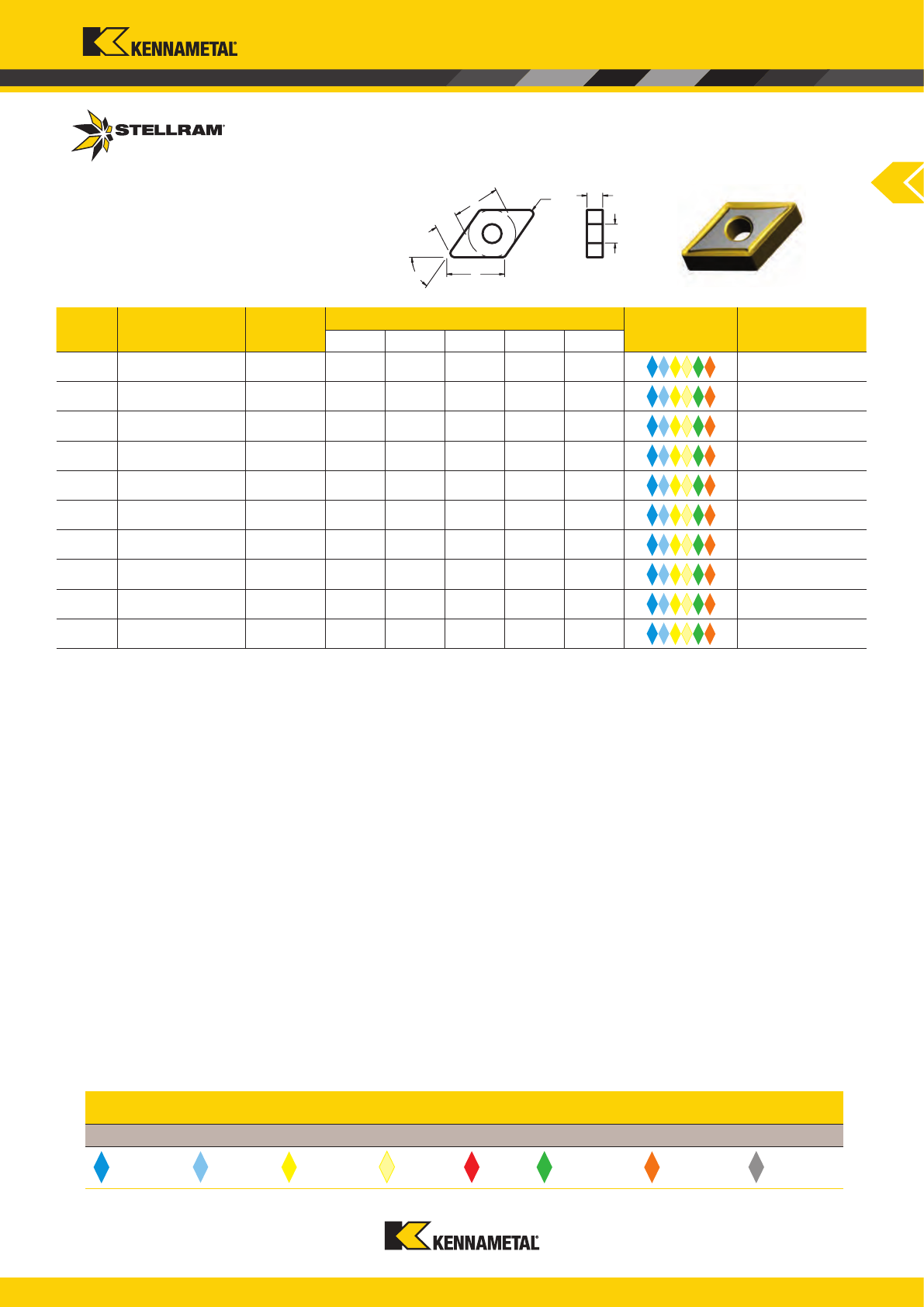
P
P
M
M
K N
S
H
www.kennametal.com
C79
030516 DNMG150404E-4E SP0819 12,70 15,50 4,76 0,40 5,16
030517 DNMG150408E-4E SP0819 12,70 15,50 4,76 0,80 5,16
032556 DNMG150408E-4E NL400 12,70 15,50 4,76 0,80 5,16
030518 DNMG150412E-4E SP0819 12,70 15,50 4,76 1,20 5,16
032557 DNMG150412E-4E NL400 12,70 15,50 4,76 1,20 5,16
030524 DNMG150604E-4E SP0819 12,70 15,50 6,35 0,40 5,16
030525 DNMG150608E-4E SP0819 12,70 15,50 6,35 0,80 5,16
032558 DNMG150608E-4E NL400 12,70 15,50 6,35 0,80 5,16
030526 DNMG150612E-4E SP0819 12,70 15,50 6,35 1,20 5,16
032559 DNMG150612E-4E NL400 12,70 15,50 6,35 1,20 5,16
55°
m
d
r
s
h
I
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C83 - C85 | Internal: see pages C86 - C87
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
D Style
Turning Inserts
DNMG
4E Geometry
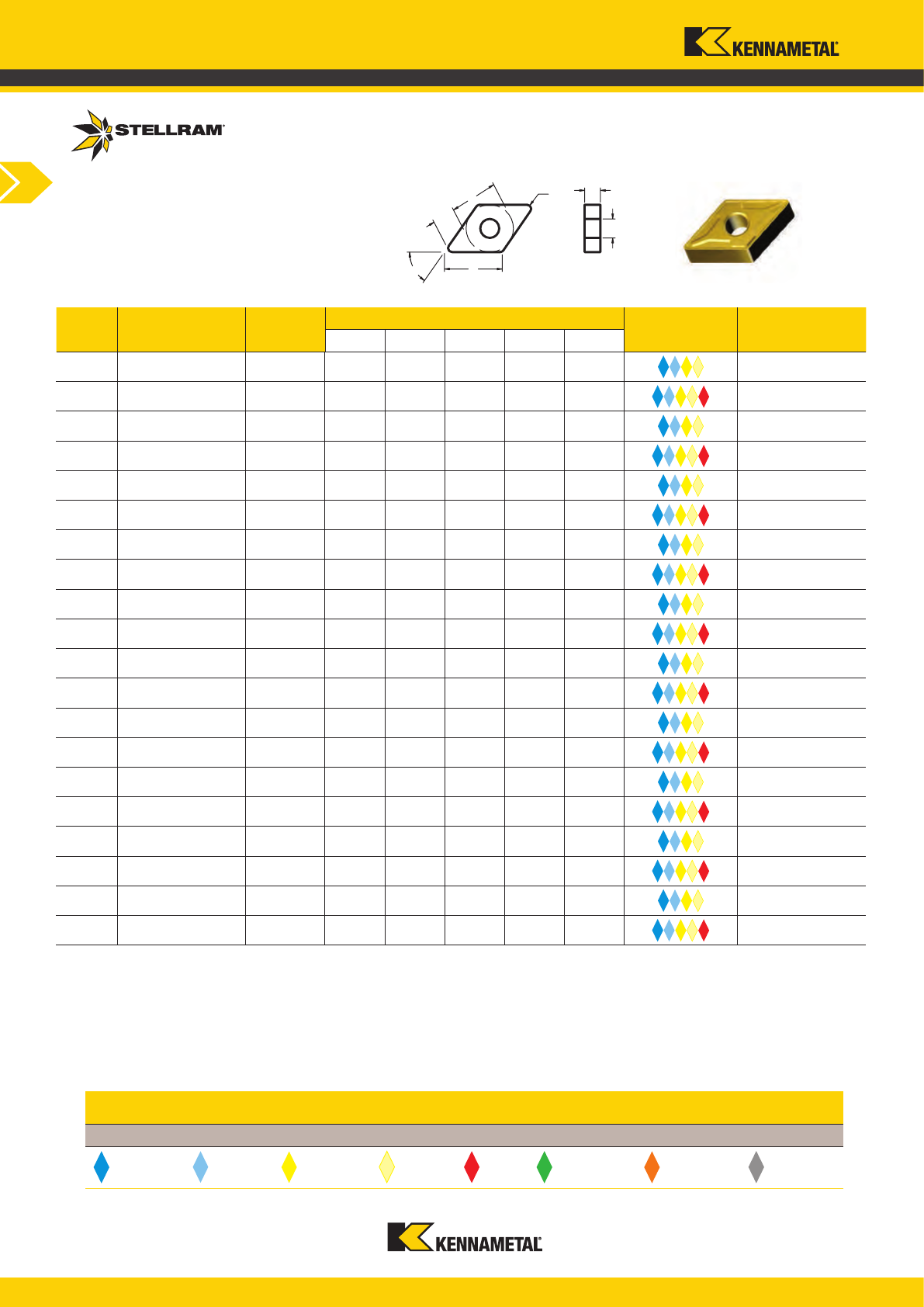
www.kennametal.com
C80
P
P
M
M
K N
S
H
032560 DNMG150404E-4T NL250 12,70 15,50 4,76 0,40 5,16
032561 DNMG150404E-4T NL300 12,70 15,50 4,76 0,40 5,16
032562 DNMG150404E-4T NL400 12,70 15,50 4,76 0,40 5,16
032563 DNMG150404E-4T NL920 12,70 15,50 4,76 0,40 5,16
032564 DNMG150408E-4T NL250 12,70 15,50 4,76 0,80 5,16
032565 DNMG150408E-4T NL300 12,70 15,50 4,76 0,80 5,16
032566 DNMG150408E-4T NL400 12,70 15,50 4,76 0,80 5,16
032567 DNMG150408E-4T NL920 12,70 15,50 4,76 0,80 5,16
032568 DNMG150412E-4T NL250 12,70 15,50 4,76 1,20 5,16
032569 DNMG150412E-4T NL300 12,70 15,50 4,76 1,20 5,16
032570 DNMG150412E-4T NL400 12,70 15,50 4,76 1,20 5,16
032571 DNMG150412E-4T NL920 12,70 15,50 4,76 1,20 5,16
032572 DNMG150604E-4T NL250 12,70 15,50 6,35 0,40 5,16
032573 DNMG150604E-4T NL300 12,70 15,50 6,35 0,40 5,16
032574 DNMG150604E-4T NL400 12,70 15,50 6,35 0,40 5,16
032575 DNMG150604E-4T NL920 12,70 15,50 6,35 0,40 5,16
032576 DNMG150608E-4T NL250 12,70 15,50 6,35 0,80 5,16
032577 DNMG150608E-4T NL300 12,70 15,50 6,35 0,80 5,16
032578 DNMG150608E-4T NL400 12,70 15,50 6,35 0,80 5,16
032579 DNMG150608E-4T NL920 12,70 15,50 6,35 0,80 5,16
55°
m
d
r
s
h
I
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
For Toolholders External: see pages C83 - C85 | Internal: see pages C86 - C87
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
D Style
Turning Inserts
DNMG
4T Geometry
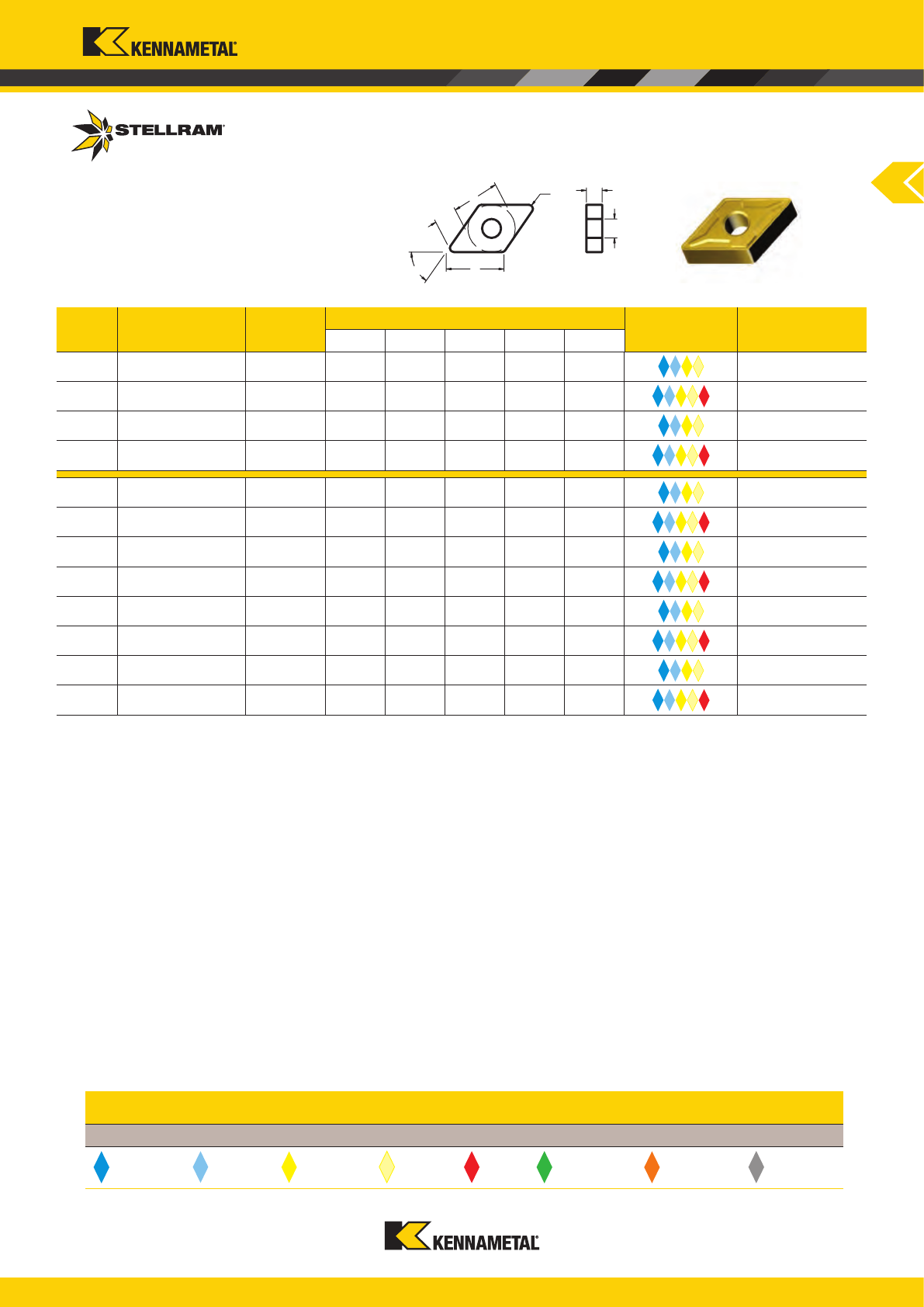
P
P
M
M
K N
S
H
www.kennametal.com
C81
032580 DNMG150612E-4T NL250 12,70 15,50 6,35 1,20 5,16
032581 DNMG150612E-4T NL300 12,70 15,50 6,35 1,20 5,16
032582 DNMG150612E-4T NL400 12,70 15,50 6,35 1,20 5,16
032583 DNMG150612E-4T NL920 12,70 15,50 6,35 1,20 5,16
032584 DNMG190608E-4T NL250 15,88 19,40 6,35 0,80 6,35
032585 DNMG190608E-4T NL300 15,88 19,40 6,35 0,80 6,35
032586 DNMG190608E-4T NL400 15,88 19,40 6,35 0,80 6,35
032587 DNMG190608E-4T NL920 15,88 19,40 6,35 0,80 6,35
032588 DNMG190612E-4T NL250 15,88 19,40 6,35 1,20 6,35
032589 DNMG190612E-4T NL300 15,88 19,40 6,35 1,20 6,35
032590 DNMG190612E-4T NL400 15,88 19,40 6,35 1,20 6,35
032591 DNMG190612E-4T NL920 15,88 19,40 6,35 1,20 6,35
55°
m
d
r
s
h
I
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
For Toolholders External: see pages C83 - C85 | Internal: see pages C86 - C87
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
D Style
Turning Inserts
DNMG
4T Geometry
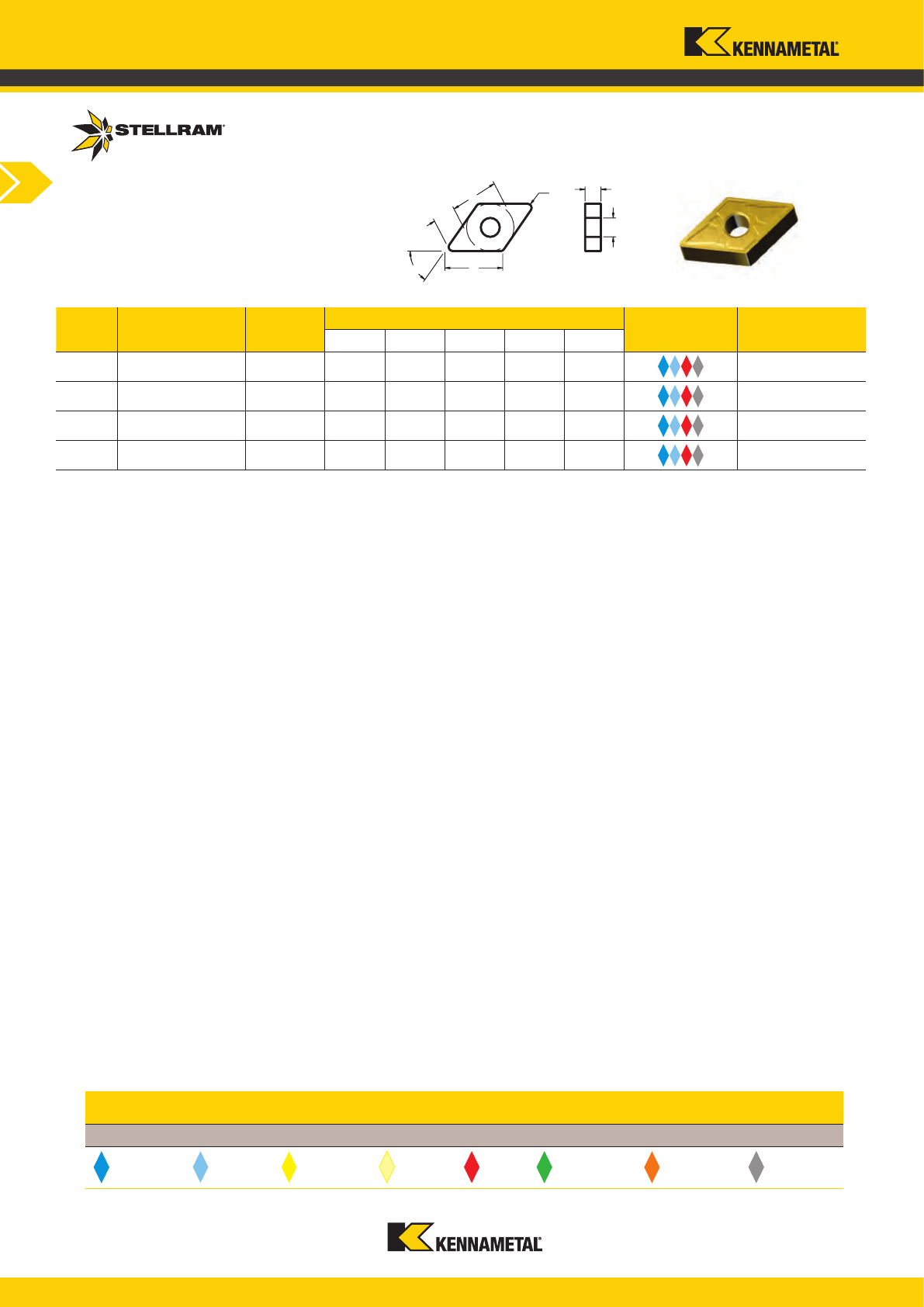
www.kennametal.com
C82
P
P
M
M
K N
S
H
032592 DNMG150408E-4U NL200 12,70 15,50 4,76 0,80 5,16
032593 DNMG150412E-4U NL200 12,70 15,50 4,76 1,20 5,16
032594 DNMG150608E-4U NL200 12,70 15,50 6,35 0,80 5,16
032595 DNMG150612E-4U NL200 12,70 15,50 6,35 1,20 5,16
55°
m
d
r
s
h
I
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
For Toolholders External: see pages C83 - C85 | Internal: see pages C86 - C87
Roughing
Roughing
Roughing
Roughing
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
D Style
Turning Inserts
DNMG
4U Geometry
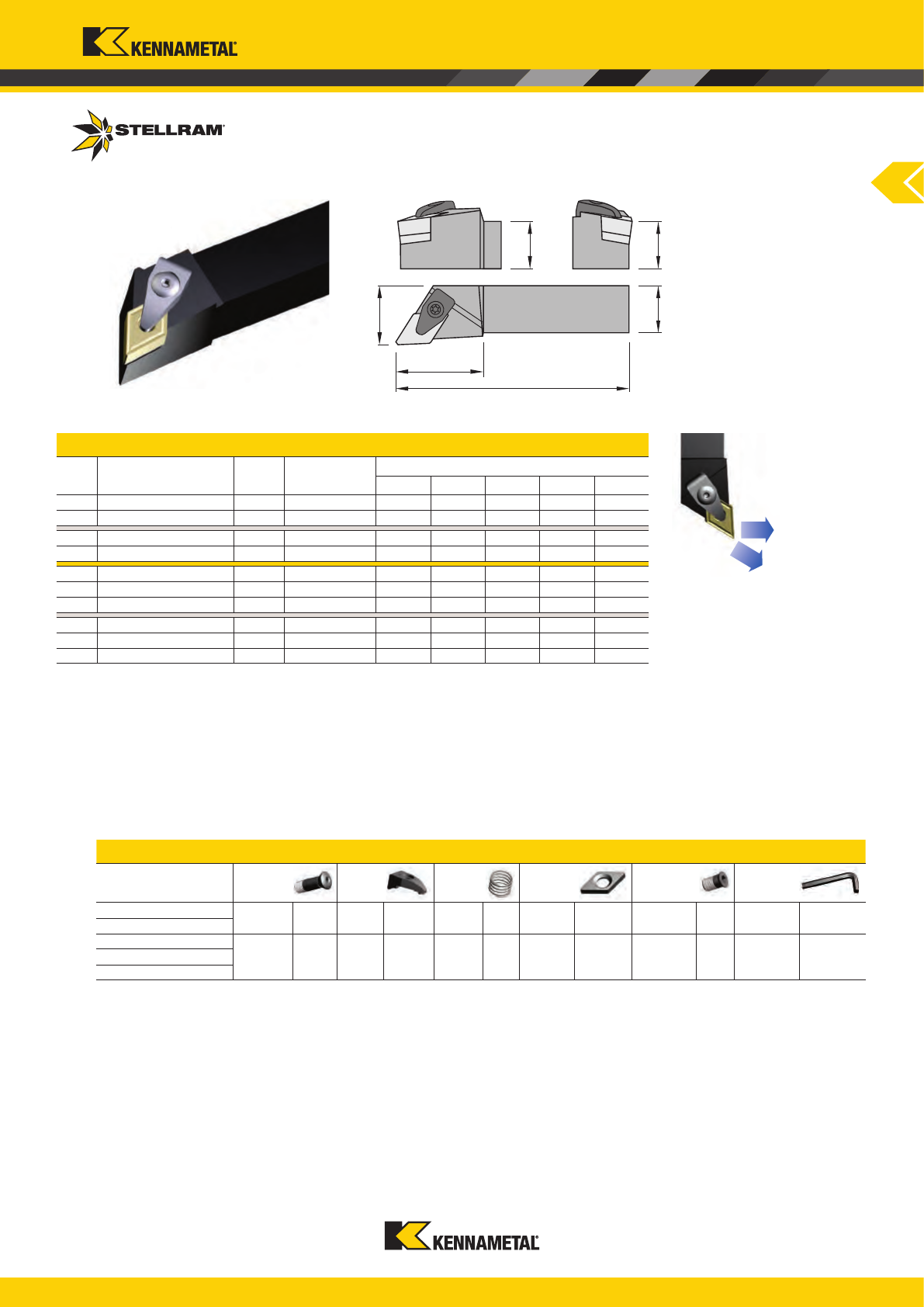
www.kennametal.com
C83
DDJNL/R 2020 K11
033711 1695 033709 DC2708 033720 4294 034496 IDSN322 033718 1764 018286 KH5003
DDJNL/R 2525 M11
DDJNL/R 2020 K15
033710 1696 033707 DC2712 033719 4295 001689 IDSN433 033716 1766 018287 KH5004
DDJNL/R 2525 M15
DDJNL/R 3232 P15
033306 DDJNL 2020 K 11 DN_1104 20 20 25 125 34
033307 DDJNL 2525 M11 DN_1104 25 25 32 150 34
033308 DDJNR 2020 K11 DN_1104 20 20 25 125 34
033309 DDJNR 2525 M11 DN_1104 25 25 32 150 34
033310 DDJNL 2020 K 15 DN_1506 20 20 25 125 38
033311 DDJNL 2525 M15 DN_1506 25 25 32 150 38
033312 DDJNL 3232 P15 DN_1506 32 32 40 170 38
033313 DDJNR 2020 K15 DN_1506 20 20 25 125 38
033314 DDJNR 2525 M15 DN_1506 25 25 32 150 38
033315 DDJNR 3232 P15 DN_1506 32 32 40 170 38
f
h
h
1
b
L
1
L2
Turning Inserts
LH
LH
RH
RH
LH
LH
LH
RH
RH
RH
DDJNL/R Spare Parts
Item Description
Clamp Screw
EDP
Clamp
EDP
Clamp
Spring EDP
Anvil
EDP
Anvil Screw
EDP
Clamp & Anvil
Screw Key
DDJN LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
D Style External Toolholder
for Negative Inserts:
DN_1104 & DN_1506
Application: Turn and Prole
Axial Approach 93°
Axial -6,25
Radial -6,75
Proling Clearance Angle β = 29°
RH Holder Shown
D Style
External Toolholders
DDJN 93°
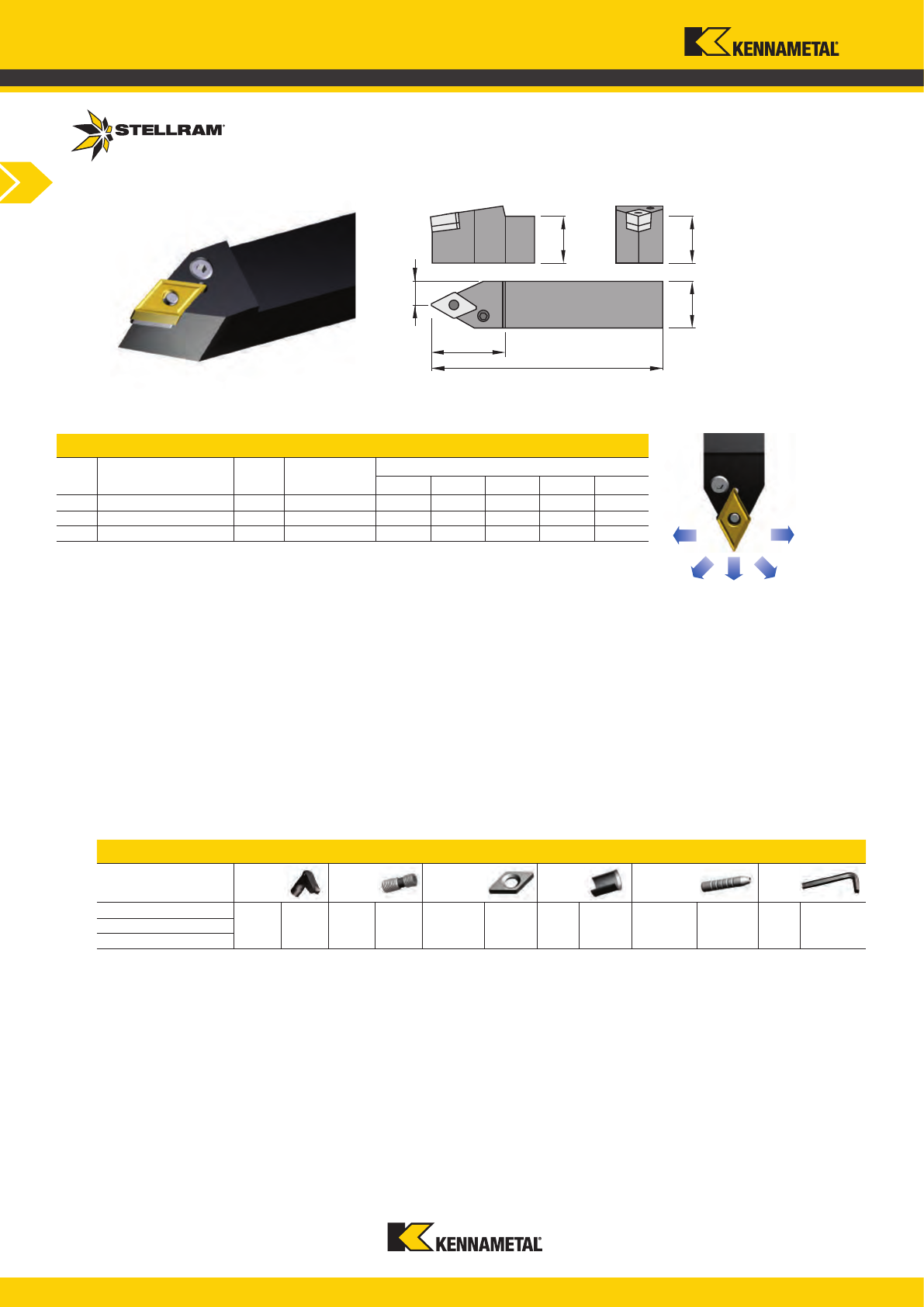
www.kennametal.com
C84
017140 PDNN N 2020 K15 DN_1506 20 20 10 125 34
017142 PDNN N 2525 M15 DN_1506 25 25 12,5 150 34
017144 PDNN N 3232 P15 DN_1506 32 32 16 170 34
PDNN N 2020 K15
017444 PL8415 017499 PLS1638 017459 PA3715 017453 PC4112 028054 PCP0012 018286 KH5003
PDNN N 2525 M15
PDNN N 3232 P15
f
h
h
1
b
L
1
L2
Turning Inserts
Neutral
Neutral
Neutral
PDNN Spare Parts
Item Description
Lever
EDP
Lever
Screw
EDP
Anvil
EDP
Anvil
Clip
EDP
Clip Punch
EDP
Key
EDP
PDNN External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
P Style External Toolholder
for Negative Inserts: DN_1506
Application: External Plunge, Turn & Prole
Axial Approach 63°
Axial -8°
Radial -2,5°
Proling Clearance Angle β = 59.5°
Neutral Holder Shown
D Style
External Toolholders
PDNN 63°
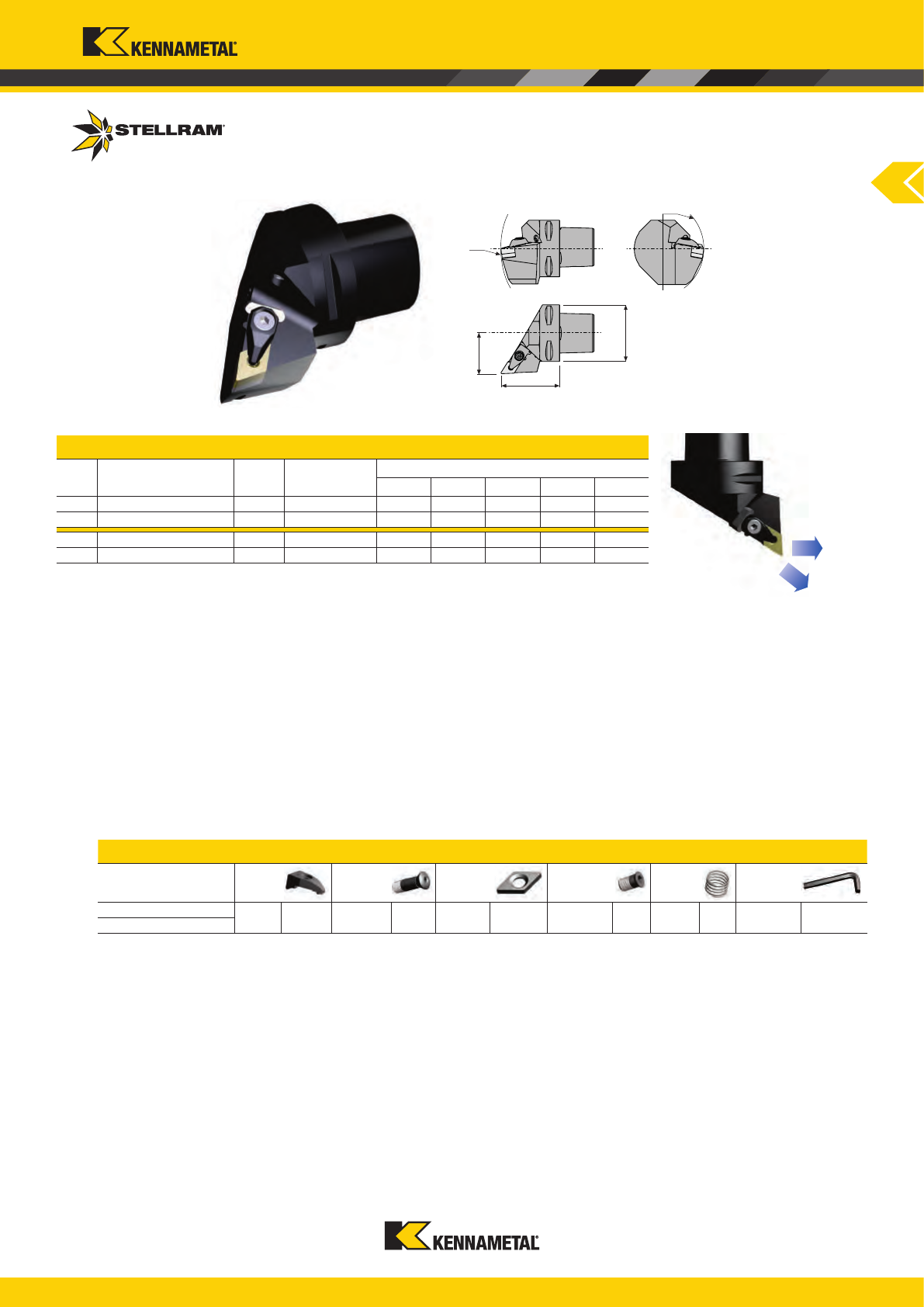
www.kennametal.com
C85
C5-50-DDJNL/R 35060-15
033707 2712 033710 1696 033713 IDSN432 033716 1766 033719 4295 018287 KH5004
C6-63-DDJNL/R 45065-15
033697 C5-50-DDJNL35060-15 DN_1506 50 110 165 35 60
033698 C5-50-DDJNR35060-15 DN_1506 50 110 165 35 60
033699 C6-63-DDJNL45065-15 DN_1506 63 110 190 45 65
033700 C6-63-DDJNR45065-15 DN_1506 63 110 190 45 65
S
l1
f1
D
1
D
2
Turning Inserts
LH
RH
LH
RH
DDJNL/R Spare Parts
Item Description
Clamp
EDP
Clamp Screw
EDP
Anvil
EDP
Anvil Screw
EDP
Clamp
Spring EDP
Screw Key
EDP
D Style External Toolholder
for Negative Inserts:
DN_1506
Application: External Prole Turn O/D
Approach 93
Axial -6°
Radial -7°
Prolling Clearance Angle β= 27°
RH Holder Shown
DDJN LH & RH External PSC Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
S D1 D2 f1 l1
D Style
PSC Toolholders
DDJN 93°

www.kennametal.com
C86
A25R PDUNL/R 11 017442 PL8009 017447 PLS1606 028375 PA3711 000000 PC4109 028053 PCP0009 018285 KH5025
A32S PDUNL/R 15
017444 PL8415 022625 PLS1648 017459 PA3715 017453 PC4112 028054 PCP0012 018286 KH5003
A40T PDUNL/R 15
033334 A25R PDUNL 11 DN_1104 31 25 17 200 23
033335 A25R PDUNR 11 DN_1104 31 25 17 200 23
033336 A32S PDUNL 15 DN_1506 39 32 22 250 30
033337 A40T PDUNL 15 DN_1506 48 40 27 300 37
033338 A32S PDUNR 15 DN_1506 39 32 22 250 30
033339 A40T PDUNR 15 DN_1506 48 40 27 300 37
L
1
f
D
A
h
Turning Inserts
LH
RH
LH
LH
RH
RH
A..PDUNL/R Spare Parts
Item Description
Lever
EDP
Lever
Screw
EDP
Anvil
EDP
Anvil
Clip
EDP
Clip Punch
EDP
Key
EDP
A..PDUN LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L
1 h
Through
Coolant
P Style Boring Bar
for Negative Inserts:
DN_1104 & DN_1506
Application: Bore and prole
Axial Approach 93°
Axial -6°
Radial -14°
Proling Clearance Angle β= 29°
RH Bar Shown
D Style
Internal Boring Bars
A..PDUN 93°
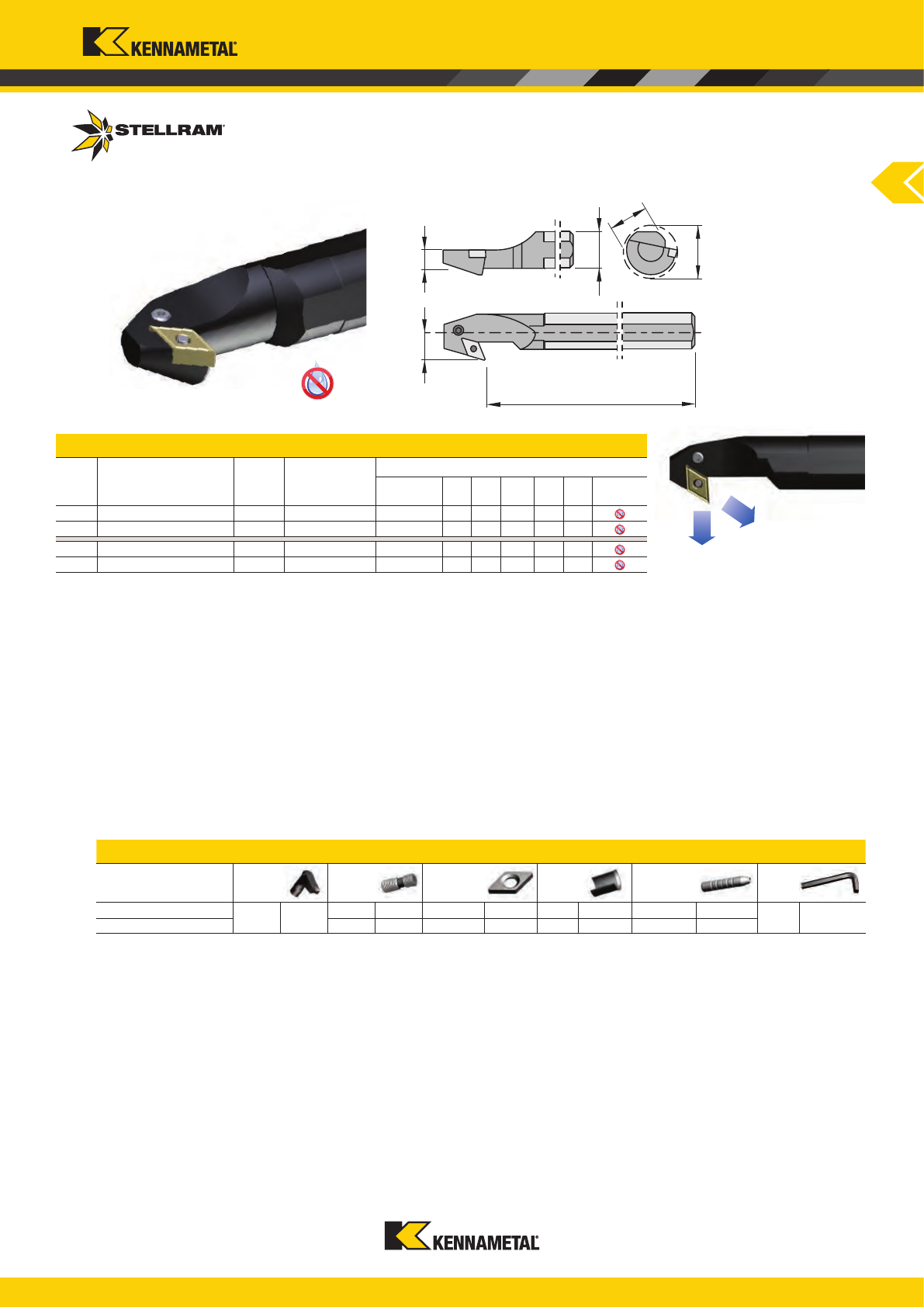
www.kennametal.com
C87
S32U PDUNL/R 15-EX
017444 PL8415
022625 PLS1648 - - - - - -
018286 KH5003
S40V PDUNL/R 15-EX 017499 PLS1638 017459 PA3715 017453 PC4112 028054 PCP0012
033346 S32U PDUNL 15-EX DN_1506 39 32 22 350 30 15
033347 S40V PDUNL 15-EX DN_1506 48 40 27 400 37 18,5
033348 S32U PDUNR 15-EX DN_1506 39 32 22 350 30 15
033349 S40V PDUNR 15-EX DN_1506 48 40 27 400 37 18,5
L1
f
h
1
h
D
A
Turning Inserts
LH
LH
RH
RH
S..PDUN LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L
1 h h1
Through
Coolant
S..PDUNL/R -EX Spare Parts
Item Description
Lever
EDP
Lever
Screw
EDP
Anvil
EDP
Anvil
Clip
EDP
Clip Punch
EDP
Key
EDP
P Style Internal Boring Bar
Negative Inserts: DN_1506
Application: Internal Back Boring & Proling
Axial Approach 93°
Proling Clearance Angle β = 29°
RH Bar Shown
D Style
Internal Boring Bars
S..PDUN 93°-EX
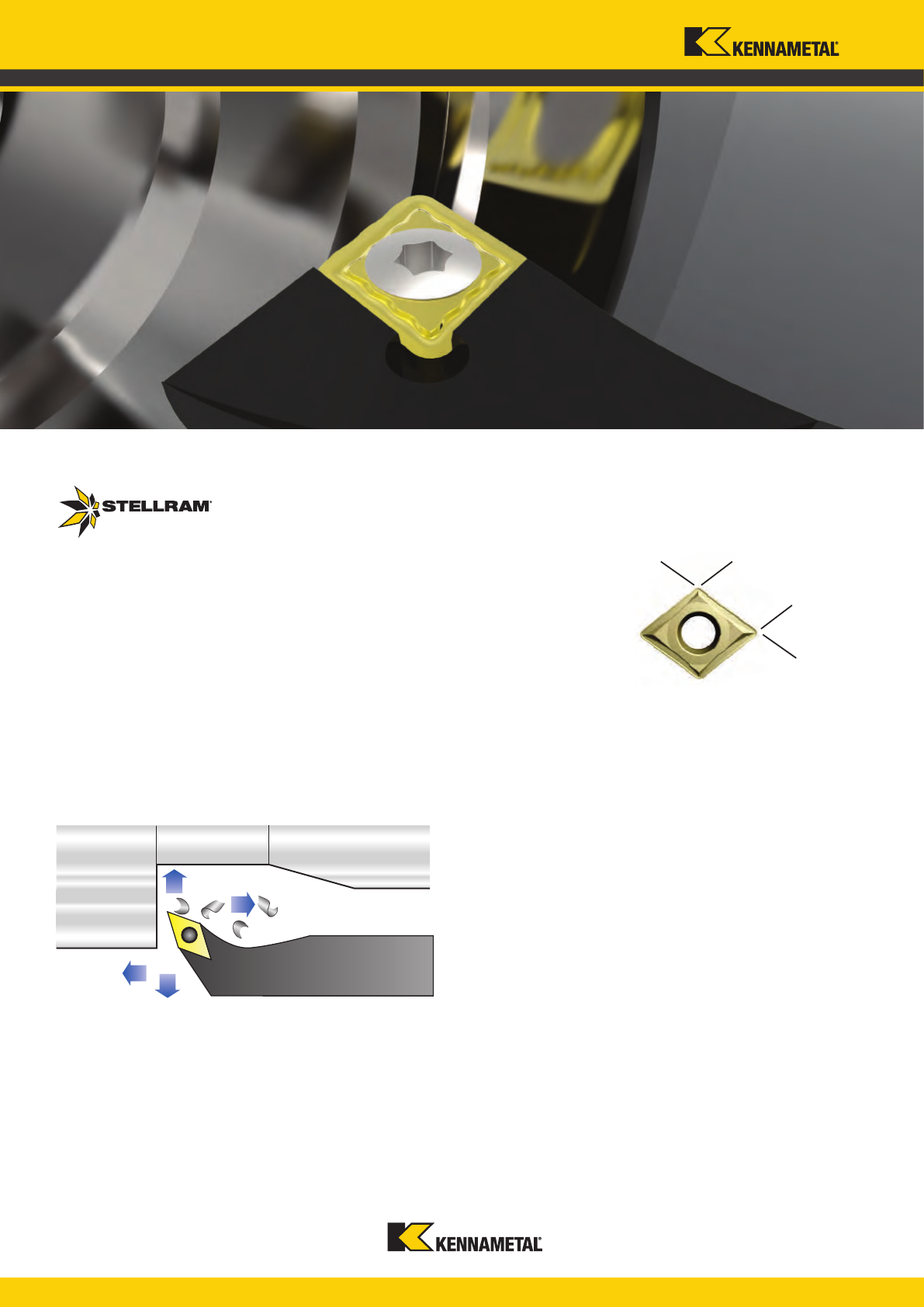
www.kennametal.com
C88
105°
75°
The Posicut
®
range of positive inserts and holders, along with the Posimatic
®
range
for small part machining for medical and watchmaker components.
The “E” Style Program, developed exclusively by Kennametal:
With the 75° inclusive cutting angle this gives the “E” inserts an advantage over the “C” style
inserts, allowing for greater radial clearance between the work piece and insert for proling
and chip evacuation. Also improves insert location with a more secure pocket design whilst not
compromising insert edge strength.
E” Style Inserts in combination with the Stellram Boring Bar’s give greater radial clearance,
and with the improved design of Insert and Boring Bar, allows for greater proling capability
and chip evacuation.
Posicut:
The world’s rst, for screw-on
inserts
E Style
Turning Inserts
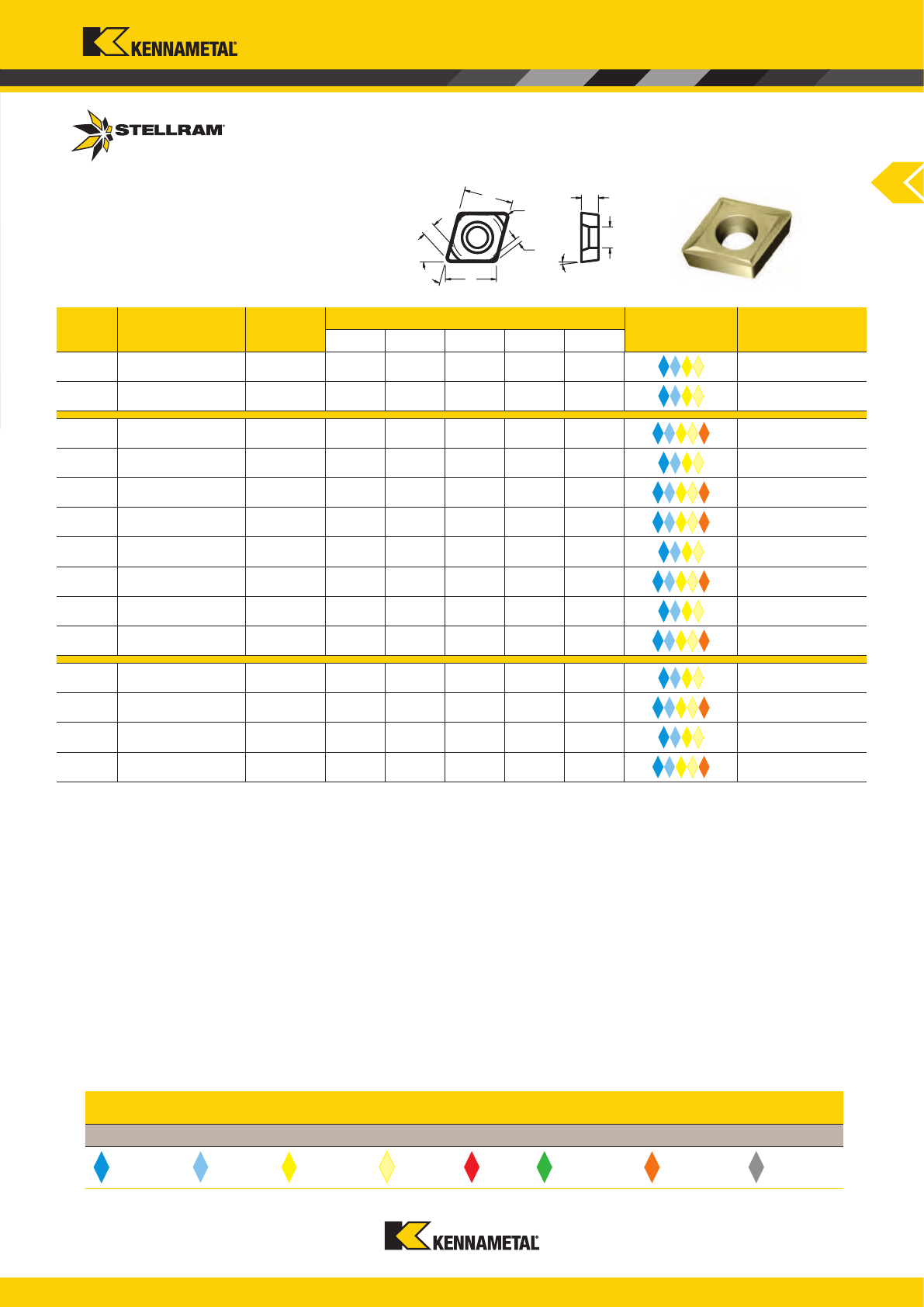
P
P
M
M
K N
S
H
www.kennametal.com
C89
034429 ECMT09T304E-73 NL300 9,52 9,85 3,97 0,40 4,40
034456 ECMT09T308E-73 NL300 9,52 9,85 3,97 0,80 4,40
032295 ECMT12T304E-73 SP4019 12,00 12,40 3,97 0,40 5,40
032598 ECMT12T304E-73 NL300 12,00 12,40 3,97 0,40 5,40
032599 ECMT12T304E-73 NL920 12,00 12,40 3,97 0,40 5,40
032296 ECMT12T308E-73 SP4019 12,00 12,40 3,97 0,80 5,40
032600 ECMT12T308E-73 NL300 12,00 12,40 3,97 0,80 5,40
032601 ECMT12T308E-73 NL920 12,00 12,40 3,97 0,80 5,40
032602 ECMT12T312E-73 NL300 12,00 12,40 3,97 1,20 5,40
032603 ECMT12T312E-73 NL920 12,00 12,40 3,97 1,20 5,40
032604 ECMT16M608E-73 NL300 15,88 16,40 6,00 0,80 6,40
032605 ECMT16M608E-73 NL920 15,88 16,40 6,00 0,80 6,40
032606 ECMT16M612E-73 NL300 15,88 16,40 6,00 1,20 6,40
032607 ECMT16M612E-73 NL920 15,88 16,40 6,00 1,20 6,40
75°
7°
m
d
r
m
1
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
For Toolholders External: see pages C95 - C100 | Internal: see pages C101 - C103
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
ECMT
-73 Geometry
E Style
Turning Inserts
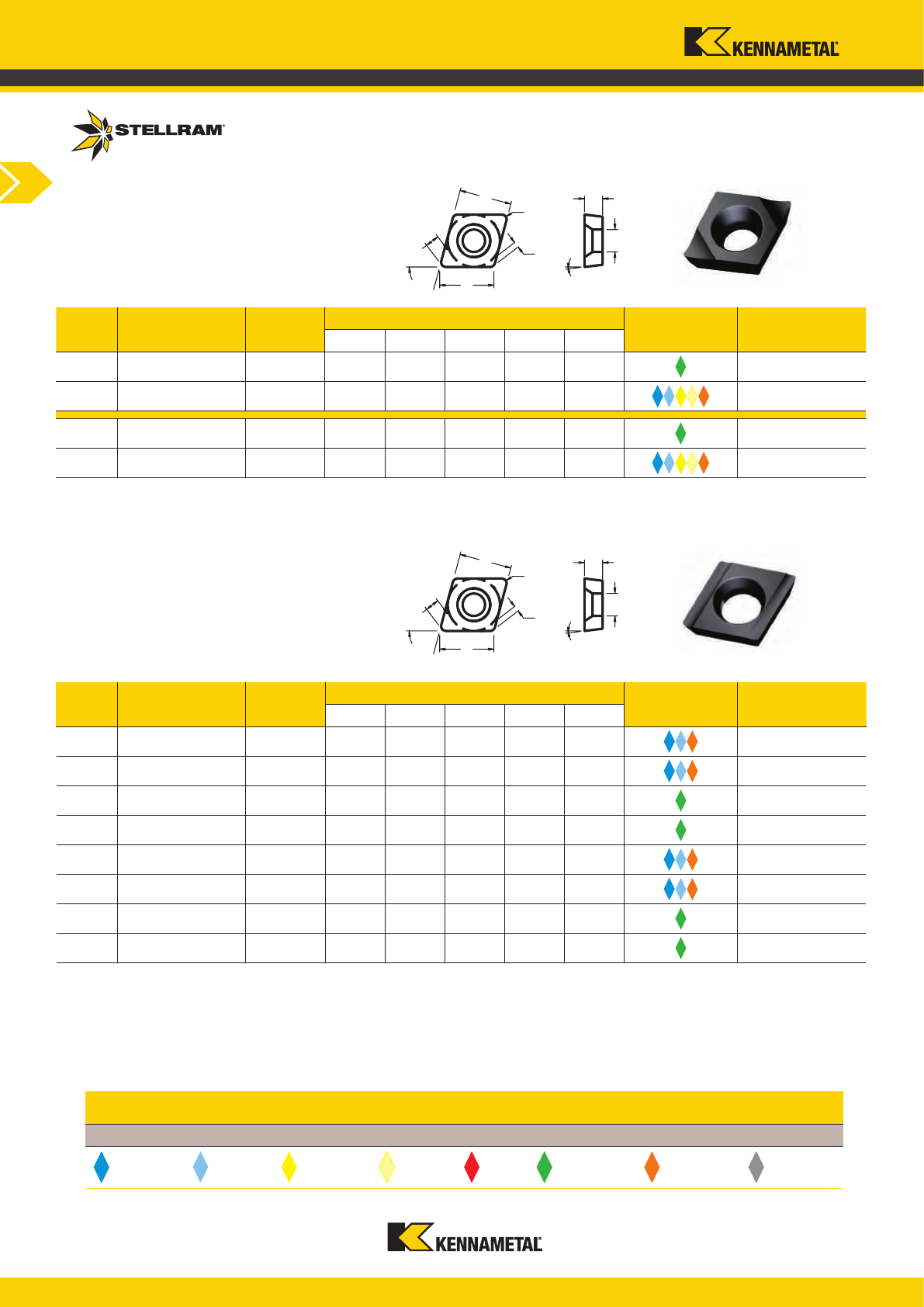
www.kennametal.com
C90
P
P
M
M
K N
S
H
032611 EPEX060202FL SP4019 6,35 6,54 2,38 0,20 2,80
032612 EPEX060202FR SP4019 6,35 6,54 2,38 0,20 2,80
017378 EPEX060202FL GH1 6,35 6,54 2,38 0,20 2,80
018118 EPEX060202FR GH1 6,35 6,54 2,38 0,20 2,80
032613 EPEX060204FL SP4019 6,35 6,54 2,38 0,40 2,80
034460 EPEX060204FR SP4019 6,35 6,54 2,38 0,40 2,80
017280 EPEX060204FL GH1 6,35 6,54 2,38 0,40 2,80
017387 EPEX060204FR GH1 6,35 6,54 2,38 0,40 2,80
022212 EPEX040202F-15 GH1 4,76 4,93 2,38 0,20 2,30
032608 EPEX040202F-15 SP4019 4,76 4,93 2,38 0,20 2,30
032609 EPEX060202F-15 GH1 6,35 6,54 2,38 0,20 2,80
032610 EPEX060202F-15 SP4019 6,35 6,54 2,38 0,20 2,80
75°
11°
m
d
r
m
1
s
h
I
75°
11°
m
d
r
m
1
s
h
I
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Finishing
Finishing
Finishing
Finishing
For Toolholders External: see pages C95 - C100 | Internal: see pages C101 - C103
For Toolholders External: see pages C95 - C100 | Internal: see pages C101 - C103
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
E Style
Turning Inserts
EPEX
-15 Geometry
EPEX
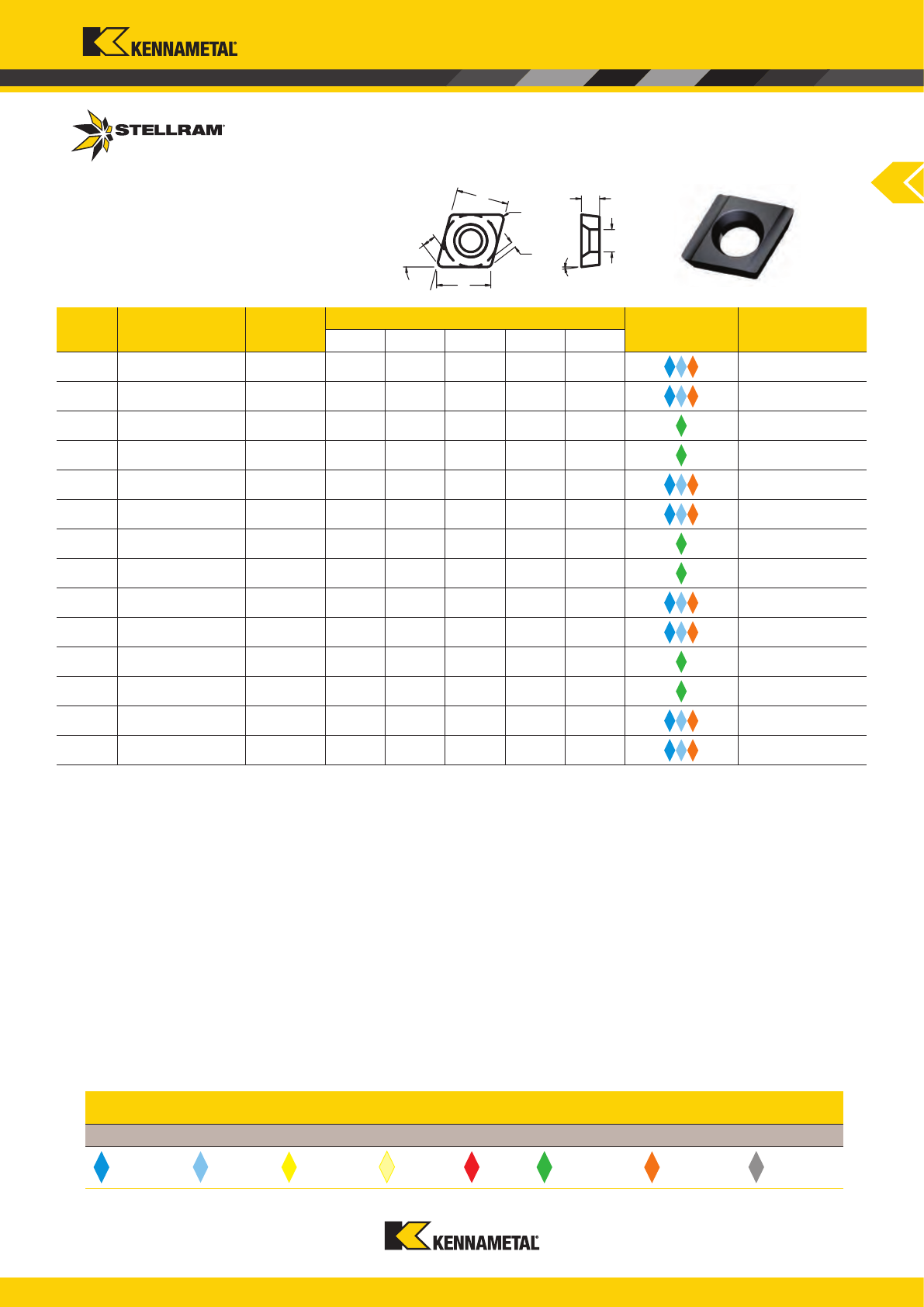
P
P
M
M
K N
S
H
www.kennametal.com
C91
75°
11°
m
d
r
m
1
s
h
I
034592 EPEX08M3005FL SP4019 8.00 8.20 3.00 0.05 4.20
034593 EPEX08M3005FR SP4019 8.00 8.20 3.00 0.05 4.20
034594 EPEX08M3005FL GH1 8.00 8.20 3.00 0.05 4.20
034595 EPEX08M3005FR GH1 8.00 8.20 3.00 0.05 4.20
032310 EPEX08M301FL SP4019 8.00 8.20 3.00 0.10 4.20
032618 EPEX08M301FR SP4019 8.00 8.20 3.00 0.10 4.20
032619 EPEX08M301FL GH1 8.00 8.20 3.00 0.10 4.20
032620 EPEX08M301FR GH1 8.00 8.20 3.00 0.10 4.20
032306 EPEX08M302FL SP4019 8.00 8.20 3.00 0.20 4.20
032304 EPEX08M302FR SP4019 8.00 8.20 3.00 0.20 4.20
017853 EPEX08M302FL GH1 8.00 8.20 3.00 0.20 4.20
017854 EPEX08M302FR GH1 8.00 8.20 3.00 0.20 4.20
032312 EPEX08M304FL SP4019 8.00 8.20 3.00 0.40 4.20
032311 EPEX08M304FR SP4019 8.00 8.20 3.00 0.40 4.20
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
For Toolholders External: see pages C95 - C100 | Internal: see pages C101 - C103
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
E Style
Turning Inserts
EPEX
Flat Top
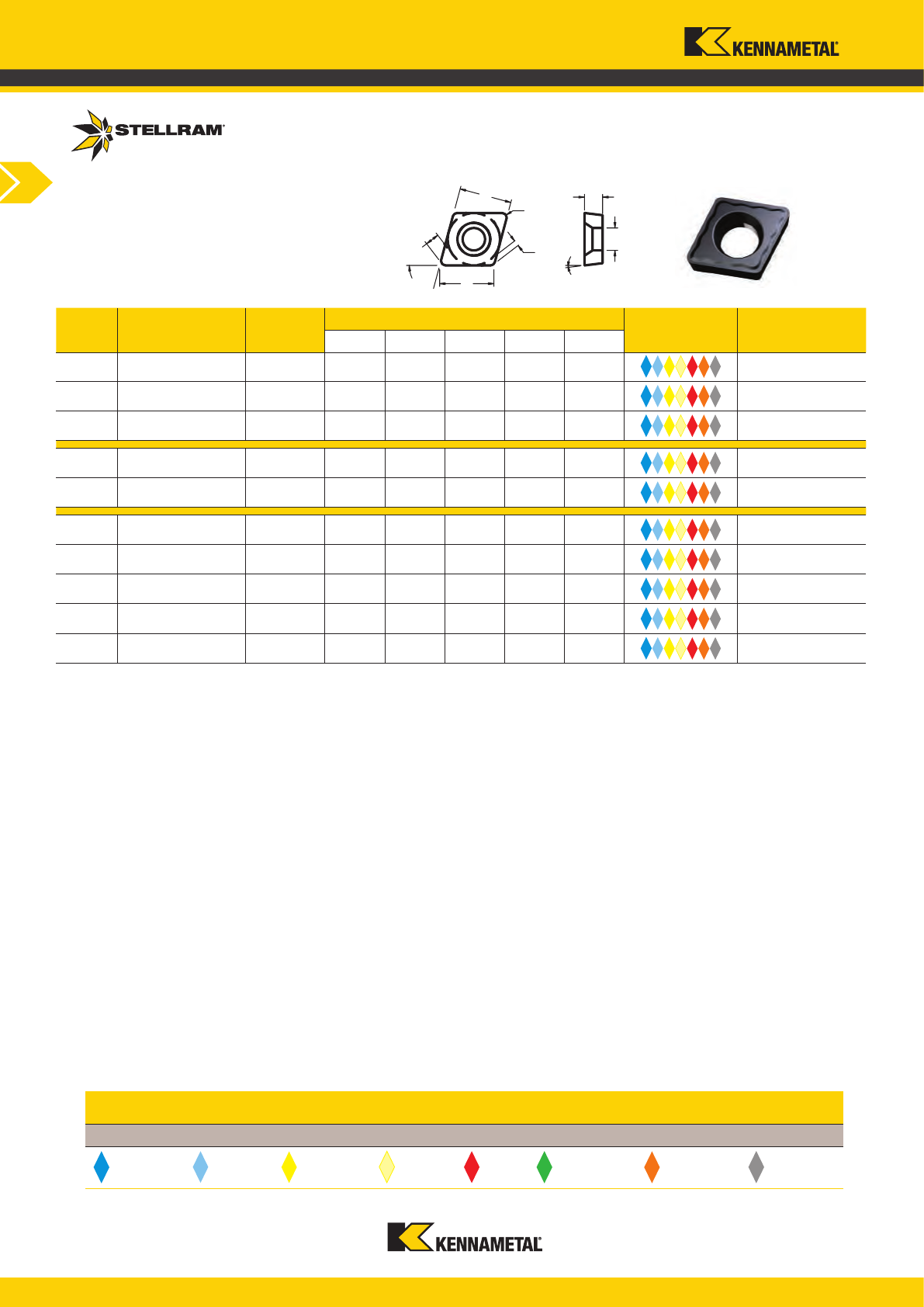
www.kennametal.com
C92
P
P
M
M
K N
S
H
031612 EPGT040201E-62 SP4019 4,76 4,93 2,38 0,10 2,30
030585 EPGT040202E-62 SP4019 4,76 4,93 2,38 0,20 2,30
030586 EPGT040204E-62 SP4019 4,76 4,93 2,38 0,40 2,30
030587 EPGT060202E-62 SP4019 6,35 6,54 2,38 0,20 2,80
030588 EPGT060204E-62 SP4019 6,35 6,54 2,38 0,40 2,80
030590 EPGT08M301E-62 SP4019 8,00 8,20 3,00 0,10 4,20
030591 EPGT08M302E-62 SP4019 8,00 8,20 3,00 0,20 4,20
030592 EPGT08M304E-62 SP4019 8,00 8,20 3,00 0,40 4,20
030593 EPGT08M308E-62 SP4019 8,00 8,20 3,00 0,80 4,20
031403 EPGX08M3005E-62 SP4019 8,00 8,20 3,00 0,05 4,20
75°
11°
m
d
r
m
1
s
h
I
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
For Toolholders External: see pages C95 - C100 | Internal: see pages C101 - C103
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
E Style
Turning Inserts
EPGT
-62 Geometry
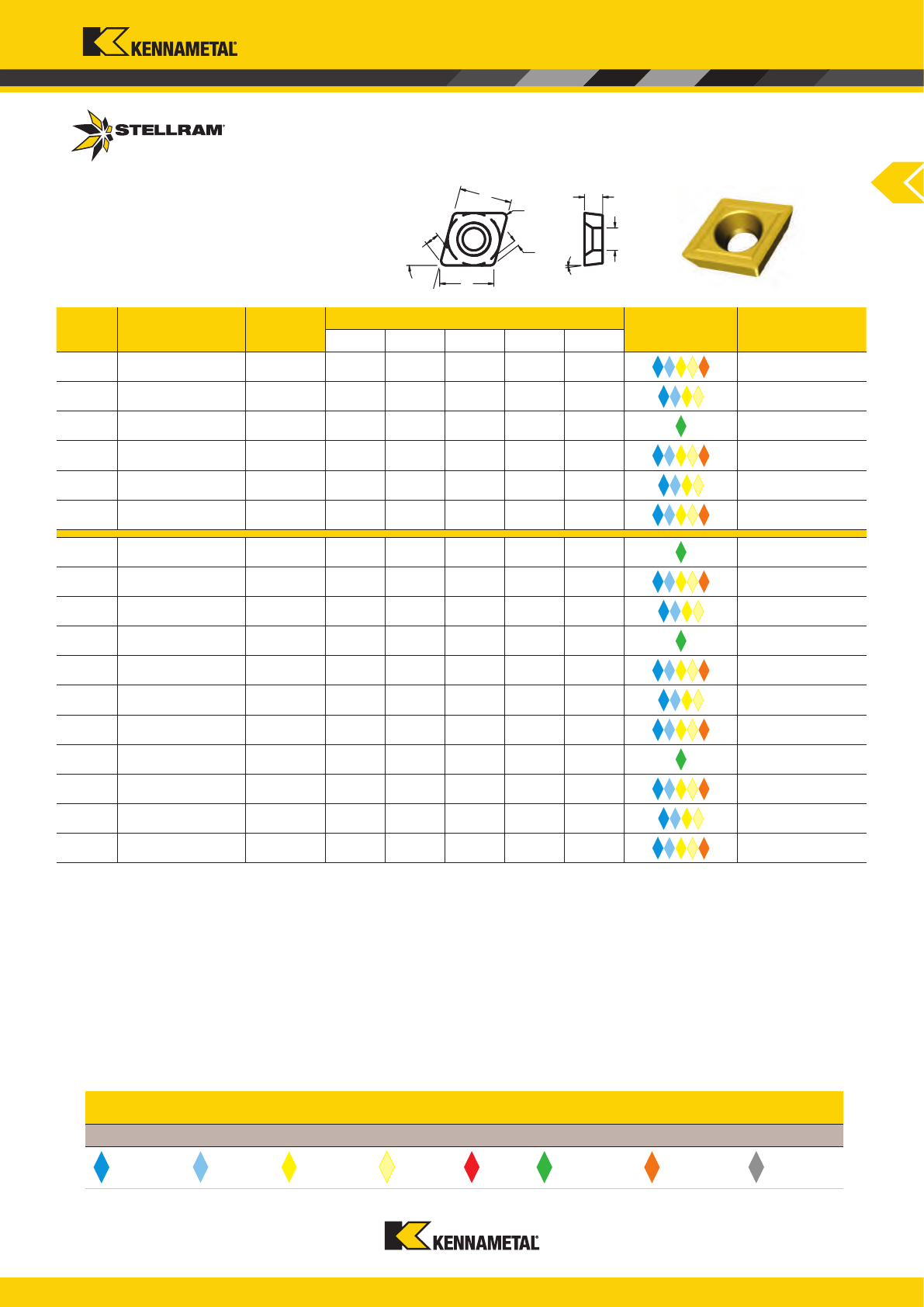
P
P
M
M
K N
S
H
www.kennametal.com
C93
032299 EPMT060202E SP4019 6,35 6,54 2,38 0,20 2,80
032622 EPMT060202E NL300 6,35 6,54 2,38 0,20 2,80
018135 EPMT060204E GH1 6,35 6,54 2,38 0,40 2,80
032274 EPMT060204E SP4019 6,35 6,54 2,38 0,40 2,80
032623 EPMT060204E NL300 6,35 6,54 2,38 0,40 2,80
034464 EPMT060204E NL920 6,35 6,54 2,38 0,40 2,80
018142 EPMT08M302E GH1 8,00 8,20 3,00 0,20 4,20
032286 EPMT08M302E SP4019 8,00 8,20 3,00 0,20 4,20
032624 EPMT08M302E NL300 8,00 8,20 3,00 0,20 4,20
017335 EPMT08M304E GH1 8,00 8,20 3,00 0,40 4,20
032275 EPMT08M304E SP4019 8,00 8,20 3,00 0,40 4,20
032625 EPMT08M304E NL300 8,00 8,20 3,00 0,40 4,20
034589 EPMT08M304E NL920 8,00 8,20 3,00 0,40 4,20
018156 EPMT08M308E GH1 8,00 8,20 3,00 0,80 4,20
032290 EPMT08M308E SP4019 8,00 8,20 3,00 0,80 4,20
032626 EPMT08M308E NL300 8,00 8,20 3,00 0,80 4,20
034590 EPMT08M308E NL920 8,00 8,20 3,00 0,80 4,20
75°
11°
m
d
r
m
1
s
h
I
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
For Toolholders External: see pages C95 - C100 | Internal: see pages C101 - C103
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
E Style
Turning Inserts
EPMT
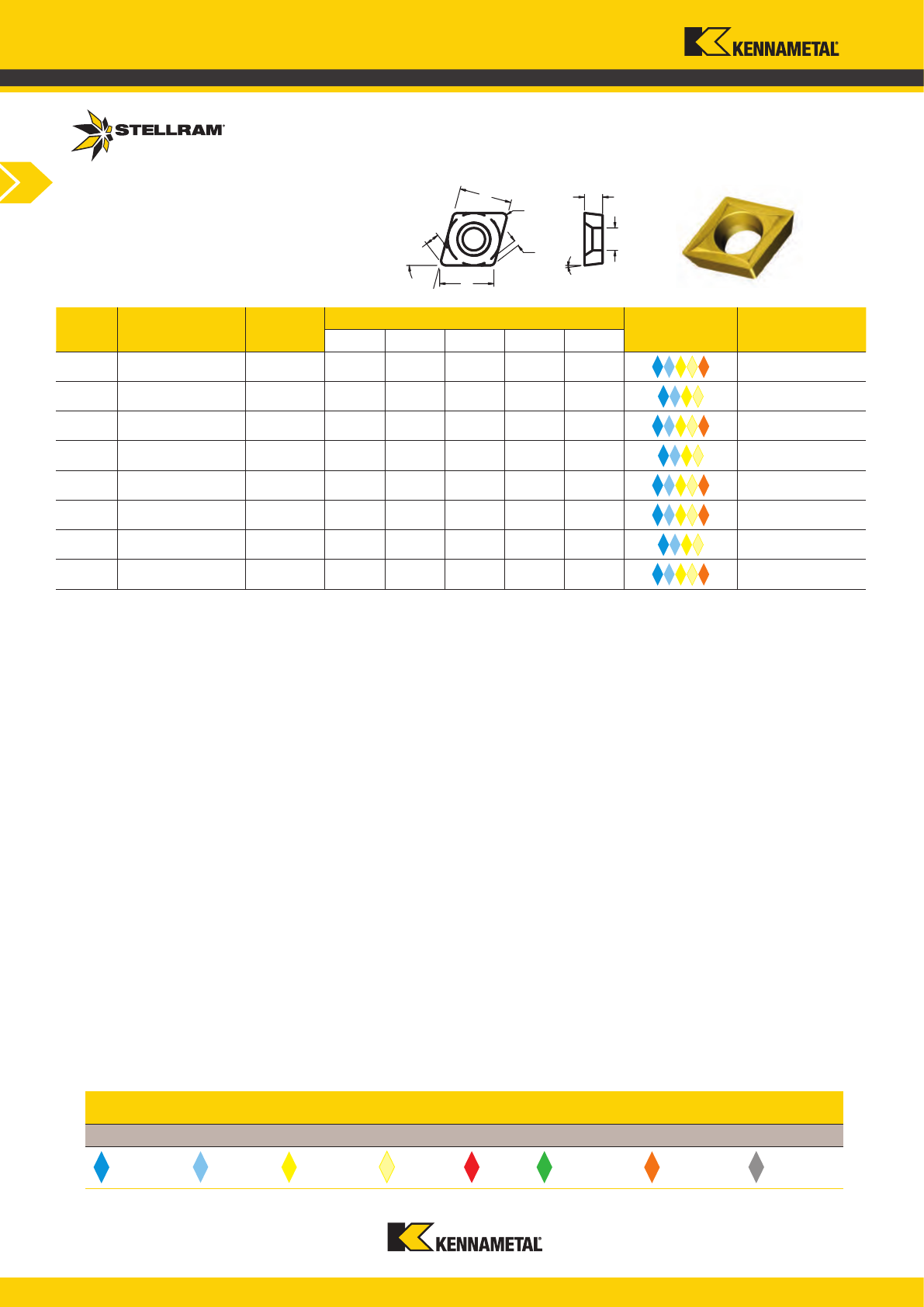
www.kennametal.com
C94
P
P
M
M
K N
S
H
032279 EPMT08M302E-73 SP4019 8,00 8,20 3,00 0,20 4,20
032627 EPMT08M302E-73 NL300 8,00 8,20 3,00 0,20 4,20
031245 EPMT08M304E-73 SP4019 8,00 8,20 3,00 0,40 4,20
032628 EPMT08M304E-73 NL300 8,00 8,20 3,00 0,40 4,20
032629 EPMT08M304E-73 NL920 8,00 8,20 3,00 0,40 4,20
032287 EPMT08M308E-73 SP4019 8,00 8,20 3,00 0,80 4,20
032630 EPMT08M308E-73 NL300 8,00 8,20 3,00 0,80 4,20
032631 EPMT08M308E-73 NL920 8,00 8,20 3,00 0,80 4,20
75°
11°
m
d
r
m
1
s
h
I
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
For Toolholders External: see pages C95 - C100 | Internal: see pages C101 - C103
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
E Style
Turning Inserts
EPMT
-73 Geometry
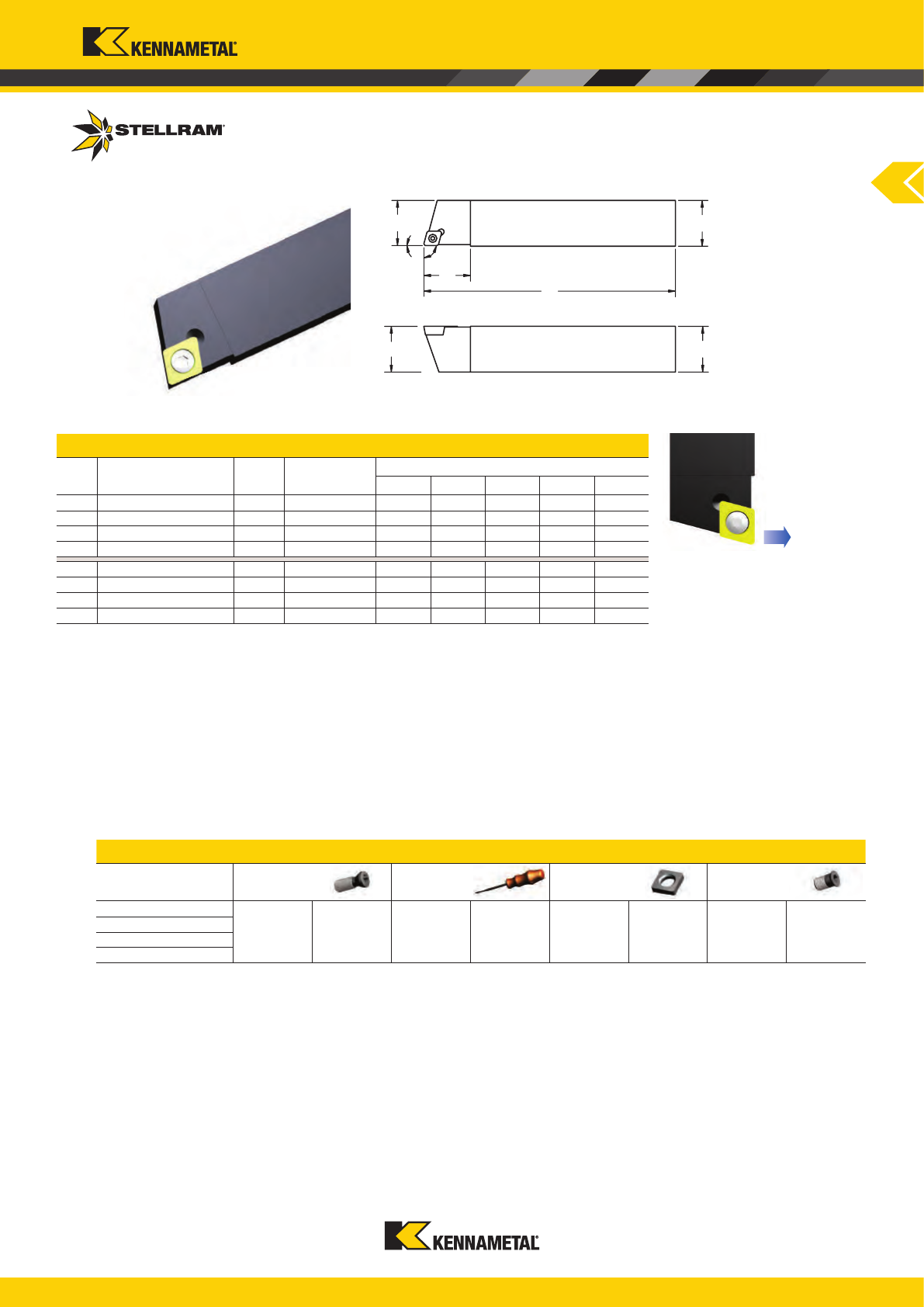
www.kennametal.com
C95
018024 SEAPL 1010 M08 EP_08M3 10 10 10 150 16
018025 SEAPL 1212 M08 EP_08M3 12 12 12 150 16
025044 SEAPL 1616 M08 EP_08M3 16 16 16 150 16
025046 SEAPL 2020 K08 EP_08M3 20 20 20 125 16
018027 SEAPR 1010 M08 EP_08M3 10 10 10 150 16
018028 SEAPR 1212 M08 EP_08M3 12 12 12 150 16
025043 SEAPR 1616 M08 EP_08M3 16 16 16 150 16
025045 SEAPR 2020 K08 EP_08M3 20 20 20 125 16
SEAPL/R 1010 E06
017032 A3006T 013214 T9 - - - -
SEAPL/R 1212 F09
SEAPL/R 1616 H09
SEAPL/R 2020 K09
90°
L
2
0°
h
1
bf
L
1
h
Turning Inserts
LH
LH
LH
LH
RH
RH
RH
RH
SEAP LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
SEAPL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
Inserts - EPGT08M3 & EPMT08M3
S Style External Toolholder
for Positive Inserts: EP_08M3
Application: Face, Turning and Prole
Approach 90°
Axial: 0°
Radial 0°
Prolling Clearance Angle β = 12°
RH Holder Shown
E Style
External Toolholders
SEAP 90°
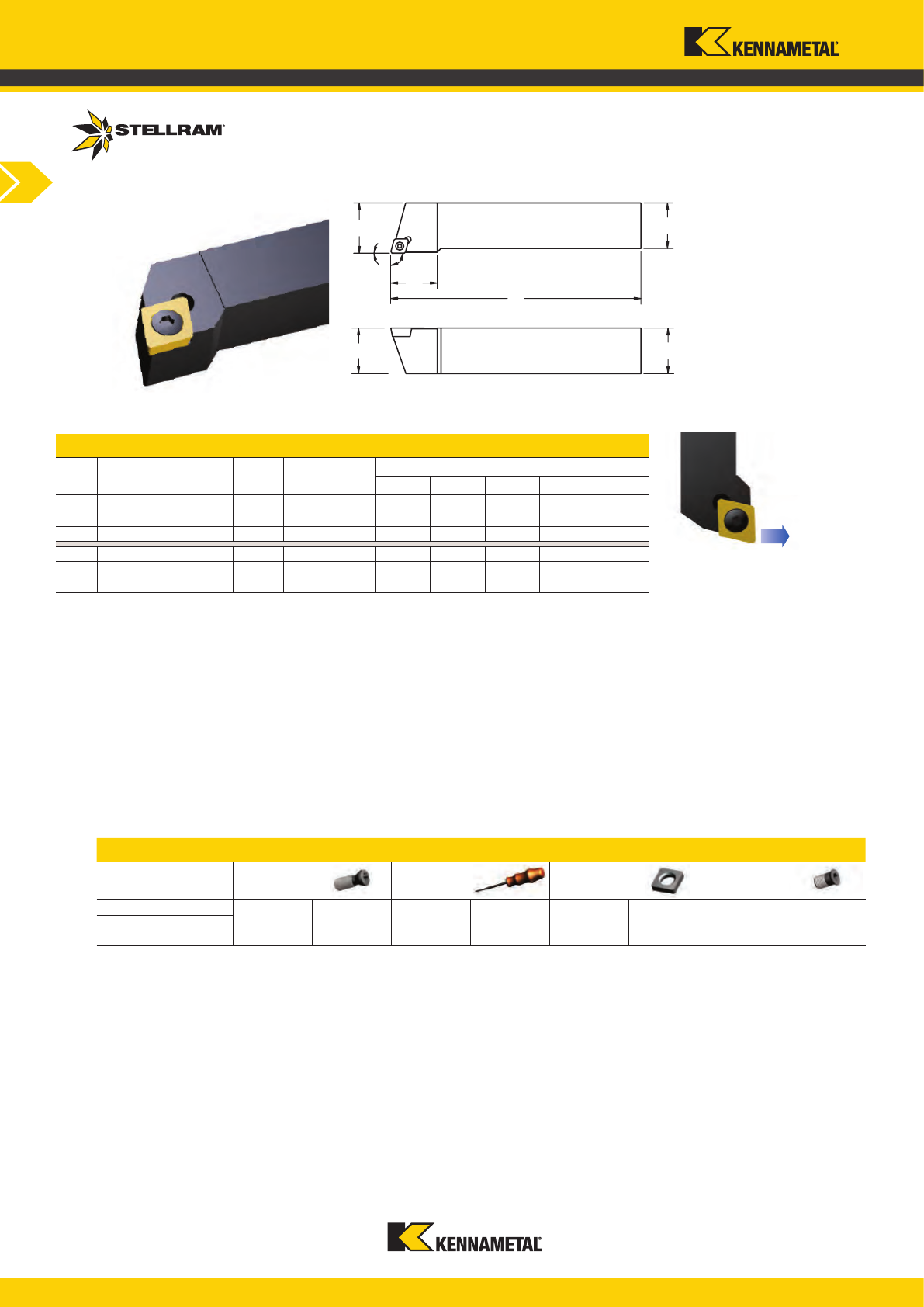
www.kennametal.com
C96
SEGPL/R 0808 F08
017032 A3006T 013214 T9 - - - -
SEGPL/R 1010 F08
SEGPL/R 1212 F08
018087 SEGPL 0808 F08 EP_08M3 8 8 11 80 14
017987 SEGPL 1010 F08 EP_08M3 10 10 12 80 14
018077 SEGPL 1212 F08 EP_08M3 12 12 16 80 16
018078 SEGPR 0808 F08 EP_08M3 8 8 11 80 14
018079 SEGPR 1010 F08 EP_08M3 10 10 12 80 14
018080 SEGPR 1212 F08 EP_08M3 12 12 16 80 16
90°
L
2
0°
h
1
L
1
b
h
f
Turning Inserts
LH
LH
LH
RH
RH
RH
SEGP LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
SEGPL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
Inserts - EPGT08M3 & EPMT08M3
S Style External Toolholder
for Positive Inserts: EP_08M3
Application: Face, Turning and Prole
Approach 90°
Axial: 0°
Radial 0°
Prolling Clearance Angle β = 12°
RH Holder Shown
E Style
External Toolholders
SEGP 90°
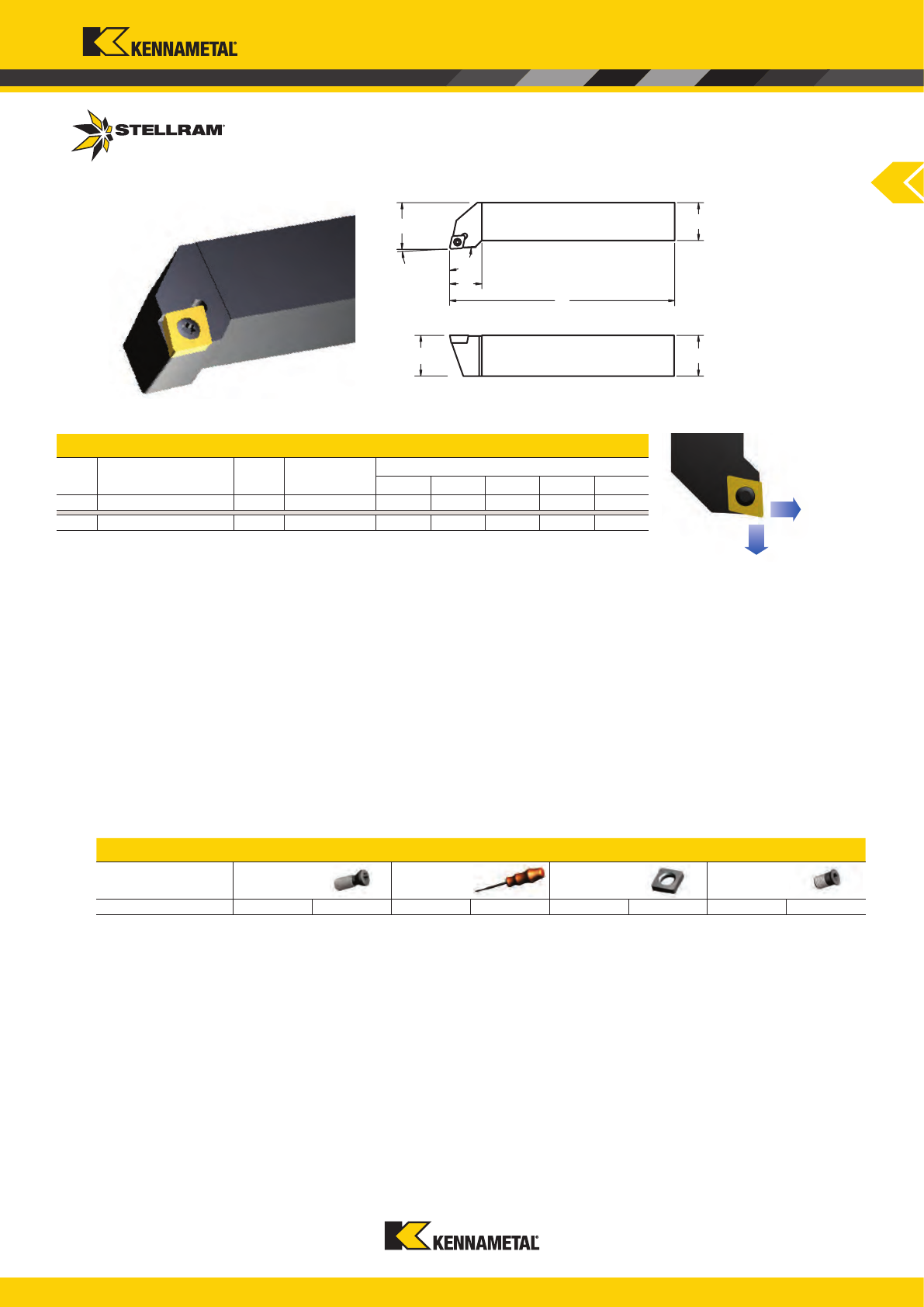
www.kennametal.com
C97
SEJCL/R 2525 M16 023081 A5025T 015241 T20 - - - -
028581 SEJCL 2525 M16 EC_16M6 25 25 32 150 28
028582 SEJCR 2525 M16 EC_16M6 25 25 32 150 28
h
1
93°
3°
b
h
f
L
2
L
1
Turning Inserts
LH
RH
SEJC LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
SEJCL/R Spare Parts (mm)
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
Inserts - EPMT16M6
S Style External Toolholder
for Positive Inserts: EC_16M6
Application: Face, Turning and Prole
Approach 93°
Axial: 0°
Radial 0°
Prolling Clearance Angle β = 9°
RH Holder Shown
E Style
External Toolholders
SEJC 93°
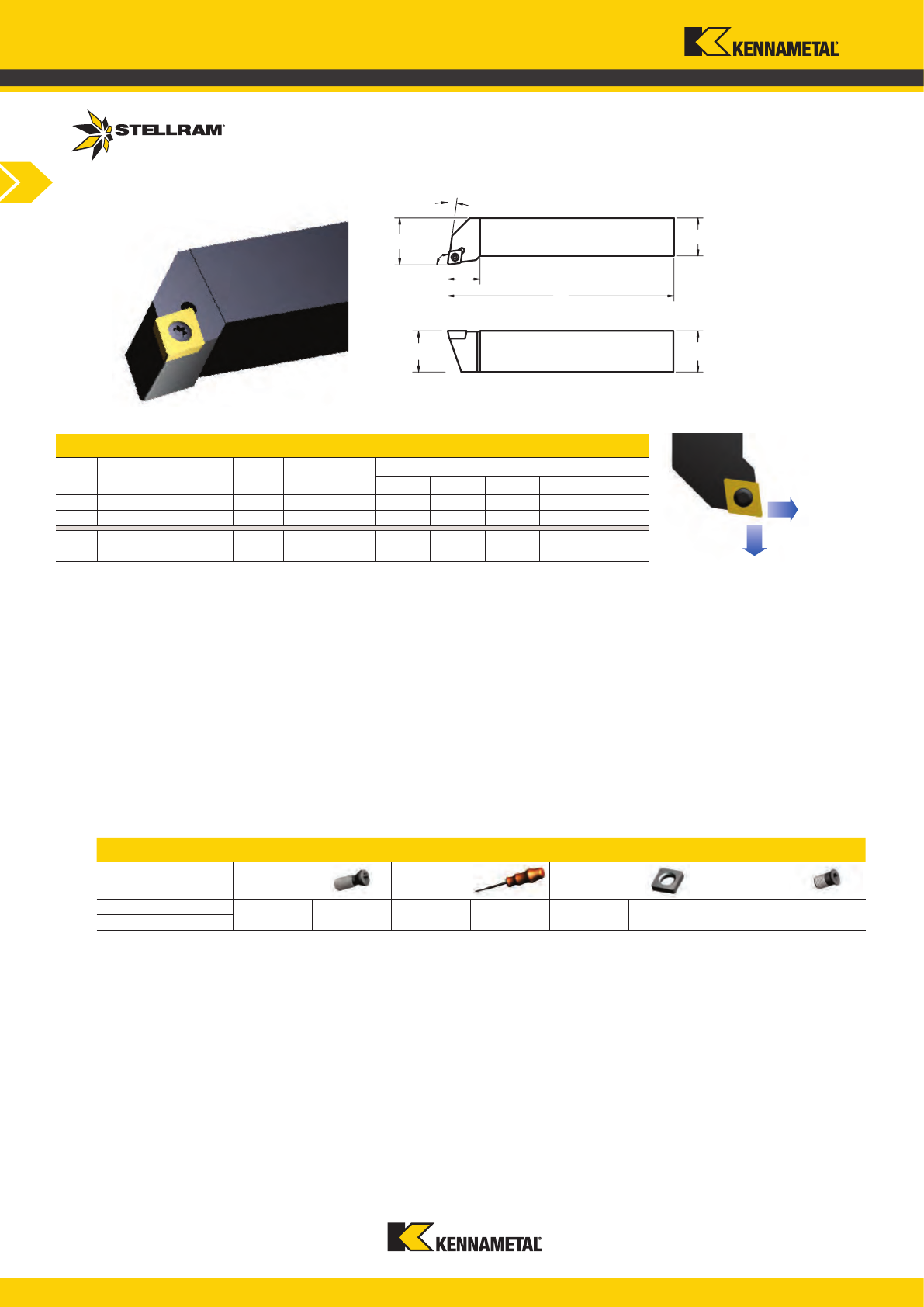
www.kennametal.com
C98
SELCL/R 2020 K12
034500 1540 034577 K5517 029091 SA3712 029095 1765
SELCL/R 2525 M12
018082 SELCL 2020 K12 EC_12T3 20 20 25 125 22
018083 SELCL 2525 M12 EC_12T3 25 25 32 150 28
018085 SELCR 2020 K12 EC_12T3 20 20 25 125 22
018086 SELCR 2525 M12 EC_12T3 25 25 32 150 28
L
1
h
1
h
b
f
L
2
97° 30'
7° 30'
Turning Inserts
LH
LH
RH
RH
SELC LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
SELCL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
Inserts - ECMT12T3
S Style External Toolholder
for Positive Inserts: EC_12T3
Application: Face, Turning and Prole
Approach 97,5°
Axial: 0°
Radial 0°
Prolling Clearance Angle β = 4,5°
RH Holder Shown
E Style
External Toolholders
SELC 97,5°
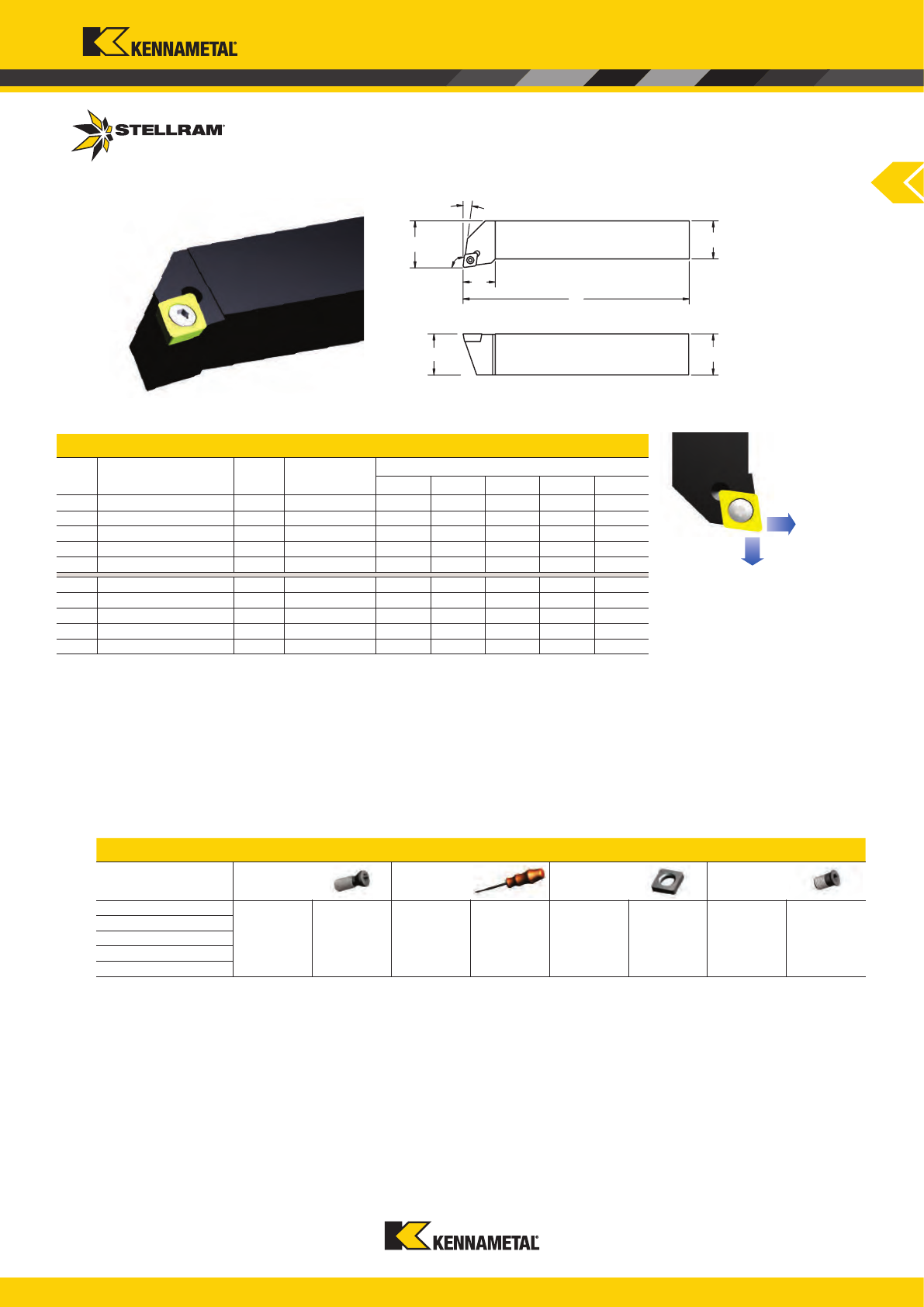
www.kennametal.com
C99
018089 SELPL 1010 F08 EP_08M3 10 10 12 80 14
018090 SELPL 1212 F08 EP_08M3 12 12 16 80 16
018091 SELPL 1616 H08 EP_08M3 16 16 20 100 18
018092 SELPL 2020 K08 EP_08M3 20 20 25 125 22
018093 SELPL 2525 M08 EP_08M3 25 25 32 150 28
018094 SELPR 1010 F08 EP_08M3 10 10 12 80 14
018095 SELPR 1212 F08 EP_08M3 12 12 16 80 16
018096 SELPR 1616 H08 EP_08M3 16 16 20 100 18
018097 SELPR 2020 K08 EP_08M3 20 20 25 125 22
018098 SELPR 2525 M08 EP_08M3 25 25 32 150 28
SELPL/R 1010 F08
017032 A3006T 013214 T9 - - - -
SELPL/R 1212 F08
SELPL/R 1616 H08
SELPL/R 2020 K08
SELPL/R 2525 M08
97°30'
L
2
7°30'
h
1
b
h
f
L
1
Turning Inserts
LH
LH
LH
LH
LH
RH
RH
RH
RH
RH
SELP LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
SELPL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
Inserts - EPGT08M3 & EPMT08M3
S Style External Toolholder
for Positive Inserts: EP_08M3
Application: Face, Turning and Prole
Approach 97,5°
Axial: 0°
Radial 0°
Prolling Clearance Angle β = 4,5°
RH Holder Shown
E Style
External Toolholders
SELP 97,5°
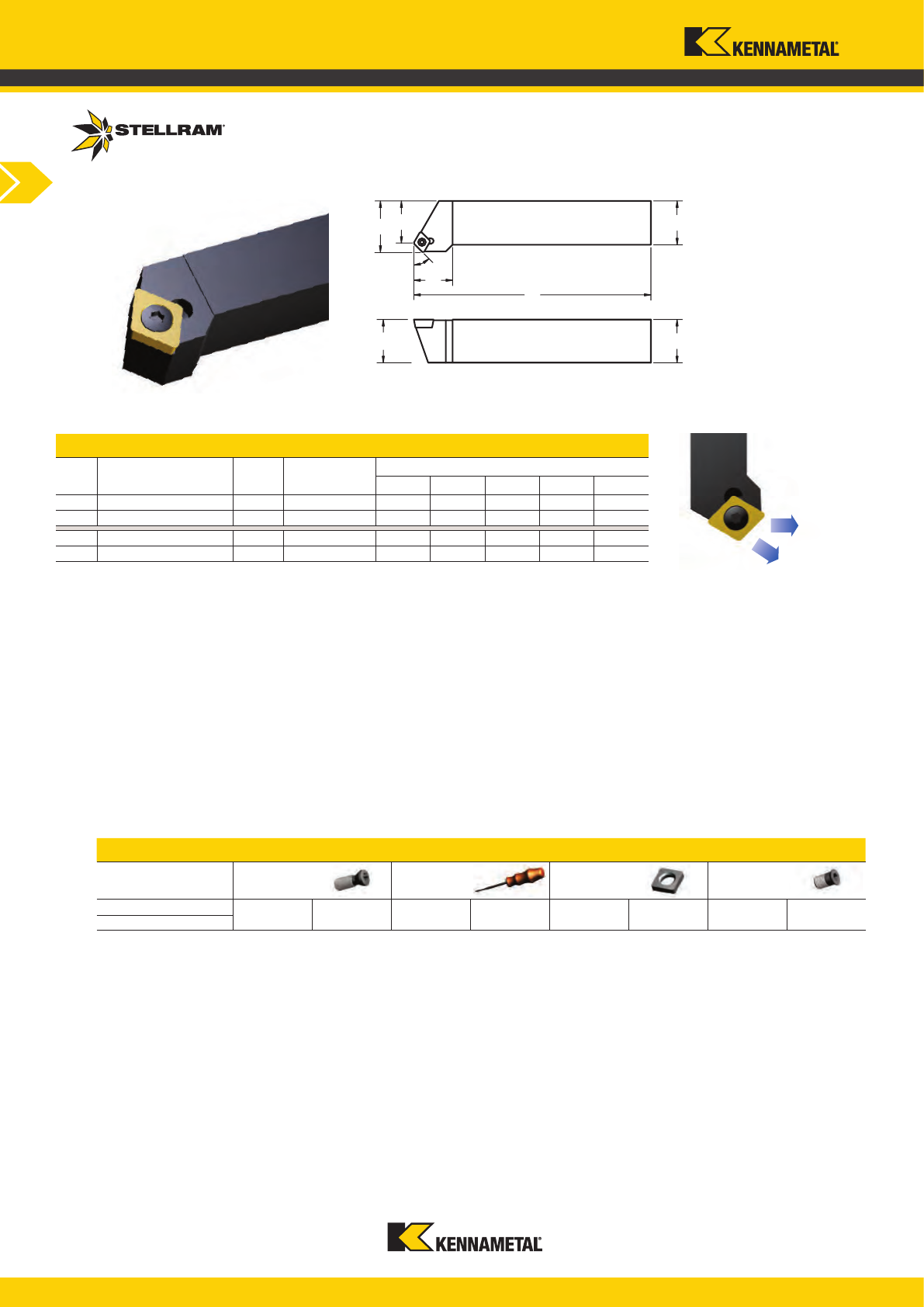
www.kennametal.com
C100
SESPL/R 1010 F08
017032 A3006T 013214 T9 - - - -
SESPL/R 1212 F08
018099 SESPL 1010 F08 EP_08M3 10 10 13,6 80 14
018100 SESPL 1212 F08 EP_08M3 12 12 16 80 16
018101 SESPR 1010 F08 EP_08M3 10 10 13,6 80 14
018102 SESPR 1212 F08 EP_08M3 12 12 16 80 16
45°
b
h
f
f
1
L
1
L
2
h
1
Turning Inserts
LH
LH
RH
RH
SESP LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
SESPL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
Inserts - EPGT08M3 & EPMT8M3
S Style External Toolholder
Positive Inserts: EP_08M3
Application: Turning and Prole
Approach 45°
Axial: 0°
Radial 0°
Prolling Clearance Angle β = 34°
RH Holder Shown
E Style
External Toolholders
SESP 45°
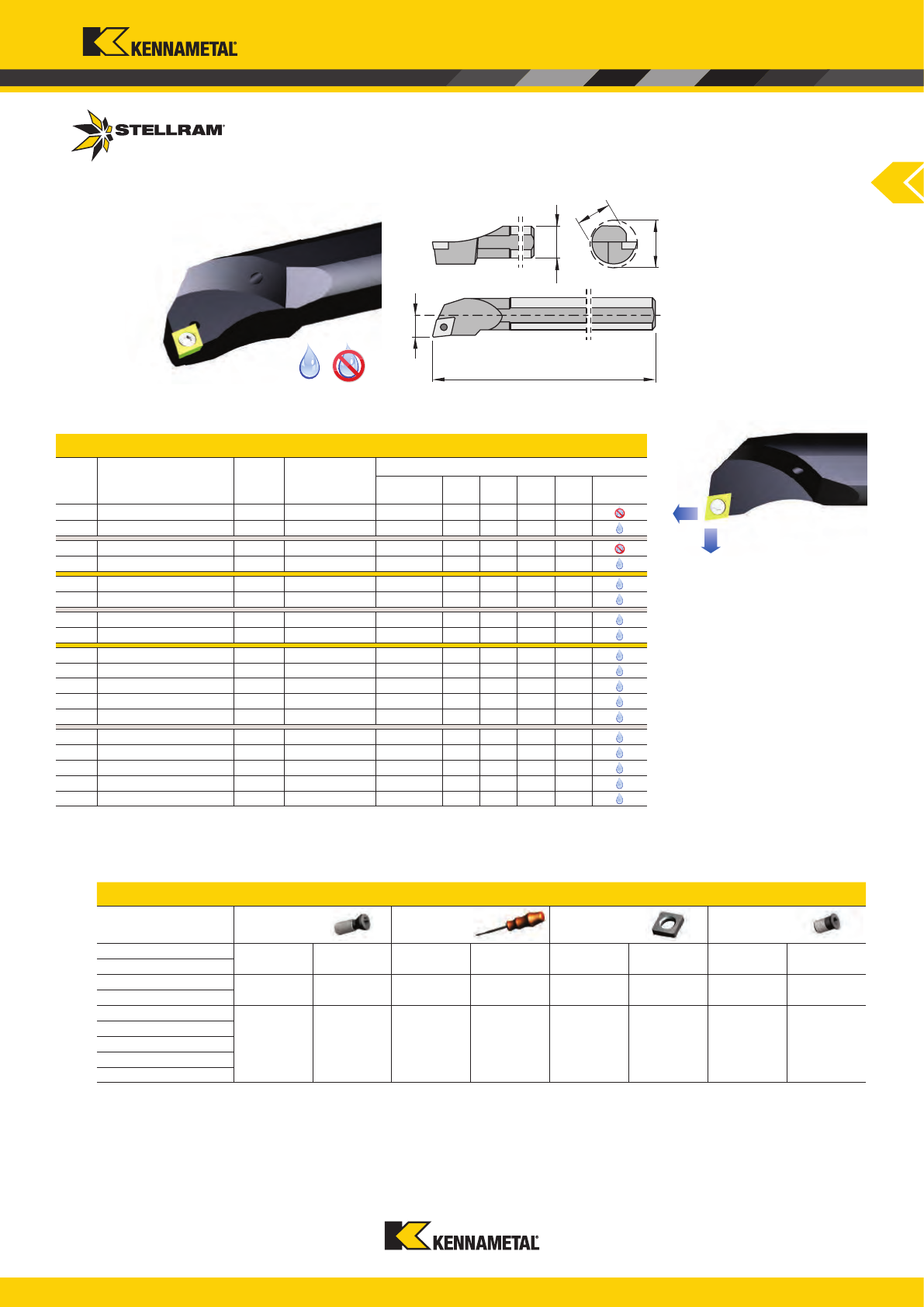
www.kennametal.com
C101
018408 S06F SELPL 04 EP_0402 8 6 4 80 4,2
018397 A08H SELPL 04 EP_0402 11 8 6 100 4
018322 S06F SELPR 04 EP_0402 8 6 4 80 4,2
018315 A08H SELPR 04 EP_0402 11 8 6 100 4
018398 A08H SELPL 06 EP_0602 11 8 6 100 4
018399 A10K SELPL 06 EP_0602 13 10 7 125 5
018316 A08H SELPR 06 EP_0602 11 8 6 100 4
018401 A10K SELPR 06 EP_0602 13 10 7 125 5
018400 A10K SELPL 08 EP_08M3 13 10 7 125 5
018318 A12K SELPL 08 EP_08M3 16 12 9 125 6
018320 A16M SELPL 08 EP_08M3 20 16 11 150 8
018402 A20Q SELPL 08 EP_08M3 24 20 13 180 10
018404 A25R SELPL 08 EP_08M3 31 25 17 200 12,5
018317 A10K SELPR 08 EP_08M3 13 10 7 125 5
018319 A12K SELPR 08 EP_08M3 16 12 9 125 6
018321 A16M SELPR 08 EP_08M3 20 16 11 150 8
018403 A20Q SELPR 08 EP_08M3 24 20 13 180 10
018405 A25R SELPR 08 EP_08M3 31 25 17 200 12,5
S06F SELPL/R 04
015059 F2004T 018487 T6 - - - -
A08H SELPL/R 04
A/D08H SELPL/R 06
015059 F2505T 018488 T7 - - - -
A10K SELPL/R 06
A/D10K SELPL/R 08
017032 A3006T 013214 T9 - - - -
A/D12K SELPL/R 08
A/D16M SELPL/R 08
A/D20Q SELPL/R 08
A/D25R SELPL/R 08
L1
f
D
A
h
1
Turning Inserts
LH
LH
RH
RH
LH
LH
RH
RH
LH
LH
LH
LH
LH
RH
RH
RH
RH
RH
A.. SELPL/R Spare Part
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
A.. SELP LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L
1 h1
Through
Coolant
Inserts - EPEX0402, EPGT0402, EPEX0602, EPGT0602,
EPMT0602, EPEX08M3, EPGT08M3 and EPMT8M3
S Style Boring Bar
for Positive Inserts:
EP_0402, EP_0602, and EP_08M3
Application: Facing and I/D part proling
Approach 97,5°
Axial 5°
Radial 3° - 5°
Prolling Clearance Angle β = 0°
RH Bar Shown
E Style
Internal Boring Bars
A.. SELP 97,5°
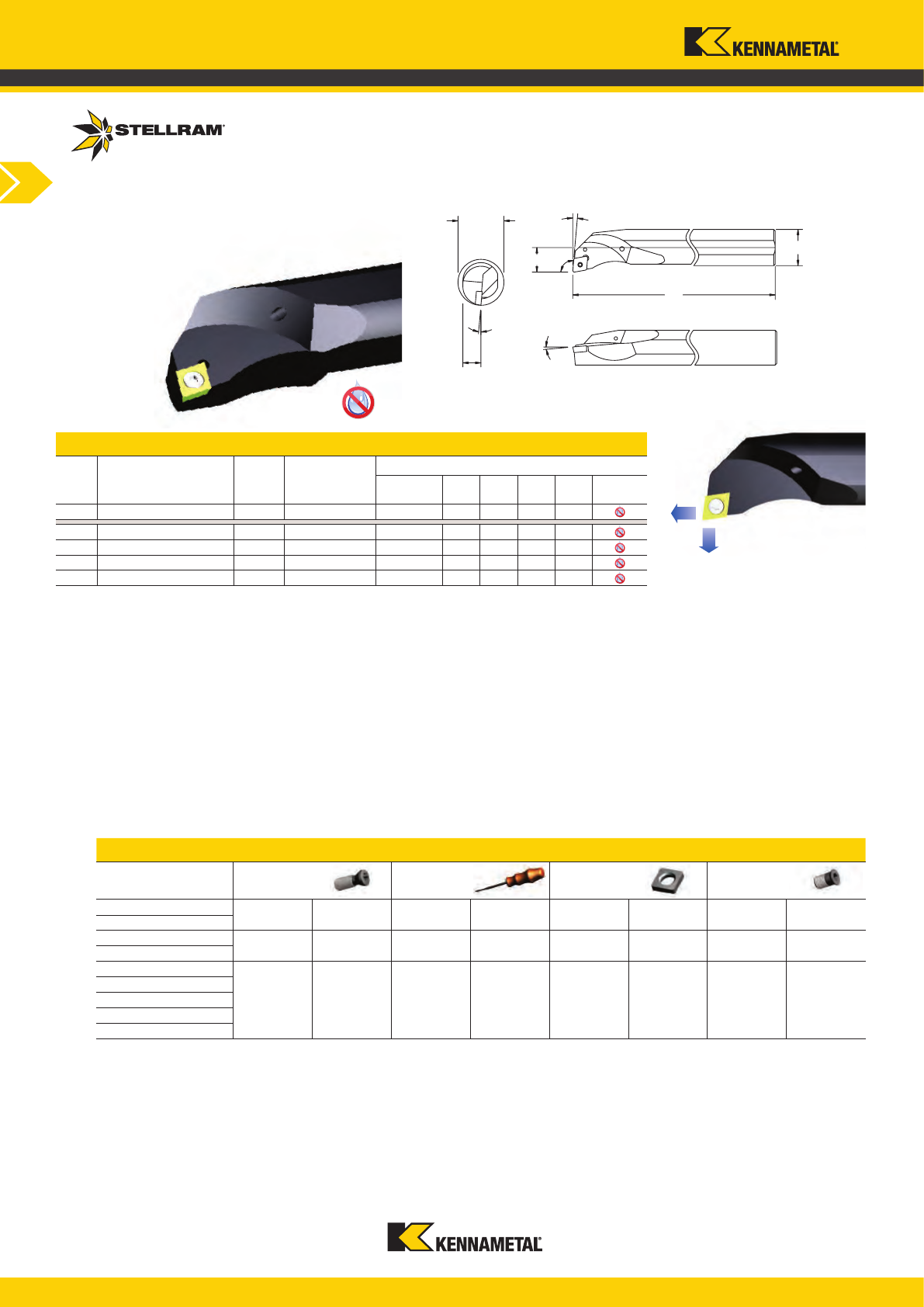
www.kennametal.com
C102
S06F SELPL/R 04
015059 F2004T 018487 T6 - - - -
A08H SELPL/R 04
A/D08H SELPL/R 06
015059 F2505T 018488 T7 - - - -
A10K SELPL/R 06
A/D10K SELPL/R 08
017032 A3006T 013214 T9 - - - -
A/D12K SELPL/R 08
A/D16M SELPL/R 08
A/D20Q SELPL/R 08
A/D25R SELPL/R 08
023135 D08H SELPR 06 EP_0602 11 8 6 100 4
023137 D10K SELPR 08 EP_08M3 13 10 7 125 5
023139 D12K SELPR 08 EP_08M3 16 12 9 125 6
023141 D16M SELPR 08 EP_08M3 20 16 11 150 8
023143 D20Q SELPR 08 EP_08M3 24 20 13 180 10
95°
5°
k
h
z
L
1
D
f
A
1
Turning Inserts
RH
RH
RH
RH
RH
D.. SELP LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L
1 h1
Through
Coolant
A.. SELPL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style Boring Bar
for Positive Inserts:
EP_0402, EP_0602, and EP_08M3
Application: Facing and I/D part proling
Approach 97,5°
Axial 5°
Radial 3° - 5°
Prolling Clearance Angle β = 0°
RH Bar Shown
E Style
Internal Boring Bars
D.. SELP 97,5°
Anti-Vibration Bars
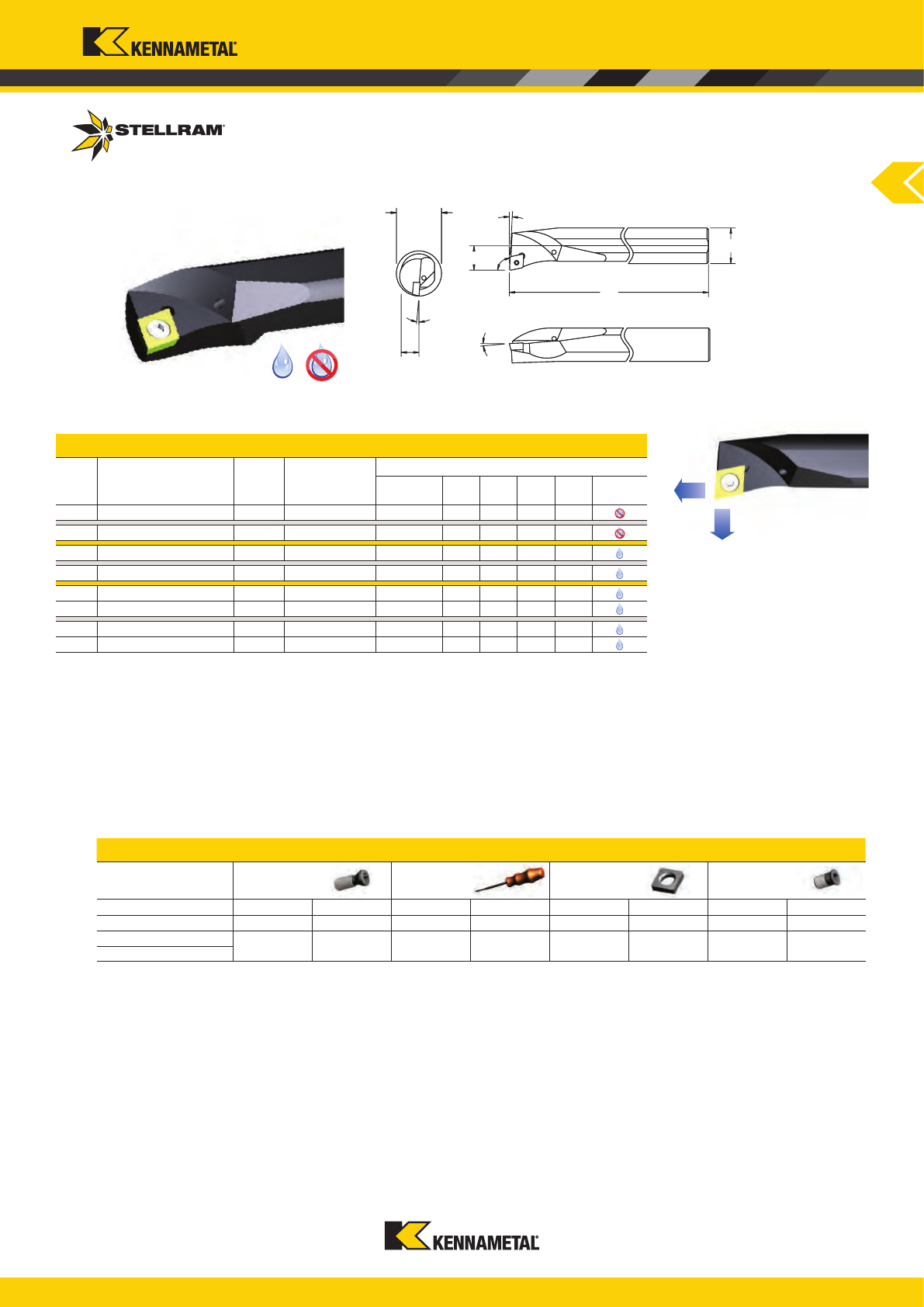
www.kennametal.com
C103
018324 S06F SEUPL 04 EP_0402 8 6 4 80 4,2
018325 S06F SEUPR 04 EP_0402 8 6 4 80 4,2
018409 A08H SEUPL 06 EP_0602 11 8 6 100 4
018410 A08H SEUPR 06 EP_0602 11 8 6 100 4
018412 A10K SEUPL 08 EP_08M3 13 10 7 125 5
018415 A12K SEUPL 08 EP_08M3 16 12 9 125 6
018414 A10K SEUPR 08 EP_08M3 13 10 7 125 5
018323 A12K SEUPR 08 EP_08M3 16 12 9 125 6
S06F SEUPL/R 04 015059 F2004T 018487 T6 - - - -
A08H SEUPL/R 06 015059 F2505T 018488 T7 - - - -
A10K SEUPL/R 08
017032 A3006T 013214 T9 - - - -
A12K SEUPL/R 08
93°
3°
k
h
z
L
1
D
f
A
1
Turning Inserts
LH
RH
LH
RH
LH
LH
RH
RH
A.. SEUP LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L
1 h1
Through
Coolant
A.. SEUPL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style Boring Bar
for Positive Inserts:
EP_0402, EP_0602, and EP_08M3
Application: Facing and I/D part proling
Approach 93°
Axial 0° - 3°
Radial 5° - 10°
Prolling Clearance Angle β = 9°
RH Bar Shown
Inserts - EPEX0402, EPGT0402, EPEX0602, EPGT0602,
EPMT0602, EPEX08M3, EPGT08M3 and EPMT8M3
E Style
Internal Boring Bars
A.. SEUP 93°
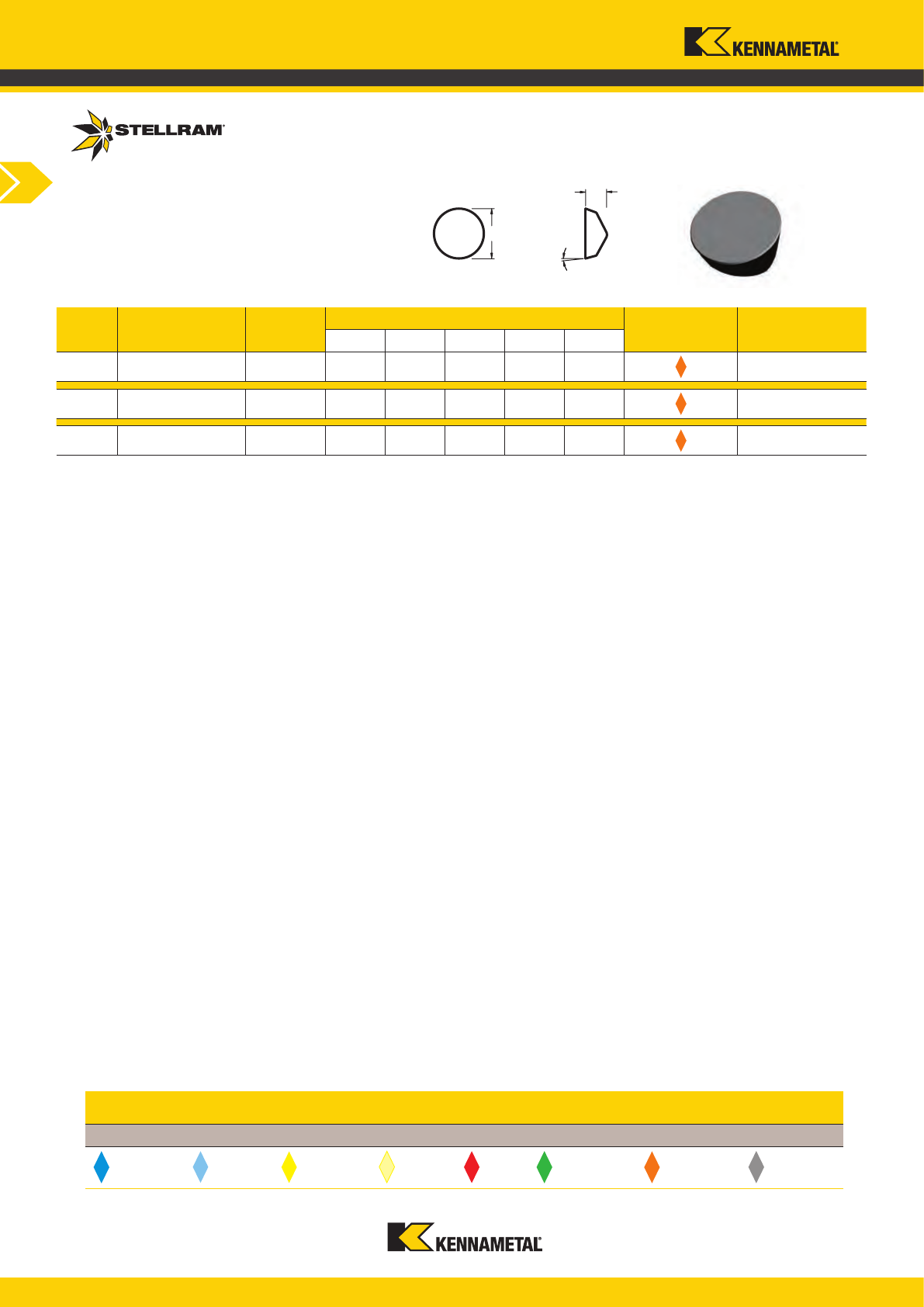
www.kennametal.com
C104
P
P
M
M
K N
S
H
032338 RCGX060400 E010 SA6609 6,35 - 4,76 0,00 -
032339 RCGX090700 E010 SA6609 9,52 - 7,94 0,00 -
032340 RCGX120700 E010 SA6609 12,70 - 7,94 0,00 -
7°
d
s
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Note: For edge condition refer to Grade page C29
Roughing
Roughing
Roughing
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
R Style
Turning Inserts
RCGX
Ceramics
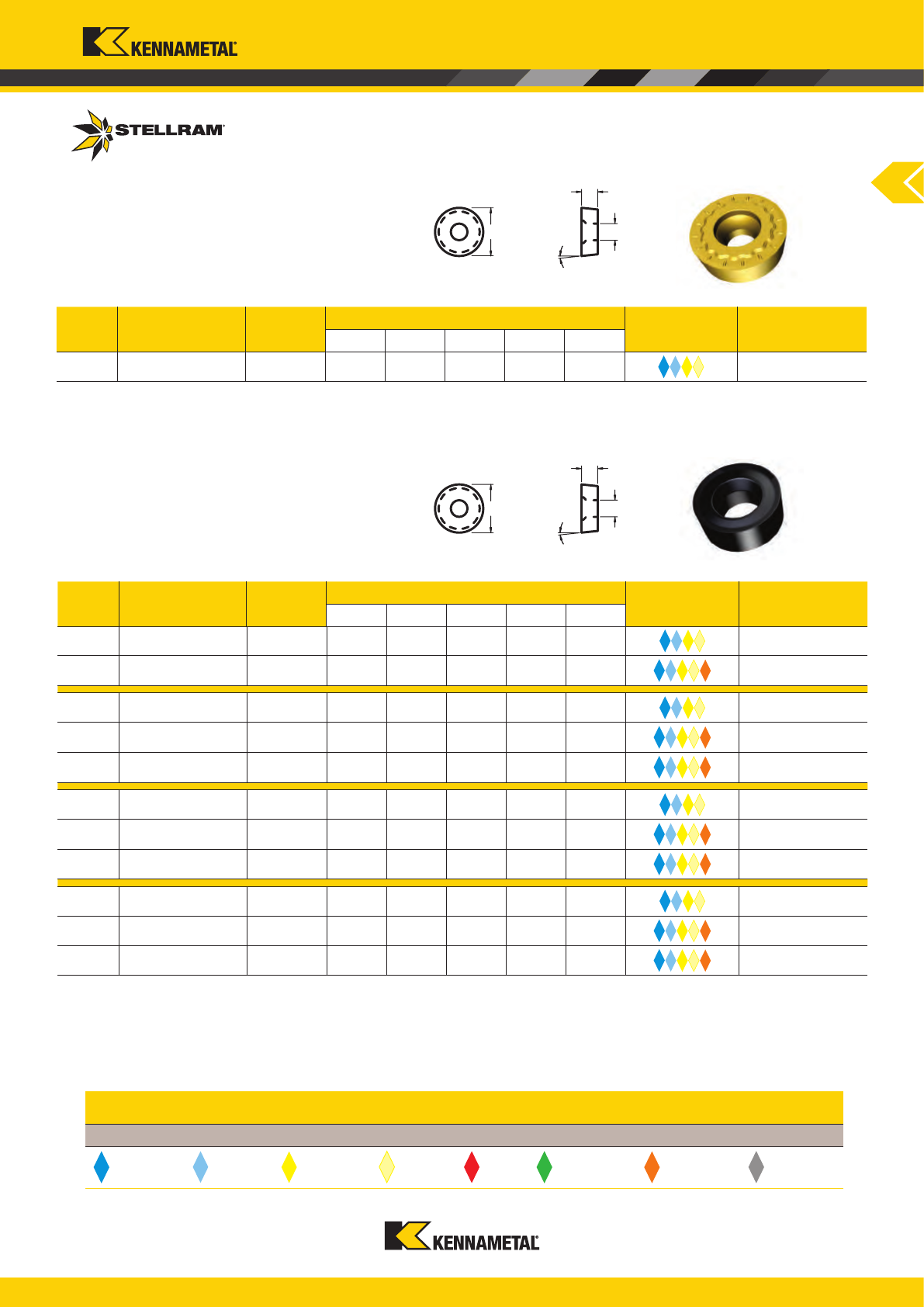
www.kennametal.com
C105
P
P
M
M
K N
S
H
032632 RCMT190600E-2N NL920 19,05 - 6,35 - 6,50
032633 RCMT0602M0E NL250 6,00 - 2,38 - 2,79
032634 RCMT0602M0E NL920 6,00 - 2,38 - 2,79
032635 RCMT10T3M0E NL250 10,00 - 3,97 - 4,39
032636 RCMT10T3M0E NL400 10,00 - 3,97 - 4,39
032637 RCMT10T3M0E NL920 10,00 - 3,97 - 4,39
032638 RCMT1204M0E NL250 12,00 - 4,76 - 5,50
032639 RCMT1204M0E NL400 12,00 - 4,76 - 5,50
032640 RCMT1204M0E NL920 12,00 - 4,76 - 5,50
032641 RCMT1606M0E NL300 15,88 - 6,35 - 5,51
032642 RCMT1606M0E NL400 15,88 - 6,35 - 5,51
032643 RCMT1606M0E NL920 15,88 - 6,35 - 5,51
7°
d
s
h
7°
d
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Roughing
Roughing
Roughing
For Toolholders External: see pages C107 - C108
For Toolholders External: see pages C107 - C108
Medium
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
R Style
Turning Inserts
RCMT
2N Geometry
RCMT
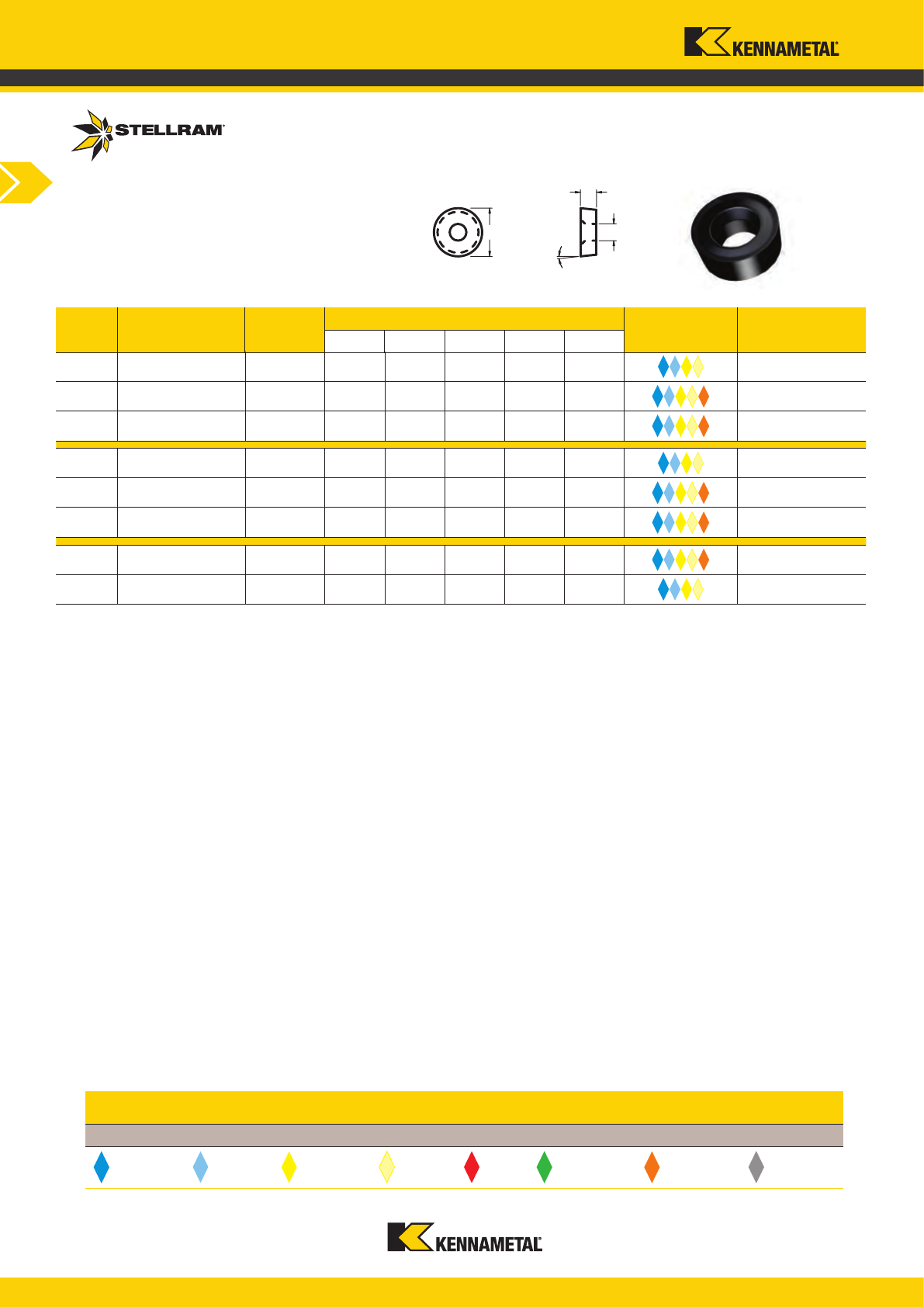
www.kennametal.com
C106
P
P
M
M
K N
S
H
032644 RCMT2006M0E NL300 20,00 - 6,35 - 6,50
032645 RCMT2006M0E NL400 20,00 - 6,35 - 6,50
032646 RCMT2006M0E NL920 20,00 - 6,35 - 6,50
032647 RCMT2507M0S NL300 25,00 - 7,94 - 7,11
032648 RCMT2507M0S NL400 25,00 - 7,94 - 7,11
032649 RCMT2507M0S NL920 25,00 - 7,94 - 7,11
032650 RCMT3209M0S NL400 32,00 - 9,53 - 9,52
032924 RCMT3209M0S NL300 32,00 - 9,53 - 9,52
7°
d
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
For Toolholders External: see pages C107 - C108
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
R Style
Turning Inserts
RCMT
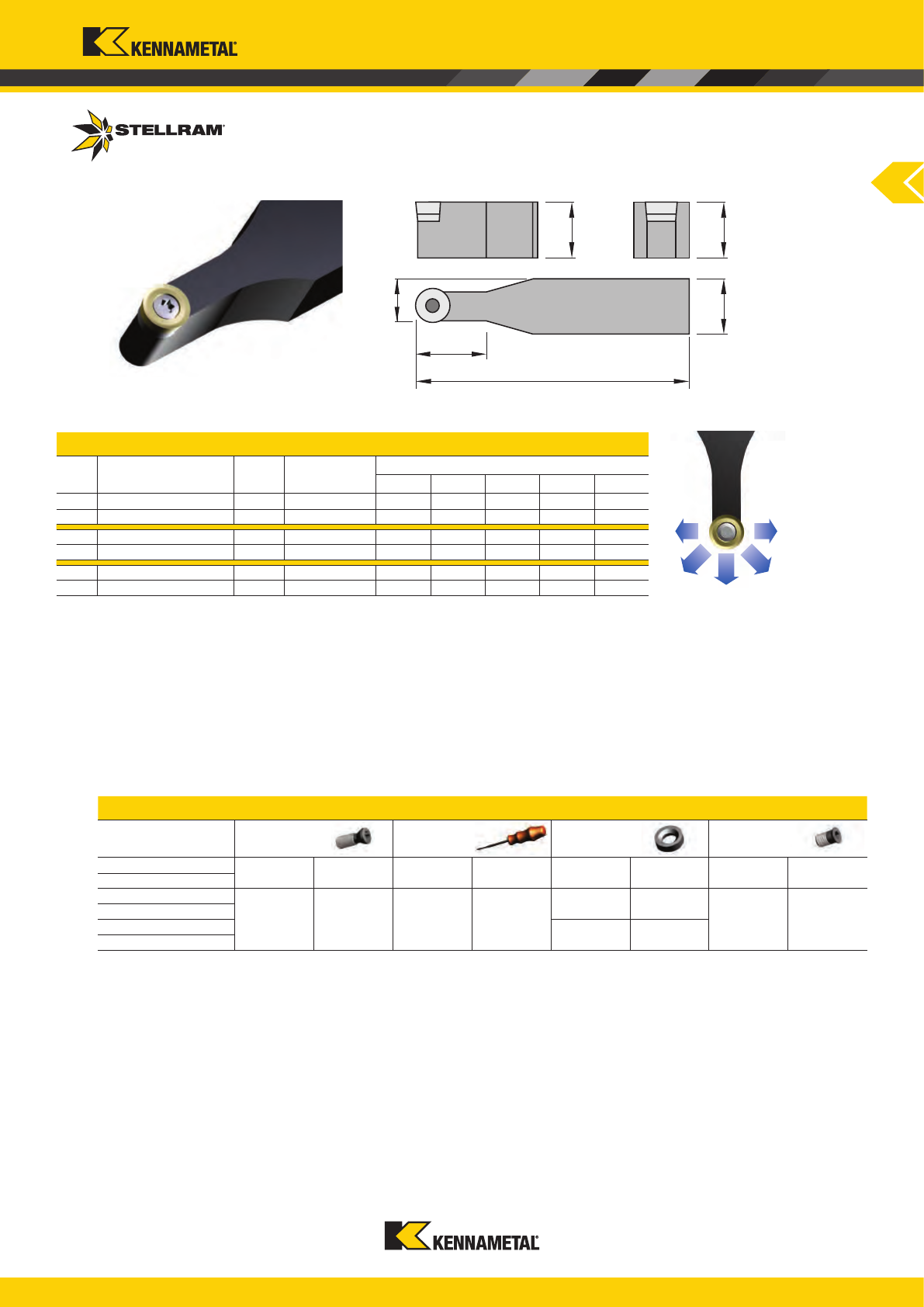
www.kennametal.com
C107
SRDC N 1616 H06
015061 F2507T 018488 T7 - - - -
SRDC N 2020 K06
SRDC N 2020 K10
034497 1335 028475 K5516
034501 SA3811
028478 SAS1750
SRDC N 2525 M10
SRDC N 2020 K12
034502 SA3814
SRDC N 2525 M12
018106 SRDC N 1616 H06 RCMT_0602 16 16 11 100 20
018107 SRDC N 2020 K06 RCMT_0602 20 20 13 125 20
018108 SRDC N 2020 K10 RCMT_10T3 20 20 15 125 22
028594 SRDC N 2525 M10 RCMT_10T3 25 25 17,5 150 22
033523 SRDC N 2020 K12 RCMT_1204 20 20 16 125 22
018088 SRDC N 2525 M12 RCMT_1204 25 25 18,5 150 28
h
h
1
b
L
2
L1
f
Turning Inserts
Neutral
Neutral
Neutral
Neutral
Neutral
Neutral
SRDC N Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
SRDC Neutral External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
Inserts - RCMT0602, 10T3, and 1204
S Style External Toolholder
for Positive Inserts:
RCMT06, 10, and 12
Application: Turning, Plunge and Prole
Approach Angle 0°
Axial 0°
Radial 0°
Neutral Holder Shown
R Style
External Toolholders
SRDC
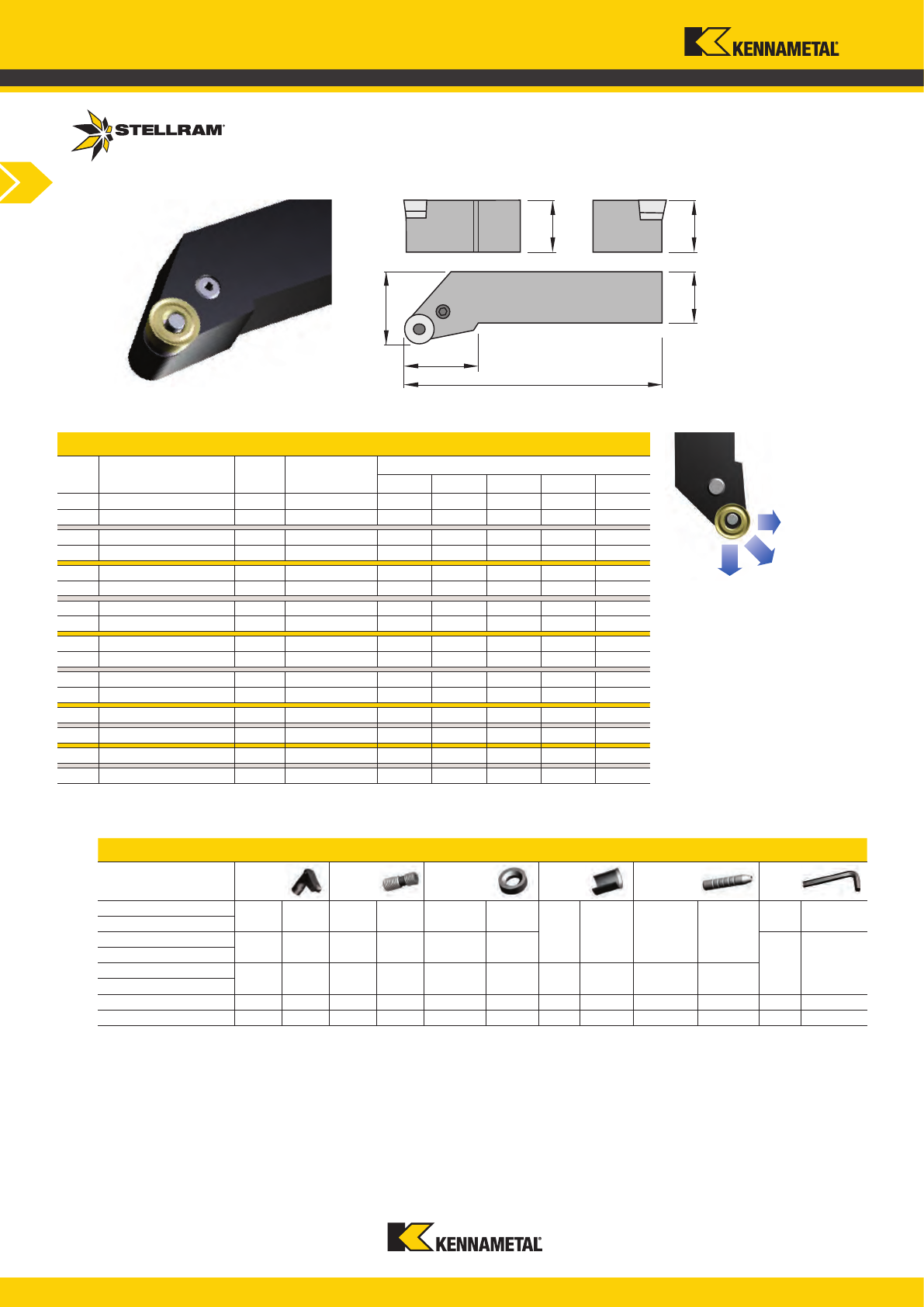
www.kennametal.com
C108
033527 PRSCL 2020 K10 RCMT_10T3 20 20 25 125 28
033528 PRSCL 2525 M10 RCMT_10T3 25 25 32 150 28
033529 PRSCR 2020 K10 RCMT_10T3 20 20 25 125 28
033530 PRSCR 2525 M10 RCMT_10T3 25 25 32 150 28
033531 PRSCL 2020 K12 RCMT_1204 20 20 25 125 28
033532 PRSCL 2525 M12 RCMT_1204 25 25 32 150 28
033533 PRSCR 2020 K12 RCMT_1204 20 20 25 125 28
033534 PRSCR 2525 M12 RCMT_1204 25 25 32 150 28
033535 PRSCL 2525 M16 RCMT_1606 25 25 32 150 34
033536 PRSCL 3225 P16 RCMT_1606 32 25 32 170 34
033537 PRSCR 2525 M16 RCMT_1606 25 25 32 150 34
033538 PRSCR 3225 P16 RCMT_1606 32 25 32 170 34
033539 PRSCL 3232 P20 RCMT_2006 32 32 40 170 42
033540 PRSCR 3232 P20 RCMT_2006 32 32 40 170 42
250
033541 *PRSCL 4040 S25 RCMT_2507 40 40 50 250 48
033542 *PRSCR 4040 S25 RCMT_2507 40 40 50 250 48
PRSCL/R 2020 K10
034475 PL8110 034480 PLS1705 034484 PA3810
028417 PC4110 028053 PCP0009
028578 KH5002
PRSCL/R 2525 M10
PRSCL/R 2020 K12
034476 PL8112 017447 PLS1606 034485 PA3812
018285 KH5025
PRSCL/R 2525 M12
PRSCL/R 2525 M16
034477 PL8116 034481 PLS1706 034486 PA3816 034504 PC4116 028054 PCP0012
PRSCL/R 3232 P16
PRSCL/R 3232 P20 034478 PL8120 028458 PLS1708 034487 PA3820 028051 PC4115 034505 PCP0015 018286 KH5003
*PRSCL/R 4040 S25
034479 PL8125 034482 PLS1710 034488 PA3825 017455 PC4119 028056 PCP0019 018287 KH5004
f
h
h
1
b
L
1
L2
Turning Inserts
LH
LH
RH
RH
LH
LH
RH
RH
LH
LH
RH
RH
LH
RH
LH
RH
PRSCL/R Spare Parts
Item Description
Lever
EDP
Lever
Screw
EDP
Anvil
EDP
Anvil
Clip
EDP
Clip Punch
EDP
Key
EDP
PRSC LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
* Non Stock Items, subject to extended delivery time
P Style External Toolholder
for Positive Inserts:
RCMT10, 12, 16, 20 and 25
Application: Turning, Plunge and Prole
Approach Angle 0°
Axial 0°
Radial 0°
RH Holder Shown
Inserts - RCMT10T3, 1204, 1606, 2006, & 2507
R Style
External Toolholders
PRSC
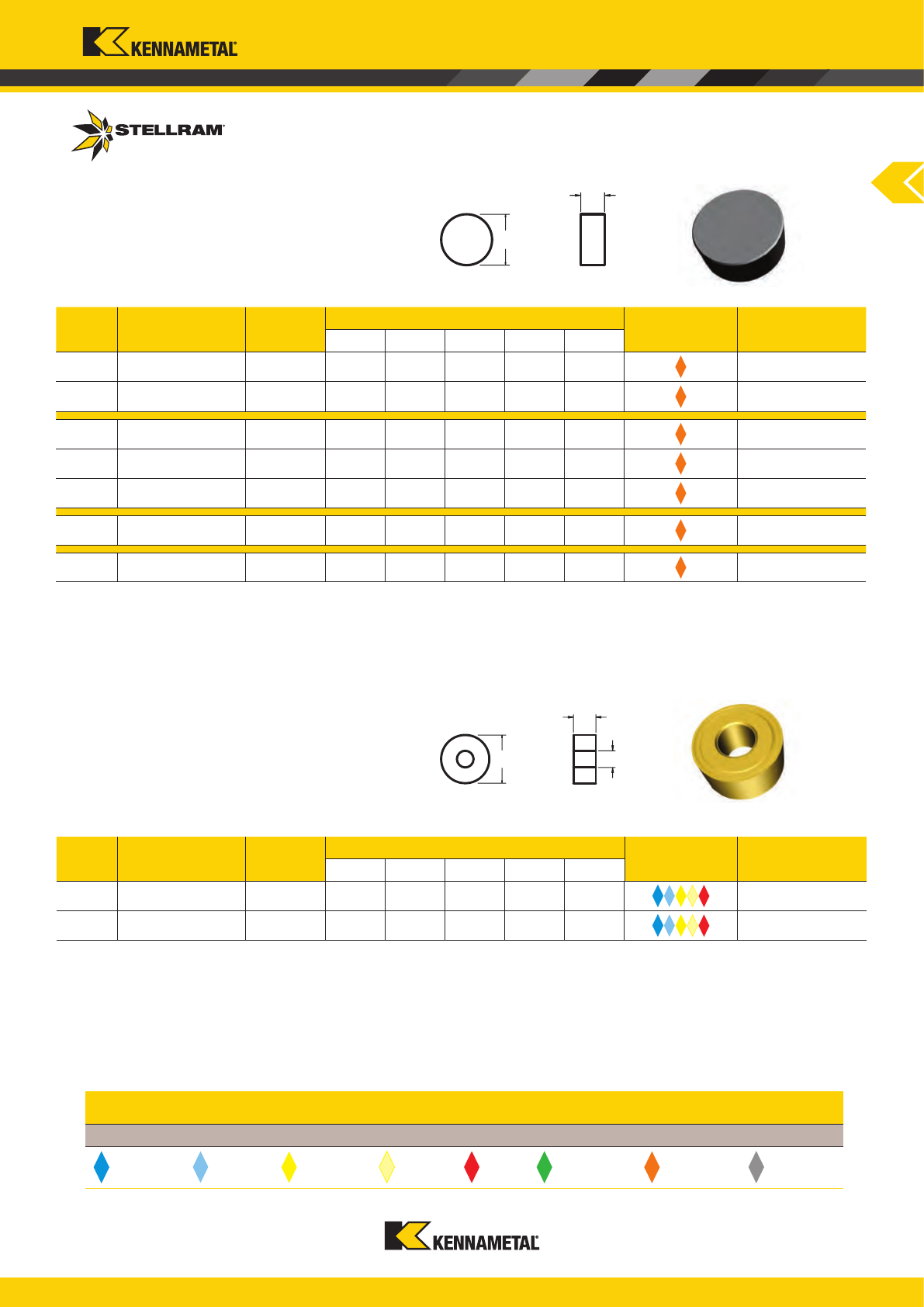
www.kennametal.com
C109
P
P
M
M
K N
S
H
032651 RNMG250900E-4T NL300 25,00 - 9,53 0,80 5,16
032652 RNMG250900E-4T NL920 25,00 - 9,53 0,80 5,16
032324 RNGN090300 E010 SA6609 9,52 - 3,18 - -
032325 RNGN090400 E010 SA6609 9,52 - 4,76 - -
032326 RNGN120400 E010 SA6609 12,70 - 4,76 - -
032327 RNGN120700 E010 SA6609 12,70 - 7,94 - -
032328 RNGN120700 E030 SA6609 12,70 - 7,94 - -
032329 RNGN150700 E010 SA6609 15,88 - 7,94 - -
032330 RNGN190700 E010 SA6609 19,05 - 7,94 - -
d
s
d
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
For Toolholders External: see page C111
Note: For edge condition refer to Grade page C29
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
R Style
Turning Inserts
RNGN
Ceramics
RNGN
4T Geometry
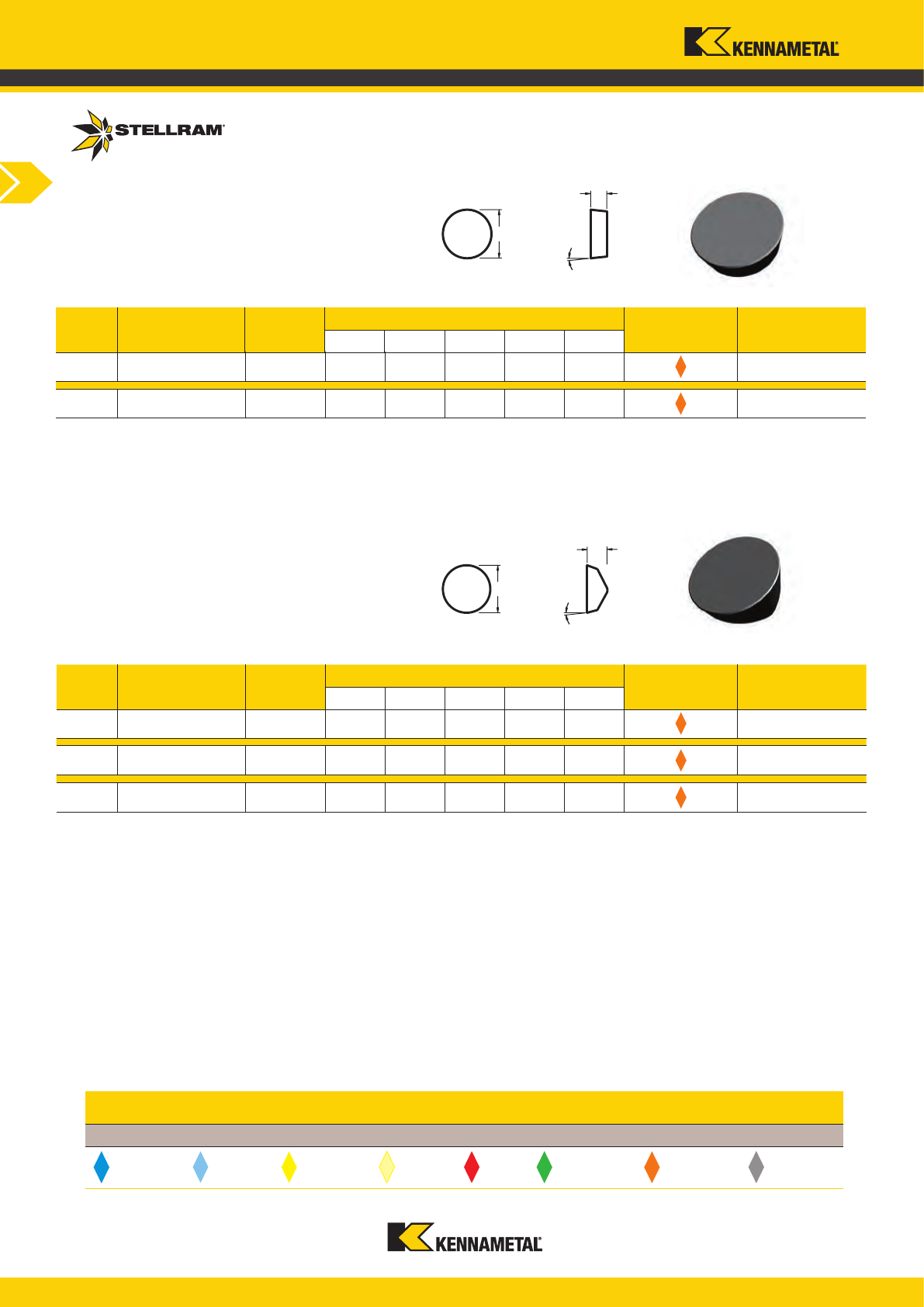
www.kennametal.com
C110
P
P
M
M
K N
S
H
032336 RPGN090300 E010 SA6609 9,52 - 3,18 - -
032337 RPGN120400 E010 SA6609 12,70 - 4,76 - -
032341 RPGX060400 E010 SA6609 6,35 - 4,76 - -
032342 RPGX090700 E010 SA6609 9,52 - 7,94 - -
032343 RPGX120700 E010 SA6609 12,70 - 7,94 - -
11°
d
s
11°
d
s
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Roughing
Roughing
Roughing
Roughing
Roughing
Note: For edge condition refer to Grade page C29
Note: For edge condition refer to Grade page C29
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r h
R Style
Turning Inserts
RPGN
Ceramics
RPGX
Ceramics
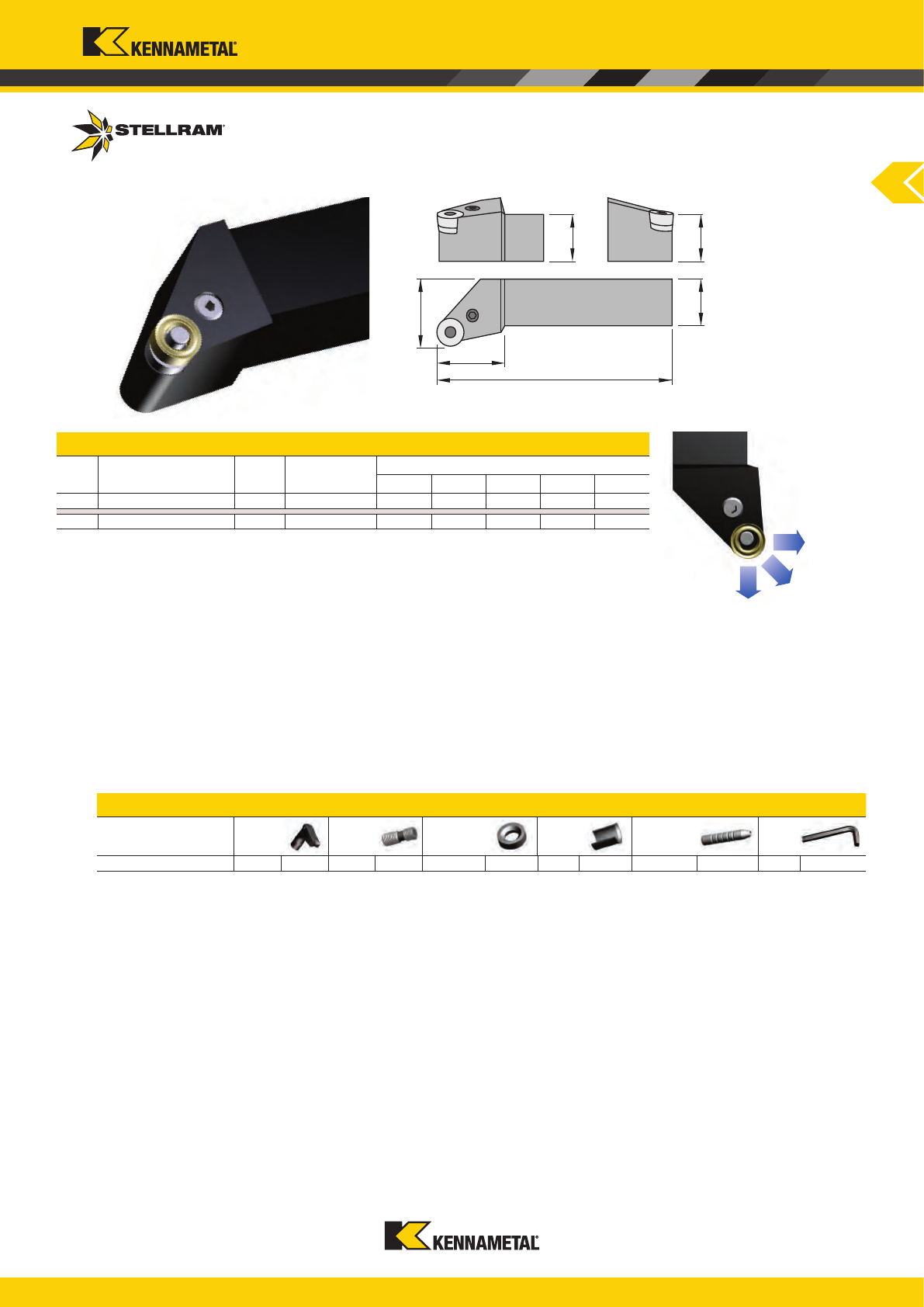
www.kennametal.com
C111
PRSNL/R 4040 S25 028408 PL8025 028409 PLS1612 034489 PA3925 028418 PC4125 034506 PCP0025 018288 KH5005
028392 PRSNL 4040 S25 RN_2509 40 40 50 250 45
028396 PRSNR 4040 S25 RN_2509 40 40 50 250 45
f
h
h
1
b
L
1
L2
Turning Inserts
LH
RH
PRSNL/R Spare Parts
Item Description
Lever
EDP
Lever
Screw
EDP
Anvil
EDP
Anvil
Clip
EDP
Clip Punch
EDP
Key
EDP
PRSN LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
P Style External Toolholder
for Negative Inserts: RN_2509
Application: Turn, Face Plunge and Prole
Axial Approach 0°
Axial -6°
Radial -6°
Proling Clearance Angle β = 42°
RH Holder Shown
R Style
External Toolholders
PRSN
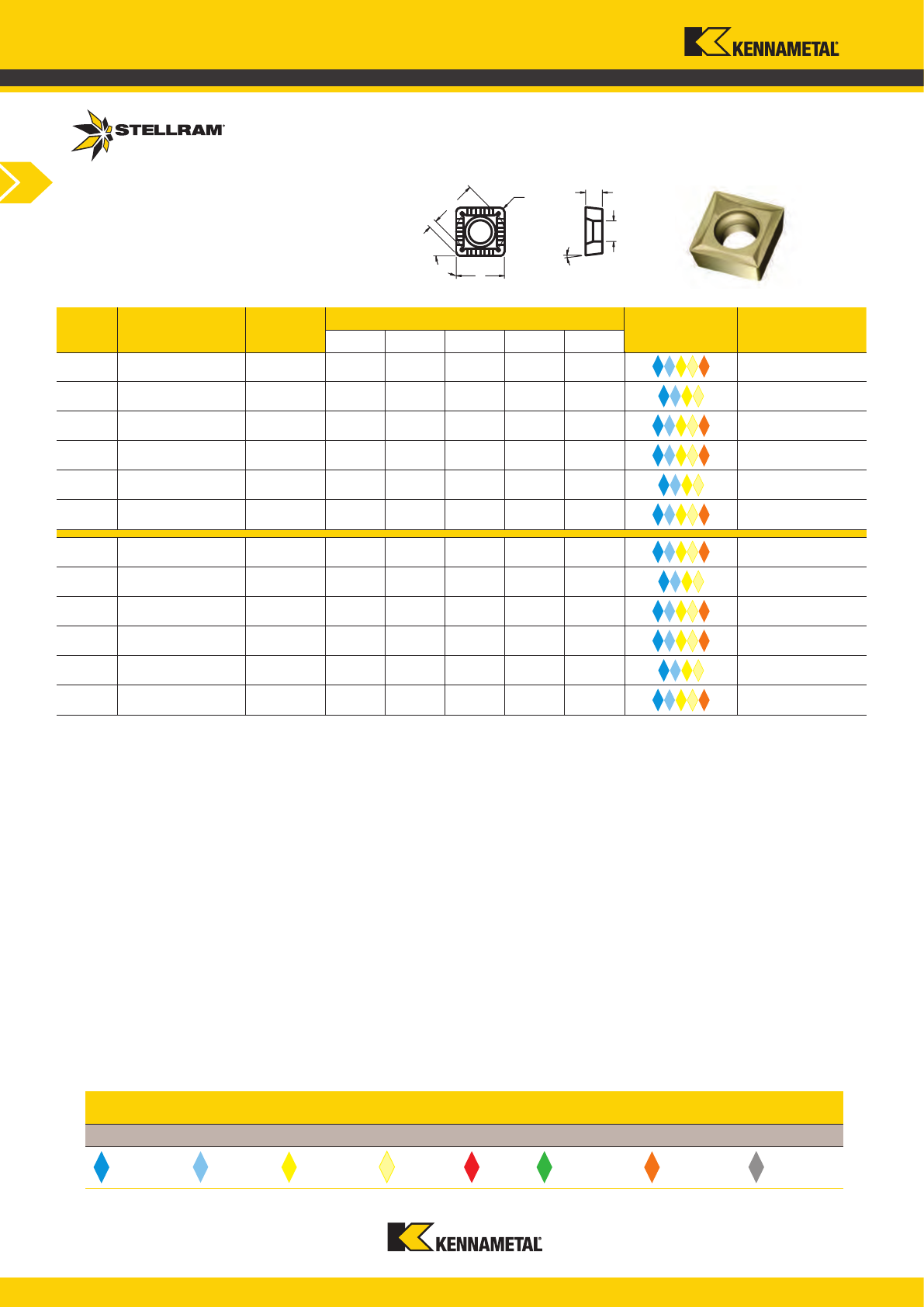
www.kennametal.com
C112
P
P
M
M
K N
S
H
032653 SCMT09T304E-73 SP4019 9,53 9,53 3,97 0,40 4,40
032654 SCMT09T304E-73 NL300 9,53 9,53 3,97 0,40 4,40
032655 SCMT09T304E-73 NL920 9,53 9,53 3,97 0,40 4,40
030484 SCMT09T308E-73 SP4019 9,53 9,53 3,97 0,80 4,40
032656 SCMT09T308E-73 NL300 9,53 9,53 3,97 0,80 4,40
032657 SCMT09T308E-73 NL920 9,53 9,53 3,97 0,80 4,40
032658 SCMT12M504E-73 SP4019 12,70 12,70 5,00 0,40 5,50
032659 SCMT12M504E-73 NL300 12,70 12,70 5,00 0,40 5,50
032660 SCMT12M504E-73 NL920 12,70 12,70 5,00 0,40 5,50
032661 SCMT12M508E-73 SP4019 12,70 12,70 5,00 0,80 5,50
032662 SCMT12M508E-73 NL300 12,70 12,70 5,00 0,80 5,50
032663 SCMT12M508E-73 NL920 12,70 12,70 5,00 0,80 5,50
90° 7°
m
d
r
s
h
I
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
For Toolholders External: see page C113 | Internal: see page C114
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
S Style
Turning Inserts
SCMT
-73 Geometry
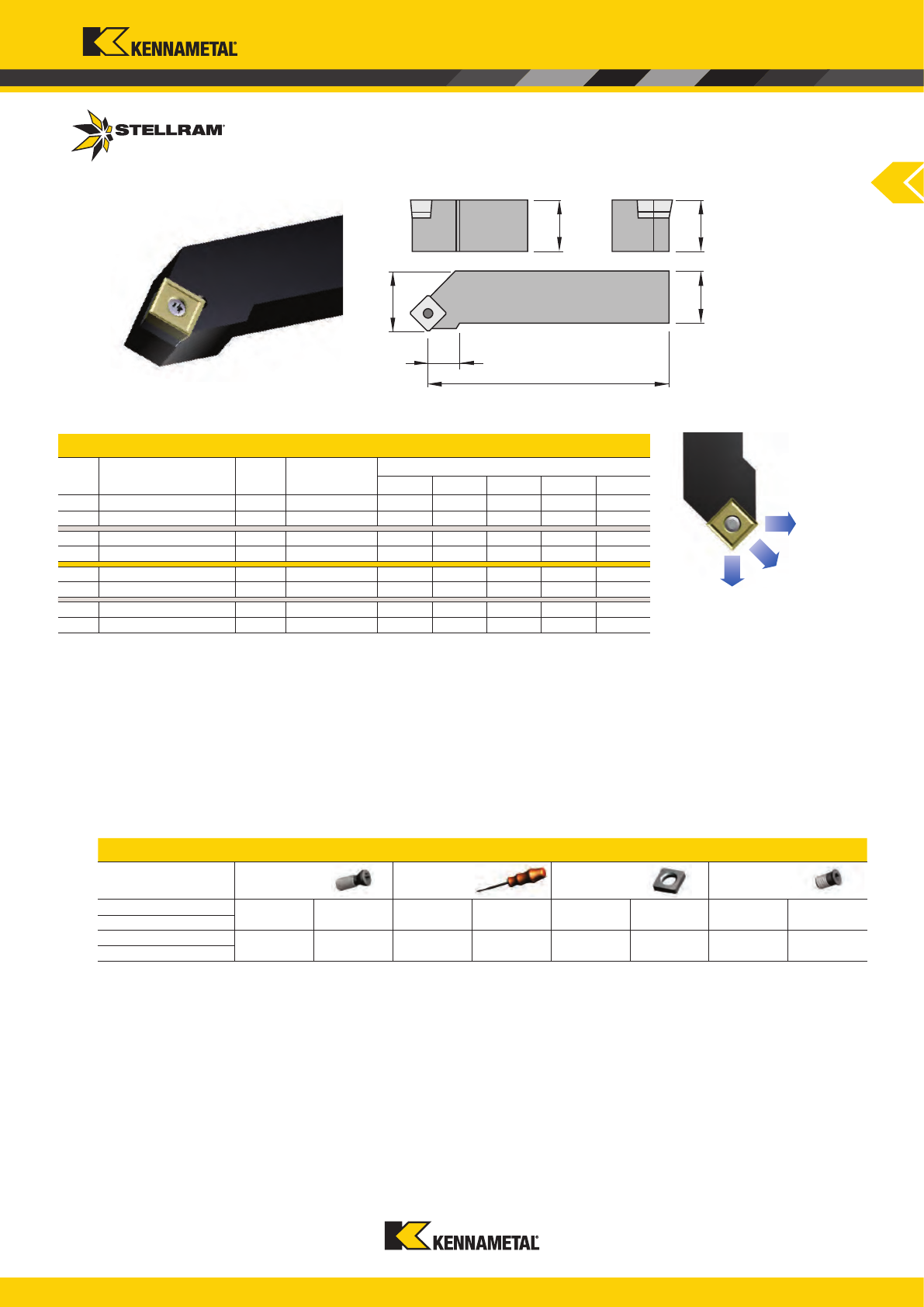
www.kennametal.com
C113
f
h
h
1
b
L
1
L2
SSSCL/R 1212 F09
015262 D4010T 015240 T15 - - - -
SSSCL/R 1616 H09
SSSCL/R 2020 K12
034500 1540 034577 K5517 028738 SA3514 028739 SAS1760
SSSCL/R 2525 M12
028605 SSSCL 1212 F09 SCMT09T3 12 12 16 80 20
028606 SSSCL 1616 H09 SCMT09T3 16 16 20 100 22
028609 SSSCR 1212 F09 SCMT09T3 12 12 16 80 20
028610 SSSCR 1616 H09 SCMT09T3 16 16 20 100 22
028607 SSSCL 2020 K12 SCMT12M5 20 20 25 125 25
028608 SSSCL 2525 M12 SCMT12M5 25 25 32 150 28
028611 SSSCR 2020 K12 SCMT12M5 20 20 25 125 25
028612 SSSCR 2525 M12 SCMT12M5 25 25 32 150 28
Turning Inserts
LH
LH
RH
RH
LH
LH
RH
RH
SSSC LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
SSSCL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
Inserts - SCMT09T3 & 12M5
S Style External Toolholder
for Positive Inserts
SCMT09T3 & SCMT12M5
Application: Turning, Plunge and Prole
Approach Angle 45°
Axial 0°
Radial 0°
Prolling Clearance Angle β = 42°
RH Holder Shown
S Style
External Toolholders
SSSC 45°
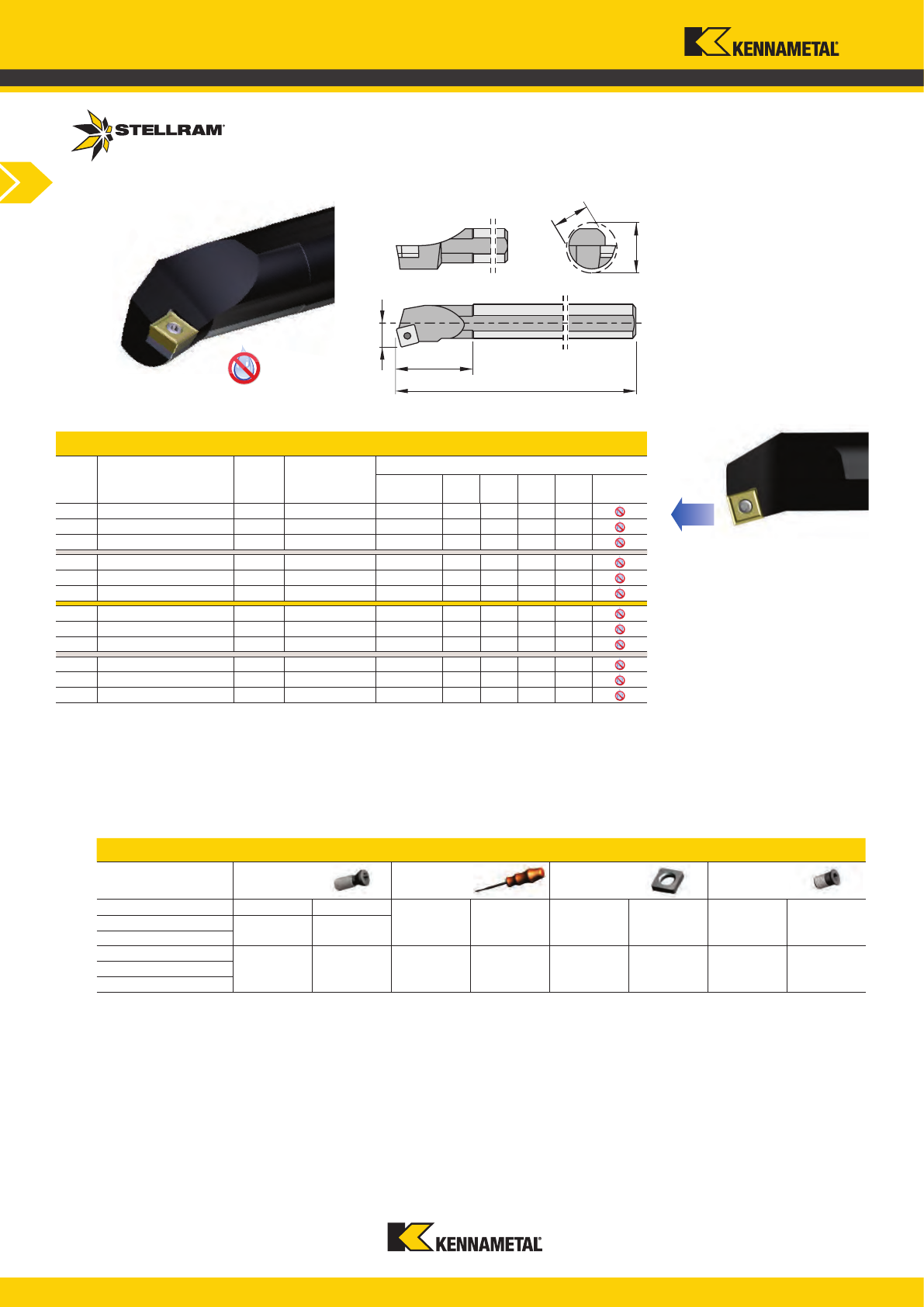
www.kennametal.com
C114
L1
L
2
f
D
A
S16R SSKCL/R 09 034499 1440
015240 T15 - - - -
S20S SSKCL/R 09
015262 D4010T
S25T SSKCL/R 09
S32U SSKCL/R 12
034500 1540 034577 K5517 028738 SA3514 028739 SAS1760*S40V SSKCL/R 12
*S50W SSKCL/R 12
033549 S16R SSKCL 09 SC_09T3 20 16 11 200 31
033550 S20S SSKCL 09 SC_09T3 24 20 13 250 36
033551 S25T SSKCL 09 SC_09T3 31 25 17 300 42
033552 S16R SSKCR 09 SC_09T3 20 16 11 200 31
033553 S20S SSKCR 09 SC_09T3 24 20 13 250 36
033554 S25T SSKCR 09 SC_09T3 31 25 17 300 42
033555 S32U SSKCL 12 SC_12M5 39 32 22 350 45
033556 *S40V SSKCL 12 SC_12M5 48 40 27 400 50
033557 *S50W SSKCL 12 SC_12M5 61 50 35 450 50
033558 S32U SSKCR 12 SC_12M5 39 32 22 350 45
033559 *S40V SSKCR 12 SC_12M5 48 40 27 400 50
033560 *S50W SSKCR 12 SC_12M5 61 50 35 450 50
Turning Inserts
LH
LH
LH
RH
RH
RH
LH
LH
LH
RH
RH
RH
* Note these items are on an extended delivery time
* Note these items are on an extended delivery time
S.. SSKC LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L1 L2
Through
Coolant
S.. SSKCL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style Internal Boring Bar
for Positive Inserts:
SCMT09T3 & SCMT12M5
Application: I/D Boring
Axial Approach: 75°
Axial 0°
Radial -8°
Prolling Clearance Angle β = 12°
RH Bar Shown
S Style
Internal Boring Bars
SSKC 75°
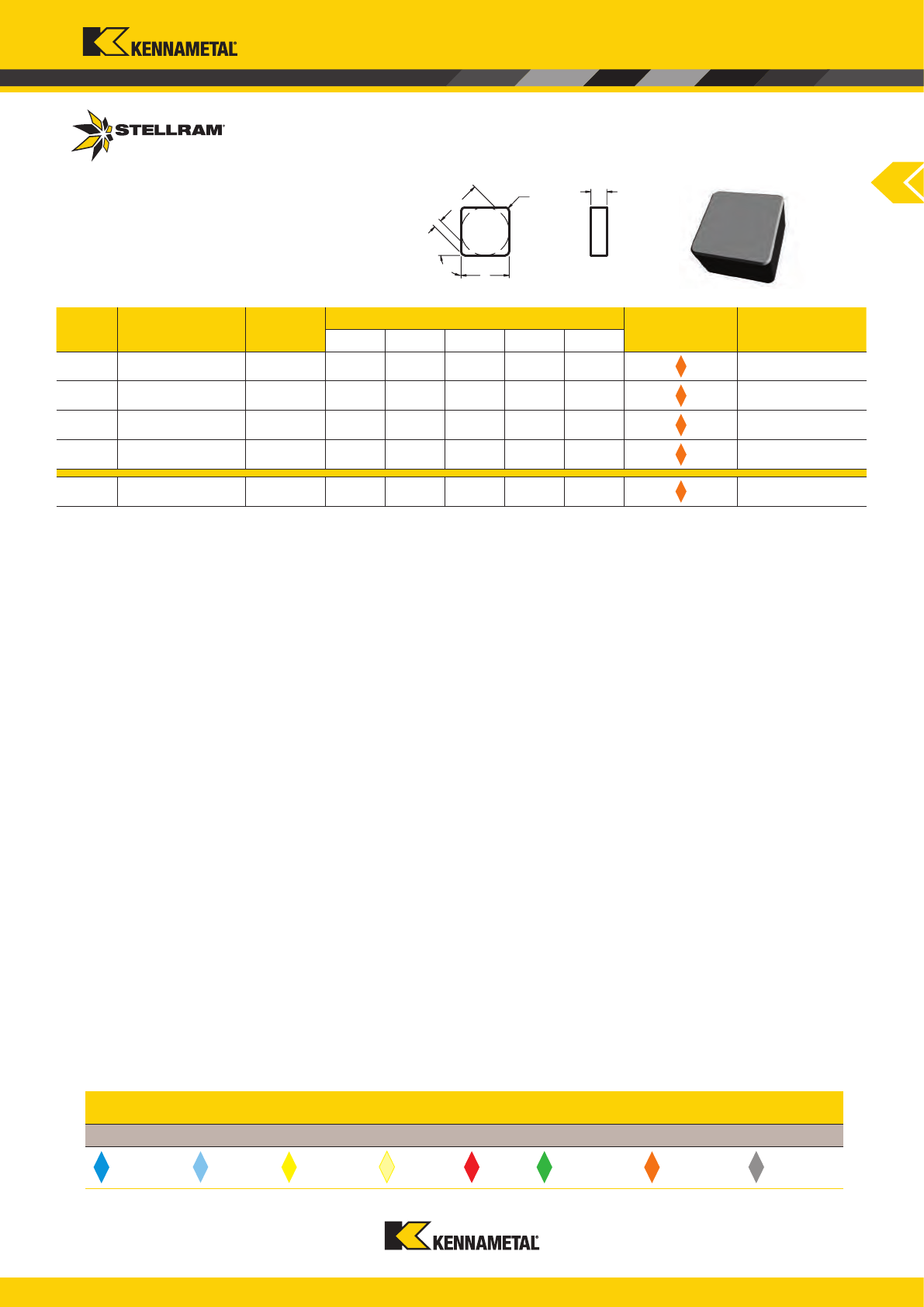
www.kennametal.com
C115
P
P
M
M
K N
S
H
Turning Inserts
032331 SNGN120408 E010 SA6609 12,70 12,70 4,76 0,80 -
032332 SNGN120412 E010 SA6609 12,70 12,70 4,76 1,20 -
032333 SNGN120708 E010 SA6609 12,70 12,70 7,94 0,80 -
032334 SNGN120712 E010 SA6609 12,70 12,70 7,94 1,20 -
032335 SNGN190616 E010 SA6609 19,05 19,05 6,35 1,60 -
90°
m
d
r
I
s
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Roughing
Roughing
Roughing
Roughing
Roughing
Note: For edge condition refer to Grade page C29
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
S Style
Turning Inserts
SNGN
Ceramics
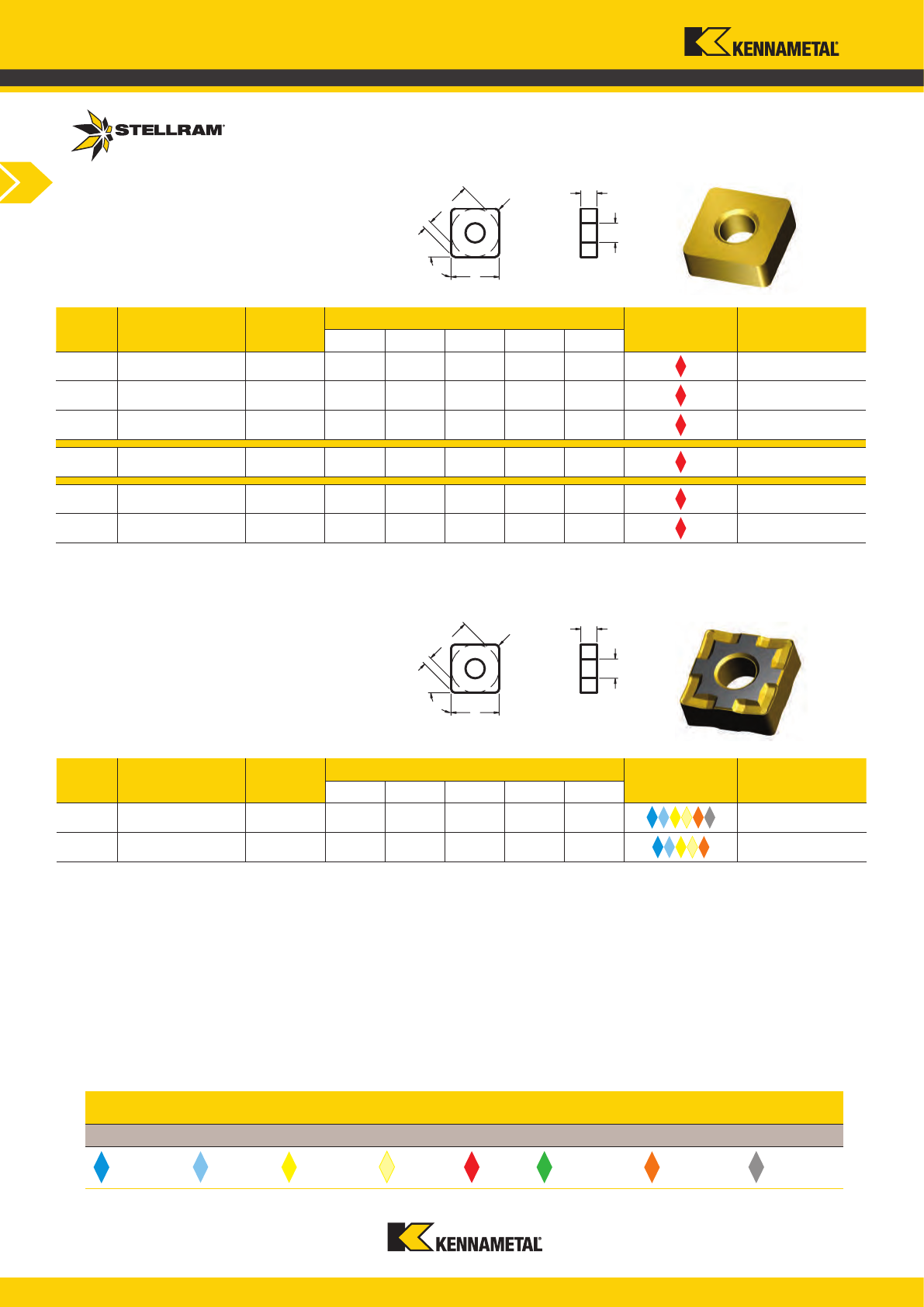
www.kennametal.com
C116
P
P
M
M
K N
S
H
032664 SNMA120408E NL250 12,70 12,70 4,76 0,80 5,16
032665 SNMA120412E NL250 12,70 12,70 4,76 1,20 5,16
032666 SNMA120416E NL250 12,70 12,70 4,76 1,60 5,16
032667 SNMA150612E NL250 15,88 15,88 6,35 1,20 6,35
032668 SNMA190616E NL250 19,05 19,05 6,35 1,60 7,94
032669 SNMA190632E NL250 19,05 19,05 6,35 3,20 7,94
030878 SNMG120408E-1B SP0819 12,70 12,70 4,76 0,80 5,16
032670 SNMG120408E-1B NL250 12,70 12,70 4,76 0,80 5,16
90°
m
d
r
I
s
h
90°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Finishing
Finishing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
For Toolholders External: see pages C124 - C127 | Internal: see page C128
For Toolholders External: see pages C124 - C127 | Internal: see page C128
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
S Style
Turning Inserts
SNMA
Flat Top
SNMG
1B Geometry
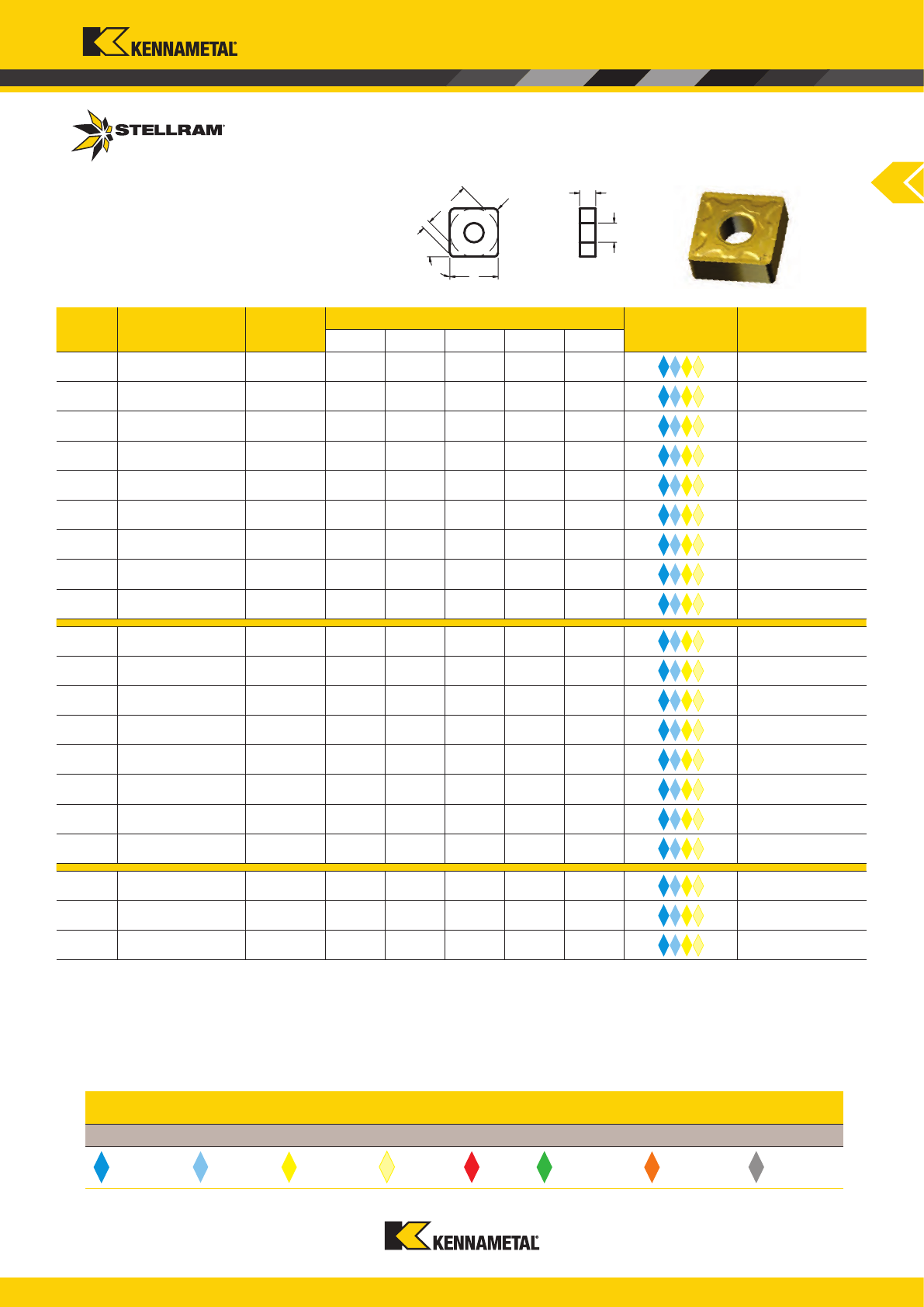
www.kennametal.com
C117
P
P
M
M
K N
S
H
Turning Inserts
032671 SNMG120408E-2N NL250 12,70 12,70 4,76 0,80 5,16
032672 SNMG120408E-2N NL300 12,70 12,70 4,76 0,80 5,16
032673 SNMG120408E-2N NL920 12,70 12,70 4,76 0,80 5,16
032674 SNMG120412E-2N NL250 12,70 12,70 4,76 1,20 5,16
032675 SNMG120412E-2N NL300 12,70 12,70 4,76 1,20 5,16
032676 SNMG120412E-2N NL920 12,70 12,70 4,76 1,20 5,16
032677 SNMG120416E-2N NL250 12,70 12,70 4,76 1,60 5,16
032678 SNMG120416E-2N NL300 12,70 12,70 4,76 1,60 5,16
032679 SNMG120416E-2N NL920 12,70 12,70 4,76 1,60 5,16
032680 SNMG150608E-2N NL250 15,88 15,88 6,35 0,80 6,35
032681 SNMG150608E-2N NL300 15,88 15,88 6,35 0,80 6,35
032682 SNMG150608E-2N NL920 15,88 15,88 6,35 0,80 6,35
032683 SNMG150612E-2N NL250 15,88 15,88 6,35 1,20 6,35
032684 SNMG150612E-2N NL300 15,88 15,88 6,35 1,20 6,35
032685 SNMG150612E-2N NL920 15,88 15,88 6,35 1,20 6,35
032686 SNMG150616E-2N NL250 15,88 15,88 6,35 1,60 6,35
032687 SNMG150616E-2N NL300 15,88 15,88 6,35 1,60 6,35
032688 SNMG190612E-2N NL920 19,05 19,05 6,35 1,20 7,94
032689 SNMG190616E-2N NL300 19,05 19,05 6,35 1,60 7,94
032690 SNMG190616E-2N NL920 19,05 19,05 6,35 1,60 7,94
90°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
For Toolholders External: see pages C124 - C127 | Internal: see page C128
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
S Style
Turning Inserts
SNMG
2N Geometry
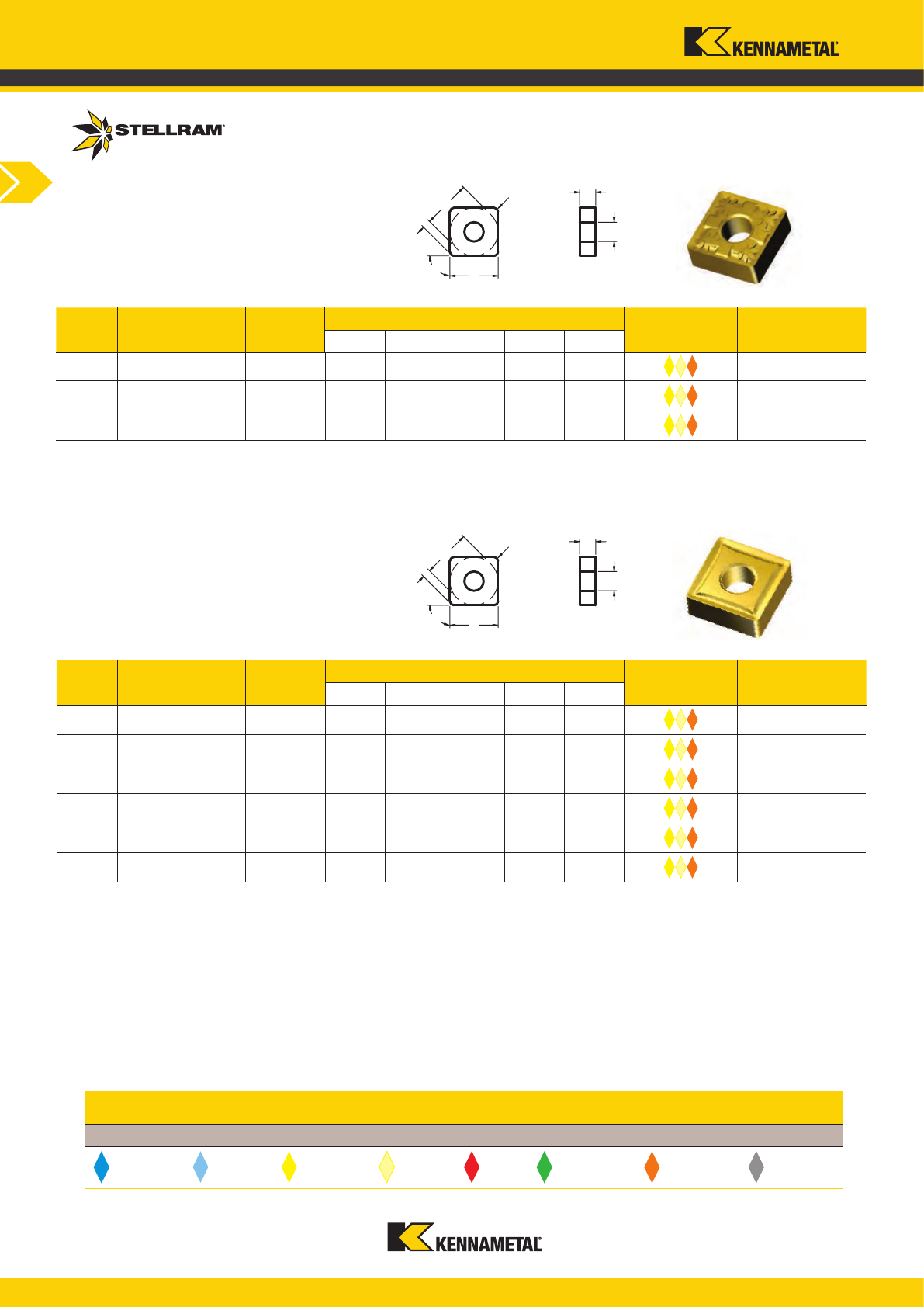
www.kennametal.com
C118
P
P
M
M
K N
S
H
032691 SNMG120408E-3J SP4019 12,70 12,70 4,76 0,80 5,16
032692 SNMG120412E-3J SP4019 12,70 12,70 4,76 1,20 5,16
032693 SNMG120416E-3J SP4019 12,70 12,70 4,76 1,60 5,16
031578 SNMG120408E-4E SP0819 12,70 12,70 4,76 0,80 5,16
032694 SNMG120408E-4E NL400 12,70 12,70 4,76 0,80 5,16
031658 SNMG120412E-4E SP0819 12,70 12,70 4,76 1,20 5,16
032695 SNMG120412E-4E NL400 12,70 12,70 4,76 1,20 5,16
031696 SNMG120416E-4E SP0819 12,70 12,70 4,76 1,60 5,16
032696 SNMG120416E-4E NL400 12,70 12,70 4,76 1,60 5,16
90°
m
d
r
I
s
h
90°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Medium
Medium
Medium
For Toolholders External: see pages C124 - C127 | Internal: see page C128
For Toolholders External: see pages C124 - C127 | Internal: see page C128
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
S Style
Turning Inserts
SNMG
3J Geometry
SNMG
4E Geometry
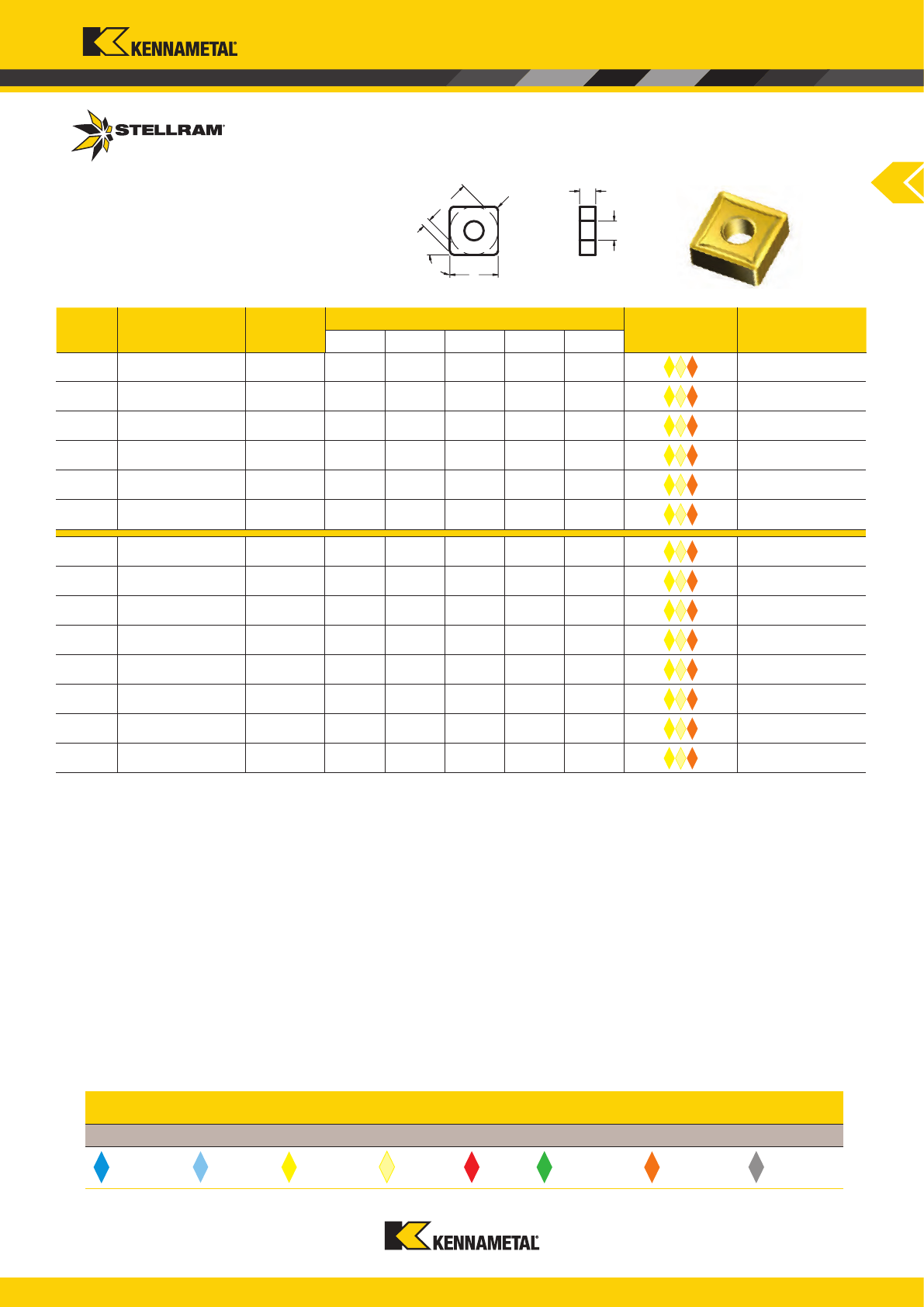
www.kennametal.com
C119
P
P
M
M
K N
S
H
Turning Inserts
030527 SNMG150608E-4E SP0819 15,88 15,88 6,35 0,80 6,35
032697 SNMG150608E-4E NL400 15,88 15,88 6,35 0,80 6,35
030528 SNMG150612E-4E SP0819 15,88 15,88 6,35 1,20 6,35
032698 SNMG150612E-4E NL400 15,88 15,88 6,35 1,20 6,35
030529 SNMG150616E-4E SP0819 15,88 15,88 6,35 1,60 6,35
032699 SNMG150616E-4E NL400 15,88 15,88 6,35 1,60 6,35
030530 SNMG190608E-4E SP0819 19,05 19,05 6,35 0,80 7,94
032700 SNMG190608E-4E NL400 19,05 19,05 6,35 0,80 7,94
030531 SNMG190612E-4E SP0819 19,05 19,05 6,35 1,20 7,94
032701 SNMG190612E-4E NL400 19,05 19,05 6,35 1,20 7,94
032362 SNMG190616E-4E NL400 19,05 19,05 6,35 1,60 7,94
030532 SNMG190616E-4E SP0819 19,05 19,05 6,35 1,60 7,94
030533 SNMG190624E-4E SP0819 19,05 19,05 6,35 2,40 7,94
032703 SNMG190624E-4E NL400 19,05 19,05 6,35 2,40 7,94
90°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
For Toolholders External: see pages C124 - C127 | Internal: see page C128
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
S Style
Turning Inserts
SNMG
4E Geometry
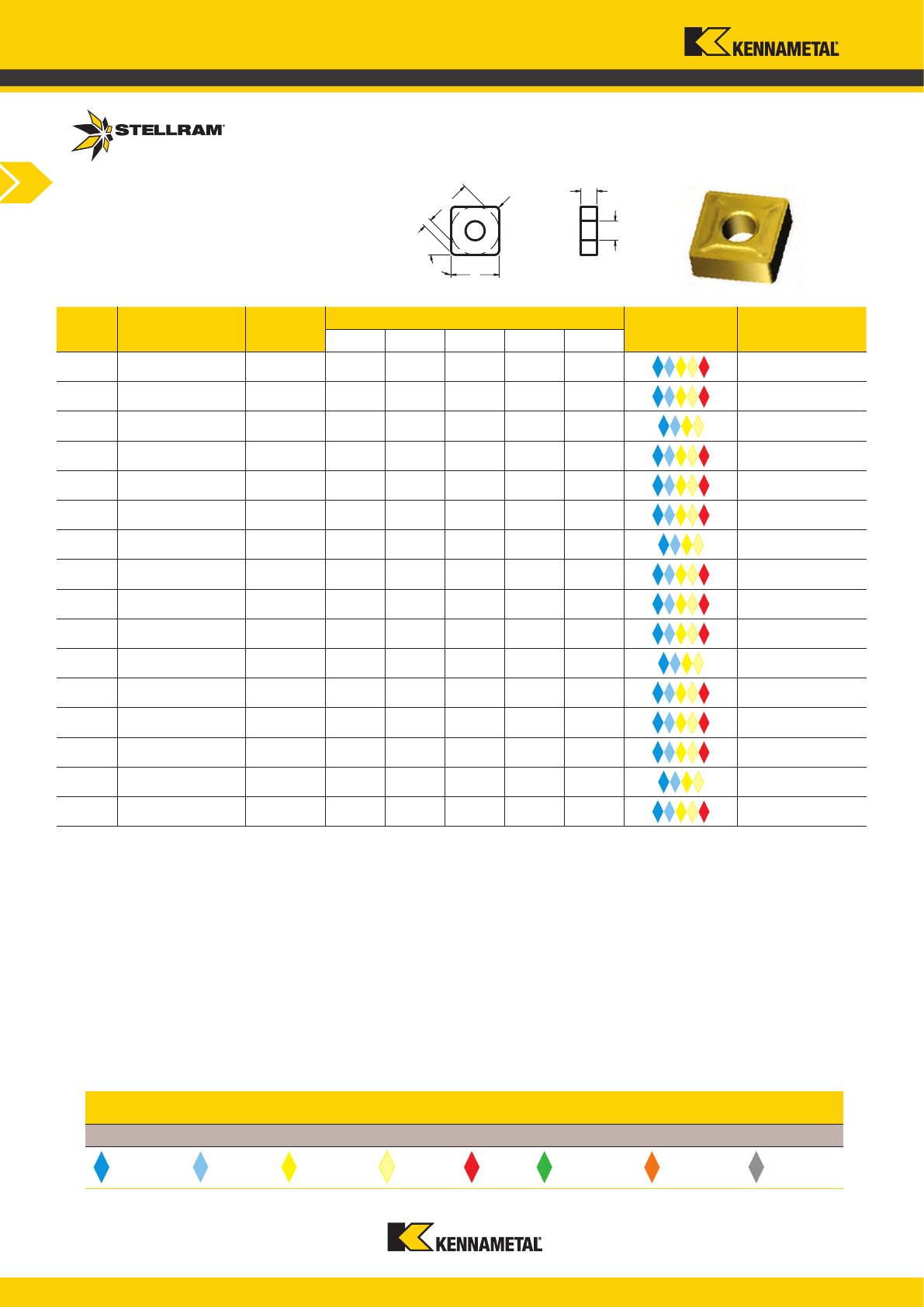
www.kennametal.com
C120
P
P
M
M
K N
S
H
032704 SNMG120404E-4T NL250 12,70 12,70 4,76 0,40 5,16
032705 SNMG120404E-4T NL300 12,70 12,70 4,76 0,40 5,16
032706 SNMG120404E-4T NL400 12,70 12,70 4,76 0,40 5,16
032707 SNMG120404E-4T NL920 12,70 12,70 4,76 0,40 5,16
032708 SNMG120408E-4T NL250 12,70 12,70 4,76 0,80 5,16
032709 SNMG120408E-4T NL300 12,70 12,70 4,76 0,80 5,16
032710 SNMG120408E-4T NL400 12,70 12,70 4,76 0,80 5,16
032711 SNMG120408E-4T NL920 12,70 12,70 4,76 0,80 5,16
032712 SNMG120412E-4T NL250 12,70 12,70 4,76 1,20 5,16
032713 SNMG120412E-4T NL300 12,70 12,70 4,76 1,20 5,16
032714 SNMG120412E-4T NL400 12,70 12,70 4,76 1,20 5,16
032715 SNMG120412E-4T NL920 12,70 12,70 4,76 1,20 5,16
032716 SNMG120416E-4T NL250 12,70 12,70 4,76 1,60 5,16
032717 SNMG120416E-4T NL300 12,70 12,70 4,76 1,60 5,16
032718 SNMG120416E-4T NL400 12,70 12,70 4,76 1,60 5,16
032719 SNMG120416E-4T NL920 12,70 12,70 4,76 1,60 5,16
90°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
For Toolholders External: see pages C124 - C127 | Internal: see page C128
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
S Style
Turning Inserts
SNMG
4T Geometry
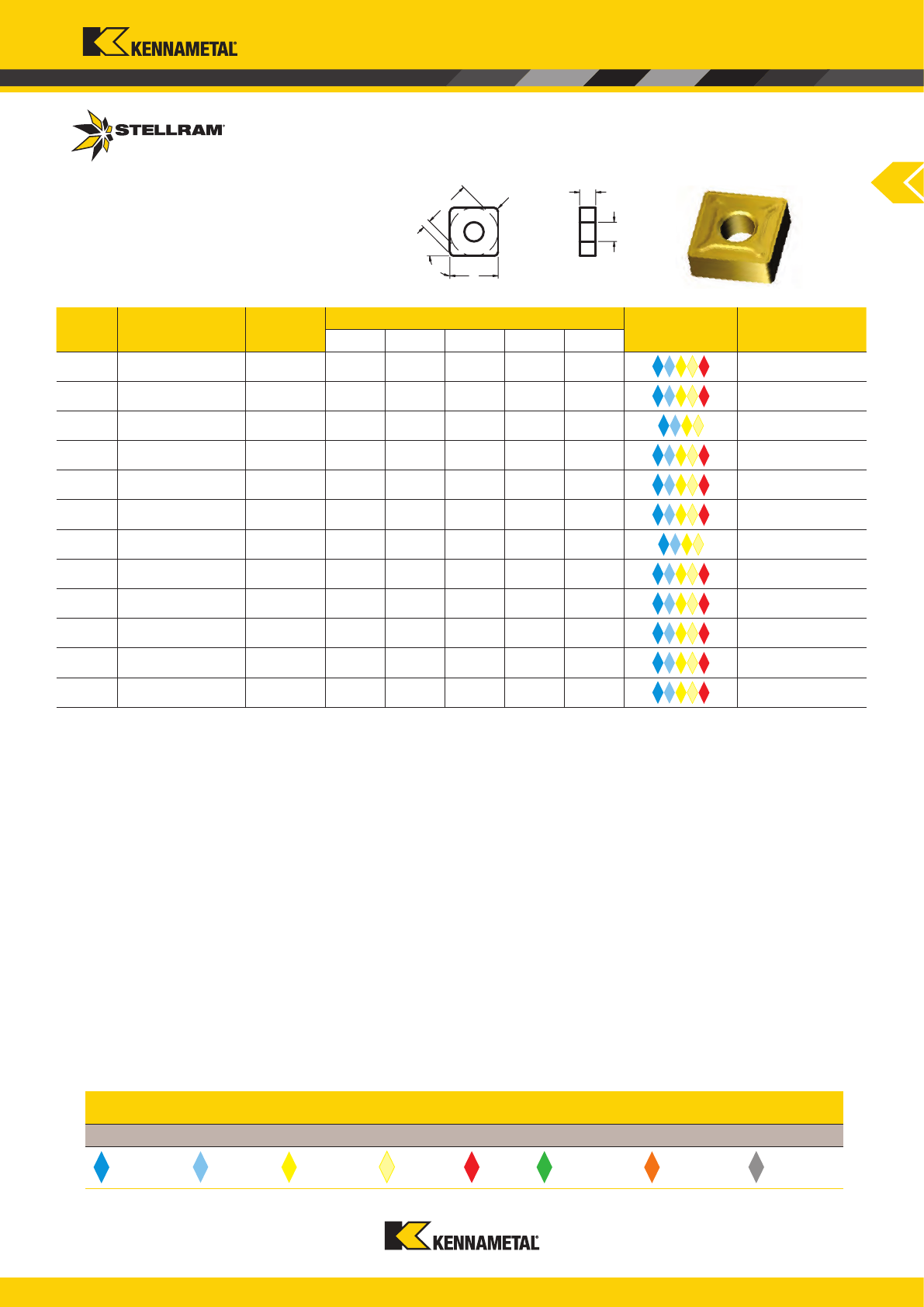
www.kennametal.com
C121
P
P
M
M
K N
S
H
Turning Inserts
032720 SNMG150608E-4T NL250 15,88 15,88 6,35 0,80 6,35
032721 SNMG150608E-4T NL300 15,88 15,88 6,35 0,80 6,35
032722 SNMG150608E-4T NL400 15,88 15,88 6,35 0,80 6,35
032723 SNMG150608E-4T NL920 15,88 15,88 6,35 0,80 6,35
032724 SNMG150612E-4T NL250 15,88 15,88 6,35 1,20 6,35
032725 SNMG150612E-4T NL300 15,88 15,88 6,35 1,20 6,35
032726 SNMG150612E-4T NL400 15,88 15,88 6,35 1,20 6,35
032727 SNMG150612E-4T NL920 15,88 15,88 6,35 1,20 6,35
032728 SNMG150616E-4T NL250 15,88 15,88 6,35 1,60 6,35
032729 SNMG150616E-4T NL300 15,88 15,88 6,35 1,60 6,35
032730 SNMG150616E-4T NL400 15,88 15,88 6,35 1,60 6,35
032731 SNMG150616E-4T NL920 15,88 15,88 6,35 1,60 6,35
90°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
For Toolholders External: see pages C124 - C127 | Internal: see page C128
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
S Style
Turning Inserts
SNMG
4T Geometry
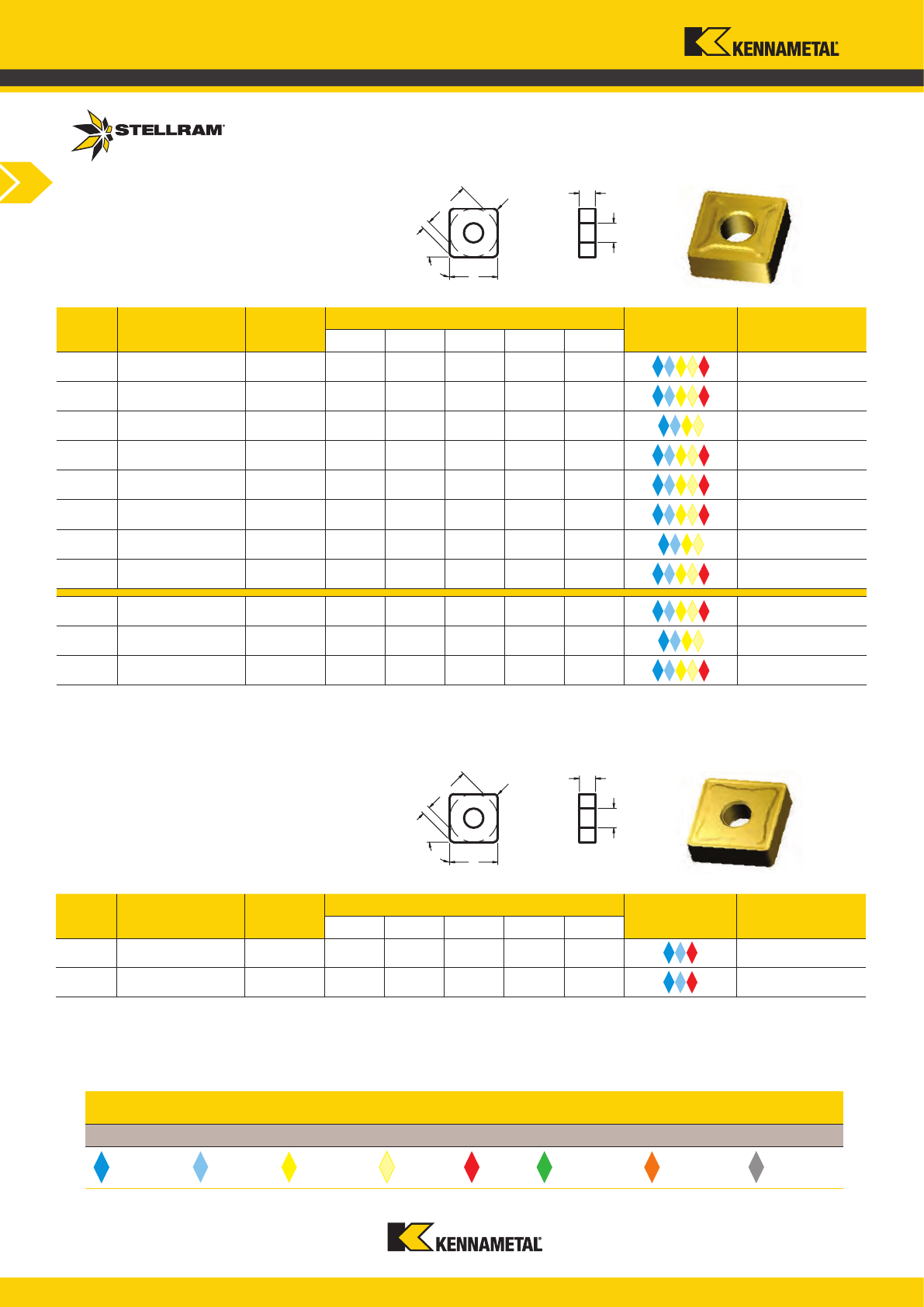
www.kennametal.com
C122
P
P
M
M
K N
S
H
032732 SNMG190612E-4T NL250 19,05 19,05 6,35 1,20 7,94
032733 SNMG190612E-4T NL300 19,05 19,05 6,35 1,20 7,94
032734 SNMG190612E-4T NL400 19,05 19,05 6,35 1,20 7,94
032735 SNMG190612E-4T NL920 19,05 19,05 6,35 1,20 7,94
032736 SNMG190616E-4T NL250 19,05 19,05 6,35 1,60 7,94
032737 SNMG190616E-4T NL300 19,05 19,05 6,35 1,60 7,94
032738 SNMG190616E-4T NL400 19,05 19,05 6,35 1,60 7,94
032739 SNMG190616E-4T NL920 19,05 19,05 6,35 1,60 7,94
032740 SNMG250924E-4T NL300 25,40 25,40 9,53 2,40 9,12
032741 SNMG250924E-4T NL400 25,40 25,40 9,53 2,40 9,12
032742 SNMG250924E-4T NL920 25,40 25,40 9,53 2,40 9,12
90°
m
d
r
I
s
h
032743 SNMG120408E-4U NL200 12,70 12,70 4,76 0,80 5,16
032744 SNMG120412E-4U NL200 12,70 12,70 4,76 1,20 5,16
90°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
For Toolholders External: see pages C124 - C127 | Internal: see page C128
For Toolholders External: see pages C124 - C127 | Internal: see page C128
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
S Style
Turning Inserts
SNMG
4T Geometry
SNMG
4U Geometry
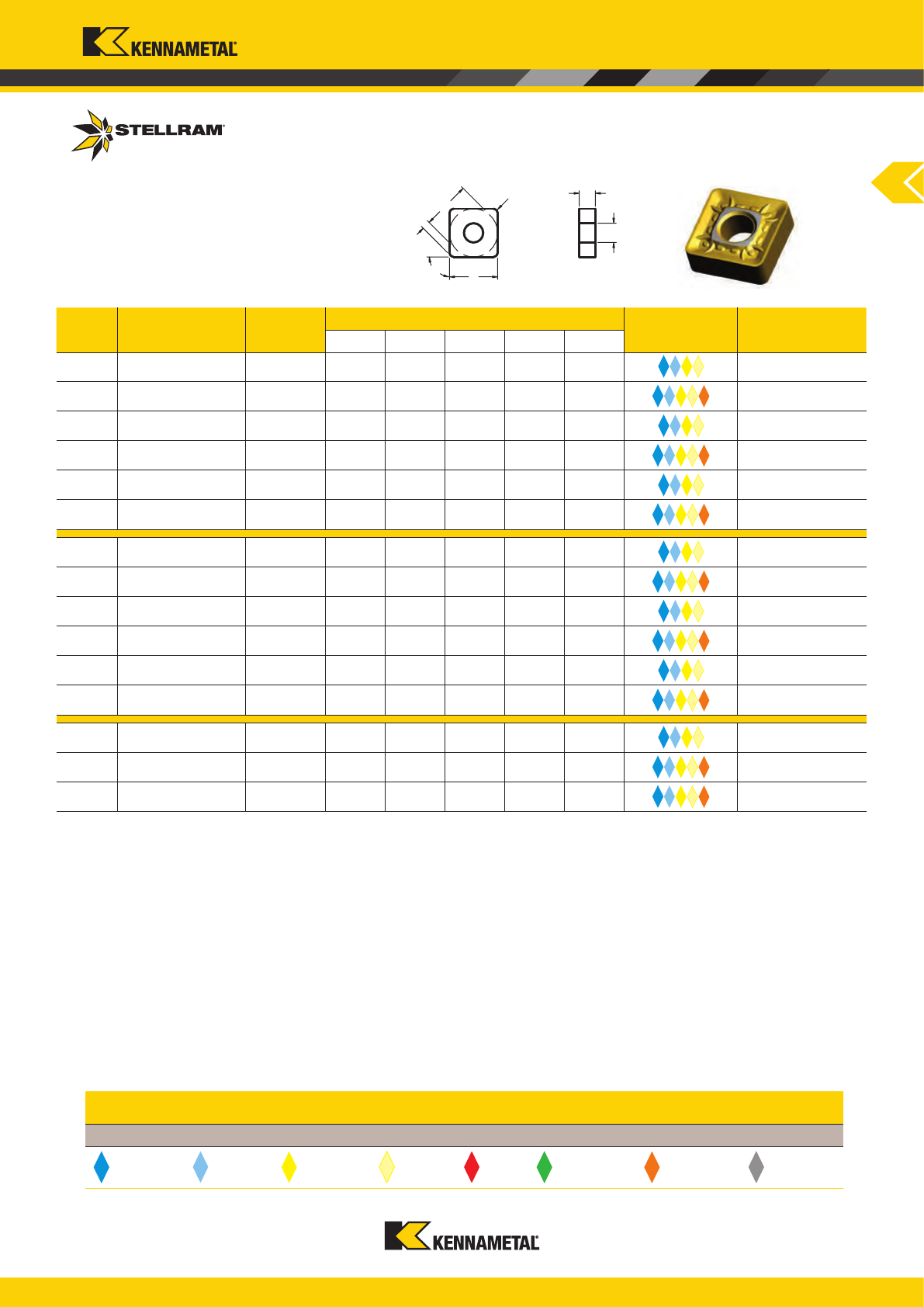
www.kennametal.com
C123
P
P
M
M
K N
S
H
Turning Inserts
031690 SNMM150612E 5R NL300 15,88 15,88 6,35 1,20 6,35
031674 SNMM150612E-5R NL400 15,88 15,88 6,35 1,20 6,35
031691 SNMM150616E-5R NL300 15,88 15,88 6,35 1,60 6,35
031675 SNMM150616E 5R NL400 15,88 15,88 6,35 1,60 6,35
031692 SNMM150624E-5R NL300 15,88 15,88 6,35 2,40 6,35
031676 SNMM150624E-5R NL400 15,88 15,88 6,35 2,40 6,35
031693 SNMM190612E-5R NL300 19,05 19,05 6,35 1,20 7,94
031677 SNMM190612E-5R NL400 19,05 19,05 6,35 1,20 7,94
031694 SNMM190616E-5R NL300 19,05 19,05 6,35 1,60 7,94
031678 SNMM190616E-5R NL400 19,05 19,05 6,35 1,60 7,94
031695 SNMM190624E-5R NL300 19,05 19,05 6,35 2,40 7,94
031679 SNMM190624E-5R NL400 19,05 19,05 6,35 2,40 7,94
031681 SNMM250924E-5R NL300 25,40 25,40 9,53 2,40 9,12
032750 SNMM250924E-5R NL400 25,40 25,40 9,53 2,40 9,12
031680 SNMM250924E-5R NL920 25,40 25,40 9,53 2,40 9,12
90°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
For Toolholders External: see pages C124 - C127 | Internal: see page C128
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
S Style
Turning Inserts
SNMM
5R Geometry

www.kennametal.com
C124
f
h
h
1
b
L
1
L
2
PSKNL/R 2020 K 12
017443 8012 017448 1608 017460 PA3512 017453 PC4112 028054 PCP0012
018286 KH5003
PSKNL/R 2525 M12
PSKNL/R 3225 P12
PSKNL/R 2525 M15
017445 8016 017450 1618 017461 PA3515 028051 PC4115 034505 PCP0015
PSKNL/R 3232 P15
*PSKNL/R 4040 S19 017446 8019 017451 1610 017462 PA3519 017455 PC4119 028056 PCP0019 018287 KH5004
*PSKNL/R 5050 T25 028408 8025 028409 1612 028416 PA3525 028418 PC4125 034506 PCP0025 018288 KH5005
017165 PSKNL 2020 K 12 SN_1204 20 20 25 125 28
017167 PSKNL 2525 M12 SN_1204 25 25 32 150 28
017169 PSKNL 3225 P12 SN_1204 32 25 32 170 34
017166 PSKNR 2020 K 12 SN_1204 20 20 25 125 28
017168 PSKNR 2525 M12 SN_1204 25 25 32 150 28
017170 PSKNR 3225 P12 SN_1204 32 25 32 170 34
024735 PSKNL 2525 M15 SN_1506 25 25 32 150 34
028429 PSKNL 3232 P15 SN_1506 32 32 40 170 42
024739 PSKNR 2525 M15 SN_1506 25 25 32 150 34
023289 PSKNR 3232 P15 SN_1506 32 32 40 170 42
024738 *PSKNL 4040 S19 SN_1906 40 40 50 250 45
024741 *PSKNR 4040 S19 SN_1906 40 40 50 250 45
033352 *PSKNL 5050 T25 SN_2509 50 50 60 300 45
033353 *PSKNR 5050 T25 SN_2509 50 50 60 300 45
Turning Inserts
LH
LH
LH
RH
RH
RH
LH
LH
RH
RH
LH
RH
LH
RH
* Non Stock Items, subject to extended delivery time
* Non Stock Items, subject to extended delivery time
PSKNL/R Spare Parts
Item Description
Lever
EDP
Lever
Screw
EDP
Anvil
EDP
Anvil
Clip
EDP
Clip Punch
EDP
Key
EDP
PSKN LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
P Style External Toolholder
for Negative Inserts:
SN_1204, SN_1506, SN_1906 & SN_2507
Application: Facing
Axial Approach 75°
Axial -4,25°
Radial -7,25°
Proling Clearance Angle β = 0°
RH Holder Shown
S Style
External Toolholders
PSKN 75°
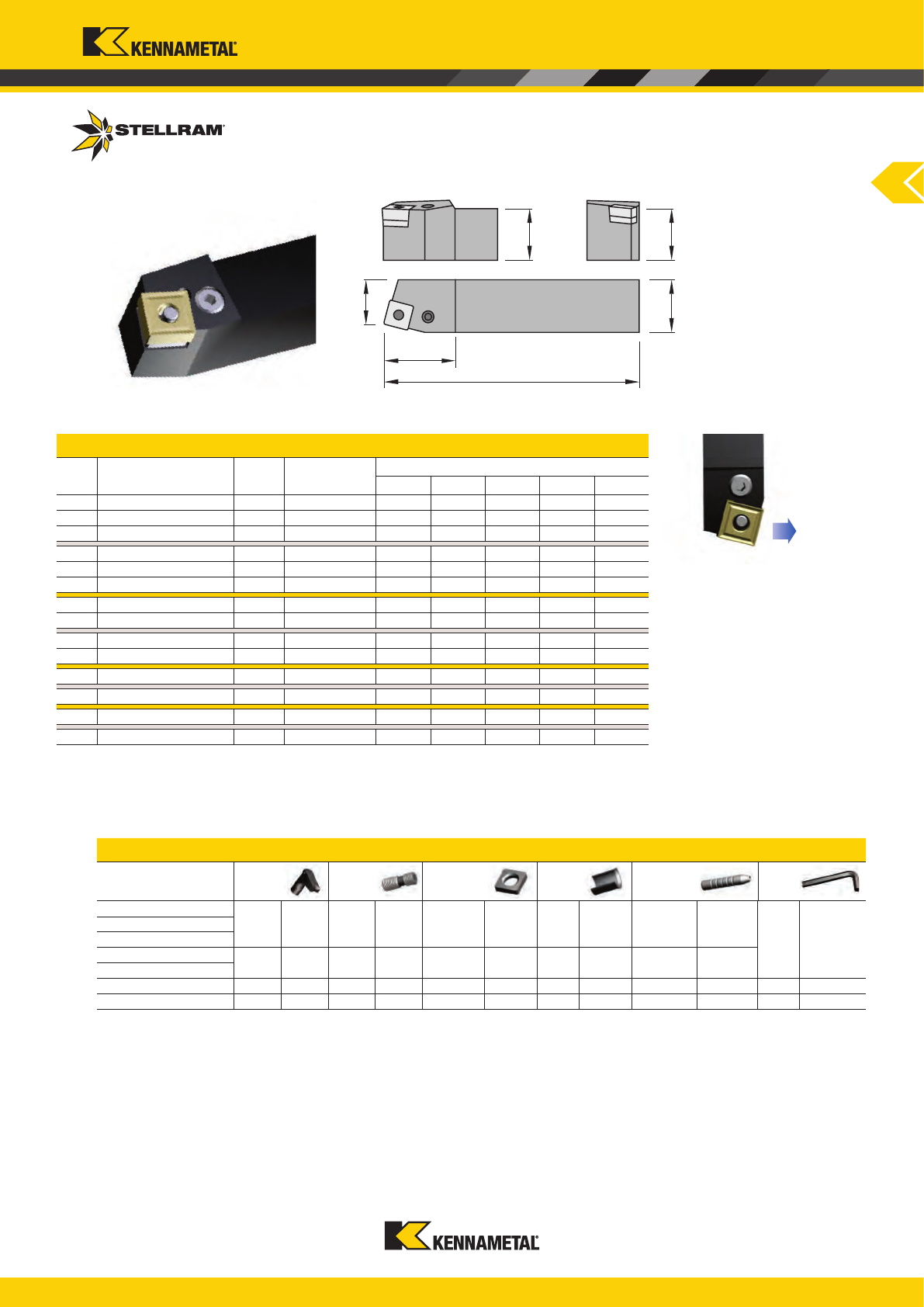
www.kennametal.com
C125
f
h
h
1
b
L
1
L2
017152 PSBNL 2020 K 12 SN_1204 20 20 17 125 28
017154 PSBNL 2525 M12 SN_1204 25 25 22 150 28
028399 PSBNL 3225 P12 SN_1204 32 25 22 170 28
017153 PSBNR 2020 K 12 SN_1204 20 20 17 125 28
017155 PSBNR 2525 M12 SN_1204 25 25 22 150 28
028405 PSBNR 3225 P12 SN_1204 32 25 22 170 28
028400 PSBNL 2525 M15 SN_1506 25 25 22 150 34
028401 PSBNL 3232 P15 SN_1506 32 32 27 170 34
017159 PSBNR 2525 M15 SN_1506 25 25 22 150 34
028406 PSBNR 3232 P15 SN_1506 32 32 27 170 34
018466 *PSBNL 4040 S19 SN_1906 40 40 35 250 48
018467 *PSBNR 4040 S19 SN_1906 40 40 35 250 48
033356 *PSBNL 5050 T25 SN_2509 50 50 43 300 50
033357 *PSBNR 5050 T25 SN_2509 50 50 43 300 50
PSBNL/R 2020 K 12
017443 PL8012 017448 PLS1608 017460 PA3512 017453 PC4112 028054 PCP0012
018286 KH5003
PSBNL/R 2525 M12
PSBNL/R 3225 P12
PSBNL/R 2525 M15
017445 PL8016 017450 PLS1618 017461 PA3515 028051 PC4115 034505 PCP0015
PSBNL/R 3232 P15
PSBNL/R 4040 S19 017446 PL8019 017451 PLS1610 017462 PA3519 017455 PC4119 028056 PCP0019 018287 KH5004
*PSBNL/R 5050 T25 028408 PL8025 028409 PLS1612 028416 PA3525 028418 PC4125 034506 PCP0025 018288 KH5005
Turning Inserts
LH
LH
LH
RH
RH
RH
LH
LH
RH
RH
LH
RH
LH
RH
* Non Stock Items, subject to extended delivery time
* Non Stock Items, subject to extended delivery time
PSBNL/R Spare Parts
Item Description
Lever
EDP
Lever
Screw
EDP
Anvil
EDP
Anvil
Clip
EDP
Clip Punch
EDP
Key
EDP
PSBN LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
P Style External Toolholder
for Negative Inserts:
SN_1204, SN_1506, SN_1906 & SN_2507
Application: Turn O/D
Axial Approach 75°
Axial -7,25°
Radial -4,25°
Proling Clearance Angle β = 12°
RH Holder Shown
S Style
External Toolholders
PSBN 75°
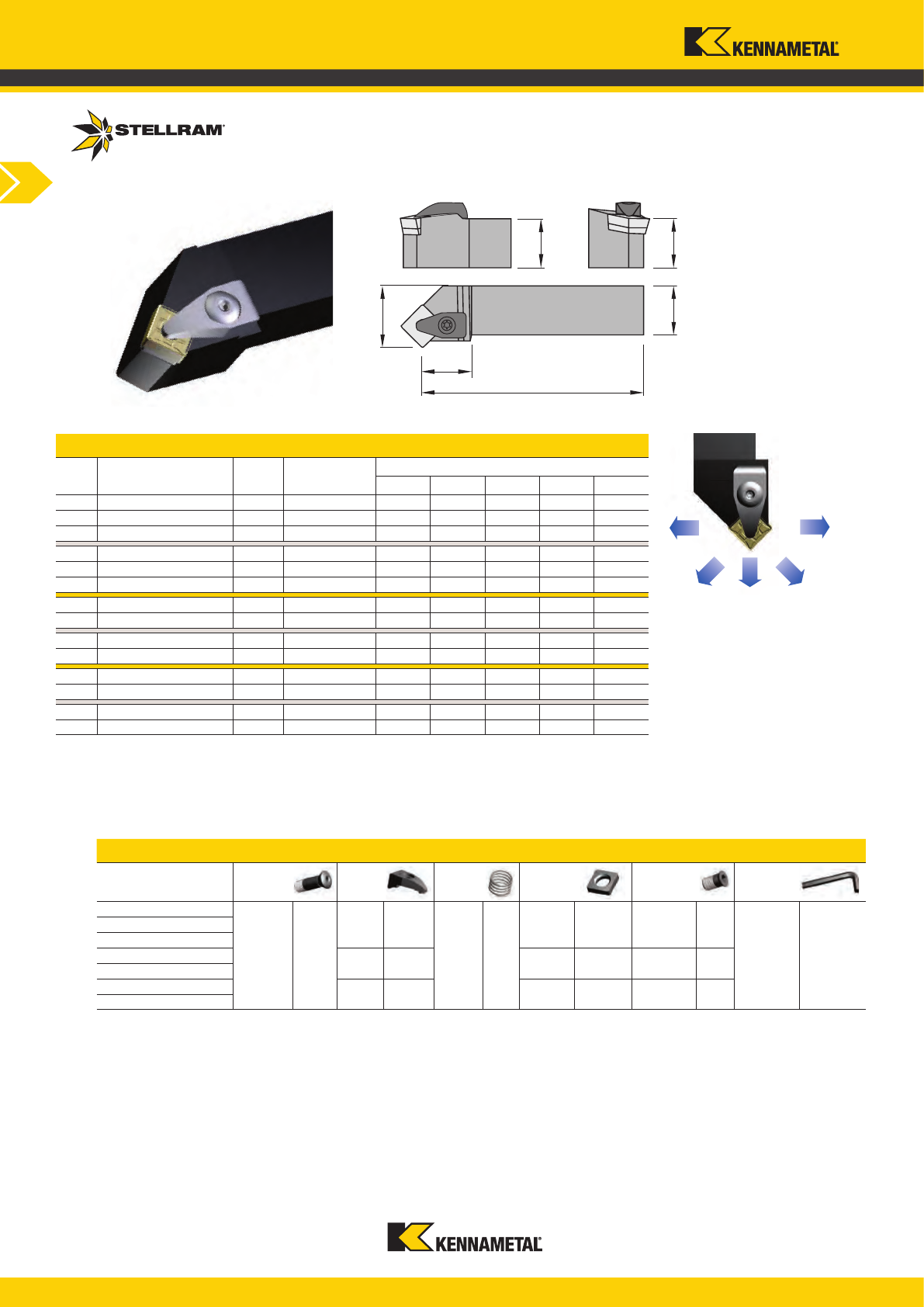
www.kennametal.com
C126
f
h
h
1
b
L
1
L2
033358 DSSNL 2020 K12 SN_1204 20 20 25 125 37
033359 DSSNL 2525 M12 SN_1204 25 25 32 150 37
033360 DSSNL 3225 P12 SN_1204 32 25 32 170 37
033361 DSSNR 2020 K12 SN_1204 20 20 25 125 37
033362 DSSNR 2525 M12 SN_1204 25 25 32 150 37
033363 DSSNR 3225 P12 SN_1204 32 25 32 170 37
033364 DSSNL 2525 M15 SN_1506 25 25 32 150 36
033365 DSSNL 3232 P15 SN_1506 32 32 40 170 40
033366 DSSNR 2525 M15 SN_1506 25 25 32 150 36
033367 DSSNR 3232 P15 SN_1506 32 32 40 170 40
033368 DSSNL 3232 P19 SN_1906 32 32 40 170 45
033369 *DSSNL 4040 S19 SN_1906 40 40 50 250 45
033370 DSSNR 3232 P19 SN_1906 32 32 40 170 45
033371 *DSSNR 4040 S19 SN_1906 40 40 50 250 45
DSSNL/R 2020 K12
033710 1696
033707 DC2712
033719 4295
001704 ISSN433 033716 1766
018287 KH5004
DSSNL/R 2525 M12
DSSNL/R 3225 P12
DSSNL/R 2525 M15
034495 DC2716 001707 ISSN533 034509 1768
DSSNL/R 3232 P15
DSSNL/R 3232 P19
033708 DC2719 001709 ISSN633 033717 1770
DSSNL/R 4040 S19
Turning Inserts
LH
LH
LH
RH
RH
RH
LH
LH
RH
RH
LH
LH
RH
RH
DSSNL/R Spare Parts
Item Description
Clamp Screw
EDP
Clamp
EDP
Clamp
Spring
EDP
Anvil
EDP
Anvil Screw
EDP
Clamp & Anvil
Screw Key
DSSN LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
* Non Stock Items, subject to extended delivery time
D Style External Toolholder
for Negative Inserts:
SN_1204, SN_1506 & SN_1906
Application: Turn O/D & Plunge Prole
Axial Approach 45°
Axial -5,75°
Radial -5,75°
Proling Clearance Angle β = 42°
RH Holder Shown
S Style
External Toolholders
DSSN 45°
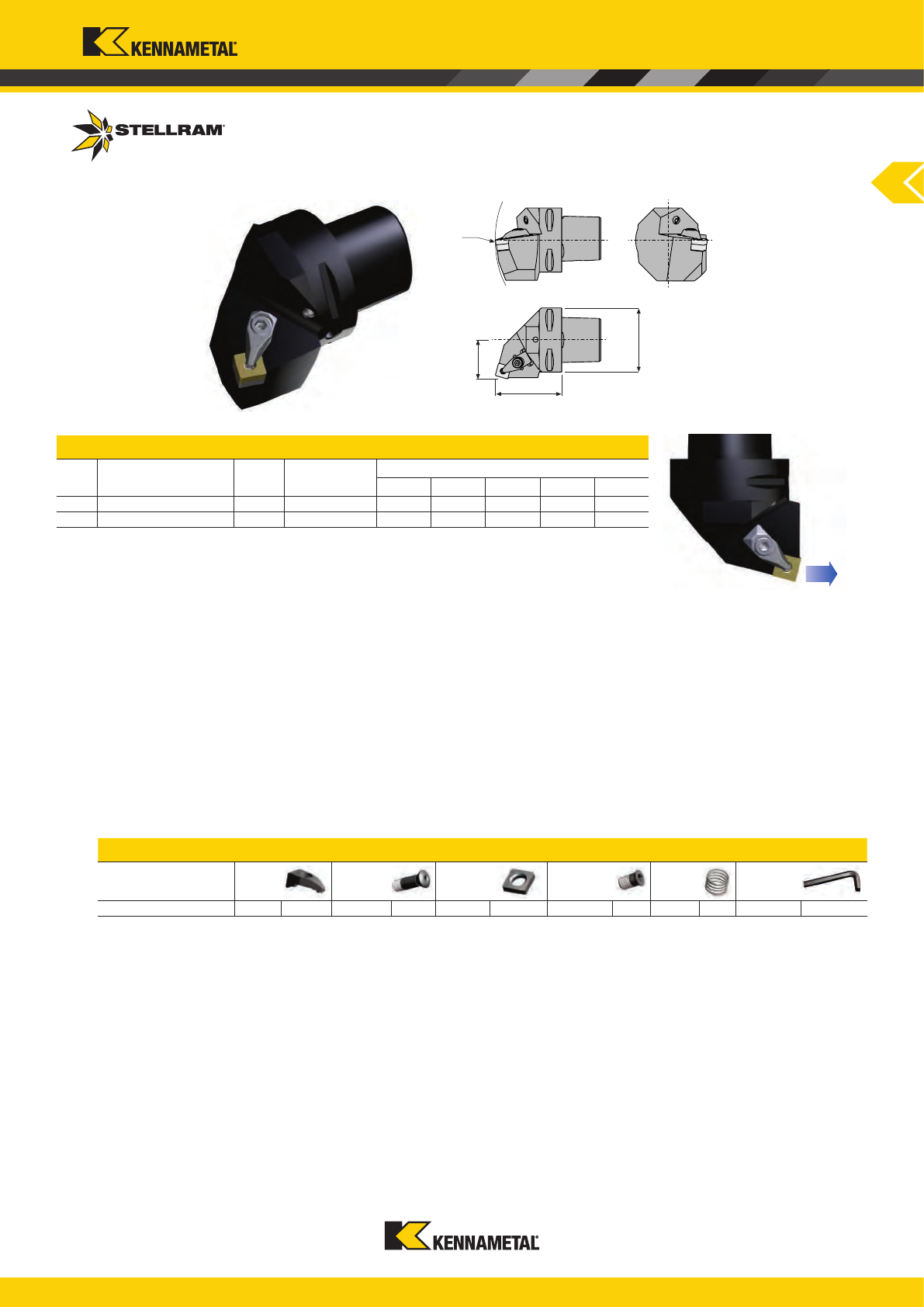
www.kennametal.com
C127
C6-63-DSRNL/R 35065-12 033707 2712 033710 1696 033715 ISSN442 033716 1766 033719 4295 018287 KH5004
033705 C6-63-DSRNL35065-12 SN_1204 63 - 190 35 65
033706 C6-63-DSRNR35065-12 SN_1204 63 - 190 35 65
S
l1
f1
D
2
Turning Inserts
LH
RH
DSRN LH & RH External PSC Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
S D1 D2 f1 l1
C.. DSRNL/R Spare Parts
Item Description
Clamp
EDP
Clamp Screw
EDP
Anvil
EDP
Anvil Screw
EDP
Clamp
Spring EDP
Screw Key
EDP
D Style External Toolholder
for Negative Inserts: SN_1204
Application: External Face and Turn O/D
Approach Angle 75°
Axial -6°
Radial -6°
Prolling Clearance Angle β= 12°
RH Holder Shown
S Style
PSC Toolholders
DSRN 75°
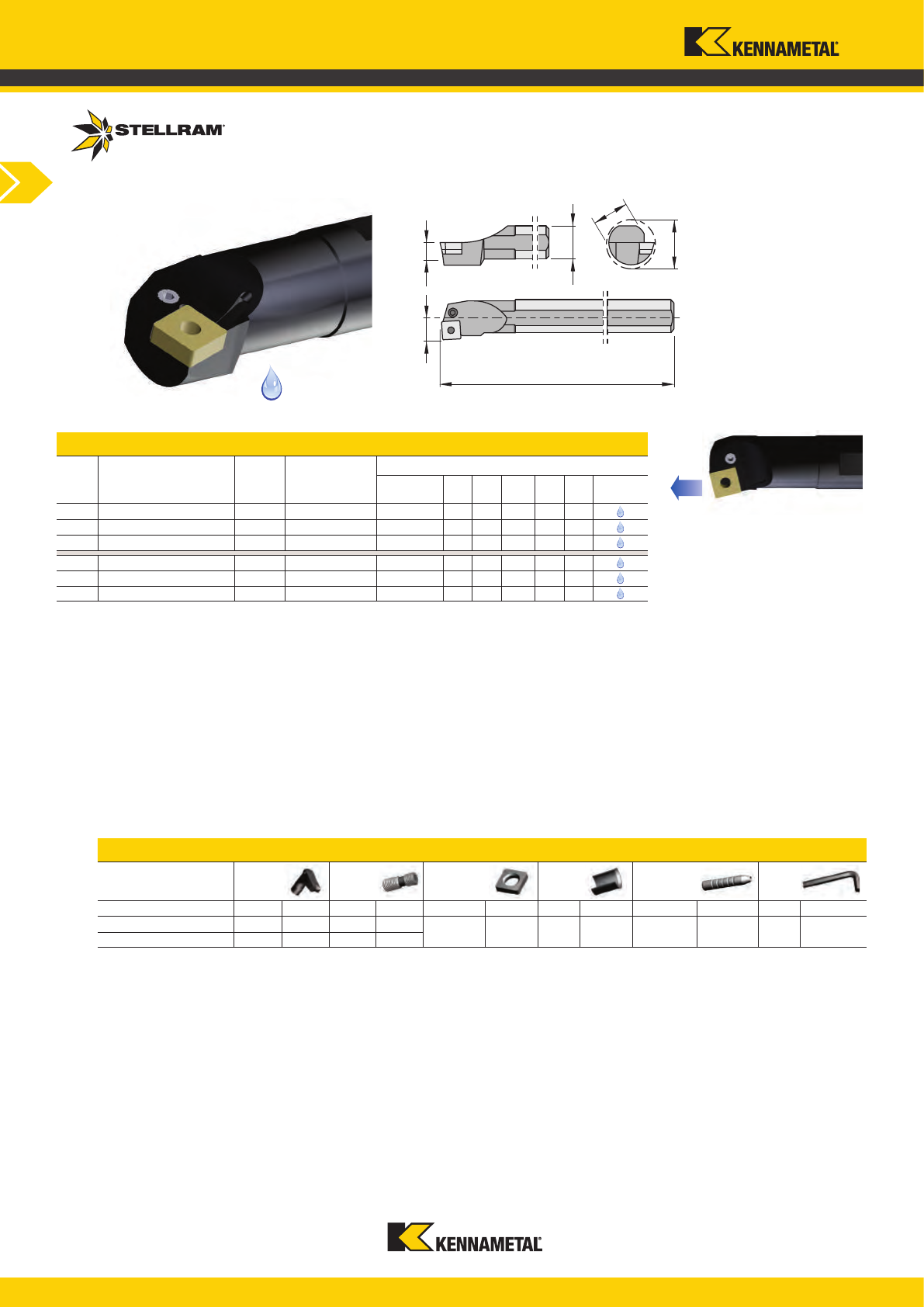
www.kennametal.com
C128
L1
f
h
1
h
D
A
A25R PSKNL/R 12 028742 PL8212 028743 PLS1626 - - - - - - 018285 KH5025
A32S PSKNlL/R 12 028047 PL8312 022625 PLS1648
017460 PA3512 017453 PC4112 028054 PCP0012 018286 KH5003
A40T PSKNL/R 12 017443 PL8012 017448 PLA1608
028724 A25R PSKNL 12 SN_1204 31 25 17 200 23 11,5
028725 A32S PSKNL 12 SN_1204 39 32 22 250 30 15,0
028726 A40T PSKNL 12 SN_1204 48 40 27 300 37 18,5
028727 A25R PSKNR 12 SN_1204 31 25 17 200 23 11,5
028728 A32S PSKNR 12 SN_1204 39 32 22 250 30 15,0
028729 A40T PSKNR 12 SN_1204 48 40 27 300 37 18,5
Turning Inserts
LH
LH
LH
RH
RH
RH
A..PSKN LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L
1 h h1
Through
Coolant
A..PSKNL/R Spare Parts
Item Description
Lever
EDP
Lever
Screw
EDP
Anvil
EDP
Anvil
Clip
EDP
Clip Punch
EDP
Key
EDP
P Style Internal Boring Bar
for Negative Inserts: SN_1204
Application: Boring
Axial Approach 75°
Axial -3°
Radial -11°
Proling Clearance Angle β = 12°
RH Bar Shown
S Style
Internal Boring Bars
A..PSKN 75°
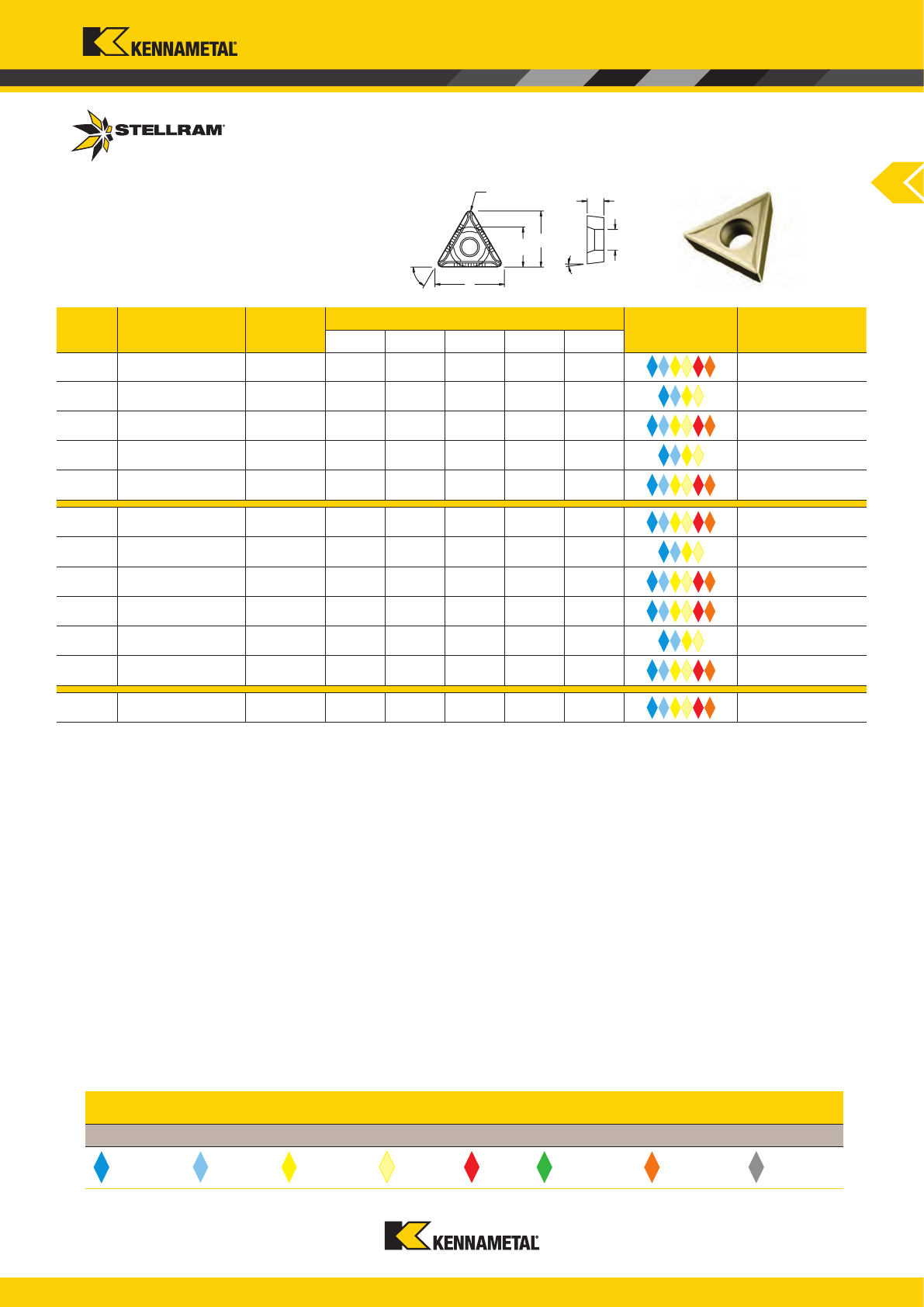
P
P
M
M
K N
S
H
www.kennametal.com
C129
032751 TCMT110202E-73 SP4019 6,35 11,00 2,38 0,20 2,80
032752 TCMT110202E-73 NL300 6,35 11,00 2,38 0,20 2,80
032753 TCMT110204E-73 SP4019 6,35 11,00 2,38 0,40 2,80
032754 TCMT110204E-73 NL300 6,35 11,00 2,38 0,40 2,80
032755 TCMT110204E-73 NL920 6,35 11,00 2,38 0,40 2,80
032302 TCMT16T304E-73 SP4019 9,53 16,50 3,97 0,40 4,40
032756 TCMT16T304E-73 NL300 9,53 16,50 3,97 0,40 4,40
032757 TCMT16T304E-73 NL920 9,53 16,50 3,97 0,40 4,40
032294 TCMT16T308E-73 SP4019 9,53 16,50 3,97 0,80 4,40
032758 TCMT16T308E-73 NL300 9,53 16,50 3,97 0,80 4,40
032759 TCMT16T308E-73 NL920 9,53 16,50 3,97 0,80 4,40
032760 TCMT22M508E-73 NL920 12,70 22,00 5,00 0,80 5,50
60°
7°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
For Toolholders External: see page C130 | Internal: see page C131
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
T Style
Turning Inserts
TCMT
-73 Geometry
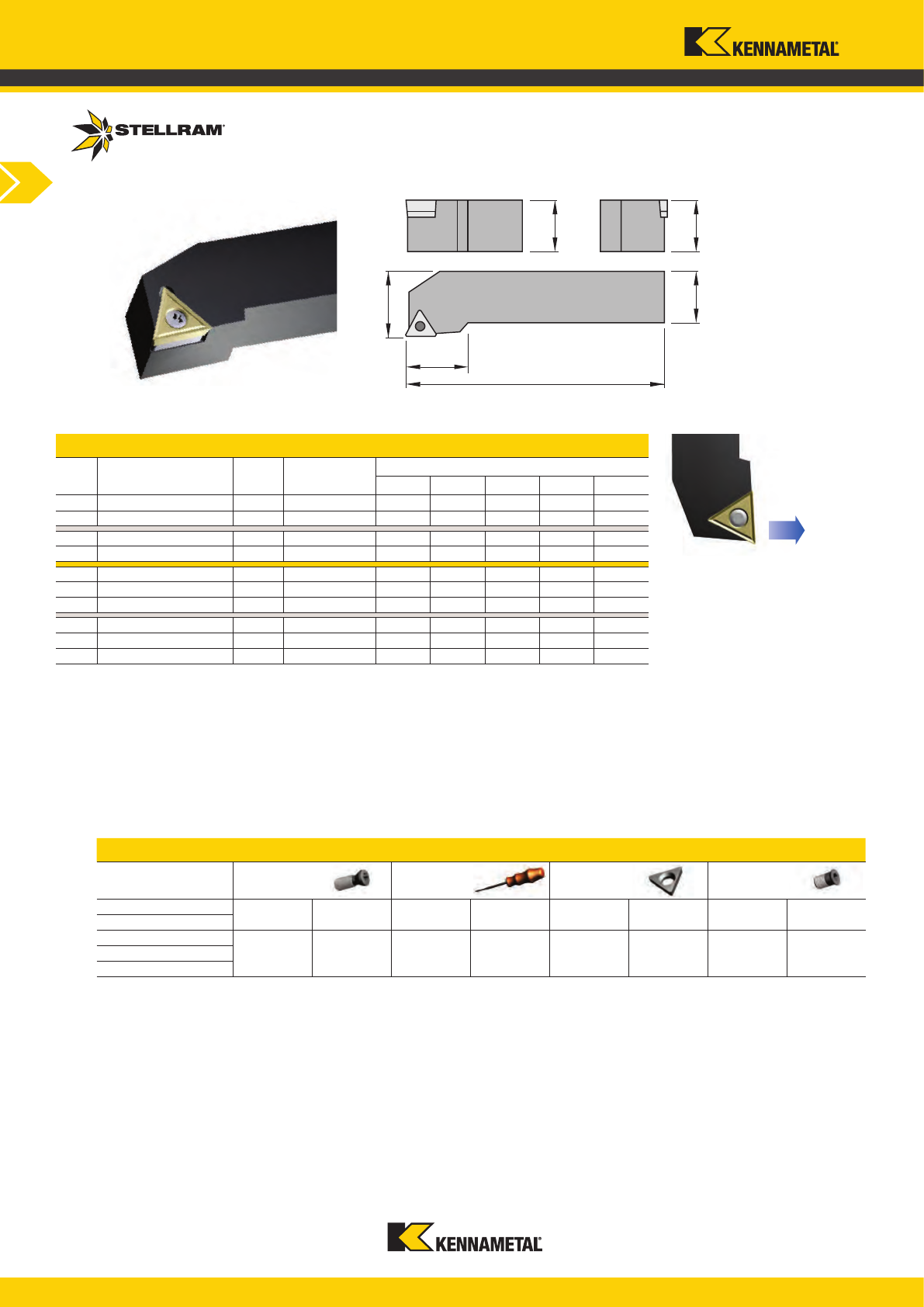
www.kennametal.com
C130
f
h
h
1
b
L
1
L
2
STJCL/R 1212 F11
015061 F2507T 018488 T7 - - - -
STJCL/R 1616 H11
STJCL/R 1616 H16
034497 1335 028475 K5516 028580 SA3414 028478 SA1750STJCL/R 2020 K16
STJCL/R 2525 M16
028625 STJCL 1212 F11 TCMT1102 12 12 16 80 16
028626 STJCL 1616 H11 TCMT1102 16 16 20 100 18
028630 STJCR 1212 F11 TCMT1102 12 12 16 80 16
028631 STJCR 1616 H11 TCMT1102 16 16 20 100 18
028627 STJCL 1616 H16 TCMT16T3 16 16 20 100 18
028628 STJCL 2020 K16 TCMT16T3 20 20 25 125 22
028629 STJCL 2525 M16 TCMT16T3 25 25 32 150 28
028632 STJCR 1616 H16 TCMT16T3 16 16 20 100 18
028633 STJCR 2020 K16 TCMT16T3 20 20 25 125 22
028634 STJCR 2525 M16 TCMT16T3 25 25 32 150 28
Turning Inserts
LH
LH
RH
RH
LH
LH
LH
RH
RH
RH
STJC LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
STJCL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style External Toolholder
for Positive Inserts:
TCMT1102 and TCMT16T3
Application: O/D Turning
Approach Angle 93°
Axial 0°
Radial 0°
Prolling Clearance Angle β = 0°
RH Holder Shown
T Style
External Toolholders
STJC 93°
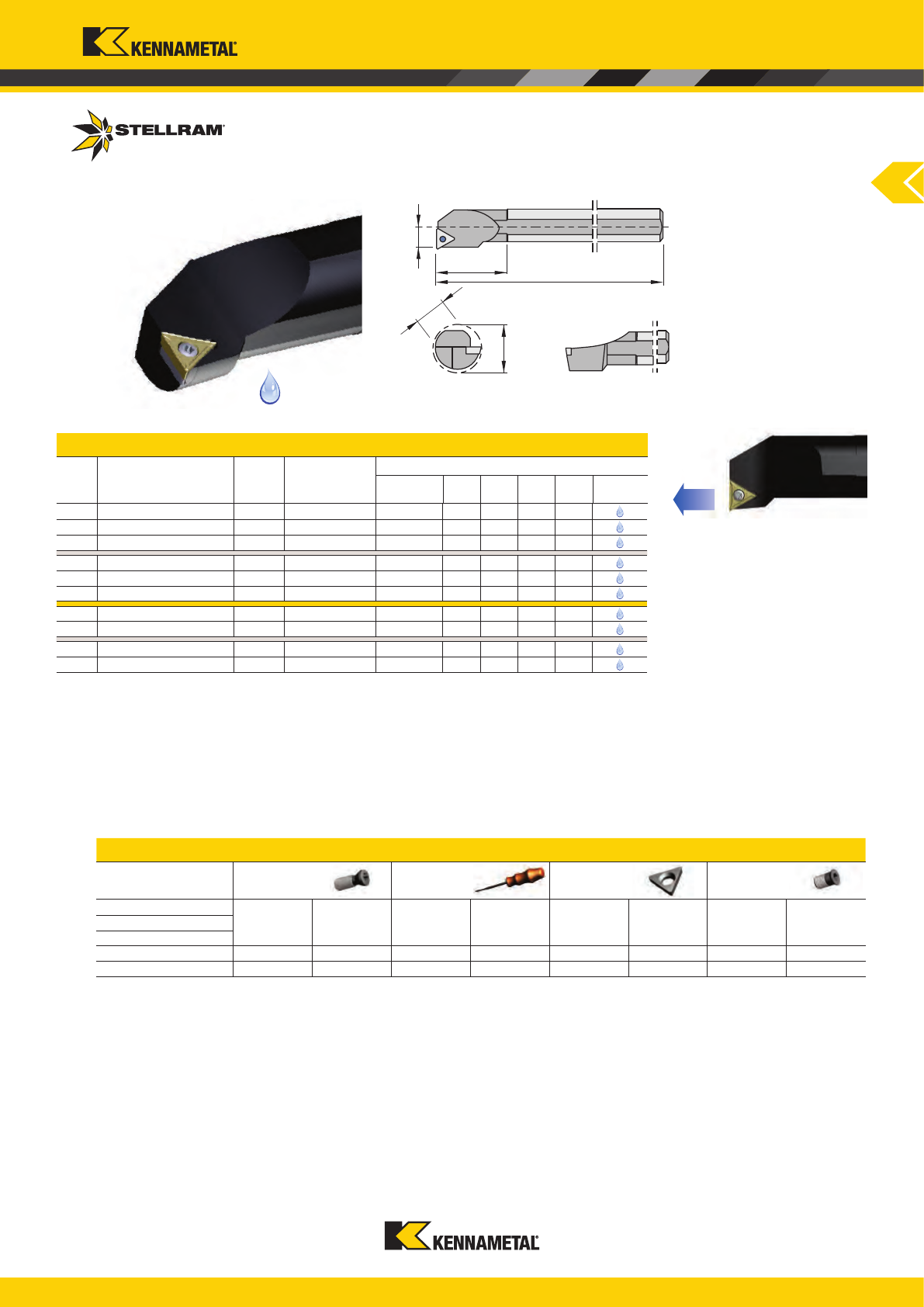
www.kennametal.com
C131
L
L
2
f
A
D
A12K STFCL/R 11
015061 F2507T 018488 T7 - - - -
A16M STFCL/R 11
A20Q STFCL/R 11
A25R STFCL/R 16 015262 D4010T 015240 T15 - - - -
A32S STFCL/R 16 034497 1335 028475 K5516 028580 SA3414 028478 SAS1750
033573 A12K STFCL 11 TCMT1102 16 12 9 125 23
033574 A16M STFCL 11 TCMT1102 20 16 11 150 31
033577 A20Q STFCL 11 TCMT1102 24 20 13 180 36
033575 A12K STFCR 11 TCMT1102 16 12 9 125 23
033576 A16M STFCR 11 TCMT1102 20 16 11 150 31
033580 A20Q STFCR 11 TCMT16T3 24 20 13 180 36
033578 A25R STFCL 16 TCMT16T3 31 25 17 200 42
033579 A32S STFCL 16 TCMT16T3 39 32 22 250 45
033581 A25R STFCR 16 TCMT16T3 31 25 17 200 42
033582 A32S STFCR 16 TCMT16T3 39 32 22 250 45
Turning Inserts
LH
LH
LH
RH
RH
RH
LH
LH
RH
RH
A.. STFC LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L
1 L2
Through
Coolant
A.. STFCL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style Internal Boring Bar
for Positive Inserts:
TCMT1102 and TCMT16T3
Application: I/D Boring
Axial Approach: 90°
Axial 0°
Radial -6°
Prolling Clearance Angle β = 0°
RH Bar Shown
T Style
Internal Boring Bars
A..STFC 90°
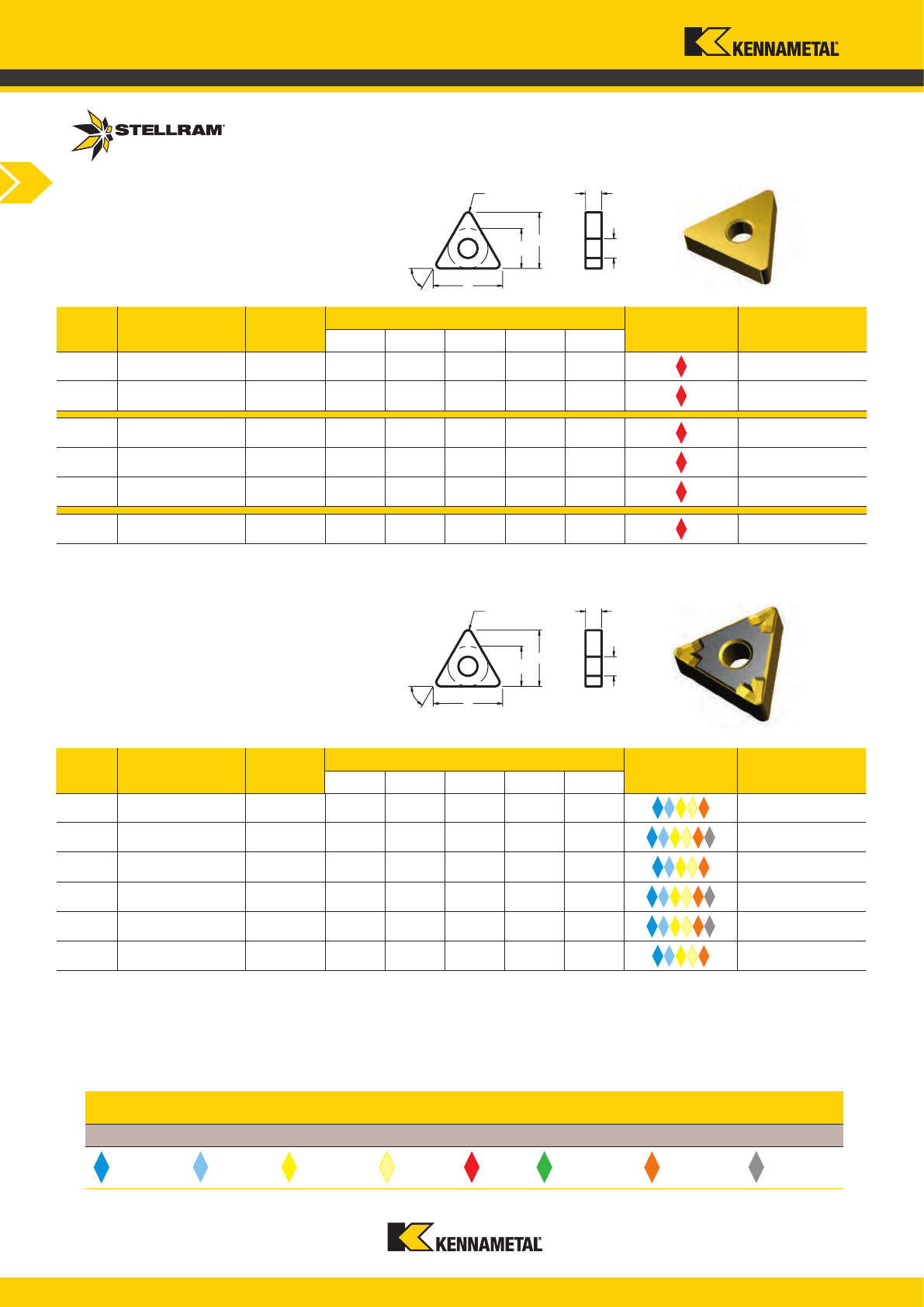
www.kennametal.com
C132
P
P
M
M
K N
S
H
032761 TNMA160408E NL250 9,53 16,50 4,76 0,80 3,81
032762 TNMA160412E NL250 9,53 16,50 4,76 1,20 3,81
032763 TNMA220408E NL250 12,70 22,00 4,76 0,80 5,16
032764 TNMA220412E NL250 12,70 22,00 4,76 1,20 5,16
032765 TNMA220416E NL250 12,70 22,00 4,76 1,60 5,16
032766 TNMA270616E NL250 15,88 27,50 6,35 1,60 6,35
032767 TNMG160404E-1B NL250 9,53 16,50 4,76 0,40 3,81
030879 TNMG160404E-1B SP0819 9,53 16,50 4,76 0,40 3,81
032768 TNMG160408E-1B NL250 9,53 16,50 4,76 0,80 3,81
030880 TNMG160408E-1B SP0819 9,53 16,50 4,76 0,80 3,81
032769 TNMG160412E-1B SP0819 9,53 16,50 4,76 1,20 3,81
032770 TNMG160412E-1B NL250 9,53 16,50 4,76 1,20 3,81
60°
m
d
r
I
s
h
60°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
Heavy Roughing
For Toolholders External: see pages C139 - C140 | Internal: see page C141
For Toolholders External: see pages C139 - C140 | Internal: see page C141
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
T Style
Turning Inserts
TNMA
Flat Top
TNMG
1B Geometry
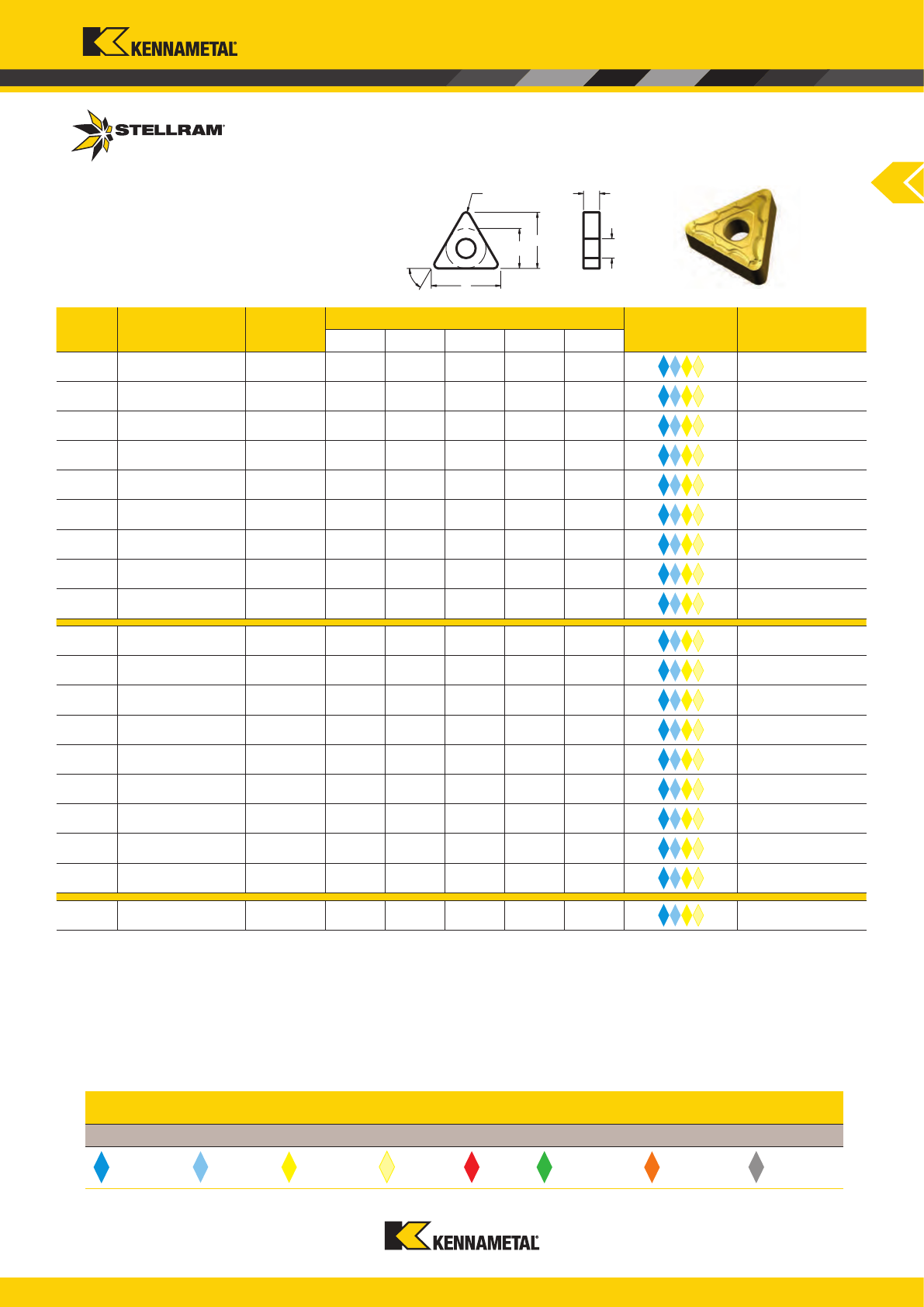
P
P
M
M
K N
S
H
www.kennametal.com
C133
032771 TNMG160404E-2N NL250 9,53 16,50 4,76 0,40 3,81
032772 TNMG160404E-2N NL300 9,53 16,50 4,76 0,40 3,81
032773 TNMG160404E-2N NL920 9,53 16,50 4,76 0,40 3,81
032774 TNMG160408E-2N NL250 9,53 16,50 4,76 0,80 3,81
032775 TNMG160408E-2N NL300 9,53 16,50 4,76 0,80 3,81
032776 TNMG160408E-2N NL920 9,53 16,50 4,76 0,80 3,81
032777 TNMG160412E-2N NL250 9,53 16,50 4,76 1,20 3,81
032778 TNMG160412E-2N NL300 9,53 16,50 4,76 1,20 3,81
032779 TNMG160412E-2N NL920 9,53 16,50 4,76 1,20 3,81
032780 TNMG220404E-2N NL250 12,70 22,00 4,76 0,40 5,16
032781 TNMG220404E-2N NL300 12,70 22,00 4,76 0,40 5,16
032782 TNMG220404E-2N NL920 12,70 22,00 4,76 0,40 5,16
032783 TNMG220408E-2N NL250 12,70 22,00 4,76 0,80 5,16
032784 TNMG220408E-2N NL300 12,70 22,00 4,76 0,80 5,16
032785 TNMG220408E-2N NL920 12,70 22,00 4,76 0,80 5,16
032786 TNMG220412E-2N NL250 12,70 22,00 4,76 1,20 5,16
032787 TNMG220412E-2N NL300 12,70 22,00 4,76 1,20 5,16
032788 TNMG220412E-2N NL920 12,70 22,00 4,76 1,20 5,16
032789 TNMG270616E-2N NL920 15,88 27,50 6,35 1,60 6,35
60°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Semi-Medium
Semi-Medium
Semi-Medium
Semi-Medium
Semi-Medium
Semi-Medium
Semi-Medium
Semi-Medium
Semi-Medium
Semi-Medium
Semi-Medium
Semi-Medium
Semi-Medium
Semi-Medium
Semi-Medium
Semi-Medium
Semi-Medium
Semi-Medium
Semi-Medium
For Toolholders External: see pages C139 - C140 | Internal: see page C141
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
T Style
Turning Inserts
TNMG
2N Geometry

www.kennametal.com
C134
P
P
M
M
K N
S
H
032790 TNMG160404E-3J SP4019 9,53 16,50 4,76 0,40 3,81
032791 TNMG160408E-3J SP4019 9,53 16,50 4,76 0,80 3,81
032792 TNMG160412E-3J SP4019 9,53 16,50 4,76 1,20 3,81
032793 TNMG220408E-3J SP4019 12,70 22,00 4,76 0,80 5,16
032794 TNMG220412E-3J SP4019 12,70 22,00 4,76 1,20 5,16
032795 TNMG220416E-3J SP4019 12,70 22,00 4,76 1,60 5,16
030534 TNMG160404E-4E SP0819 9,53 16,50 4,76 0,40 3,81
032926 TNMG160404E-4E NL400 9,53 16,50 4,76 0,40 3,81
030535 TNMG160408E-4E SP0819 9,53 16,50 4,76 0,80 3,81
032927 TNMG160408E-4E NL400 9,53 16,50 4,76 0,80 3,81
030536 TNMG160412E-4E SP0819 9,53 16,50 4,76 1,20 3,81
032928 TNMG160412E-4E NL400 9,53 16,50 4,76 1,20 3,81
60°
m
d
r
I
s
h
60°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium
Medium
Medium
Medium
Medium
Medium
For Toolholders External: see pages C139 - C140 | Internal: see page C141
For Toolholders External: see pages C139 - C140 | Internal: see page C141
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
T Style
Turning Inserts
TNMG
3J Geometry
TNMG
4E Geometry
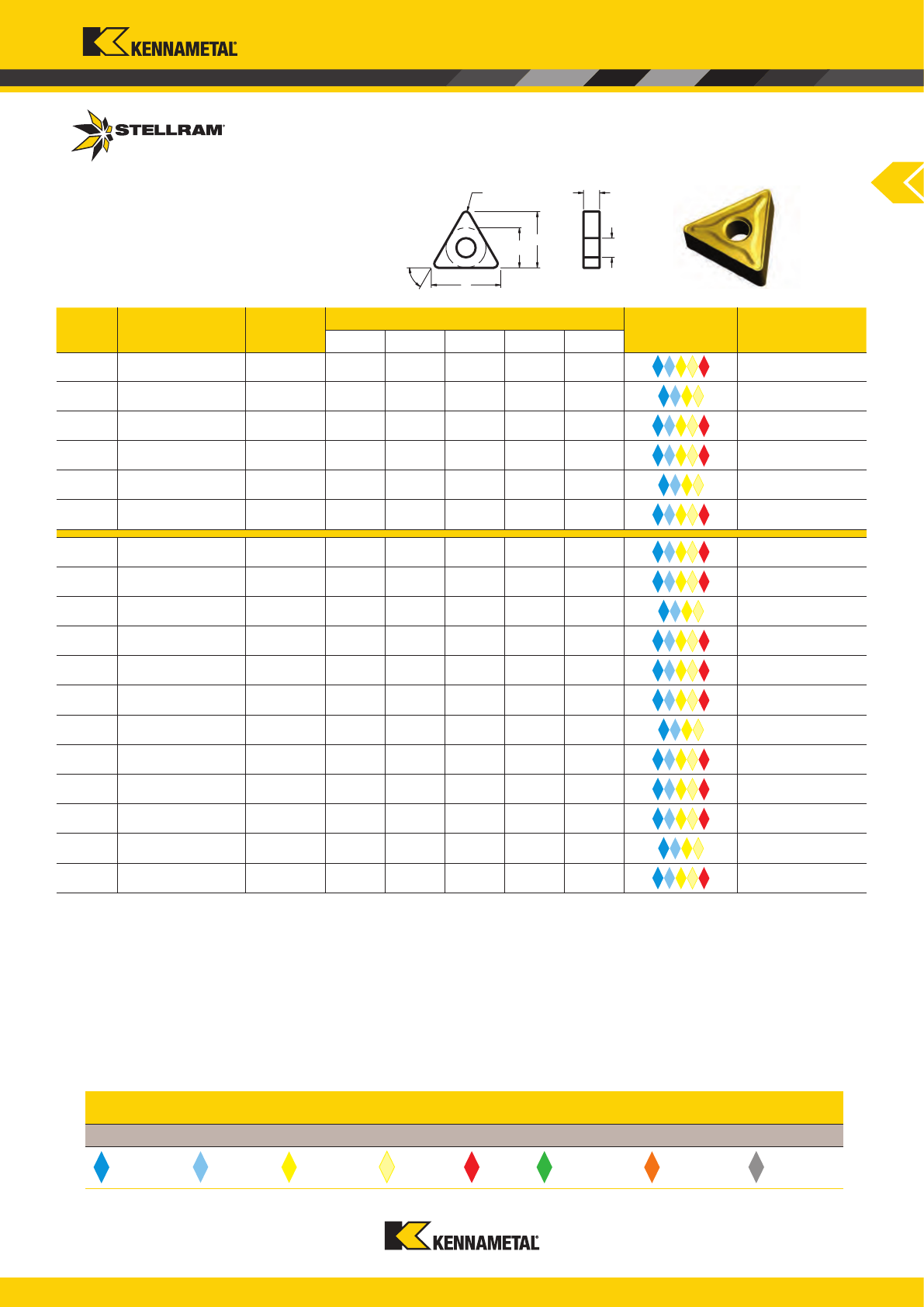
P
P
M
M
K N
S
H
www.kennametal.com
C135
032796 TNMG160304E-4T NL300 9,53 16,50 3,18 0,40 3,81
032797 TNMG160304E-4T NL400 9,53 16,50 3,18 0,40 3,81
032798 TNMG160304E-4T NL920 9,53 16,50 3,18 0,40 3,81
032799 TNMG160308E-4T NL300 9,53 16,50 3,18 0,80 3,81
032800 TNMG160308E-4T NL400 9,53 16,50 3,18 0,80 3,81
032801 TNMG160308E-4T NL920 9,53 16,50 3,18 0,80 3,81
032802 TNMG160404E-4T NL250 9,53 16,50 4,76 0,40 3,81
032803 TNMG160404E-4T NL300 9,53 16,50 4,76 0,40 3,81
032804 TNMG160404E-4T NL400 9,53 16,50 4,76 0,40 3,81
032805 TNMG160404E-4T NL920 9,53 16,50 4,76 0,40 3,81
032806 TNMG160408E-4T NL250 9,53 16,50 4,76 0,80 3,81
032807 TNMG160408E-4T NL300 9,53 16,50 4,76 0,80 3,81
032808 TNMG160408E-4T NL400 9,53 16,50 4,76 0,80 3,81
032809 TNMG160408E-4T NL920 9,53 16,50 4,76 0,80 3,81
032810 TNMG160412E-4T NL250 9,53 16,50 4,76 1,20 3,81
032811 TNMG160412E-4T NL300 9,53 16,50 4,76 1,20 3,81
032812 TNMG160412E-4T NL400 9,53 16,50 4,76 1,20 3,81
032813 TNMG160412E-4T NL920 9,53 16,50 4,76 1,20 3,81
60°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
For Toolholders External: see pages C139 - C140 | Internal: see page C141
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
T Style
Turning Inserts
TNMG
4T Geometry
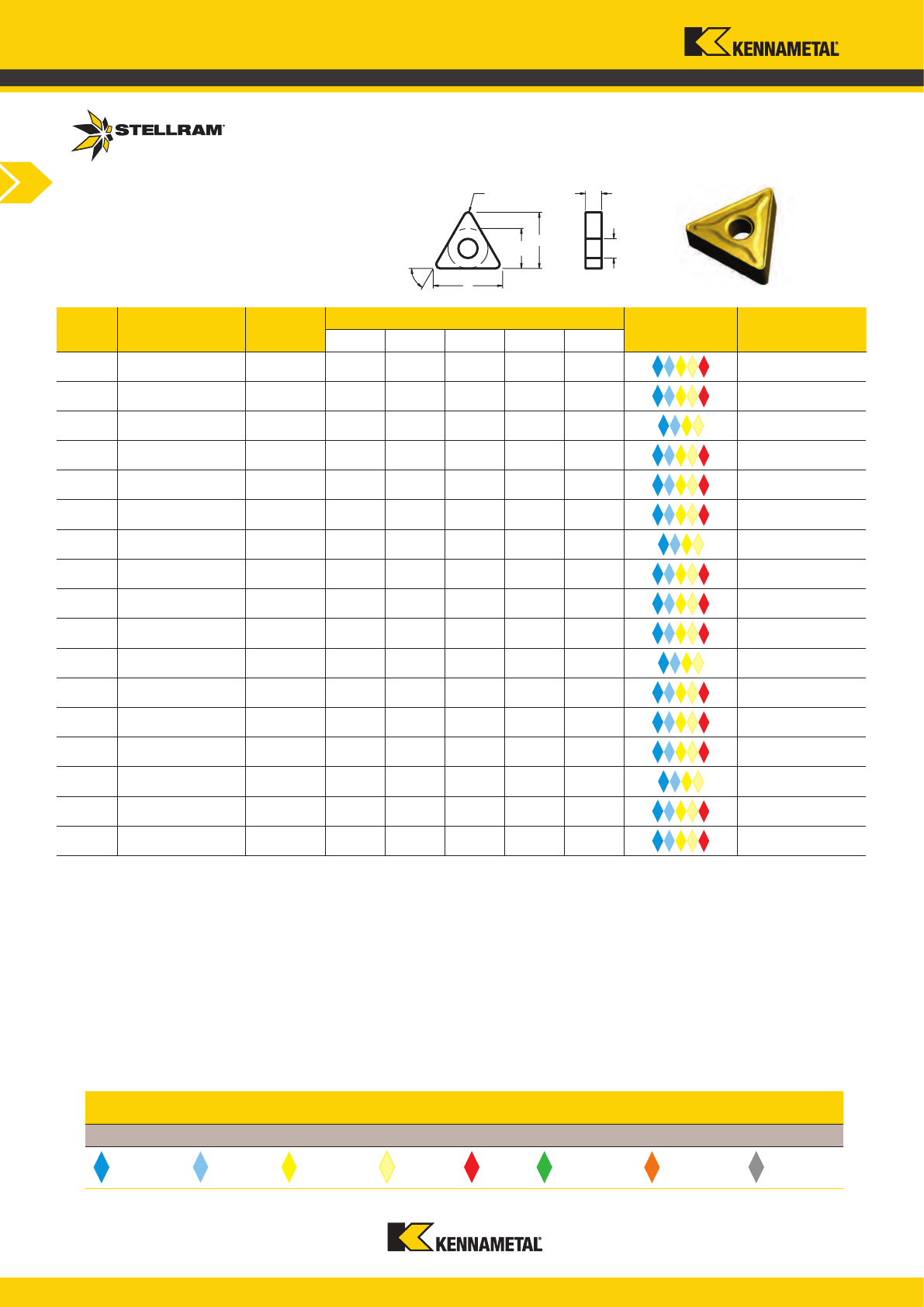
www.kennametal.com
C136
P
P
M
M
K N
S
H
032814 TNMG220404E-4T NL250 12,70 22,00 4,76 0,40 5,16
032815 TNMG220404E-4T NL300 12,70 22,00 4,76 0,40 5,16
032816 TNMG220404E-4T NL400 12,70 22,00 4,76 0,40 5,16
032817 TNMG220404E-4T NL920 12,70 22,00 4,76 0,40 5,16
032818 TNMG220408E-4T NL250 12,70 22,00 4,76 0,80 5,16
032819 TNMG220408E-4T NL300 12,70 22,00 4,76 0,80 5,16
032820 TNMG220408E-4T NL400 12,70 22,00 4,76 0,80 5,16
032821 TNMG220408E-4T NL920 12,70 22,00 4,76 0,80 5,16
032822 TNMG220412E-4T NL250 12,70 22,00 4,76 1,20 5,16
032823 TNMG220412E-4T NL300 12,70 22,00 4,76 1,20 5,16
032824 TNMG220412E-4T NL400 12,70 22,00 4,76 1,20 5,16
032825 TNMG220412E-4T NL920 12,70 22,00 4,76 1,20 5,16
032826 TNMG220416E-4T NL250 12,70 22,00 4,76 1,60 5,16
032827 TNMG220416E-4T NL300 12,70 22,00 4,76 1,60 5,16
032828 TNMG220416E-4T NL400 12,70 22,00 4,76 1,60 5,16
032829 TNMG220416E-4T NL920 12,70 22,00 4,76 1,60 5,16
032830 TNMG220432E-4T NL300 12,70 22,00 4,76 3,20 5,16
60°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
For Toolholders External: see pages C139 - C140 | Internal: see page C141
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
T Style
Turning Inserts
TNMG
4T Geometry
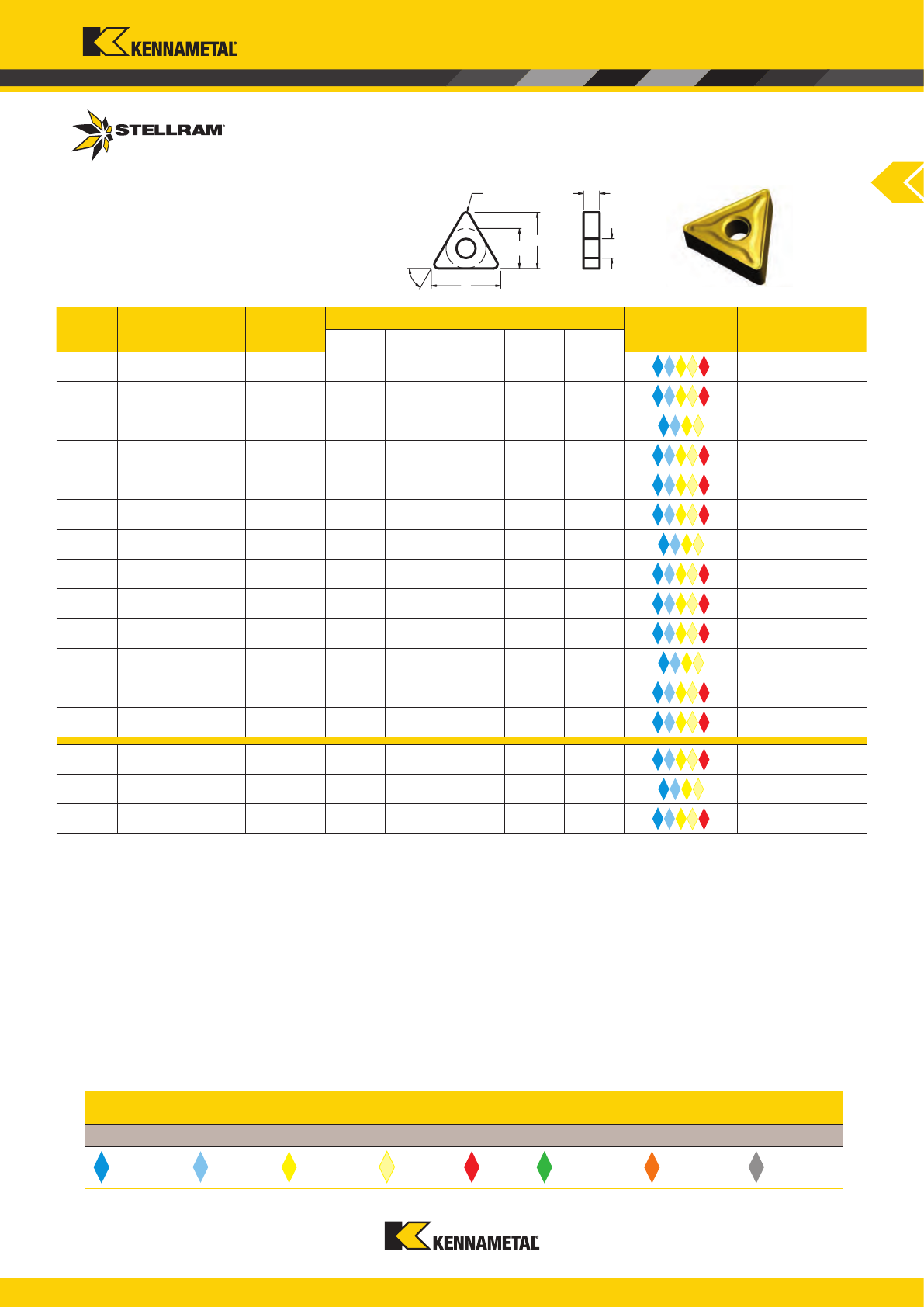
P
P
M
M
K N
S
H
www.kennametal.com
C137
032831 TNMG270608E-4T NL250 15,88 27,50 6,35 0,80 6,35
032832 TNMG270608E-4T NL300 15,88 27,50 6,35 0,80 6,35
032833 TNMG270608E-4T NL400 15,88 27,50 6,35 0,80 6,35
032834 TNMG270608E-4T NL920 15,88 27,50 6,35 0,80 6,35
032835 TNMG270612E-4T NL250 15,88 27,50 6,35 1,20 6,35
032836 TNMG270612E-4T NL300 15,88 27,50 6,35 1,20 6,35
032837 TNMG270612E-4T NL400 15,88 27,50 6,35 1,20 6,35
032838 TNMG270612E-4T NL920 15,88 27,50 6,35 1,20 6,35
032839 TNMG270616E-4T NL250 15,88 27,50 6,35 1,60 6,35
032840 TNMG270616E-4T NL300 15,88 27,50 6,35 1,60 6,35
032841 TNMG270616E-4T NL400 15,88 27,50 6,35 1,60 6,35
032842 TNMG270616E-4T NL920 15,88 27,50 6,35 1,60 6,35
032843 TNMG270632E-4T NL300 15,88 27,50 6,35 3,20 6,35
032844 TNMG330924E-4T NL300 19,05 33,50 9,53 2,40 7,92
032845 TNMG330924E-4T NL400 19,05 33,50 9,53 2,40 7,92
032846 TNMG330924E-4T NL920 19,05 33,50 9,53 2,40 7,92
60°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
For Toolholders External: see pages C139 - C140 | Internal: see page C141
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
T Style
Turning Inserts
TNMG
4T Geometry
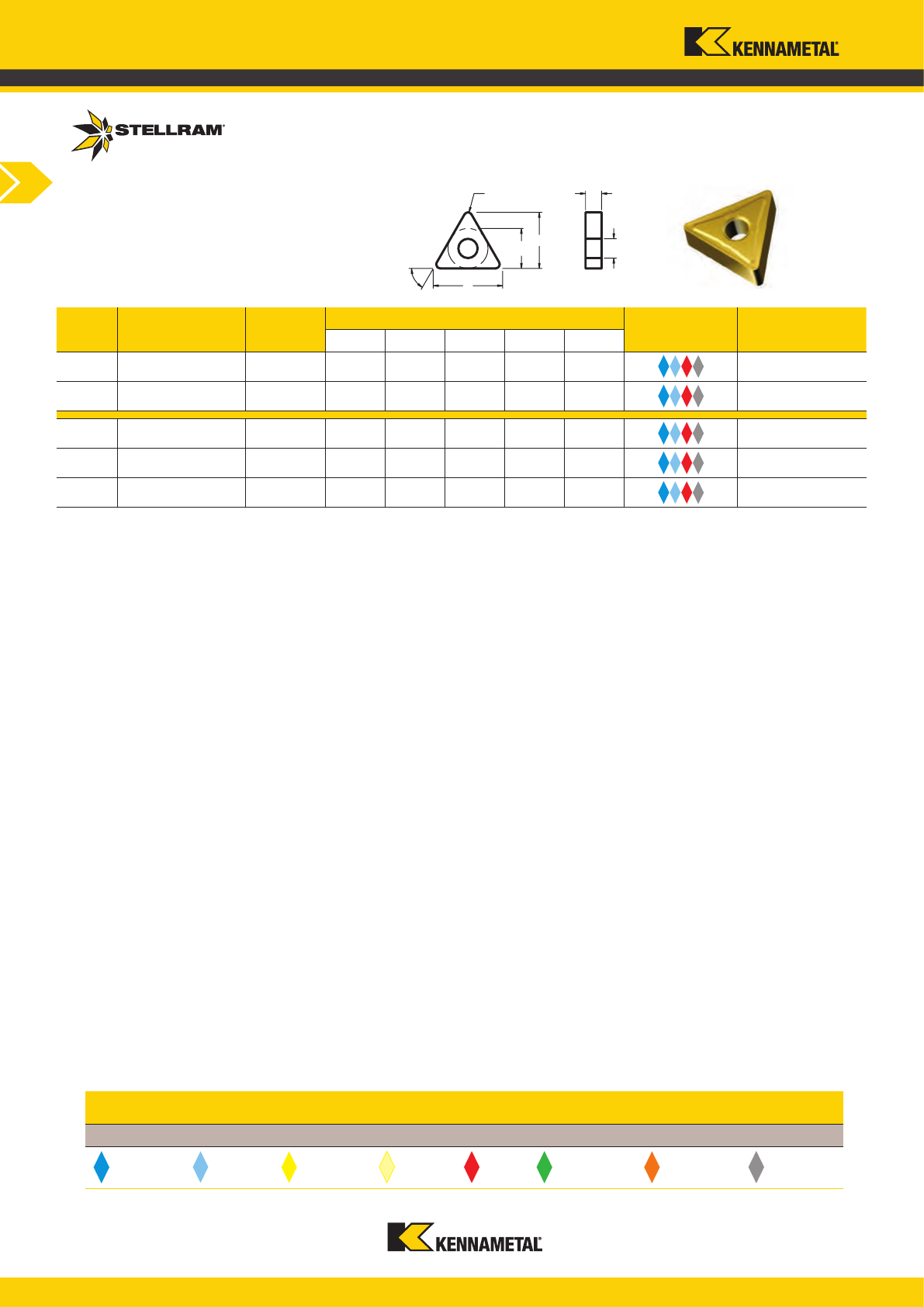
www.kennametal.com
C138
P
P
M
M
K N
S
H
032847 TNMG160408E-4U NL200 9,53 16,50 4,76 0,80 3,81
032848 TNMG160412E-4U NL200 9,53 16,50 4,76 1,20 3,81
032849 TNMG220408E-4U NL200 12,70 22,00 4,76 0,80 5,16
032850 TNMG220412E-4U NL200 12,70 22,00 4,76 1,20 5,16
032851 TNMG220416E-4U NL200 12,70 22,00 4,76 1,60 5,16
60°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Roughing
Roughing
Roughing
Roughing
Roughing
For Toolholders External: see pages C139 - C140 | Internal: see page C141
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
T Style
Turning Inserts
TNMG
4U Geometry
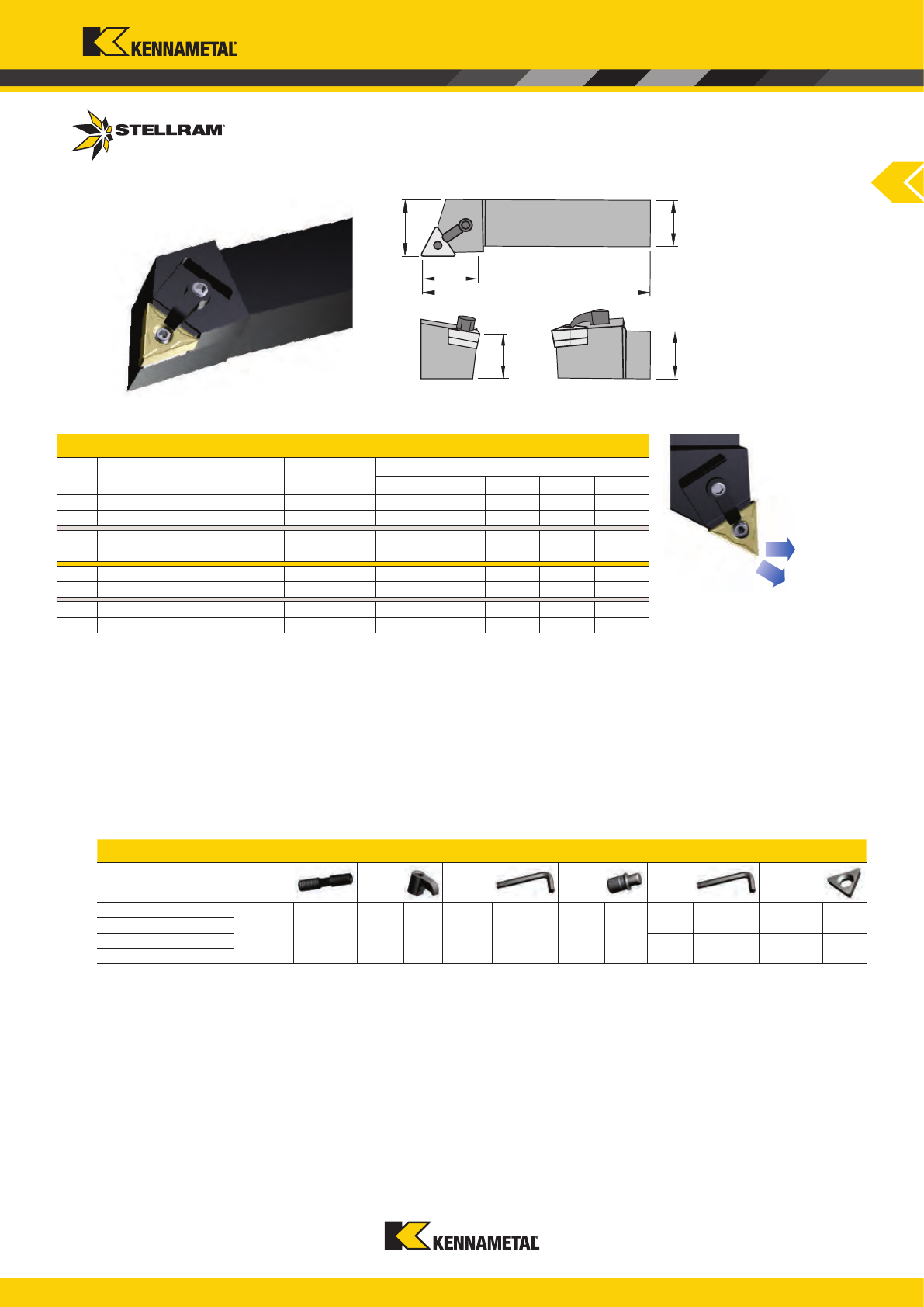
www.kennametal.com
C139
f
b
L
1
L
2
h
1
h
028557 MTJNL 2020 K 16-S TN_1604 20 20 25 125 28
028558 MTJNL 2525 M16-S TN_1604 25 25 32 150 28
028563 MTJNR 2020 K16-S TN_1604 20 20 25 125 28
028564 MTJNR 2525 M16-S TN_1604 25 25 32 150 28
028560 MTJNL 2525 M22 -S TN_2204 25 25 32 150 34
028562 MTJNL 3232 P22-S TN_2204 32 32 40 170 34
028566 MTJNR 2525 M22-S TN_2204 25 25 32 150 34
028568 MTJNR 3232 P22 -S TN_2204 32 32 40 170 34
MTJNL/R 2020 K16-S
028575 1086 034490 CL2613 018286 KH5003 034511 1665
028578 KH5002 001714 ITSN323
MTJNL/R 2525 M16-S
MTJNL/R 2525 M22-S
018285 KH5025 001689 ITSN433
MTJNL/R 3232 P22-S
Turning Inserts
LH
LH
RH
RH
LH
LH
RH
RH
MTJNL/R Spare Parts
Item Description
Clamp Screw
EDP
Clamp
EDP
Clamp Key
EDP
Lock Pin
EDP
Lock Pin
Key
EDP
Anvil
EDP
MTJN LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
M Style External Toolholder
Negative Inserts: TN_1604, & TN_2204
Application:- Turn O/D
Axial Approach 93°
Axial -6°
Radial -6°
Proling Clearance Angle β = 24°
RH Holder Shown
T Style
External Toolholders
MTJN 93°
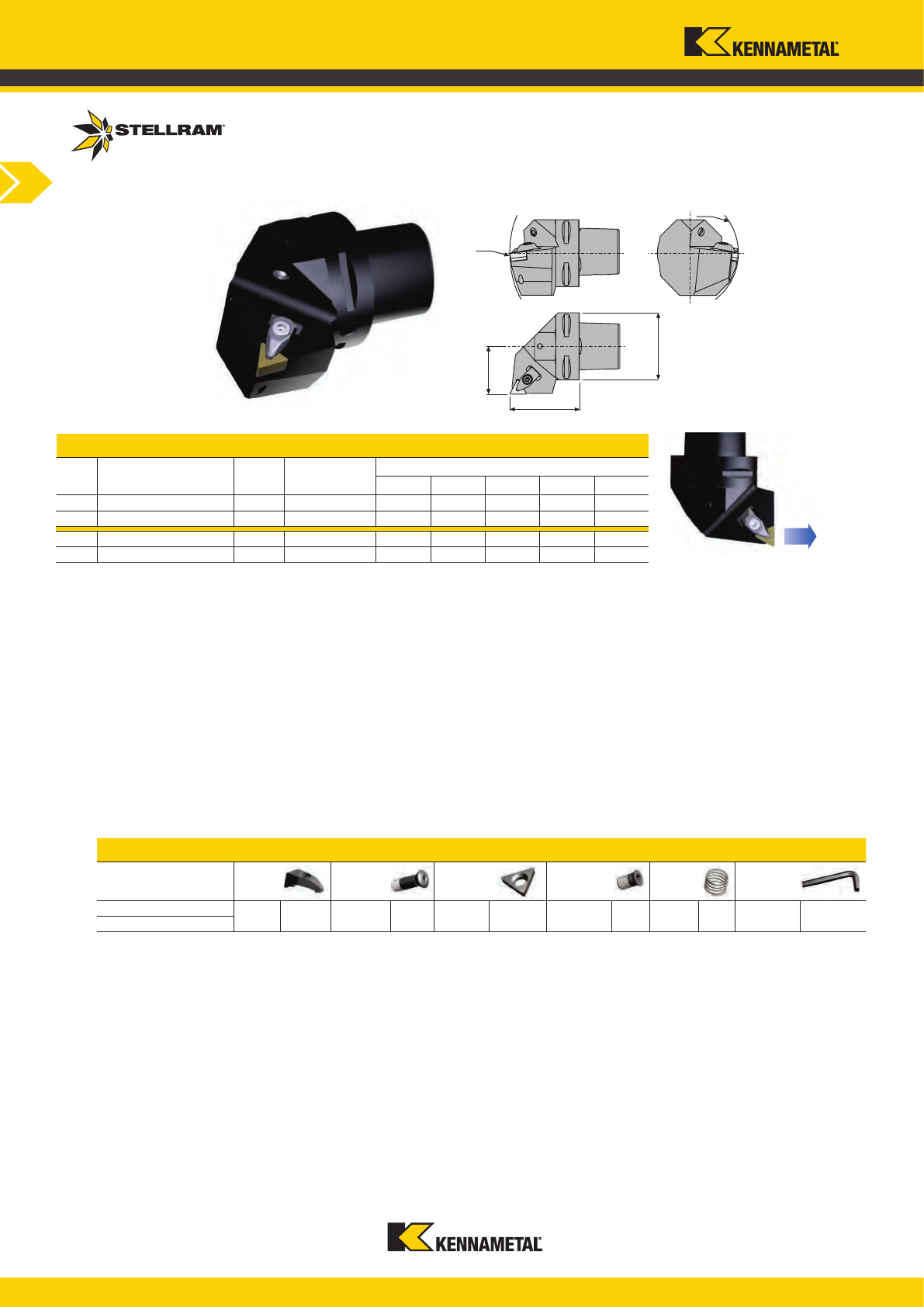
www.kennametal.com
C140
C5-50-DTGNL/R 35060-16
033709 2708 033711 1695 033714 ITSN342 033718 1764 033720 4294 018286 KH5003
C6-63-DTGNL/R 45065-16
033701 C5-50-DTGNL35060-16 TN_1604 50 110 165 35 60
033702 C5-50-DTGNR35060-16 TN_1604 50 110 165 35 60
033703 C6-63-DTGNL45065-16 TN_1604 63 110 190 45 65
033704 C6-63-DTGNR45065-16 TN_1604 63 110 190 45 65
S
l1
f1
D
2
D
1
Turning Inserts
LH
RH
LH
RH
C, DTGNL/R Spare Parts
Item Description
Clamp
EDP
Clamp Screw
EDP
Anvil
EDP
Anvil Screw
EDP
Clamp
Spring
EDP
Screw Key
EDP
D Style External Toolholder
for Negative Inserts:
TN_1604
Application: External Turn O/D
Approach 90°
Axial -6°
Radial -6°
Prolling Clearence Angle β = 0°
RH Holder Shown
DTGN LH & RH External PSC Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
S D1 D2 f1 l1
T Style
PSC Toolholders
DTGN 90°
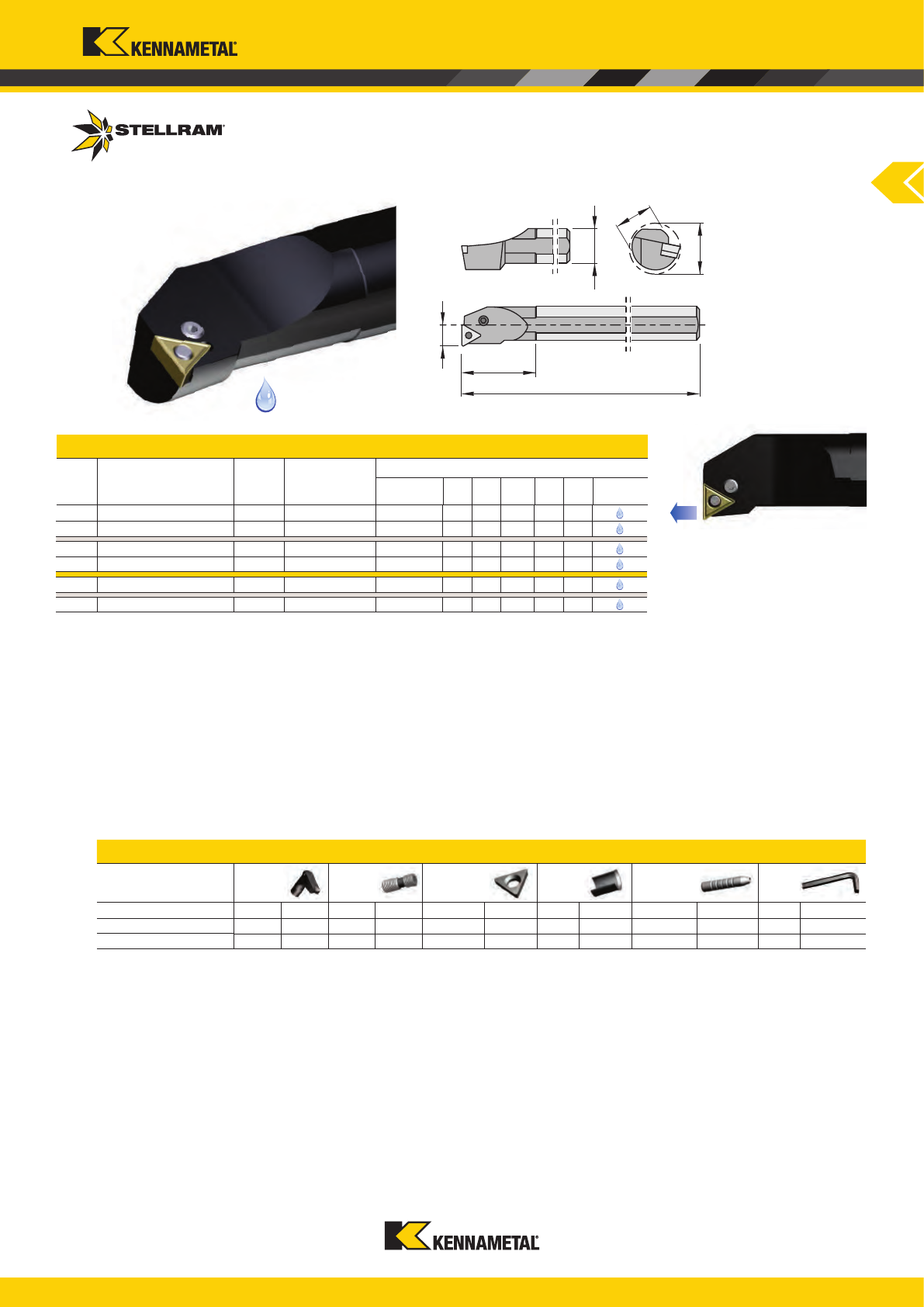
www.kennametal.com
C141
A25R PTFNL/R 16 022652 PL8216 028741 PLS1605 - - - - - - 028578 KH5002
A32S PTFNL/R 16
017442 PL8009 017447 PLS1606 017463 PA3416 034503 PC4109 028053 PCP0009 018285 KH5025
A40T PTFNL/R 22
017443 PL8012 017448 PLS1608 017464 PA3422 017453 PC4112 028054 PCP0012 018286 KH5003
028710 A25R PTFNL 16 TN_1604 31 25 17 200 42 23
028711 A32S PTFNL 16 TN_1604 39 32 22 250 45 30
028713 A25R PTFNR 16 TN_1604 31 25 17 200 42 23
028714 A32S PTFNR 16 TN_1604 39 32 22 250 45 30
028712 A40T PTFNL 22 TN_2204 48 40 27 300 50 37
028715 A40T PTFNR 22 TN_2204 48 40 27 300 50 37
L1
L2
f
h
D
A
Turning Inserts
LH
LH
RH
RH
LH
RH
A..PTFN LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L
1 L2 h
Through
Coolant
A..PTFNL/R Spare Parts
Item Description
Lever
EDP
Lever
Screw
EDP
Anvil
EDP
Anvil
Clip
EDP
Clip Punch
EDP
Key
EDP
P Style Internal Boring Bar
for Negative Inserts:
TN_1604 & TN_2204
Application: I/D Boring
Axial Approach =90°
Axial -6°
Radial -11°
Proling Clearance Angle β = 0°
RH Bar Shown
T Style
Internal Boring Bars
A..PTFN 90°
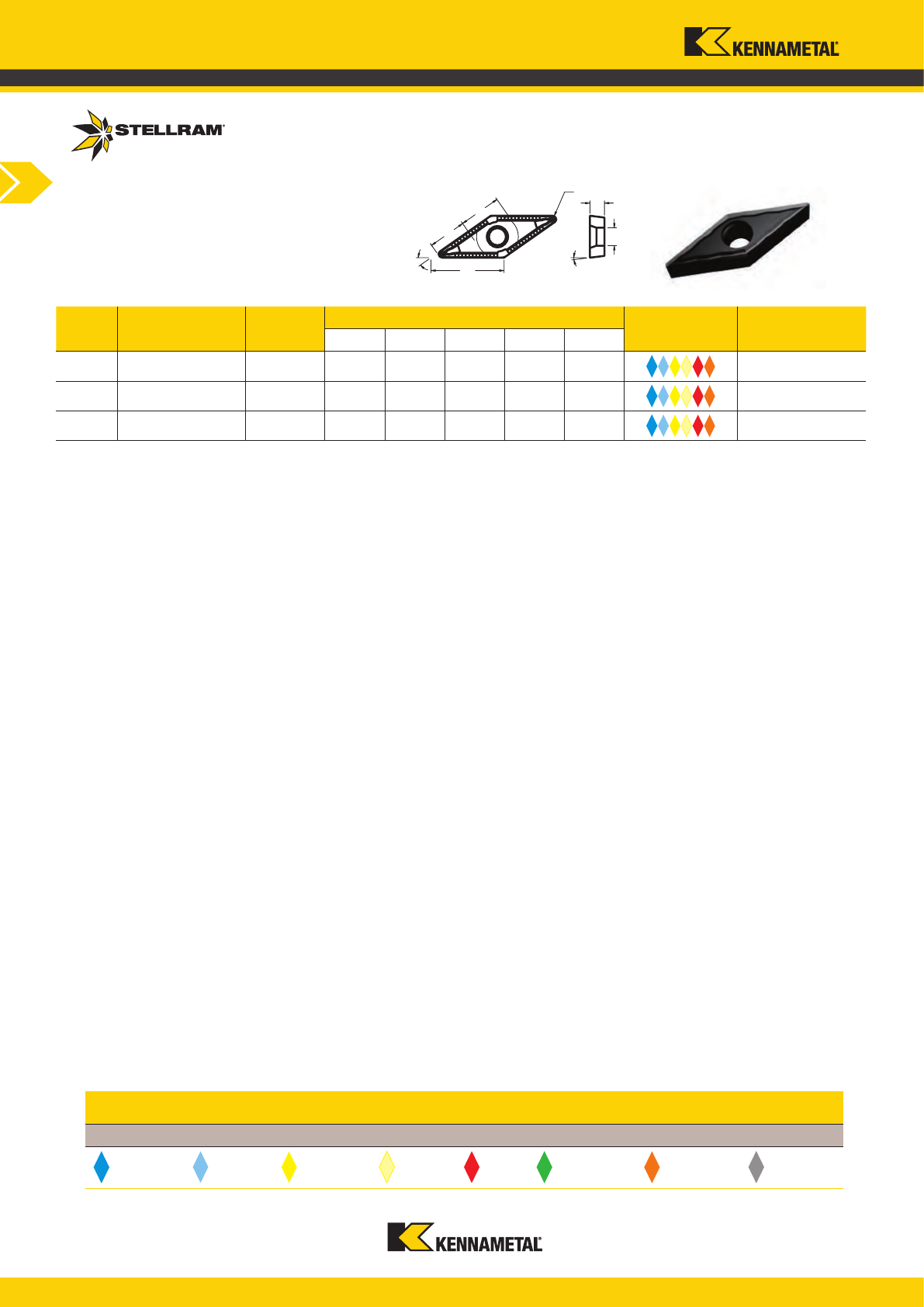
www.kennametal.com
C142
P
P
M
M
K N
S
H
031665 VBGT160402E-62 SP4019 9,53 16,60 6,35 0,20 4,40
031666 VBGT160404E-62 SP4019 9,53 16,60 6,35 0,40 4,40
031667 VBGT160408E-62 SP4019 9,53 16,60 6,35 0,80 4,40
35°
5°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Finishing
Finishing
Finishing
For Toolholders External: see pages C146 - C151 | Internal: see pages C152 - C154
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
V Style
Turning Inserts
VBGT
-62 Geometry
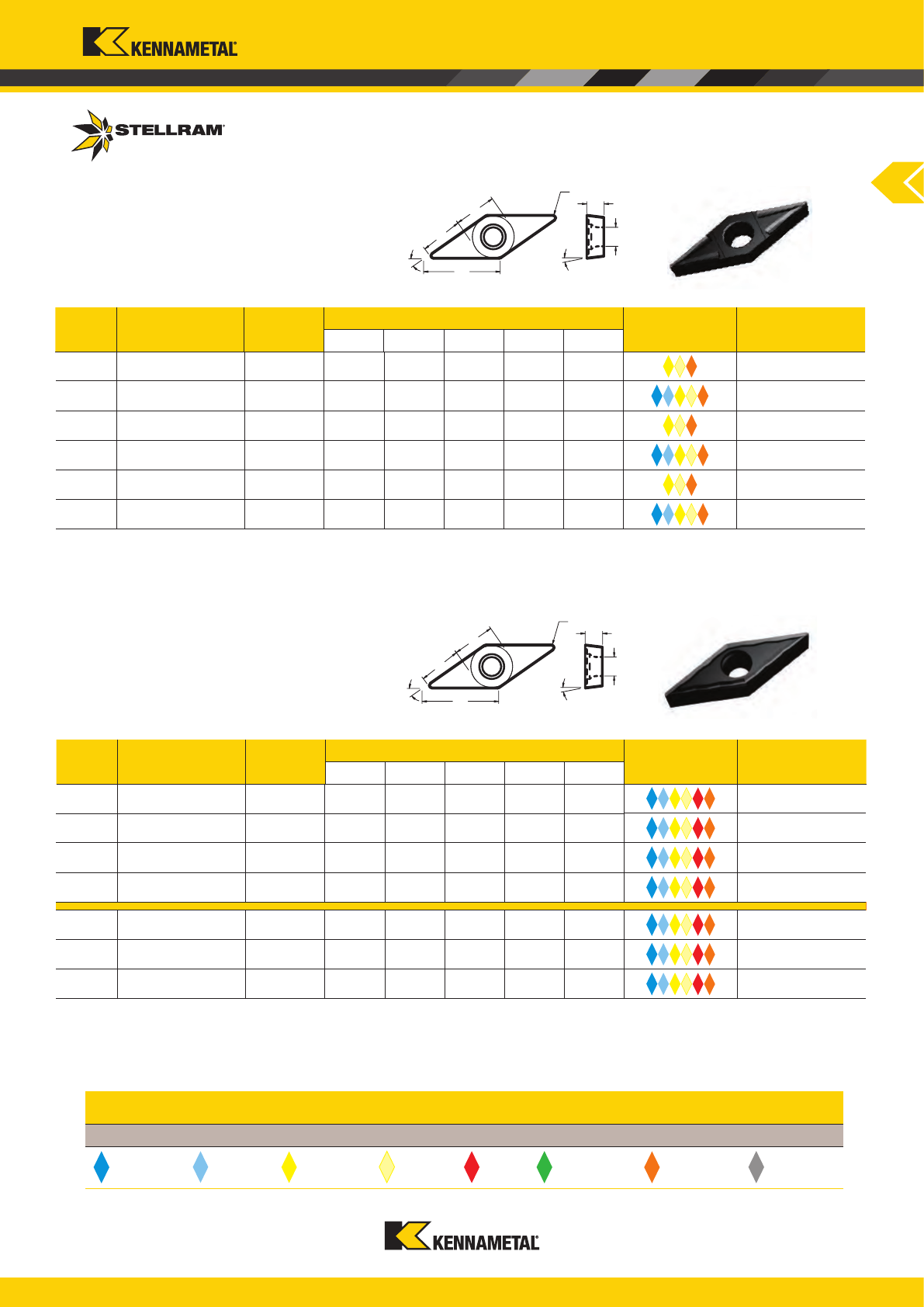
P
P
M
M
K N
S
H
www.kennametal.com
C143
032852 VCGT130301F-M GH1 7,94 13,80 3,97 0,10 3,40
034463 VCGT130301E-M SP4019 7,94 13,80 3,97 0,10 3,40
032854 VCGT130302F-M GH1 7,94 13,80 3,97 0,20 3,40
034461 VCGT130302E-M SP4019 7,94 13,80 3,97 0,20 3,40
032856 VCGT130304F-M GH1 7,94 13,80 3,97 0,40 3,40
034462 VCGT130304E-M SP4019 7,94 13,80 3,97 0,40 3,40
031608 VCGX1103005E-62 SP4019 6,35 10,07 3,18 0,05 2,80
031609 VCGT110301E-62 SP4019 6,35 10,07 3,18 0,10 2,80
031610 VCGT110302E-62 SP4019 6,35 10,07 3,18 0,20 2,80
031611 VCGT110304E-62 SP4019 6,35 10,07 3,18 0,40 2,80
030594 VCGT130301E-62 SP4019 7,94 13,80 3,18 0,10 3,40
030595 VCGT130302E-62 SP4019 7,94 13,80 3,18 0,20 3,40
030596 VCGT130304E-62 SP4019 7,94 13,80 3,18 0,40 3,40
35°
7°
m
d
r
I
s
h
35°
7°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Medium
Medium
Medium
Medium
Medium
Medium
For Toolholders External: see pages C146, C149 - C151 | Internal: see pages C153 - C154
For Toolholders External: see pages C146, C149 - C151 | Internal: see pages C153 - C154
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
V Style
Turning Inserts
VCGT
M Geometry
VCGT & VCGX
-62 Geometry
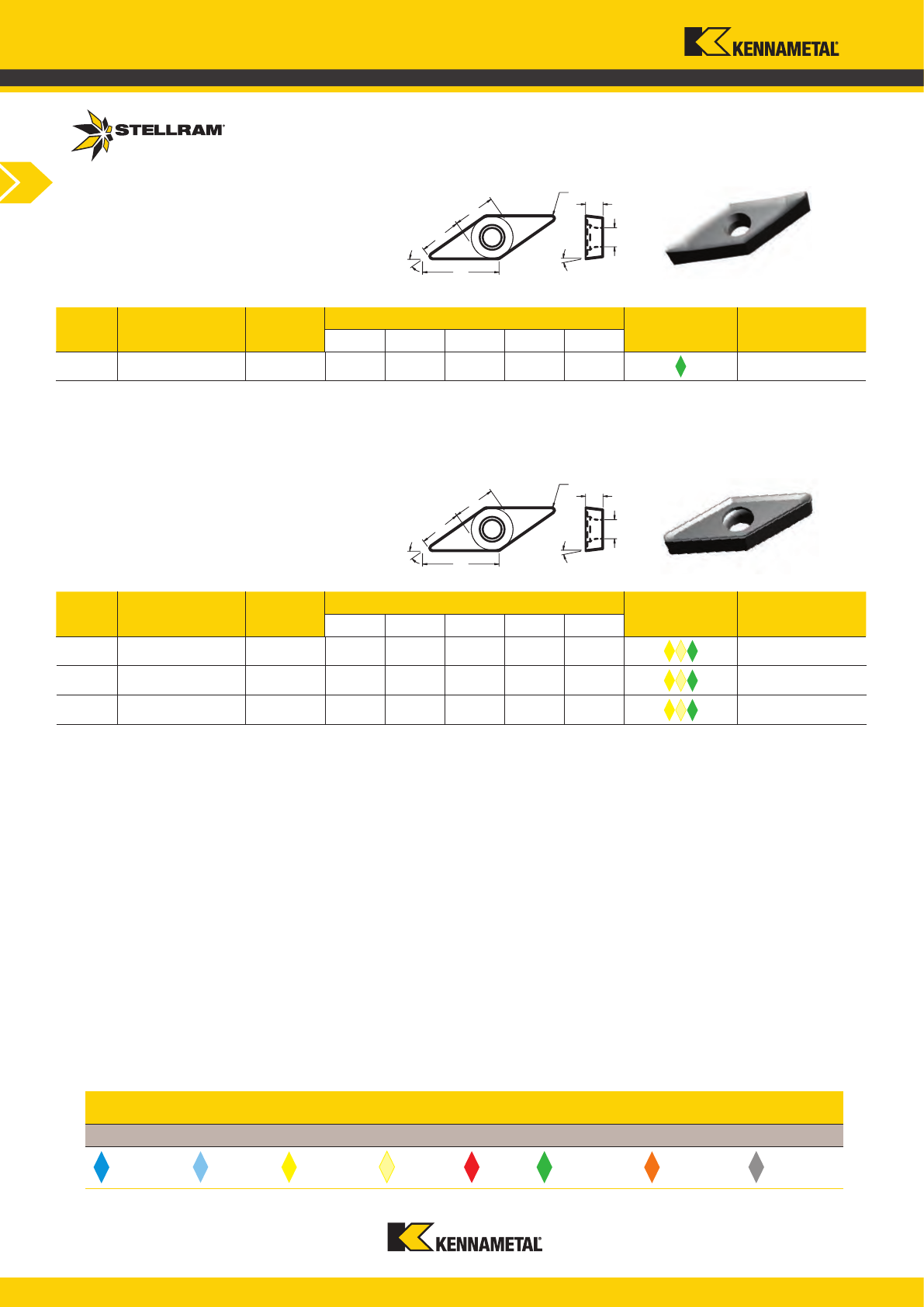
www.kennametal.com
C144
P
P
M
M
K N
S
H
014071 VCGT160408F-64 GH1 9,53 16,60 4,76 0,80 4,40
027453 VCGT130302F-66 GH1 7,94 13,80 3,18 0,20 3,40
027454 VCGT130304F-66 GH1 7,94 13,80 3,18 0,40 3,40
027455 VCGT130308F-66 GH1 7,94 13,80 3,18 0,80 3,40
35°
7°
m
d
r
I
s
h
35°
7°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Finishing
Finishing
Finishing
Finishing
For Toolholders External: see pages C146, C149 - C151 | Internal: see pages C153 - C154
For Toolholders External: see pages C146, C149 - C151 | Internal: see pages C153 - C154
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
V Style
Turning Inserts
VCGT
-64 Geometry
VCGT
-66 Geometry
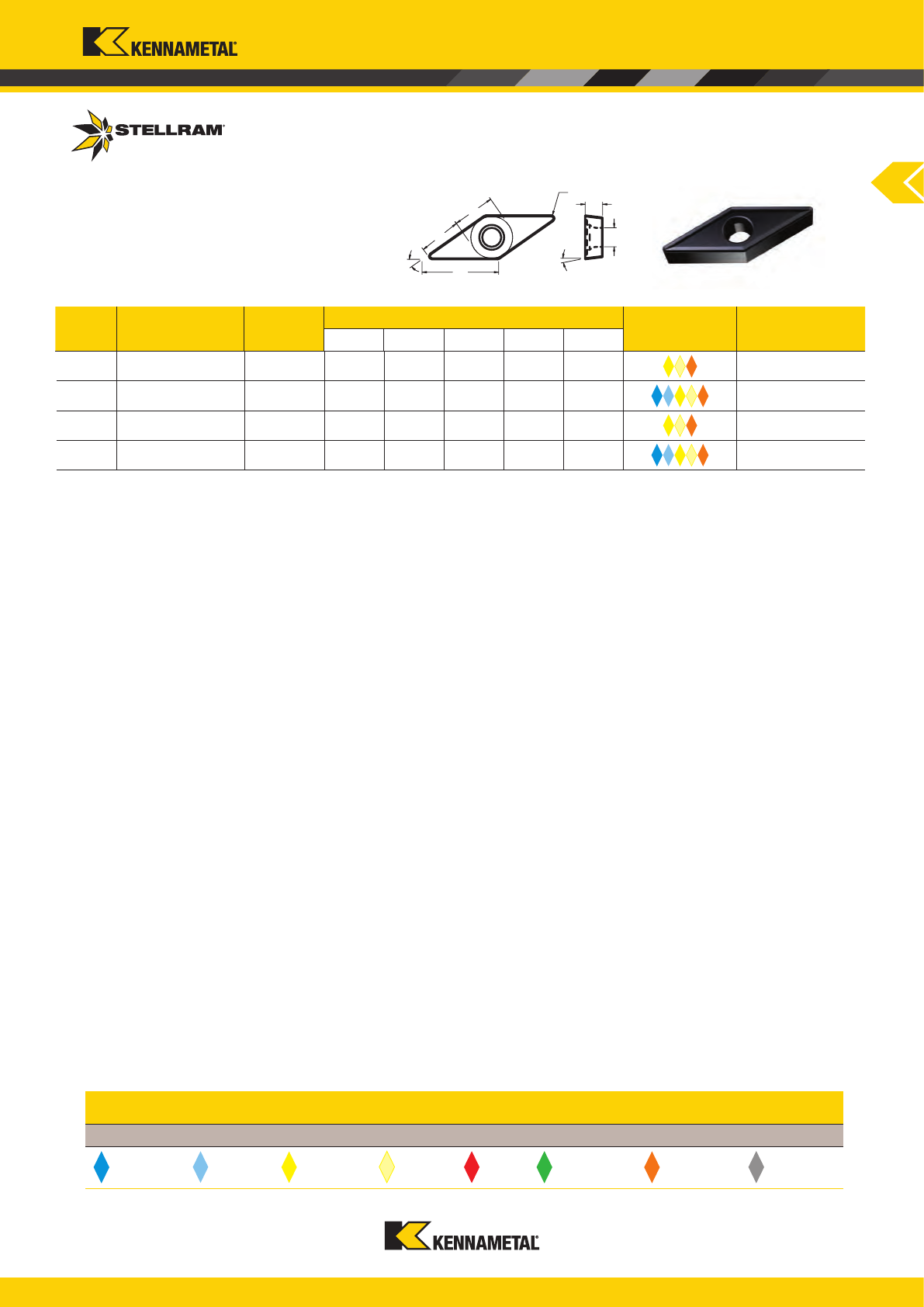
P
P
M
M
K N
S
H
www.kennametal.com
C145
032858 VCMT160404E-M GH1 9,53 16,60 4,76 0,40 4,40
032276 VCMT160404E-M SP4019 9,53 16,60 4,76 0,40 4,40
032859 VCMT160408E-M GH1 9,53 16,60 4,76 0,80 4,40
032282 VCMT160408E-M SP4019 9,53 16,60 4,76 0,80 4,40
35°
7°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Medium
Medium
Medium
Medium
For Toolholders External: see pages C146, C149 - C151 | Internal: see pages C153 - C154
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
V Style
Turning Inserts
VCMT
M Geometry
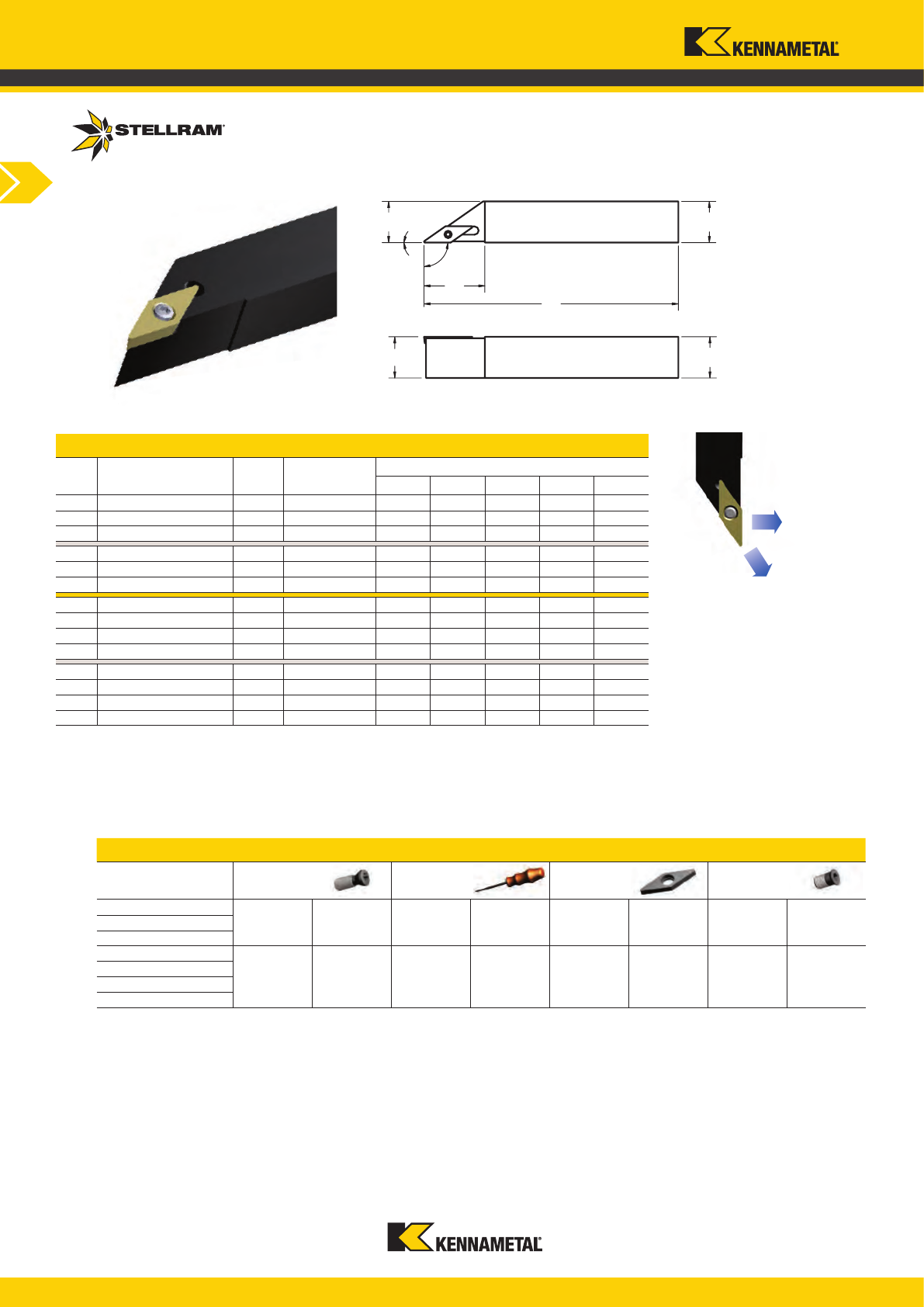
www.kennametal.com
C146
033593 SVACL 1010 M11 VC_1103 10 10 10 150 -
033594 SVACL 1212 M11 VC_1103 12 12 12 150 -
033595 SVACL 1616 M11 VC_1103 16 16 16 150 -
033596 SVACR 1010 M11 VC_1103 10 10 10 150 -
033597 SVACR 1212 M11 VC_1103 12 12 12 150 -
033598 SVACR 1616 M11 VC_1103 16 16 16 150 -
025092 SVACL 1010 M13 VC_1303 10 10 10 150 30
025094 SVACL 1212 M13 VC_1303 12 12 12 150 30
025096 SVACL 1616 M13 VC_1303 16 16 16 150 30
025098 SVACL 2020 K13 VC_1303 20 20 20 125 30
025091 SVACR 1010 M13 VC_1303 10 10 10 150 30
025093 SVACR 1212 M13 VC_1303 12 12 12 150 30
025095 SVACR 1616 M13 VC_1303 16 16 16 150 30
025097 SVACR 2020 K13 VC_1303 20 20 20 125 30
SVACL/R 1010 M11
15061 F2507T 18488 T7 - - - -
SVACL/R 1212 M11
SVACL/R 1616 M11
SVACL/R 1010 M13
15063 F3008T 013214 T9 - - - -
SVACL/R 1212 M13
SVACL/R 1616 M13
SVACL/R 2020 K13
h
1
90°
b
h
f
L
2
L
1
0°
Turning Inserts
LH
LH
LH
RH
RH
RH
LH
LH
LH
LH
RH
RH
RH
RH
SVAC LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
SVACL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style External Toolholder
Positive Inserts VC_1103, and VC_1303
Application: O/D Proling
Approach 90°
Axial 0°
Radial 0°
Prolling Clearance Angle β = 52°
RH Holder Shown
V Style
External Toolholders
SVAC 90°
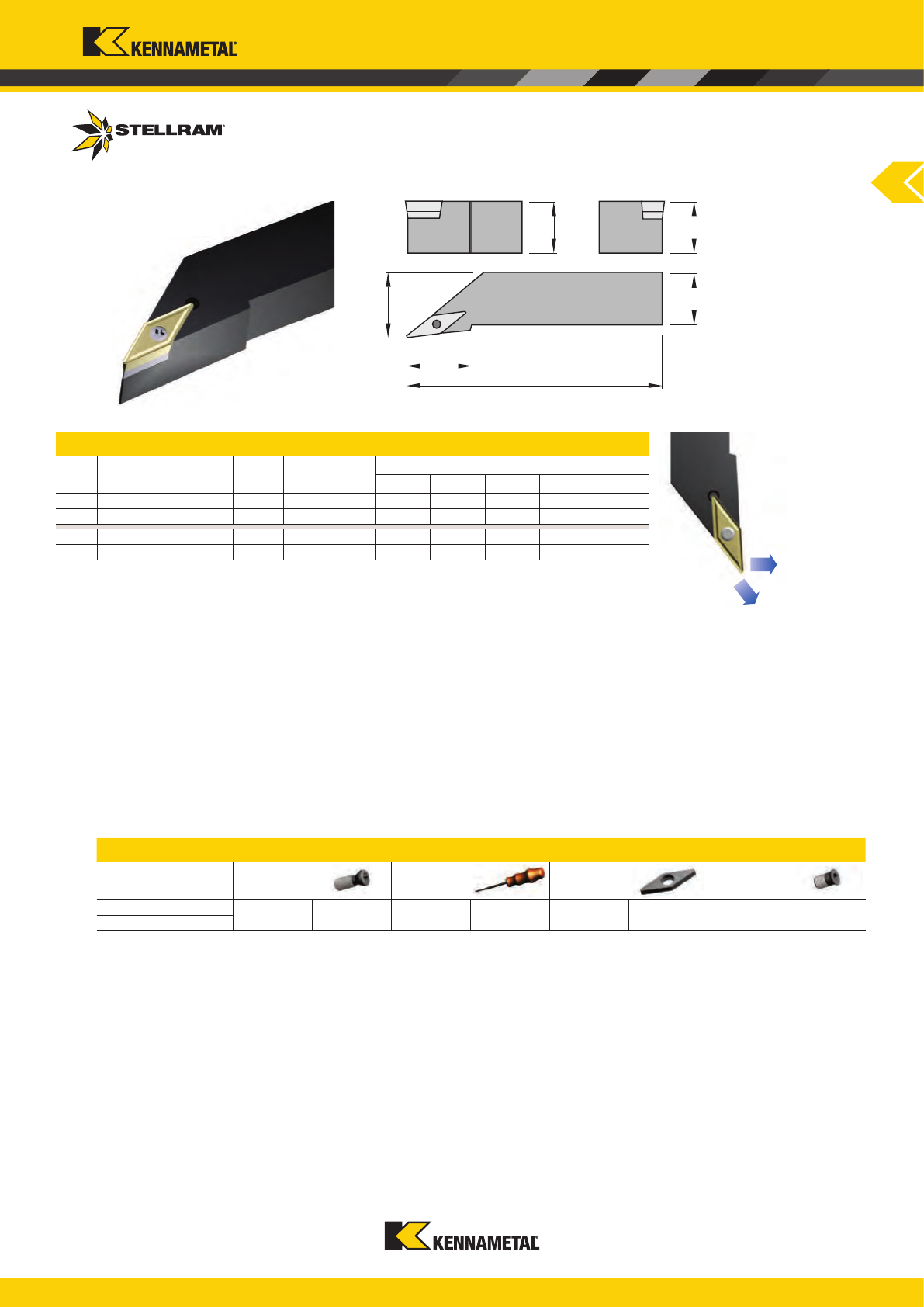
www.kennametal.com
C147
f
h
h
1
b
L
1
L
2
SVJBL/R 2020 K16
034497 1335 028475 K5516 028740 SA3718 028478 SAS1750
SVJBL/R 2525 M16
028641 SVJBL 2020 K16 VB_1604 20 20 25 125 34
028642 SVJBL 2525 M16 VB_1604 25 25 32 150 34
028644 SVJBR 2020 K16 VB_1604 20 20 25 125 34
028645 SVJBR 2525 M16 VB_1604 25 25 32 150 34
Turning Inserts
LH
LH
RH
RH
SVJB LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
SVJBL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style External Toolholder
for Positive Inserts: VB_1604
Application: O/D Proling
Approach 93°
Axial 0°
Radial 0°
Prolling Clearance Angle β = 49°
RH Holder Shown
V Style
External Toolholders
SVJB 93°
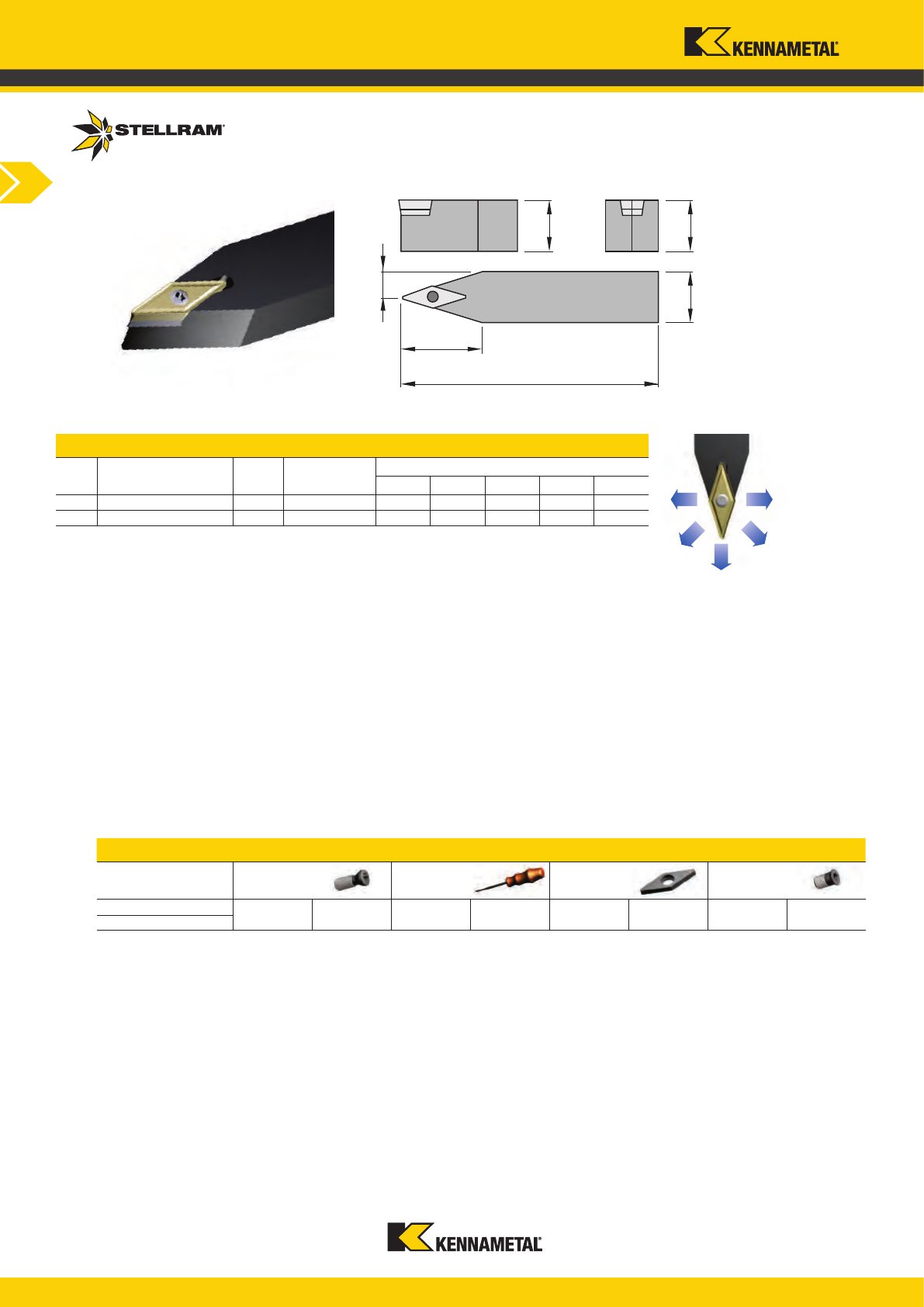
www.kennametal.com
C148
SVVBN 2020 K16
034497 1335 028475 K5516 028740 SA3718 028478 SAS1750
SVVBN 2525 M16
033599 SVVBN 2020 K16 VB_1604 20 20 10 125 -
033600 SVVBN 2525 M16 VB_1604 25 25 12,5 150 -
f
h
h
1
b
L
1
L2
Turning Inserts
Neutral
Neutral
SVVB Neutral External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
SVVBL N Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style External Toolholder
for Positive Inserts: VB_1604
Application: O/D Proling
Approach 72,5°
Axial 0°
Radial 0°
Prolling Clearance Angle β = 69,5°
Neutral Holder Shown
V Style
External Toolholders
SVVB 72,5°
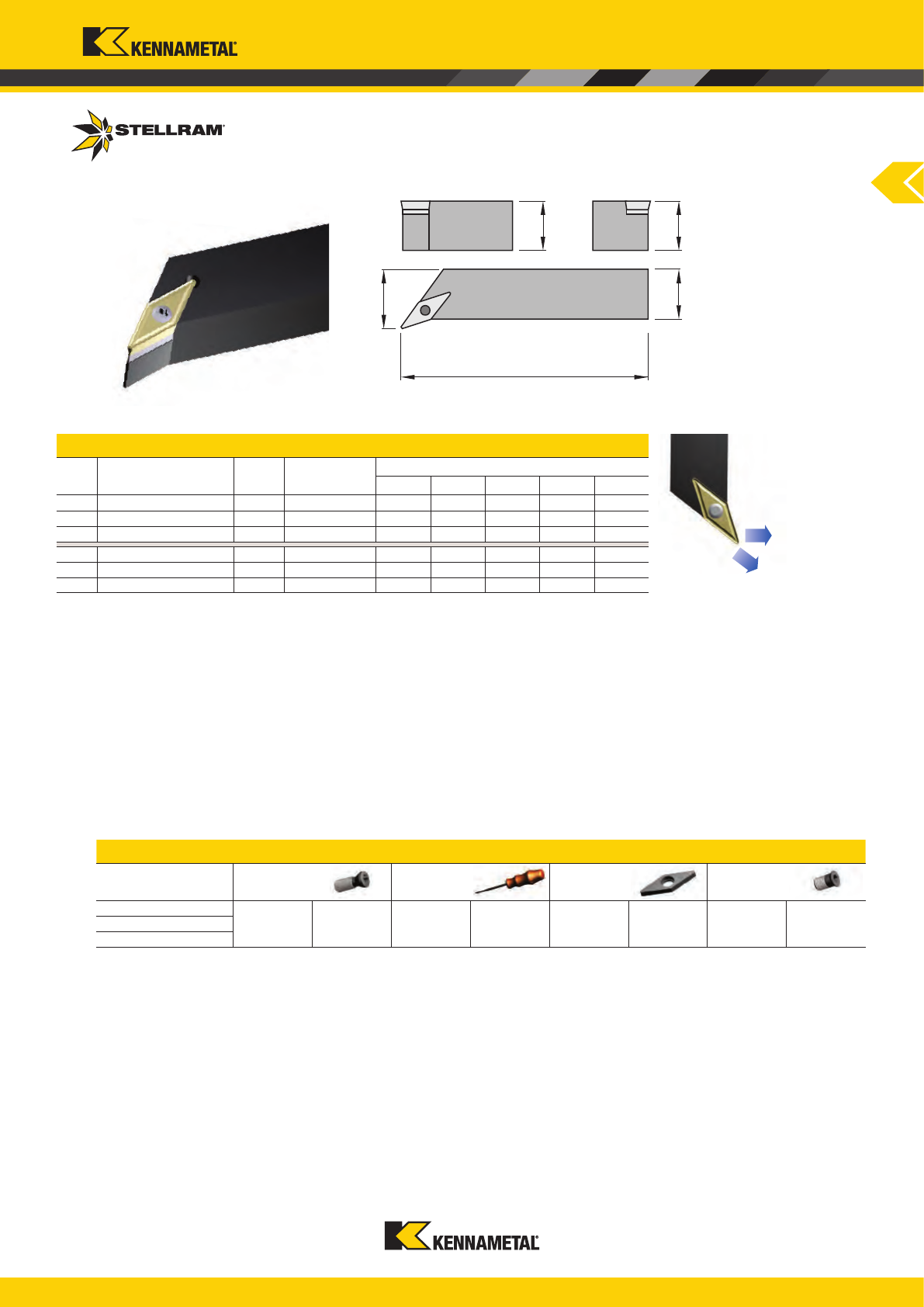
www.kennametal.com
C149
f
h
h
1
b
L
1
SVHCL/R 2020 K16
034497 1335 028475 K5516 028740 SA3718 028478 SAS1750
SVHCL/R 2525 M16
SVHCL/R 3232 P16
028635 SVHCL 2020 K16 VC_1604 20 20 25 125 -
028636 SVHCL 2525 M16 VC_1604 25 25 32 150 -
033607 SVHCL 3225 P16 VC_1604 32 25 32 170 -
028638 SVHCR 2020 K16 VC_1604 20 20 25 125 -
028639 SVHCR 2525 M16 VC_1604 25 25 32 150 -
033608 SVHCR 3225 P16 VC_1604 32 25 32 170 -
Turning Inserts
LH
LH
LH
RH
RH
RH
SVHC LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
SVHCL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style External Toolholder
for Positive Inserts: VC_1604
Application: O/D and Face Proling
Approach 107,5°
Axial 0°
Radial 0°
Prolling Clearance Angle β = 44,5°
RH Holder Shown
V Style
External Toolholders
SVHC 107,5°
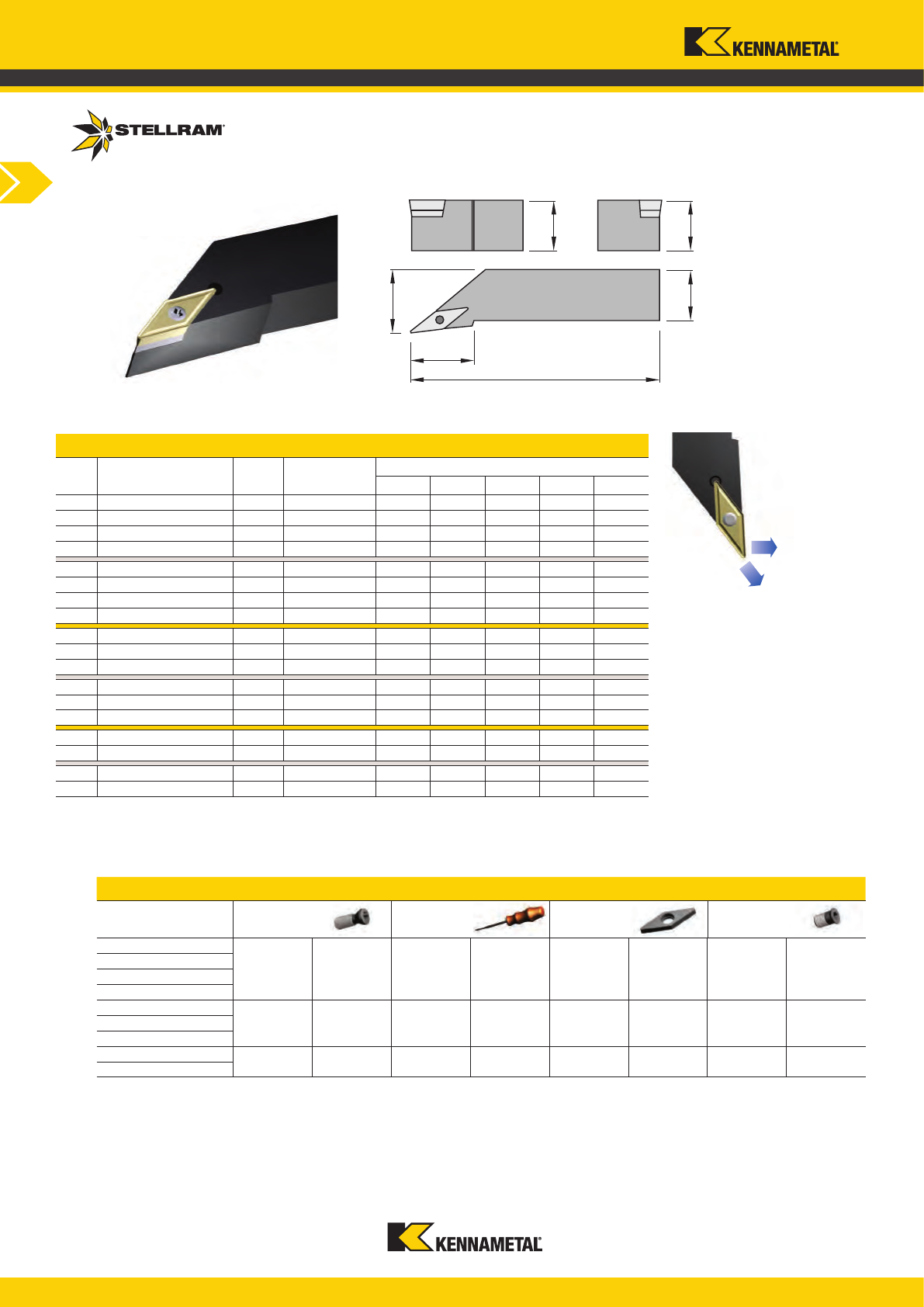
www.kennametal.com
C150
SVJCL/R 1010 M11
015061 F2507T 18488 T7 - - - -
SVJCL/R 1212 M11
SVJCL/R 1616 M11
SVJCL/R 2020 K11
SVJCL/R 1212 F13
015063 F3008T 013214 T9 - - - -SVJCL/R 1616 H13
SVJCL/R 2020 K13
SVJCL/R 2020 K16
034497 1335 028475 K5516 028740 SA3718 028478 SAS1750
SVJCL/R 2525 M16
033615 SVJCL 1010 M11 VC_1103 10 10 10 150 -
033616 SVJCL 1212 M11 VC_1103 12 12 12 150 -
033617 SVJCL 1616 M11 VC_1103 16 16 16 150 -
033618 SVJCL 2020 K11 VC_1103 20 20 25 125 25
033619 SVJCR 1010 M11 VC_1103 10 10 10 150 -
033620 SVJCR 1212 M11 VC_1103 12 12 12 150 -
033621 SVJCR 1616 M11 VC_1103 16 16 16 150 -
033622 SVJCR 2020 K11 VC_1103 20 20 25 125 25
018330 SVJCL 1212 F13 VC_1303 12 12 16 80 26
018331 SVJCL 1616 H13 VC_1303 16 16 20 100 30
018333 SVJCL 2020 K13 VC_1303 20 20 25 125 30
018337 SVJCR 1212 F13 VC_1303 12 12 16 80 26
018338 SVJCR 1616 H13 VC_1303 16 16 20 100 30
018340 SVJCR 2020 K13 VC_1303 20 20 25 125 30
028648 SVJCL 2020 K16 VC_1604 20 20 25 125 34
028649 SVJCL 2525 M16 VC_1604 25 25 32 150 34
028651 SVJCR 2020 K16 VC_1604 20 20 25
125 34
028652 SVJCR 2525 M16 VC_1604 25 25 32 150 34
f
h
h
1
b
L
1
L
2
Turning Inserts
LH
LH
LH
LH
RH
RH
RH
RH
LH
LH
LH
RH
RH
RH
LH
LH
RH
RH
SVJC LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
SVJCL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style External Toolholder
for Positive Inserts:
VC_1103, VC_1303, and VC_1604
Application: O/D Proling
Approach 93°
Axial 0°
Radial 0°
Prolling Clearance Angle β = 49°
RH Holder Shown
V Style
External Toolholders
SVJC 93°
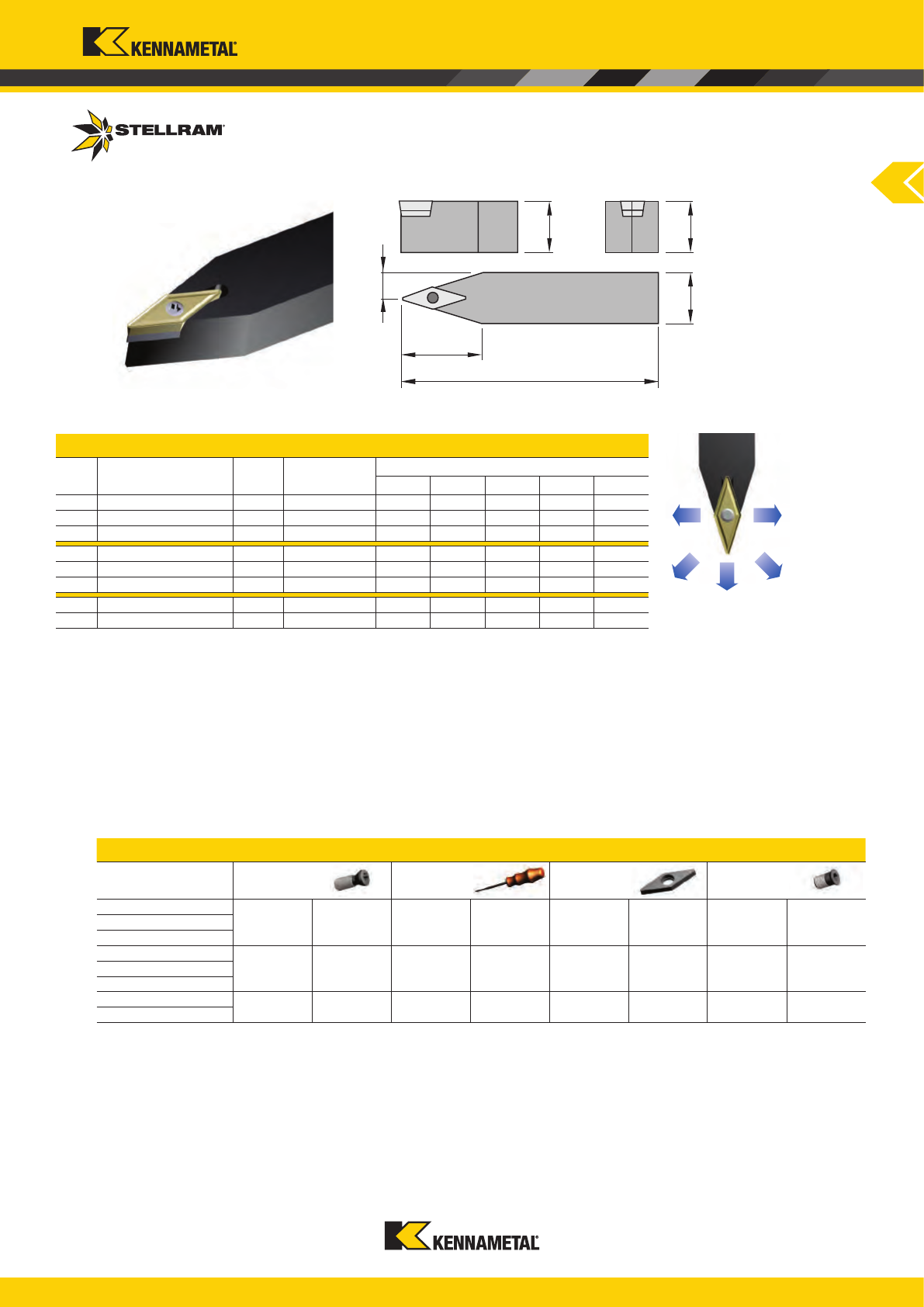
www.kennametal.com
C151
f
h
h
1
b
L
1
L
2
SVVCN 1212 M11
015061 F2507T 018488 T7 - - - -
SVVCN 1616 M11
SVVCN 2020 K11
SVVCN 1212 F13
015063 F3008T 013214 T9 - - - -SVVCN 1616 H13
SVVCN 2020 K13
SVVCN 2020 K16
034497 1335 028475 K5516 028740 SA3718 028478 SAS1750
SVVCN 2525 M16
033639 SVVCN 1212 M11 VC_1103 12 12 6 150 -
033640 SVVCN 1616 M11 VC_1103 16 16 8 150 -
033641 SVVCN 2020 K11 VC_1103 20 20 10 125 -
018344 SVVCN 1212 F13 VC_1303 12 12 6 150 28
018345 SVVCN 1616 H13 VC_1303 16 16 8 150 28
018346 SVVCN 2020 K13 VC_1303 20 20 10 125 28
028653 SVVCN 2020 K16 VC_1604 20 20 10 125 -
028654 SVVCN 2525 M16 VC_1604 25 25 12,5 150 -
Turning Inserts
Neutral
Neutral
Neutral
Neutral
Neutral
Neutral
Neutral
Neutral
SVVC Neutral External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h1 b f L1 L2
SVVC N Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style External Toolholder
for Positive Inserts:
VC_1103, VC_1303 and VC_1604
Application: O/D Proling
Approach 72,5°
Axial 0°
Radial 0°
Prolling Clearance Angle β = 69,5°
Neutral Holder Shown
V Style
External Toolholders
SVVC 72,5°
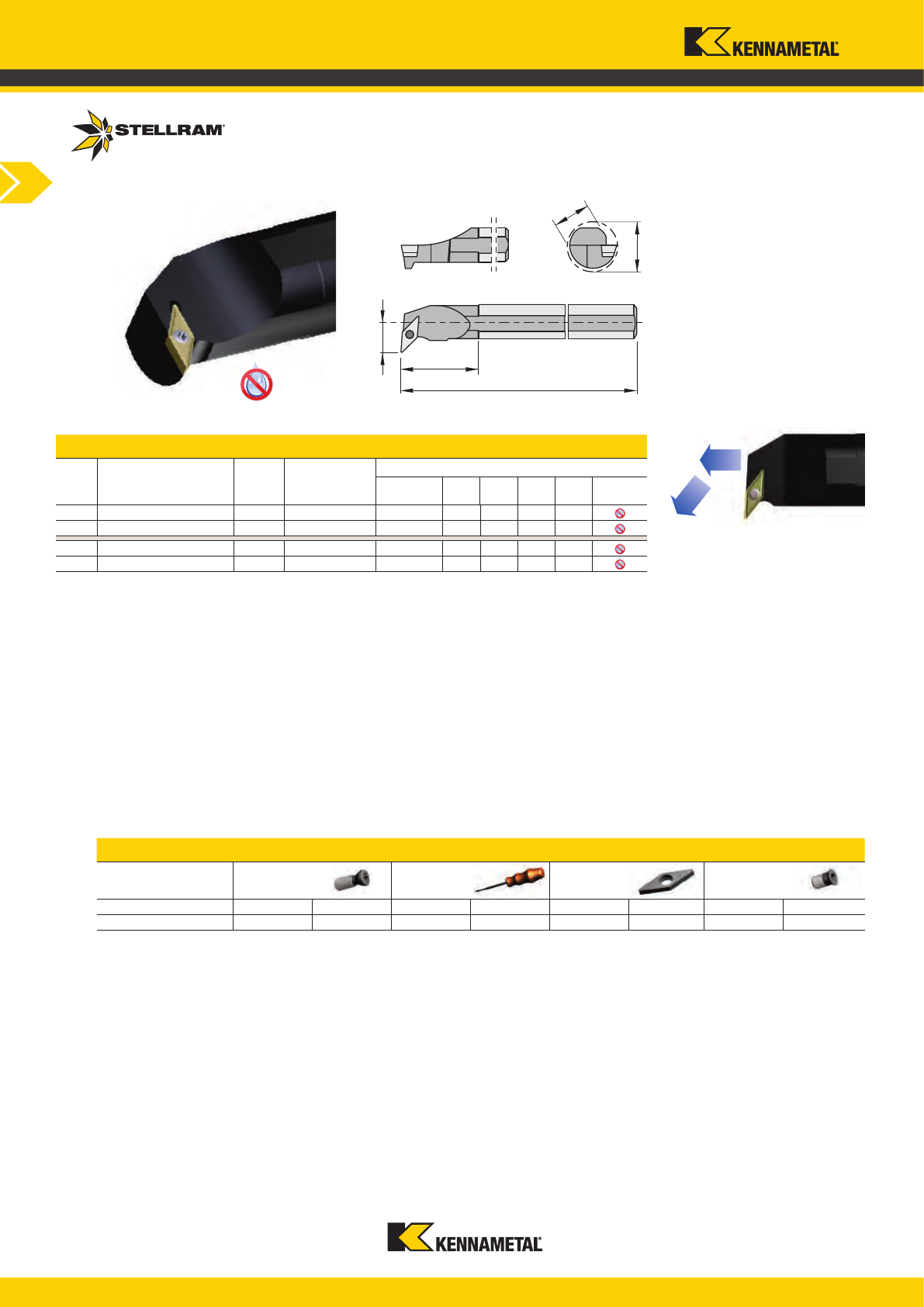
www.kennametal.com
C152
L1
L2
f
D
A
033642 S25R SVUBL 16 VB_1604 31 25 17 300 42
033643 S32S SVUBL 16 VB_1604 39 32 22 350 45
033644 S25R SVUBR 16 VB_1604 31 25 17 300 42
033645 S32S SVUBR 16 VB_1604 39 32 22 350 45
S25R SVUBL/R 16 015262 D4010T 015240 T15 - - - -
S32S SVUBL/R 16 034497 1335 028475 K5516 028740 SA3718 028478 SAS1750
Turning Inserts
LH
LH
RH
RH
S.. SVUB LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L
1 L2
Through
Coolant
S.. SVUBL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style Boring Bar
for Positive Inserts: VB_1604
Application: I/D Proling
Aproach 93°
Axial 0°
Radial -6°
Prolling Clearance Angle β = 49°
RH Bar Shown
V Style
Internal Boring Bars
SVUB 93°
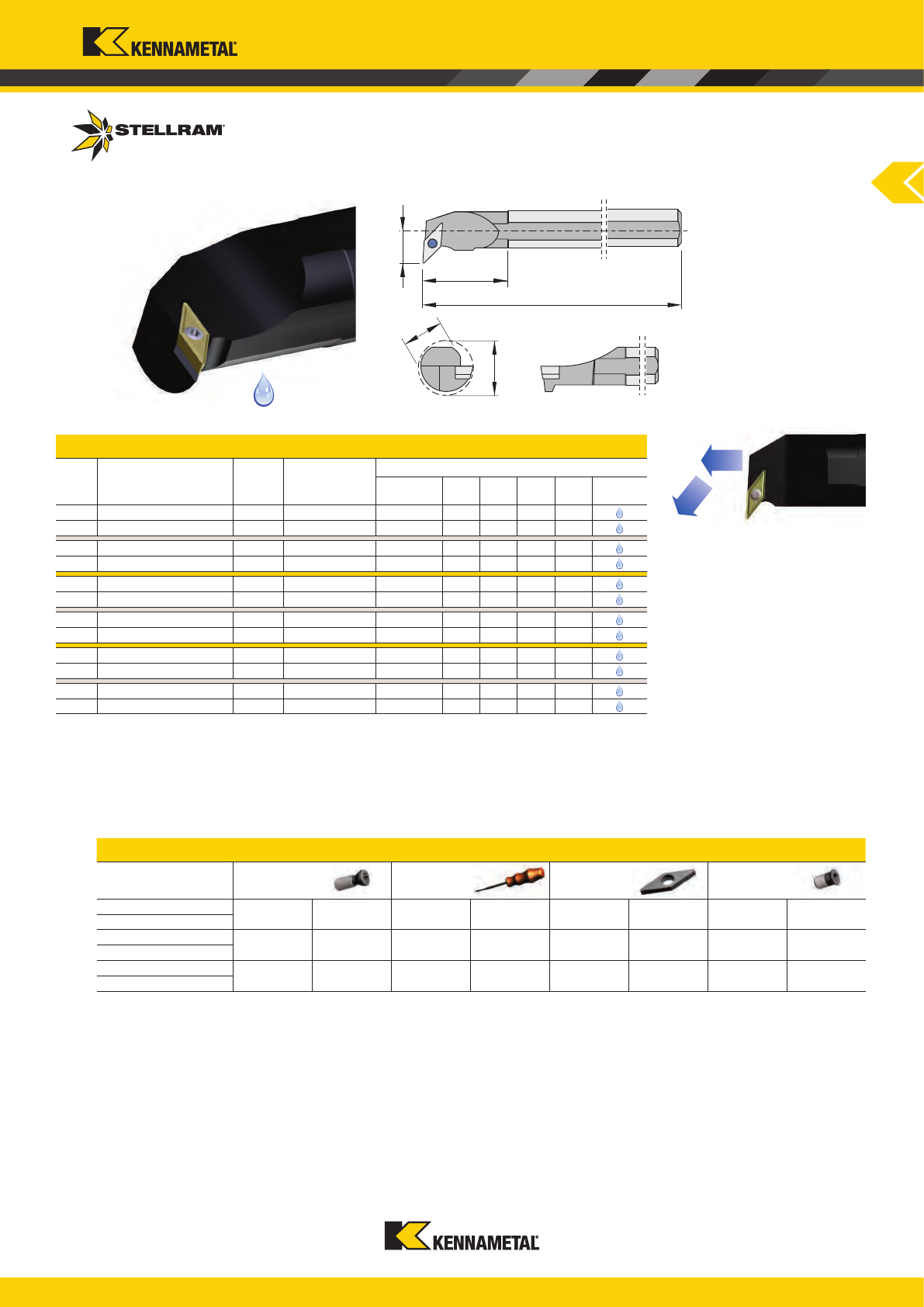
www.kennametal.com
C153
L
L
2
f
D
A
1
A16M SVUCL/R 11
015061 F2507T 018488 T7 - - - -
A20Q SVUCL/R 11
A20Q SVUCL/R 13
015063 F3008T 013214 T9 - - - -
A25S SVUCL/R 13
A25R SVUCL/R 16
034497 1335 028475 K5516 028740 SA3718 028478 SAS1750
A32S SVUCL/R 16
033650 A16M SVUCL 11 VC_1103 20 16 11 150 31
033651 A20Q SVUCL 11 VC_1103 25 20 13 180 36
033652 A16M SVUCR 11 VC_1103 20 16 11 150 31
033653 A20Q SVUCR 11 VC_1103 25 20 13 180 36
018443 A20Q SVUCL 13 VC_1303 24 20 13 180 -
018445 A25S SVUCL 13 VC_1303 31 25 17 259 -
018444 A20Q SVUCR 13 VC_1303 24 20 13 180 -
018446 A25S SVUCR 13 VC_1303 31 25 17 259 -
033654 A25R SVUCL 16 VC_1604 31 25 17 200 42
033655 A32S SVUCL 16 VC_1604 39 32 22 250 45
033656 A25R SVUCR 16 VC_1604 31 25 17 200 42
033657 A32S SVUCR 16 VC_1604 39 32 22 250 45
Turning Inserts
LH
LH
RH
RH
LH
LH
RH
RH
LH
LH
RH
RH
A.. SVUC LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L1 L2
Through
Coolant
A.. SVUCL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style Boring Bar
for Positive Inserts:
VC_1103, VC_1303, and VC_1604
Application: I/D Proling
Aproach 93°
Axial 0°
Radial -6°
Prolling Clearance Angle β = 49°
RH Bar Shown
V Style
Internal Boring Bars
SVUC 93°
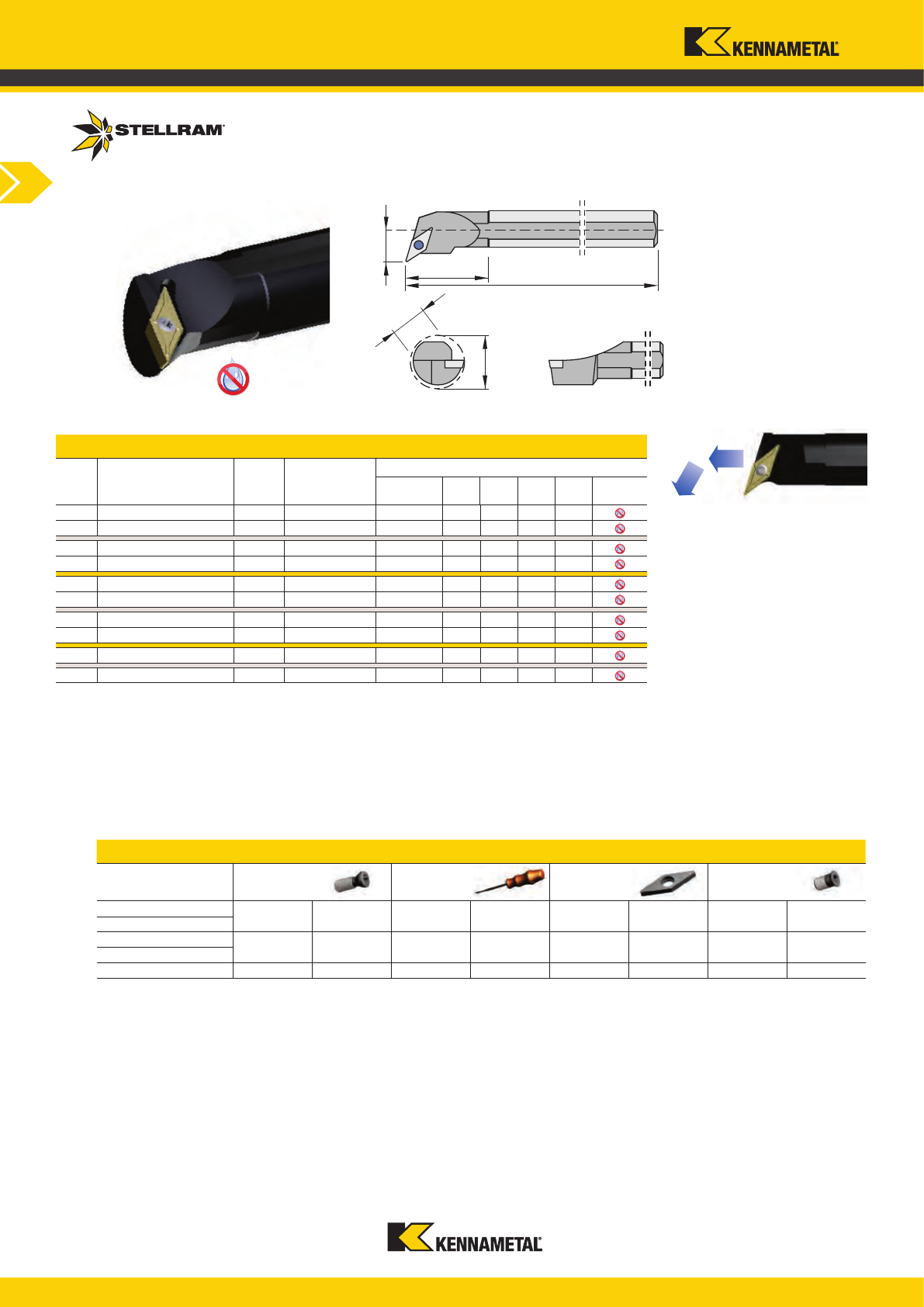
www.kennametal.com
C154
f
L
L
2
1
A
D
S16R SVQCL/R 11
015061 F2507T 018488 T7 - - - -
S20S SVQCL/R 11
S16R SVQCL/R 13
015063 F3008T 013214 T9 - - - -
S20S SVQCL/R 13
S25T SVQCL/R 16 034497 1335 028475 K5516 028740 SA3718 028478 SAS1750
033668 S16R SVQCL 11 VC_1103 20 16 11 200 31
033669 S20S SVQCL 11 VC_1103 24 20 13 250 36
033670 S16R SVQCR 11 VC_1103 20 16 11 200 31
033671 S20S SVQCR 11 VC_1103 24 20 13 250 36
033672 S16R SVQCL 13 VC_1303 20 16 11 200 31
033673 S20S SVQCL 13 VC_1303 24 20 13 250 36
033674 S16R SVQCR 13 VC_1303 20 16 11 200 31
033675 S20S SVQCR 13 VC_1303 24 20 13 250 36
033676 S25T SVQCL 16 VC_1604 31 25 17 300 42
033677 S25T SVQCR 16 VC_1604 31 25 17 300 42
Turning Inserts
LH
LH
RH
RH
LH
LH
RH
RH
LH
RH
S.. SVQC LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L
1 L2
Through
Coolant
S.. SVQCL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style Boring Bar
for Positive Inserts:
VC_1103, VC_1303 and VC_1604
Application: I/D Proling
Aproach 107,5°
Axial 0°
Radial -6°
Prolling Clearance Angle β = 34,5°
RH Bar Shown
V Style
Internal Boring Bars
SVQC 107,5°
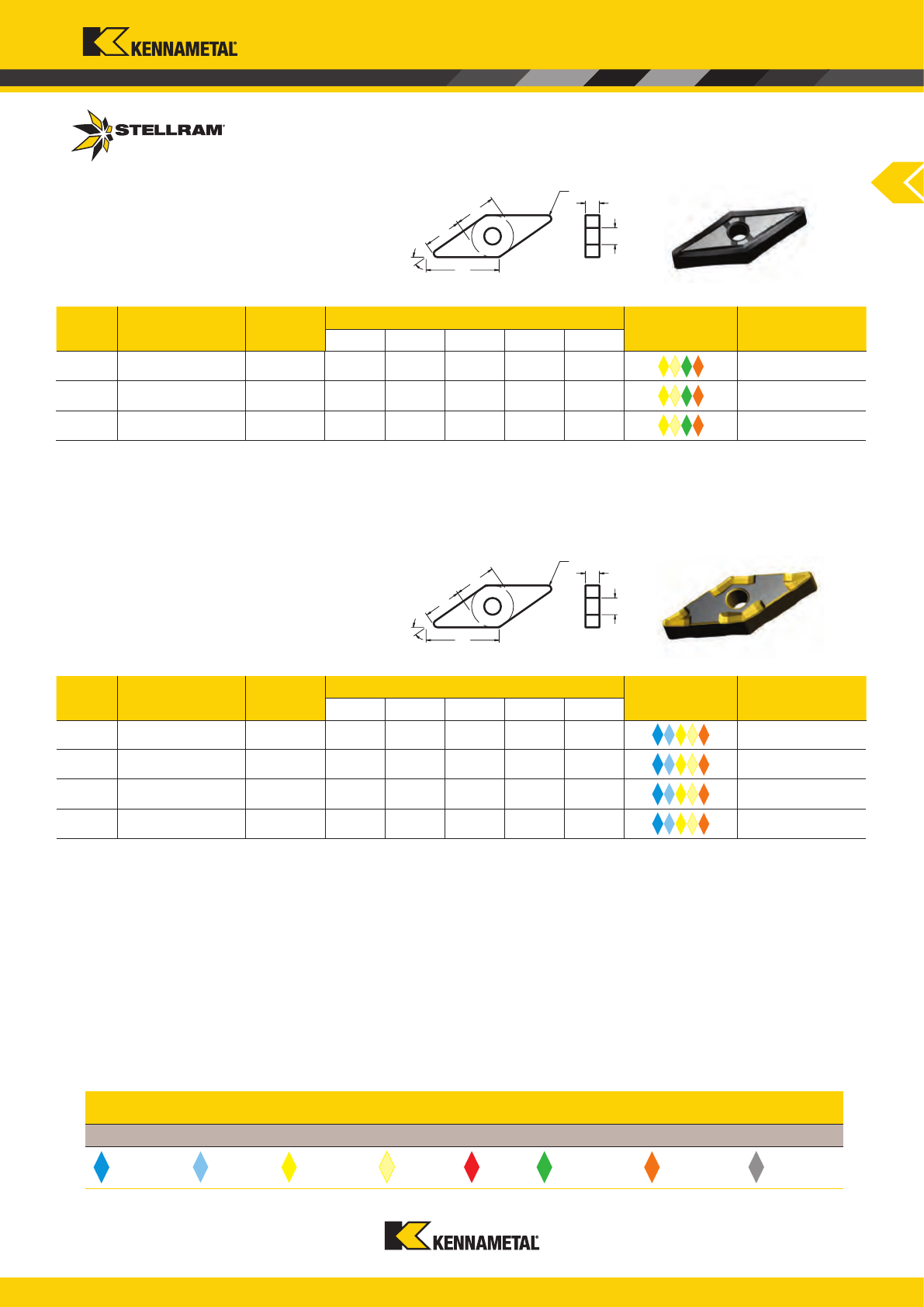
P
P
M
M
K N
S
H
www.kennametal.com
C155
031549 VNGG160402F-3F SP0819 9,53 16,60 4,76 0,20 3,81
031550 VNGG160404F-3F SP0819 9,53 16,60 4,76 0,40 3,81
031551 VNGG160408F-3F SP0819 9,53 16,60 4,76 0,80 3,81
030882 VNMG160404E-1B SP0819 9,53 16,60 4,76 0,40 3,81
032860 VNMG160404E-1B NL250 9,53 16,60 4,76 0,40 3,81
032861 VNMG160408E-1B NL250 9,53 16,60 4,76 0,80 3,81
030883 VNMG160408E-1B SP0819 9,53 16,60 4,76 0,80 3,81
35°
m
d
r
I
s
h
35°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Finishing
Finishing
Finishing
Finishing
Medium
Medium
Medium
For Toolholders External: see pages C158 - C160 | Internal: see page C161
For Toolholders External: see pages C158 - C160 | Internal: see page C161
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
V Style
Turning Inserts
VNGG
3F Geometry
VNMG
1B Geometry
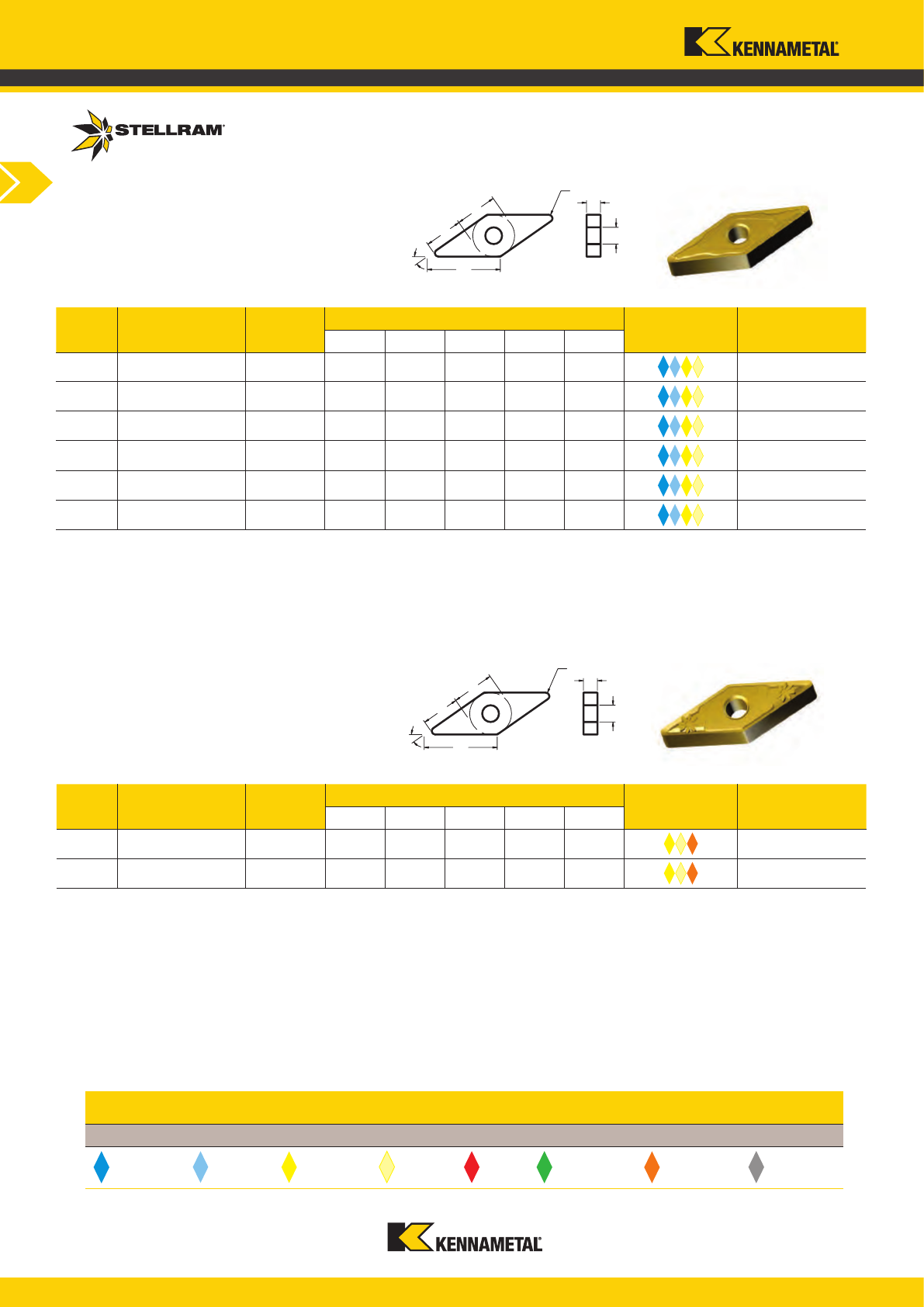
www.kennametal.com
C156
P
P
M
M
K N
S
H
032864 VNMG160404E-2N NL250 9,53 16,60 4,76 0,40 3,81
032865 VNMG160404E-2N NL300 9,53 16,60 4,76 0,40 3,81
032866 VNMG160404E-2N NL920 9,53 16,60 4,76 0,40 3,81
032867 VNMG160408E-2N NL250 9,53 16,60 4,76 0,80 3,81
032868 VNMG160408E-2N NL300 9,53 16,60 4,76 0,80 3,81
032869 VNMG160408E-2N NL920 9,53 16,60 4,76 0,80 3,81
032873 VNMG160404E-3J SP4019 9,53 16,60 4,76 0,40 3,81
032874 VNMG160408E-3J SP4019 9,53 16,60 4,76 0,80 3,81
35°
m
d
r
I
s
h
35°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
For Toolholders External: see pages C158 - C160 | Internal: see page C161
For Toolholders External: see pages C158 - C160 | Internal: see page C161
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
V Style
Turning Inserts
VNMG
2N Geometry
VNMG
3J Geometry
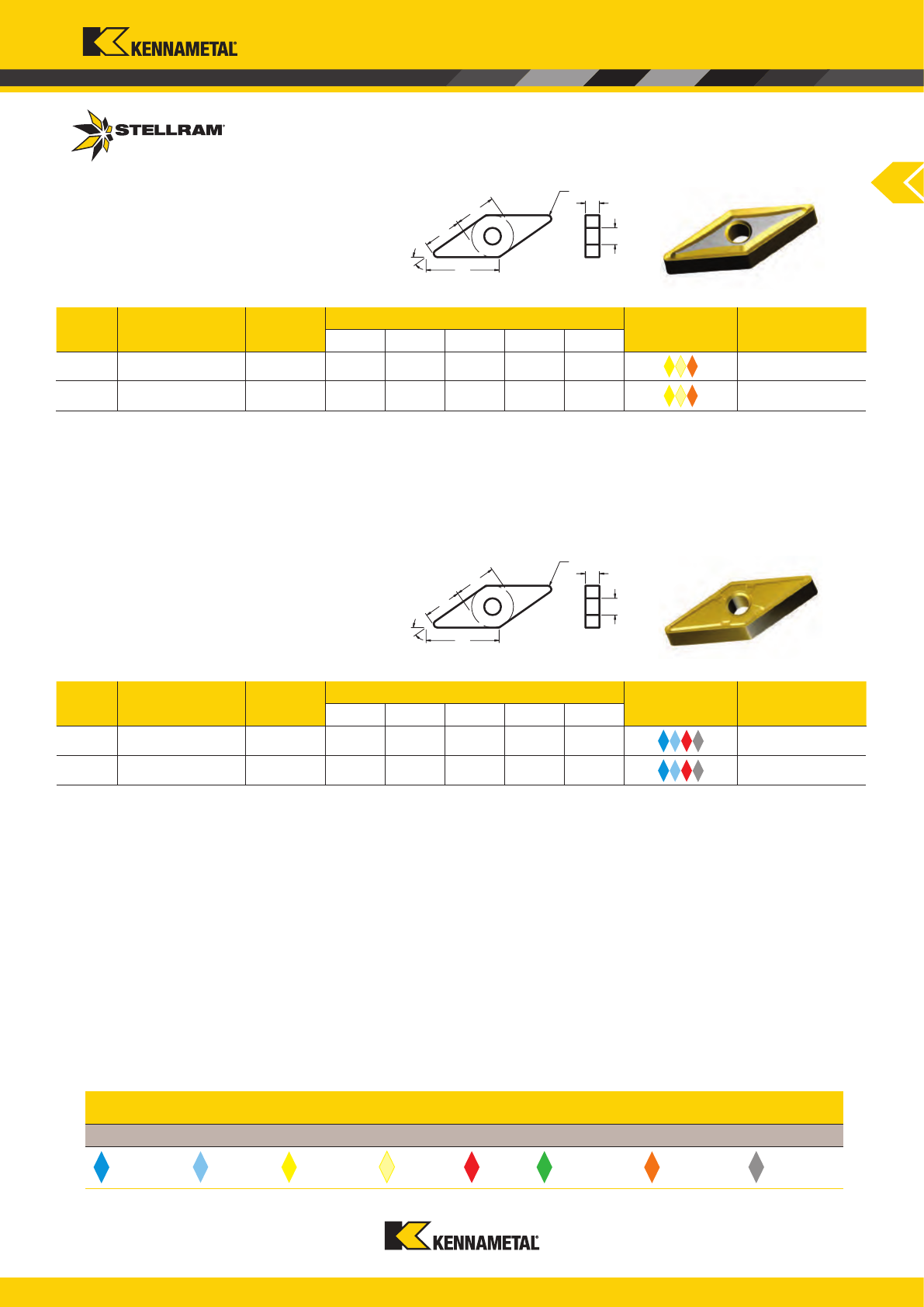
P
P
M
M
K N
S
H
www.kennametal.com
C157
030537 VNMG160404E-4E SP0819 9,53 16,60 4,76 0,40 3,81
030538 VNMG160408E-4E SP0819 9,53 16,60 4,76 0,80 3,81
032875 VNMG160404E-4U NL200 9,53 16,60 4,76 0,40 3,81
032876 VNMG160408E-4U NL200 9,53 16,60 4,76 0,80 3,81
35°
m
d
r
I
s
h
35°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Roughing
Roughing
Medium-Roughing
Medium-Roughing
For Toolholders External: see pages C158 - C160 | Internal: see page C161
For Toolholders External: see pages C158 - C160 | Internal: see page C161
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
V Style
Turning Inserts
VNGG
4E Geometry
VNMG
4U Geometry
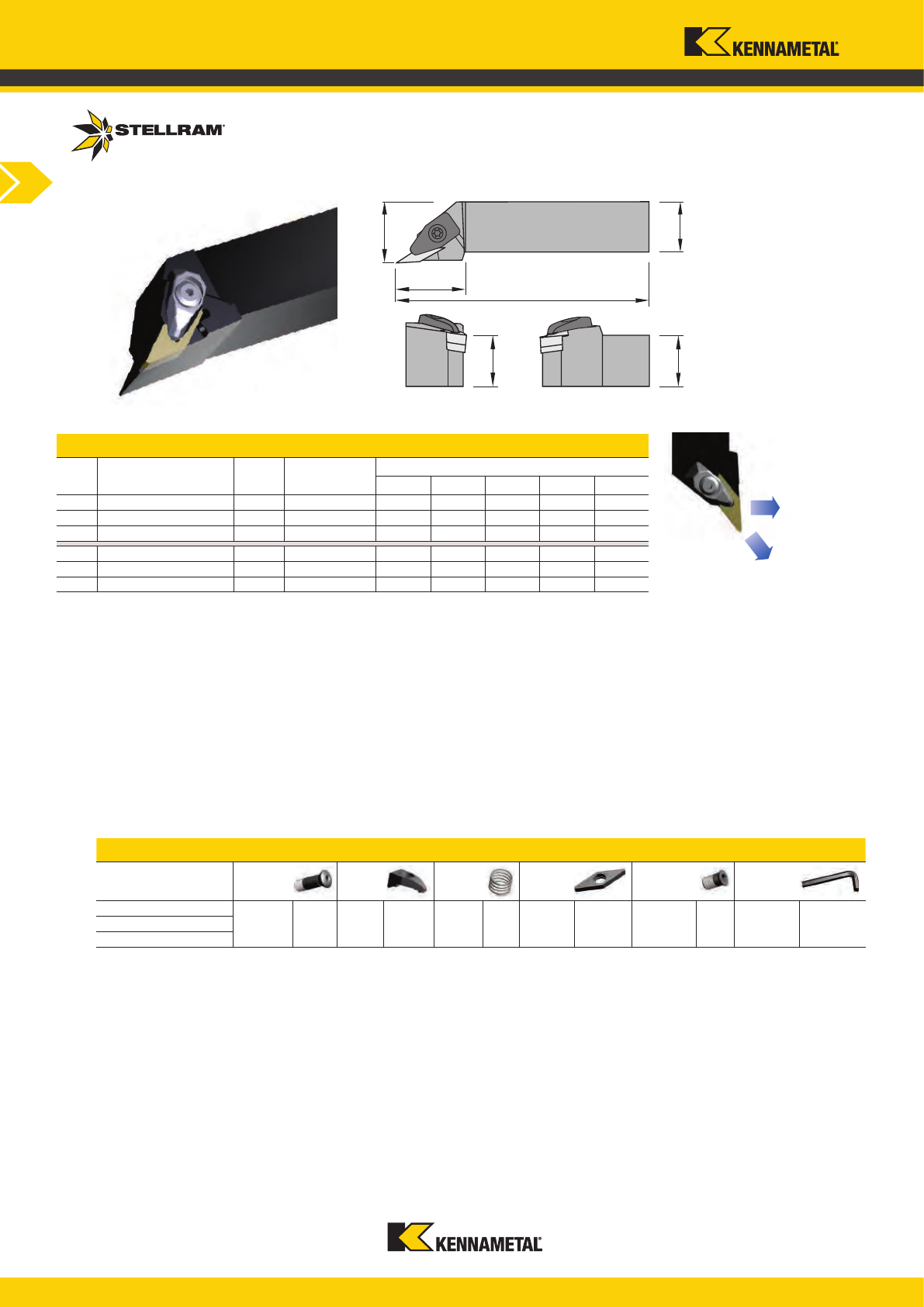
www.kennametal.com
C158
f
L
2
L
1
b
h
1
h
033401 DVJNL 2020 K16 VN_1604 20 20 25 125 38
033402 DVJNL 2525 M16 VN_1604 25 25 32 150 38
033403 *DVJNL 3225 P16 VN_1604 32 25 32 170 38
033404 DVJNR 2020 K16 VN_1604 20 20 25 125 38
033405 DVJNR 2525 M16 VN_1604 25 25 32 150 38
033406 *DVJNR 3225 P16 VN_1604 32 25 32 170 38
DVJNL/R 2020 K16
033711 1695 033709 DC2708 033720/ 4294 001695 IVSN322 033718 1764 018286 KH5003
DVJNL/R 2525 M16
*DVJNL/R 3225 P16
Turning Inserts
LH
LH
LH
RH
RH
RH
DVJNL/R Spare Parts
Item Description
Clamp Screw
EDP
Clamp
EDP
Clamp
Spring EDP
Anvil
EDP
Anvil Screw
EDP
Clamp & Anvil
Screw Key
DVJN LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
* Non Stock Items, subject to extended delivery time
* Non Stock Items, subject to extended delivery time
D Style External Toolholder
for Negative Inserts: VN_1604
Application: O/D Turn and Prole
Axial Approach 93°
Axial -6°
Radial -6°
Proling Clearance Angle β = 49°
RH Holder Shown
V Style
External Toolholders
DVJN 93°
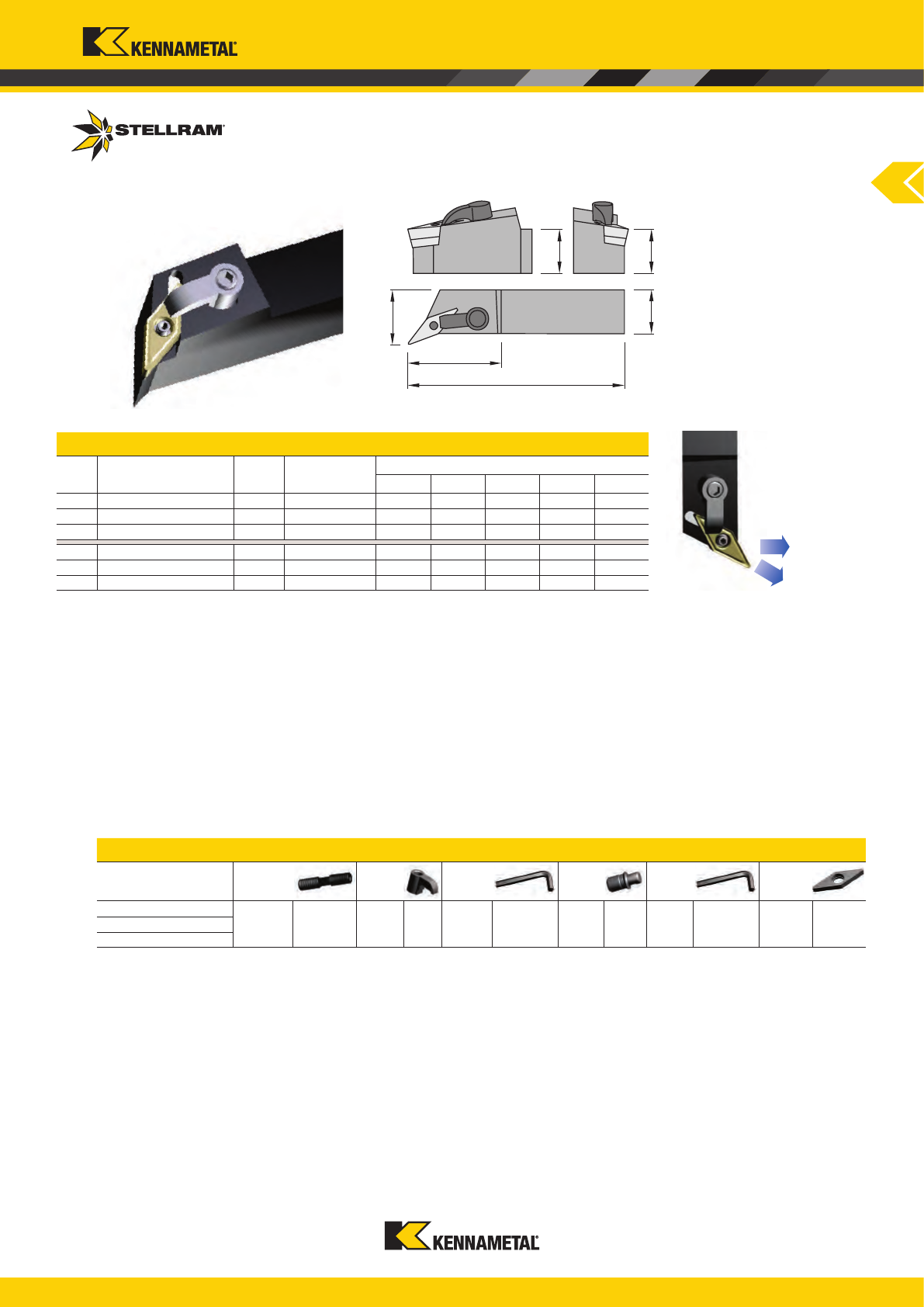
www.kennametal.com
C159
033413 MVQNL 2020 K16 VN_1604 20 20 25 125 42
033414 MVQNL 2525 M16 VN_1604 25 25 32 150 42
033415 *MVQNL 3225 P16 VN_1604 32 25 32 170 42
033416 MVQNR 2020 K16 VN_1604 20 20 25 125 42
033417 MVQNR 2525 M16 VN_1604 25 25 32 150 42
033418 *MVQNR 3225 P16 VN_1604 32 25 32 170 42
MVQNL/R 2020 K16
028575 1086 034492 CL2616 018286 KH5003 034511 1665 028578 KH5002 001695 IVSN322
MVQNL/R 2525 M16
*MVQNL/R 3225 Q16
f
h
h
1
b
L
1
L2
Turning Inserts
LH
LH
LH
RH
RH
RH
MVQNL/R Spare Parts
Item Description
Clamp Screw
EDP
Clamp
EDP
Clamp Key
EDP
Lock Pin
EDP
Lock Pin
Key
EDP
Anvil
EDP
MVQN LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
* Non Stock Items, subject to extended delivery time
* Non Stock Items, subject to extended delivery time
M Style External Toolholder
for Negative Inserts: VN_1604
Application: Face and Prole Turn
Axial Approach 117,5°
Axial -8°
Radial -10°
Proling Clearance Angle β = 36,5°
RH Holder Shown
V Style
External Toolholders
MVQN 117,5°
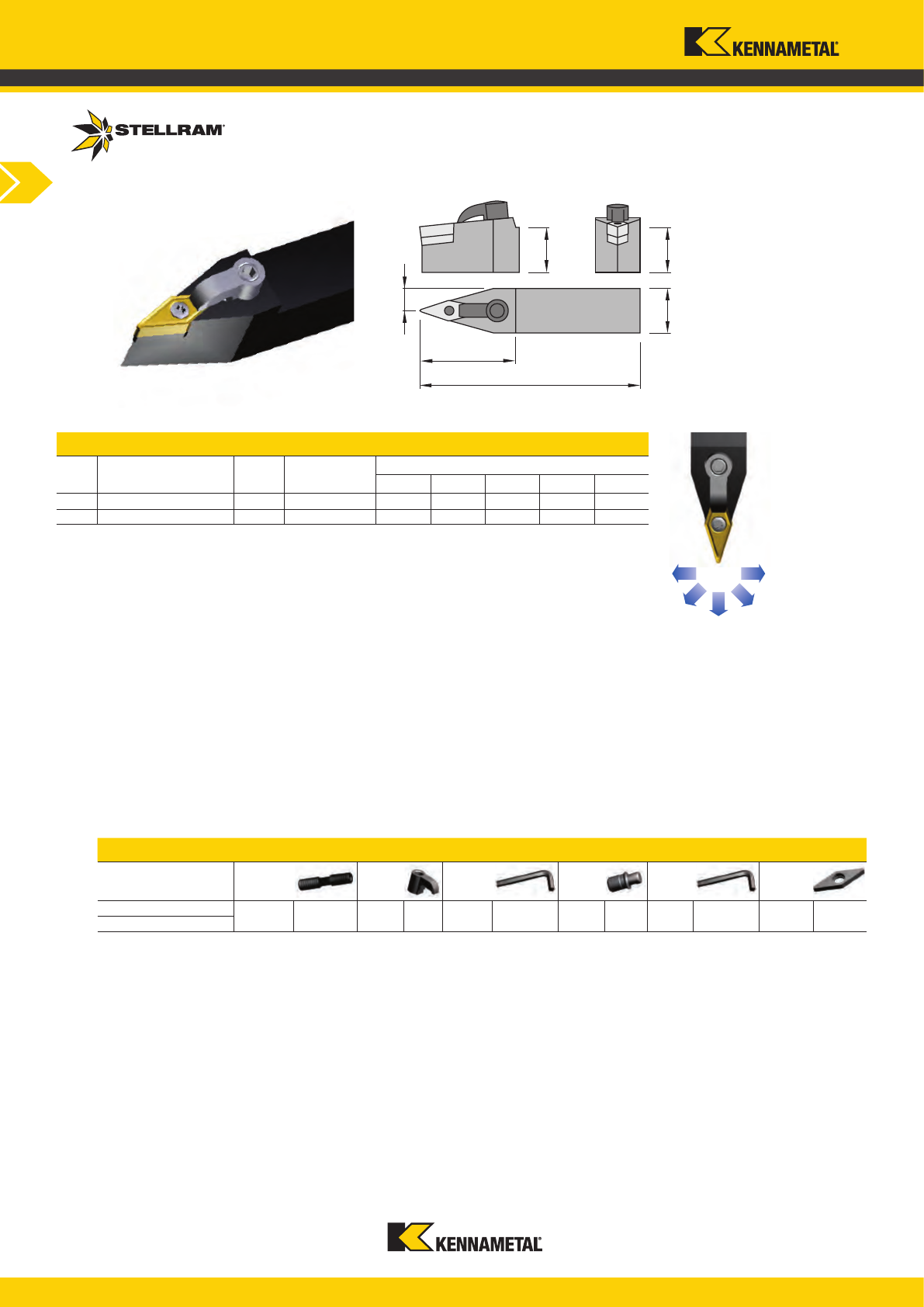
www.kennametal.com
C160
f
h
h
1
b
L
1
L2
028549 MVVNN 2020 K16 VN_1604 20 20 10 125 42
028550 MVVNN 2525 M16 VN_1604 25 25 12,5 150 42
MVVNN 2020 K16
028575 1086 034492 CL2616 018286 KH5003 034511 1665 028578 KH5002 001695 IVSN322
MVVNN 2525 M16
Turning Inserts
Neutral
Neutral
MVVNNL/R Spare Parts
Item Description
Clamp Screw
EDP
Clamp
EDP
Clamp Key
EDP
Lock Pin
EDP
Lock Pin
Key
EDP
Anvil
EDP
MVVNN Neutral External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
M Style External Toolholder
for Negative Inserts: VN_1604
Application: O/D Plunge and Prole
Axial Approach 72,5°
Axial -6 °
Radial 0°
Proling Clearance Angle β = 69,5°
Neutral Holder Shown
V Style
External Toolholders
MVVNN 72,5°
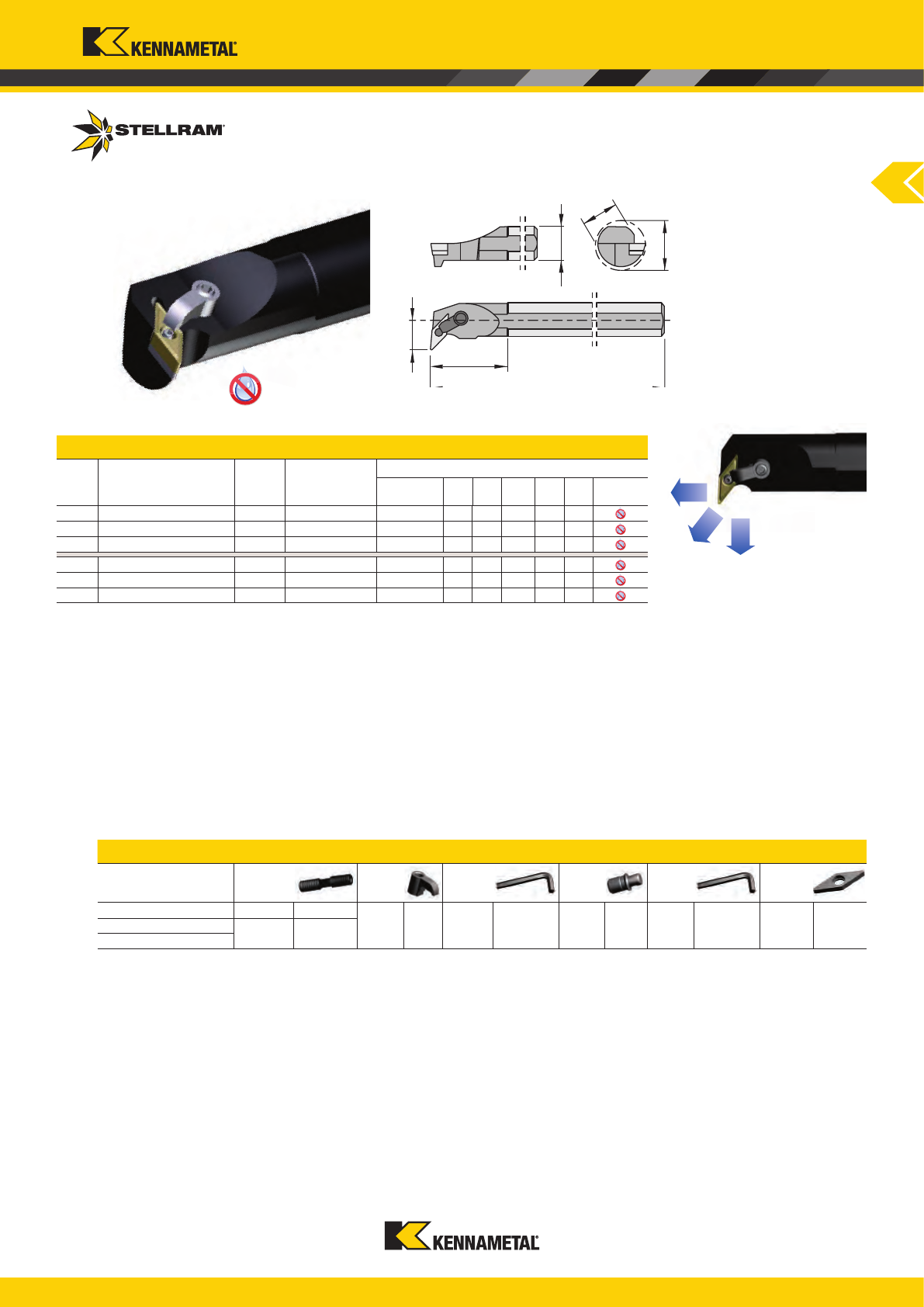
www.kennametal.com
C161
S25T MVUNL/R 16 034493 1186
034491 CL2614 018286 KH5003 034511 1665 028578 KH5002 001695 IVSN322
S32U MVUNL/R 16
028575 1086
S40V MVUNL/R 16
033471 S25T MVUNL 16 VN_1604 31 25 17 300 42 23
033472 S32U MVUNL 16 VN_1604 39 32 22 350 45 30
033473 S40V MVUNL 16 VN_1604 48 40 27 400 50 37
033474 S25T MVUNR 16 VN_1604 31 25 17 300 42 23
033475 S32U MVUNR 16 VN_1604 39 32 22 350 45 30
033476 S40V MVUNR 16 VN_1604 48 40 27 400 50 37
L1
L2
f
h
D
A
Turning Inserts
LH
LH
LH
RH
RH
RH
S..MVUN LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L
1 L2 h
Through
Coolant
S.. MVUNL/R Spare Parts
Item Description
Clamp Screw
EDP
Clamp
EDP
Clamp Key
EDP
Lock Pin
EDP
Lock Pin
Key
EDP
Anvil
EDP
M Style External Toolholder
for Negative Inserts: VN_1604
Application: Internal I/D Boring and Prole
Axial Approach 93°
Axial -5°
Radial -15°
Proling Clearance Angle β = 51°
RH Bar Shown
V Style
Internal Boring Bars
S..MVUN 93°

www.kennametal.com
C162
P
P
M
M
K N
S
H
031552 WNGG080402F-3F SP0819 12,70 8,69 4,76 0,20 5,16
031553 WNGG080404F-3F SP0819 12,70 8,69 4,76 0,40 5,16
031554 WNGG080408F-3F SP0819 12,70 8,69 4,76 0,80 5,16
032877 WNMA080408E NL250 12,70 8,69 4,76 0,80 5,16
032878 WNMA080412E NL250 12,70 8,69 4,76 1,20 5,16
80°
10°
m
d
r
I
s
h
80°
10°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Heavy Roughing
Heavy Roughing
Medium
Medium
Medium
For Toolholders External: see page C168 | Internal: see page C169
For Toolholders External: see page C168 | Internal: see page C169
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
W Style
Turning Inserts
WNGG
3F Geometry
WNGG
Flat Top
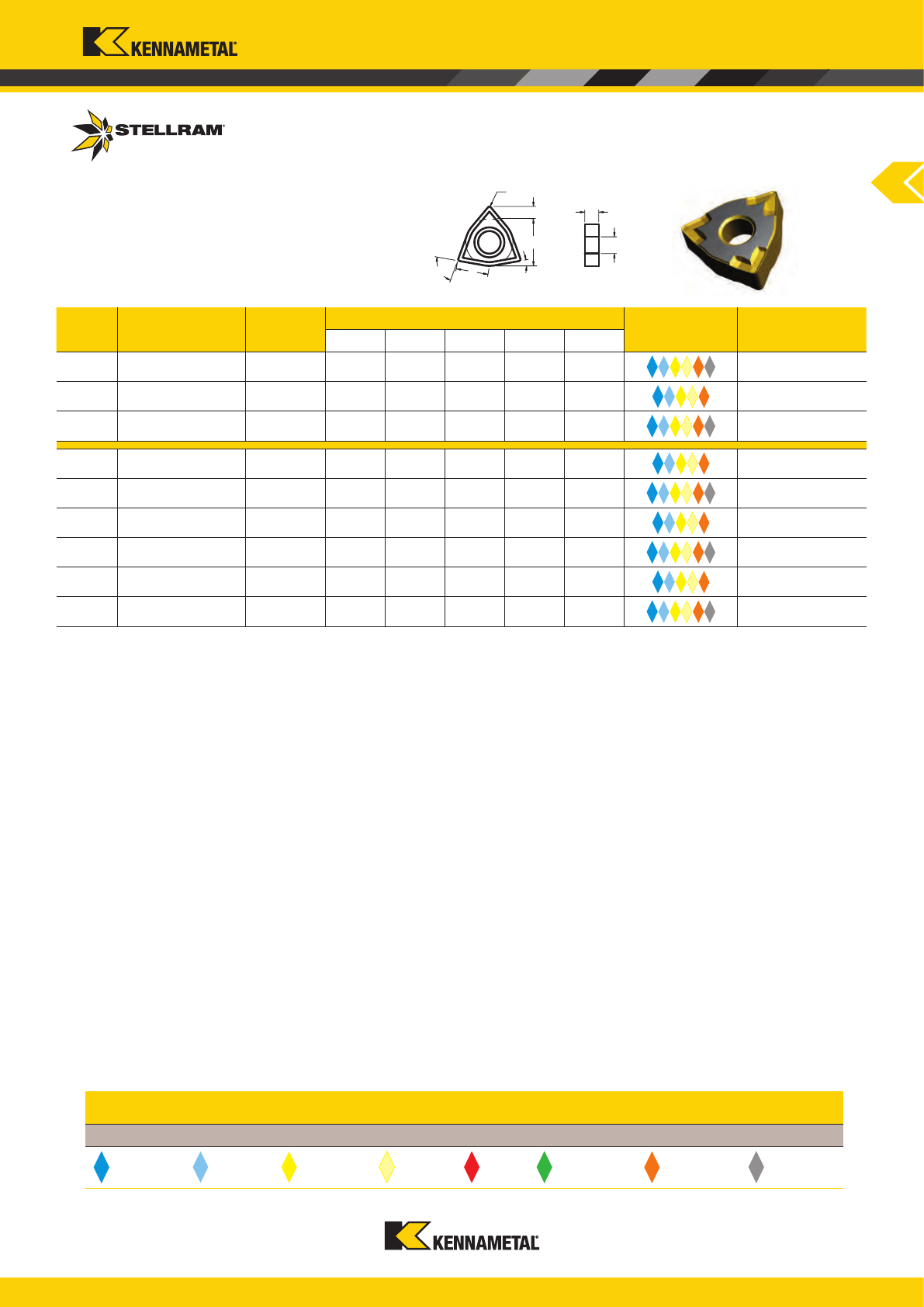
P
P
M
M
K N
S
H
www.kennametal.com
C163
030884 WNMG060404E-1B SP0819 9,53 6,52 4,76 0,40 3,81
032879 WNMG060408E-1B NL250 9,53 6,52 4,76 0,80 3,81
030885 WNMG060408E-1B SP0819 9,53 6,52 4,76 0,80 3,81
032880 WNMG080404E-1B NL250 12,70 8,69 4,76 0,40 5,16
030886 WNMG080404E-1B SP0819 12,70 8,69 4,76 0,40 5,16
032881 WNMG080408E-1B NL250 12,70 8,69 4,76 0,80 5,16
030887 WNMG080408E-1B SP0819 12,70 8,69 4,76 0,80 5,16
032882 WNMG080412E-1B NL250 12,70 8,69 4,76 1,20 5,16
030888 WNMG080412E-1B SP0819 12,70 8,69 4,76 1,20 5,16
80°
10°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
Finishing
For Toolholders External: see page C168 | Internal: see page C169
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
W Style
Turning Inserts
WNMG
1B Geometry
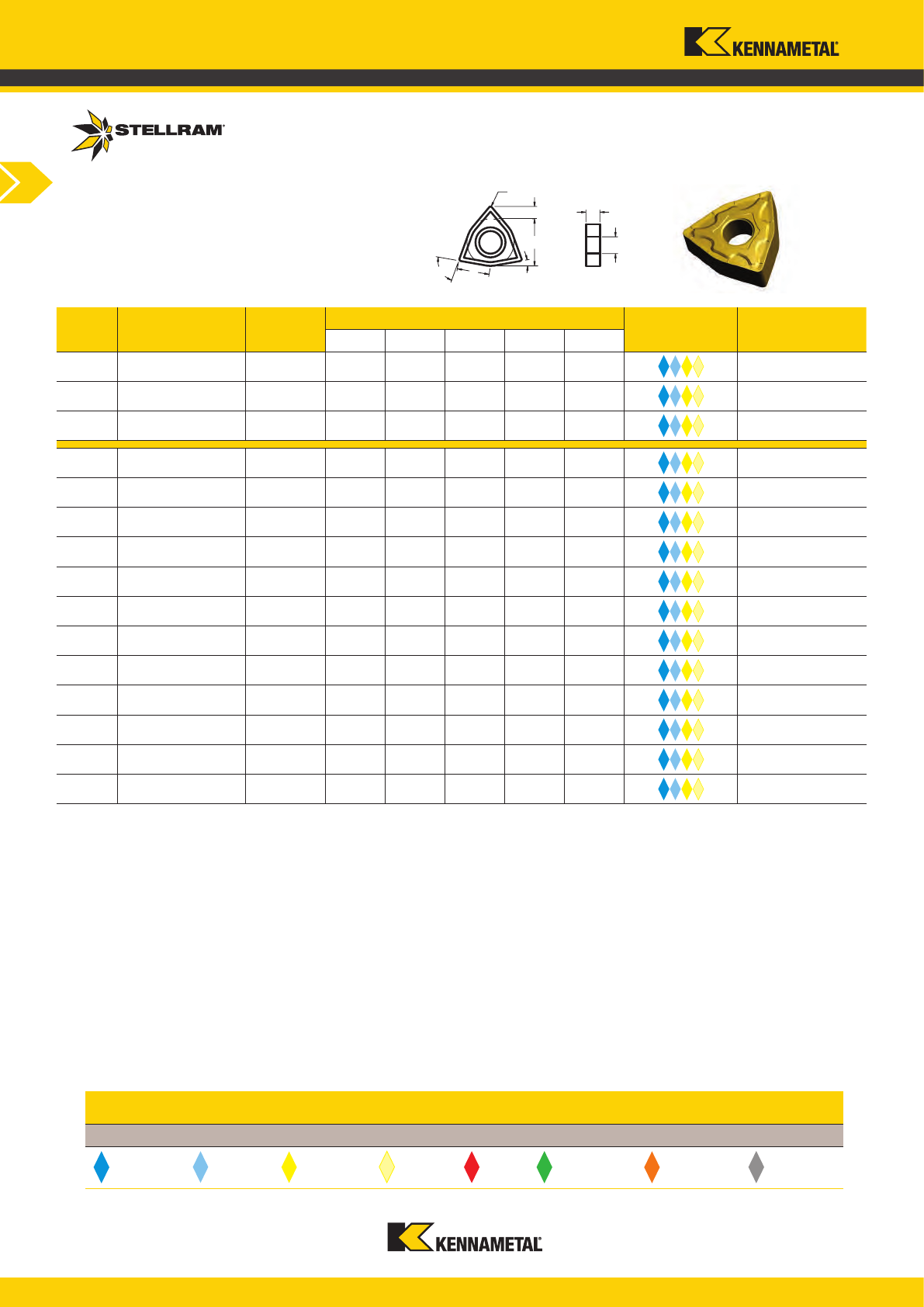
www.kennametal.com
C164
P
P
M
M
K N
S
H
032884 WNMG060404E-2N NL250 9,53 6,52 4,76 0,40 3,81
032885 WNMG060408E-2N NL300 9,53 6,52 4,76 0,80 3,81
032886 WNMG060408E-2N NL920 9,53 6,52 4,76 0,80 3,81
032887 WNMG080404E-2N NL250 12,70 8,69 4,76 0,40 5,16
032888 WNMG080404E-2N NL300 12,70 8,69 4,76 0,40 5,16
032889 WNMG080404E-2N NL920 12,70 8,69 4,76 0,40 5,16
032890 WNMG080408E-2N NL250 12,70 8,69 4,76 0,80 5,16
032891 WNMG080408E-2N NL300 12,70 8,69 4,76 0,80 5,16
032892 WNMG080408E-2N NL920 12,70 8,69 4,76 0,80 5,16
032893 WNMG080412E-2N NL250 12,70 8,69 4,76 1,20 5,16
032894 WNMG080412E-2N NL300 12,70 8,69 4,76 1,20 5,16
032895 WNMG080412E-2N NL920 12,70 8,69 4,76 1,20 5,16
032896 WNMG080416E-2N NL250 12,70 8,69 4,76 1,60 5,16
032897 WNMG080416E-2N NL300 12,70 8,69 4,76 1,60 5,16
032898 WNMG080416E-2N NL920 12,70 8,69 4,76 1,60 5,16
80°
10°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
For Toolholders External: see page C168 | Internal: see page C169
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
Medium
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
W Style
Turning Inserts
WNMG
2N Geometry
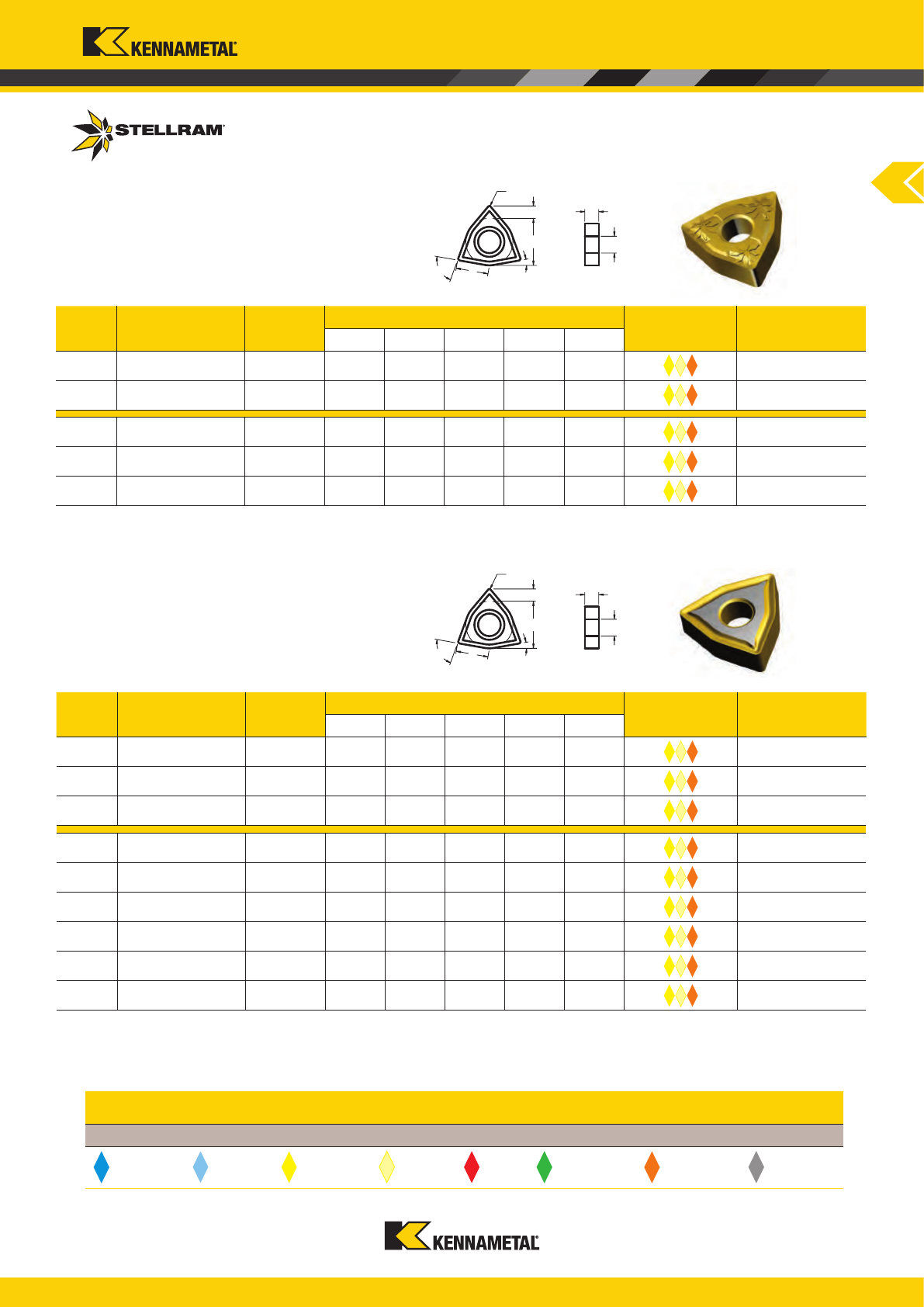
P
P
M
M
K N
S
H
www.kennametal.com
C165
032899 WNMG060404E-3J SP4019 9,53 6,52 4,76 0,40 3,81
032900 WNMG060408E-3J SP4019 9,53 6,52 4,76 0,80 3,81
032901 WNMG080404E-3J SP4019 12,70 8,69 4,76 0,40 5,16
032902 WNMG080408E-3J SP4019 12,70 8,69 4,76 0,80 5,16
032903 WNMG080412E-3J SP4019 12,70 8,69 4,76 1,20 5,16
030519 WNMG060404E-4E SP0819 9,53 6,52 4,76 0,40 3,81
030520 WNMG060408E-4E SP0819 9,53 6,52 4,76 0,80 3,81
031183 WNMG060412E-4E SP0819 9,53 6,52 4,76 1,20 3,81
030521 WNMG080404E-4E SP0819 12,70 8,69 4,76 0,40 5,16
032904 WNMG080404E-4E NL400 12,70 8,69 4,76 0,40 5,16
030522 WNMG080408E-4E SP0819 12,70 8,69 4,76 0,80 5,16
032905 WNMG080408E-4E NL400 12,70 8,69 4,76 0,80 5,16
032906 WNMG080412E-4E NL400 12,70 8,69 4,76 1,20 5,16
030523 WNMG080412E-4E SP0819 12,70 8,69 4,76 1,20 5,16
80°
10°
m
d
r
I
s
h
80°
10°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium-Roughing
Medium
Medium
Medium
Medium
Medium
For Toolholders External: see page C168 | Internal: see page C169
For Toolholders External: see page C168 | Internal: see page C169
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
W Style
Turning Inserts
WNMG
3J Geometry
WNMG
4E Geometry
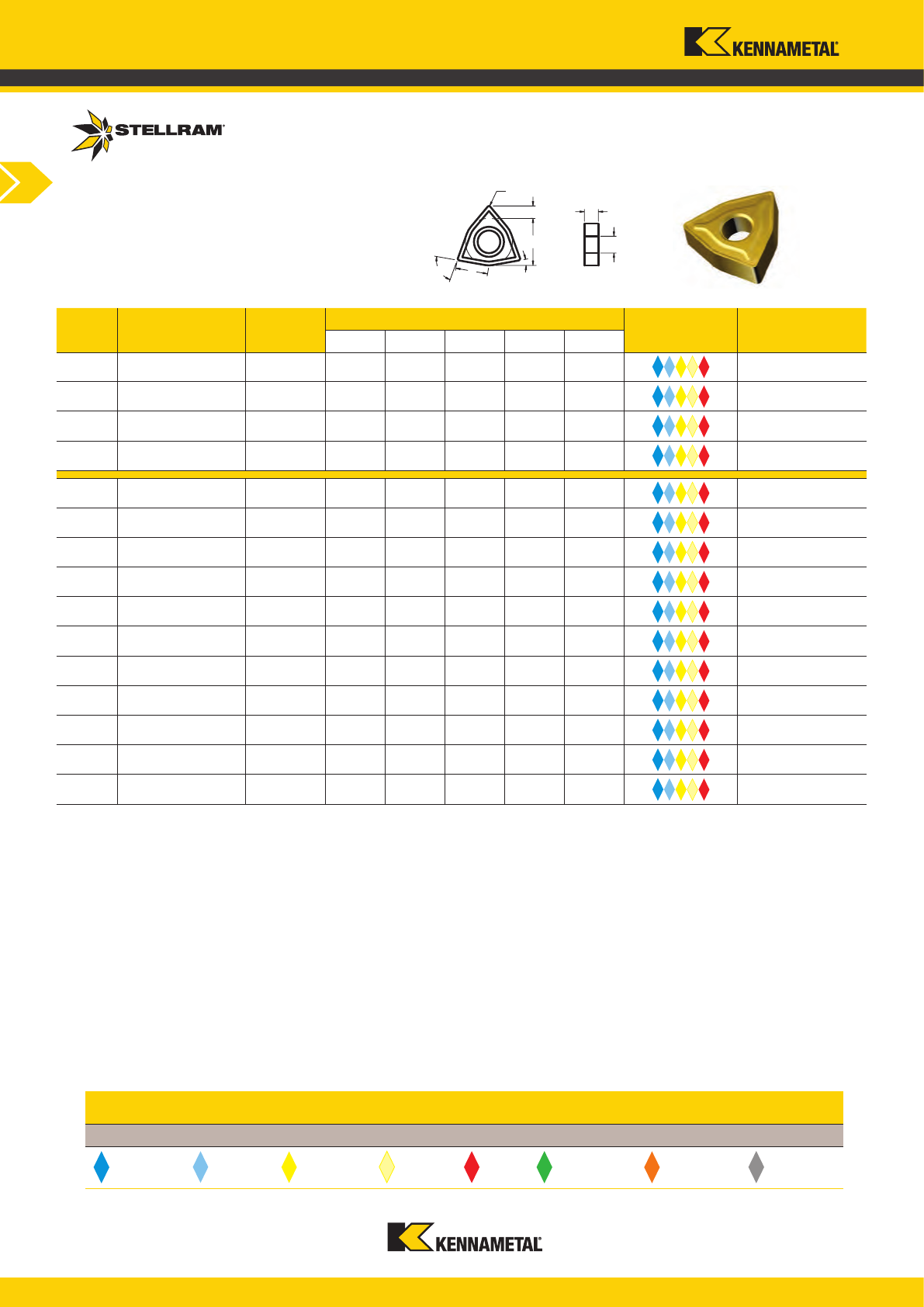
www.kennametal.com
C166
P
P
M
M
K N
S
H
034458 WNMG060408E-4T NL300 9,53 6,52 4,76 0,80 3,81
034459 WNMG060408E-4T NL920 9,53 6,52 4,76 0,80 3,81
032909 WNMG060412E-4T NL300 9,53 6,52 4,76 1,20 3,81
032910 WNMG060412E-4T NL920 9,53 6,52 4,76 1,20 3,81
032911 WNMG080408E-4T NL250 12,70 8,69 4,76 0,80 5,16
032912 WNMG080408E-4T NL300 12,70 8,69 4,76 0,80 5,16
032913 WNMG080408E-4T NL400 12,70 8,69 4,76 0,80 5,16
032914 WNMG080408E-4T NL920 12,70 8,69 4,76 0,80 5,16
032915 WNMG080412E-4T NL250 12,70 8,69 4,76 1,20 5,16
032916 WNMG080412E-4T NL300 12,70 8,69 4,76 1,20 5,16
032917 WNMG080412E-4T NL400 12,70 8,69 4,76 1,20 5,16
032918 WNMG080412E-4T NL920 12,70 8,69 4,76 1,20 5,16
032919 WNMG080416E-4T NL300 12,70 8,69 4,76 1,60 5,16
032920 WNMG080416E-4T NL400 12,70 8,69 4,76 1,60 5,16
032921 WNMG080416E-4T NL920 12,70 8,69 4,76 1,60 5,16
80°
10°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
Roughing
For Toolholders External: see page C168 | Internal: see page C169
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
W Style
Turning Inserts
WNMG
4T Geometry
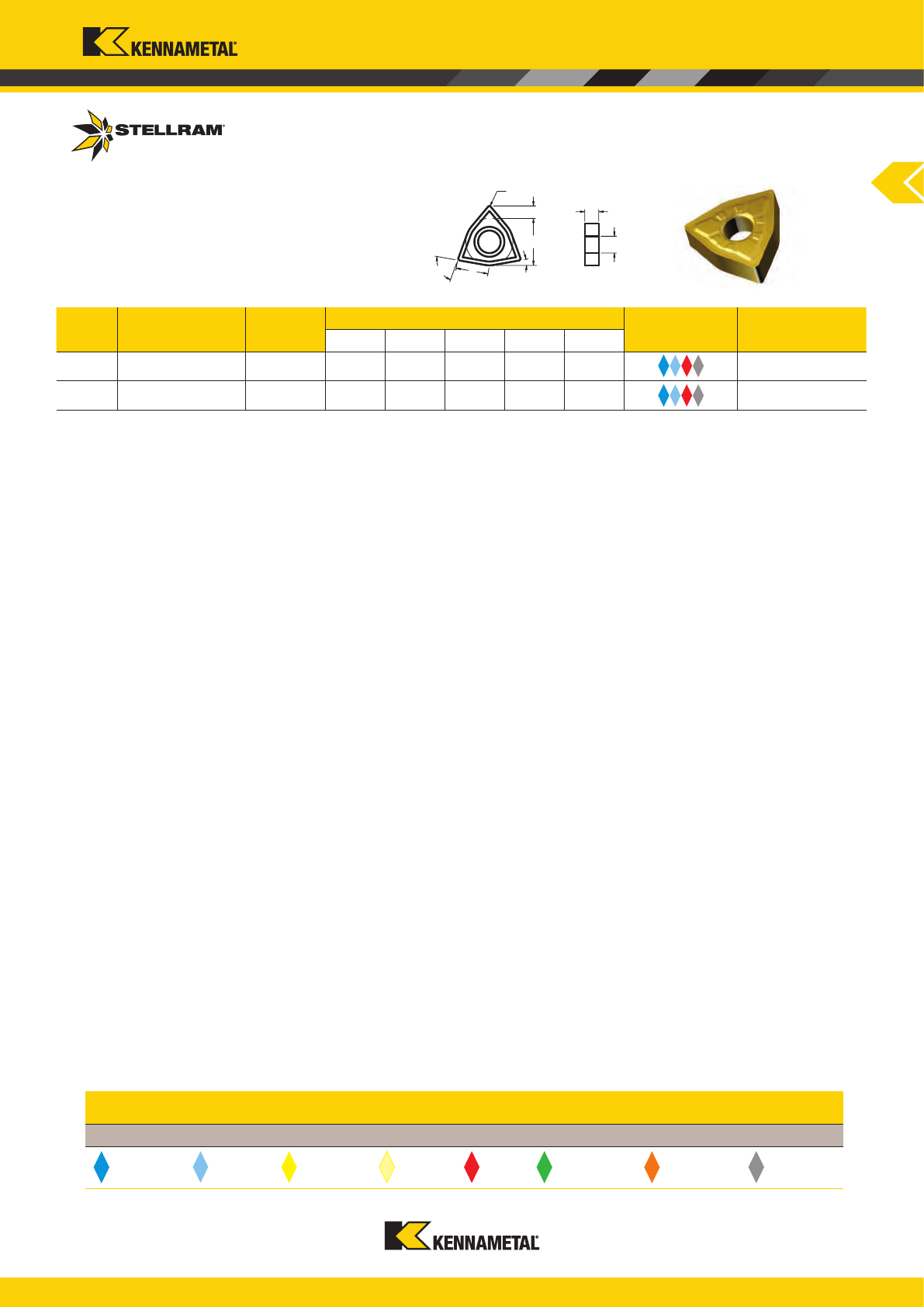
P
P
M
M
K N
S
H
www.kennametal.com
C167
032922 WNMG080408E-4U NL200 12,70 8,69 4,76 0,80 5,16
032923 WNMG080412E-4U NL200 12,70 8,69 4,76 1,20 5,16
80°
10°
m
d
r
I
s
h
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Roughing
Roughing
For Toolholders External: see page C168 | Internal: see page C169
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
W Style
Turning Inserts
WNMG
4U Geometry
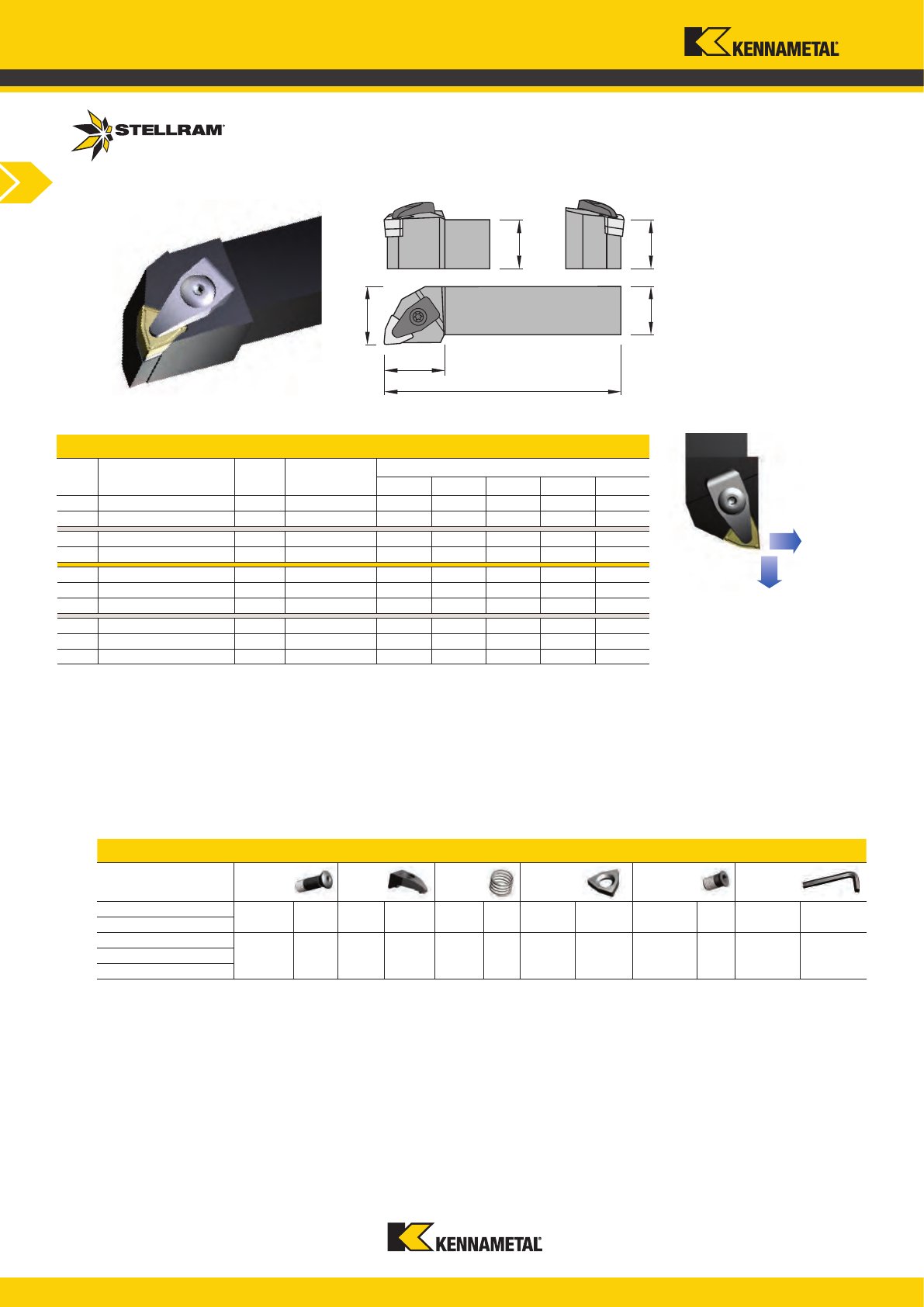
www.kennametal.com
C168
f
L
2
L
1
h
h
1
b
033430 DWLNL 2020 K06 WN_0604 20 20 25 125 25
033431 DWLNL 2525 M06 WN_0604 25 25 32 150 25
033432 DWLNR 2020 K06 WN_0604 20 20 25 125 25
033433 DWLNR 2525 M06 WN_0604 25 25 32 150 25
033434 DWLNL 2020 K08 WN_0804 20 20 25 125 34
033435 DWLNL 2525 M08 WN_0804 25 25 32 150 34
033436 DWLNL 3232 P08 WN_0804 32 32 40 170 34
033437 DWLNR 2020 K08 WN_0804 20 20 25 125 34
033438 DWLNR 2525 M08 WN_0804 25 25 32 150 34
033439 DWLNR 3232 P08 WN_0804 32 32 40 170 34
DWLNL/R 2020 K06
033711 1695 033709 DC2708 033720 4294 030973 IWSN323 033718 1764 018286 KH5003
DWLNL/R 2525 M06
DWLNL/R 2020 K08
033710 1696 033707 DC2712 033719 4295 009251 IWSN433 033716 1766 018287 KH5004DWLNL/R 2525 M08
DWLNL/R 3232 P08
Turning Inserts
LH
LH
RH
RH
LH
LH
LH
RH
RH
RH
DWLNL/R Spare Parts
Item Description
Clamp Screw
EDP
Clamp
EDP
Clamp
Spring EDP
Anvil
EDP
Anvil Screw
EDP
Clamp & Anvil
Screw Key
DWLN LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
D Style External Toolholder
for Negative Inserts:
WN_0604, & WN_0804
Application: O/D Face and Turn
Axial Approach 95°
Axial -6°
Radial -6°
Proling Clearance Angle β = 0°
RH Holder Shown
W Style
External Toolholders
DWLN 95°
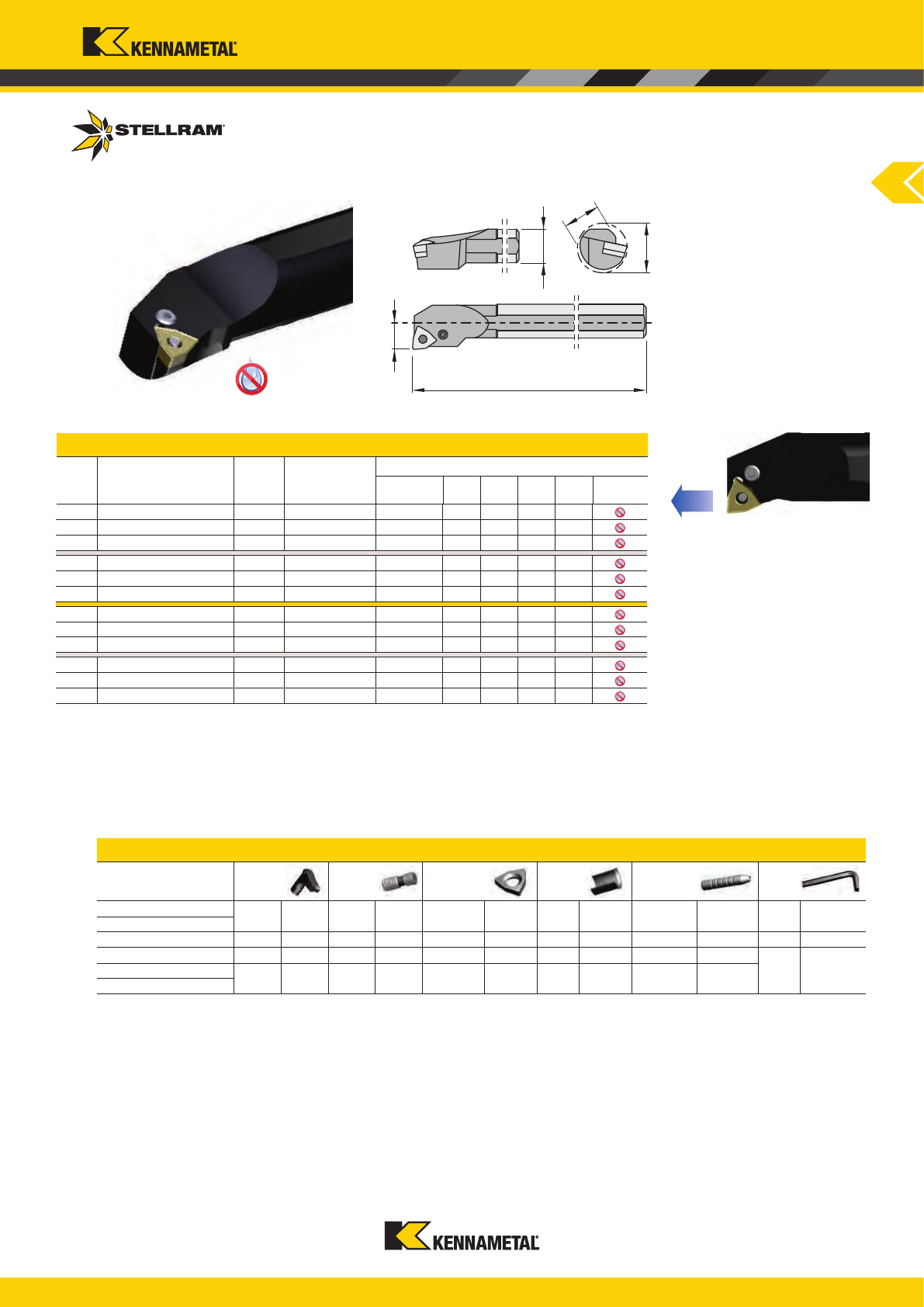
www.kennametal.com
C169
033450 S16R PWLNL 06 WN_06 20 16 11 200 15
033451 S20S PWLNL 06 WN_06 27 20 13 250 18
033452 S25T PWLNL 06 WN_06 31 25 17 300 23
033453 S16R PWLNR 06 WN_06 20 16 11 200 15
033454 S20S PWLNR 06 WN_06 27 20 13 250 18
033455 S25T PWLNR 06 WN_06 31 25 17 300 23
033456 S25T PWLNL 08 WN_08 31 25 17 300 23
033457 S32U PWLNL 08 WN_08 39 32 22 350 30
034457 *S40V PWLNL 08 WN_08 48 40 27 400 37
033458 S25T PWLNR 08 WN_08 31 25 17 300 23
033459 S32U PWLNR 08 WN_08 39 32 22 350 30
033460 *S40V PWLNR 08 WN_08 48 40 27 400 37
S16R PWLNL/R 06
022652 PL8216 028741 PLS1605 - - - - - - 028578 KH5002
S20S PWLNL/R 06
S25T PWLNL/R 06 017442 PL8009 017447 PLS1606 028460 PA3007 034503 PC4109 028053 PCP0009 018285 KH5025
S25T PWLNL/R 08 028047 PL8312 022625 PLS1648 - - - - - -
018286 KH5003
S32U PWLNL/R 08
017443 PL8012 017448 PLS1608 028461 PA3008 017453 PC4112 028054 PCP0012
*S40V PWLNL/R 08
L1
f
h
D
A
Turning Inserts
LH
LH
LH
RH
RH
RH
LH
LH
LH
RH
RH
RH
S.. PWLNL/R Spare Parts
Item Description
Lever
EDP
Lever
Screw
EDP
Anvil
EDP
Anvil
Clip
EDP
Clip Punch
EDP
Key
EDP
S.. PWLN LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L
1 h
Through
Coolant
* Non Stock Items, subject to extended delivery time
* Non Stock Items, subject to extended delivery time
P Style External Toolholder
for Negative Inserts:
WN_0604 & WN_0804
Application:- O/D Face and Turn
Axial Approach 95°
Axial -6°
Raial -13,5°
Proling Clearance Angle β = 0°
RH Bar Shown
W Style
Internal Boring Bars
S..PWLN 95°
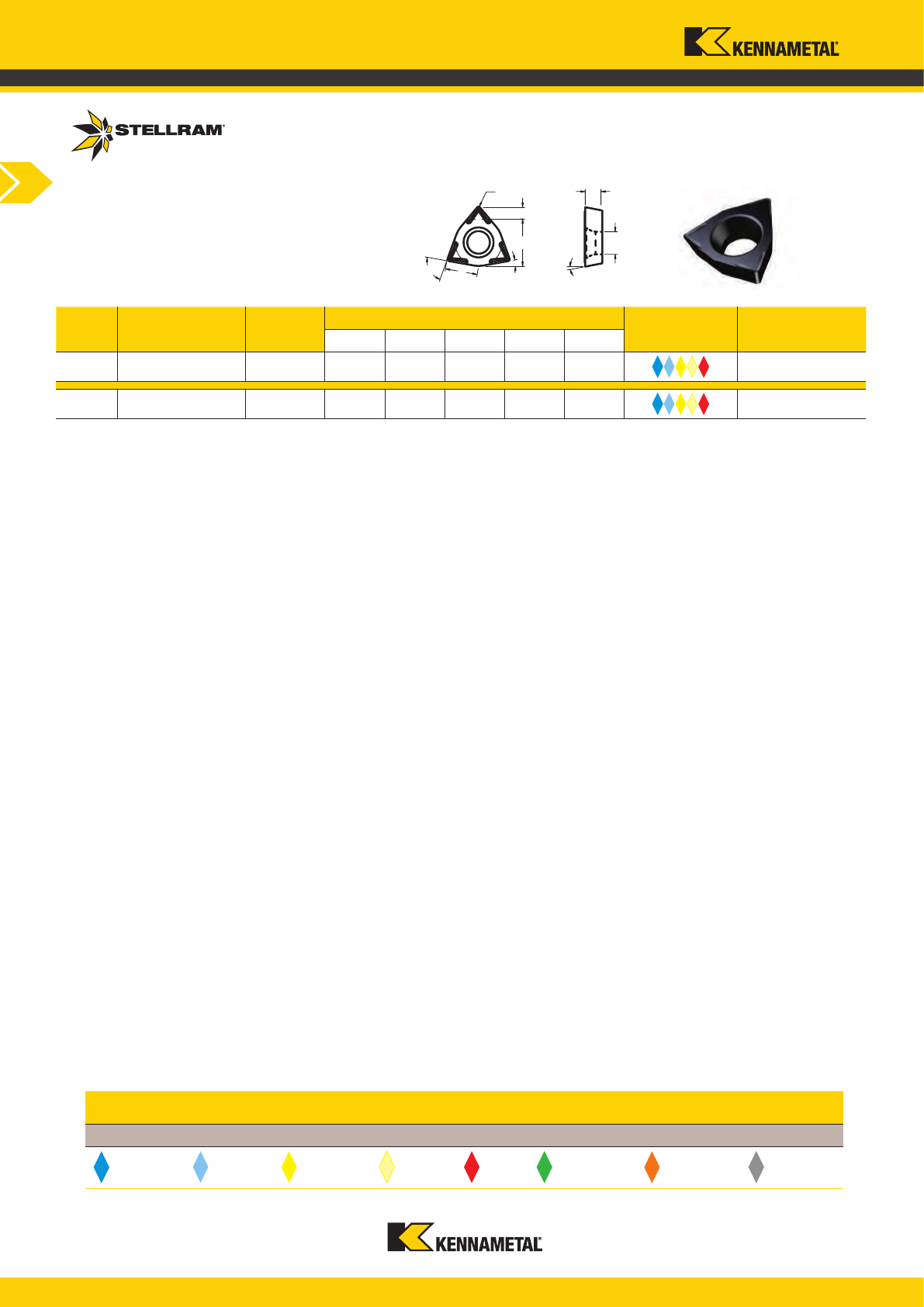
www.kennametal.com
C170
P
P
M
M
K N
S
H
032293 WPMT020102E-61 SP4019 3,97 2,92 1,59 0,20 1,95
032291 WPMT050304E-61 SP4019 7,94 5,43 3,18 0,40 3,40
80°
10°
m
d
r
I
s
h
11°
Material Guide – Key to Recommended Inserts
Material Designation
Alloyed Steels PH Stainless Aluminum & Alloys High Temp. Alloys Hard MaterialsUnalloyed Steels Stainless Steels Cast Irons
Turning Inserts
Finishing
Finishing
For Toolholders External: see page C171 | Internal: see page C172
EDP ISO Description Grade
Dimensions (mm)
Material Application
d I s r
h
W Style
Turning Inserts
WPMT
61 Geometry
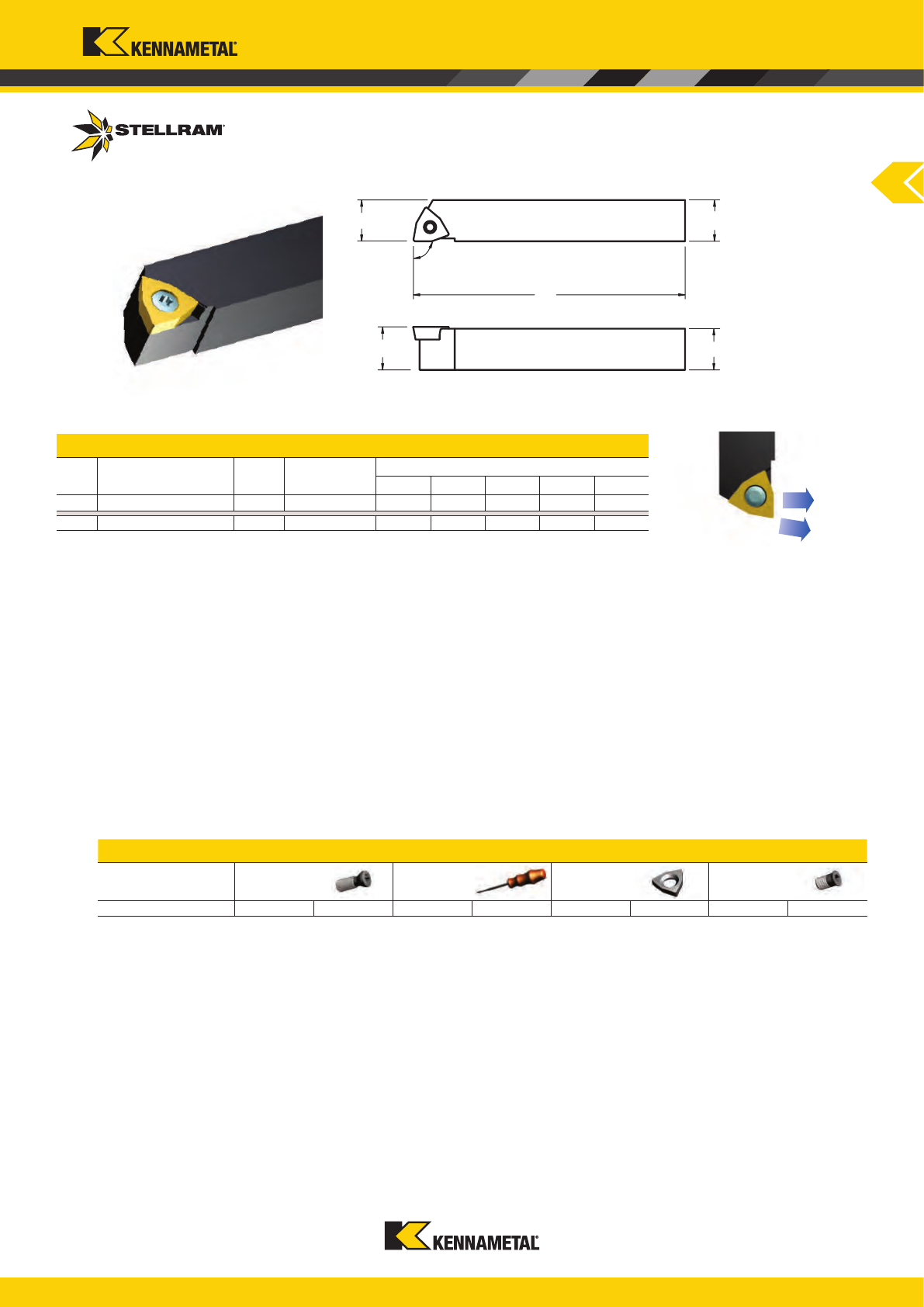
www.kennametal.com
C171
025257 SWAPL 1212 F05 WP_05 12 12 12,5 80 -
025256 SWAPR 1212 F05 WP_05 12 12 12,5 80 -
SWAPL/R 1212 F09 017032 A3006T 013214 T9 - - - -
f
h
1
L
1
b
h
90°
Turning Inserts
LH
RH
SWAPL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
SWAP LH & RH External Square Shank Toolholders
EDP Item Description Hand Insert Sizes
Dimensions (mm)
h = h
1 b f L1 L2
S Style External Toolholder
for Positive Inserts: WPMT_0503
Application: Face & Turn O/D
Approach Angle 90°
Axial 0°
Radial 0°
Prolling Clearance Angle β = 7°
RH Holder Shown
W Style
External Toolholders
SWAP 90°
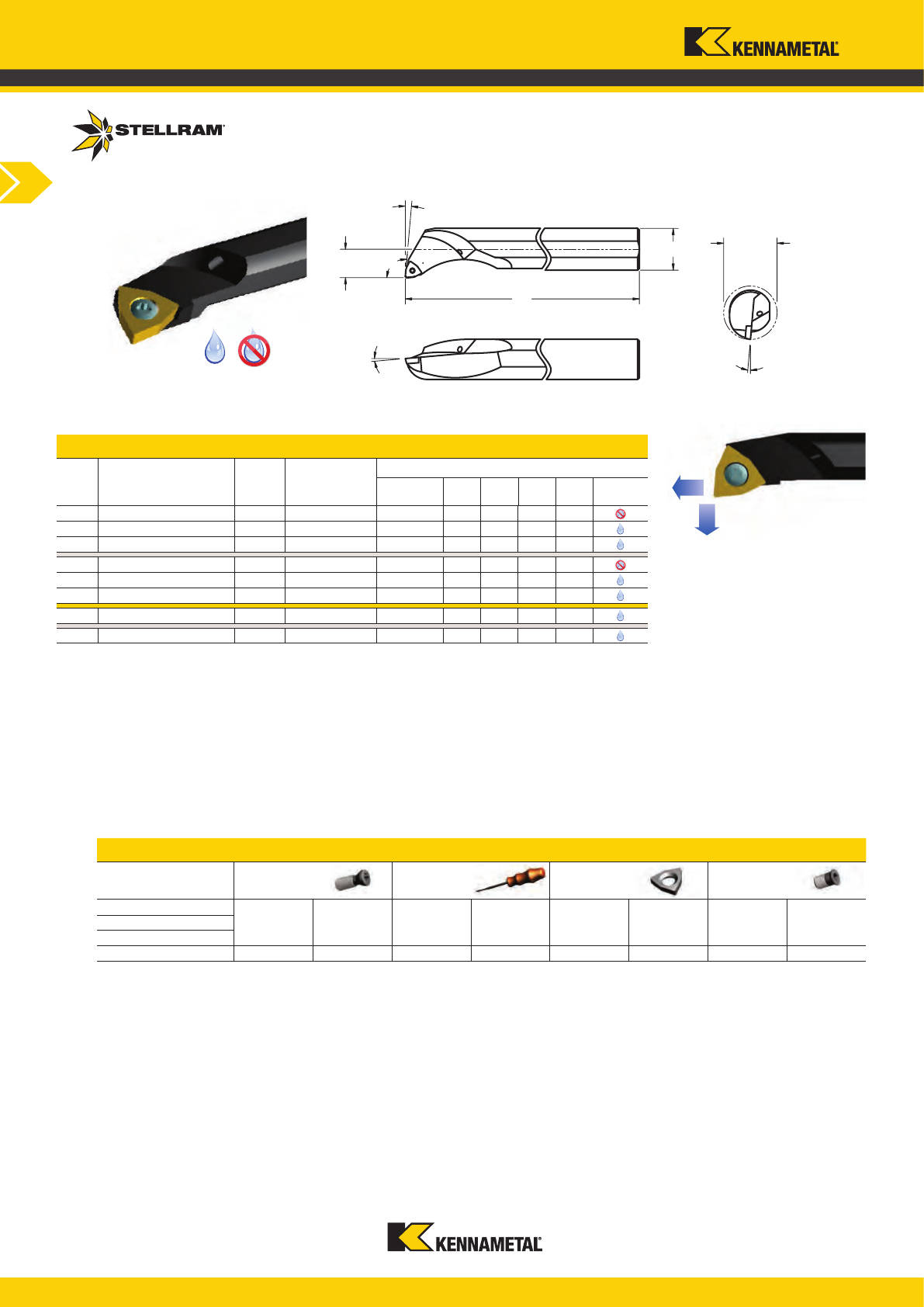
www.kennametal.com
C172
95°
f
k
z
L
1
D
5°
A
S06F SWLPL/R 02
018489 55F1803T 018487 T6 - - - -
A08H SWLPL/R 02
A10H SWLPL/R 02
A12K SWLPL/R 05 017032 A3006T 013214 T9 - - - -
033688 S06F SWLPL 02 WP_0201 7,50 6,00 3,20 80,00 -
018450 A08H SWLPL 02 WP_0201 11,00 8,00 6,00 100,00 -
018451 A10H SWLPL 02 WP_0201 13,00 10,00 7,00 100,00 -
033689 S06F SWLPR 02 WP_0201 7,50 6,00 3,20 80,00 -
018327 A08H SWLPR 02 WP_0201 11,00 8,00 6,00 100,00 -
018328 A10H SWLPR 02 WP_0201 13,00 10,00 7,00 100,00 -
018453 A12K SWLPL 05 WP_0503 16,00 12,00 9,00 125,00 -
033690 A12K SWLPR 05 WP_0503 16,00 12,00 9,00 125,00 -
Turning Inserts
LH
LH
LH
RH
RH
RH
LH
RH
A.. SWLP LH & RH Internal Boring Bars
EDP Item Description Hand Insert Sizes
Dimensions (mm)
Min Bore Ø A ØD f L
1 L2
Through
Coolant
SWLPL/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
S Style Boring Bar
for Positive Inserts:
WP0503 & WP0201
Application: Facing and Proling
Approach Angle 95°
Axial 0°
Radial 5°
Prolling Clearance Angle β = 0°
RH Boring Bar Shown
Min. Bore
Dia.
W Style
Internal Boring Bars
SWLP 95°

www.kennametal.com
C173
B
C
A
017442 PL8009 12 10,2 3,4
017443 PL8012 13,1 13,5 4,2
017445 PL8016 17,1 16,5 5,4
017446 PL8019 20,8 20,4 7,3
028408 PL8025 25,2 25,7 8,2
034475 PL8110 11,7 11 4
034476 PL8112 13,3 13 4,4
034477 PL8116 18 18,6 6,7
034478 PL8120 18,7 20,4 6,7
034479 PL8125 23 24 7,5
028742 PL8212 12,1 13,4 4,7
022652 PL8216 9,5 10,1 3,4
028047 PL8312 13,2 13,5 4,2
017444 PL8415 14,7 16,2 5,1
Turning Inserts
Lever Lock
EDP
Item
Description
Dimensions (mm)
A B C
This system has a pivoted lever which tilts
when the clamping screw is adjusted
pulling the insert back against the pocket
walls, for a strong location for the insert,
with no obstruction to the chip flow. Also
only one key is needed to facilitate the
installation and removal of the insert.
Spare Parts
Lever Lock
P - Lever Lock (Negative Inserts)
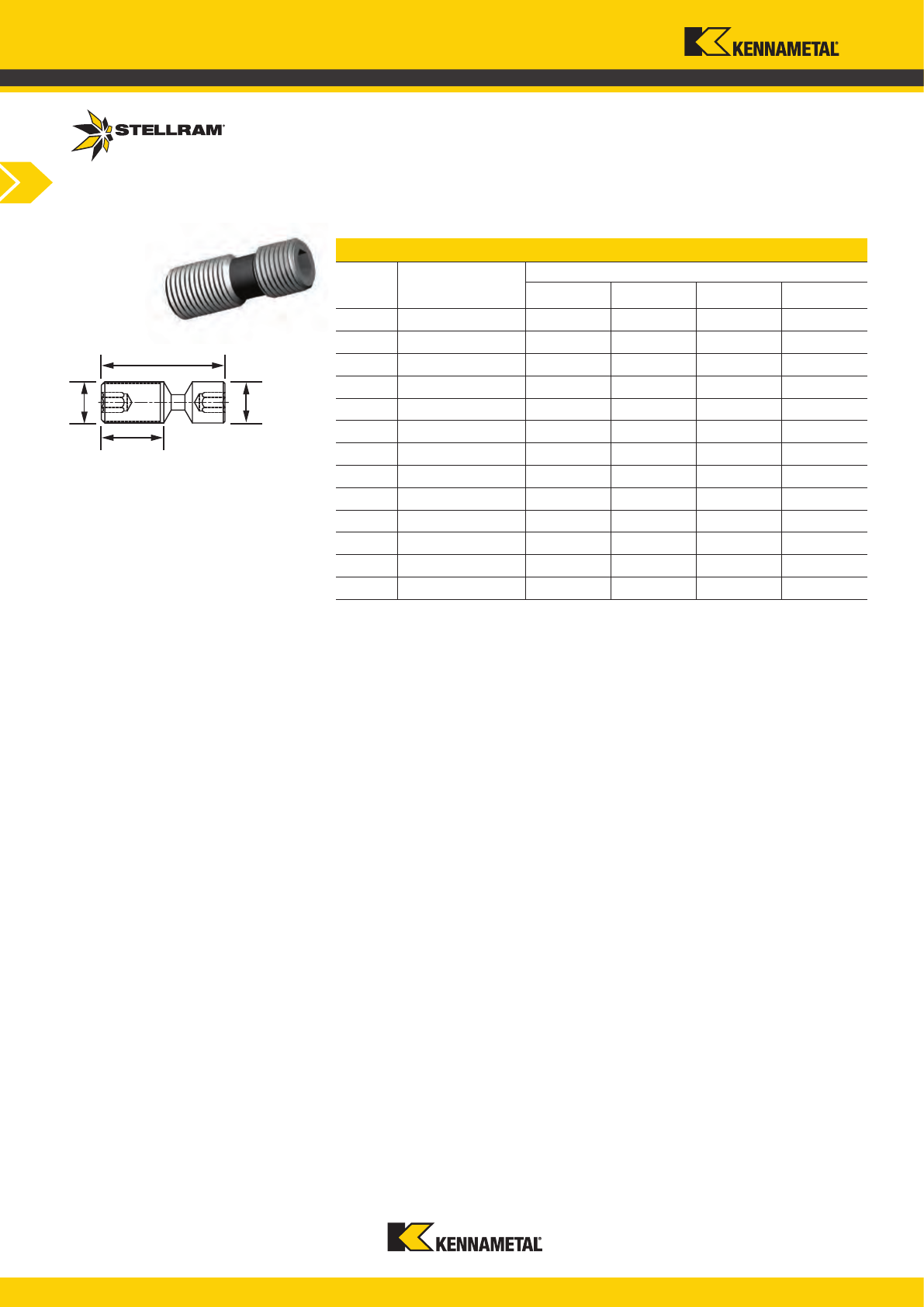
www.kennametal.com
C174
028741 PLS1605 12 M5x0,8 6,10 M5x0,8
017447 PLS1606 16,7 M6x1 8,65 M6x1
017448 PLS1608 20,7 M8x1 8,75 M8x1
028409 PLS1612 36 M12x1 17,30 M12x1
017450 PLS1618 22,5 M8X1 11,25 M8X1
017449 PLS1638 21,1 M8X1 10,35 M8X1
022625 PLS1648 17 M8X1 9,1 M8X1
017451 PLS1610 27,2 M10x1 13,35 M10x1
028743 PLS1626 13,4 M6x1 8 M6x1
034480 PLS1705 14 M5x0,8 8,1 M5x0,8
034481 PLS1706 20,7 M6x1 12,65 M6x1
028458 PLS1708 23,5 M8X1 11,25 M8X1
034482 PLS1710 30,4 M10x1 16,35 M10x1
D
C
B
A
Turning Inserts
Lever Screws
EDP
Item
Description
Dimensions (mm)
A B C D
Spare Parts
Lever Lock
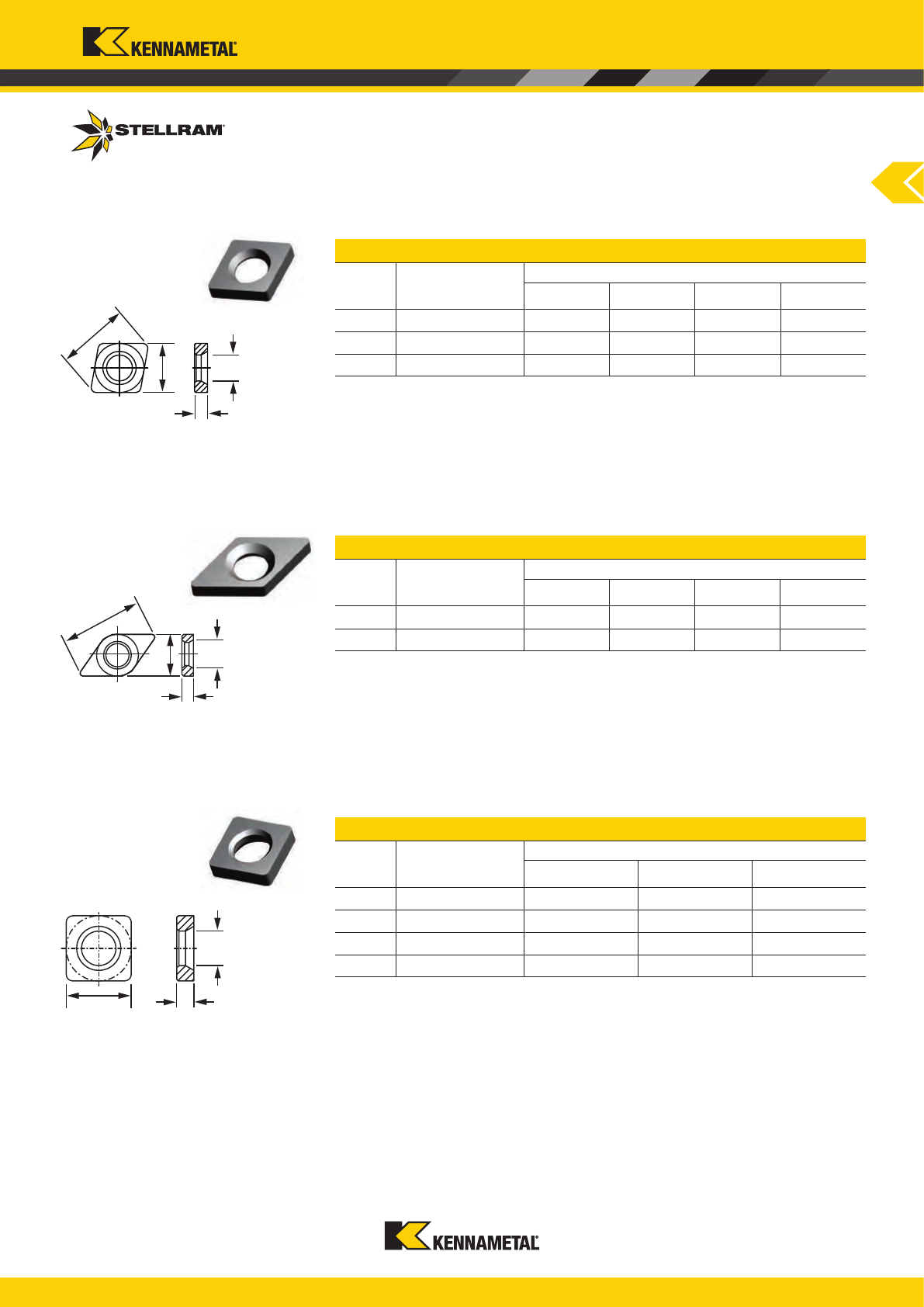
www.kennametal.com
C175
C
D
B
A
B
A
C
D
B
C
A
017456 PA3612 17,16 11,68 3,18 6,8
017457 PA3616 20,9 10,94 4,76 9,5
034483 PA3625 36 24,9 6,6 12,8
028376 PA3711 17 8,5 2,7 4,9
017459 PA3715 23,4 11,6 3,18 6,4
017460 PA3512 11,66 3,18 6,35
017461 PA3515 14,5 4,76 7,9
017462 PA3519 18,1 4,76 7,9
028416 PA3525 24,6 4,76 13
Turning Inserts
Anvils S-Style
EDP
Item
Description
Dimensions (mm)
A B C
Anvils D-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Anvils C-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Spare Parts
Lever Lock
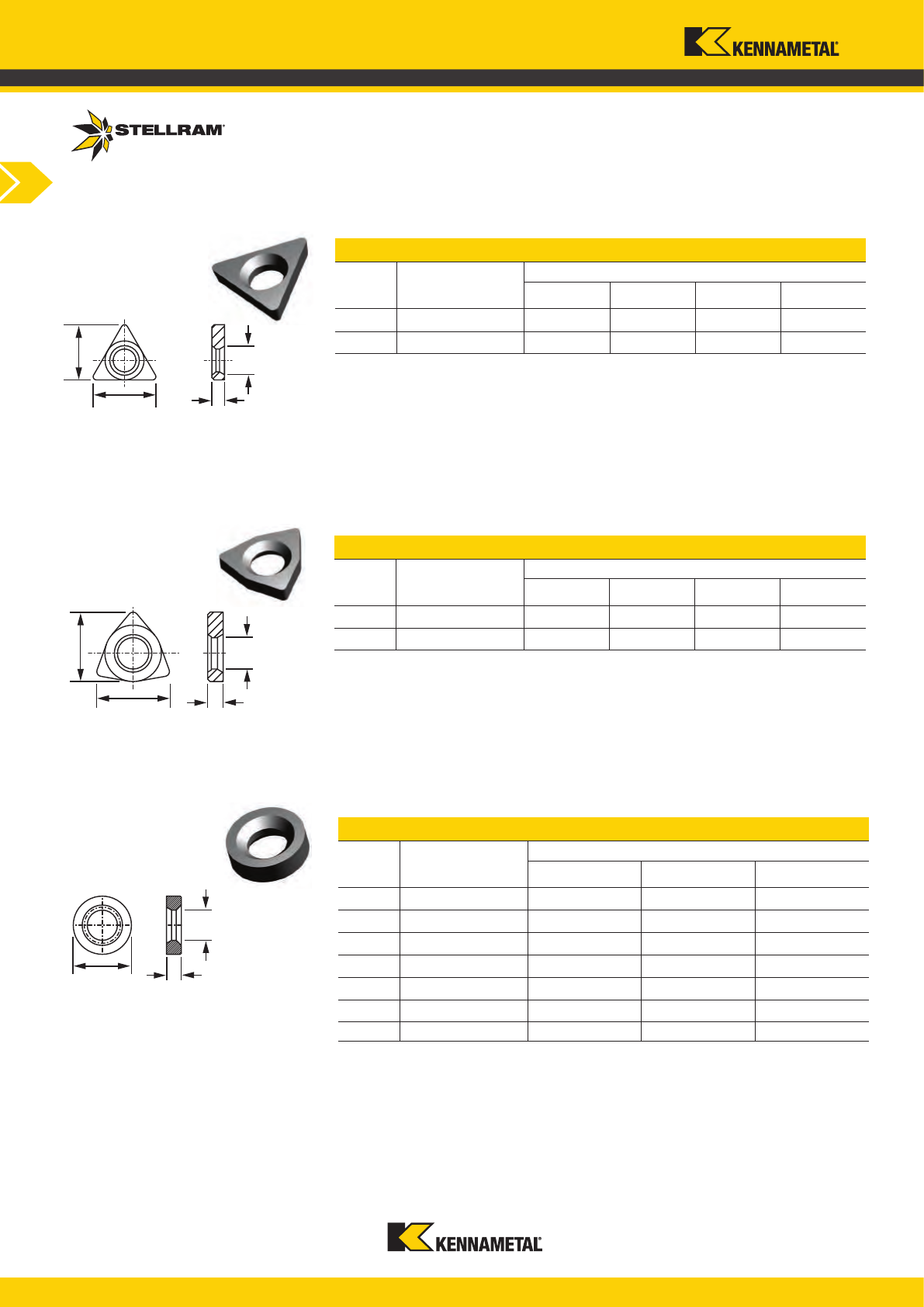
www.kennametal.com
C176
D
C
B
A
D
C
B
A
B
C
A
017463 PA3416 11,98 13,52 2,76 4,9
017464 PA3422 16,6 18,92 3,18 6,4
028460 PA3007 10,85 11,3 3,18 6,4
028461 PA3008 15,2 15,88 3,18 6,4
034484 PA3810 8,34 3,18 4,9
034485 PA3812 9,9 3,18 4,9
034486 PA3816 13,55 4,76 6,4
034487 PA3820 17,25 4,76 8,05
034488 PA3825 21,9 6,35 9,6
034489 PA3925 24,8 6,35 12,9
001670 IRSN84 25,15 6,35 14,5
Turning Inserts
Anvils R-Style
EDP
Item
Description
Dimensions (mm)
A B C
Anvils W-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Anvils T-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Spare Parts
Lever Lock
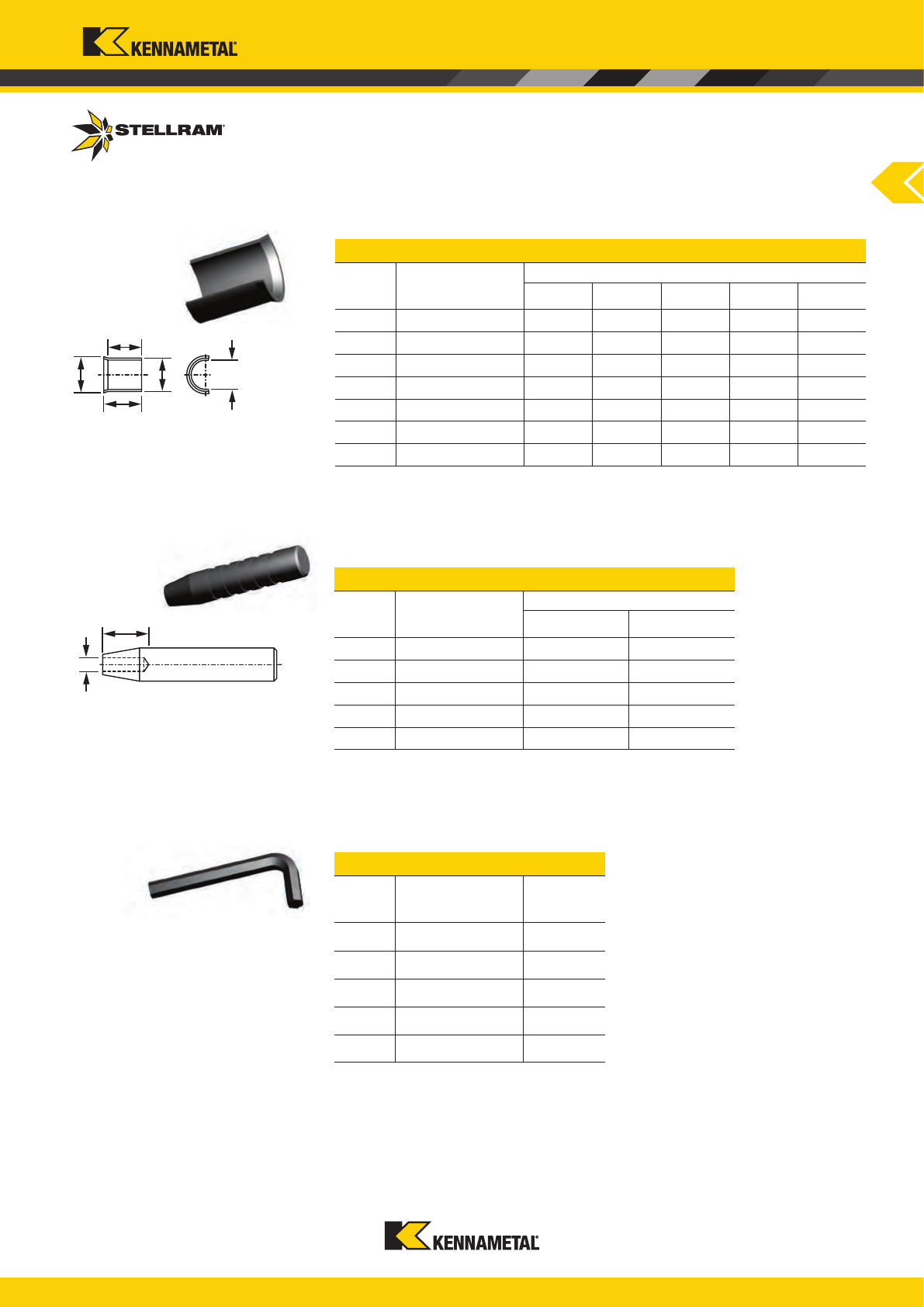
www.kennametal.com
C177
E
D
C
B
A
B
A
034503 PC4109 4,6 5,76 5,2 4,9 4,4
028417 PC4110 6,1 5,6 6,8 4,9 3,8
017453 PC4112 5,2 7 5,8 6,6 5,5
028051 PC4115 7,7 9 8,7 8,2 7
034504 PC4116 8,5 6,82 9,1 6,5 5,4
017455 PC4119 9,8 10,57 11 9,7 8,5
028418 PC4125 9,7 14,7 11,8 13,2 10,5
028053 PCP009 9 4
028054 PCP0012 9 4,750
034505 PCP0015 12 6,5
028056 PCP0019 12 8
034506 PCP0025 20 12,5
028578 KH5002 2
018286 KH5003 3
018287 KH5004 4
018288 KH5005 5
018285 KH5025 2,5
Turning Inserts
Clip Fixing Pin
EDP
Item
Description
Dimensions (mm)
A B
Clips
EDP
Item
Description
Dimensions (mm)
A B C D E
Keys
EDP
Item
Description
mm
Spare Parts
Lever Lock

www.kennametal.com
C178
A
B
C
D
030974 CL6 10,90 3,99 7,62 14,73
029071 CL12 16,6 5,99 10,77 22,50
028996 CL20 13 5,31 9,35 18,34
029072 CL22 13,36 5,99 9,35 21,74
029073 CL30 16,84 5,84 10,74 24,64
034490 CL2613 13,5 - 9,5 18,5
034491 CL2614 13,5 - 9,5 21,7
034492 CL2616 13,5 - 9,5 24
Turning Inserts
M Style Clamps
EDP
Item
Description
Dimensions (mm)
A B C D
The combination of lock pin and top clamp
makes this one of the most secure clamping
systems available. The lock pin locates the
insert against the pocket wall while the top
clamp secures the insert down.
Spare Parts
M Clamp
M - Clamp Lock (Negative Inserts)
www.kennametal.com
C179
B B
C
DA
E
D
A
B
C
029074 XNS36 - 6,99 19,17 -
029075 XNS47 - 6,78 20,5 -
028997 XNS48 - 4,6 25,4 -
029076 XNS510 - 5,31 31,7 -
028575 1086 11,4 29,4
034493 1186 7,11 20,50
004703 NL33L 5,00 14,71 5,21 6,71 8-32 UNC
004705 NL34L 3,66 13,13 5 2,69 10-32L
004707 NL44 5 13,2 5,4 3,2 1/4-28 UNC
004708 NL46 5 13,2 5,4 3,2 1/4-28 UNC
004710 NL58 6,25 22 6,9 5,3 5/16-24 UNC
004713 NL68 6,25 22 6,9 4,8 3/8-24
004716 NL810 9 29,69 9,8 5,58 7/16-20
034511 1665 3,68 13 5 2,3 M5X0,8
Turning Inserts
M6x1 (RH)
M6x1 (LH)
M6x1 (LH)
M6x1 (LH)
Clamp Screws
EDP
Item
Description
Dimensions (mm)
A B C D
NL Pins
EDP
Item
Description
A B C D E
mm mm mm mm
Thread
Form
Spare Parts
M Clamp
www.kennametal.com
C180
C
D
B
A
C
D
B
A
B
C
A
029079 ICSN432 18,39 12,45 4,75 7,44
001685 ICSN533 22,94 15,62 4,75 9,78
001689 IDSN433 25,07 12,57 4,76 7,47
001704 ISSN433 12,45 4,75 7,49
001707 ISSN533 15,65 4,75 9,83
001709 ISSN633 18,72 4,75 11,38
A
B
C
D
001695 IVSN322 28,70 9,19 3,18 5,99
Turning Inserts
Anvils V-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Anvils S-Style
EDP
Item
Description
Dimensions (mm)
A B C
Anvils D-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Anvils C-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Spare Parts
M Clamp
www.kennametal.com
C181
B
A
C
D
A
B
D
001670 IRSN84 25,15 6,35 14,5
001714 ITSN323 12,9 14,6 3,18 5,9
001718 ITSN433 17,3 19,7 4,76 7,4
028578 KH5002 2
018286 KH5003 3
018285 KH5025 2,5
C
D
B
A
009251 IWSN433 15,34 16,00 4,76 7,416
Turning Inserts
Anvils W-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Anvils R-Style
EDP
Item
Description
Dimensions (mm)
A B C
Anvils T-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Keys
EDP
Item
Description
mm
Spare Parts
M Clamp

www.kennametal.com
C182
CB
A
034494 DC 2312 28,90 14,00 12,00
033709 DC 2708 24,90 10,90 9,20
033707 DC 2712 29,00 12,50 10,00
034495 DC 2716 33,80 13,00 10,50
033708 DC 2719 35,20 13,50 10,50
Turning Inserts
D Style Clamps
EDP
Item
Description
Dimensions (mm)
A B C
This system combines a pull back pin and
top clamp in one, using a wedge action to
locate the insert into the pocket, with the
clamp screw pulling down on the insert.
This clamping method provides a strong
and rigid set-up, with the added benefit of
only one key for replacement of inserts.
The “D” clamping system ensures zero
insert movement during high feed or
heavy interrupted machining, due to its
accurate positioning that holds the insert
securely clamped.
Spare Parts
D Clamp
D - Dimple Lock (Negative Inserts)
www.kennametal.com
C183
D
E
A
B
C
B
A
DC
033720 4294 3 11,20 5 6,50
033719 4295 3,50 13 7 9,50
033711 1695 8,4 - 20 M5x0,8 23,5
033710 1696 9,8 - 25 M6x1 29
034512 1907 10,7 10,6 14 M7X0,75 27,5
Turning Inserts
Clamp Spring
EDP
Item
Description
Dimensions (mm)
A B C D
Clamp Screws
EDP
Item
Description
Dimensions (mm)
A B C D E
Spare Parts
D Clamp
www.kennametal.com
C184
C
D
B
A
C
D
B
A
B
C
A
B
A
C
D
017456 PA3612 17,17 11,68 3,18 6,81
029079 ICSN432 18,39 12,45 4,75 7,44
033712 ICSN442 18,39 12,45 6,35 7,44
001685 ICSN533 22,94 15,62 4,75 9,78
001686 ICSN633 25,527 18,8 4,76 11,3
001704 ISSN433 12,45 4,75 7,49
033715 ISSN442 12,45 6,35 7,49
001707 ISSN533 15,65 4,76 9,83
001709 ISSN633 18,72 4,76 11,38
034496 IDSN-322 18,72 9,40 3,18 6,48
001689 IDSN-433 25,66 12,57 4,76 7,40
033714 ITSN342 12,93 14,63 3,18 5,99
Turning Inserts
Anvils T-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Anvils S-Style
EDP
Item
Description
Dimensions (mm)
A B C
Anvils D-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Anvils C-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Spare Parts
D Clamp
www.kennametal.com
C185
018287 KH5004 4
018285 KH5025 2,5
018286 KH5003 3
034507 1160 8 13,5 9,5 M6x1
034508 1161 8 10,5 6,5 M6x1
033718 1764 6,20 9,00 7,60 M5x0,8
029095 1765 7,5 10 6 M6x0,75
033716 1766 7,8 13,0 10,6 1/4 -26
034509 1768 10,5 15,5 13,3 M8x1
033717 1770 11,90 15,00 12,80 3/8 -24
C
D
B
A
D
C
B
A
030973 IWSN323 11,32 11,82 3,18 5,89
009251 IWSN433 15,35 15,95 4,76 7,4
Turning Inserts
Keys
EDP
Item
Description
mm
Anvil Screw
EDP
Item
Description
Dimensions (mm)
A B C D
Anvils W-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Spare Parts
D Clamp

www.kennametal.com
C186
D
C
L
B
A
017032 A3006T 48° 4,4 4 6 M3x0,5
023081 A5025T 43° 6,6 6,9 25 M5x0,8
015059 F2004T 43° 3 2,50 4,50 M2x0,4
015060 F2505T 43° 3,8 3,5 5 M2,5x0,45
015061 F2507T 43° 3,8 4 7 M2,5x0,45
015262 D4010T 43° 5,1 5,1 10 M4x0,7
034497 1335 55° 5,30 10,20 15 M3,5x0,6
034498 1425 55° 3,30 3 5,50 M2,5x0,45
034499 1440 55° 5,30 4 7 M4x0,7
034500 1540 60° 6,80 7,90 14,10 M4x0,7
015063 F3008T 48° 4,4 5 8 M3x0,5
018489 55F1803T 55° 2,75 1,60 3,30 M1,8x0,2
Turning Inserts
Insert Screws
EDP
Item
Description
Dimensions (mm)
A B C L D
This innovated system was first introduced
into the marketplace by Stellram as Posicut
®
S - Style. Its benefits are secure clamping,
repeatability, minimal number of spare parts
and no obstruction of the chip flow. Which
make this ideal for internal boring bars and
places were accessibility is limited.
Spare Parts
S Clamp
S - Screw Lock (Positive Inserts)
www.kennametal.com
C187
C
D
B
A
D
C
B
A
028571 SA3614 17,40 11,40 39,50 6,50
028477 SA3714 17,48 8,50 3,18 6,60
029091 SA3712 16,9 11,0 3,18 6,5
B
D
C
A
Turning Inserts
Anvils E-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Anvils D-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Anvils C-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Spare Parts
S Clamp
www.kennametal.com
C188
C
B
A
C
B
A
028738 SA3514 11,40 3,96 8,10
034501 SA3811 8,80 3,18 6,60
034502 SA3814 10,60 3,18 6,60
D
C
B
A
028580 SA3414 11,95 13,55 3,18 6,60
Turning Inserts
Anvils R-Style
EDP
Item
Description
Dimensions (mm)
A B C
Anvils S-Style
EDP
Item
Description
Dimensions (mm)
A B C
Anvils T-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Spare Parts
S Clamp
www.kennametal.com
C189
L
A
B
C
D
028740 SA3718 26,4 8,4 3,18 5,5
028478 SAS1750 6,25 5 8,5 M3,5x0,6 M5x0,5
028739 SAS1760 7,60 5,5 10 M4x0,5 M6x0,75
029095 1765 7,5 6 10 M4x0,5 M6x0,75
018487 T6 T6
018488 T7 T7
013214 T9 T9
015240 T15 T15
028475 K5516 T16
034577 K5517 T17
015241 T20 T20
B
D
C
A
Turning Inserts
Anvil Screw
EDP
Item
Description
Dimensions (mm)
A B L C D
Anvils V-Style
EDP
Item
Description
Dimensions (mm)
A B C D
Torx Driver
EDP
Item
Description
Torx
Number
Spare Parts
S Clamp
www.kennametal.com
C190

www.kennametal.com
C191
Turning
Technical Information
All Kennametal’s products are supported by a condent technical sales team
backed by an extensive customer care policy.
Please contact us for additional information on any of the products illustrated in
this catalog or any other part of Kennametal’s comprehensive tooling program.
CUSTOMER SERVICE &
TECHNICAL HELPLINE
UNITED KINGDOM
TEL: 0800 731 6660
FAX: 0800 731 6662
SUISSE ROMANDE
TEL: 0800 807 778
FAX: 0800 807 701
DEUTSCHE SCHWEIZ
TEL: 0800 807 721
FAX: 0800 807 701
SVIZZERA ITALIANA
TEL: 0800 807 722
FAX: 0800 807 701
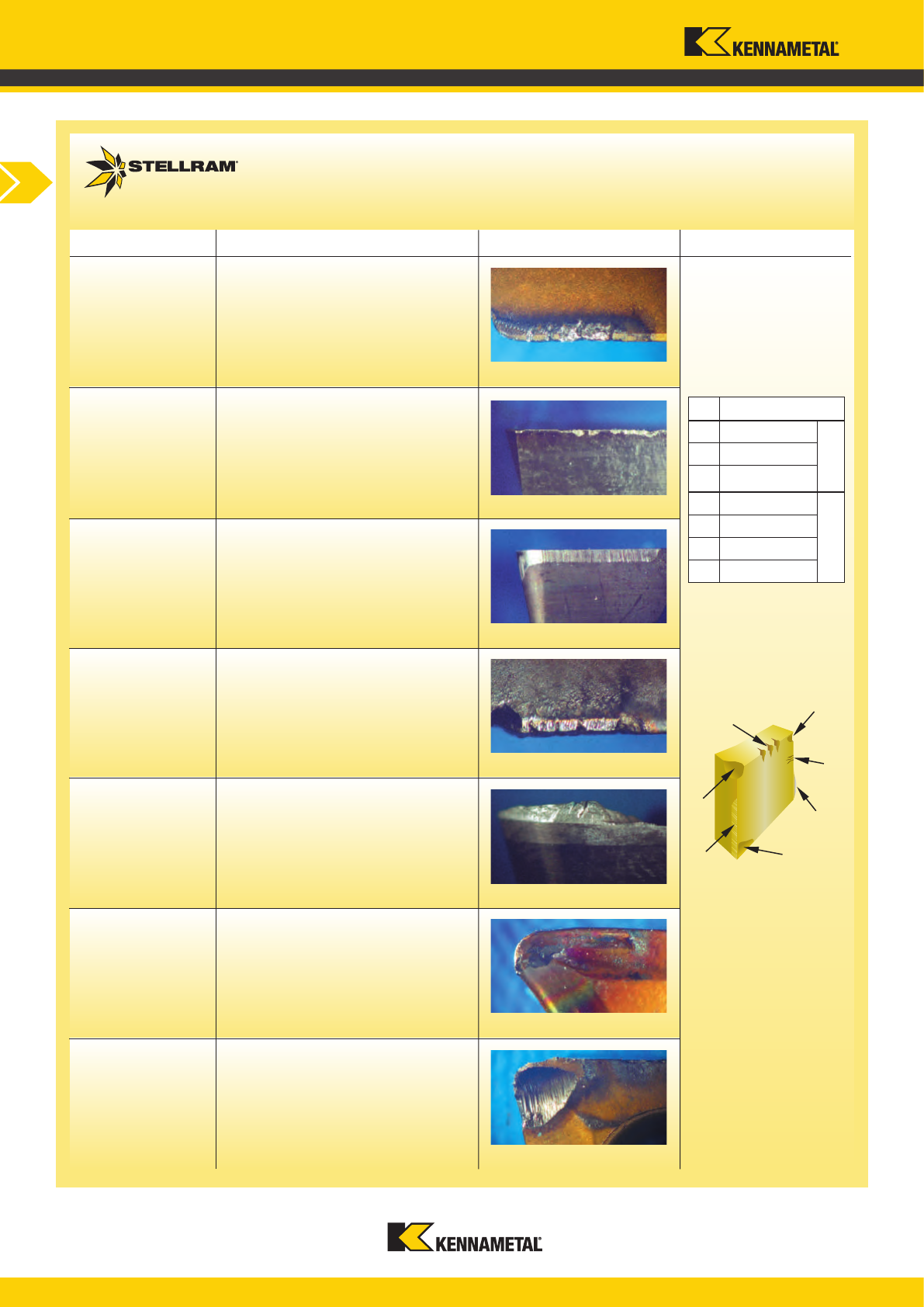
www.kennametal.com
C192
3
1
4
7
2
5
6
Turning Inserts
Cause Correction Failure
N° Failure type
1
Flank wear
Physical
2
Chipping
3
Partial fracture
4
Crater wear
Chemical
5
Deformation
6
Thermal Crack
7
Built up edge
A Use a harder grade.
B
Reduce surface speed.
C
Reduce feed.
D
Increase the rake angle.
Excessive heat and
pressure causing
chip to weld to rake
angle.
A Reduce surface speed.
B
Reduce feed.
C
Use a harder grade.
D
Use a more heat resistant grade.
Heavy feed or high
surface speed.
A Increase surface speed.
B
Use inserts that reduce friction. i.e.
TiALN PVD Coated
C
Use high lubricity coolant.
Surface speed too
low for material
being machined.
A Increase approach angle to
maximum.
B
Increase nose radius for shallow
cuts.
C
Reduce V
c
surface speed and feed.
D
Vary the depth of cut.
Notching occurs at
depth of cut line.
Usually due to work
hardened surface,
scale or abrasion.
A Use a harder, more wear resistant
grade.
B
Decrease surface speed.
C
Increase feed.
D
Use coolant.
Grade not hard
enough for
application.
High surface speed.
A Use a tougher grade.
B
Use negative rake angle inserts.
C
Increase nose radius.
D
Use increased edge land.
E
Increase cutting speed.
Cutting tool
excessively brittle.
Tool too hard
for application
conditions.
A Use a heat resistant grade increased
TaC.
B
Use positive rake tools.
C
Increase nose radius.
D
Reduce in the following order:
surface speed, feed or depth of cut.
E
Avoid use of coolant.
Intermittent heating
of the cutting
edge. High V
c
and
high volume metal
removal.
Crater Wear
Deformation
Built-Up-Edge
Notching
Excessive Flank Wear
Chipping
Thermal Cracking
Turning Technical
Failure Analysis
www.kennametal.com
C193
A B a b c
a & c sin A = a ÷ c cos B = a ÷ c b = c
2
- a
2
a & b tan A = a ÷ b cos B = a ÷ b c = a
2
+ b
2
c & b cos A = b ÷ c sin B = b ÷ c a = c
2
- b
2
A & a B = 90º - A b = a x cot A c = a ÷ sin A
A & b B = 90º - A a = b x tan A c = b ÷ cos A
A & c B = 90º - A a = c x sin A b= c x cos A
a b c A cos A = b
2
+c
2
-a
2
÷ 2bc
a b A B sin B = b x sin A ÷ a
a b A C C = 180 - (A + B)
a A B b b = a x sin B ÷ sin A
a A B c c = (a x sin C ÷ sin A) x
(a x sin (180 - A - B) ÷ sin A)
a b C B B = 180 - (A + C)
Turning Inserts
Formula
Parts to be
Found
Dimension
Given
Part to be Found
Dimension
Given
D
m
= Machined diameter mm
V
c
= Cutting speed m/min
n = Spindle speed rev/min
T
c
= Period of engagement min
Q
z
= Metal removal cm
3
/min
l
m
= Machined length mm
P
c
= Power demand kW
K
c
= Specific cutting force N/mm
2
f
n
= Feed per revolution mm/rev
k
r
= Cutting edge angle degree
R max = Profile depth µm
r
e
= Insert nose radius mm
a
p
= Depth of cut mm
h = Efficiency
V
c
=
D
m
x π x n
Cutting speed (m/min)
1000
n =
V
c
x 1000
Spindle speed (rev/min)
Dm x π
P
c
=
V
c
x a
p
x f
n
x k
c
Power demand (kW)
60 x 1000 x h
Q
z
= V
c
x f
n
x a
p
Metal removal (cm
3
/min)
T
c
=
l
m
Period of engagement (min)
f
n
x n
Trigonometrical Equivalents
Trigonometrical Equivalents
Terminology
Formula
Turning Technical
Metric Formulas & Terminology
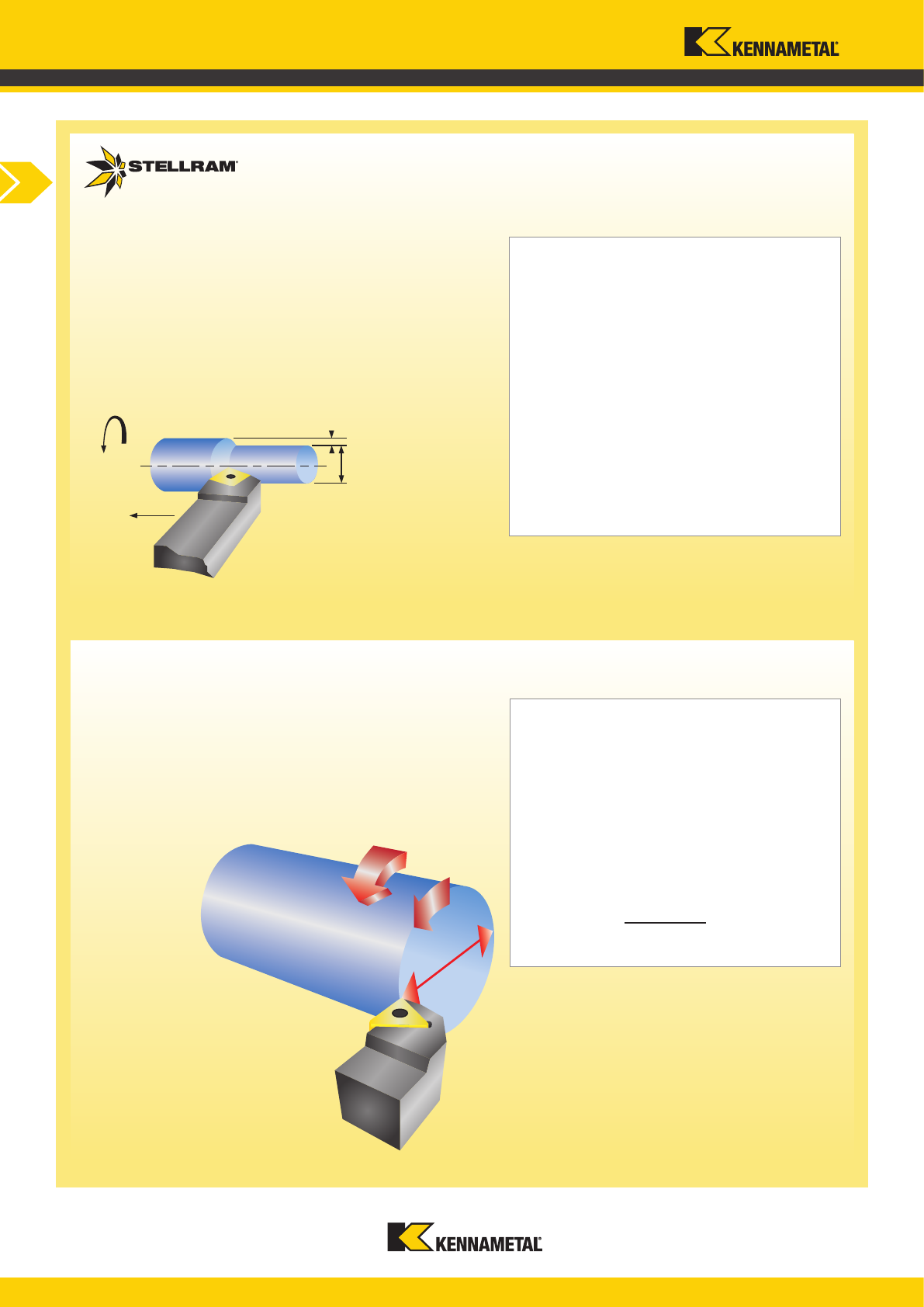
www.kennametal.com
C194
n
f
a
p
Diam.
V
c
=
D x π x n
(m/min)
1000
D
V
c
n
Turning Inserts
Metric
Diam.
Formula
Terminology
D=(mm)
n=(revs/min)
π=3.14
Volume “Q
z
”: Metal Removal Rate
This value takes into consideration V
c
, A
p
and feed to calculate the amount of material
removed.
Q
z
= V
c
x f x a
p
(cm3/min)
The spindle speed n is the number of rotations the
work piece rotates in one minute and it is indicated in
revolutions/minute.
The Surface Speed can be calculated with the following
formula:
D=Diameter
n=Spindle speed
π=Constant
Cutting Parameters
Cutting Data
Vc - Indicated in meters/min. It refers to
the speed at the insert edge removing
the material at the periphery of the
work piece. The cutting speed is
related to the diameter of the
work piece.
F - Dened in mm/rev and it is the
distance covered by the tool
during every rotation of the work
piece. “f”- refers to the distance
covered by the tool in a one minute,
that is the feed vf (mm/min)
-a
p
- Depth of Cut
In the turning operation we can distinguish three
important elements:
• Work piece’ s rotation at a determined
speed of the spindle, “n”
• linear movement of the tool at a determined
feed, “f”
• Cut depth, a
p
Turning Technical
Cutting Data & Parameters
a
p
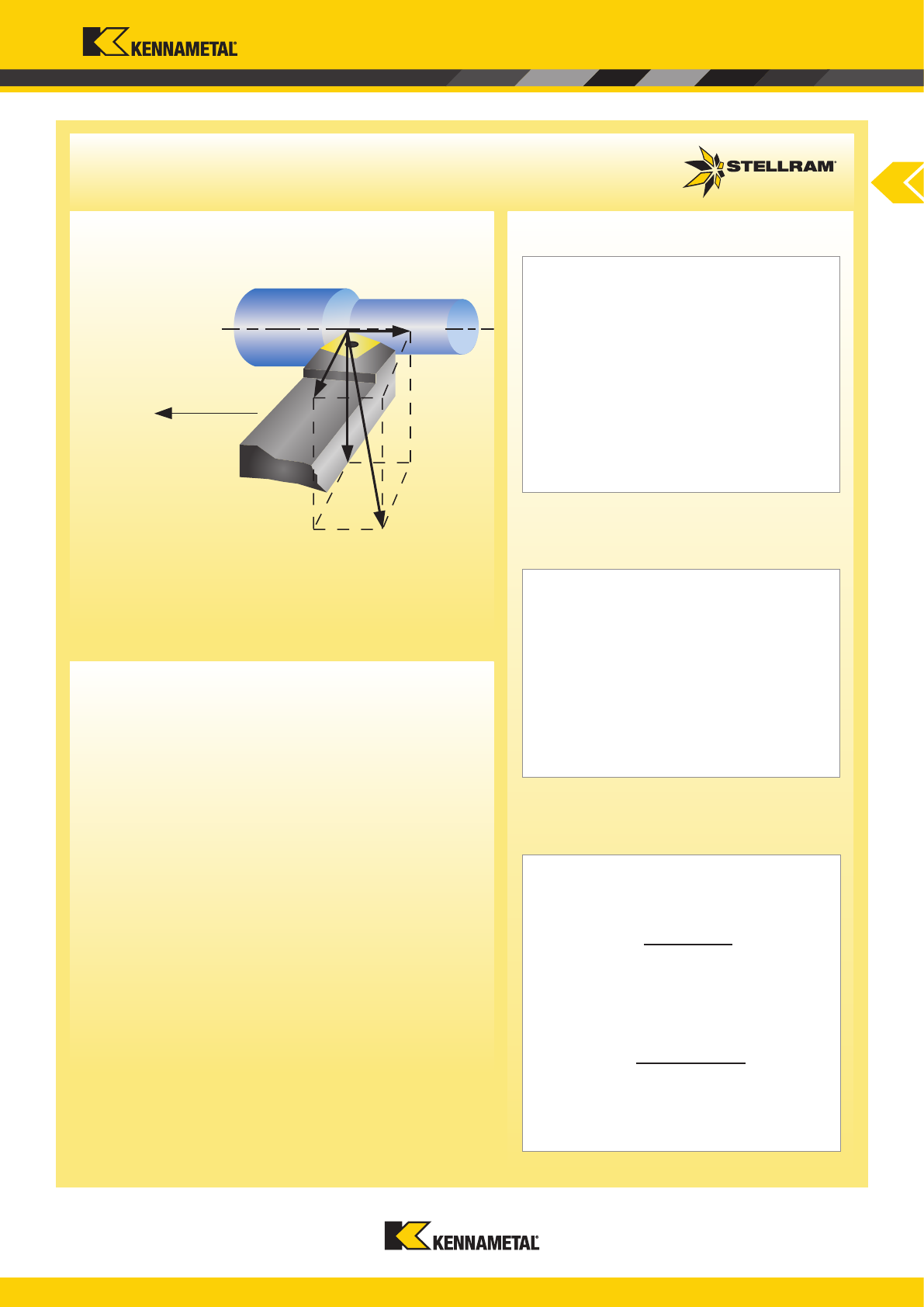
www.kennametal.com
C195
P =
Vc x F
c
(KW)
ŋ x 60 x 1000
Direction of feed
F
f
F
t
F
F
p
Turning Inserts
Direction of feed
Formula
Formula
Terminology
Cutting Force in
Turning
The formula for the net cutting power
calculation is:
in which:
Kc = Specic cutting force(N/mm2)*
a
r
= Cutting depth (mm)
f = Feed (mm/rev)
Values F
f
and F
p
are affected by the
approach angle, the cutting depth and the
nose radius of the tool. The following
formula can be used for the tangential
cutting force:
Fc = Kc x a
r
x f
The main force F can be split into 3
different forces:
F
t
(N)= Tangential force, downward and
usually the largest
F
f
(N)= Axial force or feed force, toward the
longitudinal axis of the workpiece
F
p
(N)= Radial force on the perpendicular of
the centre line of the workpiece
KW to HP conversion: 1 KW = 1.34102209 hp
Where F
c
= a
p
x f x K
c
then P
=
Vc x a
p
x f x K
c
(KW)
ŋ x 60 x 1000
The availability for the power calculation for the material
removal is particularly important for roughing, so it is
necessary to verify if the machine’s power is enough for
the application.
The parameters for the power calculation are v
c
and F
c
.
The machine efciency ŋ, is also a factor to be considered
referring to the energy loss because of the drive and the
motor efciency. This value is between 0,7-0,9 depending
on the machine.
Calculations of Power
* The specic cutting force (kc) is constant for each material. It
is unique for each material and it refers to the material
machinability. See catalog page C196.
Calculations of Cutting Forces
Turning Technical
Calculations of Cutting Forces & Power
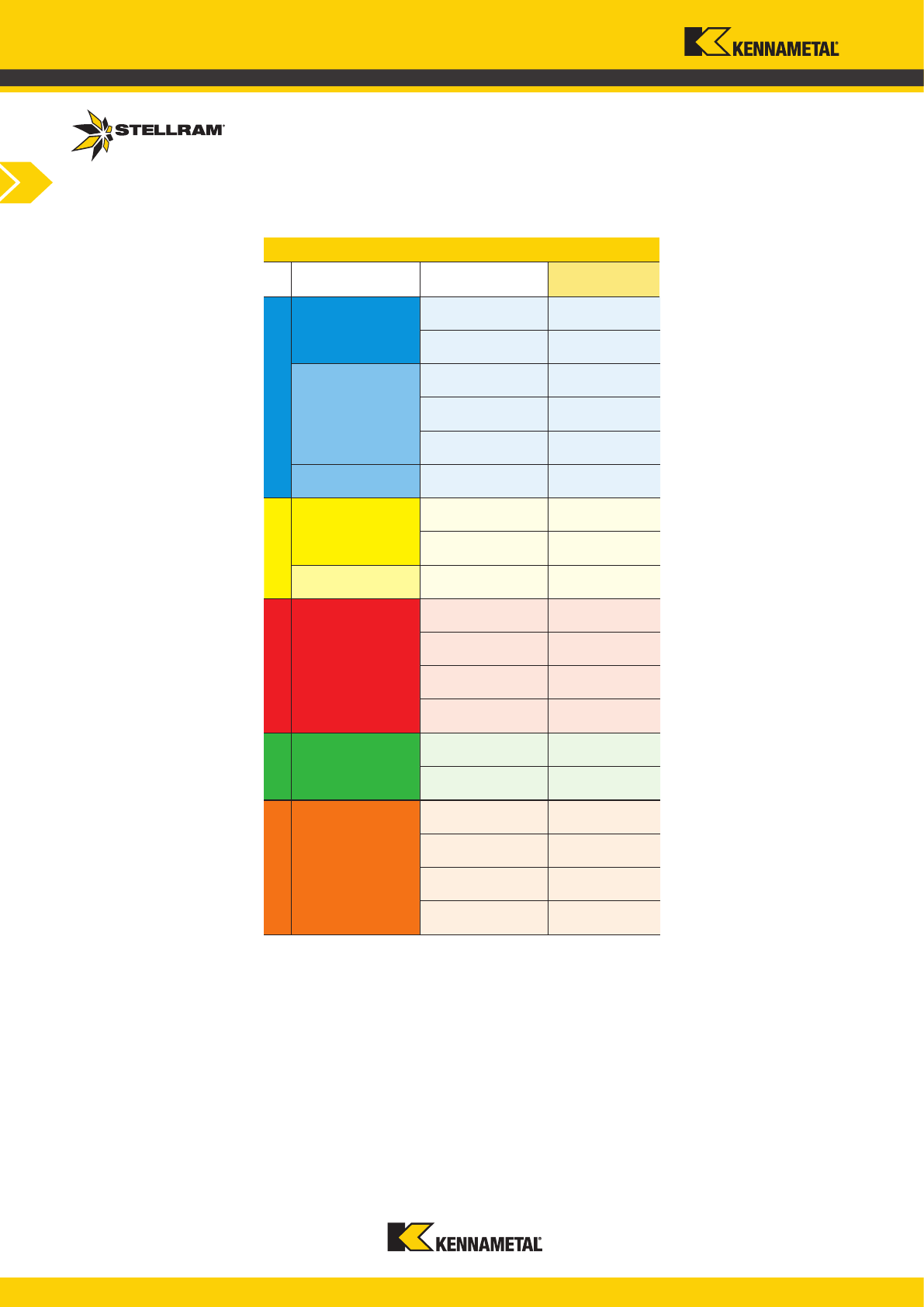
www.kennametal.com
C196
P
2050
2300
2599
2851
3172
3895
Speed vc (feet/min)
M
1847
2599
3199
K
1200
1500
1600
1050
N
827
965
S
2999
3799
3500
1500
Turning Inserts
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
425-456 HBN
Aluminium
& Alloys
Aluminium & Alloys
< 16% 116 HBN
Aluminium + Silicon
> 16% 92 HBN
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Nodular
GGGNi - L- N
Malleable
GTS - MN/MP
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
ISO
Materials Rm Kc:N/mm
2
Unalloyed
Steel
400-600 N/mm
2
120-180 HBN
600-950 N/mm
2
180-200 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Tool Steel
1200-1400 N/mm
2
355-415 HBN
Turning Technical
Specific Cutting Force Kc
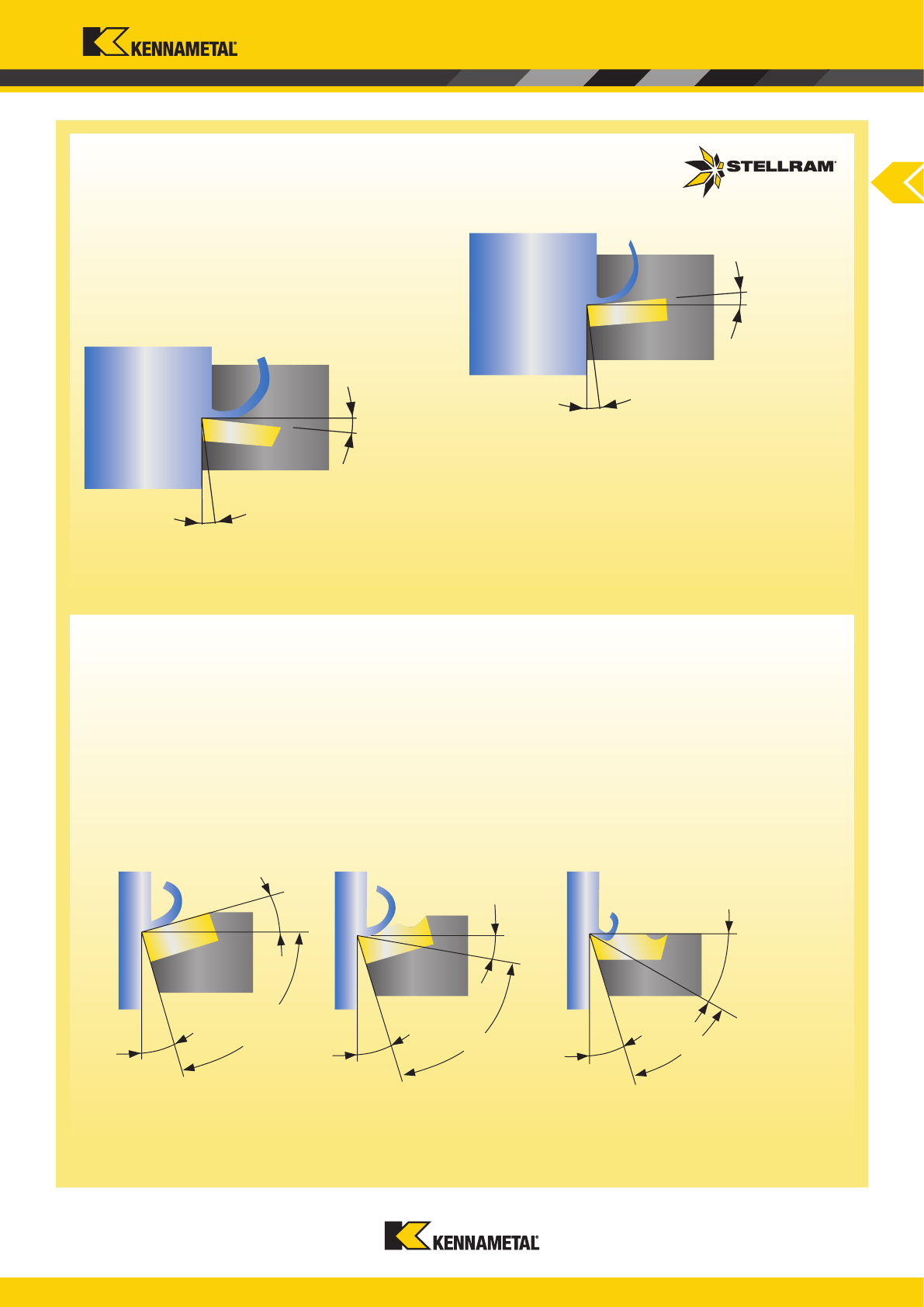
www.kennametal.com
C197
6°
6°
-6°
5°
+
–
6°
6°
-6°
5°
+
–
ß
ß
ß
< 0
> 0
> 0
Turning Inserts
The position of the insert seat determines the cutting rake:
•
This can be negative or 0°.
•
The effective cutting angle is also determined by the insert geometry located
on the seat, as this could be at face or a chip breaker and it could change
the effective cutting angle.
•
The effective cutting angle is the sum of the angle in the insert seat and the
geometry of the seated inserts.
Effective Cutting Angle
Negative: Produces larger shearing stress
which causes a high chip strain. It is much
stronger in comparison to the positive rake
and requires good workpiece and tool stability.
Positive: Produces low shearing stress
and may eliminate vibration during nish
machining, machining of long workpieces,
or poor workholding.
Top Rake
Turning Technical
Top Rake & Effective Cutting Angle
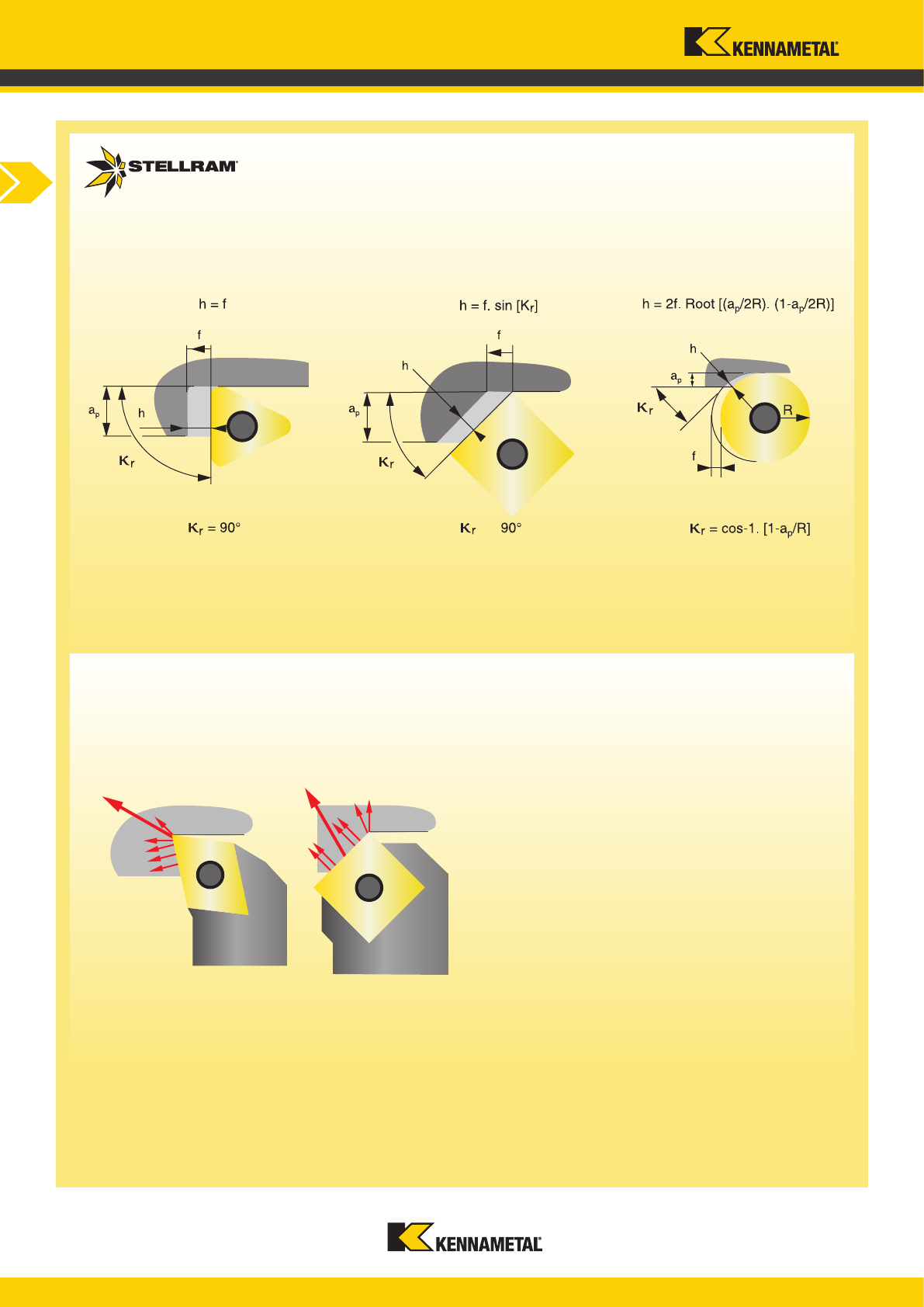
www.kennametal.com
C198
< >
k
r
= 95° k
r
= 45°
Turning Inserts
•
In the rst case the rst contact is between
the workpiece and the insert point, and it is
focused on the radius making the situation
difcult
•
On the second case, the approach angle on
the workpiece is softer and the cutting forces,
are distributed in a more uniform way, and not
directly on the insert point.
• h is the same as the feed f when the entering angle is 90°or equal to the sin of the approach angle * f
• A 45° approach angle will produce a lower chip thickness with a higher feed
In the second picture we can see the effect on cutting the force distribution.
The approach angle or attack angle is very important because it inuences the tool life.
In the rst picture we can see how it affects the chip thickness.
Turning Technical
Stainless Steel PH
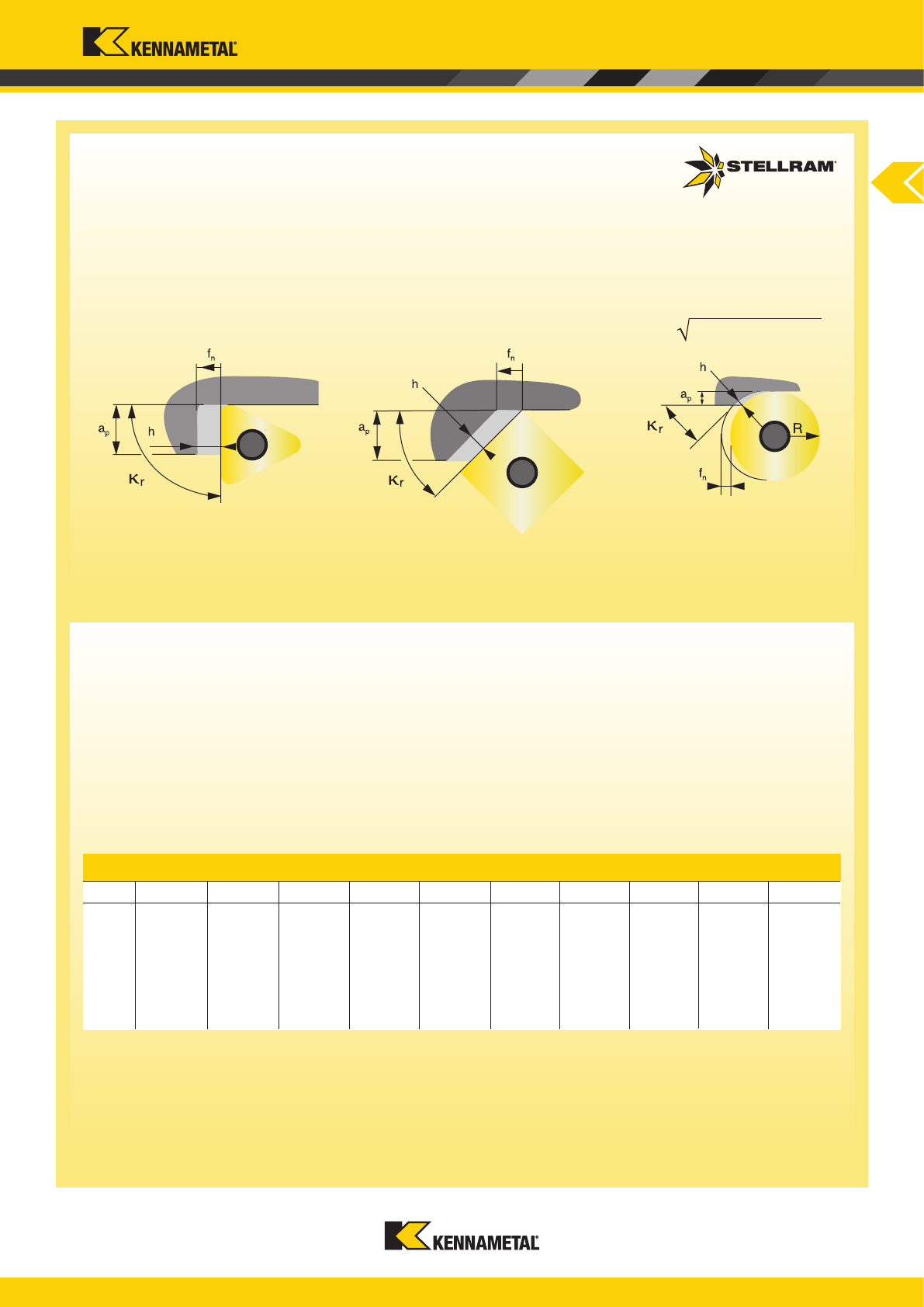
www.kennametal.com
C199
k
r
= 90° k
r
< 90° k
r
= cos-1. [1-a
p
/R]
h = f h = f sin [k
r
] h = 2f [(a
p
/2R). (1-a
p
/2R)]
k
r
/a
p
1,00 2,00 3,00 4,00 5,00 6,00 7,00 8,00 9,00 10,00
90 1,00 2,00 3,00 4,00 5,00 6,00 7,00 8,00 9,00 10,00
75 1,04 2,06 3,10 4,14 5,18 6,20 7,24 8,28 9,32 10,34
60 1,14 2,31 3,45 4,62 5,77 6,93 8,08 9,25 10,39 11,56
45 1,42 2,82 4,24 5,66 7,06 8,48 9,91 11,30 12,73 14,15
30 2,00 4,00 6,00 8,00 10,00 12,00 14,00 16,00 18,00 20,00
Turning Inserts
A low depth of cut can still generate a large edge engagement
Cutting Edge Length for a given depth of cut (a
p
) and k
r
angle
The type of insert used plays a significant role in the rigidity of the cutting edge. A cutting
edge angle of kr 75° or 45° allows for difficult machining operations, i.e. interrupted and heavy
roughing, but reduces the capacity to machine profiles. The most robust insert shape is round
and the most fragile standard insert is the 35°diamond (V).
The size and type of insert determines the maximum depth of cut. In general, it is advisable
to select a cutting edge length in relation to the maximum depth of cut to be machined.
When deciding on the maximum depth of cut (a
p
) for a given insert, the angle of the principal edge plays
a significant role in the type of the chip formed. For an angle close to 90°, the thickness of the chip will be
equal to the feed. In the other cases, it will be necessary to calculate it.
Turning Technical
Maximum Depth of Cut & Chip Thickness
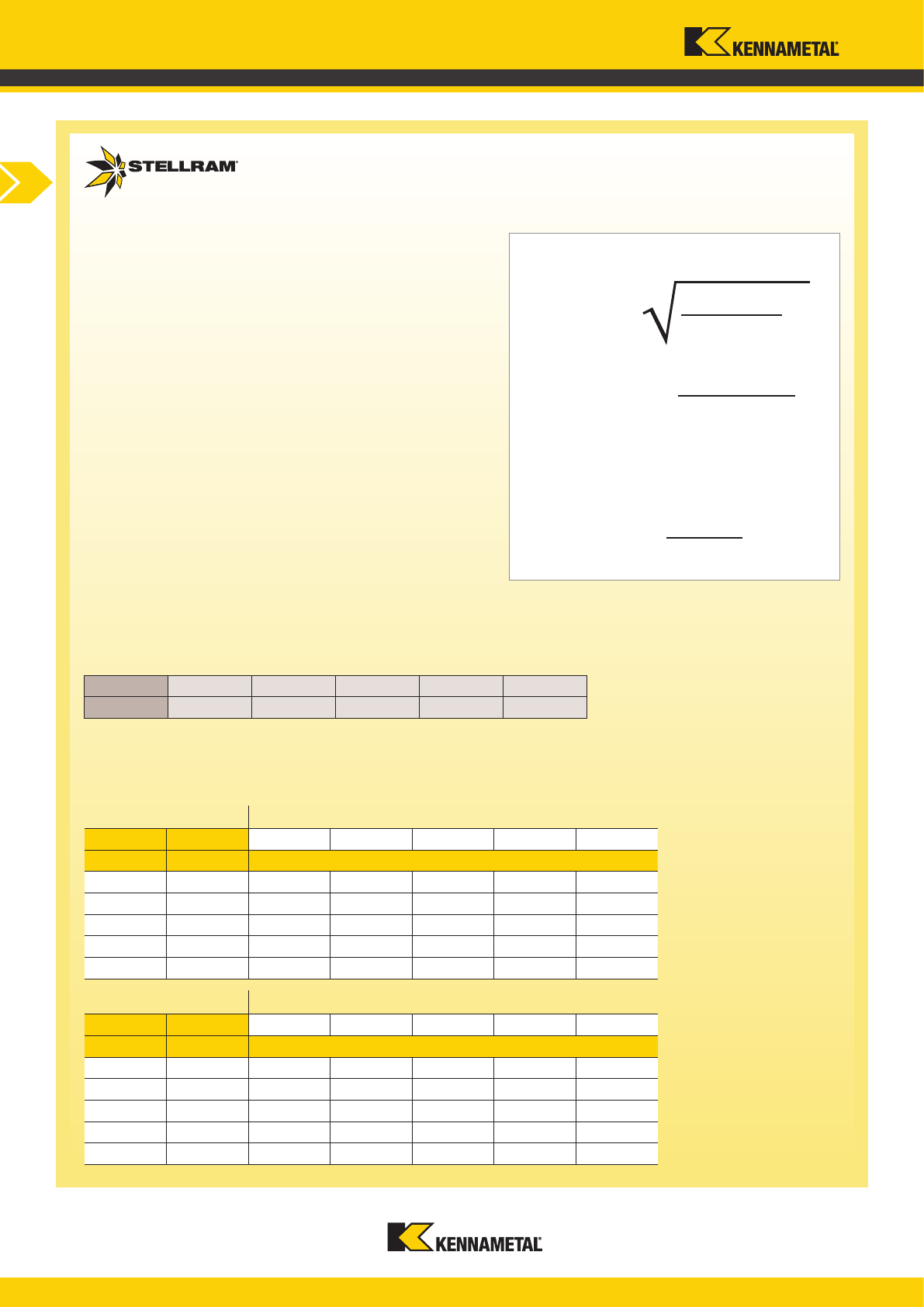
www.kennametal.com
C200
0,4 0,8 1,2 1,6 2,4
0,12-0,25 0,25-0,5 0,36-0,7 0,5-1 0,7-1,6
0,4 0,8 1,2 1,6 2,4
0,60 2 0,07 0,10 0,12 0,14 0,17
1,60 4 0,11 0,15 0,19 0,22 0,26
3,20 10 0,17 0,24 0,29 0,34 0,42
6,30 16 0,22 0,30 0,37 0,43 0,53
8,00 25 0,27 0,38 0,47 0,54 0,66
10 12 16 20 25
0,60 2 0,25 0,28 0,32 0,36 0,40
1,60 4 0,40 0,44 0,51 0,57 0,63
3,20 10 0,63 0,69 0,80 0,89 1,00
6,30 16 0,80 0,83 1,01 1,13 1,26
8,00 25 1,00 1,10 1,26 1,42 1,51
Turning Inserts
The formula to calculate the feed rate:
f =
R
a
x r
ε
50
R
max
=
f
2
8 x r
ε
The mean value Ra, can be calculated with
following formula:
R
a
=
f
2
x 50
r
ε
f mm/rµmµm
Rt
Ra
f mm/rµm
µm
RtRa
f (mm/turn)
Formula
Radius (mm)
Diameter of round inserts
Radius of insert
Surface finishing
Surface finishing
Average value of feed for each radius
Rmax = profile depth
r
ε
= nose radius
f
n
= feed
Summary: Value of Ra &
Rt based on the radius
value and feed.
In finishing operations the insert radius and the feed effect the superficial
roughness and the dimensional accuracy.
Radius Value / Surface Finish
The radius of the insert has a significant role to play
in the quality of the surface finish, which is directly in
relation to the feed rate (fn). With a larger radius, better
surface finishes can be maintained at higher feeds. The
use of a larger radius gives a larger surface contact area
and causes an increase in power and cutting force.
For roughing operations, it is preferable to choose a large
radius to ensure corner strength of the insert. However,
for some materials it is preferable to use a smaller radius
to maintain a softer cut. The insert is more fragile but can
qualify for operations that are sensitive to vibration.
Generally an insert is used with a maximum feed equal to
half its radius. The minimum feed is related to edge
preparation or to the start of its chip control. An increase
in cutting speed can also contribute to surface quality.
Turning Technical
Radius Value / Surface Finish
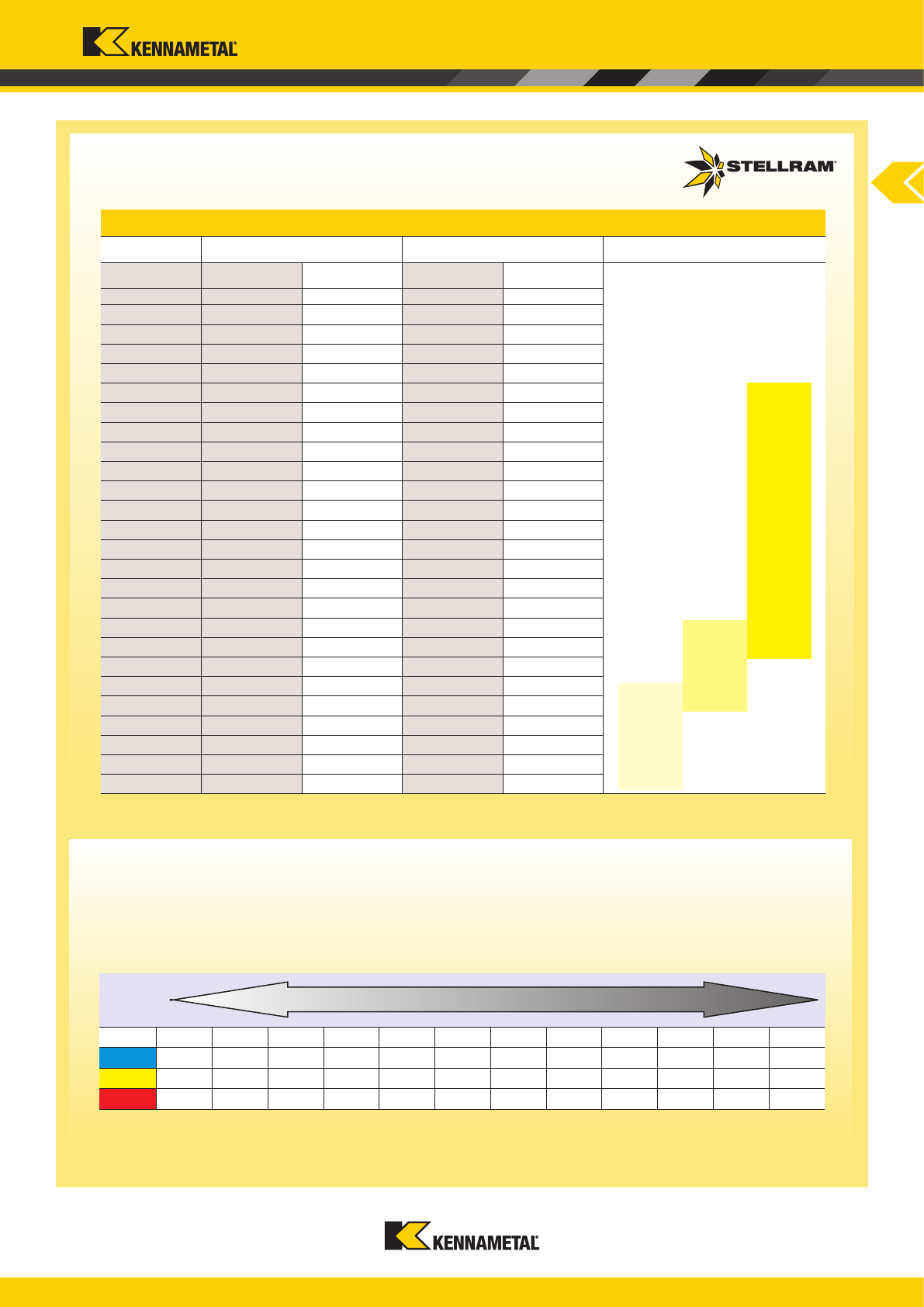
www.kennametal.com
C201
1,6 0,30 11.8 0,33 13.1
1,8 0,35 13.8 0,39 15.3
2,0 0,40 15.7 0,44 17.4
2,2 0,44 17.5 0,49 19.4
2,4 0,49 19.2 0,54 21.3
2,6 0,53 20.8 0,59 23.1
2,8 0,58 22.7 0,64 25.2
3,0 0,63 24.6 0,70 27.3
3,5 0,71 27.8 0,79 30.9
4,0 0,80 31.4 0,89 34.8
4,5 0,90 35.2 1,00 39.1
5,0 0,99 38.8 1,10 43.1
6,0 1,20 47.2 1,30 52.4
7,0 1,40 55.1 1,50 61.2
8,0 1,60 63.0 1,80 70.0
9,0 1,80 71.0 2,00 78.8
10,0 2,00 79.0 2,20 87.7
15,0 3,20 126.0 3,10 140.0
20,0 4,40 173.0 4,90 192.0
25,0 5,80 238.0 6,40 264.0
27,0 6,30 247.0 7,00 274.0
30,0 7,40 292.0 8,20 324.0
35,0 8,80 346.0 9,80 384.0
40,0 10,70 422.0 11,00 468.0
45,0 12,50 485.0 13,90 538.0
50,0 14,00 552.0 15,50 613.0
ISO/ANSI 120HBN 140HBN 160HBN 180HBN 200HBN 220HBN 240HBN 260HBN 280HBN 300HBN 320HBN 340HBN
P 1,42 1,25 1,13 1,0 0,93 0,86 0,75 0,71 0,66 - - -
M 1,40 1,22 1,10 1,0 0,93 0,86 0,80 0,70 0,69 - - -
K 1,40 1,34 1,30 1,25 1,20 1,10 1,05 1,0 0,94 0,90 0,85 0,82
Turning Inserts
Conversion Value Chart for Surface Finishing
R
max
R
a
= CLA = AA RMS Operation
µm µm µinch µm µinch
Workpiece Hardness and Cutting Speeds
Hard(Hardness of workpiece)
Soft
Difference of hardness (HBN):
When the hardness of a workpiece is different from the value shown in the grade speed charts, multiply the cutting
speed you have obtained by the factor below to calculate a new cutting speed.
MEDIUM
FINE FINISHING
ROUGHING
Turning Technical
Conversion Chart / Workpiece Hardness
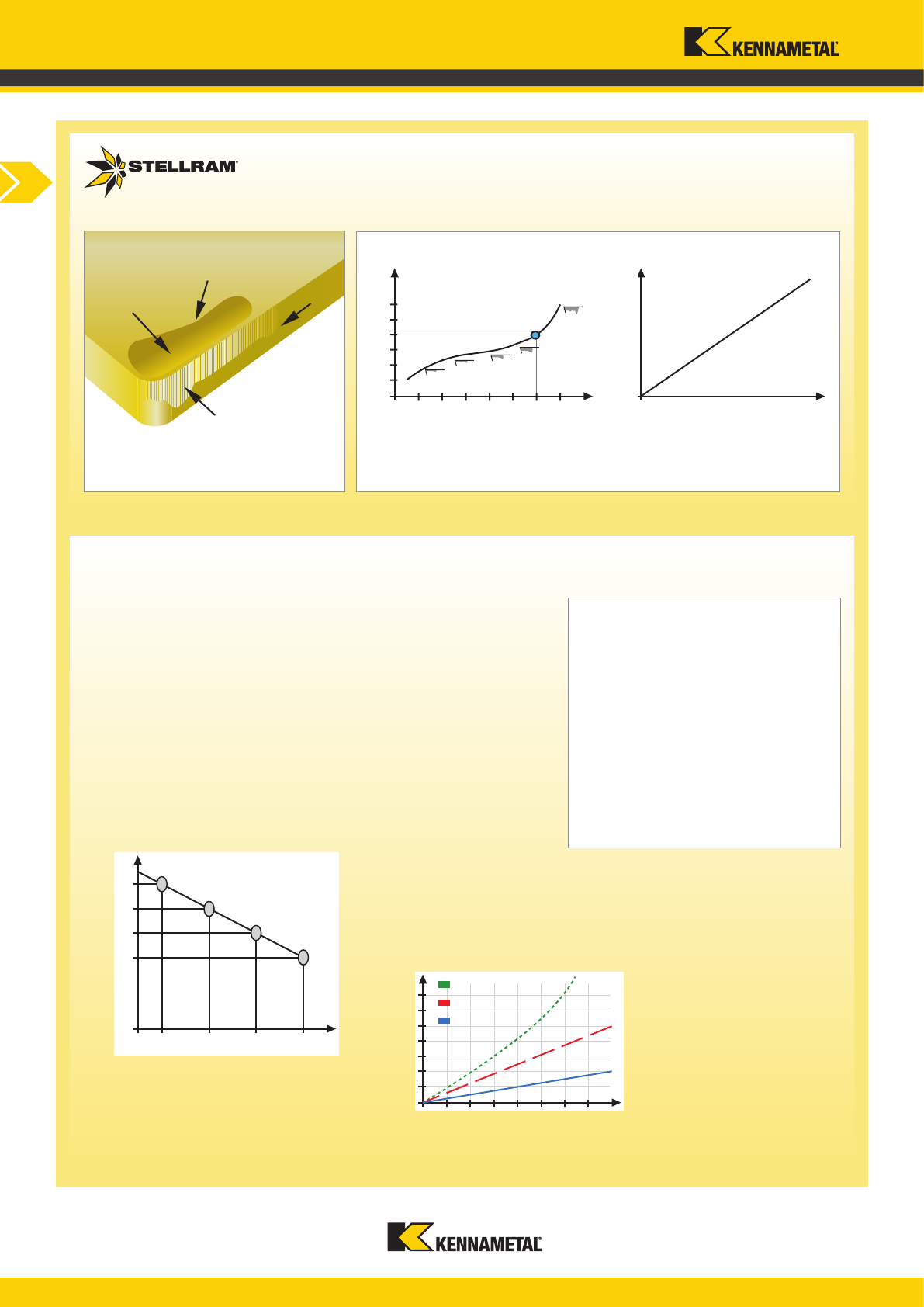
www.kennametal.com
C202
VB
T
P
Curve of
Flank Wear
Cutting Time T (min.)
Curve of
Crater Wear
Depth of Crater Wear K
T
Lifetime (min.)
Chart A
Cutting Speeds (sfm)
V
1
V
2
V
3
V
4
T
1
T
2
T
3
T
4
Higher V
c
Feed and A
p
Chart B
Wear
V
c
f
A
p
Turning Inserts
VB
KT
Flank wear
Crater wear
Wear
Higher V
c
Feed and A
p
Cutting Speeds (sfm)
Lifetime (min.)
Chart B
Chart A
Cutting Time T (min.)
Depth of Crater Wear K
T
Curve of
Flank Wear
Curve of
Flank Wear
We change the insert when
• It does not create the requested
nish or tolerances.
• When the wear under the cutting
edge line is too high, causing
premature failure
• When the crater depth on the insert
face is excessive, causing premature
failure
• When the power consumption
increases suddenly during the cut
Tool Life Criteria
Tool life depends on many factors, including the type of clamp, type of coolant,
(percentage of mix) and type of machine tool. Following, you will see how the
surface speed and other data can inuence tool life.
Chart “A” below, shows how a different surface speed (Vc) can inuence the tool
life of the insert. The higher the Vc, the lower the acceptable time life is where
V1>V2>V3>V4 you can see respectively that T4>T3>T2>T1.
Chart “B” shows how the wear is inuenced by the higher machining data.
Factors that could Inuence the Tool Life
P= Point where sudden wear starts
and the limit of normal and safe use
Trend of Crater and Flank Wear Based on Cutting Time
VB= Width of ank wear
KT= Depth of crater wear
Types of Wear
Crater wear is more progressive and
does not have a sudden breakdown
Turning Technical
Wear Trends / Tool Life
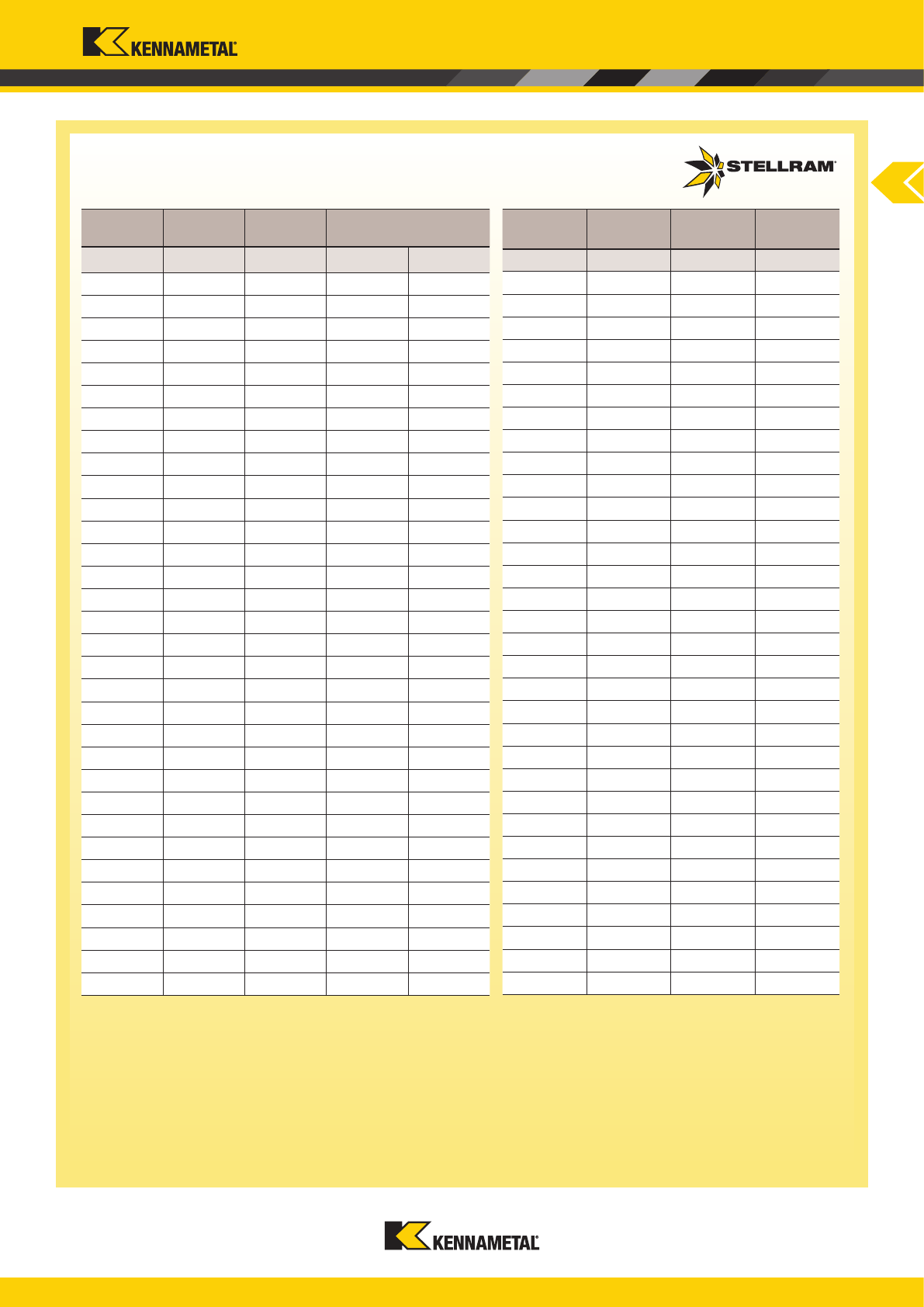
www.kennametal.com
C203
255 80 76,0 - -
270 85 80,7 - 41,0
285 90 85,5 - 48,0
305 95 90,2 - 52,0
320 100 95,0 - 56,2
350 110 105 - 62,3
385 120 114 - 66,7
415 130 124 - 71,2
450 140 133 - 75,0
480 150 143 - 78,7
510 160 152 - 81,7
545 170 162 - 85,0
575 180 171 - 87,5
610 190 181 - 89,5
640 200 190 - 91,5
660 205 195 - 92,5
675 210 199 - 93,5
690 215 204 - 94,0
705 220 209 - 95,0
720 225 214 - 96,0
740 230 219 - 96,7
770 240 228 20,3 98,1
800 250 238 22,2 99,5
820 255 242 23,1 -
835 260 247 24,0
(101)
850 265 252 24,8 -
865 270 257 25,6 (102)
900 280 266 27,1 -
930 290 276 28,5 (105)
950 295 280 29,2 -
965 300 285 29,8 -
995 310 295 31,0 -
1030 320 304 32,2
1060 330 314 33,3
1095 340 323 34,4
1125 350 333 35,5
1155 360 342 36,6
1190 370 352 37,7
1220 380 361 38,8
1255 390 371 39,8
1290 400 380 40,8
1320 410 390 41,8
1350 420 399 42,7
1385 430 409 43,6
1420 440 418 44,5
1485 460 437 46,1
1555 480 450 47,7
1595 490 457 48,4
1630 500 465 49,1
1665 510 474 49,8
1700 520 482 50,5
1740 530 489 51,1
1775 540 496 51,7
1810 550 503 52,3
1845 560 511 53,0
1880 570 520 53,6
1920 580 527 54,1
1955 590 533 54,7
1995 600 538 55,2
2030 610 543 55,7
2070 620 549 56,3
2105 630 555 56,8
2145 640 561 57,3
2180
650 568 57,8
Turning Inserts
Tensile
strength
Vickers Brinell Rockwell
N/mm
2
HV HBN HRC
Tensile
strength
Vickers Brinell Rockwell
N/mm
2
HV HBN HRC HRB
HV = Vickers hardness HRC = Rockwell hardness, C scale
HBN = Brinell hardness HRB = Rockwell hardness, B scale
Turning Technical
Hardness Comparison Chart
www.kennametal.com
C204
Threading

Threading
THREADING

www.kennametal.com
C206
Kennametal’s comprehensive threading program is available in a wide range of
thread forms. Partial and full prole inserts are offered for thread turning.
Kennametal offers high performance grades suitable for all machining applications,
in a wide range of materials, for maximum productivity.
Kennametal offers both external toolholders and internal bars with through coolant.
Internal holders to a minimum bore of 6,0mm. Anti vibration holders are also
available for difcult applications.
Threading
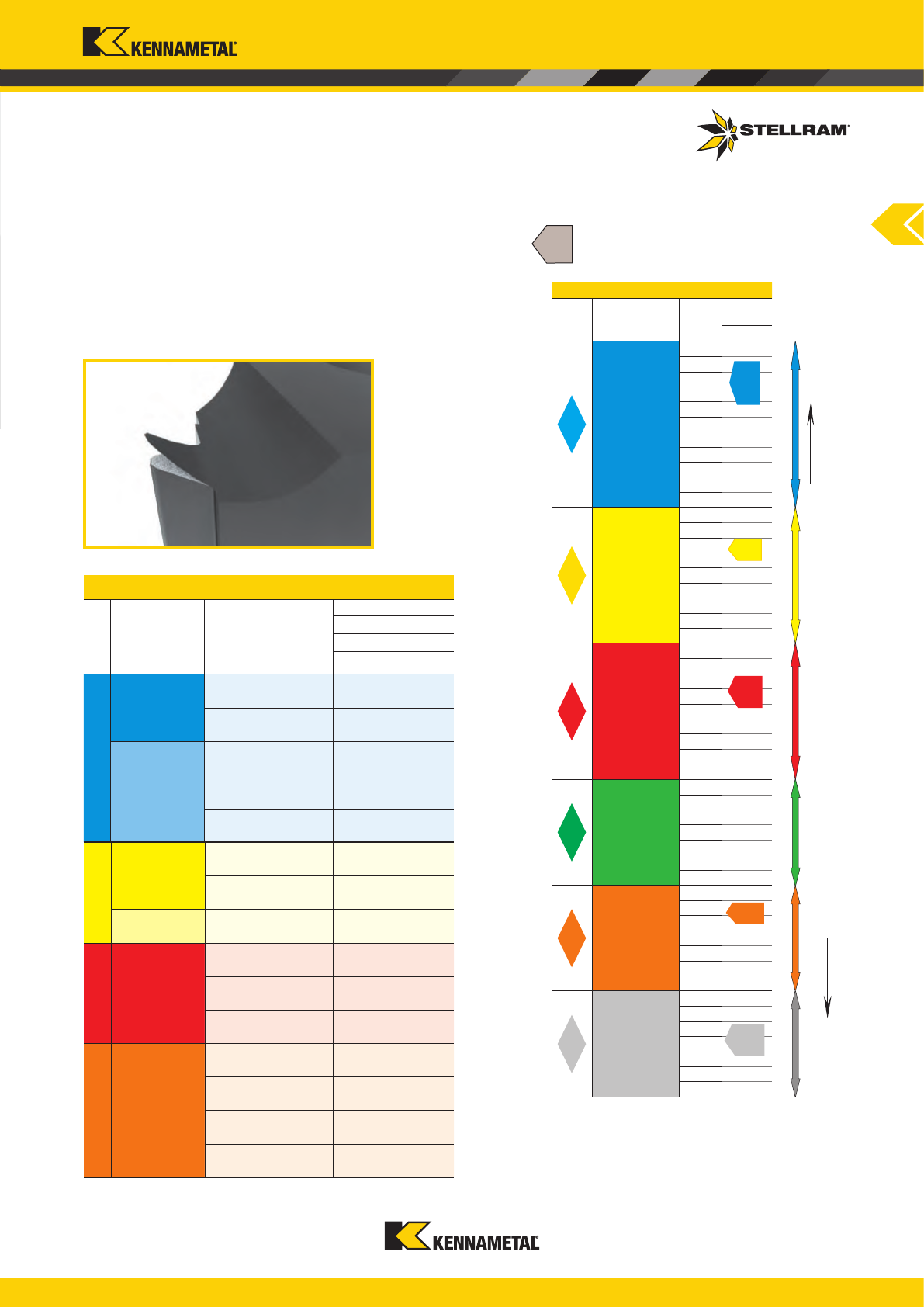
www.kennametal.com
C207
P
230 - 485
150 - 315
135 - 290
115 -240
75 - 165
P
P01
P05
P10
P15
P20
P25
P30
P35
P40
P45
P50
M
M01
M05
M10
M15
M20
M25
M30
M35
M40
K
K01
K05
K10
K15
K20
K25
K30
K35
K40
N
N01
N05
N10
N15
N20
N25
N30
S
S01
S05
S10
S15
S20
S25
S30
H
H01
H05
H10
H15
H20
H25
H30
PVD
M
155 - 330
160 - 340
80 - 175
K
225 - 480
195 - 415
130 - 280
S
35 - 70
30 - 60
30 - 60
45 - 95
Threading
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Grade Classications
Materials Code
PVD
Coated
SP4066
Cutting Speed v
c
ISO
Materials Rm and Hardness
SP4066
m/min
min. - max.
Unalloyed
andAlloyed
Steels
Stainless Steels
Cast Irons
Aluminum &
Alloys
High
Temperature
Alloys
Hard Materials
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Optimum Grade Performance
Increasing - wear resistance - Increasing cutting speed
Increasing - shock resistance - Increasing - feed
Threading Grade Descriptions
SP4066 has the perfect balance between wear resistance and
toughness enabling multiple applications to be covered by one
insert. This new grade also allows for longer tool life and is ideal
for machining a variety of materials at elevated cutting speeds.
Threading
Grade Descriptions
www.kennametal.com
C208
P
60°
0,125 P0,1443 P
0,1443
P
0,6134 P
0,0722 P
0,1082 P
0,8660 P
P
60°
0,125 P0,1443 P
0,1443
P
0,6134 P
0,0722 P
0,1082 P
0,8660 P
60°
55°
ISO, UN
W, BSPT
ISO UN
P
0,1373 P
55°
0,1373 P
0,9605 P
0,1601
P0,6403 P0,1601 P
P
60°
1:16
90°
0,8657 P
0,0328
P
0,08 P0,0328 P
P
55°
1:16
0,1373
P
0,9602 P
0,1600
P
0,6403 P
0,1600 P
90°
W
NPT
BSPT
ACME STUBACME
P
29°
1,9334 P
a
c
1/2 d
1
1/2 d
1
0,7167 P
0,5 P
0,7167 P
1/2 d
1
b
P
29°
a
b
c
1,9334 P
0,8167
P0,8167 P
0,3 P
1/2 d
1
1/2 d
1
1/2 d
1
P
60°
0,125 P
0,1804
P
0,1804 P
0,1082 P
0,5774 P
0,0902 P
0,2706P
0,8660 P
P
60°
0,125 P
0,1804
P
0,1804 P
0,1082 P
0,5774 P
0,0902 P
0,2706P
0,8660 P
UNJ MJ
TR
P
30°
1,8660 P
0,6830
P0,6830 P
0,5 P
a
a
Threading
Screw
Nut
Play
Play
Play
Screw
Nut
Play
Play
Play
Screw
Nut
Taper
Axis of screw
Nut
Taper
Axis of screw
Nut
Screw
Nut
Screw
Nut
Screw
Nut
Screw
Nut
Screw
Nut
Screw
Nut
Screw
Nut
PAGE C229
Trapezoidal
(DIN 103)
PAGE C225
PAGE C226
PAGE C222
Metric J Form
PAGE C221
Unified J Form
PAGE C228
STUB ACME
PAGE C227
ACME
British Standard Pipe
Taper Thread
National Taper Pipe
Thread
British Standard
Whitworth
PAGES C223 - C224
PAGES C218 - C220
American Unified
PAGES C213 - C217
ISO Metric
PAGES C210
Partial Profile 55°
PAGES C211 - C212
Partial Profile 60°
Thread Form Index
www.kennametal.com
C209
P
80°
0,050 P
0,107
P
0,107 P
0,107 P
PG
API 38
API 40
API 50
API RD
P
60°
0,1 P
0,8615 P
0,1 P
0,075 P
1,1016 P
90°
0,5892 P0,1723 P
P
60°
0,5912 P
90°
0,1 P
0,1 P
1,27 P
0,06 P
0,8640 P
0,1728 P
P
60°
0,6260 P
0,1198
P0,1198 P
0,127 mm
0,178 mm
0,051 mm
90°
0,8657 P
P
60°
0,4873 P
90°
0,152 P
1,651 P
0,06 P0,1520 P
ABUTT
P
45°
0,8906 P
7°
1/2 d
1
0,0627 P
0,3 P
1/2
d
1
1/2 d
1
0,3 P
0,1632 P
0,1632 P
0,3 P
Threading
Axis of screw
Nut
Axis of screw
Nut
Axis of screw
Nut
Axis of screw
Nut
Play
Screw
Nut
Play
Play
Screw
Nut
PAGES C231 - C232
American Buttress
45/7°
PAGES C234 - C235
NOTE: Other thread forms available by quotation.
PAGE C233
API Casing &
Tubing Round
API V0.050
PAGES C234 - C235
API V0.040
PAGES C234 - C235
API V0.038
PAGE C230
Panzer Gewinde
(DIN 40431)
Thread Form Index
www.kennametal.com
C210
16
1
E
2
R
3
20
4
P
P
06 5/32
08 3/16
11 1/4
16 3/8
22 1/2
22U 1/2U
27 5/8
27U 5/8U
Threading
R
l
IC
L
IC
Inch
L
mm
Thread Pitch
mm TPI
A 0,5 -
1,5 48 - 16
G 1,75 - 3 14 - 8
AG 0,5 - 3 48 - 8
N 3,5 - 5 7 - 5
Q 5,5 - 6 4 1/2 - 4
U (22) 5,5 - 8 4 1/2 - 3 1/4
U (27) 6,5 - 9 2 3/4 - 4
E I U
External Internal Neutral
Left Hand Right Hand
Full Profile
0,35 to 8,0 mm (72-3 TPI)
Pitch sizes stated on all
thread form part numbers
Partial Profile 60° or 55°
4 Thread Pitch or TPI
2 Utilisation
3 Design
1 Size
Threading
Insert Designation
www.kennametal.com
C211
UN
5
-
6
7
60
55
60°
55°
60°
60°
60°
60°
80°
30°
3°/30°
29°
30°
60°
60°
3˚/10°
55°
ABUTT
ACME
API RD
API
BA
BBUTT
BSPT
BUTT
ELC
ISO
45°/7°
29°
60°
60°
47,5°
45°/7°
55°
3°/10°
12°
60°
MJ
NPT
NPTF
PAC
PG
RD
SAGE
STACME
TR
UN
UNJ
VAM
W
Threading
GRADE
SC
Swarf control
style
M T Z
Multi-tooth style and
number of teeth
For grade descriptions, refer to page: C205
Full Profile
Full Profile
Partial Profile
7 Type of Grade
6 Other
5 Thread Form
Threading
Insert Designation
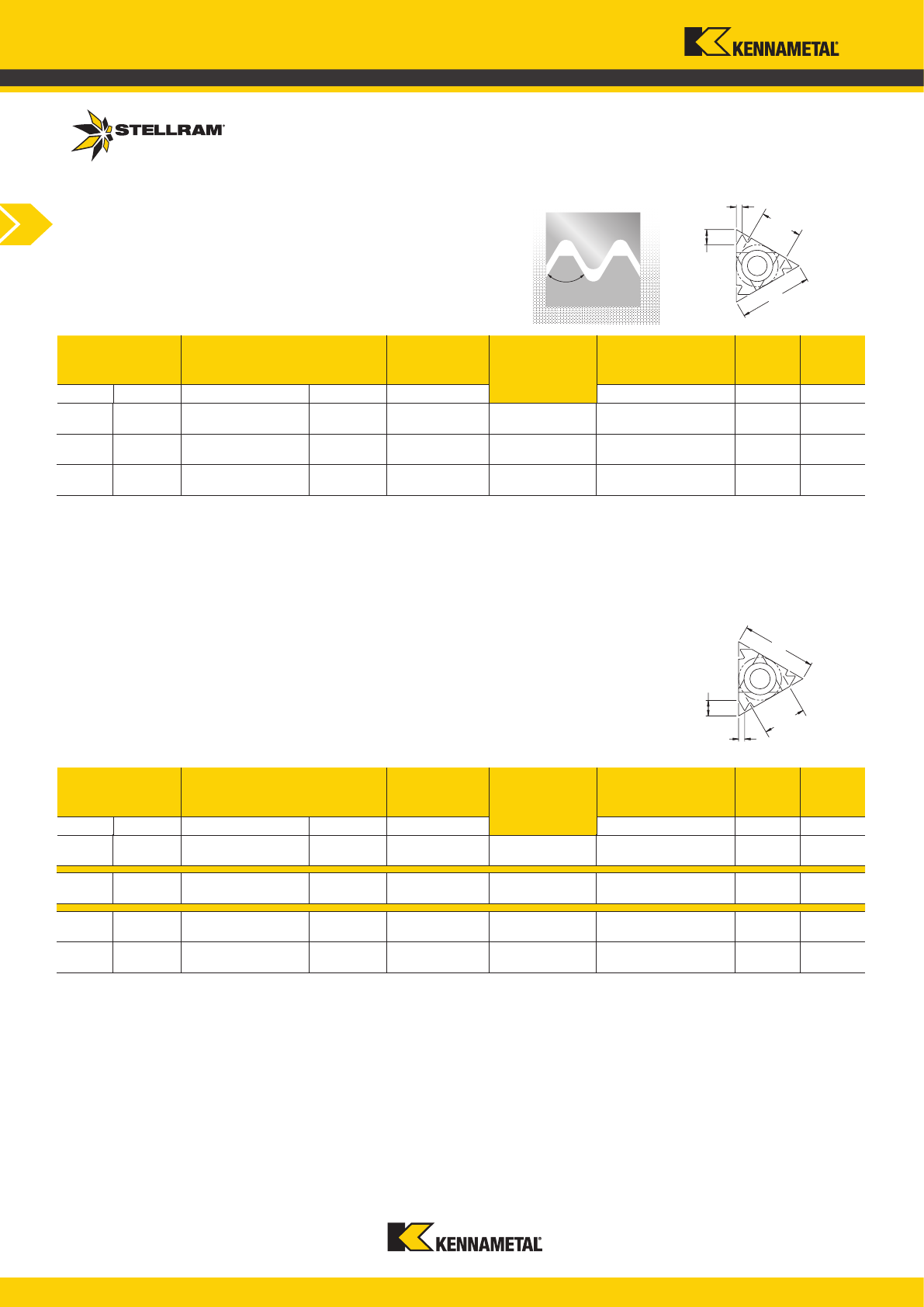
www.kennametal.com
C212
55°
PARTIAL PROFILE
55°
y
x
ic
l
y
x
ic
l
033826 16
16ERA55
SP4066 0,5 - 1,5 48 - 16 0,07 0,80 0,90
033828 16
16ERAG55
SP4066 0,5 - 3,0 48 - 8 0,07 1,20 1,70
033830 16
16ERG55
SP4066 1,75 - 3,0 14 - 8 0,25 1,20 1,70
033763 8
08IRA55
SP4066 0,5 - 1,5 48 - 16 0,07 0,60 0,70
032048 11
11IRA55
SP4066 0,5 - 1,5 48 - 16 0,07 0,80 0,90
033865 16
16IRAG55
SP4066 0,5 - 3,0 48 - 8 0,07 1,20 1,70
033867 16
16IRG55
SP4066 1,75 - 3,0 14 - 8 0,13 1,20 1,70
Threading
Internal Right Hand Partial Prole 55° Pitch Range
TPI Range
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
External Right Hand Partial Prole 55° Pitch Range
TPI Range
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
Internal Partial Profile 55° Form
For British Standard Whitworth & British
Standard Parallel Pipe
External Partial Profile 55° Form
For British Standard Whitworth & British
Standard Parallel Pipe
Threading
55° Partial Profile
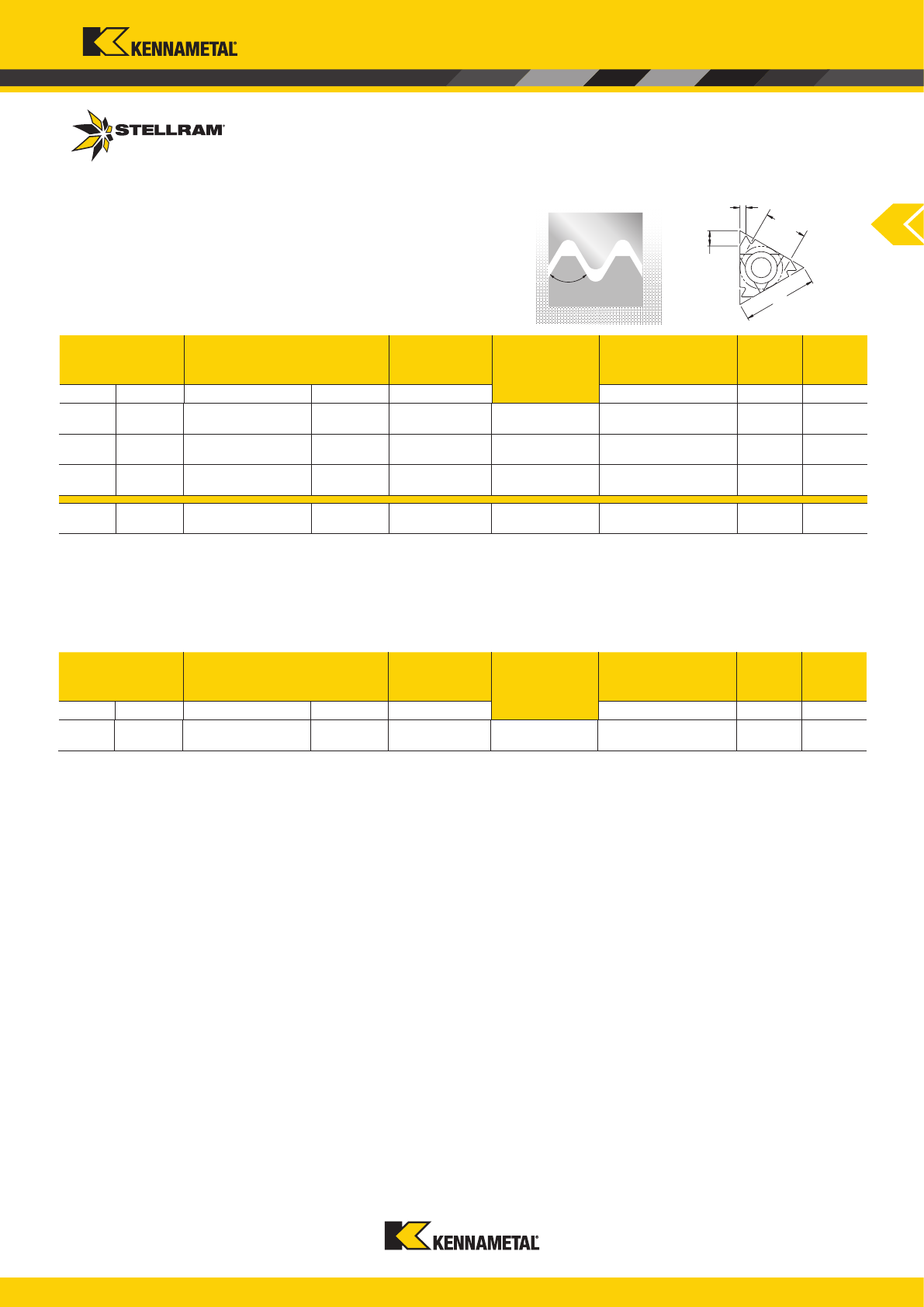
www.kennametal.com
C213
60°
y
x
ic
l
033827 16
16ERA60
SP4066 0,5 - 1,5 48 - 16 0,09 1,20 1,70
033829 16
16ERAG60
SP4066 0,5 - 3,0 48 - 8 0,10 1,20 1,70
033831 16
16ERG60
SP4066 1,75 - 3,0 14 - 8 0,15 1,20 1,70
033884 22
22ERN60
SP4066 3,5 - 5,0 7 - 5 0,48 1,70 2,50
033772 16
16ELAG60
SP4066 0,5 - 3,0 48 - 8 0,10 1,20 1,70
Threading
External Left Hand Partial Prole 60° Pitch Range
TPI Range
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
External Right Hand Partial Prole 60° Pitch Range
TPI Range
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
External Partial Profile 60° Form
For Unified & ISO metric thread forms
Threading
60° Partial Profile
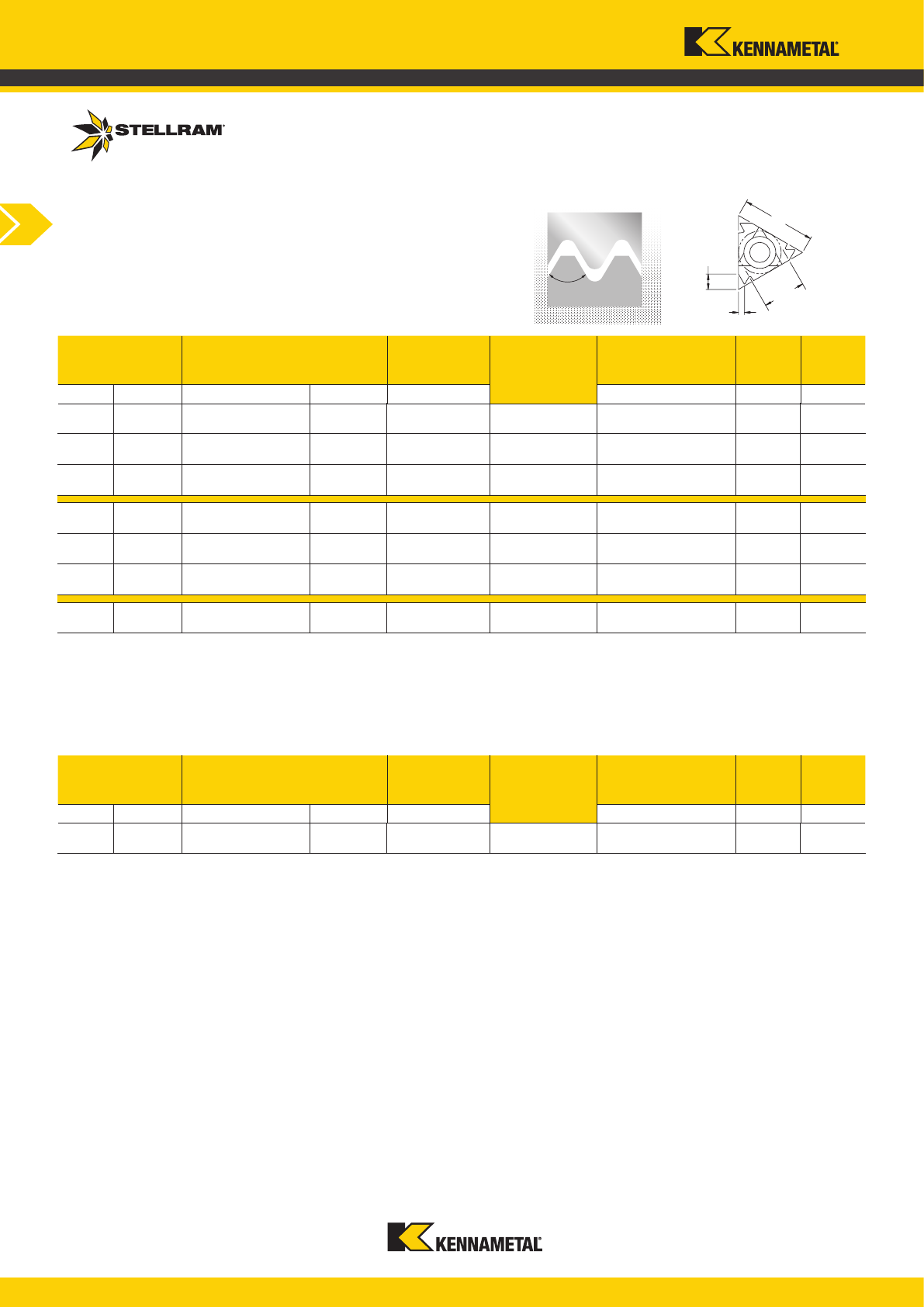
www.kennametal.com
C214
60°
033739 6
06IRA60
SP4066 0,5 - 1,25 48 - 20 0,70 0,60 0,80
033764 8
08IRA60
SP4066 0,5 - 1,5 48 - 16 0,09 0,60 0,70
032045 11
11IRA60
SP4066 0,5 - 1,5 48 - 16 0,15 0,80 0,90
033864 16
16IRA60
SP4066 0,5 - 1,5 48 - 16 0,10 1,20 1,70
033866 16
16IRAG60
SP4066 0,5 - 3,0 48 - 8 0,10 1,20 1,70
033868 16
16IRG60
SP4066 1,75 - 3,0 14 - 8 0,15 1,20 1,70
033899 22
22IRN60
SP4066 3,5 - 5,0 7 - 5 0,32 1,70 2,50
033766 11
11ILA60
SP4066 0,5 - 1,5 48 - 16 0,15 0,80 0,90
y
x
ic
l
Threading
Internal Left Hand Partial Prole 60° Pitch Range
TPI Range
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
Internal Right Hand Partial Prole 60° Pitch Range
TPI Range
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
Internal Partial Profile 60° Form
For Unified & ISO metric thread forms
Threading
60° Partial Profile
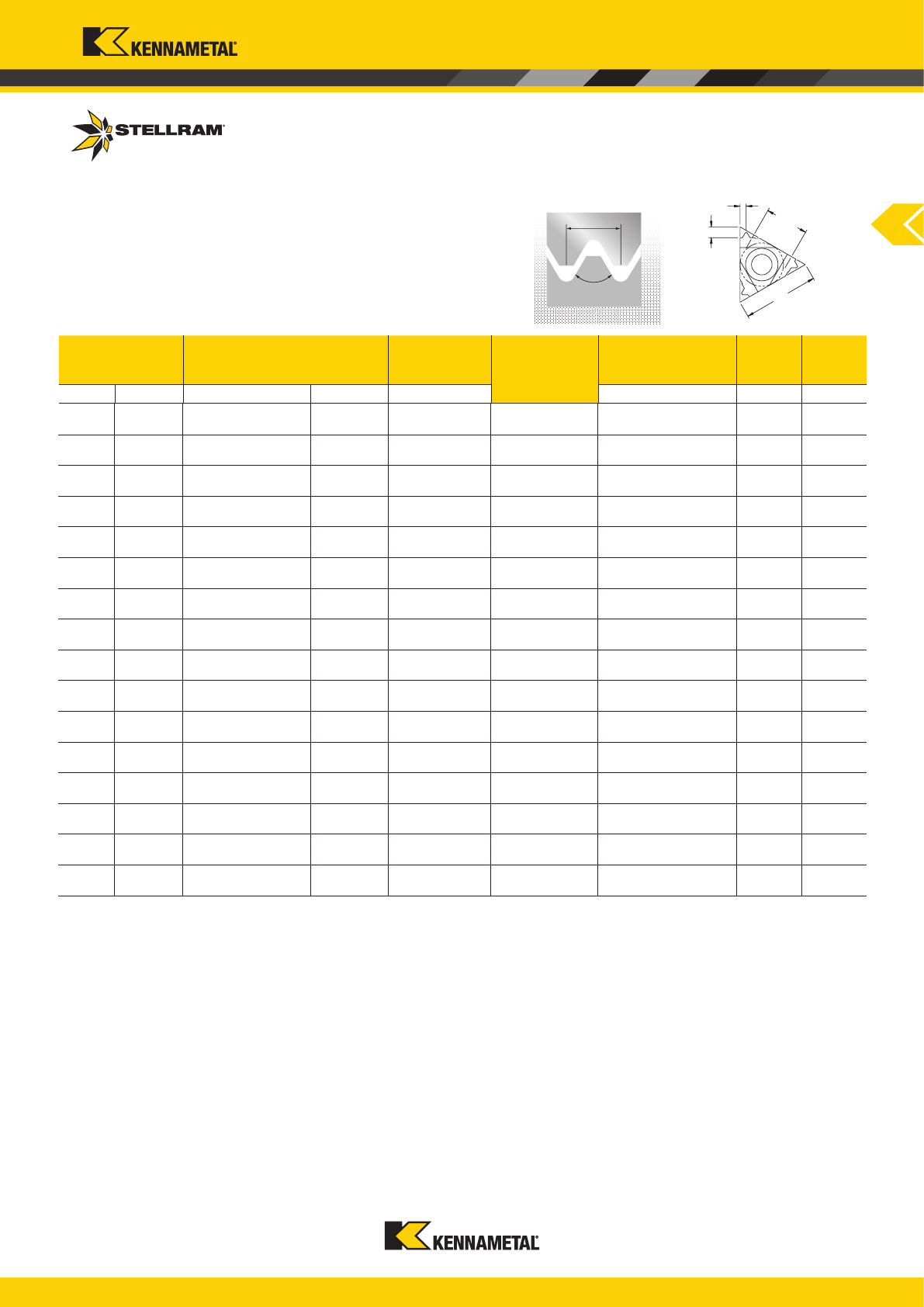
www.kennametal.com
C215
60°
033773 16 16ER0.35ISO SP4066 0,35 - 0,06 0,80 0,40
033775 16 16ER0.4ISO SP4066 0,40 - 0,07 0,70 0,40
033774 16 16ER0.45ISO SP4066 0,45 - 0,08 0,70 0,40
033776 16 16ER0.5ISO SP4066 0,50 - 0,08 0,60 0,60
033777 16 16ER0.6ISO SP4066 0,60 - 0,09 0,60 0,60
033779 16 16ER0.7ISO SP4066 0,70 - 0,10 0,60 0,60
033778 16 16ER0.75ISO SP4066 0,75 - 0,10 0,60 0,60
033780 16 16ER0.8ISO SP4066 0,80 - 0,13 0,60 0,60
031999 16 16ER1.0ISO SP4066 1,00 - 0,14 0,70 0,70
032000 16 16ER1.25ISO SP4066 1,25 - 0,18 0,80 0,90
032001 16 16ER1.5ISO SP4066 1,50 - 0,22 0,80 1,00
032002 16 16ER1.75ISO SP4066 1,75 - 0,25 0,90 1,20
032003 16 16ER2.0ISO SP4066 2,00 - 0,29 1,00 1,30
033799 16 16ER2.5ISO SP4066 2,50 - 0,36 1,10 1,50
033813 16 16ER3.0ISO SP4066 3,00 - 0,46 1,20
1,60
033814 16 16ER3.5ISO SP4066 3,50 - 0,53 1,60 2,30
ISO
x
y
l
ic
Threading
External Right Hand
ISO Metric
Pitch
TPI Range
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
External ISO Metric
Standard reference: ISO 262 (DIN 13)
Tolerance class: 6g / 6H
Threading
ISO Metric
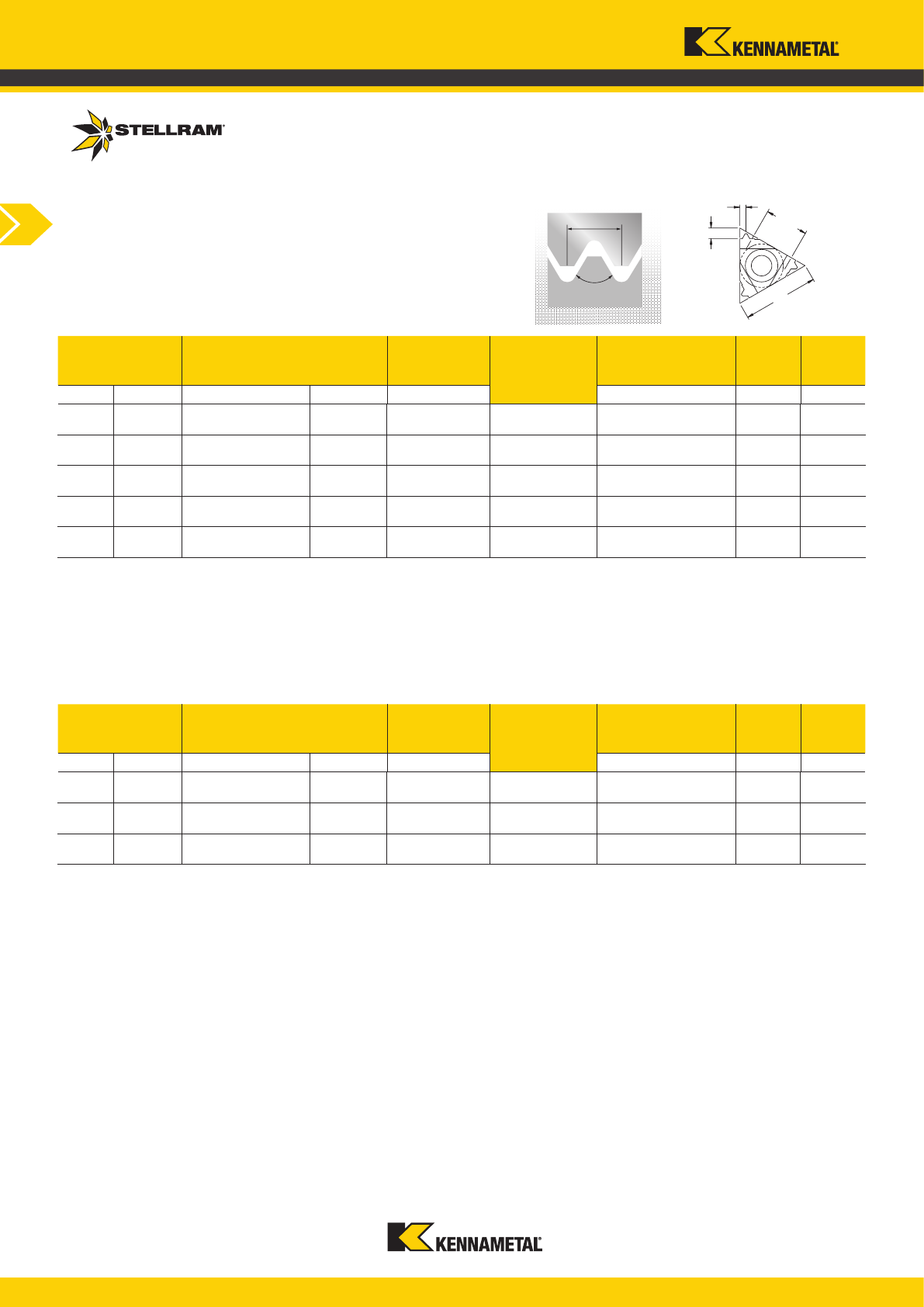
www.kennametal.com
C216
60°
ISO
x
y
l
ic
033870 22 22ER3.5ISO SP4066 3,50 - 0,53 1,60 2,30
033871 22 22ER4.0ISO SP4066 4,00 - 0,61 1,60 2,30
033872 22 22ER4.5ISO SP4066 4,50 - 0,68 1,70 2,40
033877 22 22ER5.0ISO SP4066 5,00 - 0,76 1,70 2,50
033880 22 22ER6.0ISO SP4066 6,00 - 0,89 1,80 2,70
033767 16 16EL1.0ISO SP4066 1,00 - 0,14 0,70 0,70
033768 16 16EL1.5ISO SP4066 1,50 - 0,22 0,80 1,00
033770 16 16EL2.5ISO SP4066 2,50 - 0,36 1,10 1,50
Threading
External Left Hand
ISO Metric
Pitch
TPI Range
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
External Right Hand
ISO Metric
Pitch
TPI Range
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
External ISO Metric
Standard reference: ISO 262 (DIN 13)
Tolerance class: 6g / 6H
Threading
ISO Metric
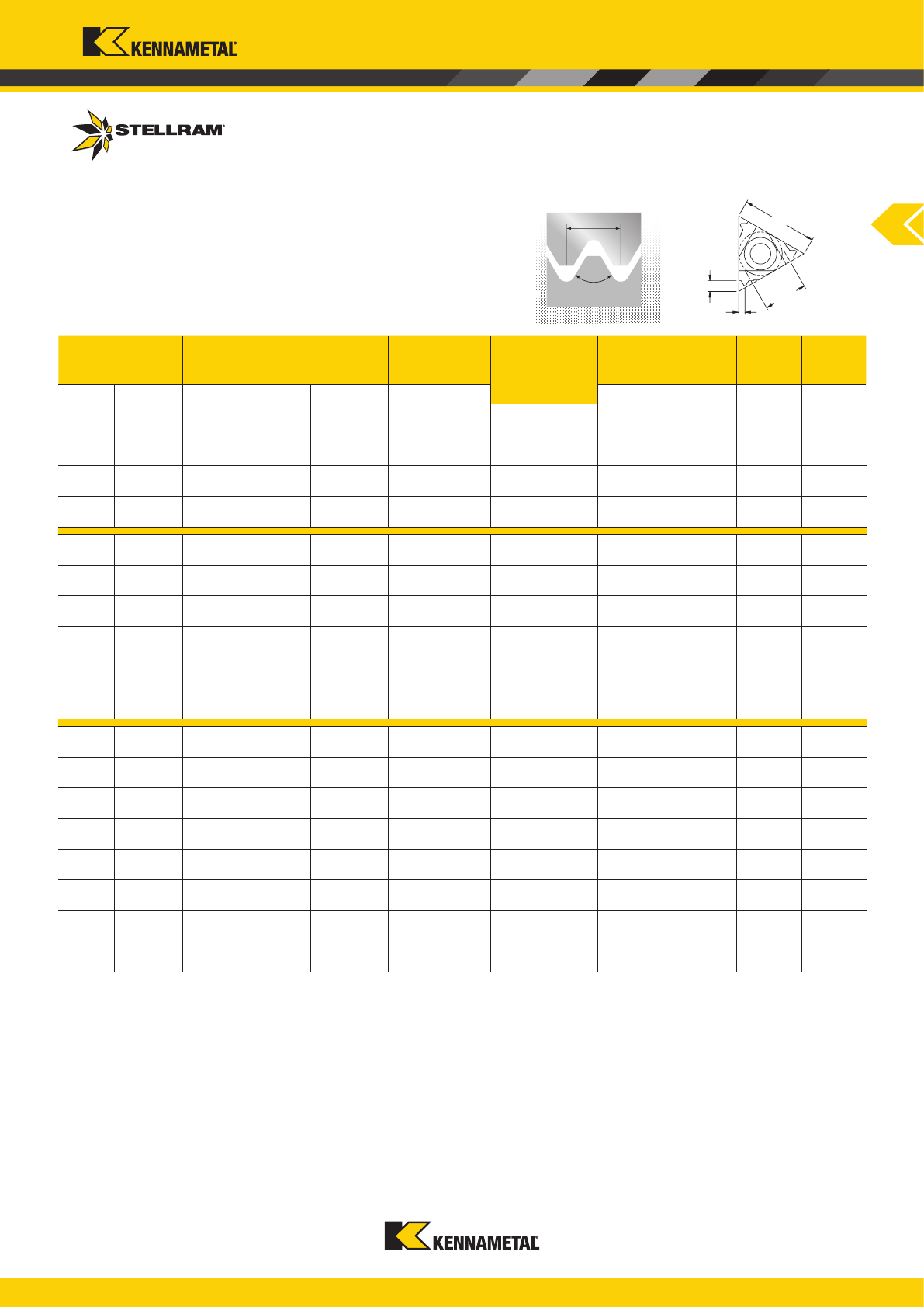
www.kennametal.com
C217
60°
ic
l
y
x
033735 6 06IR0.5ISO SP4066 0,50 - 0,04 0,60 0,50
033736 6 06IR0.75ISO SP4066 0,75 - 0,06 0,60 0,50
033737 6 06IR1.0ISO SP4066 1,00 - 0,80 0,60 0,60
033738 6 06IR1.25ISO SP4066 1,25 - 0,10 0,60 0,70
033741 8 08IR0.5ISO SP4066 0,50 - 0,04 0,60 0,50
033742 8 08IR0.75ISO SP4066 0,75 - 0,06 0,60 0,50
033743 8 08IR1.0ISO SP4066 1,00 - 0,11 0,60 0,60
033744 8 08IR1.25ISO SP4066 1,25 - 0,10 0,60 0,70
033745 8 08IR1.5ISO SP4066 1,50 - 0,11 0,60 1,00
033746 8 08IR1.75ISO SP4066 1,75 - 0,13 0,60 1,00
032067 11 11IR0.4ISO SP4066 0,40 - 0,04 0,80 0,40
032064 11 11IR0.5ISO SP4066 0,50 - 0,04 0,60 0,60
032057 11 11IR0.75ISO SP4066 0,75 - 0,06 0,60 0,60
032042 11 11IR1.0ISO SP4066 1,00 - 0,08 0,60 0,70
032043 11 11IR1.5ISO SP4066 1,50 - 0,11 0,80
1,00
032062 11 11IR1.75ISO SP4066 1,75 - 0,13 0,80 1,00
032051 11 11IR2.0ISO SP4066 2,00 - 0,14 0,80 1,10
032059 11 11IR2.5ISO SP4066 2,50 - 0,18 0,80 1,30
Threading
Internal Right Hand
ISO Metric
Pitch
TPI Range
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
Internal ISO Metric
Standard reference: ISO 262 (DIN 13)
Tolerance class: 6g / 6H
Threading
ISO Metric
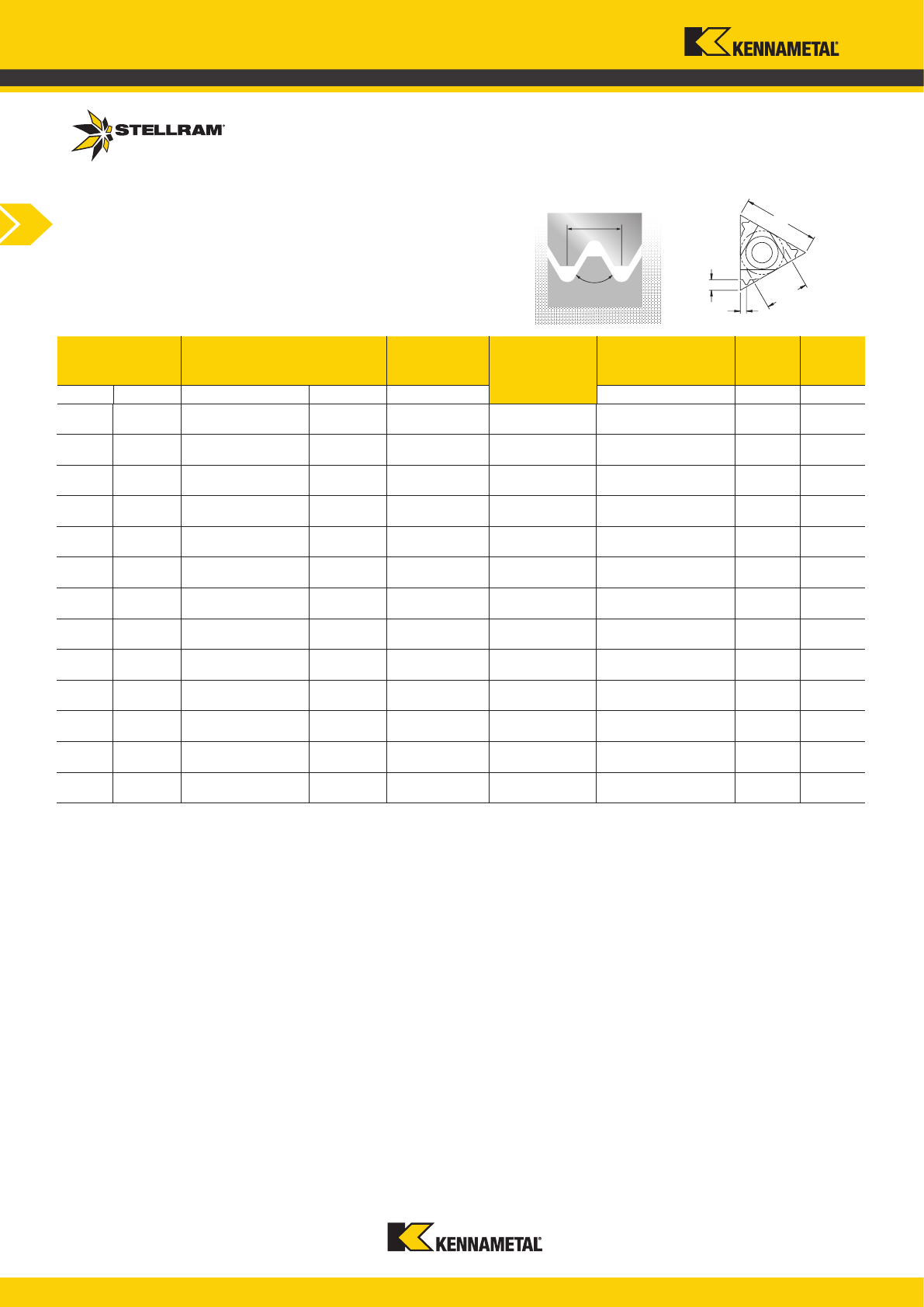
www.kennametal.com
C218
60°
ic
l
y
x
033833 16 16IR0.5ISO SP4066 0,50 - 0,04 0,60 0,60
033834 16 16IR0.6ISO SP4066 0,60 - 0,05 0,60 0,60
033836 16 16IR0.7ISO SP4066 0,70 - 0,06 0,60 0,60
033835 16 16IR0.75ISO SP4066 0,75 - 0,06 0,60 0,60
033837 16 16IR0.8ISO SP4066 0,80 - 0,06 0,60 0,60
032004 16 16IR1.0ISO SP4066 1,00 - 0,08 0,60 0,70
032005 16 16IR1.25ISO SP4066 1,25 - 0,10 0,80 0,90
032006 16 16IR1.5ISO SP4066 1,50 - 0,11 0,80 1,00
032007 16 16IR1.75ISO SP4066 1,75 - 0,13 0,90 1,20
032008 16 16IR2.0ISO SP4066 2,00 - 0,14 1,00 1,30
033849 16 16IR2.5ISO SP4066 2,50 - 0,18 1,10 1,50
033856 16 16IR3.0ISO SP4066 3,00 - 0,23 1,10 1,50
033857 16 16IR3.5ISO SP4066 3,50 - 0,25 1,20 1,80
Threading
Internal Right Hand
ISO Metric
Pitch
TPI Range
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
Internal ISO Metric
Standard reference: ISO 262 (DIN 13)
Tolerance class: 6g / 6H
Threading
ISO Metric
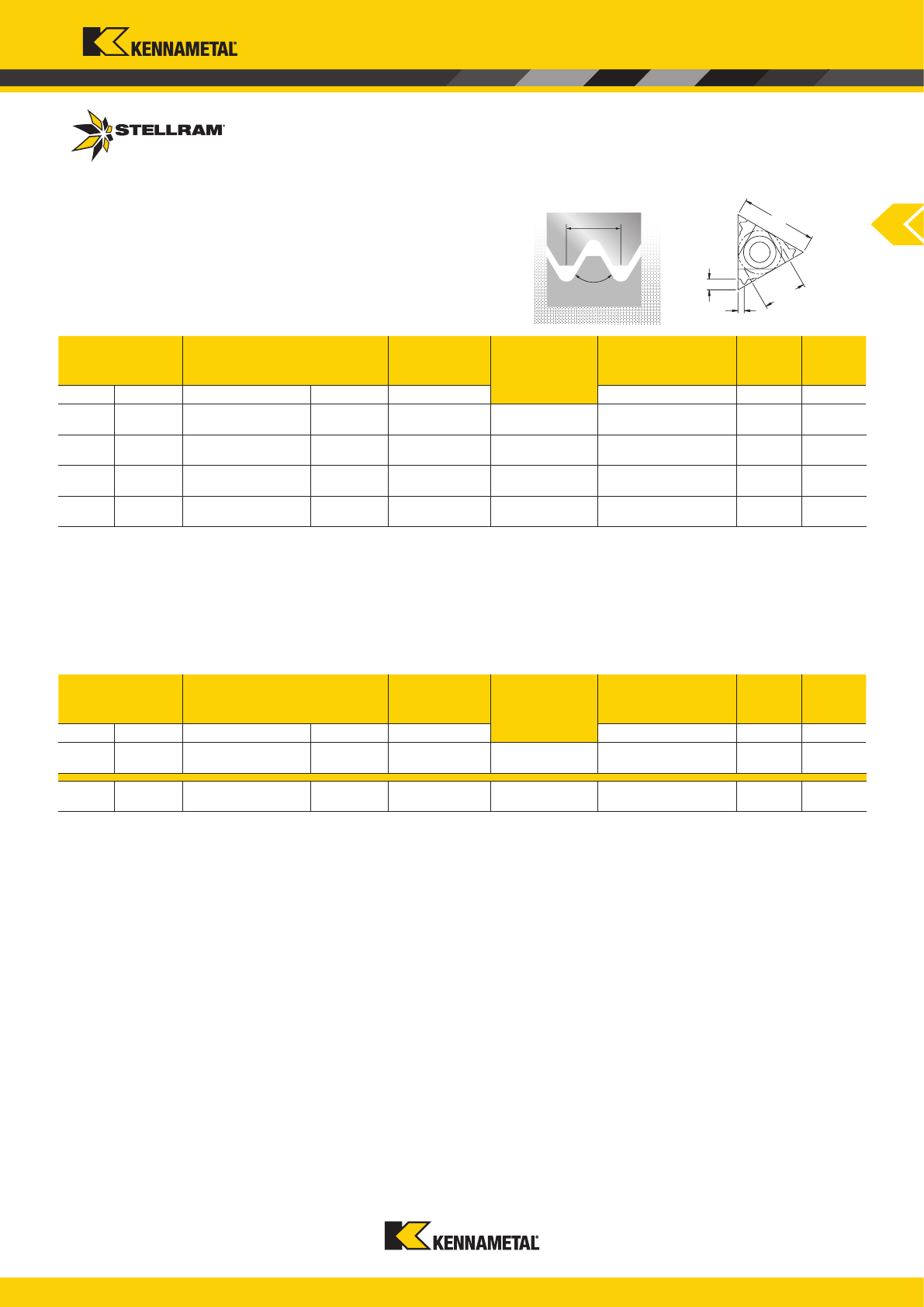
www.kennametal.com
C219
60°
033885 22 22IR3.5ISO SP4066 3,50 - 0,25 1,60 2,30
033886 22 22IR4.0ISO SP4066 4,00 - 0,33 1,60 2,30
033887 22 22IR4.5ISO SP4066 4,50 - 0,36 1,60 2,40
033892 22 22IR5.0ISO SP4066 5,00 - 0,39 1,60 2,60
033740 8 08IL1.0ISO SP4066 1,00 - 0,11 0,60 0,60
033832 16 16IL1.5ISO SP4066 1,50 - 0,11 0,80 1,00
ic
l
y
x
Threading
Internal Left Hand
ISO Metric
Pitch
TPI Range
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
Internal Right Hand
ISO Metric
Pitch
TPI Range
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
Internal ISO Metric
Standard reference: ISO 262 (DIN 13)
Tolerance class: 6g / 6H
Threading
ISO Metric
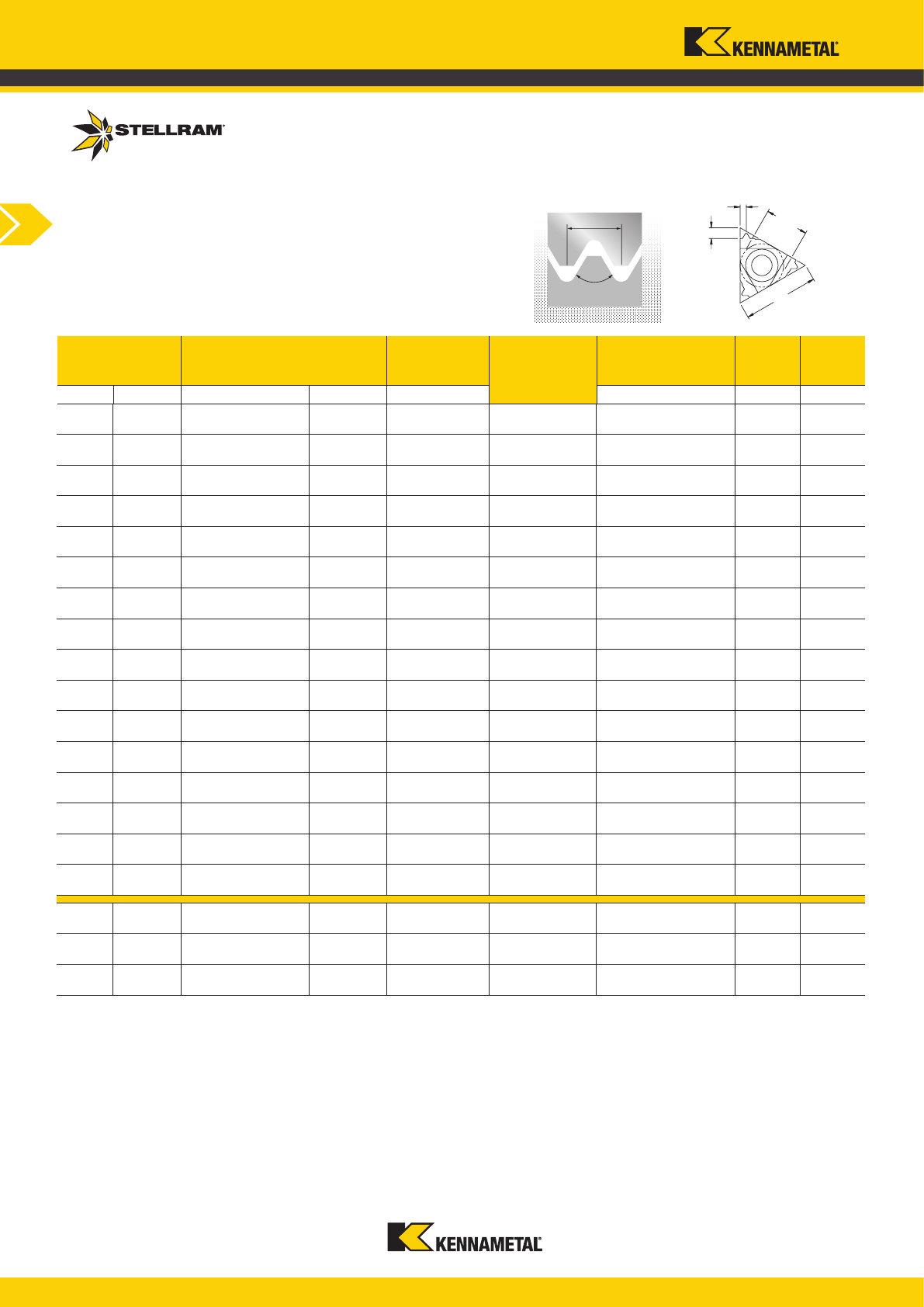
www.kennametal.com
C220
P
60°
x
y
l
ic
031995 16 16ER8UN SP4066 3,18 8 0,48 1,20 1,60
033824 16 16ER9UN SP4066 2,82 9 0,38 1,20 1,70
033782 16 16ER10UN SP4066 2,54 10 0,38 1,10 1,50
033784 16 16ER11UN SP4066 2,31 11 0,33 1,10 1,50
031996 16 16ER12UN SP4066 2,12 12 0,29 1,10 1,40
033787 16 16ER13UN SP4066 1,95 13 0,28 1,00 1,30
033788 16 16ER14UN SP4066 1,81 14 0,25 1,00 1,20
033793 16 16ER16UN SP4066 1,59 16 0,22 0,90 1,10
033796 16 16ER18UN SP4066 1,41 18 0,20 0,80 1,00
033802 16 16ER20UN SP4066 1,27 20 0,18 0,80 0,90
033805 16 16ER24UN SP4066 1,06 24 0,17 0,70 0,80
033809 16 16ER27UN SP4066 0,94 27 0,15 0,70 0,80
033810 16 16ER28UN SP4066 0,91 28 0,14 0,60 0,70
033815 16 16ER32UN SP4066 0,79 32 0,13 0,60 0,60
034611 16 16ER36UN SP4066 0,71 36 0,11 0,60
0,60
033819 16 16ER40UN SP4066 0,64 40 0,09 0,60 0,60
033879 22 22ER5UN SP4066 5,08 5 0,76 1,70 2,50
033882 22 22ER6UN SP4066 4,23 6 0,64 1,60 2,30
033883 22 22ER7UN SP4066 3,63 7 0,53 1,60 2,30
Threading
External Right Hand American Unied (UN) Pitch
TPI Range
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
External American Unified (UN)
Standard reference: ANSI B1.1:74
Tolerance class: 2A / 2B
Threading
American Unified (UN)
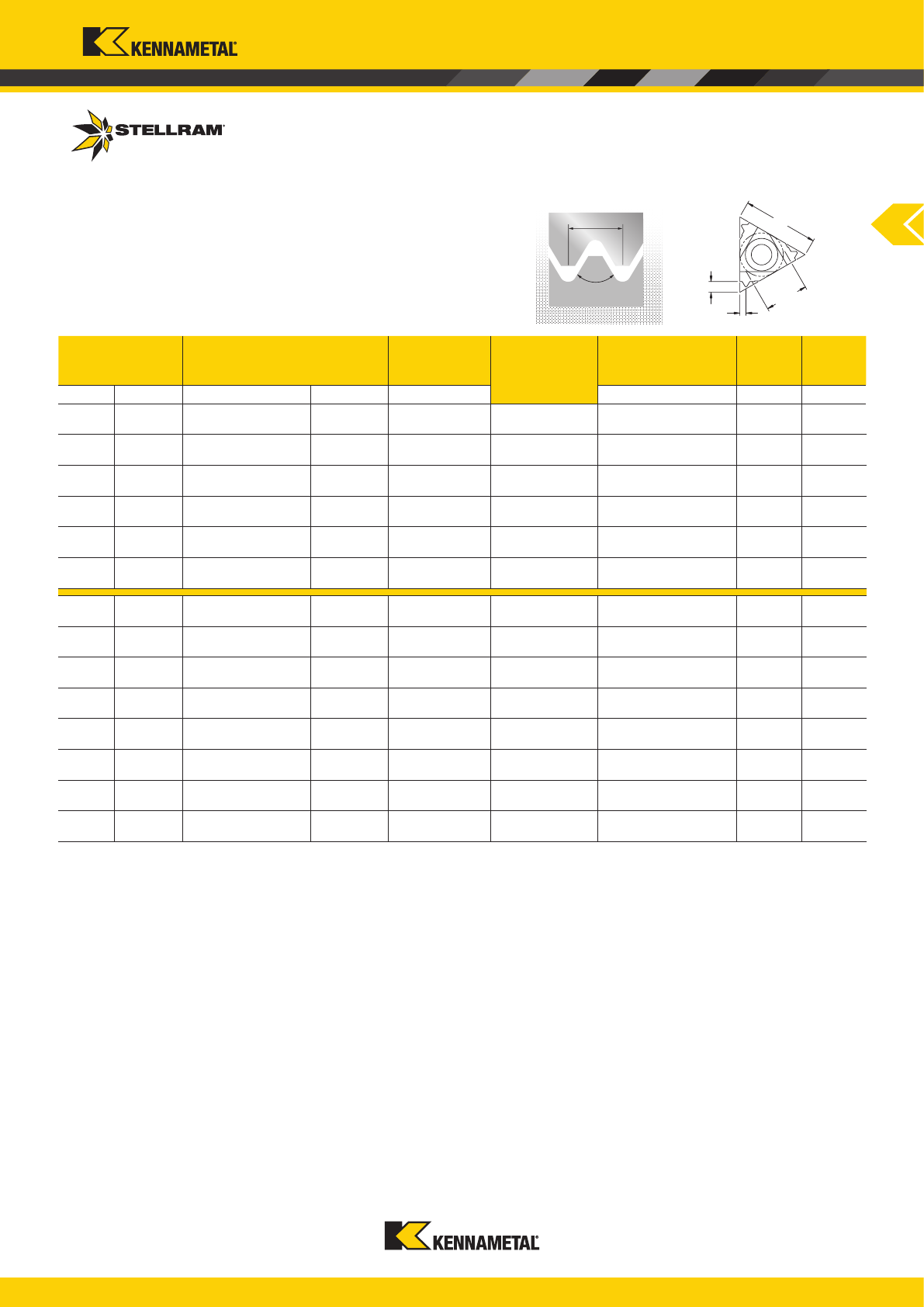
www.kennametal.com
C221
P
60°
ic
l
y
x
033747 08 08IR14UN SP4066 1,81 14 0,15 0,60 0,80
033748 08 08IR16UN SP4066 1,59 16 0,11 0,60 0,70
033751 08 08IR18UN SP4066 1,41 18 0,11 0,60 0,70
033754 08 08IR20UN SP4066 1,27 20 0,11 0,60 0,70
033756 08 08IR24UN SP4066 1,06 24 0,09 0,60 0,60
033761 08 08IR28UN SP4066 0,91 28 0,09 0,60 0,60
032056 11 11IR32UN SP4066 0,79 32 0,09 0,60 0,60
032068 11 11IR28UN SP4066 0,91 28 0,09 0,60 0,70
032055 11 11IR27UN SP4066 0,94 27 0,09 0,70 0,80
032060 11 11IR24UN SP4066 1,06 24 0,09 0,70 0,80
032044 11 11IR20UN SP4066 1,27 20 0,10 0,80 0,90
032049 11 11IR18UN SP4066 1,41 18 0,11 0,80 1,00
032053 11 11IR16UN SP4066 1,59 16 0,11 0,09 1,10
032058 11 11IR12UN SP4066 2,12 12 0,18 0,90 1,10
Threading
Internal Right Hand American Unied (UN) Pitch
TPI Range
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
Internal American Unified (UN)
Standard reference: ANSI B1.1:74
Tolerance class: 2A / 2B
Threading
American Unified (UN)
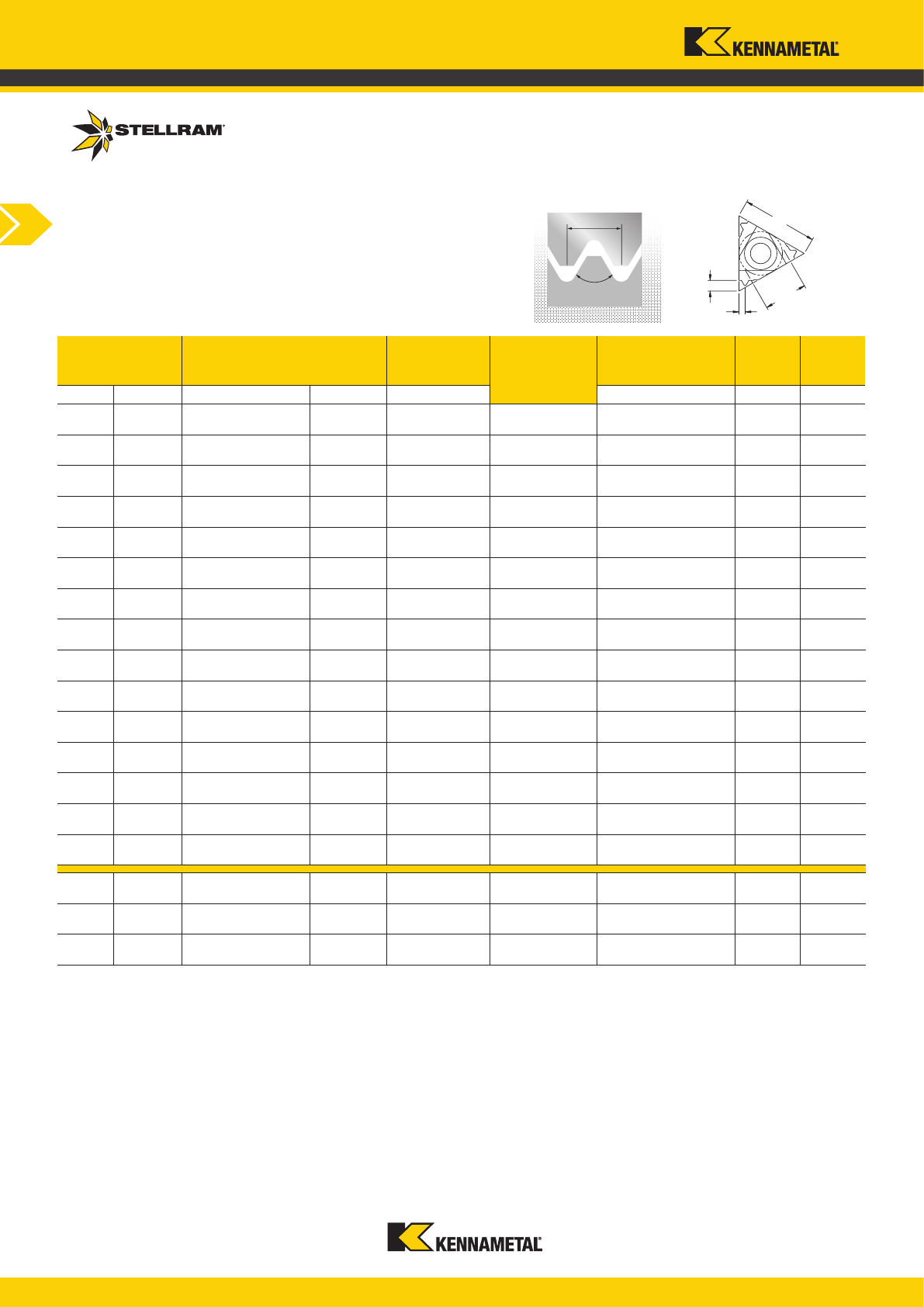
www.kennametal.com
C222
P
60°
ic
l
y
x
031997 16 16IR8UN SP4066 3,18 8 0,24 1,10 1,50
033863 16 16IR9UN SP4066 2,82 9 0,20 1,20 1,70
033839 16 16IR10UN SP4066 2,54 10 0,20 1,10 1,50
033840 16 16IR11UN SP4066 2,31 11 0,18 1,10 1,50
031998 16 16IR12UN SP4066 2,12 12 0,18 1,10 1,40
033842 16 16IR13UN SP4066 1,95 13 0,17 1,00 1,30
033843 16 16IR14UN SP4066 1,81 14 0,15 0,90 1,10
033846 16 16IR16UN SP4066 1,59 16 0,11 0,90 1,10
033848 16 16IR18UN SP4066 1,41 18 0,11 0,80 1,00
033852 16 16IR20UN SP4066 1,27 20 0,10 0,80 0,90
033853 16 16IR24UN SP4066 1,06 24 0,09 0,70 0,80
033855 16 16IR28UN SP4066 0,91 28 0,09 0,60 0,60
033858 16 16IR32UN SP4066 0,79 32 0,06 0,60 0,60
033859 16 16IR36UN SP4066 0,71 36 0,05 0,60 0,60
033860 16 16IR40UN SP4066 0,64 40 0,05 0,60
0,60
033895 22 22IR5UN SP4066 5,08 5 0,37 1,60 2,30
033897 22 22IR6UN SP4066 4,23 6 0,33 1,60 2,30
033898 22 22IR7UN SP4066 3,63 7 0,29 1,60 2,30
Threading
External Right Hand Partial Prole 55° Pitch Range
TPI Range
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
Internal American Unified (UN)
Standard reference: ANSI B1.1:74
Tolerance class: 2A / 2B
Threading
American Unified (UN)
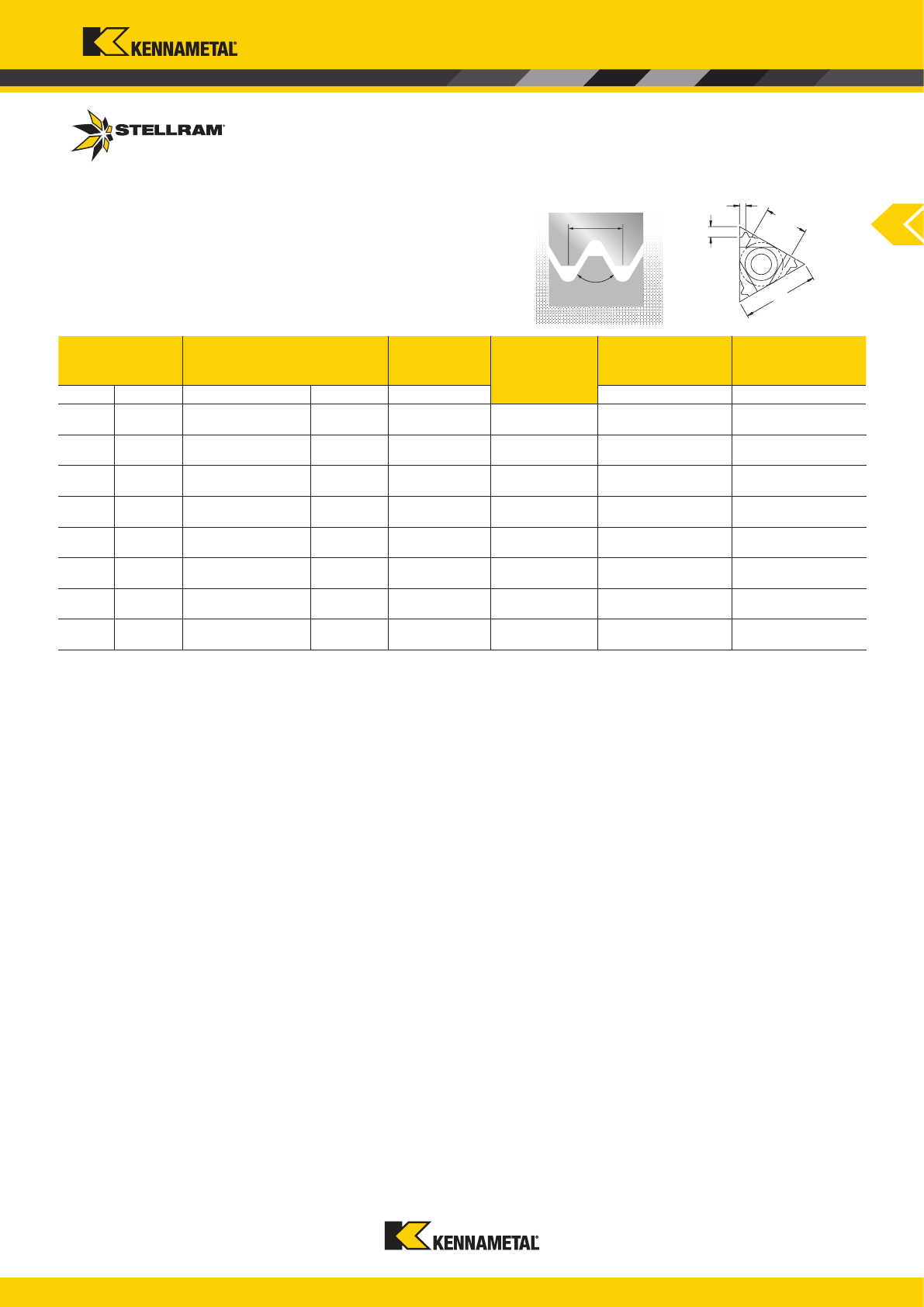
www.kennametal.com
C223
P
60°
x
y
l
ic
032345 16 16ER32UNJ SP4066 0,79 32 0,60 0,60
032346 16 16ER28UNJ SP4066 0,91 28 0,60 0,60
032347 16 16ER24UNJ SP4066 1,06 24 0,70 0,80
032348 16 16ER20UNJ SP4066 1,27 20 0,80 0,90
032349 16 16ER18UNJ SP4066 1,41 18 0,80 1,00
032350 16 16ER16UNJ SP4066 1,59 16 0,80 1,00
032351 16 16ER14UNJ SP4066 1,81 14 1,00 1,20
032352 16 16ER12UNJ SP4066 2,12 12 1,10 1,40
Threading
External Right Hand Unied J Form (UNJ) Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
External Unified J Form (UNJ)
Standard reference: MIL-S8879C
Tolerance class: 3A / 3B
Threading
Unified J Form (UNJ)
www.kennametal.com
C224
P
60°
x
y
l
ic
032353 16 16ER0.8MJ SP4066 0,80 - 0,60 0,70
032354 16 16ER1.0MJ SP4066 1,00 - 0,60 0,70
032355 16 16ER1.25MJ SP4066 1,25 - 0,70 0,90
032356 16 16ER1.5MJ SP4066 1,50 - 0,80 1,00
032357 16 16ER2.0MJ SP4066 2,00 - 1,00 1,30
032358 16 16ER2.5MJ SP4066 2,50 - 1,10 1,50
032359 16 16ER3.0MJ SP4066 3,00 - 1,20 1,60
Threading
External Right Hand Metric J Form (MJ) Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
External Unified J Form (UNJ)
Standard reference: ISO 5855
Tolerance class: 4h/6h - 4H/5H
Threading
Metric J Form (MJ)

www.kennametal.com
C225
55°
P
ISO
x
y
l
ic
033823 16 16ER8W SP4066 3,18 8 1,20 1,50
033825 16 16ER9W SP4066 2,82 9 1,20 1,70
033783 16 16ER10W SP4066 2,54 10 1,10 1,50
031982 16 16ER11W SP4066 2,31 11 1,10 1,50
033786 16 16ER12W SP4066 2,12 12 1,10 1,40
031981 16 16ER14W SP4066 1,81 14 1,00 1,20
033794 16 16ER16W SP4066 1,59 16 0,90 1,10
033797 16 16ER18W SP4066 1,41 18 0,80 1,00
031980 16 16ER19W SP4066 1,34 19 0,80 1,00
033803 16 16ER20W SP4066 1,27 20 0,80 0,90
033804 16 16ER22W SP4066 1,15 22 0,80 0,90
033806 16 16ER24W SP4066 1,06 24 0,70 0,80
033807 16 16ER26W SP4066 0,98 26 0,70 0,80
031979 16 16ER28W SP4066 0,91 28 0,60 0,70
033816 16 16ER32W SP4066 0,79 32 0,60 0,60
033818 16 16ER36W SP4066 0,71 36 0,60 0,60
033820 16 16ER40W SP4066 0,64 40 0,60 0,60
Threading
External Right Hand British Standard Whitworth (W) Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
External British Standard Whitworth (W)
Standard reference: ISO 228/1: 1982,
B.S. 84:1956, DIN 259
Tolerance class: Medium Class A
Threading
British Standard Whitworth (W)
www.kennametal.com
C226
55°
P
ic
l
y
x
033749 08 08IR16W SP4066 1,59 16 0,60 0,70
033752 08 08IR18W SP4066 1,41 18 0,60 0,70
033753 08 08IR19W SP4066 1,34 19 0,60 0,70
033755 08 08IR20W SP4066 1,27 20 0,60 0,70
033757 08 08IR24W SP4066 1,06 24 0,60 0,70
033759 08 08IR26W SP4066 0,98 26 0,60 0,60
033762 08 08IR28W SP4066 0,91 28 0,60 0,60
032069 11 11IR28W SP4066 0,91 28 0,60 0,70
032063 11 11IR26W SP4066 0,98 26 0,70 0,80
032046 11 11IR19W SP4066 1,34 19 0,80 1,00
032047 11 11IR14W SP4066 1,81 14 0,90 1,10
032066 11 11IR11W SP4066 2,31 11 0,90 1,20
031983 16 16IR28W SP4066 0,91 28 0,60 0,70
031984 16 16IR19W SP4066 1,34 19 0,80 1,00
031985 16 16IR14W SP4066 1,81 14 1,00 1,20
031986 16 16IR11W SP4066 2,31 11 1,10 1,50
Threading
Internal Right Hand British Standard Whitworth (W) Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
Internal British Standard Whitworth (W)
Standard reference: ISO 228/1: 1982,
B.S. 84:1956, DIN 259
Tolerance class: Medium Class A
Threading
British Standard Whitworth (W)
www.kennametal.com
C227
55°
P
x
y
ic
l
l
ic
y
x
031987 16 16ER28BSPT SP4066 0,91 28 0,70 0,80
031988 16 16ER19BSPT SP4066 1,34 19 0,80 1,00
031989 16 16ER14BSPT SP4066 1,81 14 0,90 1,20
031990 16 16ER11BSPT SP4066 2,31 11 1,10 1,50
032050 11 11IR19BSPT SP4066 1,34 19 0,80 1,00
032061 11 11IR14BSPT SP4066 1,81 14 0,80 1,00
031991 16 16IR28BSPT SP4066 0,91 28 0,70 0,80
031992 16 16IR19BSPT SP4066 1,34 19 0,80 1,00
031993 16 16IR14BSPT SP4066 1,81 14 0,90 1,20
031994 16 16IR11BSPT SP4066 2,31 11 1,10 1,50
Threading
External Right Hand
British Standard Pipe
Taper Thread (BSPT)
Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
Internal Right Hand
British Standard Pipe
Taper Thread (BSPT)
Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
Internal British Standard Pipe Taper
Thread (BSPT)
Standard reference: B.S 21: 1985
Tolerance class: Standard BSPT
External British Standard Pipe Taper
Thread (BSPT)
Standard reference: B.S 21: 1985
Tolerance class: Standard BSPT
Threading
British Standard Pipe Taper Thread (BSPT)
www.kennametal.com
C228
60°
P
x
y
ic
l
l
ic
y
x
031971 16 16ER18NPT SP4066 1,41 18 0,80 1,00
031972 16 16ER14NPT SP4066 1,81 14 0,90 1,20
031973 16 16ER11.5NPT SP4066 2,21 11,5 1,10 1,50
031974 16 16ER8NPT SP4066 3,18 8 1,30 1,80
033760 08 08IR27NPT SP4066 0,94 27 0,60 0,60
033750 08 08IR18NPT SP4066 1,41 18 0,60 0,60
032054 11 11IR18NPT SP4066 1,41 18 0,80 1,00
032052 11 11IR14NPT SP4066 1,81 14 0,80 1,00
031975 16 16IR18NPT SP4066 1,41 18 0,80 1,00
031976 16 16IR14NPT SP4066 1,81 14 0,90 1,20
031977 16 16IR11.5NPT SP4066 2,21 11,5 1,10 1,50
031978 16 16IR8NPT SP4066 3,18 8 1,30 1,80
Threading
External Right Hand National Taper Thread (NPT) Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
Internal Right Hand National Taper Thread (NPT) Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
Internal National Taper Thread (NPT)
Standard reference: USAS B2:1: 1968
Tolerance class: Standard NPT
External National Taper Thread (NPT)
Standard reference: USAS B2:1: 1968
Tolerance class: Standard NPT
Threading
National Taper Thread (NPT)
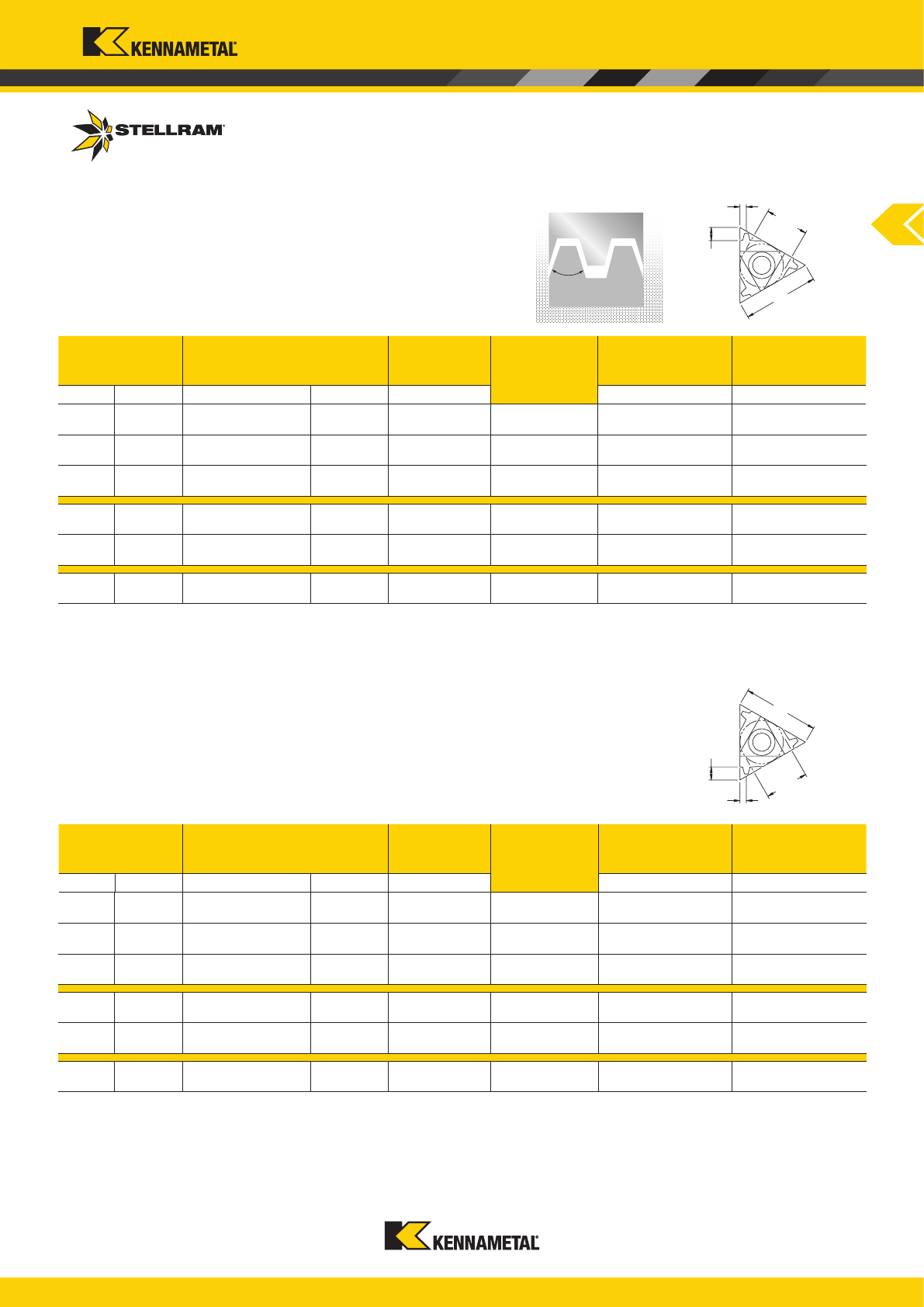
www.kennametal.com
C229
29°
ACME
l
x
y
ic
ACME
ic
y
x
l
032014 16 16IR12ACME SP4066 2,12 12 1,10 1,20
032013 16 16IR10ACME SP4066 2,54 10 1,30 1,30
032012 16 16IR8ACME SP4066 3,18 8 1,50 1,50
032024 22 22IR6ACME SP4066 4,23 6 1,80 2,10
032023 22 22IR5ACME SP4066 5,08 5 2,00 2,30
032031 27 27IR4ACME SP4066 6,35 4 2,30 2,70
032011 16 16ER12ACME SP4066 2,12 12 1,10 1,20
032010 16 16ER10ACME SP4066 2,54 10 1,30 1,30
032009 16 16ER8ACME SP4066 3,18 8 1,50 1,50
032022 22 22ER6ACME SP4066 4,23 6 1,80 2,10
032021 22 22ER5ACME SP4066 5,08 5 2,00 2,30
032029 27 27ER4ACME SP4066 6,35 4 2,30 2,70
Threading
Internal Right Hand ACME Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
External Right Hand ACME Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
Internal ACME
Standard reference: ANSI B 1.5: 1988
Tolerance class: 3G
External ACME
Standard reference: ANSI B 1.5: 1988
Tolerance class: 3G
Threading
ACME
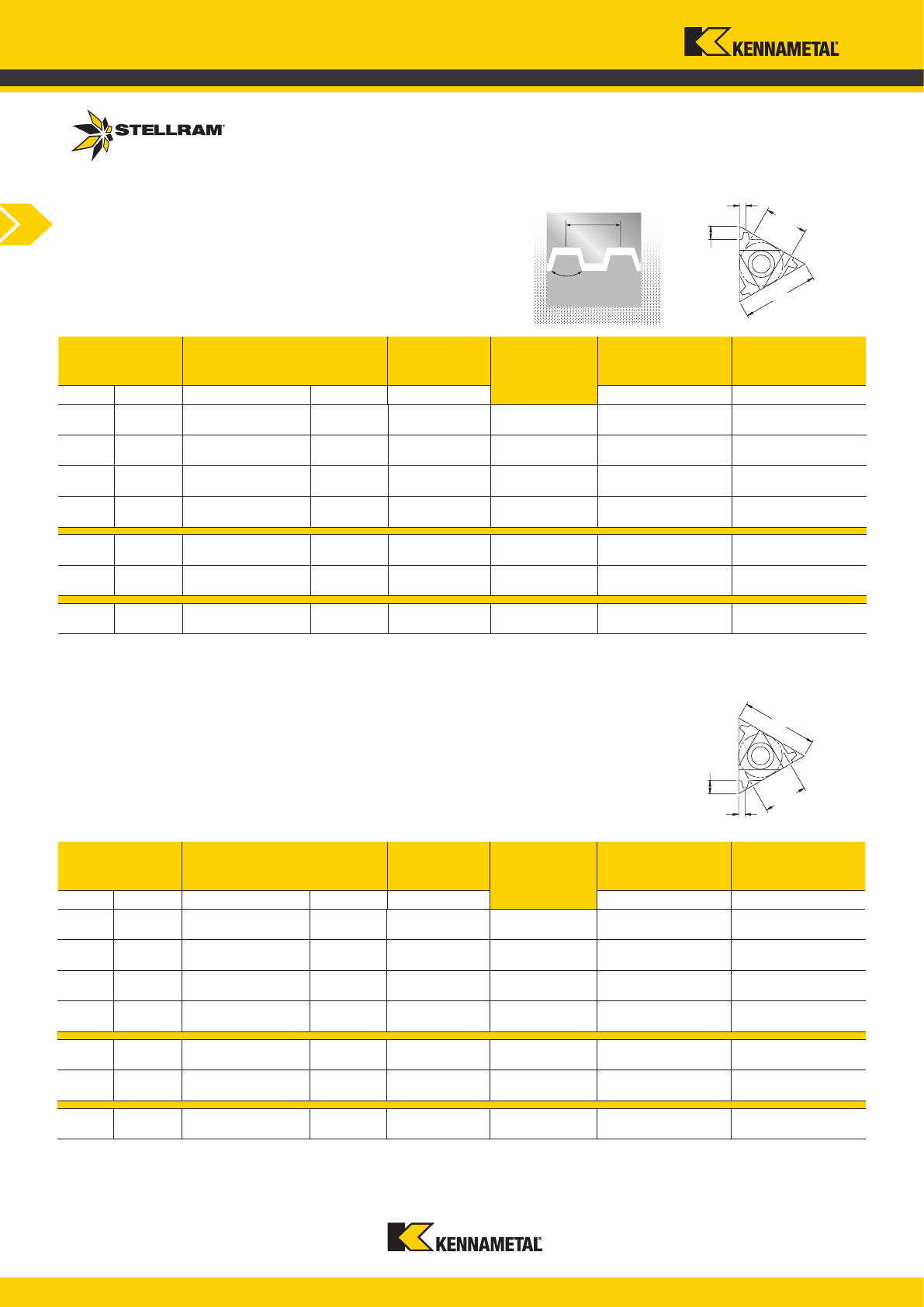
www.kennametal.com
C230
29°
P
ACME
ic
y
x
l
ACME
l
x
y
ic
032017 16 16ER12STACME SP4066 2,12 12 1,20 1,20
032016 16 16ER10STACME SP4066 2,54 10 1,30 1,30
032015 16 16ER8STACME SP4066 3,18 8 1,50 1,50
033821 16 16ER6STACME SP4066 4,23 6 1,50 1,80
032026 22 22ER6STACME SP4066 4,23 6 1,80 1,80
032025 22 22ER5STACME SP4066 5,08 5 2,00 2,30
032030 27 27ER4STACME SP4066 6,35 4 2,30 2,40
032020 16 16IR12STACME SP4066 2,12 12 1,20 1,20
032019 16 16IR10STACME SP4066 2,54 10 1,30 1,30
032018 16 16IR8STACME SP4066 3,18 8 1,50 1,50
033861 16 16IR6STACME SP4066 4,23 6 1,50 1,80
032028 22 22IR6STACME SP4066 4,23 6 1,80 1,80
032027 22 22IR5STACME SP4066 5,08 5 2,00 2,30
032032 27 27IR4STACME SP4066 6,35 4 2,30 2,40
Threading
Internal Right Hand ACME Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
External Right Hand Stub ACME (STACME) Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
Internal Stub ACME (STACME)
Standard reference: ANSI B1.8:1988
Tolerance class: 2G
External Stub ACME (STACME)
Standard reference: ANSI B1.8:1988
Tolerance class: 2G
Threading
Stub ACME (STACME)
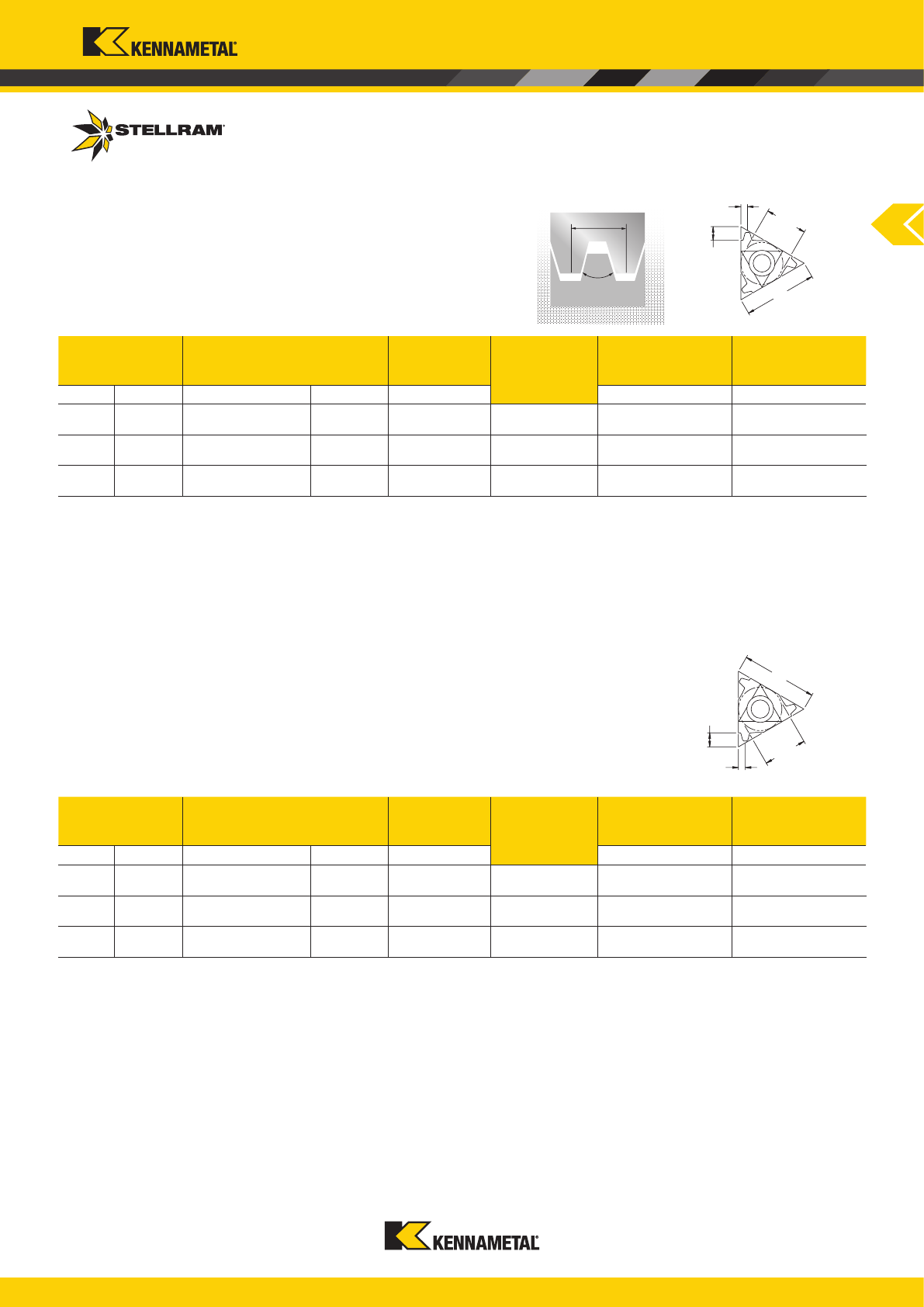
www.kennametal.com
C231
P
30°
y
x
ic
l
y
x
ic
l
033876 22 22ER4.0TR SP4066 4,00 - 1,80 1,90
033878 22 22ER5.0TR SP4066 5,00 - 2,00 2,40
033881 22 22ER6.0TR SP4066 6,00 - 2,10 2,70
033891 22 22IR4.0TR SP4066 4,00 - 1,80 1,90
033894 22 22IR5.0TR SP4066 5,00 - 2,00 2,40
033896 22 22IR6.0TR SP4066 6,00 - 2,10 2,70
Threading
External Right Hand
Trapezoidal (TR)
Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
Internal Right Hand
Trapezoidal (TR)
Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
Internal Trapezoidal (TR)
Standard reference: DIN 103
Tolerance class: 7e/7H
External Trapezoidal (TR)
Standard reference: DIN 103
Tolerance class: 7e/7H
Threading
Trapezoidal (TR)
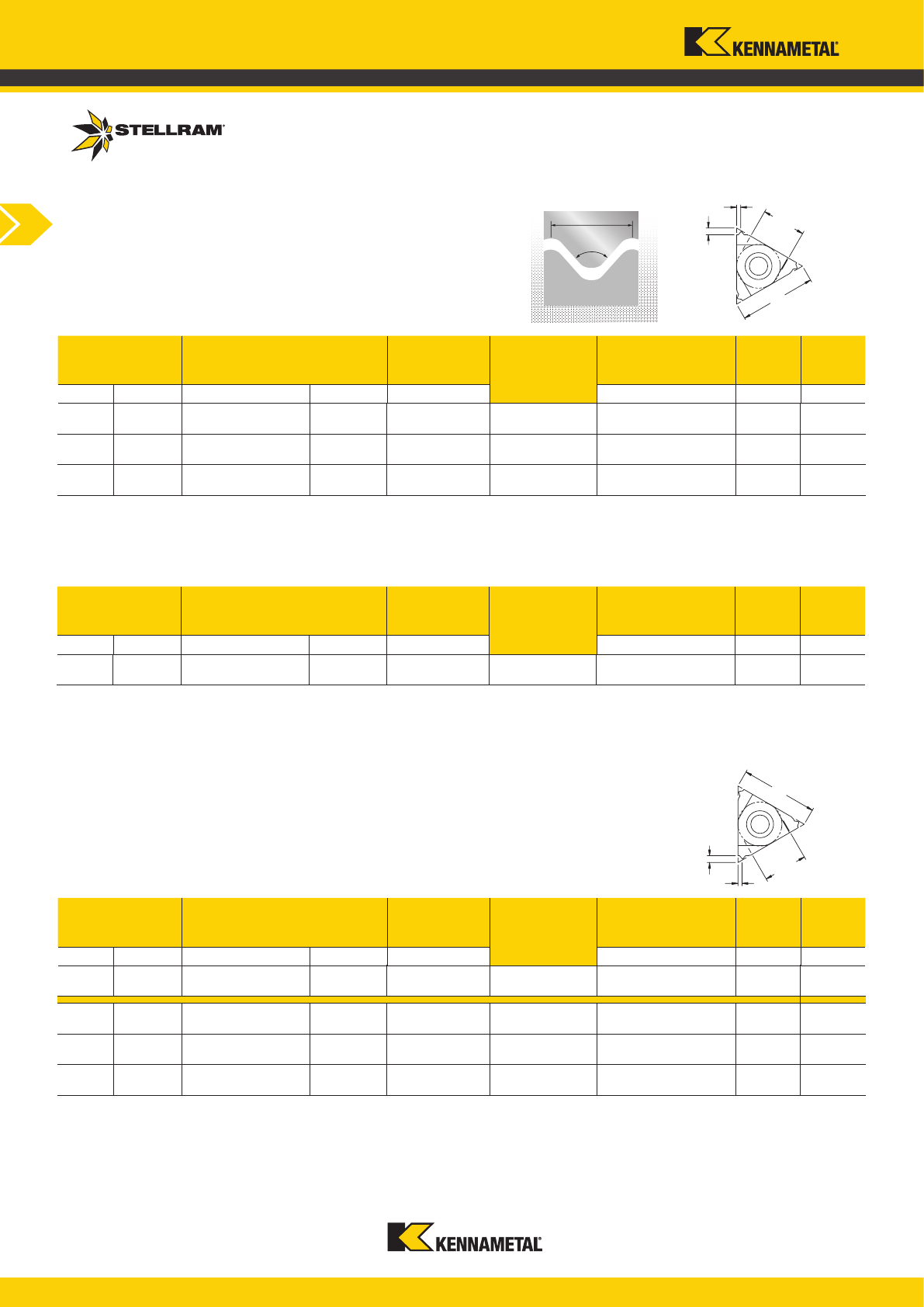
www.kennametal.com
C232
P
80°
x
y
ic
l
l
ic
y
x
033792 16 16ER16PG SP4066 1,59 16 Pg 21-29-36-42-48 0,80 1,00
033795 16 16ER18PG SP4066 1,41 18 Pg 9-11-13.5-16 0,80 0,90
033801 16 16ER20PG SP4066 1,27 20 Pg 7 0,70 0,80
033769 16 16EL16PG SP4066 1,59 16 Pg 21-29-36-42-48 0,80 1,00
032065 11 11IR18PG SP4066 1,41 18 Pg 9-11-13.5-16 0,80 0,90
033845 16 16IR16PG SP4066 1,59 16 Pg 21-29-36-42-48 0,80 1,00
033847 16 16IR18PG SP4066 1,41 18 Pg 9-11-13.5-16 0,80 0,90
033851 16 16IR20PG SP4066 1,27 20 Pg 7 0,70 0,80
Threading
External Left Hand
Panzer Gerwinde (PG) DIN40431
Pitch
TPI
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
Internal Right Hand
Panzer Gerwinde (PG) DIN40431
Pitch
TPI
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
External Right Hand
Panzer Gerwinde (PG) DIN40431
Pitch
TPI
Nose Radius X Y
EDP L (mm) Description Grade mm mm mm mm
Internal Panzer Gerwinde (PG)
Standard reference: DIN 40430
Tolerance class: Standard
External Panzer Gerwinde (PG)
Standard reference: DIN 40430
Tolerance class: Standard
Threading
Panzer Gerwinde (PG) DIN40431
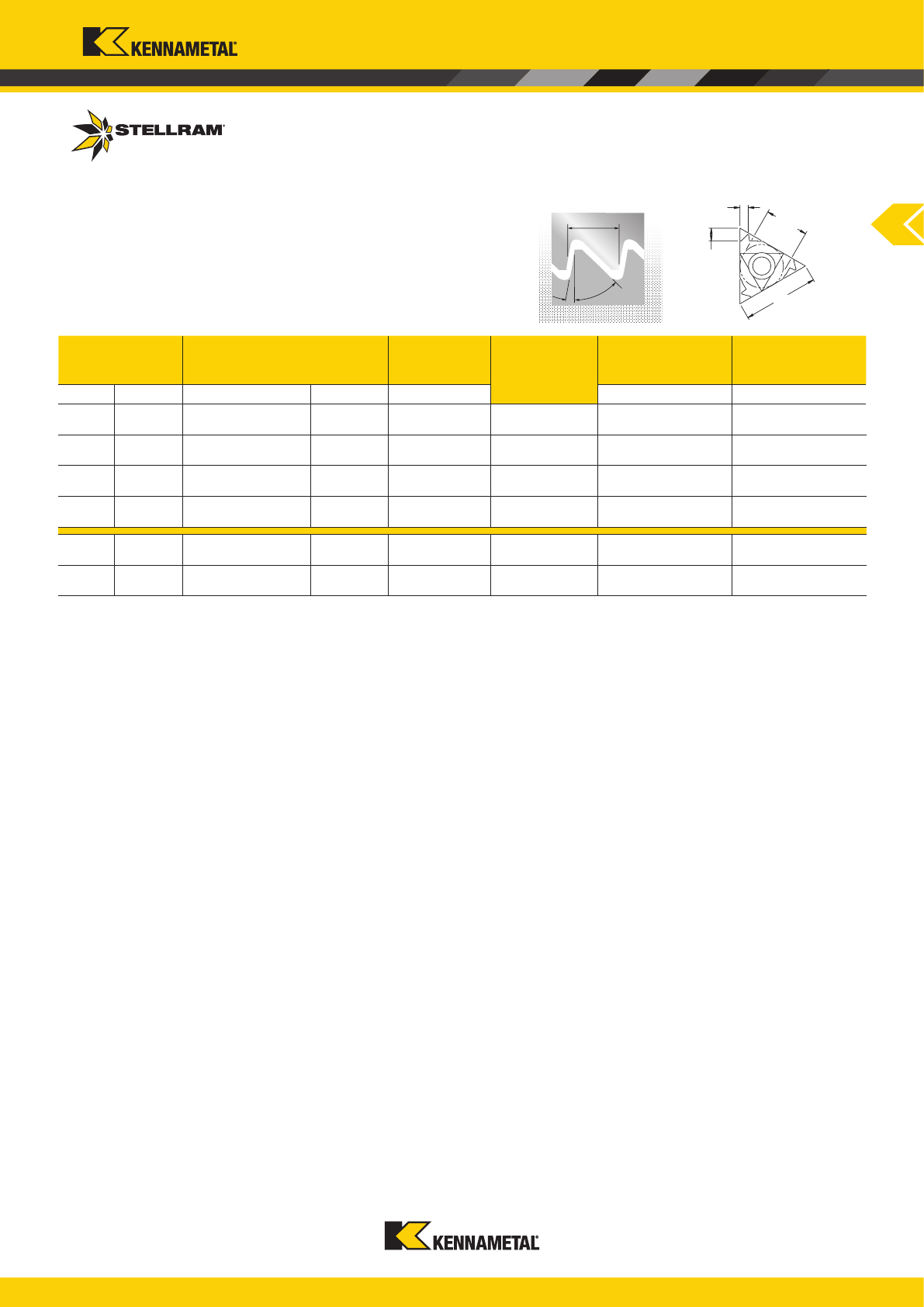
www.kennametal.com
C233
P
45°
7°
x
y
ic
l
034604 16 16ER10ABUTT SP4066 2,54 10 1,50 2,30
033785 16 16ER12ABUTT SP4066 2,12 12 1,40 2,00
033791 16 16ER16ABUTT SP4066 1,59 16 1,00 1,50
033800 16 16ER20ABUTT SP4066 1,27 20 1,00 1,30
034605 22 22ER8ABUTT SP4066 3,18 8 2,10 3,30
034606 22 22ER12ABUTT SP4066 2,12 12 1,60 2,10
Threading
External Right Hand
American Buttress
Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
External American Buttress
Standard reference: ANSI B1.9 :1973
Tolerance class: Class 2
Threading
American Buttress
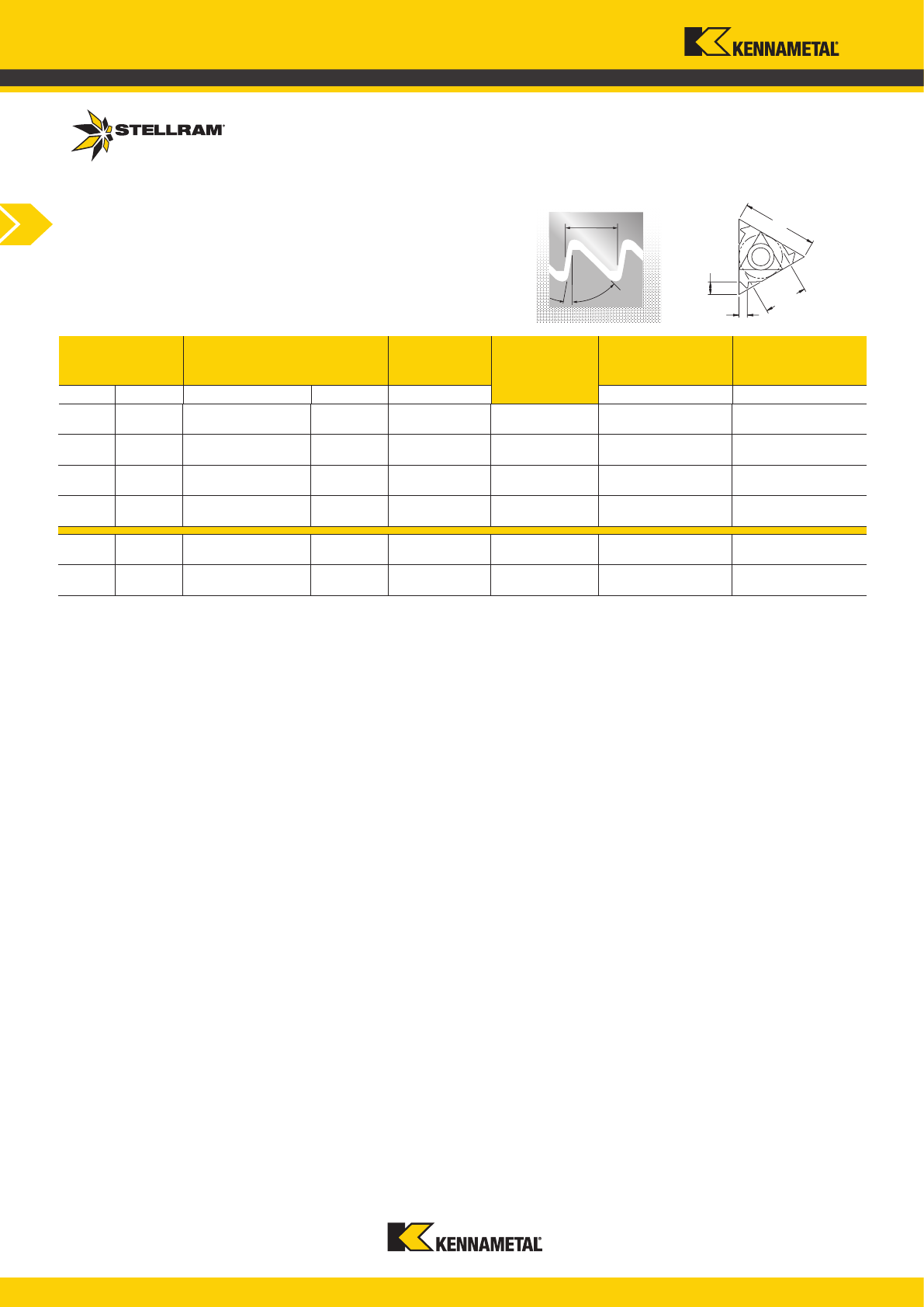
www.kennametal.com
C234
P
45°
7°
l
ic
y
x
034608 16 16IR10ABUTT SP4066 2,54 10 1,50 2,30
033841 16 16IR12ABUTT SP4066 2,12 12 1,40 2,00
033844 16 16IR16ABUTT SP4066 1,59 16 1,00 1,30
033850 16 16IR20ABUTT SP4066 1,27 20 1,00 1,30
034609 22 22IR8ABUTT SP4066 3,18 8 2,10 3,30
034610 22 22IR12ABUTT SP4066 2,12 12 1,60 2,10
Threading
Internal Right Hand
American Buttress
Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
Internal American Buttress
Standard reference: ANSI B1.9 :1973
Tolerance class: Class 2
Threading
American Buttress
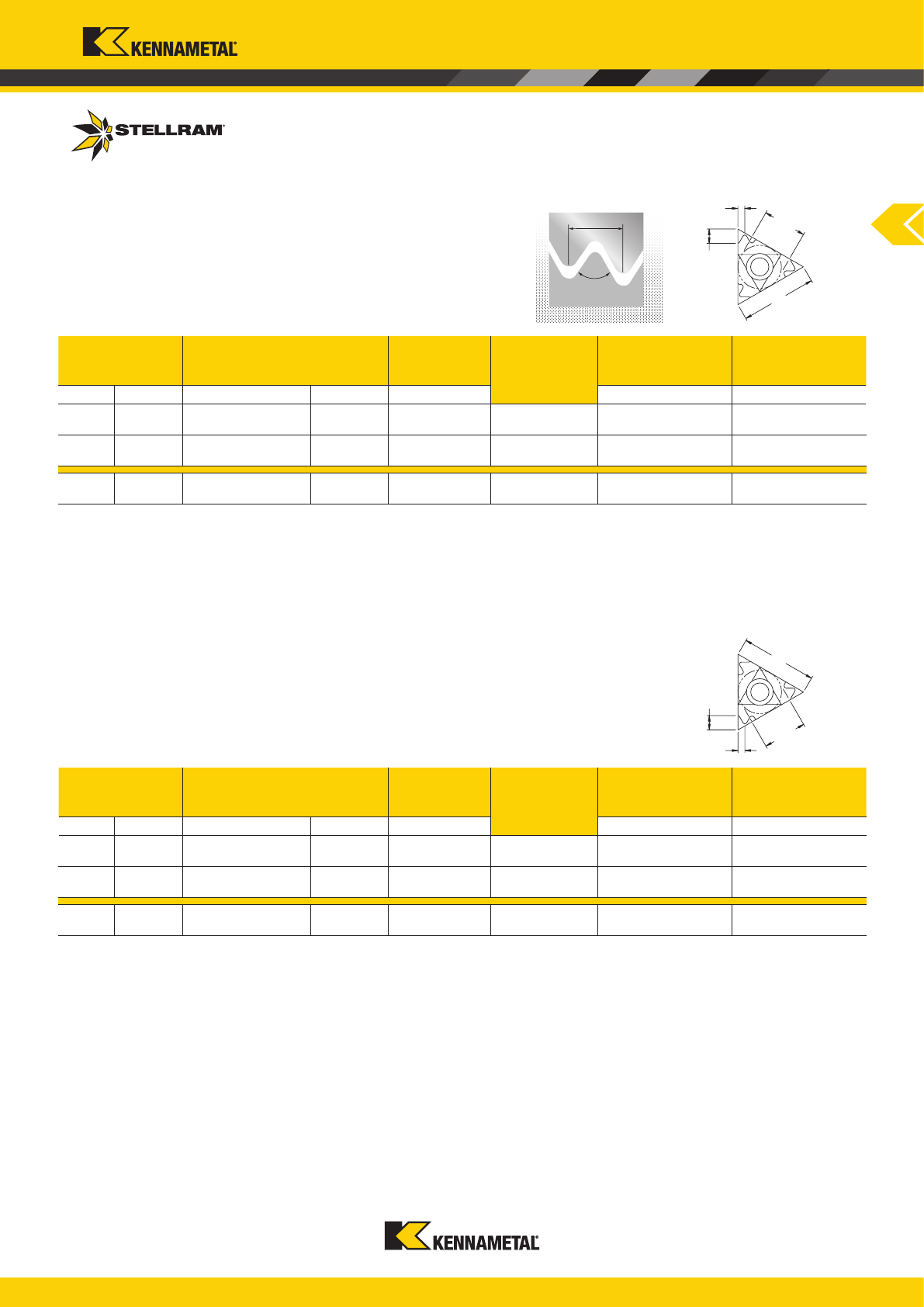
www.kennametal.com
C235
60°
P
API RD
x
y
ic
l
033822 16 16ER8APIRD SP4066 3,18 8 1,30 1,50
033781 16 16ER10APIRD SP4066 2,54 10 1,20 1,40
032035 22 22ER8APIRD SP4066 3,18 8 1,60 2,10
033862 16 16IR8APIRD SP4066 3,18 8 1,30 1,50
033838 16 16IR10APIRD SP4066 2,54 10 1,20 1,40
032036 22 22IR8APIRD SP4066 3,18 8 1,60 2,10
API RD
l
ic
y
x
Threading
External Right Hand API Round (APIRD) Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
Internal Right Hand API Round (APIRD) Pitch
TPI
X Y
EDP L (mm) Description Grade mm mm mm
Internal API Round (APIRD)
Standard reference: API Standard 5B :1979
Tolerance class: Standard API Round
External API Round (APIRD)
Standard reference: API Standard 5B :1979
Tolerance class: Standard API Round
Threading
API Round (APIRD)

www.kennametal.com
C236
60°
P
x
y
ic
l
032039 22 22ER5API403 SP4066 5,08 5 3 7° - 1' 1,80 2,50
032034 22 22ER4API383 SP4066 6,35 4 3 7° - 1' 2,10 2,80
032033 22 22ER4API382 SP4066 6,35 4 2 4° - 43' 2,10 2,80
033874 22 22ER4API502 SP4066 6,35 4 2 4° - 43' 2,00 3,00
033875 22 22ER4API503 SP4066 6,35 4 3 7° - 1' 2,00 3,00
032037 27 27ER4API382 SP4066 6,35 4 2 4° - 43' 2,10 2,80
032038 27 27ER4API383 SP4066 6,35 4 3 7° - 1' 2,10 2,80
032040 27 27ER4API502 SP4066 6,35 4 2 4° - 43' 2,00 3,00
032041 27 27ER4API503 SP4066 6,35 4 3 7° - 1' 2,00 2,00
Threading
External Right Hand API (Oileld) Pitch Range
TPI
Taper X Y
EDP L (mm) Description Grade mm IPF Angle mm mm
External API (Oilfield)
Standard reference: API Specification 7: 1990
Tolerance class: Standard API
Threading
API (Oilfield)
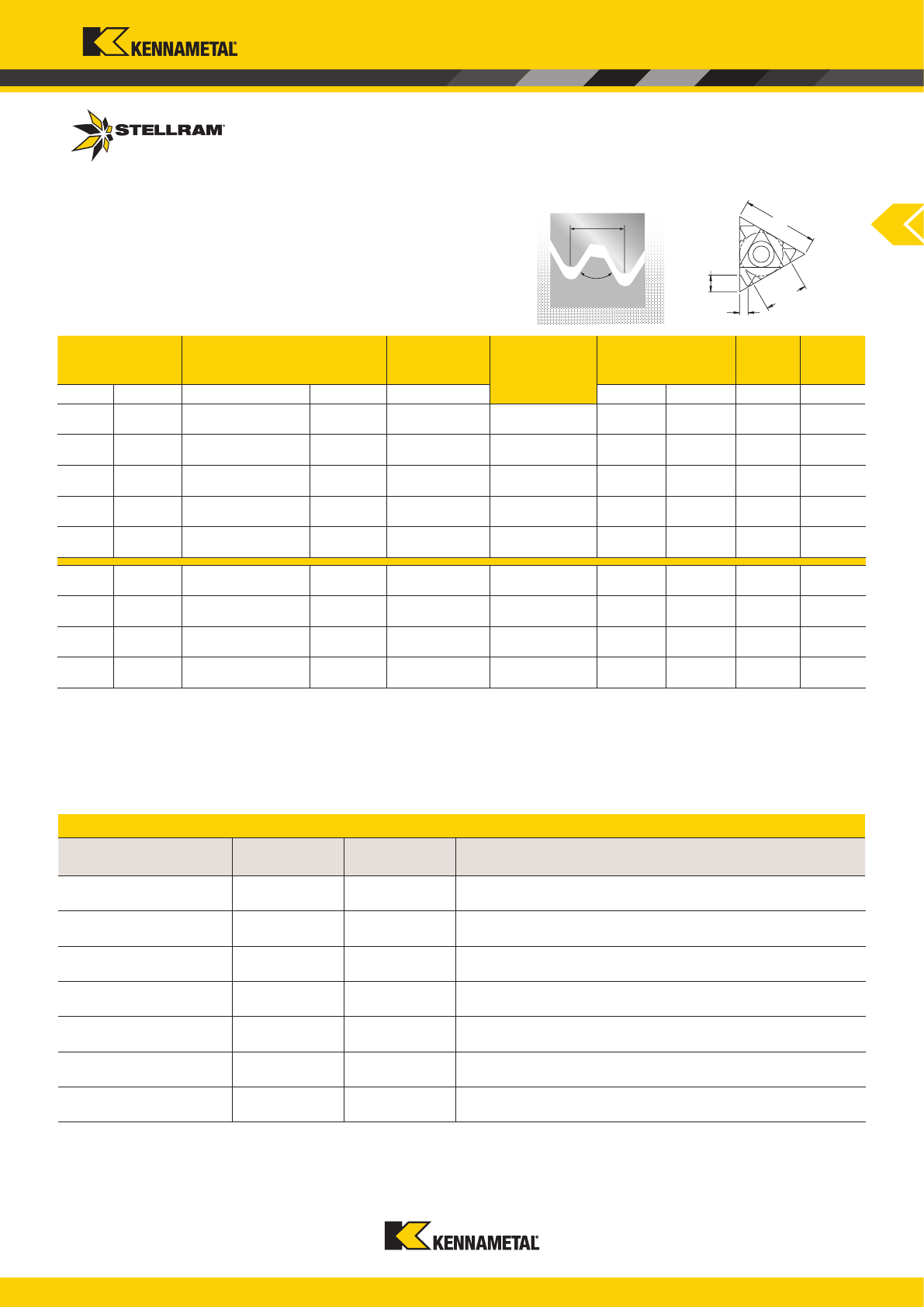
www.kennametal.com
C237
60°
P
l
ic
y
x
033132 22 22IR5API403 SP4066 5,08 5 3 7° - 1' 1,80 2,50
033133 22 22IR4API383 SP4066 6,35 4 3 7° - 1' 2,10 2,80
033134 22 22IR4API382 SP4066 6,35 4 2 4° - 43' 2,10 2,80
033888 22 22IR4API502 SP4066 6,35 4 2 4° - 43' 2,00 3,00
033889 22 22IR4API503 SP4066 6,35 4 3 7° - 1' 2,00 3,00
033135 27 27IR4API382 SP4066 6,35 4 2 4° - 43' 2,10 2,80
033136 27 27IR4API383 SP4066 6,35 4 3 7° - 1' 2,10 2,80
033137 27 27IR4API502 SP4066 6,35 4 2 4° - 43' 2,00 3,00
033138 27 27IR4API503 SP4066 6,35 4 3 7° - 1' 2,00 2,00
API V 0.038R 4 2
API V 0.038R 4 3
API V 0.040 5 3
API V 0.050 4 3
API V 0.050 4 2
API V 0.055 6 1.5
API V 0.065 4 2
Threading
OILFIELD CONNECTORS
Reference to Part Number TPI Taper IPF Connector No. or size
NC23, NC28, NC31, NC35, NC38, NC40, NC44, NC46
NC50, 4 FH, 2 3/8" IF, 3 1/2" IF, 4 1/2" IF, 5 1/2" IF
NC56, NC61, NC70, NC77
2 3/8" REG, 2 7/8" REG, 3 1/2" REG, 4 1/2" REG
3 1/2" FH, 4 1/2" FH
5 1/2” REG, 7 5/8” REG, 8 5/8” REG
6 5/8” REG, 5 1/2” FH, 6 5/8” FH
NC10, NC12, NC13, NC16
Superceded by API V 0.038R
Internal Right Hand API (Oileld) Pitch Range
TPI
Taper X Y
EDP L (mm) Description Grade mm IPF Angle mm mm
Internal API (Oilfield)
Standard reference: API Specification 7: 1990
Tolerance class: Standard API
Threading
API (Oilfield)
www.kennametal.com
C238
NC10 - NC16
6.0 1.5 V-0.055 6API551.5 -
NC23 - NC50 4.0 2.0 V-0.038R 4API382 238 - 239
NC56 -NC77
4.0 3.0 V-0.038R 4API383 238 - 239
5.0 3.0 V-0.040 5API403 238 - 239
4.0 3.0 V-0.050 4API503 238 - 239
4.0 2.0 V-0.050 4API502 238 - 239
2 3/8 IF - 6 5/8 IF 4.0 2.0 V-0.038R 4API382 238 - 239
3 1/2 FH, 4 1/2 FH
5.0 3.0 V-0.040 5API403 238 - 239
4FH 4.0 2.0 V-0.038R 4API382 238 - 239
5 1/2 FH, 6 5/8 FH
4.0 2.0 V-0.050 4API502 238 - 239
2 3/8, 2 7/8
6.0 2.0 -
3 1/2, 4 1/2
4.0 2.0 V-0.038R 4API382 238 - 239
2 7/8 -5 4.0 2.0 V-0.038R 4API382 238 - 239
2 3/8 - 4 1/2 4.0 2.0 V-0.038R 4API382 238 - 239
3 1/2 - 5 1/2 4.0 2.0 V-0.038R 4API382 238 - 239
3 1/2 - 6 5/8
3.5 2.0 -
7 - 8 5/8
3.5 3 -
2 3/8 - 3 1/2 3.0 1.25 -
2 3/8 PAC - 2 7/8 PAC
4.0 1.5 - 4 PAC -
Threading
API Rotary Connections
API Connections TPI TPF API Code Stellram Part Number Catalog Page Number
API Number
API Regular
2 3/8 REG - 4 1/2 REG
5 1/2 REG - 7 5/8 REG, 8 5/8 REG
6 5/8 REG
Internal Flush
Full Hole
Hughes External Flush
Drawing On Request
Hughes Xtra Hole
Hughes Slim Hole
Hughes Double Streamline
Hughes H90
Drawing On Request
Drawing On Request
Hughes Slimline H90
Drawing On Request
PAC
API Rotary Connections
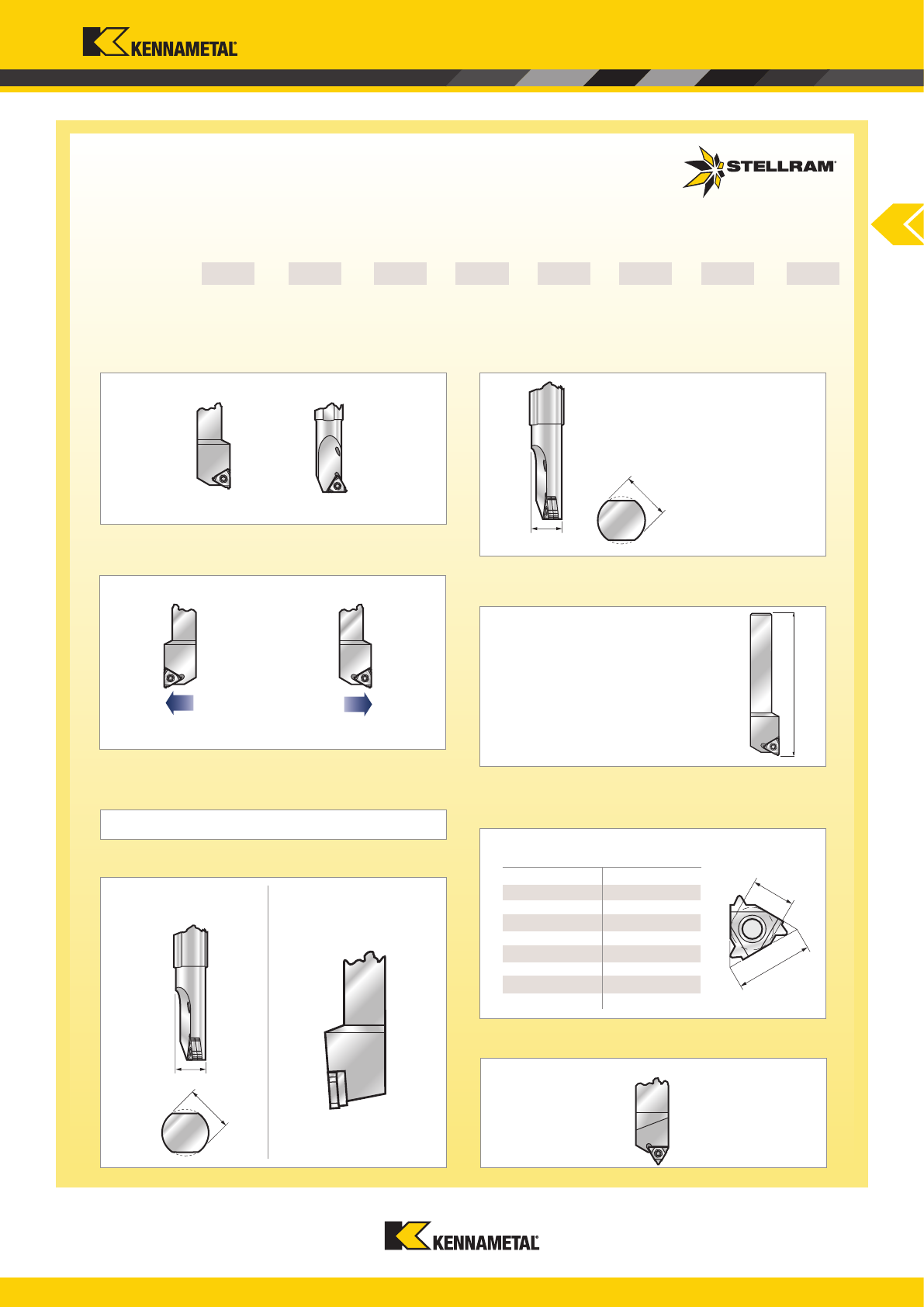
www.kennametal.com
C239
D = 60
F = 80
H = 100
K = 125
L = 140
M = 150
P = 170
Q = 180
R = 200
S = 250
T = 300
U = 350
V = 400
06 5/32
08 3/16
08U 3/16
11 1/4
16 3/8
22 1/2
22U 1/2U
27 5/8
27U 5/8U
E
1
R
2
-
3
20
4
K
6
I R
N
16
M
16
7
16
-
8
-
20
5
18
Threading
d
D
1
L
IC
IC
Inch
L
mm
L
Min. Bore
D
1
d
4 & 5. External Square Shank
e.g. 2020 = 20 x 20mm
4. Internal Shank Diameter
e.g. 16 = d 16 mm
N = No Anvil
3 Option
U
Neutral
8 Option
Internal:
e.g. 18 =
D
1
Ø, 8mm
4 Shank Size or Tool Diameter
L R
Left Hand Right Hand
E I
External Internal
Internal
External
7 Insert Size
6 Tool Length
2 Hand
5 Minimum Bore Size (Internal)
1 Utilisation
Threading
Toolholder Designation
www.kennametal.com
C240
021548 ERNM1010H11 ER11 10 10 14 100 13 - -
025179 ERN1010M16 ER16 10 10 13 150 19 - -
021361 EL1212F16 EL16 12 12 16 80 22
YI3
021363 EL1616H16 EL16 16 16 20 100 22
021365 EL2020K16 EL16 20 20 25 125 27
021367 EL2525M16 EL16 25 25 32 150 27
021369 EL3232Q16 EL16 32 32 40 180 27
021362 ER1212F16 ER16 12 12 16 80 22
YE3
021364 ER1616H16 ER16 16 16 20 100 22
021366 ER2020K16 ER16 20 20 25 125 27
021368 ER2525M16 ER16 25 25 32 150 27
021370 ER3232Q16 ER16 32 32 40 180 27
021371 EL2525M22 EL22 25 25 32 150 30
YI4021373 EL3232Q22 EL22 32 32 40 180 30
021375 EL4040R22 EL22 40 40 50 200 30
021372 ER2525M22 ER22 25 25 32 150
30
YE4021374 ER3232Q22 ER22 32 32 40 180 30
021376 ER4040R22 ER22 40 40 50 200 30
021381 EL3232Q27 EL27 32 32 40 180 35
YI5
021383 EL4040R27 EL27 40 40 50 200 35
021382 ER3232Q27 ER27 32 32 40 180 35
YE5
021384 ER4040R27 ER27 40 40 50 200 35
b
f
L
1
L
2
h
1
h
Threading
RH
RH
LH
LH
LH
LH
LH
RH
RH
RH
RH
RH
LH
LH
LH
RH
RH
RH
LH
LH
RH
RH
Right Hand Toolholders and Inserts, Specify R = RH | Left Hand Toolholders and Inserts, Specify L = LH
LH & RH External Square Shank Tool Holder
EDP Item Description Hand
Insert Sizes &
Types
Dimensions (mm) Anvil Type
h = h1 b f L1 L2 Anvil Anvil Hand
ER/EL 90°
Threading
External Toolholders

www.kennametal.com
C241
ERNM1010H11 015558 SN2T 015554 T8F - - - -
ERN1010M16
015560 SA3T 023379 T10F - - - -
EL 1212F16
015560 SA3T 023379 T10F 015389 YI3 015551 SY3T
EL 1616H16
EL 2020K16
EL 2525M16
EL 3232Q16
ER 1212F16
015560 SA3T 023379 T10F 015447 YE3 015551 SY3T
ER 1616H16
ER 2020K16
ER 2525M16
ER 3232Q16
EL2525M22
015561 SA4T 015556 T20F 015483 YI4 015552 SY4TEL3232Q22
EL4040R22
ER2525M22
015561 SA4T 015556 T20F 015463 YE4 015552 SY4TER3232Q22
ER4040R22
EL3232Q27
015562 SA5T 015557 T25F 015523 YI5 015553 SY5T
EL4040R27
ER3232Q27
015562 SA5T 015557 T25F 015503 YE5 015553 SY5T
ER4040R27
Threading
ER/EL 90° L/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
Threading
Spares
www.kennametal.com
C242
L
L
1
D
f
d
1
021394 IRN1206H06 06IR 6 12 5,80 4,20 100 13
021396 IRN1608K08 08IR 8 16 6,30 5,10 125 17
021400 IRN1610K08 08IR 10 16 7,80 6 125 17
021402 IRN1013K11 11IR 13 10 9,50 7,30 125 25
023231 IRN2013M11 11IR 13 20 10 7,30 150 25
021406 IRN1616M11 11IR 16 16 12,50 8,90 150 40
021408 IRN1618M16 16IR 18 16 12 9,40 150 40
021410 IRN2021Q16 16IR 21 20 15,80 12,40 180 40
021412 IR2024Q16 16IR 24 20 18,50 13 180 50
021414 IR2529R16 16IR 29 25 24 16 200 60
021416 IR3236S16 16IR 36 32 31,50 19,60 250 60
021418 IR4044T16 16IR 44 40 40 23,80 300 -
021422 IRN2027Q22 221R 27 20 20 15,60 180 -
021424 IR2532R22 221R 32 25 24,50 17,80 200 -
021426 IR3239S22 221R 39 32 32 21,50 250 -
021428 IR4047T22 221R 47 40 40 25,80 300 -
021446 IR3240S27 27IR 40 32 32 22,40 250 -
021448 IR4048T27 27IR 48 40 40 26,40 300 -
Threading
IR
IR
IR
IR
IR
IR
IR
IR
IR
IR
IR
IR
IR
IR
IR
IR
IR
IR
IL = Left Hand Tooling is available on request
IR LH & RH Internal Boring Bars
EDP Item Description Hand
Insert Sizes &
Types
Dimensions (mm)
Min Bore Thread
Ø A
ØD d
1
f L L
1
Through
Coolant
IR 90°
Threading
Internal Threading Bars

www.kennametal.com
C243
IR1206H06 015563 S6T 018487 T6 - - - -
IRN1608K08
015564 S8T 018487 T6 - - - -
IRN1610K08
IRN1013K11
015558 SN2T 015554 T8F - - - -IRN2013M11
IRN1616M11
IRN1618M16
015560 SA3T 023379 T10F - - - -
IRN2021Q16
IR2024Q16
015560 SA3T 023379 T10F 015389 YI3 015551 SY3T
IR2529R16
IR3236S16
IR4044T16
IRN2027Q22
015561 SA4T 015556 T20F 015483 YI4 015552 SY4T
IR2532R22
IR3239S22
IR4047T22
IR3240S27
015562 SA5T 015557 T25F 015523 YI5 015553 SY5T
IR4048T27
Threading
IR 90° L/R Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
Threading
Spares
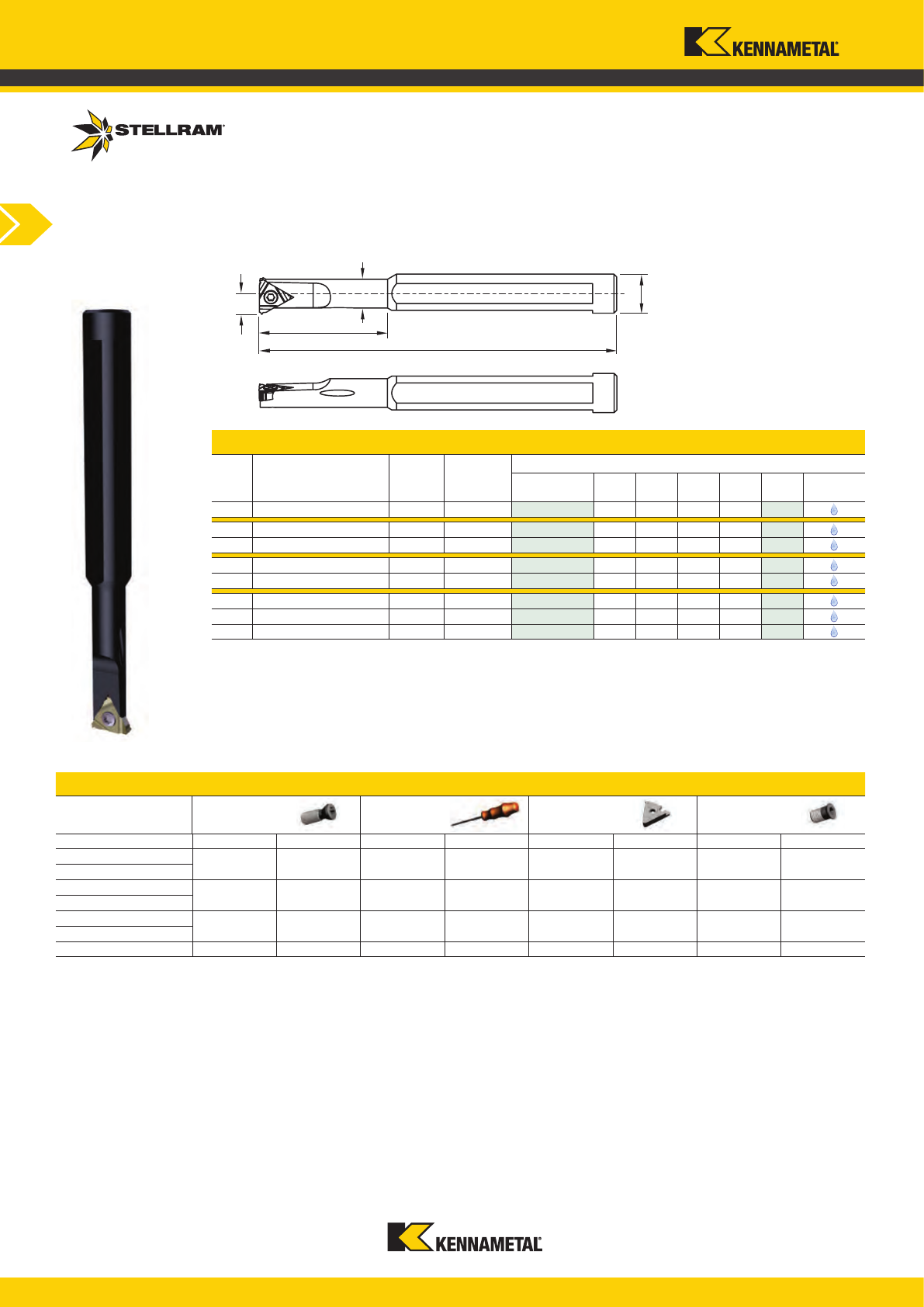
www.kennametal.com
C244
L
L
1
D
f
d
1
IRN1206H06CF 015563 S6T 018487 T6 - - - -
IRN1608H08CF
015564 S8T 018487 T6 - - - -
IRN1610H08CF
IRN1013H11CF
015558 SN2T 015554 T8F - - - -
IRN1616M11CF
IRN1618M16CF
015560 SA3T 023379 T10F - - - -
IRN2021M16CF
IR2024R16CF 015560 SA3T 023379 T10F 015389 YI3 015551 SY3T
021540 IRN1206H06CF 06IR 6 12 5.80 4.20 100 18
021498 IRN1608H08CF 08IR 8 16 6.30 5.10 100 23
021502 IRN1610H08CF 08IR 10 16 8.10 6 100 23
021504 IRN1013H11CF 11IR 13 10 9.50 7.30 100 33
021506 IRN1616M11CF 11IR 16 16 12.50 8.90 150 53
021508 IRN1618M16CF 16IR 18 16 12 9.40 150 53
021510 IRN2021M16CF 16IR 21 20 15.80 12.40 150 53
021512 IR2024R16CF 16IR 24 20 18.50 13 200 67
Threading
IR
IR
IR
IR
IR
IR
IR
IR
IR 90° CF Spare Parts
Item Description
Insert Screw
EDP
Insert Key
EDP
Anvil
EDP
Anvil Screw
EDP
IL = Left Hand Tooling is available on request | CF = Chatter Free
IR LH & RH Internal Boring Bars
EDP Item Description Hand
Insert Sizes &
Types
Dimensions (imm)
Min Bore Thread
Ø A
ØD d
1
f L L
1
Through
Coolant
IR 90° CF Anti Vibration
Threading
Internal Threading Bars
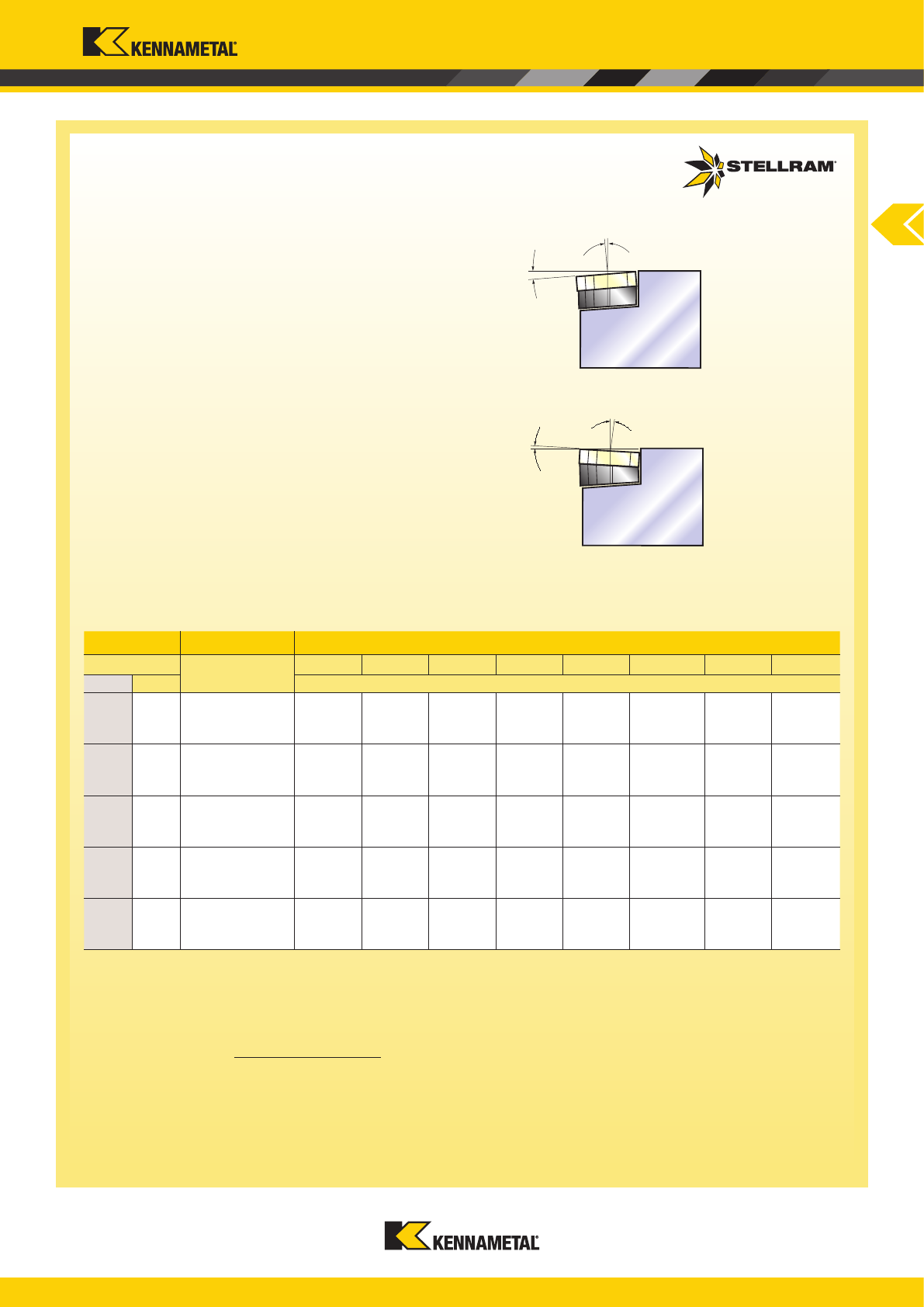
www.kennametal.com
C245
β
β
16 3/8"
YE33P YE32P YE31P YE3 YE31N YE31.5N YE32N YE33N
YI33P YI32P YI31P YI3 YI31N YI31.5N YI32N YI33N
22 1/2"
YE43P YE42P YE41P YE4 YE41N YE41.5N YE42N YE43N
YI43P YI42P YI41P YI4 YI41N YI41.5N YI42N YI43N
22U 1/2"
YE4U3P YE4U2P YE4U1P YE4U YE4U1N YE4U1.5N YE4U2N YE4U3N
YI4U3P YI4U2P YI4U1P YI4U YI4U1N YI4U1.5N YI4U2N YI4U3N
27 5/8"
YE53P YE52P YE51P YE5 YE51N YE51.5N YE52N YE53N
YI53P YI52P YI51P YI5 YI51N YI51.5N YI52N YI53N
27U 5/8"
YE5U3P YE5U2P YE5U1P YE5U YE5U1N YE5U1.5N YE5U2N YE5U3N
YI5U3P YI5U2P YI5U1P YI5U YI5U1N YI5U1.5N YI5U2N YI5U3N
Threading
ß Helix Angle
Insert size
Toolholder
4.5° 3.5° 2.5° 1.5° 0.5° 0° -0.5° -1.5°
mm Inch Anvil Part Numbers
EX RH / IN LH
EX LH / IN RH
EX RH / IN LH
EX LH / IN RH
EX RH / IN LH
EX LH / IN RH
EX RH / IN LH
EX LH / IN RH
EX RH / IN LH
EX LH / IN RH
Helix angle - Tan
-1
u =
Lead of the Thread
Pitch/Effective Diameter x π
Calculation of thread helix angle for a given thread
1.5° Standard
Negative Helix
1.5° Standard
With the Stellram threading system, a wide range of
thread helix angles can be obtained without changing or
modifying toolholders. This is obtained by simply
changing the carbide anvil.
Most toolholders are produced with 1.5° helix machined
into the body. These tools are supplied with this angle
as standard.
Interchangeable anvils allow helix variations between
+4.5° and -1.5° with the insert cutting edge remaining
constant.
Negative helix angles are used for producing right hand
threads with left hand holders or left hand threads with
right hand holders.
Threading
Anvil Selection
Note: Standard toolholders are supplied with 1.5° helix angle as standard.
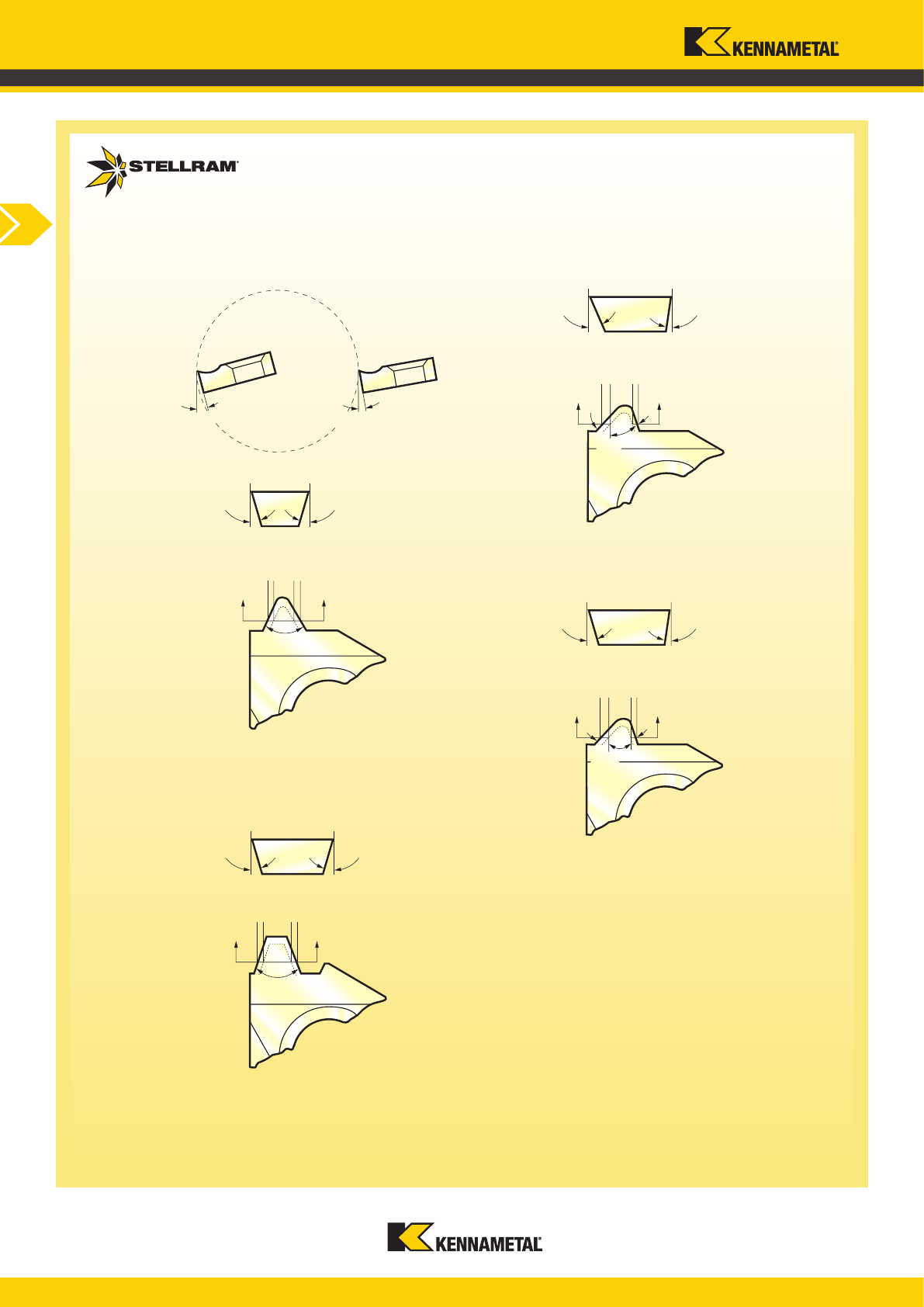
www.kennametal.com
C246
ω
ω
ω
α
ω
ω
α
α
ω
ω
α
α
ω
ω
α
α
ω
ω
ω
ω
ω
ω
ω
ω
ω
ω
α
ω
ω
α
α
ω
ω
α
α
ω
ω
α
α
ω
ω
ω
ω
ω
ω
ω
ω
ω
ω
α
ω
ω
α
α
ω
ω
α
α
ω
ω
α
α
ω
ω
ω
ω
ω
ω
ω
ω
ω
ω
α
ω
ω
α
α
ω
ω
α
α
ω
ω
α
α
ω
ω
ω
ω
ω
ω
ω
ω
ω
ω
α
ω
ω
α
α
ω
ω
α
α
ω
ω
α
α
ω
ω
ω
ω
ω
ω
ω
Threading
AMERICAN BUTTRESS
SAGE (DIN 513)
TRAPEZOIDAL
ACME
STUB ACME
ISO
UN
PARTIAL 60˚
NPT
EXTERNALINTERNAL
Flank Clearance Angle Selection
Threading
Anvil Selection
www.kennametal.com
C247
Threading Technical
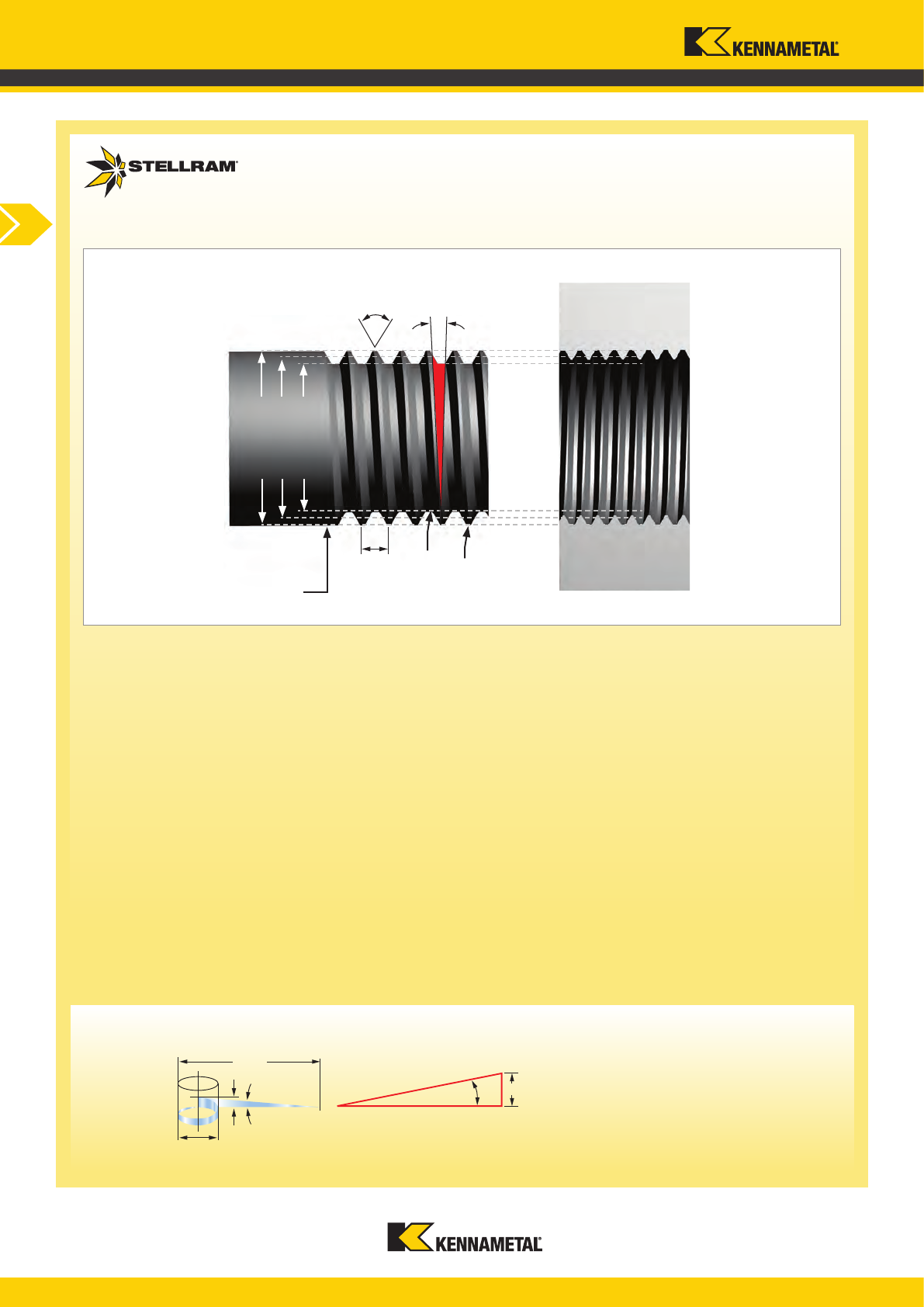
www.kennametal.com
C248
D
π x D
P
Threading
Helix Angle
Depth of Thread
π x Pitch Diameter
D = Pitch/Effected Diameter
P = Pitch or Lead
φ = Helix Angle
Helix
Angle
Thread
Angle
Crest
Root
Pitch
Minor Ø
Pitch Ø
Major Ø
Depth of Thread
Internal
Thread
External
Thread
Depth of Thread
The distance between the Crest and Root.
Pitch
The distance between two thread form peaks, defined
as TPI (thread per inch) in millimeters or as an inch
decimal.
Pitch or Effective Diameter
Is where the theoretical cylinder diameter cuts the
thread form, when the thread form width and groove
depth are equal, applies to parallel/straight threads
forms only.
Helix Angle: (Parallel/Straight Thread Forms)
Where the lead of the thread and the pitch diameter
cylinder form a right angle triangle. The helix angle is
the angle opposite the lead.
Major Diameter
The largest diameter of the thread form.
Minor or Root Diameter
The smallest diameter of the thread form.
Thread Angle
The included angle between the individual flanks.
Root
The inner most surface of the thread, connecting the
flanks.
Crest
The outer most surface of the thread, connecting the
flanks.
Threading Technical
Naming Nomenclature
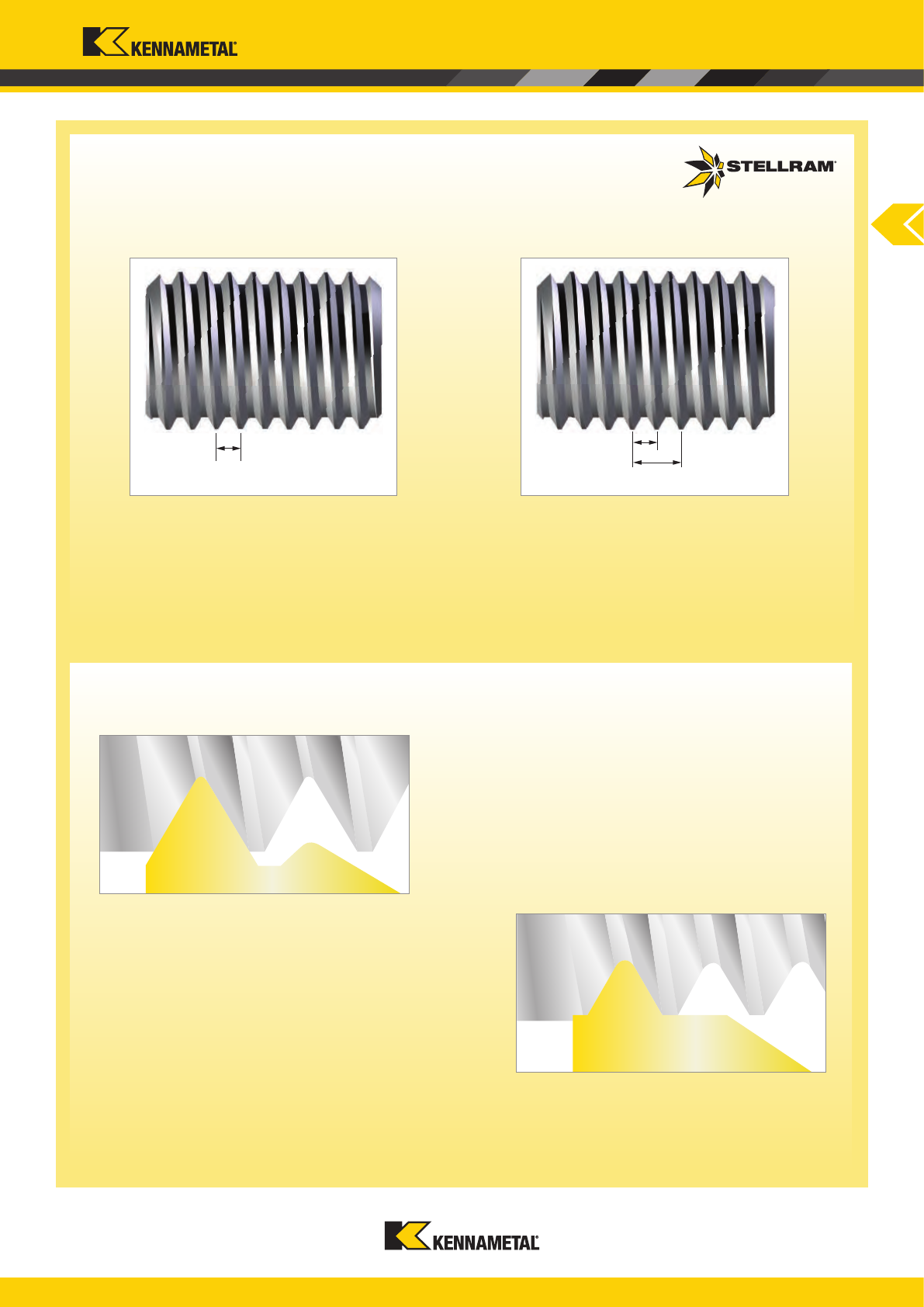
www.kennametal.com
C249
Threading
Threading Insert Prole Types
Pitch & Lead with Multi Start Thread
Lead
Pitch
Pitch
Full Prole
The full form insert controls the complete
thread prole by cresting/topping the form.
A different insert is required for each pitch.
Partial Prole
The partial prole insert does not crest or top
the outer diameter of the thread prole but, can
be used on multi thread pitches with the same
thread angle.
Lead =
Pitch x Number of starts
Or the distance travelled in
one rotation of the work-piece
Example for two start thread
Pitch =
Axial distance from one thread point to the
corresponding point on the next form
Threading Technical
Pitch & Lead / Profile Types
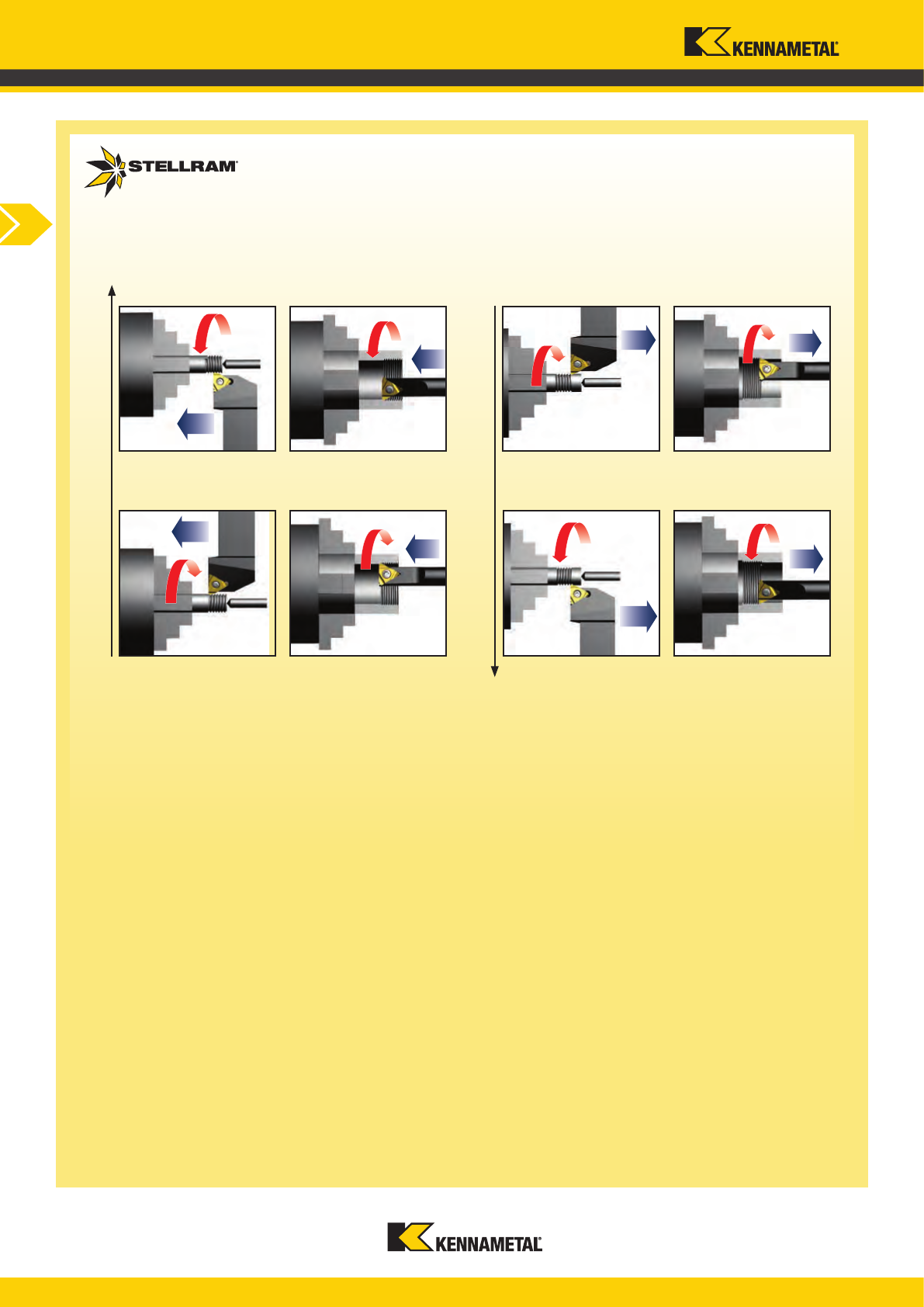
www.kennametal.com
C250
Threading
Direction of cut using LH & RH Tooling
Left Hand Thread / Right Hand Tooling
Right Hand Thread / Left Hand Tooling
Feed Direction Towards the Tailstock
Left Hand Thread / Left Hand Tooling
Right Hand Thread / Right Hand Tooling
Feed Direction Towards the Chuck
Threading Technical
Cutting Direction
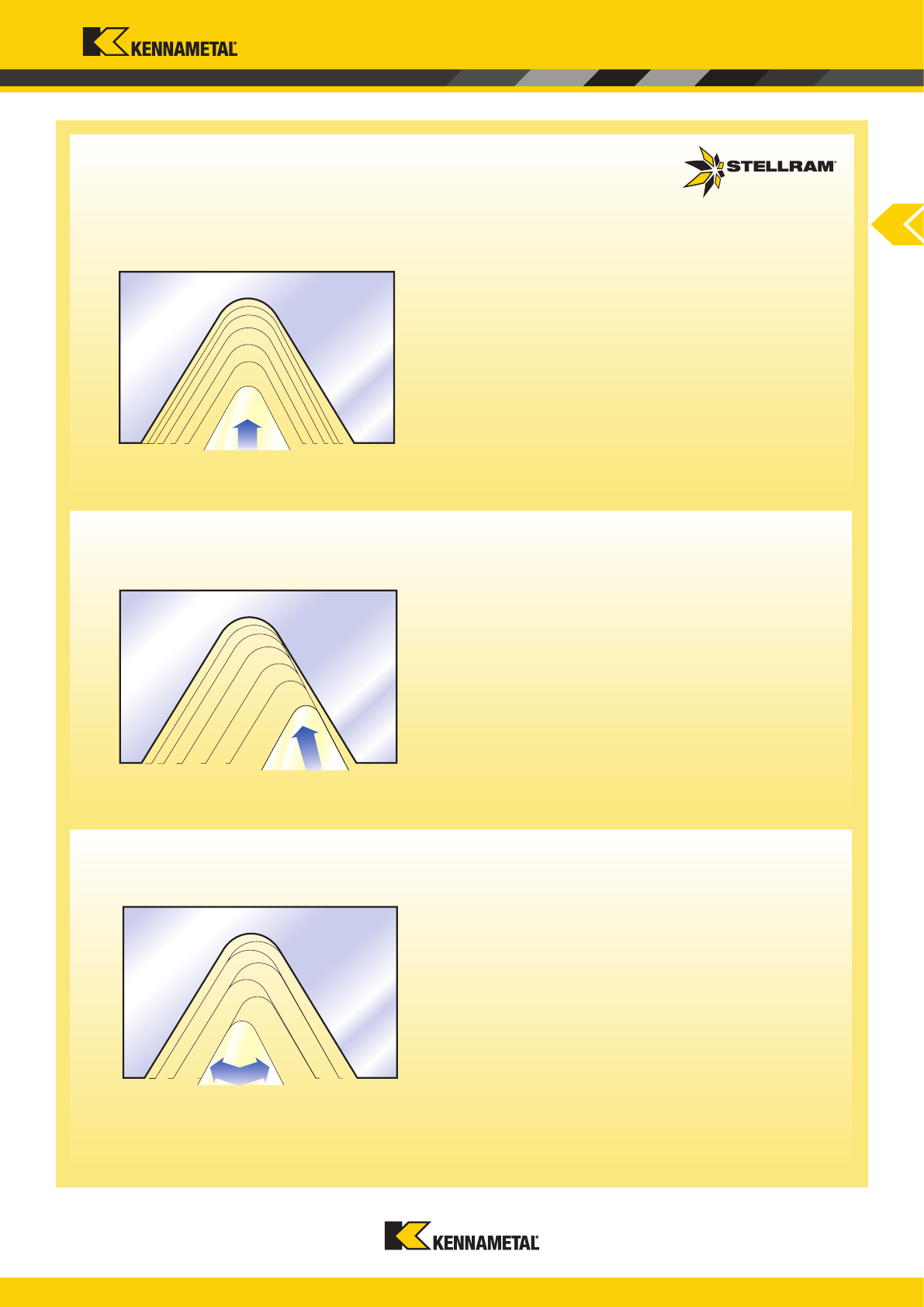
www.kennametal.com
C251
Threading
Alternating Flank In-Feed
Modified Flank In-Feed
Radial In-Feed
ALTERNATING FLANK IN-FEED
•
Recommended for large pitches, square ACME and
trapezoidal forms.
•
Recommended for long chipping materials.
•
Method divides the work between both flanks.
•
Results in equal wear.
•
Less cutting pressure.
•
Not available on all lathes.
MODIFIED FLANK IN-FEED
•
For threads greater than 1,5mm or 16 T.P.I.
•
Reduced cutting pressure on larger pitches.
•
Reduced chatter.
•
Directs chip away from the cutting edge.
•
Displaced in-feed angle improves surface finish.
•
First choice for internal threading.
RADIAL IN-FEED
•
Most commonly used method on manual lathes.
•
Equal wear on leading and trailing edge.
•
Good surface finish on trailing edge.
•
Use on work hardening materials.
•
Use on short chipping materials.
•
For pitches of less than 1,5mm or 16 T.P.I.
Threading Technical
In-Feed & Recommendations
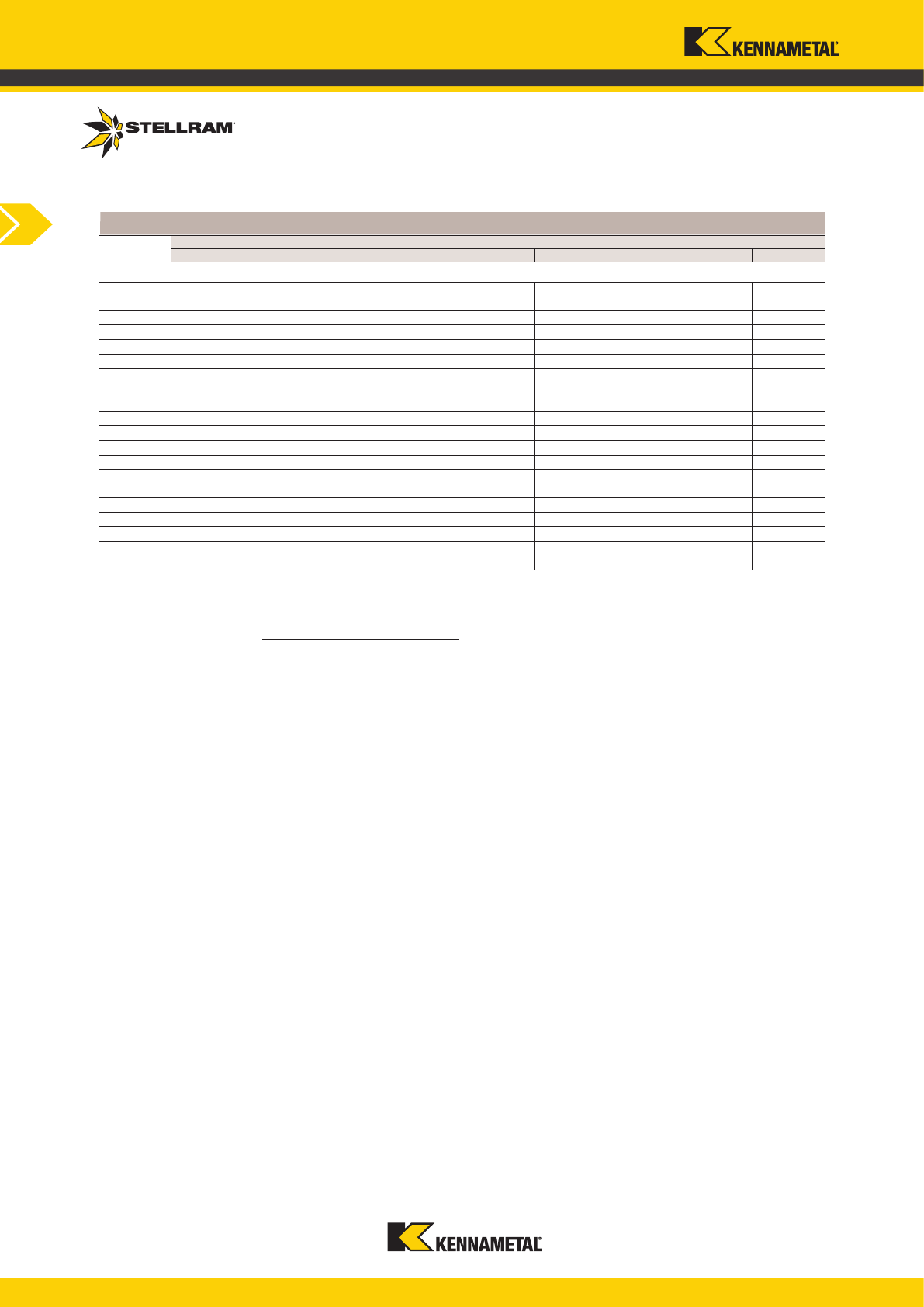
www.kennametal.com
C252
5 3° - 38' 4° - 33' 5° - 27' - - - - - -
6 3° - 2' 3° - 48' 4° - 33' 5° - 18' 6° - 33' - - - -
8 2° - 17' 2° - 51' 3° - 25' 3° - 59' 4° - 33' 6° - 49' - - -
10 1° - 49' 2° - 16' 2° - 44' 3° - 11' 3° - 39' 5° - 27' - - -
12 1° - 31' 1° - 54' 2° - 17' 2° - 39' 3° - 2' 4° - 33' - - -
14 1° - 18' 1° - 38' 1° - 57' 2° - 17' 2° - 36' 3° - 54' - - -
16 1° - 8' 1° - 42' 1° - 42' 2° - 0' 2° - 17' 3° - 25' - - -
18 1° - 1' 1° - 16' 1° - 31' 1° - 46' 2° - 2' 3° - 2' 4° - 3' - -
20 55´ 1° - 8' 1° - 22' 1° - 36' 1° - 49' 2° - 44' 3° - 39' - -
25 44´ 55´ 1° - 6' 1° - 16' 1° - 28' 2° - 11' 2° - 55' - -
30 36´ 46´ 55´ 1° - 4' 1° - 13' 1° - 49' 2° - 26' 3° - 2' 3° - 39'
35 31´ 39´ 47´ 55´ 1° - 3' 1° - 33' 2° - 5' 2° - 36' 3° - 8'
40 27´ 34´ 41´ 48´ 55´ - 1° - 49' 2° - 17' 2° - 44'
45 24´ 30´ 36´
43´ 48´ 1° - 13' 1° - 37' 2° - 2' 2° - 26'
50 - - - 38´ 44´ 1° - 6' 1° - 28' 1° - 49' 2° - 11'
60 - - - - 36´ 55´ 1° - 13' 1° - 31' 1° - 49'
70 - - 23´ - 31´ 47´ 1° - 3' 1° - 18' 1° - 34'
80 - - - - - 41´ 55´ 1° - 8' 1° - 22'
90 - - - 21´ 24´ 36´ 48´ 1° - 1' 1° - 13'
Threading
Helix angle - Tan
-1
u = Lead of the Thread
Pitch / Effective Diameter x π
Calculation of thread helix angle for a given Thread
Outside
Diameter
mm
Pitch
1 1,25 1,5 1,75 2 3 4 5 6
Helix Angles (Degrees and Minutes)
Helix Angle Calculation (mm)
Threading Technical
Helix Angle Calculation Tables
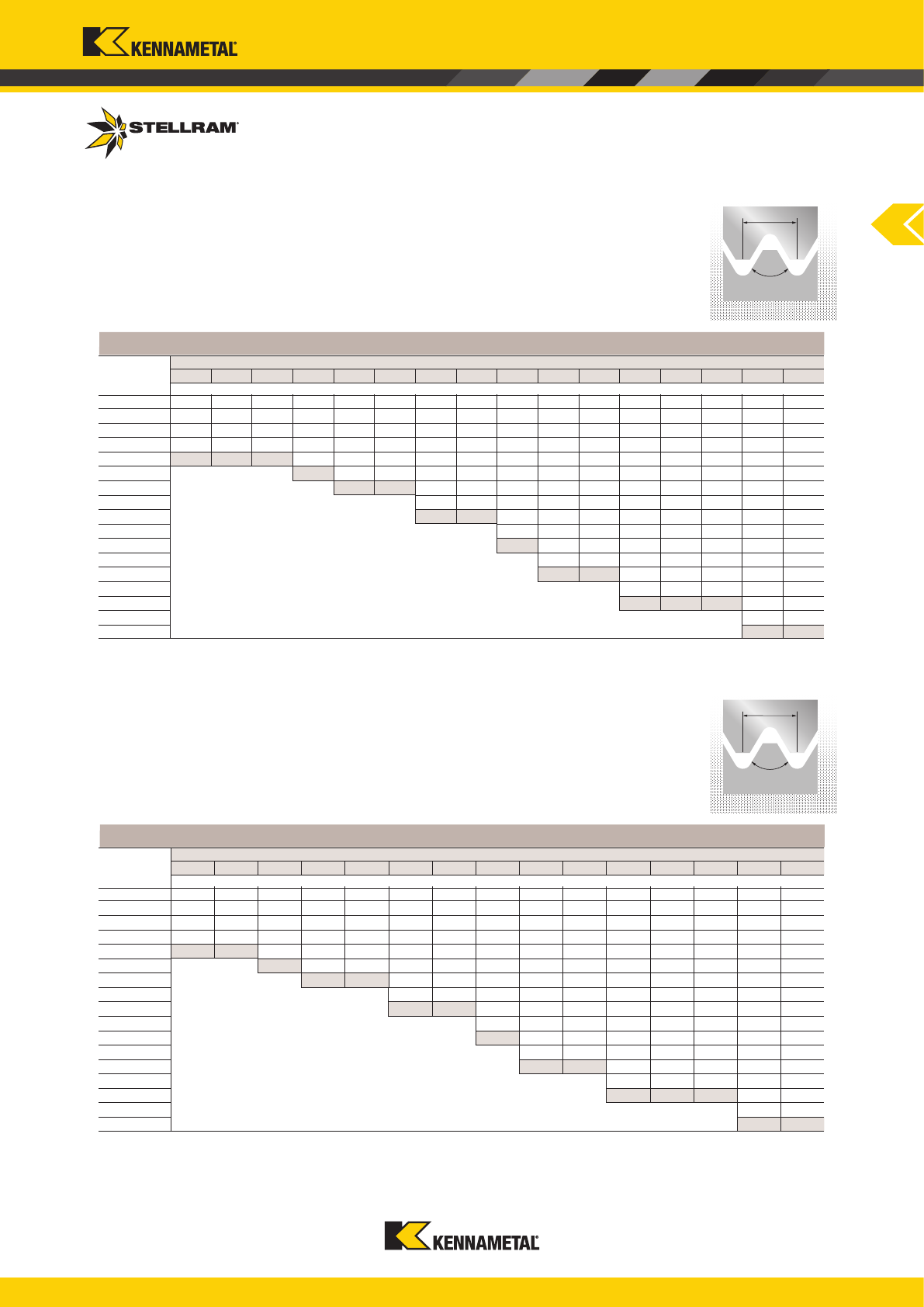
www.kennametal.com
C253
60°
60°
1 0,102 0,178 0,178 0,178 0,178 0,229 0,229 0,254 0,279 0,279 0,330 0,330 0,381 0,406 0,432 0,457
2 0,102 0,152 0,152 0,178 0,178 0,203 0,203 0,229 0,254 0,254 0,305 0,330 0,330 0,381 0,406 0,432
3 0,076 0,102 0,127 0,127 0,152 0,178 0,152 0,178 0,203 0,203 0,254 0,254 0,279 0,330 0,330 0,356
4 0,076 0,076 0,076 0,102 0,127 0,152 0,152 0,152 0,178 0,178 0,203 0,229 0,229 0,279 0,279 0,305
5
0,356 0,508 0,533
0,076 0,102 0,127 0,127 0,152 0,152 0,152 0,178 0,178 0,229 0,229 0,229 0,279
6
0,660
0,076 0,076 0,102 0,127 0,127 0,152 0,178 0,178 0,203 0,229 0,229 0,229
7
0,813 0,965
0,102 0,102 0,127 0,127 0,152 0,152 0,178 0,203 0,203 0,229
8 0,076 0,076 0,102 0,127 0,152 0,152 0,178 0,178 0,178 0,203
9
1,143 1,270
0,102 0,127 0,152 0,152 0,152 0,178 0,178 0,203
10 0,076 0,102 0,127 0,127 0,152 0,178 0,178 0,178
11
1,600
0,102 0,102 0,127 0,152 0,152 0,152 0,178
12 0,076 0,076 0,127 0,127 0,152 0,152 0,152
13
1,880 2,210
0,102 0,127 0,127 0,127 0,152
14 0,076 0,102 0,102 0,127 0,152
15
2,515 2,819 3,124
0,127 0,127
16 0,102 0,102
3,429 3,734
1 0,102 0,178 0,178 0,203 0,254 0,229 0,254 0,279 0,279 0,305 0,330 0,356 0,381 0,381 0,406
2 0,102 0,127 0,152 0,178 0,203 0,203 0,229 0,229 0,229 0,279 0,305 0,330 0,356 0,356 0,406
3 0,076 0,102 0,102 0,127 0,152 0,152 0,178 0,178 0,203 0,229 0,229 0,279 0,305 0,305 0,356
4 0,076 0,076 0,102 0,102 0,102 0,127 0,152 0,152 0,152 0,203 0,203 0,229 0,254 0,254 0,279
5
0,356 0,483
0,076 0,102 0,102 0,102 0,127 0,152 0,152 0,178 0,178 0,203 0,229 0,229 0,229
6
0,610
0,076 0,076 0,102 0,102 0,127 0,152 0,152 0,152 0,178 0,203 0,203 0,229
7
0,787 0,889
0,102 0,102 0,102 0,127 0,152 0,152 0,152 0,178 0,178 0,203
8 0,076 0,076 0,102 0,102 0,152 0,152 0,152 0,152 0,178 0,178
9
1,092 1,219
0,102 0,102 0,127 0,127 0,152 0,152 0,152 0,178
10 0,076 0,102 0,102 0,127
0,152 0,152 0,152 0,152
11
1,499
0,102 0,102 0,102 0,127 0,152 0,152 0,152
12 0,076 0,076 0,102 0,127 0,152 0,152 0,152
13
1,778 2,057
0,102 0,102 0,127 0,152 0,152
14 0,076 0,102 0,102 0,127 0,152
15
2,337 2,642 2,896
0,127 0,127
16 0,102 0,102
3,200 3,454
Threading
Number of
Passes
Pitch (mm)
0,5 0,75 1,0 1,25 1,5 1,75 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0
Radial in-feed per pass (mm)
I.S.O Metric (ISO) 60°, Internal (mm)
Last pass equals total depth of thread.
Last pass equals total depth of thread.
Number of
Passes
Pitch (mm)
0,5 0,75 0,8 1,0 1,25 1,5 1,75 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0
Radial in-feed per pass (mm)
I.S.O Metric (ISO) 60°, External (mm)
Threading
The table below provides recommendations for depths of cut for the different passes.
These recommendations are intended as starting values for machining in steel and
include stock 0,020mm - 0,075mm above crest. The suitable number of passes must
be determined by optimom trials.
Threading Technical
In-Feed Recommendations
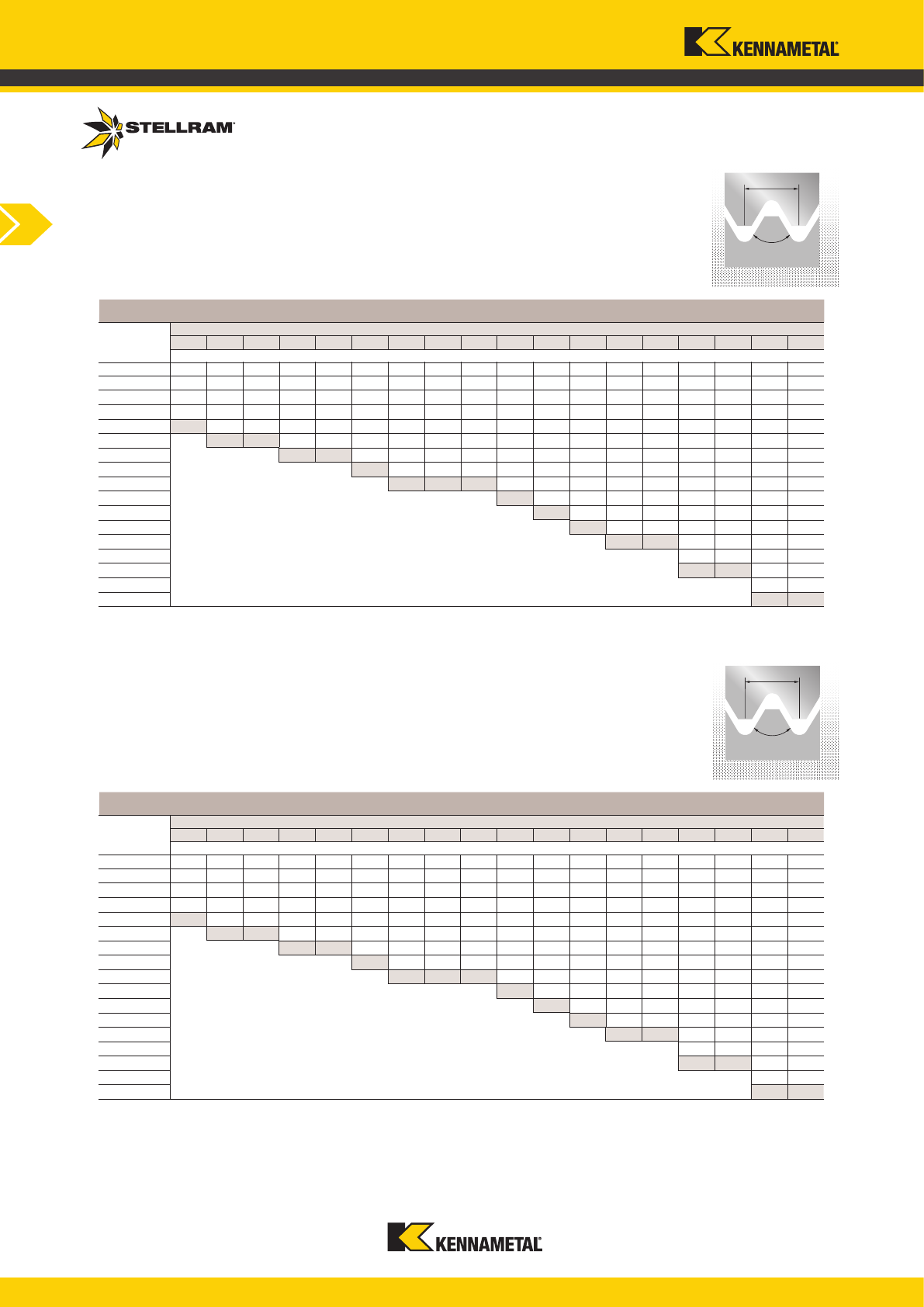
www.kennametal.com
C254
60°
60°
1 0,178 0,178 0,178 0,203 0,229 0,229 0,229 0,254 0,279 0,279 0,279 0,279 0,305 0,330 0,356 0,406 0,406 0,457
2 0,152 0,152 0,152 0,178 0,178 0,178 0,203 0,229 0,229 0,229 0,229 0,229 0,279 0,305 0,330 0,356 0,406 0,432
3 0,102 0,102 0,152 0,127 0,152 0,152 0,152 0,152 0,178 0,178 0,152 0,178 0,203 0,229 0,229 0,305 0,330 0,356
4 0,076 0,102 0,102 0,102 0,127 0,127 0,152 0,152 0,152 0,152 0,152 0,152 0,178 0,203 0,203 0,254 0,254 0,305
5
0,508
0,076 0,076 0,102 0,102 0,102 0,102 0,127 0,127 0,152 0,152 0,152 0,152 0,178 0,178 0,229 0,229 0,254
6
0,610 0,660
0,076 0,076 0,102 0,102 0,102 0,102 0,127 0,127 0,152 0,152 0,152 0,152 0,203 0,203 0,229
7
0,787 0,864
0,076 0,102 0,102 0,102 0,102 0,102 0,127 0,127 0,152 0,152 0,178 0,178 0,229
8
0,940
0,076 0,076 0,076
0,102 0,102 0,102 0,102 0,152 0,152 0,178 0,178 0,178
9
1,118 1,194 1,245
0,076 0,102 0,102 0,102 0,127 0,152 0,152 0,178 0,178
10
1,397
0,076 0,102 0,102 0,127 0,127 0,152 0,152 0,178
11
1,499
0,076 0,102 0,102 0,127 0,152 0,152 0,178
12
1,651
0,076 0,076 0,102 0,152 0,152 0,152
13
1,880 2,134
0,102 0,127 0,152 0,152
14 0,102 0,102 0,127 0,152
15
2,464 2,946
0,127 0,127
16 0,102 0,102
3,277 3,658
1 0,178 0,178 0,178 0,203 0,229 0,229 0,229 0,254 0,279 0,279 0,279 0,279 0,305 0,356 0,356 0,432 0,406 0,483
2 0,152 0,152 0,178 0,178 0,203 0,203 0,229 0,229 0,229 0,254 0,229 0,229 0,254 0,330 0,330 0,406 0,381 0,432
3 0,127 0,127 0,152 0,152 0,152 0,152 0,178 0,178 0,203 0,203 0,203 0,203 0,229 0,254 0,254 0,330 0,330 0,356
4 0,076 0,102 0,127 0,127 0,152 0,152 0,152 0,152 0,152 0,178 0,178 0,178 0,178 0,229 0,229 0,279 0,279 0,330
5
0,533
0,076 0,076 0,102 0,127 0,127 0,127 0,152 0,152 0,152 0,152 0,152 0,178 0,178 0,203 0,229 0,254 0,305
6
0,635 0,711
0,076 0,076 0,102 0,102 0,127 0,152 0,152 0,152 0,152 0,152 0,178 0,178 0,229 0,229 0,254
7
0,838 0,940
0,076 0,102 0,102 0,127 0,127 0,152 0,152 0,152 0,152 0,178 0,203 0,203 0,229
8
1,041
0,076 0,076 0,076
0,102 0,127 0,127 0,152 0,152 0,152 0,178 0,203 0,229
9
1,194 1,270 1,372
0,076 0,102 0,127 0,127 0,152 0,152 0,178 0,178 0,229
10
1,499
0,076 0,102 0,127 0,127 0,152 0,178 0,178 0,203
11
1,651
0,076 0,102 0,102 0,152 0,178 0,152 0,178
12
1,778
0,076 0,076 0,127 0,152 0,152 0,178
13
2,032 2,286
0,102 0,127 0,152 0,152
14 0,102 0,102 0,152 0,152
15
2,667 3,200
0,152 0,127
16 0,127 0,102
3,531 3,937
Threading
Number of
Passes
T.P.I.
32 28 24 20 18 16 14 13 12 11 10 9 8 7 6 5 4.5 4
Radial in-feed per pass (mm)
UNIFIED (UN) 60°, External (mm)
Last pass equals total depth of thread.
Number of
Passes
T.P.I.
32 28 24 20 18 16 14 13 12 11 10 9 8 7 6 5 4.5 4
Radial in-feed per pass (mm)
UNIFIED (UN) 60°, Internal (mm)
Last pass equals total depth of thread.
Threading Technical
In-Feed Recommendations
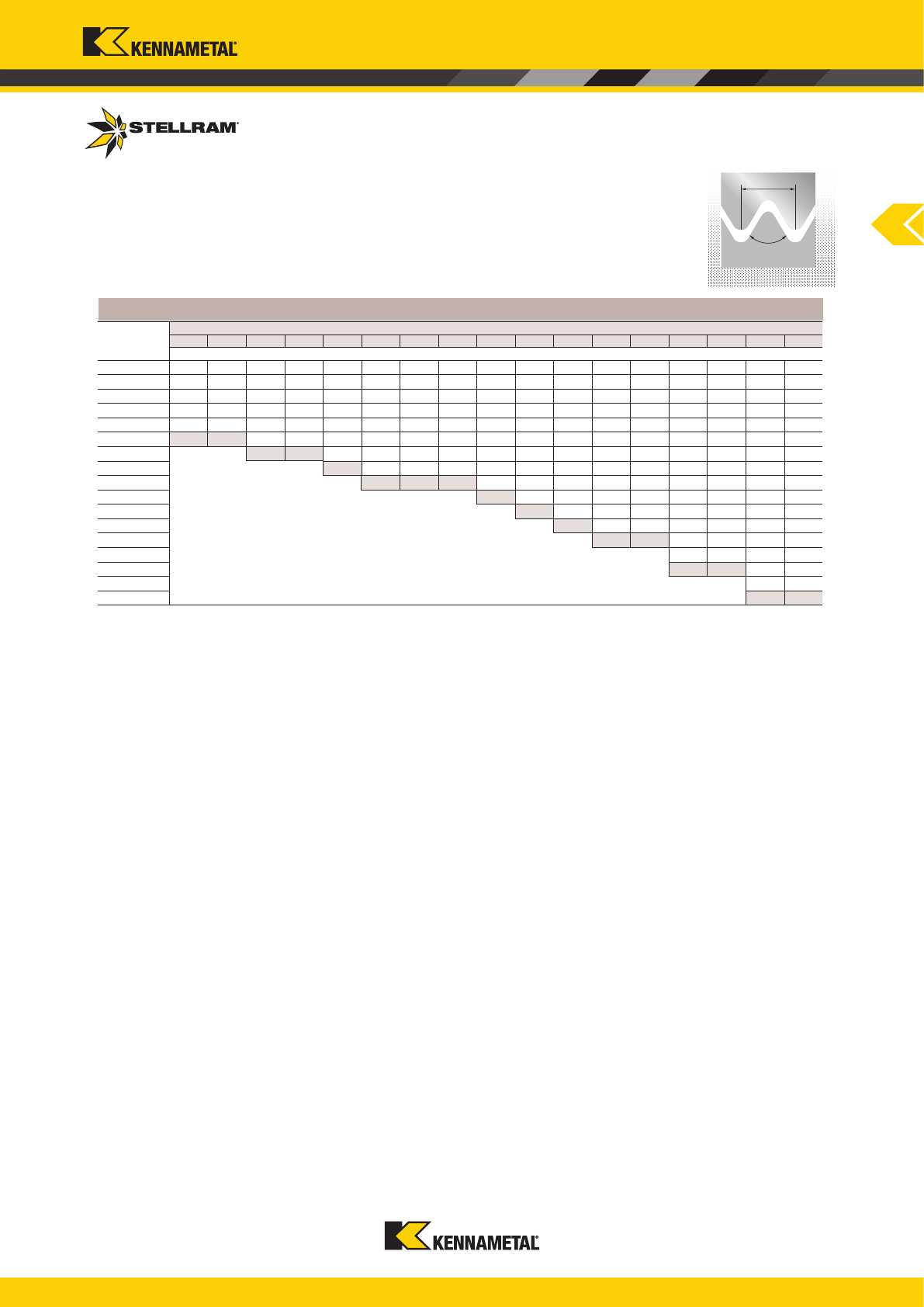
www.kennametal.com
C255
55°
P
1 0,203 0,203 0,203 0,229 0,229 0,203 0,254 0,279 0,279 0,305 0,279 0,305 0,356 0,356 0,381 0,406 0,457
2 0,178 0,152 0,203 0,203 0,203 0,203 0,229 0,254 0,254 0,254 0,229 0,279 0,305 0,305 0,381 0,406 0,432
3 0,127 0,152 0,152 0,152 0,178 0,152 0,178 0,203 0,203 0,203 0,229 0,229 0,279 0,279 0,356 0,356 0,356
4 0,102 0,102 0,127 0,127 0,152 0,152 0,152 0,178 0,178 0,178 0,203 0,203 0,229 0,254 0,305 0,305 0,330
5 0,076 0,076 0,102 0,127 0,127 0,127 0,127 0,152 0,152 0,152 0,178 0,178 0,203 0,203 0,279 0,279 0,330
6
0,635 0,686
0,076 0,076 0,102 0,127 0,127 0,152 0,152 0,127 0,152 0,152 0,203 0,203 0,254 0,254 0,279
7
0,864 0,914
0,076 0,102 0,102 0,127 0,127 0,127 0,152 0,152 0,178 0,203 0,229 0,229 0,279
8
1,067
0,076 0,076 0,076 0,127 0,127 0,127 0,152 0,152
0,178 0,203 0,229 0,254
9
1,143 1,245 1,422
0,076 0,127 0,127 0,127 0,152 0,152 0,203 0,203 0,254
10
1,549
0,076 0,127 0,127 0,152 0,152 0,203 0,178 0,229
11
1,676
0,076 0,127 0,127 0,152 0,178 0,178 0,203
12
1,880
0,076 0,076 0,152 0,152 0,152 0,203
13
2,108 2,413
0,127 0,127 0,152 0,178
14 0,102 0,102 0,152 0,152
15
2,819 3,353
0,147 0,127
16 0,102 0,102
3,708 4,166
Threading
Number of
Passes
T.P.I.
28 26 20 19 18 16 14 12 11 10 9 8 7 6 5 4.5 4
Radial in-feed per pass (mm)
Whitworth (mm)
Last pass equals total depth of thread.
Threading Technical
In-Feed Recommendations
www.kennametal.com
C256
P
60°
P
60°
1 0,178 0,178 0,178 0,203 0,229 0,229 0,229 0,279 0,279 0,305
2 0,152 0,152 0,152 0,178 0,203 0,203 0,203 0,229 0,229 0,279
3 0,127 0,102 0,152 0,152 0,152 0,152 0,152 0,203 0,203 0,203
4 0,076 0,102 0,102 0,102 0,127 0,127 0,127 0,152 0,152 0,178
5
0,533
0,076 0,076 0,102 0,102 0,102 0,127 0,152 0,152 0,152
6
0,610 0,660
0,076 0,076 0,102 0,102 0,102 0,127 0,152
7
0,813 0,889
0,076 0,102 0,102 0,127 0,127
8
0,991
0,076 0,076 0,102 0,127
9
1,118 1,295
0,102 0,127
10 0,076 0,102
11
1,549
0,102
12 0,076
1,930
1 0,2286 0,254
2 0,2032 0,2286
3 0,1524 0,1778
4 0,1524 0,1524
5 0,127 0,127
6 0,0762 0,127
7
0,9398
0,1016
8 0,0762
1,2446
Threading
Number of
Passes
Ptich (mm)
1,0 1,5 1,75 2,0
Radial in-feed per pass (mm)
Metric “J” for Aircraft (MJ), External (mm)
Last pass equals total depth of thread.
Number of
Passes
T.P.I.
32 28 24 20 18 16 14 12 10 8
Radial in-feed per pass (mm)
UNIFIED “J” for Aircraft (UNJ), External (mm)
Last pass equals total depth of thread.
Threading Technical
In-Feed Recommendations
www.kennametal.com
C257
P
60°
P
60°
1 0,178 0,229 0,254 0,254 0,254
2 0,152 0,203 0,229 0,254 0,229
3 0,127 0,152 0,152 0,203 0,229
4 0,102 0,127 0,152 0,152 0,203
5 0,102 0,102 0,127 0,152 0,178
6 0,076 0,102 0,127 0,127 0,152
7
0,737
0,102 0,102 0,102 0,152
8 0,076 0,102 0,102 0,152
9
1,092
0,102 0,102 0,127
10 0,076 0,102 0,127
11
1,422
0,102 0,127
12 0,076 0,127
13
1,727
0,102
14 0,102
15 0,102
16 0,102
2,464
1 0,203 0,229 0,229 0,229 0,254
2 0,152 0,178 0,203 0,203 0,229
3 0,127 0,152 0,178 0,178 0,203
4 0,102 0,152 0,152 0,152 0,203
5 0,102 0,127 0,152 0,152 0,178
6 0,076 0,127 0,127 0,152 0,178
7
0,762
0,102 0,127 0,152 0,178
8 0,076 0,102 0,127 0,178
9
1,143
0,102 0,127 0,152
10 0,076 0,102 0,152
11
1,448
0,102 0,152
12 0,076 0,127
13
1,753
0,127
14 0,102
15 0,076
2,489
Threading
Number of
Passes
T.P.I.
27 18 14 11.5 8
Radial in-feed per pass (mm)
National Pipe Taper ( NPT ) External & Internal (mm)
Last pass equals total depth of thread.
Number of
Passes
T.P.I.
27 18 14 11.5 8
Radial in-feed per pass (mm)
National Pipe Taper Dryseal ( NPTF ) External and Internal (mm)
Last pass equals total depth of thread.
Threading Technical
In-Feed Recommendations
www.kennametal.com
C258
P
30°
55°
P
1 0,178 0,229 0,254 0,254 0,279
2 0,152 0,203 0,203 0,229 0,279
3 0,127 0,152 0,178 0,203 0,229
4 0,102 0,127 0,152 0,178 0,203
5 0,076 0,127 0,127 0,152 0,178
6
0,660
0,076 0,127 0,152 0,152
7
0,914
0,102 0,127 0,152
8 0,076 0,127 0,152
9
1,219
0,076 0,127
10
1,499
0,127
11 0,127
12 0,076
2,083
1 0,229 0,229 0,279 0,356
2 0,229 0,229 0,254 0,330
3 0,203 0,203 0,229 0,305
4 0,203 0,203 0,229 0,279
5 0,152 0,178 0,203 0,279
6 0,127 0,152 0,203 0,254
7 0,102 0,152 0,178 0,254
8 0,076 0,127 0,152 0,229
9
1,321
0,102 0,152 0,203
10 0,076 0,127 0,178
11
1,651
0,102 0,152
12 0,076 0,127
13
2,184
0,127
14 0,102
3,200
Threading
Number of
Passes
T.P.I.
10 8 6 4
Radial in-feed per pass (mm)
Round DIN 405, External & Internal (mm)
Last pass equals total depth of thread.
Number of
Passes
T.P.I.
27 18 14 11.5 8
Radial in-feed per pass (mm)
British Standard Pipe Taper ( BSPT ) External & Internal (mm)
Last pass equals total depth of thread.
Threading Technical
In-Feed Recommendations
www.kennametal.com
C259
29°
P
30°
1 0,229 0,254 0,279 0,279 0,305 0,356 0,356 0,381
2 0,203 0,229 0,229 0,229 0,305 0,330 0,330 0,330
3 0,152 0,178 0,203 0,229 0,254 0,305 0,305 0,330
4 0,127 0,152 0,152 0,203 0,229 0,279 0,279 0,330
5 0,102 0,127 0,152 0,178 0,203 0,254 0,254 0,279
6 0,076 0,127 0,127 0,178 0,203 0,254 0,254 0,279
7
0,889
0,102 0,127 0,152 0,203 0,203 0,254 0,254
8 0,076 0,102 0,152 0,203 0,203 0,229 0,254
9
1,245
0,102 0,152 0,178 0,203 0,203 0,229
10 0,102 0,152 0,152 0,203 0,203 0,229
11 0,102 0,127 0,152 0,178 0,203 0,229
12 0,076 0,127 0,127 0,152 0,203 0,203
13
1,753
0,102 0,127 0,152 0,178 0,203
14
2,261
0,102 0,152 0,178 0,178
15
2,743
0,152 0,178 0,178
16 0,127 0,127 0,178
17
3,505 3,734
0,152
18 0,152
19 0,127
4,496
1 0,229 0,229 0,254 0,254 0,279 0,330 0,356 0,356 0,381
2 0,203 0,203 0,203 0,229 0,254 0,279 0,330 0,330 0,356
3 0,178 0,178 0,178 0,203 0,203 0,229 0,254 0,305 0,330
4 0,152 0,152 0,152 0,178 0,178 0,203 0,229 0,279 0,279
5 0,127 0,127 0,127 0,152 0,152 0,178 0,229 0,254 0,279
6 0,076 0,102 0,127 0,127 0,127 0,178 0,203 0,254 0,279
7
0,965
0,076 0,102 0,127 0,127 0,152 0,203 0,203 0,279
8
1,067
0,102 0,102 0,127 0,152 0,203 0,203 0,254
9
1,245
0,102 0,127 0,152 0,178 0,203 0,229
10 0,102 0,102 0,152 0,152 0,178 0,229
11
1,575
0,102 0,152 0,152 0,178 0,229
12 0,102 0,127 0,152 0,152 0,203
13
1,880
0,102 0,127 0,152 0,203
14
2,515
0,102 0,152 0,178
15
2,845
0,152 0,178
16 0,127 0,178
17
3,480
0,178
18 0,152
19 0,127
4,521
Threading
Number of
Passes
T.P.I.
16 14 12 10 8 6 5 4 3
Radial in-feed per pass (mm)
ACME (mm)
Last pass equals total depth of thread.
Number of
Passes
Ptich (mm)
1,5 2 3 4 5 6 7 8
Radial in-feed per pass (mm)
Trapezoidal DIN 103 (mm)
Last pass equals total depth of thread.
Threading Technical
In-Feed Recommendations
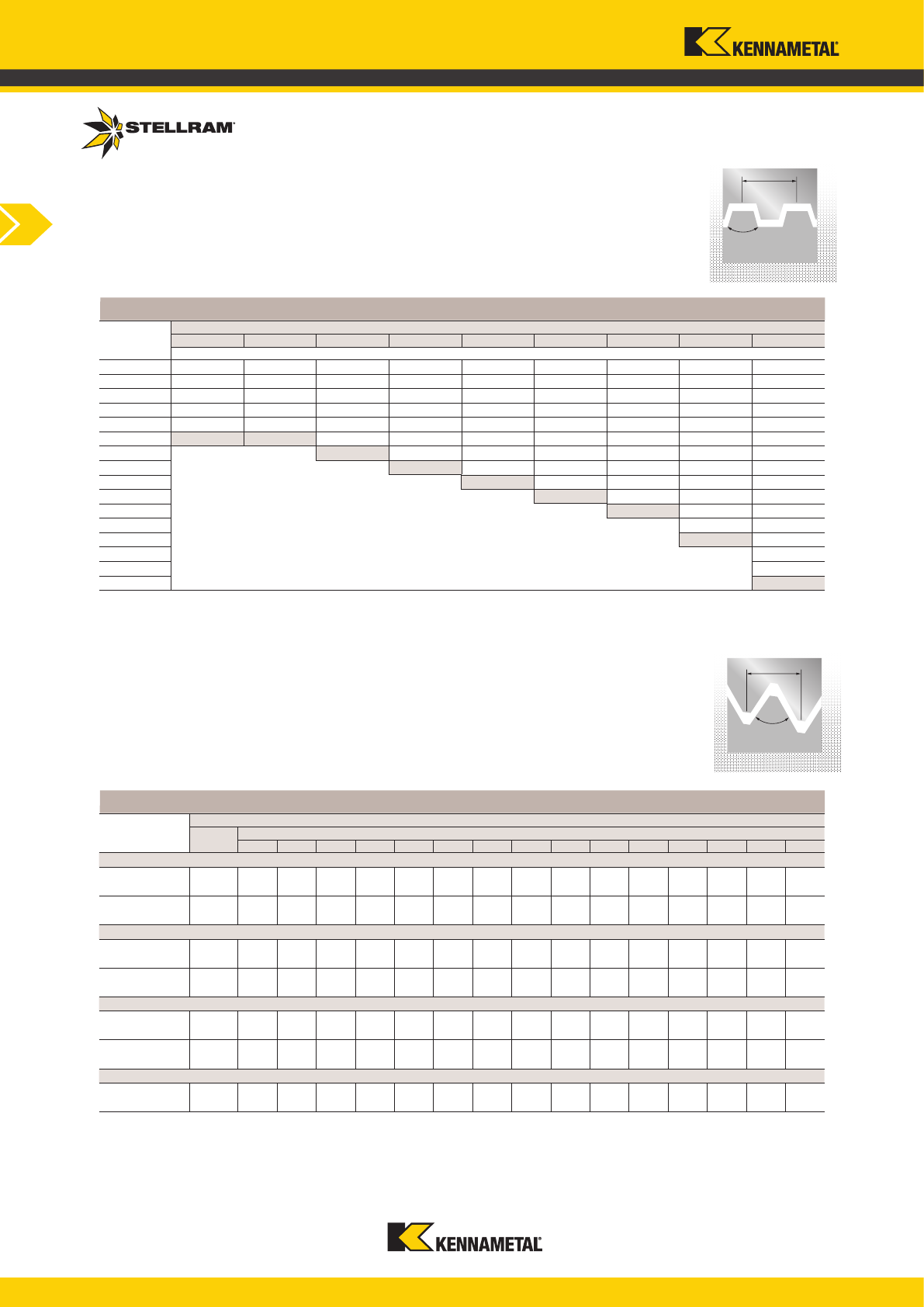
www.kennametal.com
C260
60°
P
29°
P
1 0,203 0,229 0,229 0,229 0,254 0,279 0,279 0,305 0,356
2 0,152 0,178 0,178 0,203 0,203 0,203 0,254 0,279 0,279
3 0,127 0,152 0,152 0,178 0,203 0,203 0,203 0,254 0,279
4 0,102 0,127 0,127 0,152 0,178 0,178 0,203 0,203 0,229
5 0,102 0,102 0,102 0,152 0,152 0,152 0,178 0,203 0,203
6
0,686 0,787
0,102 0,127 0,152 0,152 0,152 0,178 0,203
7
0,889
0,102 0,127 0,152 0,152 0,152 0,203
8
1,143
0,102 0,127 0,152 0,152 0,203
9
1,372
0,102 0,127 0,127 0,178
10
1,549
0,102 0,127 0,152
11
1,803
0,102 0,127
12 0,102 0,127
13
2,184
0,127
14 0,102
15 0,102
3,099
API Rd
16ER10APIRD
1,448 0,279 0,203 0,152 0,152 0,127 0,127 0,127 0,102 0,102 0,076 - - - - -
16IR10APIRD
16ER8APIRD
1,854 0,279 0,229 0,203 0,152 0,152 0,152 0,127 0,127 0,127 0,127 0,102 0,076 - - -
16IR8APIRD
API-V-0.038R
22ER4API382
3,175 0,457 0,381 0,381 0,330 0,305 0,305 0,254 0,254 0,203 0,127 0,102 0,076 - - -
22IR4API382
22ER4API383
3,175 0,457 0,381 0,381 0,330 0,305 0,305 0,254 0,254 0,203 0,127 0,102 0,076 - - -
22IR4API383
API-V-0.050
27ER4API502
3,861 0,457 0,381 0,356 0,330 0,305 0,305 0,279 0,254 0,254 0,229 0,203 0,203 0,127 0,102 0,076
27IR4API502
27ER4API503
3,835 0,457 0,381 0,356 0,330 0,305 0,279 0,279 0,254 0,254 0,229 0,203 0,203 0,127 0,102 0,076
27IR4API503
API-V-0.040
22ER5API403
3,073 0,432 0,381 0,381 0,330 0,279 0,279 0,254 0,254 0,178 0,127 0,102 0,076 - - -
22IR5API403
Threading
API Thread Forms
No. of passes/radial in-feed per pass (mm)
Total
In-Feed
Passes
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
API Thread Forms (mm)
Number of
Passes
T.P.I.
16 14 12 10 8 6 5 4 3
Radial in-feed per pass (mm)
STUB-ACME (mm)
Last pass equals total depth of thread.
Threading Technical
In-Feed Recommendations
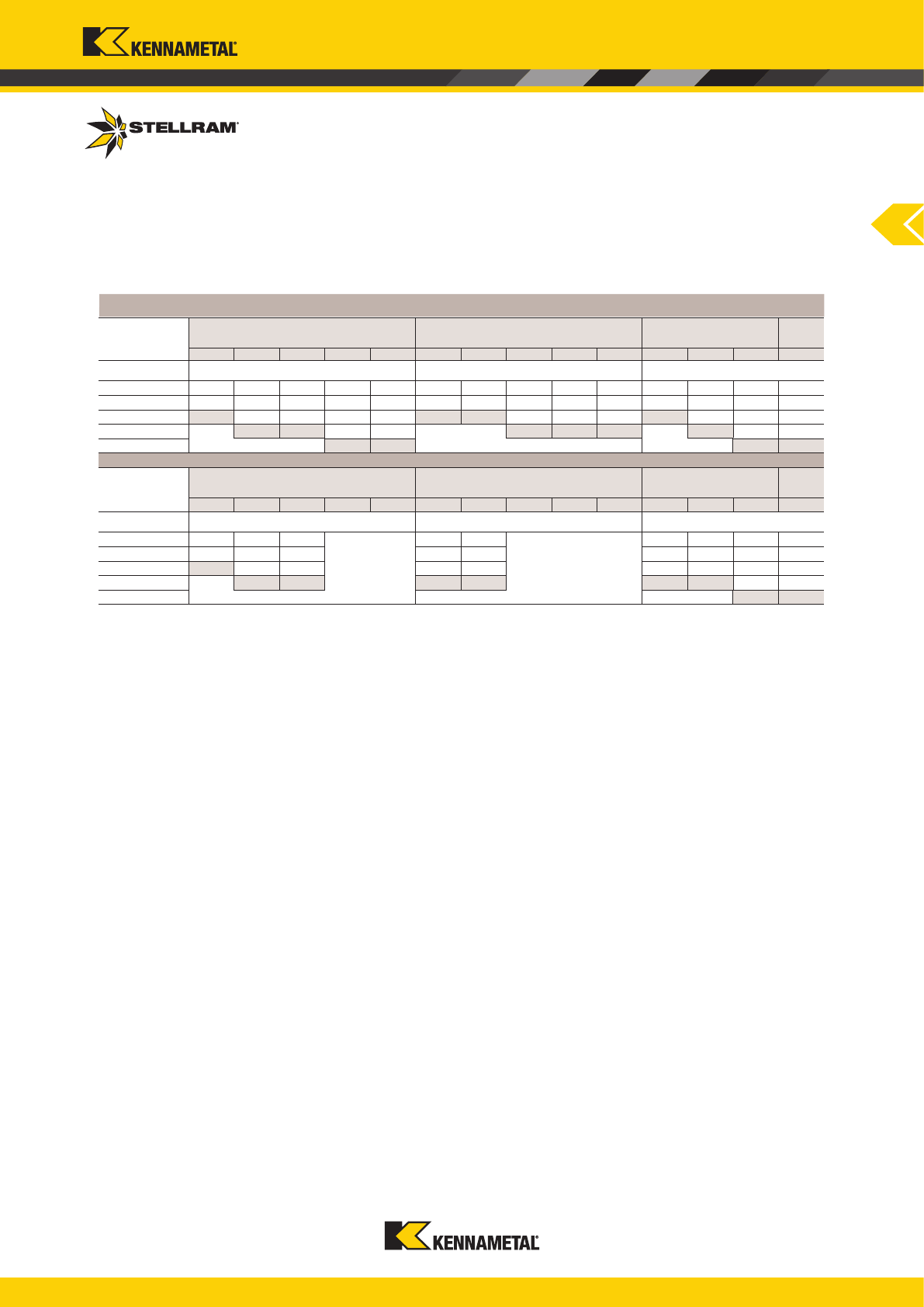
www.kennametal.com
C261
1 0,356 0,356 0,483 0,457 0,559 0,432 0,483 0,381 0,432 0,533 0,483 0,483 0,457 0,508
2 0,330 0,330 0,483 0,432 0,533 0,381 0,432 0,356 0,406 0,483 0,432 0,432 0,432 0,019
3
0,686
0,279 0,330 0,406 0,483
0,813 0,914
0,279 0,330 0,356
0,914
0,330 0,381 0,432
4
0,965 1,295
0,279 0,330
1,016 1,168 1,372 1,245
0,279 0,254
1,575 1,905 1,549 1,676
1 0,330 0,330 0,457 0,356 0,483 0,356 0,483 0,457 0,508
2 0,305 0,305 0,432 0,330 0,432 0,305 0,432 0,432 0,483
3
0,635
0,254 0,330 0,254 0,330 0,254 0,330 0,381 0,432
4
0,889 1,219 0,940 1,245 0,914 1,245
0,279 0,254
1,549 1,676
Threading
External
Metric 60° (I.S.O) Pitch (mm) Unied 60° (UN) T.P.I Whitworth (W) T.P.I
NPT
T.P.I
1,0 1,5 2,0 2,5 3,0 20 18 16 14 12 19 14 11 11.5
Number of Passes Radial in-feed per pass (mm) Radial in-feed per pass (mm) Radial in-feed per pass (mm)
Multi-Tooth Inserts (mm)
Internal
Metric 60° (I.S.O) Pitch (mm) Unied 60° (UN) T.P.I Whitworth (W) T.P.I
NPT
T.P.I
1,0 1,5 2,0 2,5 3,0 20 18 16 14 12 19 14 11 11.5
Number of Passes Radial in-feed per pass (mm) Radial in-feed per pass (mm) Radial in-feed per pass (mm)
Last pass equals total depth of thread.
Threading Technical
In-Feed Recommendations
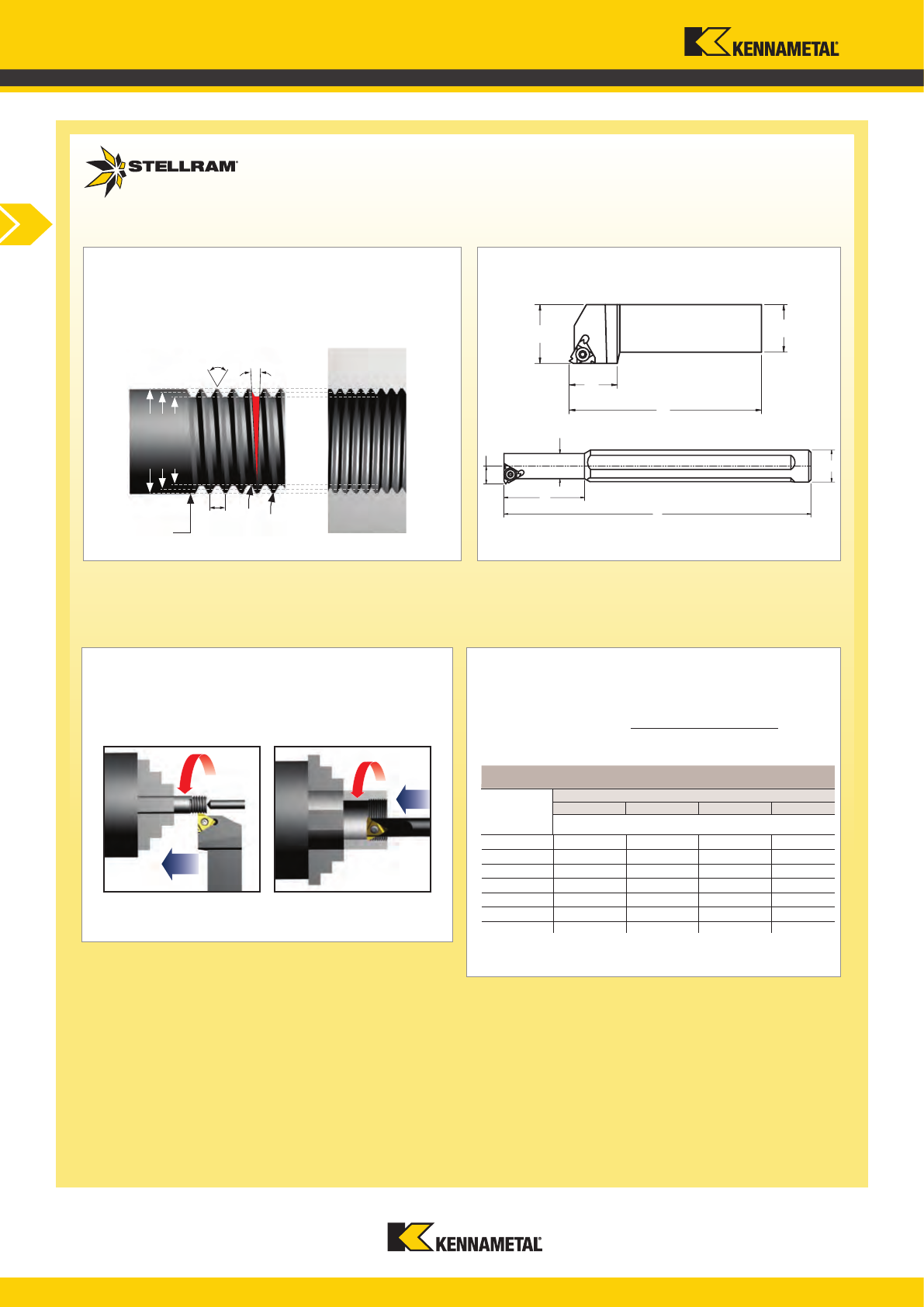
www.kennametal.com
C262
d
1
f
I
1
I
2
d
f
I
2
I
1
b
h
h
1
z
5 3° - 38' 4° - 33' 5° - 27' -
- - - - -
6 3° - 2' 3° - 48' 4° - 33' 5° - 18'
6° - 33' - - - -
8 2° - 17' 2° - 51' 3° - 25' 3° - 59'
4° - 33' 6° - 49' - - -
10 1° - 49' 2° - 16' 2° - 44' 3° - 11'
3° - 39' 5° - 27' - - -
12 1° - 31' 1° - 54' 2° - 17' 2° - 39'
3° - 2' 4° - 33' - - -
14 1° - 18' 1° - 38' 1° - 57' 2° - 17'
2° - 36' 3° - 54' - - -
16 1° - 8' 1° - 42' 1° - 42' 2° - 0' 2° - 17' 3° - 25' - - -
18 1° - 1' 1° - 16' 1° - 31' 1° - 46' 2° - 2' 3° - 2' 4° - 3' - -
20 55´ 1° - 8' 1° - 22' 1° - 36' 1° - 49' 2° - 44' 3° - 39' - -
25 44´ 55´ 1° - 6' 1° - 16' 1° - 28' 2° - 11' 2° - 55' - -
30 36´ 46´ 55´ 1° - 4' 1° - 13' 1° - 49' 2° - 26' 3° - 2' 3° - 39'
35 31´ 39´ 47´ 55´ 1° - 3' 1° - 33' 2° - 5' 2° - 36' 3° - 8'
40 27´ 34´ 41´ 48´ 55´ - 1° - 49' 2° - 17' 2° - 44'
45 24´ 30´ 36´ 43´ 48´ 1° - 13' 1° - 37' 2° - 2' 2° - 26'
50 - - - 38´ 44´ 1° - 6' 1° - 28' 1° - 49' 2° - 11'
60 - - - - 36´ 55´ 1° - 13' 1° - 31' 1° - 49'
70 - - 23´ - 31´ 47´ 1° - 3' 1° - 18' 1° - 34'
80 - - - - - 41´ 55´ 1° - 8' 1° - 22'
90 - - - 21´ 24´ 36´ 48´ 1° - 1' 1° - 13'
100 - - 17´ 19´ - 33´ - 55´ 1° - 6'
Pitch
2 3 4 5 6
es and Minutes)
Threading
Helix Angle Calculation (mm)
Outside
Diameter
mm
Pitch
1 1,25 1,5 1,75
2 3 4 5 6
Helix Angles (Degrees and Minutes)
Helix
Angle
Thread
Angle
Crest
Root
Pitch
Minor Ø
Pitch Ø
Major Ø
Depth of Thread
Internal
Thread
External
Thread
Right Hand Thread / Right Hand Tooling
Helix angle - Tan
-1
u =
Lead of the Thread
Pitch/Effective Diameter x π
Note: The 1.5°
Calculation of thread helix angle for a given thread
See page C250
4 Check Helix Angle
See page C248
See pages C238 – C242
F) External
G) Internal
3 Select Tooling
D) LH or RH thread form
E) Machine Set-Up
2 Machine Set-Up
A) Internal or External
B) Type of thread form
C) Material being machined
1 What’s the Application
Threading Technical
Threading Checklist
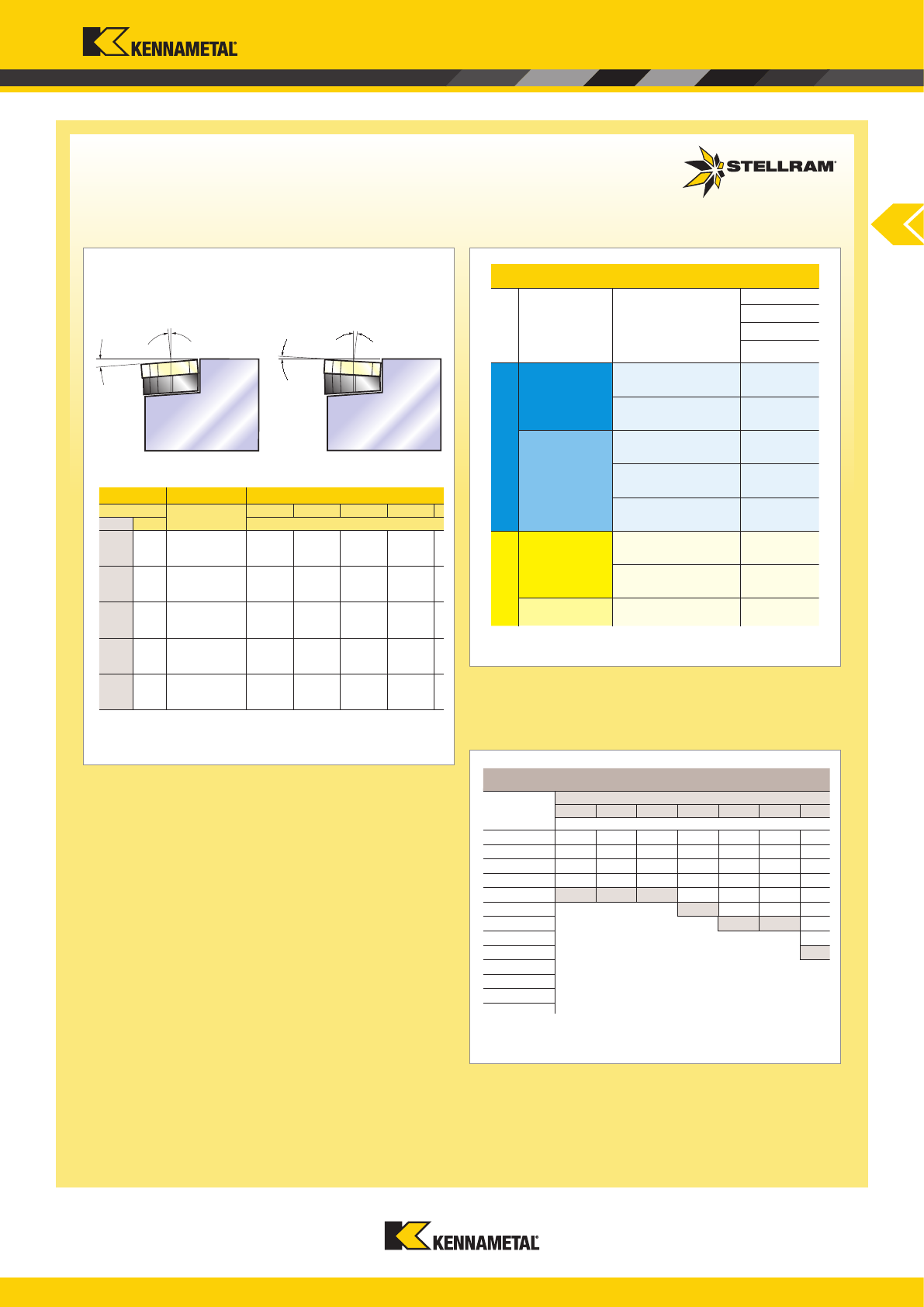
www.kennametal.com
C263
1 0,102 0,178 0,178 0,178 0,178 0,229
0,229 0,254 0,279 0,279 0,330 0,330 0,381 0,406 0,432 0,457
2 0,102 0,152 0,152 0,178 0,178 0,203
0,203 0,229 0,254 0,254 0,305 0,330 0,330 0,381 0,406 0,432
3 0,076 0,102 0,127 0,127 0,152 0,178
0,152 0,178 0,203 0,203 0,254 0,254 0,279 0,330 0,330 0,356
4 0,076 0,076 0,076 0,102 0,127 0,152
0,152 0,152 0,178 0,178 0,203 0,229 0,229 0,279 0,279 0,305
5
0,356 0,508 0,533
0,076 0,102 0,127
0,127 0,152 0,152 0,152 0,178 0,178 0,229 0,229 0,229 0,279
6
0,660
0,076 0,076
0,102 0,127 0,127 0,152 0,178 0,178 0,203 0,229 0,229 0,229
7
0,813 0,965
0,102 0,102 0,127 0,127 0,152 0,152 0,178 0,203 0,203 0,229
8
0,076 0,076 0,102 0,127 0,152 0,152 0,178 0,178 0,178 0,203
9
1,143 1,270
0,102 0,127 0,152 0,152 0,152 0,178 0,178 0,203
10
0,076 0,102 0,127 0,127 0,152 0,178 0,178 0,178
11
1,600
0,102 0,102 0,127 0,152 0,152 0,152 0,178
12
0,076 0,076 0,127 0,127 0,152 0,152 0,152
13
1,880 2,210
0,102 0,127 0,127 0,127 0,152
14 0,076 0,102 0,102 0,127 0,152
15
2,515 2,819 3,124
0,127 0,127
16 0,102 0,102
3,429 3,734
Pitch (mm)
2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0
Last pass equals total depth of thread.
16 3/8"
YE33P YE32P YE31P YE3
YE31N YE31.5N YE32N YE33N
YI33P YI32P YI31P YI3
YI31N YI31.5N YI32N YI33N
22 1/2"
YE43P YE42P YE41P YE4
YE41N YE41.5N YE42N YE43N
YI43P YI42P YI41P YI4
YI41N YI41.5N YI42N YI43N
22U 1/2"
YE4U3P YE4U2P YE4U1P YE4U
YE4U1N YE4U1.5N YE4U2N YE4U3N
YI4U3P YI4U2P YI4U1P YI4U
YI4U1N YI4U1.5N YI4U2N YI4U3N
27 5/8"
YE53P YE52P YE51P YE5
YE51N YE51.5N YE52N YE53N
YI53P YI52P YI51P YI5
YI51N YI51.5N YI52N YI53N
27U 5/8"
YE5U3P YE5U2P YE5U1P YE5U
YE5U1N YE5U1.5N YE5U2N YE5U3N
YI5U3P YI5U2P YI5U1P YI5U
YI5U1N YI5U1.5N YI5U2N YI5U3N
P
230 - 485
150 - 315
135 - 290
115 -240
75 - 165
PVD
M
155 - 330
160 - 340
80 - 175
K
225 - 480
195 - 415
130 - 280
S
35 - 70
30 - 60
30 - 60
45 - 95
Threading
I.S.O Metric (ISO) 60°, External (mm)
Number of
Passes
Pitch (mm)
0,5 0,75 0,8 1,0 1,25 1,5
1,75 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0
Radial in-feed per pass (mm)
Last pass equals total depth of thread.
See page C243
1.5° Standard
Negative Helix
β
1.5° Standard
β
5 Select Anvil
See page C205
See pages C251 – C259
7 Select number and depth of passes
6 Select Cutting Speed
Note: The 1.5° angle is Standard with
all toolholders
Threading Technical
Threading Checklist
ß Helix Angle
Insert size
Toolholder
4.5° 3.5° 2.5° 1.5°
0.5° 0° -0.5° -1.5°
mm Inch
Anvil Part Numbers
EX RH / IN LH
EX LH / IN RH
EX RH / IN LH
EX LH / IN RH
EX RH / IN LH
EX LH / IN RH
EX RH / IN LH
EX LH / IN RH
EX RH / IN LH
EX LH / IN RH
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Cutting Speed v
c
ISO
Materials Rm and Hardness
SP4066
m/min
min. - max.
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
www.kennametal.com
C264

www.kennametal.com
C265
Grooving
GROOVING
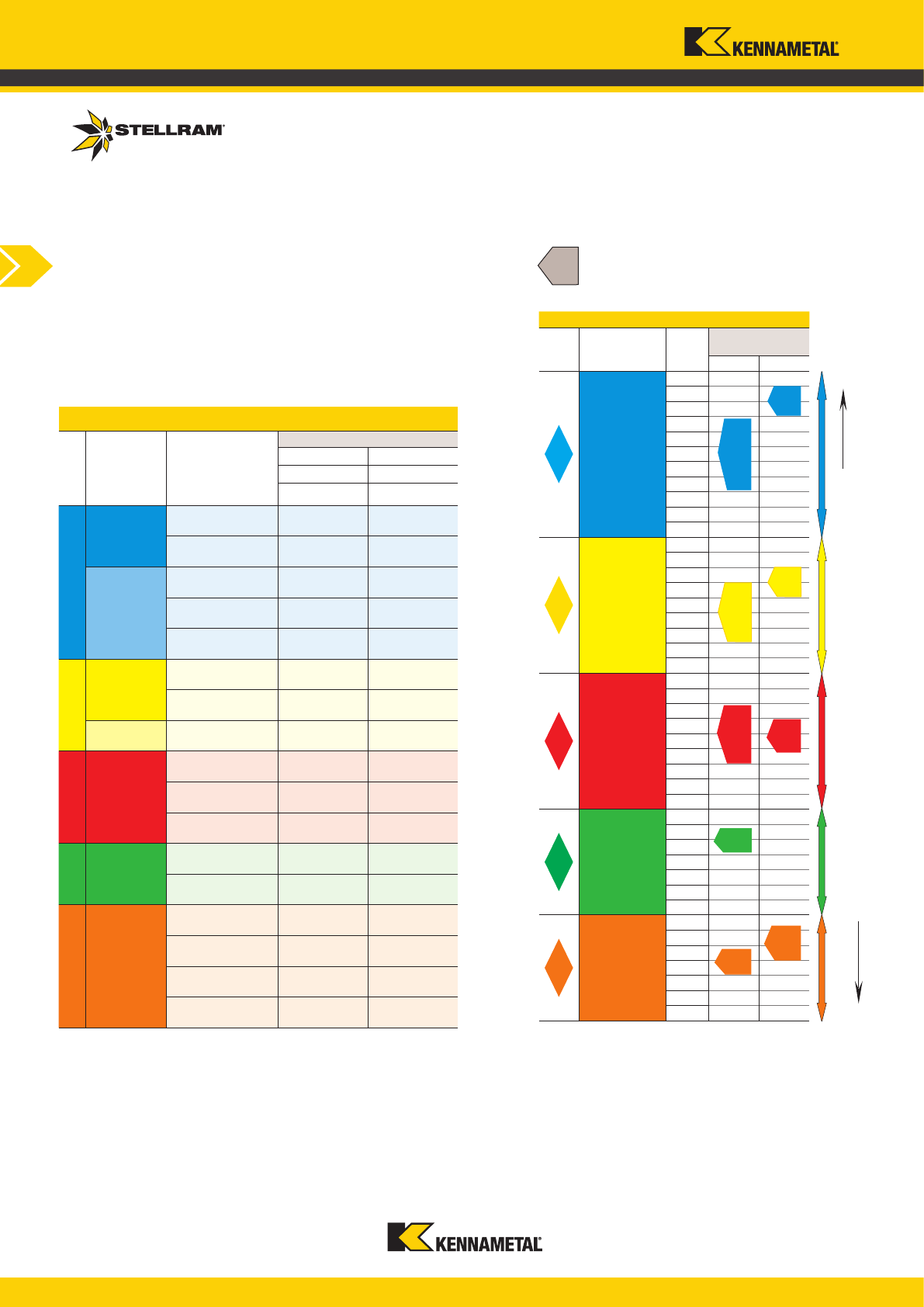
www.kennametal.com
C266
P
135 - 271 162 - 325
88- 176 105- 211
80 - 161 97 - 193
73 - 146 88 - 176
50 - 100 60 - 120
P
P01
P05
P10
P15
P20
P25
P30
P35
P40
P45
P50
M
M01
M05
M10
M15
M20
M25
M30
M35
M40
K
K01
K05
K10
K15
K20
K25
K30
K35
K40
N
N01
N05
N10
N15
N20
N25
N30
S
S01
S05
S10
S15
S20
S25
S30
M
107 - 229 128 - 274
102 - 220 123 - 263
57 - 122 68 - 146
K
134 - 268 161 - 322
116 - 232 139 - 278
78 - 156 94 - 187
N
366 - 915 439 - 1098
244 - 610 293 - 732
S
20 - 39 23 - 47
16 - 32 19 - 38
17 - 34 20 - 41
27 - 54 32 - 64
Grooving
High
Temperature
Alloys
Iron Based
Cobalt Based
Nickel Based
Titanium Based
Aluminium
& Alloys
Aluminium & Alloys
< 16% 116 HB
Aluminium + Silicon
> 16% 92 HB
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Stainless
Steel
Austenitic + Ferritic
300 series
Martensitic
400 series
PH Stainless
Refractory
P.H.
Grade Classications
Materials Code
PVD Coated
SP4030 SP4036
Unalloyed and
Alloyed Steels
Stainless Steels
Cast Irons
Aluminum &
Alloys
High
Temperature
Alloy
Increasing - wear resistance - Increasing cutting speed
Increasing - shock resistance - Increasing - feed
Optimum Grade Performance
Cutting Speed v
c
ISO
Materials Rm and Hardness
PVD
SP4030 SP4036
m/min m/min
min. - max. min. - max.
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Grooving Grades
SP4030 and SP0436 are PVD coated grades
with a micrograin substrate for machining
at higher speeds with lower feed. Ideal for
Stainless Steels and Ductile materials.
Grooving
Grade Descriptions
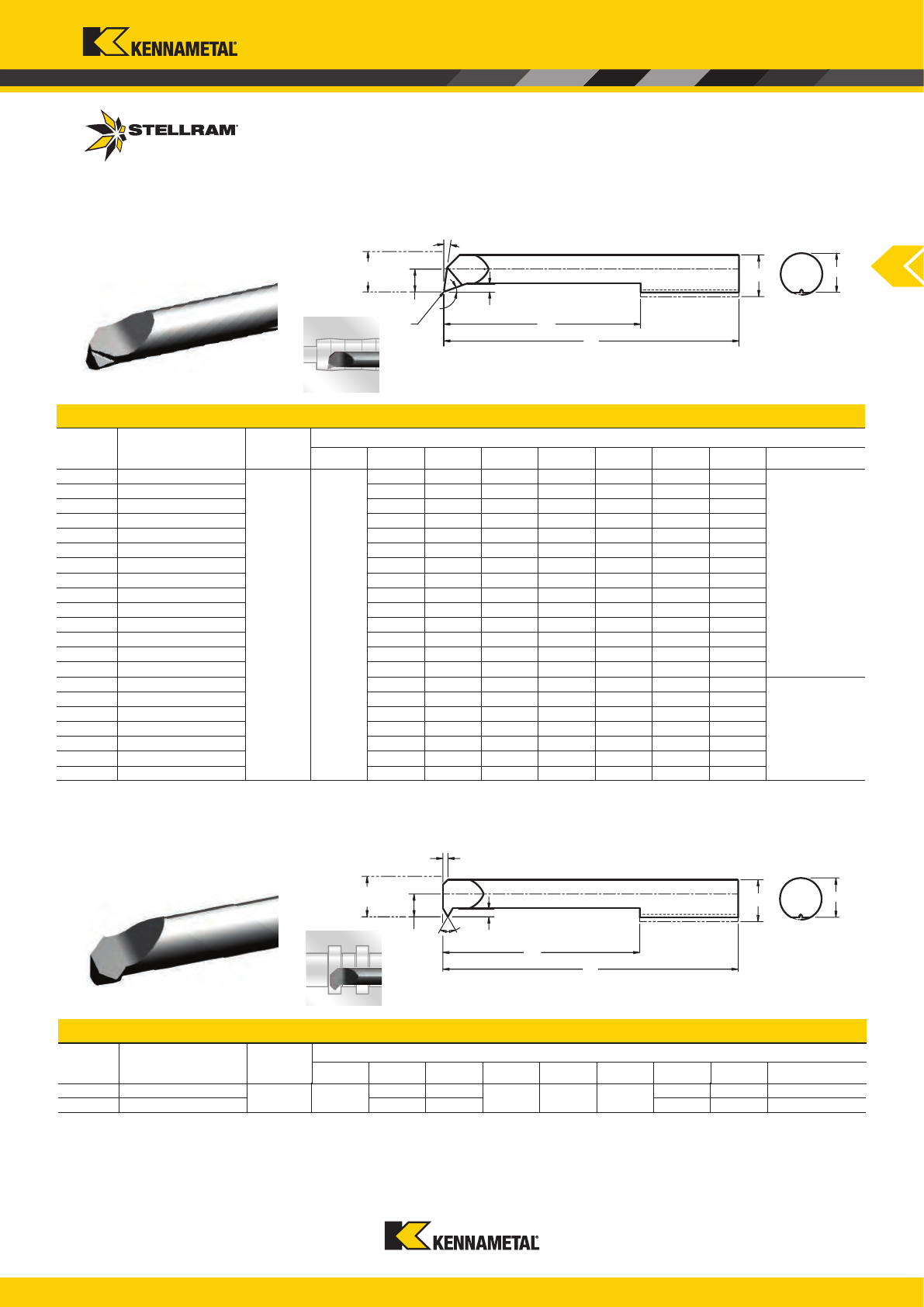
www.kennametal.com
C267
8°
.007
rad.
f
20°
t
I
1
I
a
Ø
b
f
t
I
1
I
Ø
a
60°
026360 R050205
SP4030 -
- 3,5 19 5 0,1 2 4
645…
026364 R050210 - 3,5 24 10 0,1 2 4
026368 R050215 - 3,5 29 15 0,1 2 4
026372 R050310 0,6 3,5 24 10 0,2 2,8 4
026376 R050316 0,6 3,5 30 16 0,2 2,8 4
026380 R050320 0,6 3,5 34 20 0,2 2,8 4
026384 R050410 1,5 3,5 24 10 0,3 4 4
026388 R050416 1,5 3,5 30 16 0,3 4 4
026392 R050420 1,5 3,5 34 20 0,3 4 4
026396 R050510 1,9 4,4 25 10 0,5 5 5
026400 R050515 1,9 4,4 30 15 0,5 5 5
026404 R050520 1,9 4,4 35 20 0,5 5 5
026407 R050525 1,9 4,4 40 25 0,5 5 5
026411 R050530 1,9 4,4 45 30 0,5 5 5
026414 R050615 2,3 5,3 30
15 0,5 6 6
676…
026418 R050622 2,3 5,3 37 22 0,5 6 6
026422 R050625 2,3 5,3 40 25 0,5 6 6
026426 R050630 2,3 5,3 45 30 0,5 6 6
026430 R050720 2,7 6,3 35 20 0,6 6,8 7
026434 R050725 2,7 6,3 40 25 0,6 6,8 7
026438 R050730 2,7 6,3 45 30 0,6 6,8 7
026446 R060520
SP4030 0,2
1,9 4,4
35 20 0,7
5 5 645…
026450 R060720 2,8 6,3 6,8 7 676…
Grooving
EDP Description Grade
Dimensions (mm)
b f a l l
1
t D min Ø Toolholder
EDP Description Grade
Dimensions (mm)
b f a l l
1
t D min Ø Toolholder
For Toolholders See page C269
For Toolholders See page C269
Type 060... Boring, Proling and Chamfering Operation
060...
Type 050... Boring and Proling Operation
050...
Min. Bore
Dia.
Min. Bore
Dia.
Grooving
Ultra-Mini Grooving & Boring Inserts
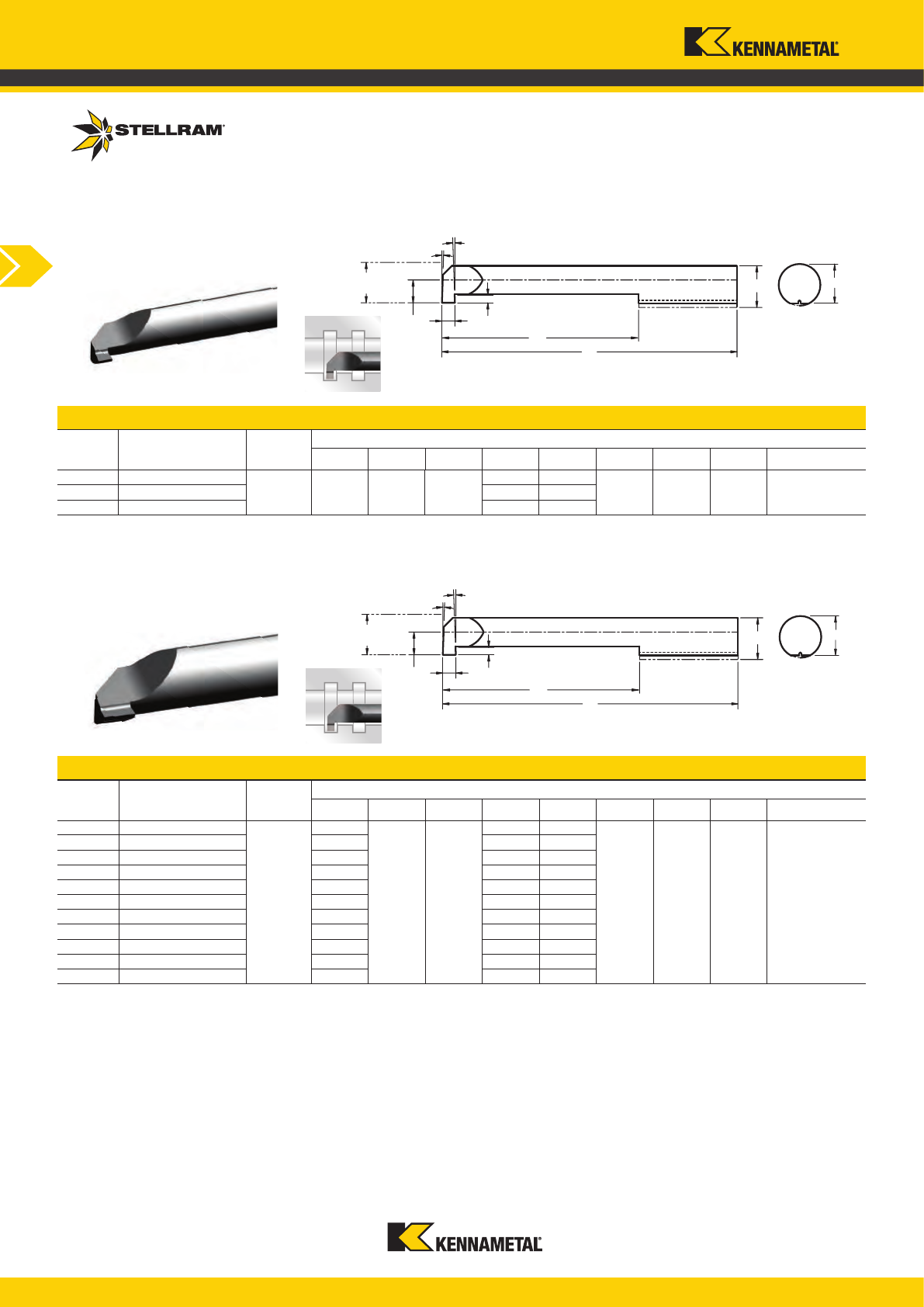
www.kennametal.com
C268
2°
f
t
I
1
I
Ø
a
2°
b
2°
f
t
I
1
I
Ø
a
2°
b
026168 R004010010
SP4030 1 1,5 3,5
24 10
0,8 4 4 645…026172 R004010016 30 16
026176 R004010020 34 20
026180 R005010010
SP4030
1
1,9 4,4
25 10
1 5 5 645…
026184 R005010015 1 30 15
026188 R005010020 1 35 20
026192 R005010025 1 40 25
026204 R005015015 1,5 30 15
026208 R005015020 1,5 35 20
026220 R005020010 2 25 10
026224 R005020015 2 30 15
026228 R005020020 2 35 20
026232 R005020025 2 40 25
023301 R005051015 2 45 30
Grooving
EDP Description Grade
Dimensions (mm)
b f a l l
1
t D min Ø Toolholder
EDP Description Grade
Dimensions (mm)
b f a l l
1
t D min Ø Toolholder
For Toolholders See page C269
For Toolholders See page C269
Type 005... Grooving Internal Boring Operation
005...
Type 004... Grooving Internal Boring Operation
004...
Min. Bore
Dia.
Min. Bore
Dia.
Grooving
Ultra-Mini Grooving & Boring Inserts
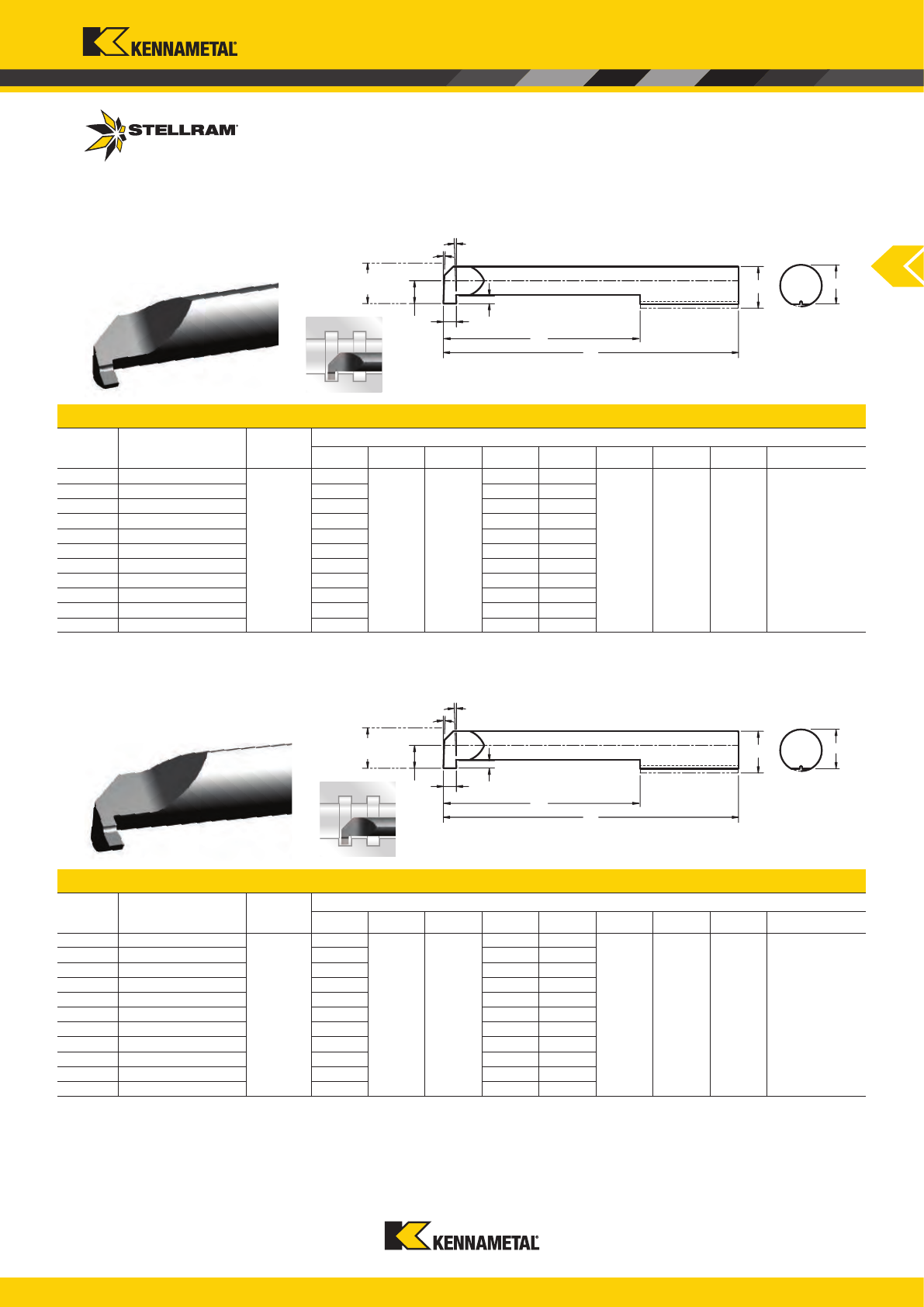
www.kennametal.com
C269
2°
f
t
I
1
I
Ø
a
2°
b
2°
f
t
I
1
I
Ø
a
2°
b
026240 R006010010
SP4030
1
2,3 5,3
25 10
1,8 6 6 676…
026244 R006010015 1 30 15
026248 R006010022 1 37 22
026252 R006010025 1 40 25
026260 R006015010 1,5 25 10
026264 R006015015 1,5 30 15
026268 R006015022 1,5 37 22
026272 R006015025 1,5 40 25
026280 R006020010 2 25 10
026284 R006020015 2 30 15
026292 R006020025 2 40 25
026300 R007010010
SP4030
1
2,7 6,3
25 10
2,5 6,8 7 676…
026304 R007010015 1 30 15
026312 R007010025 1 40 25
026320 R007015010 1,5 25 10
026324 R007015015 1,5 30 15
026332 R007015025 1,5 40 25
026336 R007015030 1,5 45 30
026340 R007020010 2 25 10
026344 R007020015 2 30 15
026352 R007020025 2 40 25
026356 R007020030 2 45 30
Grooving
EDP Description Grade
Dimensions (mm)
b f a l l
1
t D min Ø Toolholder
EDP Description Grade
Dimensions (mm)
b f a l l
1
t D min Ø Toolholder
For Toolholders See page C269
For Toolholders See page C269
Type 007... Grooving Internal Boring Operation
007...
Type 006... Grooving Internal Boring Operation
006...
Min. Bore
Dia.
Min. Bore
Dia.
Grooving
Ultra-Mini Grooving & Boring Inserts
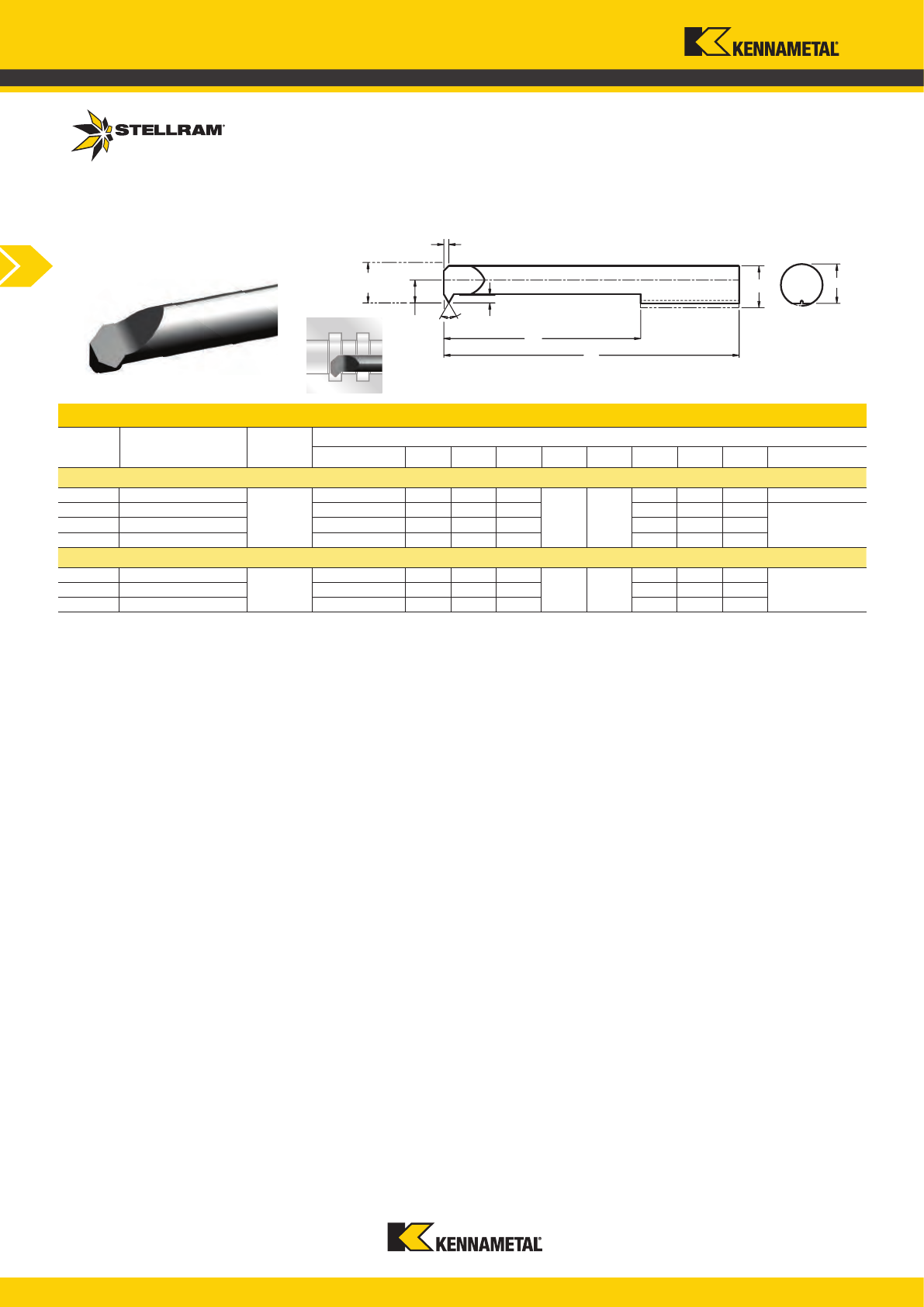
www.kennametal.com
C270
b
f
t
I
1
I
Ø
a
60°
026467 R006051015
SP4030
1 0.55 1.9 4.4
30 15
0.55 4.8 5 645…
026469 R006061215 1.25 0.65 2.3 5.3 0.68 6 6
676…026471 R006081515 1.5 0.75 2.3 5.3 0.81 6 6
026473 R007081515 1.5 0.75 2.7 6.3 0.81 7 7
026460 R004020515
SP4030
0.5 0.35 1.5 3.5
30 15
0.27 4 4
645…026462 R005020515 0.5 0.35 1.9 4.4 0.27 5 5
026464 R005040715 0.75 0.45 1.9 4.4 0.4 5 5
Grooving
EDP Description Grade
Dimensions (mm)
Pitch e f a l l
1
t D min Ø Toolholder
For Toolholders See page C269
Type 004/5/6/7... Metric ISO Thread Partial Prole 60°
004 / 5 / 6 / 7...
Standard pitch
Fine pitch
Min. Bore
Dia.
Grooving
Ultra-Mini Threading Inserts
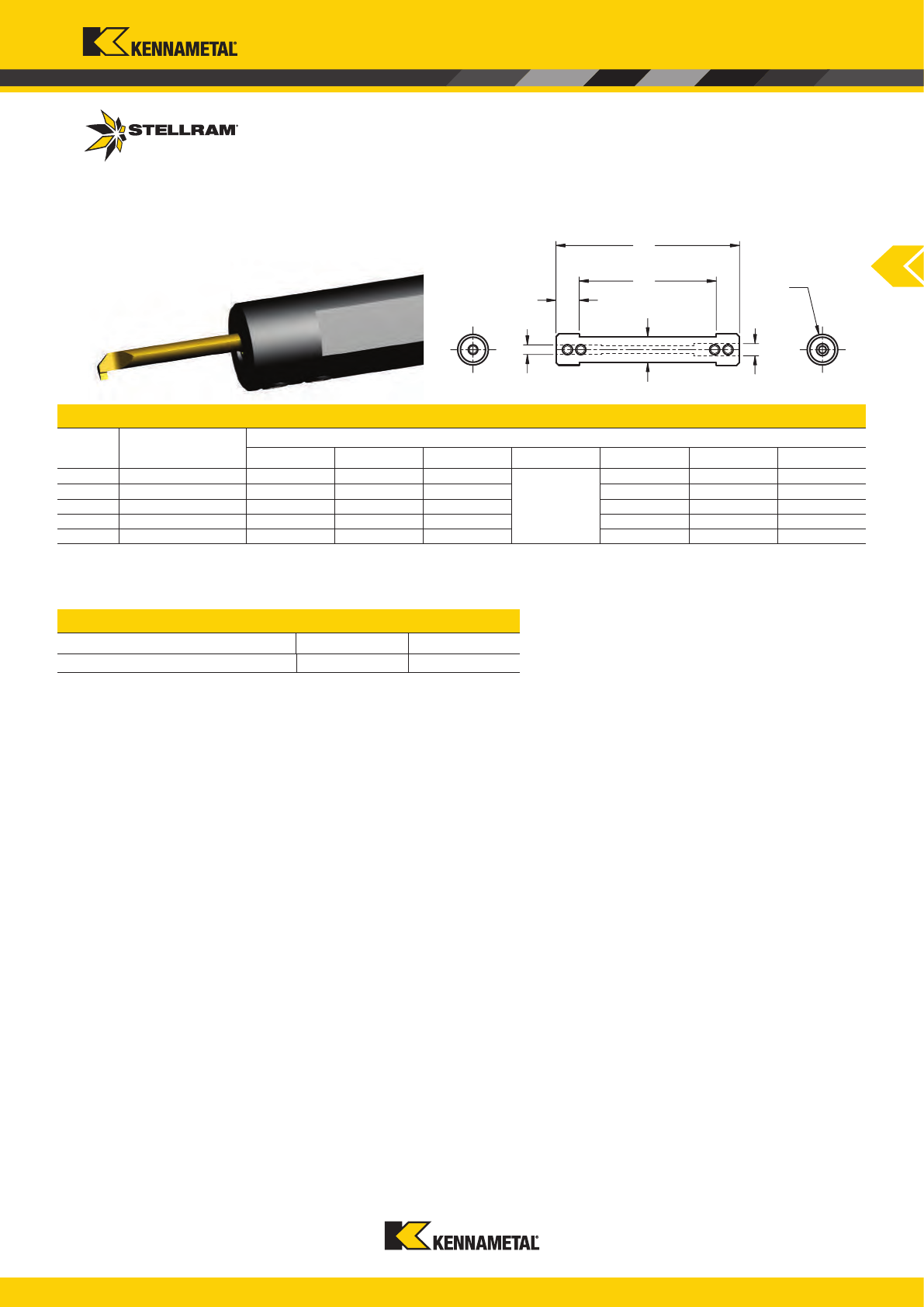
www.kennametal.com
C271
I
1
h
2
h
1
d
D
e
b
026475 6450012D 12 10,3 55
10
75 4 5
026476 6450016D 16 14 55 75 4 5
026477 6450020D 20 18 70 90 4 5
026478 6760016D 16 14 55 75 6 7
026479 6760020D 20 18 70 90 6 7
6450012D to 6760020D 024516 110645
Grooving
Description
EDP Screw
EDP Description
Dimensions (mm)
D b d e l
1
h
1
h
2
For Inserts See pages C265 - C268
Toolholder for Ultra Mini
Spare Parts
645 - 676
Grooving
Ultra-Mini Grooving & Boring Toolholders
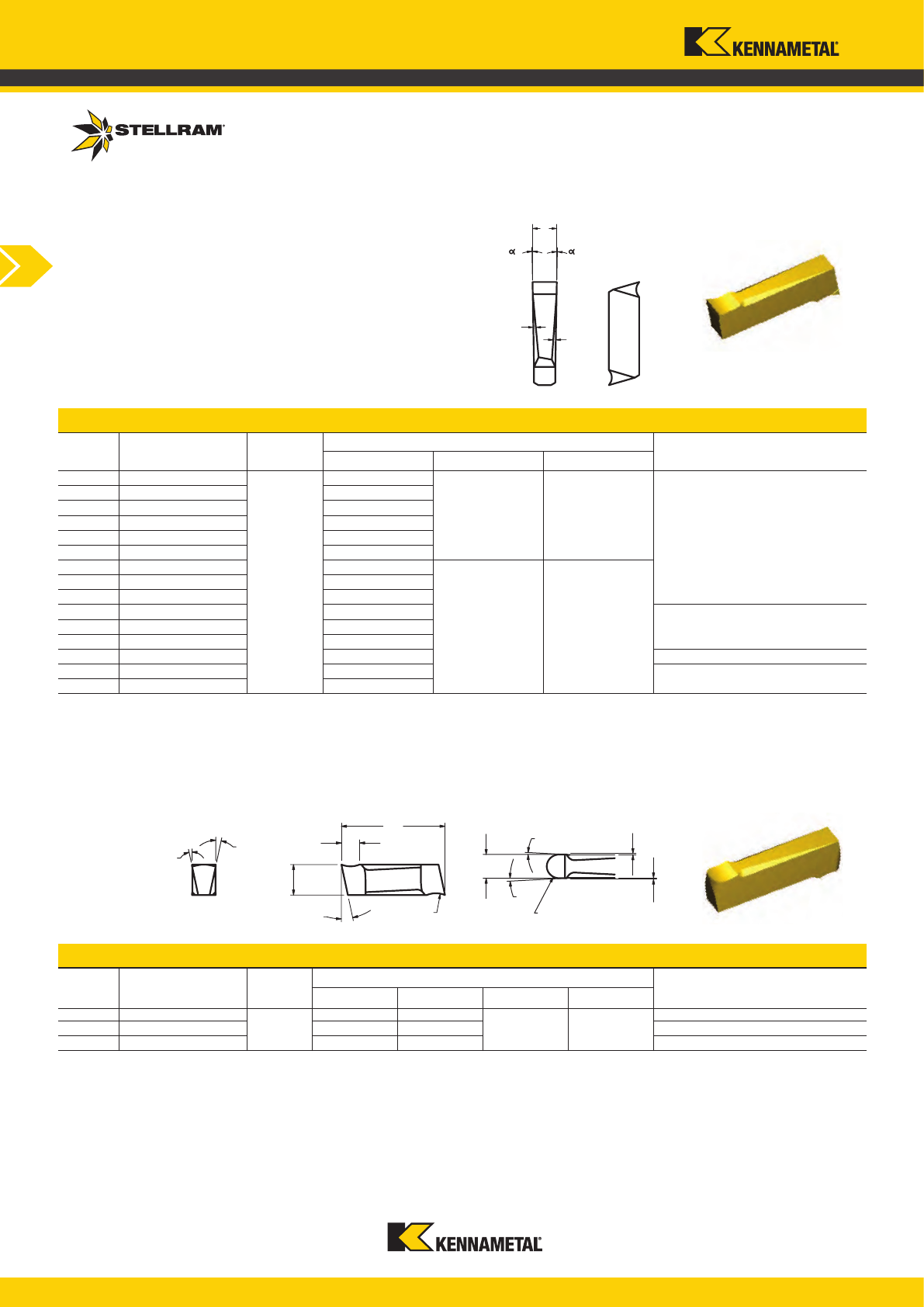
www.kennametal.com
C272
a
1
a
1
s
1
1
a
1
12°
12°
12°
R4
3
17
5
3°
3°
w
r
1
a
1
026530 G217005000
SP4036
0,57
1° 0,06
1
026532 G217006000 0,67
026534 G217007000 0,77
026536 G217008000 0,87
026538 G217009000 0,97
026540 G217010000 1,07
026542 G217011000 1,24
3° 1
026544 G217013000 1,44
026546 G217016000 1,74
026548 G217018500 1,99
2026550 G217021500 2,29
026552 G217026500 2,79
026554 G217031500 3,29 3
026556 G217041500 4,29
4
026558 G217051500 5,29
034397 G217001020
SP4036
2 1,00
0,2 3 or 4*
2
034398 G217001530 3 1,50 3
034399 G217002040 4 2,00 4
Grooving
EDP Description Grade
Dimensions (mm)
Toolholder Width
w r
1
a
1
t max
EDP Description Grade
Dimensions (mm)
Grooving Width
s
1
a
1
For Toolholders See pages C271 - C272
G217 Full Radius
G217 Full Radius Inserts
* In combination with toolholder, 3mm for internal operation and 4mm for external operation
G217
G217 Standard Groove Widths
Grooving
Standard Grooving Inserts
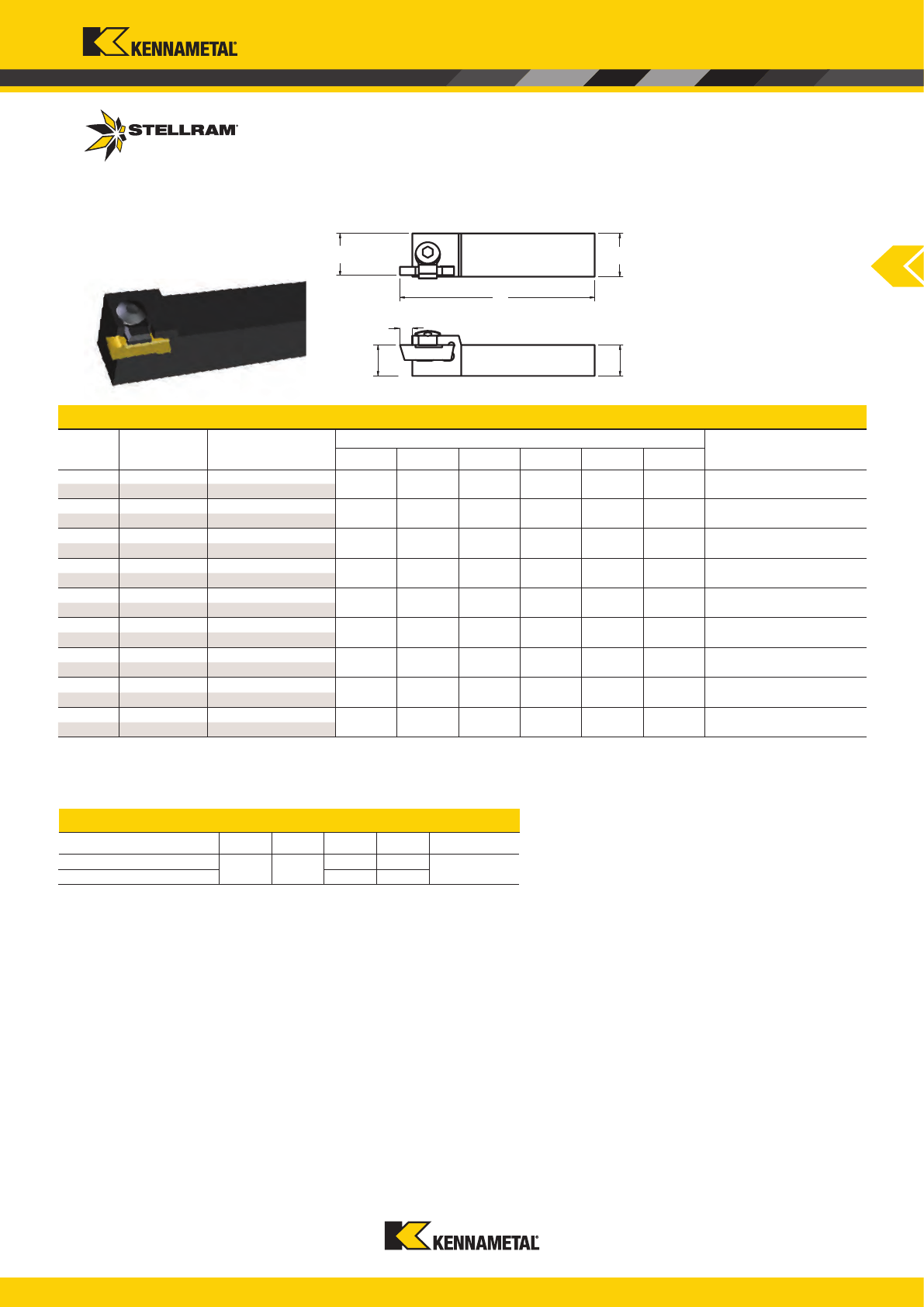
www.kennametal.com
C273
f
I
1
b
h
1
t
h
025124 GL2401212M01
12 12 12 150 11,50 4 0,50 - 1,74
025123 GR2401212M01
025126 GL2401212M02
12 12 12 150 11,50 4 1,74 - 2,74
025125 GR2401212M02
025132 GL2401616M01
16 16 16 150 14,50 4 0,50 - 1,74
025131 GR2401616M01
025134 GL2401616M02
16 16 16 150 14,50 4 1,74 - 2,74
025133 GR2401616M02
025136 GL2401616M03
16 16 16 150 14,50 4 2,74 - 3,74
025135 GR2401616M03
025140 GL2402020K01
20 20 20 125 18,50 4 0,50 - 1,74
025139 GR2402020K01
025142 GL2402020K02
20 20 20 125 18,50 4 1,74 - 2,74
025141 GR2402020K02
025144 GL2402020K03
20 20 20 125 18,50 4 2,74 - 3,74
025143 GR2402020K03
025146 GL2402020K04
20 20 20 125 18,50 4 3,74 - 5,29
025145 GR2402020K04
G_2401212M0.. To G_2401616M0
025385 SN135
025387 SG24083
G217
G_2402020M0… 025388 SG24084
Grooving
Description
EDP Screw EDP Clamp Insert Type
EDP Version Description
Dimensions (mm)
Grooving Width
b h h
1
l
1
f t
GR240
Spare Parts for External GR240 Toolholder
External Toolholder GR240 for Insert Type G217
Left hand
Right hand
Left hand
Right hand
Left hand
Right hand
Left hand
Right hand
Left hand
Right hand
Left hand
Right hand
Left hand
Right hand
Left hand
Right hand
Left hand
Right hand
For Inserts See page C270
Grooving
External Grooving Toolholders
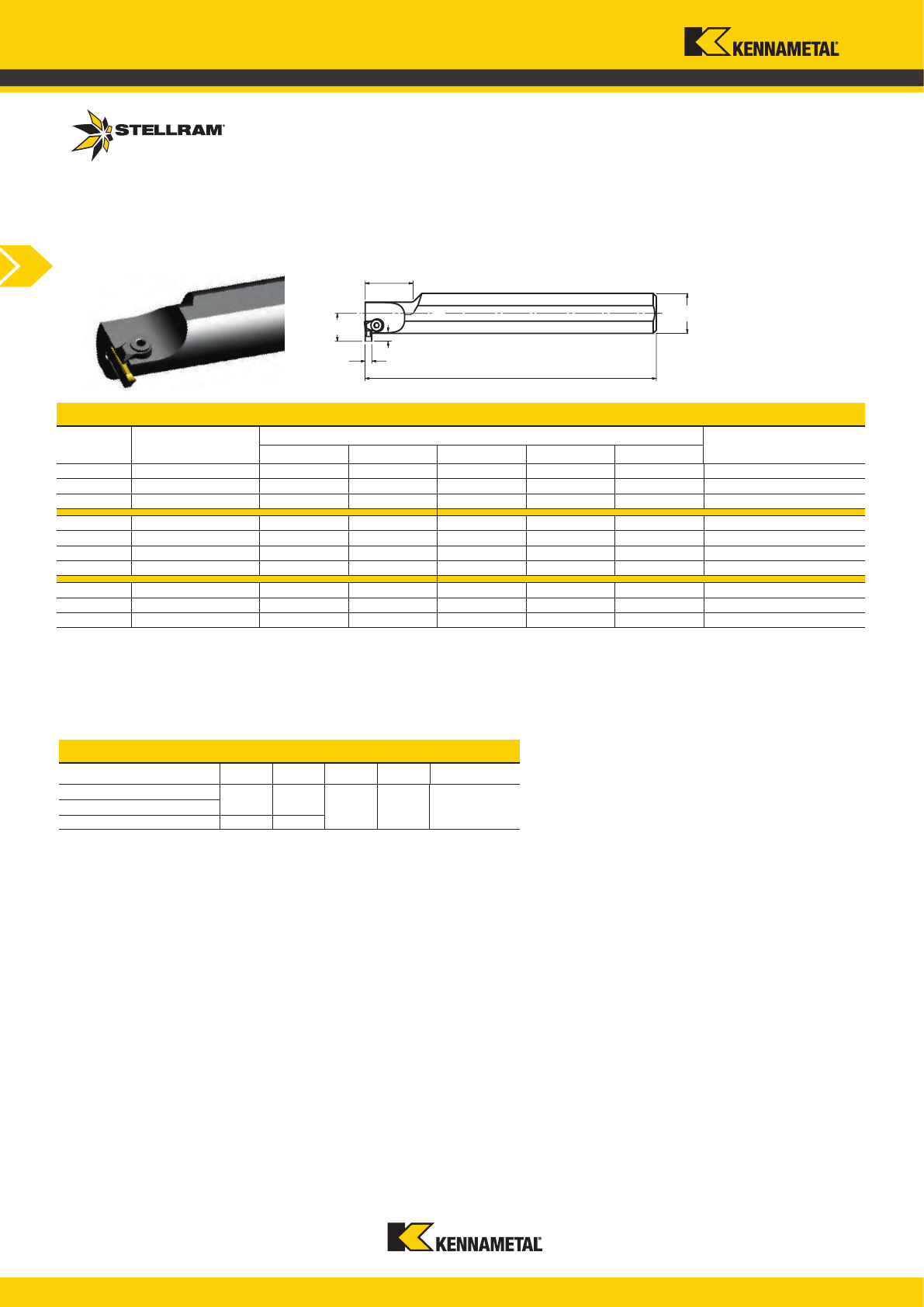
www.kennametal.com
C274
L
1
w
f
L
2
RD
t
024170 GR233002001 20 25 130 13,30 3,00 0,50 - 1,74
024171 GR233002002 20 25 130 13,30 3,00 1,74 - 2,74
034424 GR233002003 20 25 130 13,30 3,00 2,74 - 3,74
024172 GR253002501 25 30 150 17,50 4,70 0,50 - 1,74
034425 GR253002502 25 30 150 17,50 4,70 1,74 - 2,74
024173 GR253002503 25 30 150 17,50 4,70 2,74 - 3,74
034426 GR253002504 25 30 150 17,50 4,70 3,74 - 5,29
034427 GR253003202 32 30 150 21,00 4,70 1,74 - 2,74
024686 GR253003203 32 30 150 21,00 4,70 2,74 - 3,74
034428 GR253003204 32 30 150 21,00 4,70 3,74 - 5,29
GR233.. 01-03
025387 SG24083
025385 SN135 G217
GR253.. 01-03
GR253.. 04 025388 SG24084
Grooving
Description
EDP Screw EDP Clamp Insert Type
EDP Description
Dimensions (mm)
Grooving Width W
D L
2
L
1
f t max
Spare parts for Internal GR233/GR253 Toolholder
GR233 / GR253
Internal Toolholder GR233/GR253 for Insert Type G217
For Inserts See page C270
Grooving
Internal Grooving Toolholders
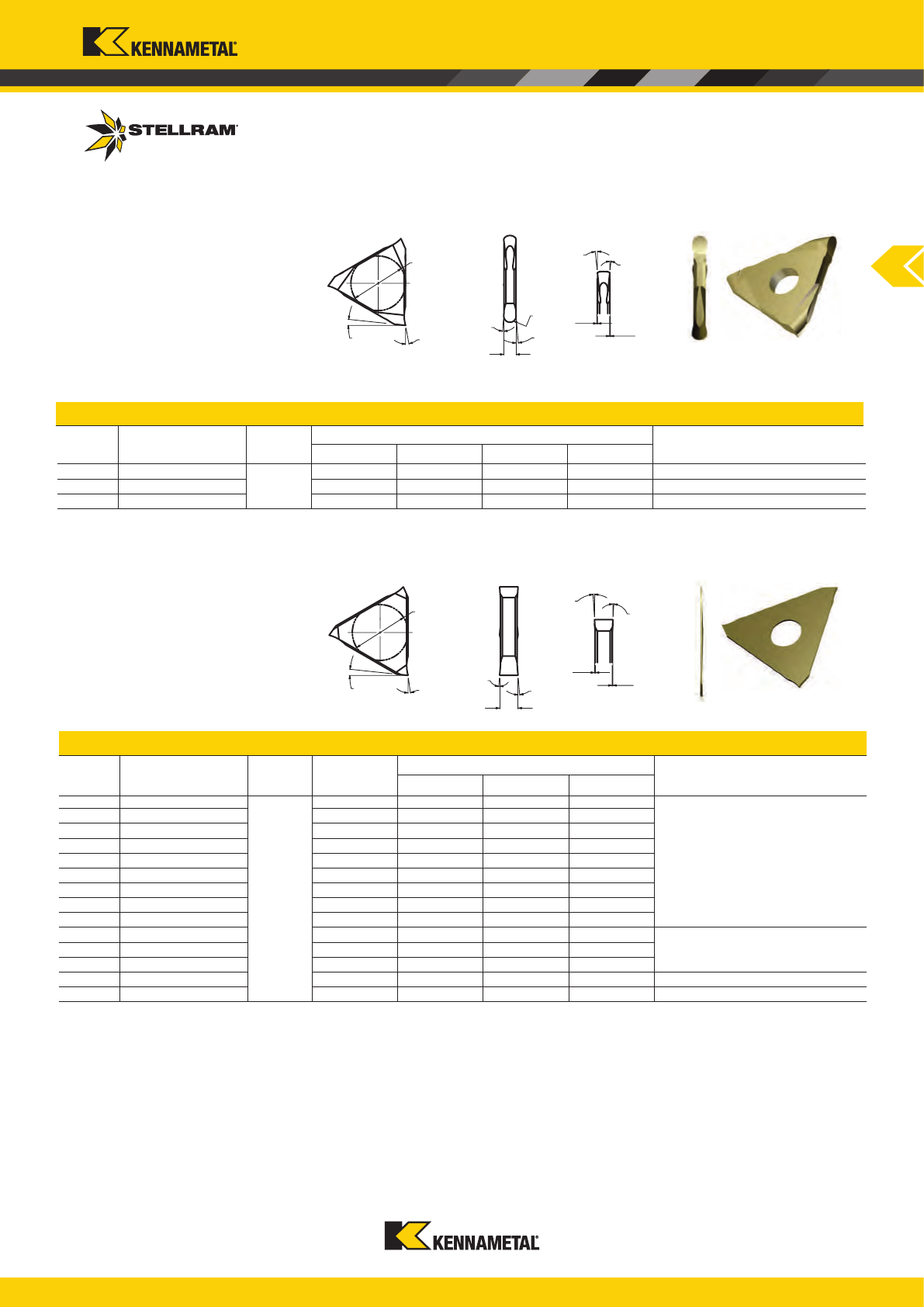
www.kennametal.com
C275
3°
3°
6°
6°
a
1
6°
16°
Ø 13 I/C
a
1
r
1
w
3°
3°
3°
3°
w
Ø 13 I/C
16°
6°
a
1
a
1
034401 G312001020
SP4030
2 1,00 0,3 6* G360…02
024174 G312001530 3 1,50 0,3 6* G360…03
024175 G312002040 4 2,00 0,3 6* G360…04
034402 G312005000
SP4030
0,50 0,57 0,06 4*
G360…01
024176 G312006000 0,60 0,67 0,06 4*
024177 G312007000 0,70 0,77 0,08 4*
034392 G312008000 0,80 0,87 0,08 4*
034393 G312009000 0,90 0,97 0,08 4*
024178 G312010000 1,00 1,07 0,09 4*
024179 G312011000 1,10 1,24 0,20 4*
024180 G312013000 1,30 1,44 0,22 4*
024181 G312016000 1,60 1,74 0,22 4*
034394 G312018500 1,85 1,99 0,22 6*
G360…02034395 G312021500 2,15 2,30 0,22 6*
024182 G312026500 2,65 2,80 0,22 6*
024183 G312031500 3,15 3,29 0,22 6* G360…03
034396 G312041500 4,15 4,30 0,22 6* G360…04
Grooving
EDP Description Grade
Nominal Width
of Groove
Dimensions (mm)
Toolholder Type
w a
1
t max*
EDP Description Grade
Dimensions (mm)
Toolholder Type
w r
1
a
1
t max*
G312
G312 Inserts for Grooving to DIN 471/472 and DIN 983/894
G312 Inserts Full Radius
* In combination with toolholder See page C274
* In combination with toolholder See page C274
Grooving
External Grooving Inserts
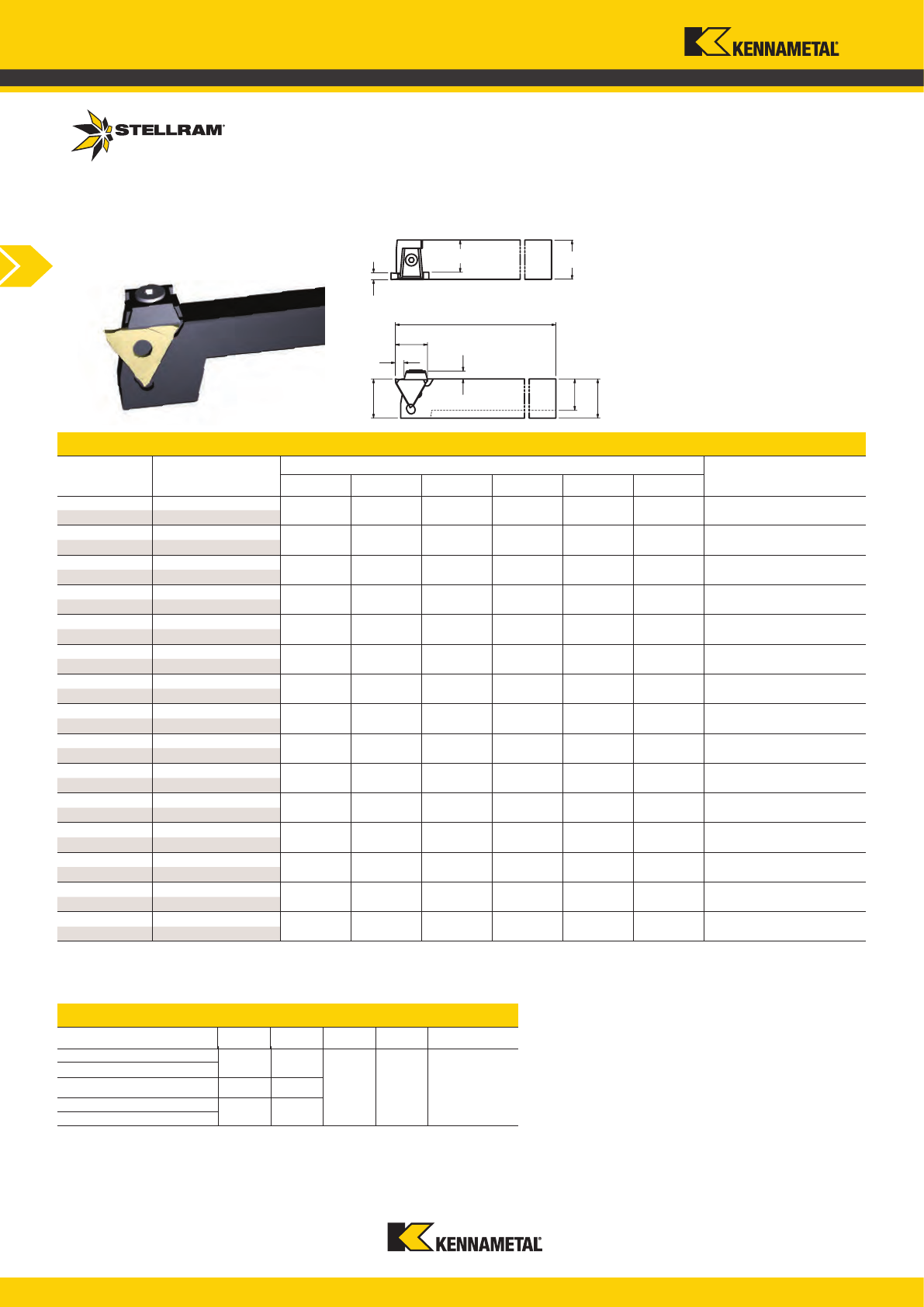
www.kennametal.com
C276
w
I
1
f
1
R
b
h
1
t
5
22
h
h
034403 GL360121201
12 12 12 100 10,50 4 0,5 - 1,74
024184 GR360121201
034404 GL360121202
12 12 12 100 9,50 6 1,74 - 2,74
034405 GR360121202
034406 GL360121203
12 12 12 100 8,50 6 2,74 - 3,74
024186 GR360121203
034407 GL360161601
16 16 16 125 14,50 4 0,5 - 1,74
034408 GR360161601
034409 GL360161602
16 16 16 125 13,50 6 1,74 - 2,74
034410 GR360161602
034411 GL360161603
16 16 16 125 12,50 6 2,74 - 3,74
034412 GR360161603
034413 GL360161604
16 16 16 125 11,50 6 3,74 - 5,29
034414 GR360161604
034415 GL360202001
20 20 20 125 18,50 4 0,5 - 1,74
024187 GR360202001
034416 GL360202002
20 20 20 125 17,50 6 1,74 - 2,74
024188 GR360202002
034417 GL360202003
20 20 20 125 16,50 6 2,74 - 3,74
024189 GR360202003
034418 GL360202004
20 20 20 125 15,50 6 3,74 - 5,29
024190 GR360202004
024191 GL360252501
25 25 25 150 23,50 4 0,5 - 1,74
024192 GR360252501
034419 GL360252502
25 25 25 150 22,50 6 1,74 - 2,74
024193 GR360252502
034420 GL360252503
25 25 25 150 21,50 6 2,74 - 3,74
034421 GR360252503
034422 GL360252504
25 25 25 150 19,80 6 3,74 - 5,29
034423 GR360252504
G_360121201/02/03
025385 G113
034391 6-25 G312
G_360161601/02/03
G_360161604 034390 G134
G_360202001/02/03/04
024522 G164
G_360252501/02/03/04
Grooving
Description
EDP Clamp EDP Screw Insert Type
EDP Description
Dimensions (mm)
Grooving Width W
b h h
1
l
1
f
1
t
Spare parts for External GR360 Toolholder
External Toolholder GR360 for Insert Type G312
For Inserts See page C273
GR / L360
Grooving
External Grooving Toolholders
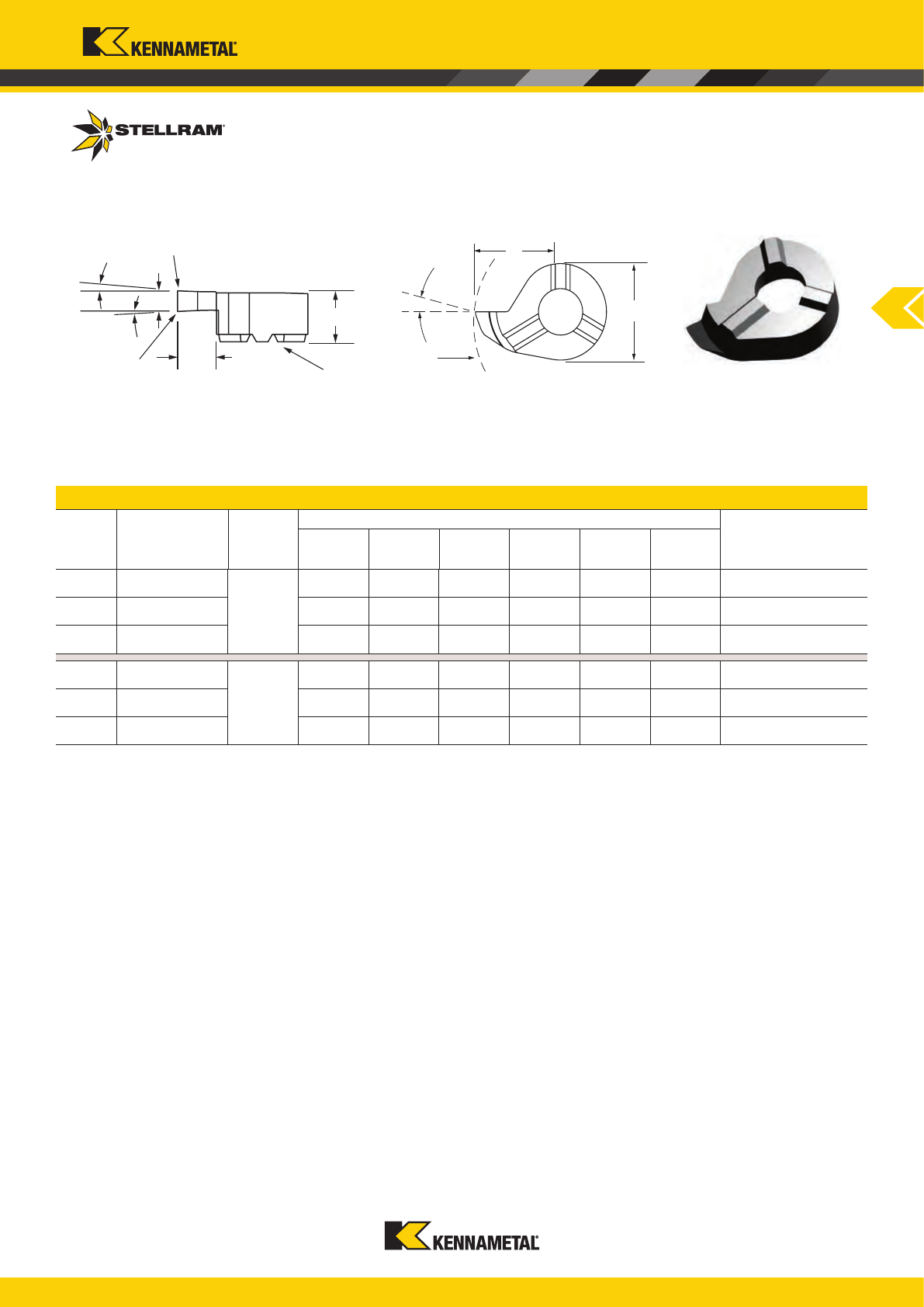
www.kennametal.com
C277
034433 LS0815002
SP4036
1,50 4,80 3,30 6,00 1,00 8,00 608
034434 LS1115002 1,50 6,70 4,20 8,00 2,30 11,00 611
034435 LS1420002 2,00 9,00 5,30
9,00
4,00 14,00 614
034430 RS0815002
SP4036
1,50 4,80 3,30 6,00 1,00 8,00 608
034431 RS1115002 1,50 6,70 4,20 8,00 2,30 11,00 611
034432 RS1420002 2,00 9,00 5,30 9,00 4,00 14,00 614
f
15°
D min.
p
s
r 0.2
b
r 0.2
2°
2°
Mini Cut
EDP Description Grade
Dimensions
Type of Holder
b f s d t max D min.
t max. toolholder face
Mini-Cut Groove & Prole
Mini Cut
Internal Grooving
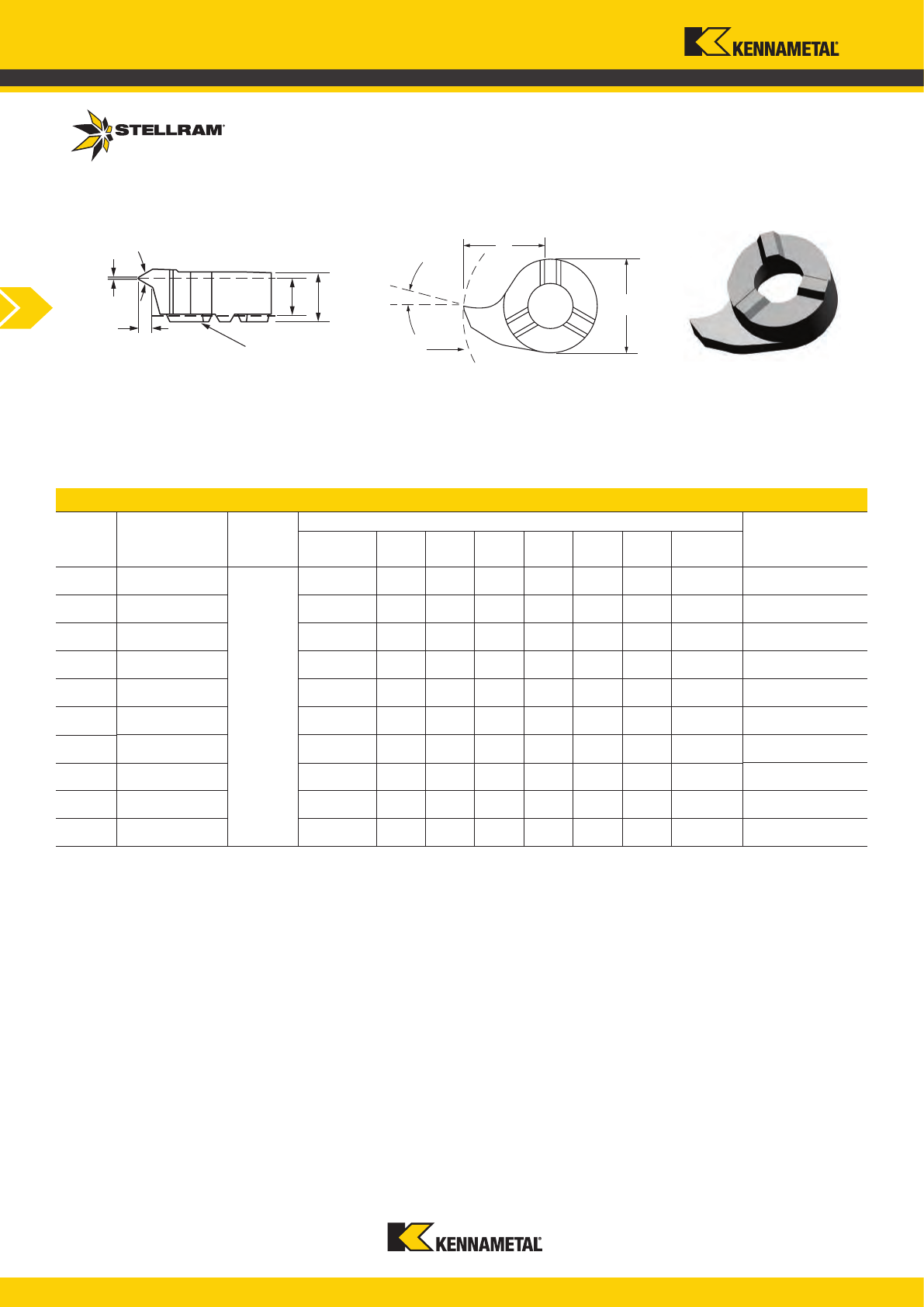
www.kennametal.com
C278
034446 LS08081501
SP4036
1,5 - 1,75 0,95 0,18 4,80 3,50 6,00 2,50 8,00 608
034447 LS11102001 2 1,08 2,25 6,70 4,30 8,00 3,00 11,00 611
034448 LS14102001 2 1,08 0,25 9,00 5,40 9,00 4,20 14,00 614
034449 LS14132501 2,5 1,35 0,31 9,00 5,40 9,00 4,70 14,00 614
034450 LS08020501 0,5 - 0,75 0,43 0,06 4,80 3,50 6,00 2,70 8,00 608
034451 LS08051001 1,0 - 1,25 0,55 0,12 4,80 3,50 6,00 2,70 8,00 608
034452 LS11051001 1,0 - 1,25 0,55 0,12
6,70 4,30
8,00 3,50 11,00 611
034453 LS11081501 1,5 - 1,75 0,81 0,18 6,70 4,30 8,00 3,50 11,00 611
034454 LS14051001 1,0 - 1,25 0,55 0,12 9,00 5,40 9,00 4,70 14,00 614
034455 LS14081501 1,5 - 1,75 0,81 0,18 9,00 5,40 9,00 4,50 14,00 614
f
15°
D min.
p
E
b
t
60°
s
toolholder face
Mini Cut
EDP Description Grade
Dimensions
Type of Holder
Pitch t b f s d E D min.
Mini-Cut 60° Threading Partial Prole
Mini Cut
Internal Threading
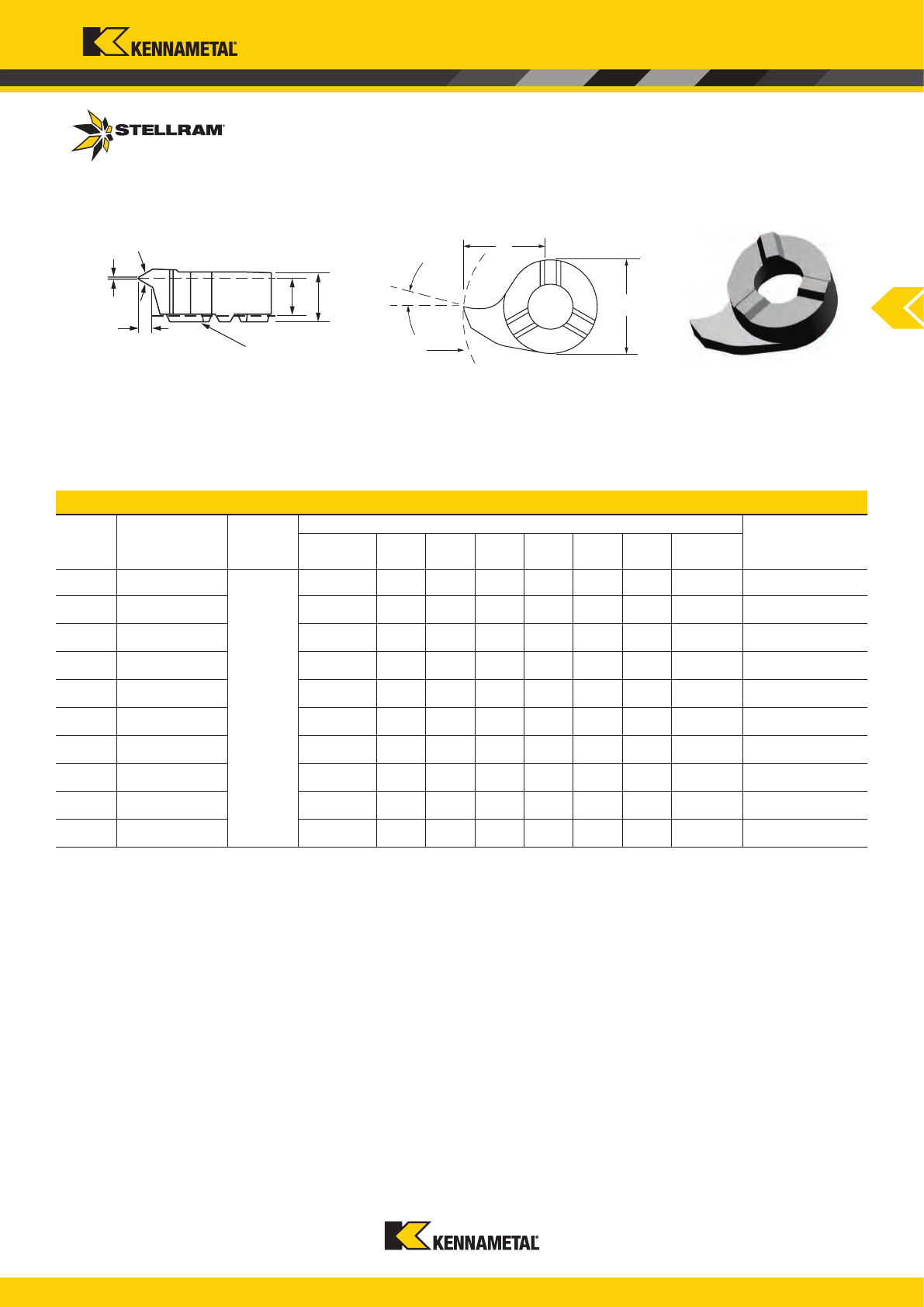
www.kennametal.com
C279
034436 RS08081501
SP4036
1,5 - 1,75 0,95 0,18 4,80 3,50 6,00 2,50 8,00 608
034437 RS11102001 2 1,08 2,25 6,70 4,30 8,00 3,00 11,00 611
034438 RS14102001 2 1,08 0,25 9,00 5,40 9,00 4,20 14,00 614
034439 RS14132501 2,5 1,35 0,31 9,00 5,40 9,00 4,70 14,00 614
034440 RS08020501 0,5 - 0,75 0,43 0,06 4,80 3,50 6,00 2,70 8,00 608
034441 RS08051001 1,0 - 1,25 0,55 0,12 4,80 3,50 6,00 2,70 8,00 608
034442 RS11051001 1,0 - 1,25 0,55 0,12
6,70 4,30
8,00 3,50 11,00 611
034443 RS11081501 1,5 - 1,75 0,81 0,18 6,70 4,30 8,00 3,50 11,00 611
034444 RS14051001 1,0 - 1,25 0,55 0,12 9,00 5,40 9,00 4,70 14,00 614
034445 RS14081501 1,5 - 1,75 0,81 0,18 9,00 5,40 9,00 4,50 14,00 614
f
15°
D min.
p
E
b
t
60°
s
toolholder face
Mini Cut
EDP Description Grade
Dimensions
Type of Holder
Pitch t b f s d E D min.
Mini-Cut 60° Threading Partial Prole
Mini Cut
Internal Threading
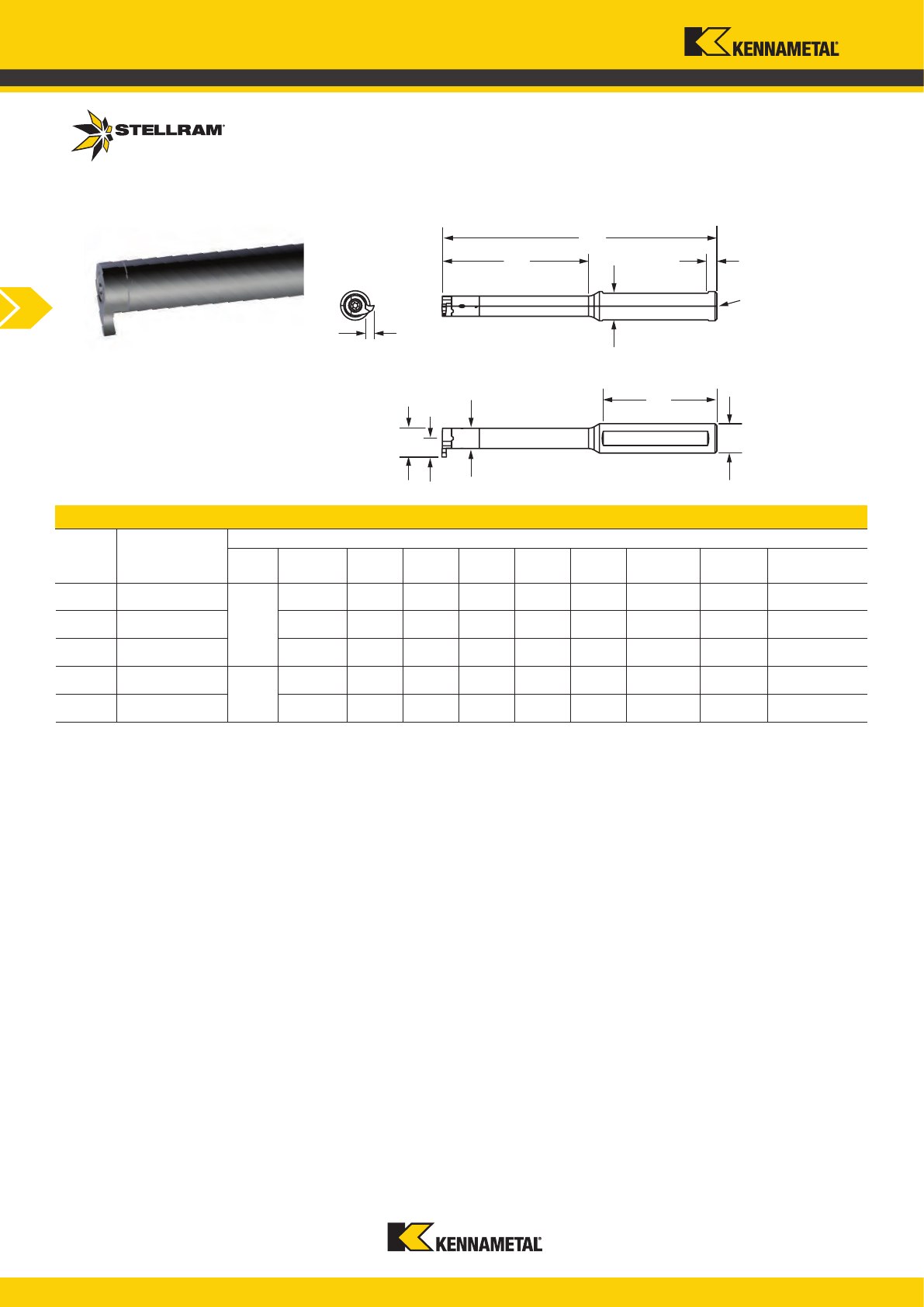
www.kennametal.com
C280
I
2
I
1
h
5
a
f
ø d
1
ø dg6
60
034466 GHM60800122
12,00
6,00 90,00 30,00 4,80 7,80 11,00 R/L S08 1,00 8,00
034467 GHM60800124 6,00 115,00 50,00 4,80 7,80 11,00 R/L S08 1,00 8,00
034468 GHM61100123 8,00 120,00 56,00
6,70 10,70
10,50 R/L S11 2,30 11,00
034469 GHM61400162
16,00
9,50 110,00 45,00
8,75 13,50
14,50 R/L S14 4,0 14
034470 GHM61400164 9,50 145,00 75,00
8,75 13,50
15,00 R/L S14 4,0 14
Mini Cut
EDP Description
Dimensions
Ø dg6 d1 l1 l2 f a h
Insert
Type
t max Min Bore
* dimension as per insert
Mini-Cut Carbide Toolholders
For Inserts See pages C275 - C277
t max.
Through
coolant
Mini Cut
Internal Grooving Toolholders

Part-Off
PART-OFF
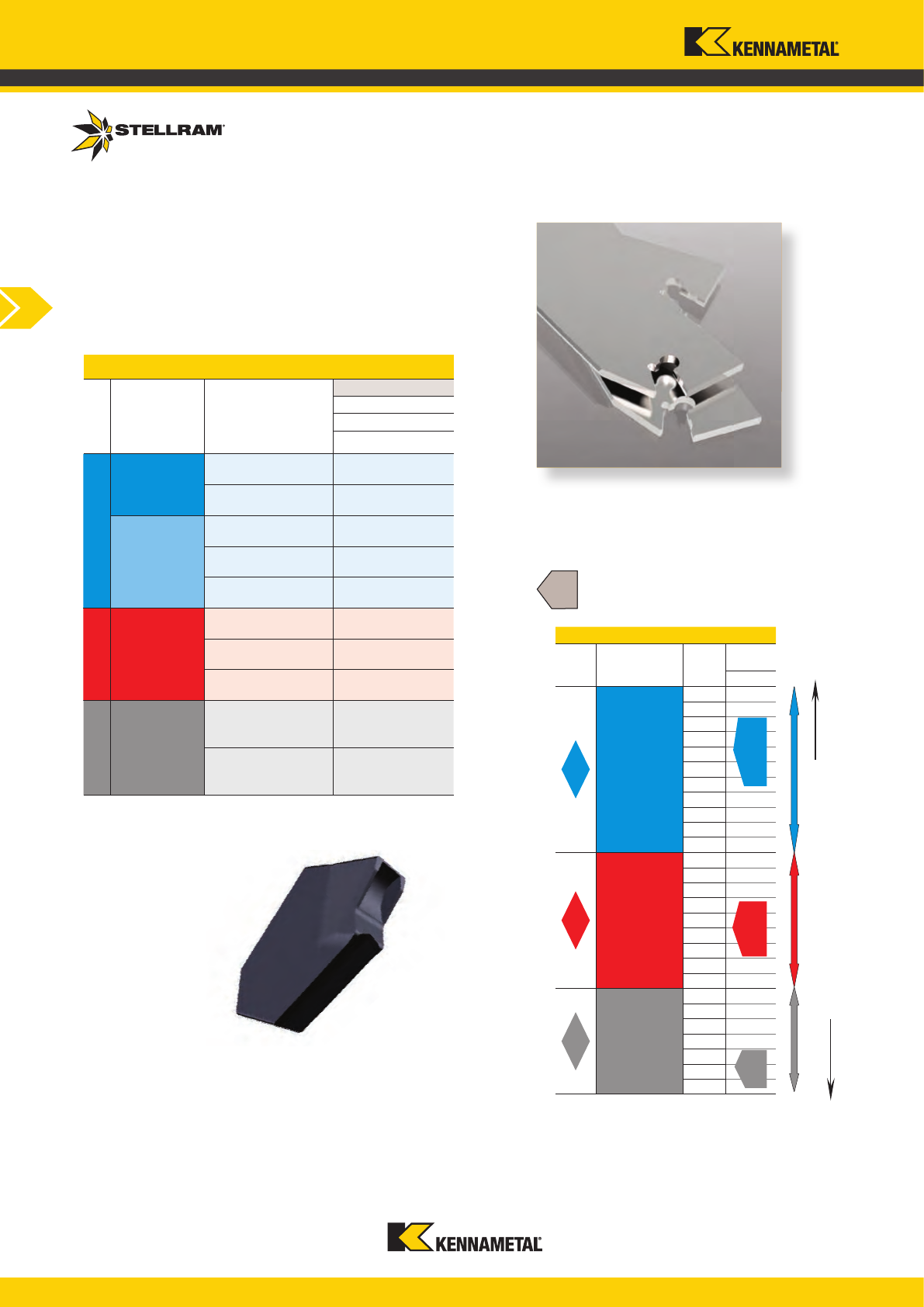
www.kennametal.com
C282
P
140- 345
125 - 300
105 - 270
80 - 205
50 - 130
K
145 - 365
115 - 285
105 - 260
H
50 - 80
40 - 65
P
P01
P05
P10
P15
P20
P25
P30
P35
P40
P45
P50
K
K01
K05
K10
K15
K20
K25
K30
K35
K40
H
H01
H05
H10
H15
H20
H25
H30
Mini Cut
Hard
Materials
Hard Steel
>1400 N/mm
2
>415 HBN
Chilled Cast Iron
2
1400 N/mm
2
400 HBN
Cast Iron
Grey
GG-Ft
Spheroidal-Ductile
GGG-FGS
Malleable
GTS - MN/MP
Grade Classications
Materials Code
CVD
Coated
MP91M
Unalloyed and
Alloyed Steels
Cast Irons
Hard Materials
Part-Off Grade Description
MP91M CVD Coated grade offering
good wear, and shock resistance.
Ideal for Steels and Cast Irons
Optimum Grade Performance
Cutting Speed v
c
ISO
Materials Rm and Hardness
CVD
MP91M
m/min
min. - max.
Increasing - wear resistance
Increasing - shock resistance
Unalloyed
Steel
<600 N/mm
2
<180 HBN
<950 N/mm
2
<280 HBN
Alloyed
Steel
700-950 N/mm
2
200-280 HBN
950-1200 N/mm
2
280-355 HBN
1200-1400 N/mm
2
355-415 HBN
Part-Off
Grade Descriptions
Part-Off
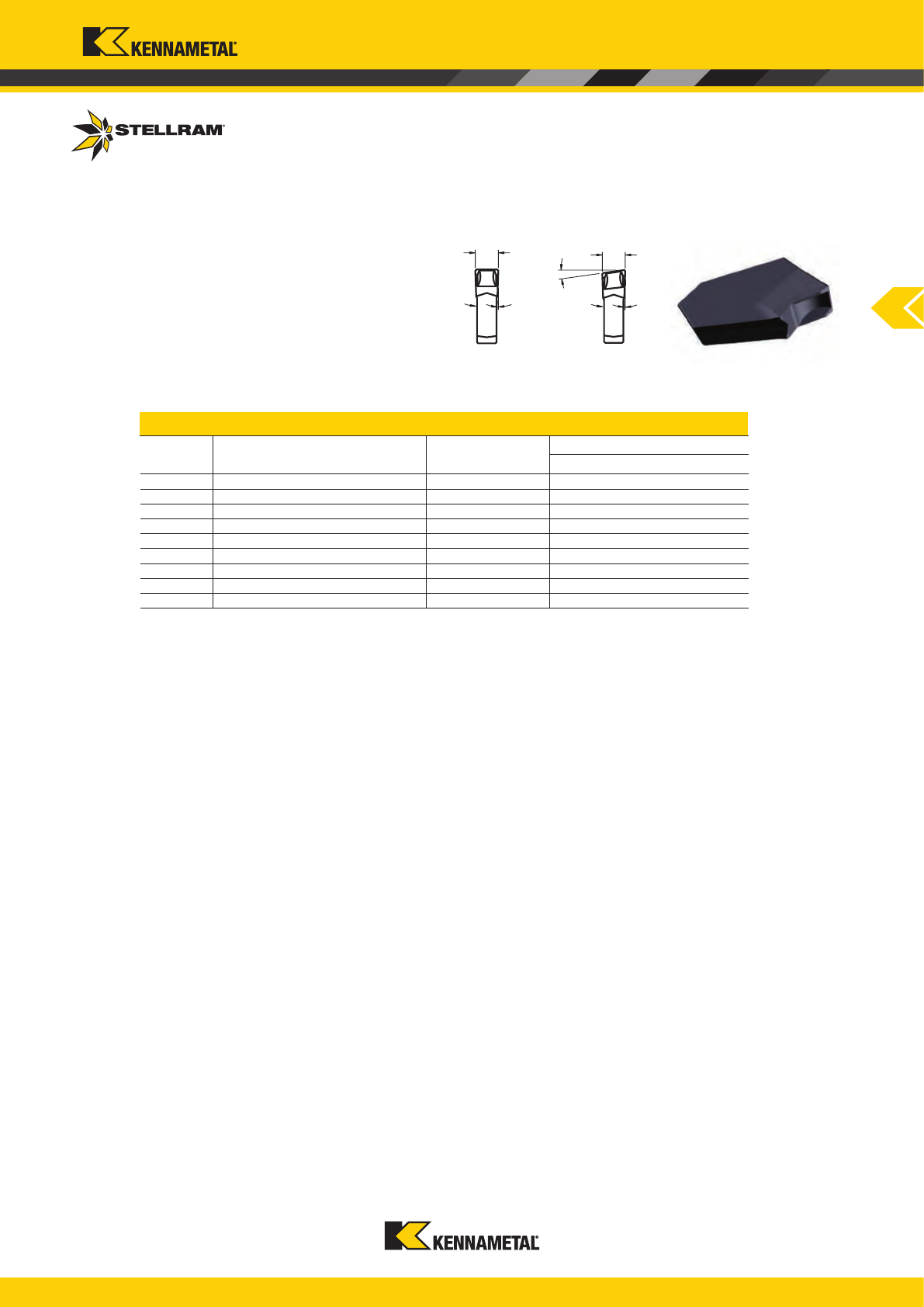
www.kennametal.com
C283
s
2
2
TGTN
s
2
TGTR/L
2
8
012958 TGTN2 MP91M 2,21
012959 TGTN2,4 MP91M 2,39
012960 TGTN3 MP91M 3,1
012961 TGTN4 MP91M 4,09
012962 TGTN4,8 MP91M 4,78
012963 TGTN5 MP91M 5,08
012964 TGTN6 MP91M 6,35
014091 TGTR38 MP91M 3,1
014092 TGTL38 MP91M 3,1
Mini Cut
EDP Description Grade
Dimensions
s (mm)
TGT Inserts
TGT Inserts
Part-Off
Inserts
Part-Off
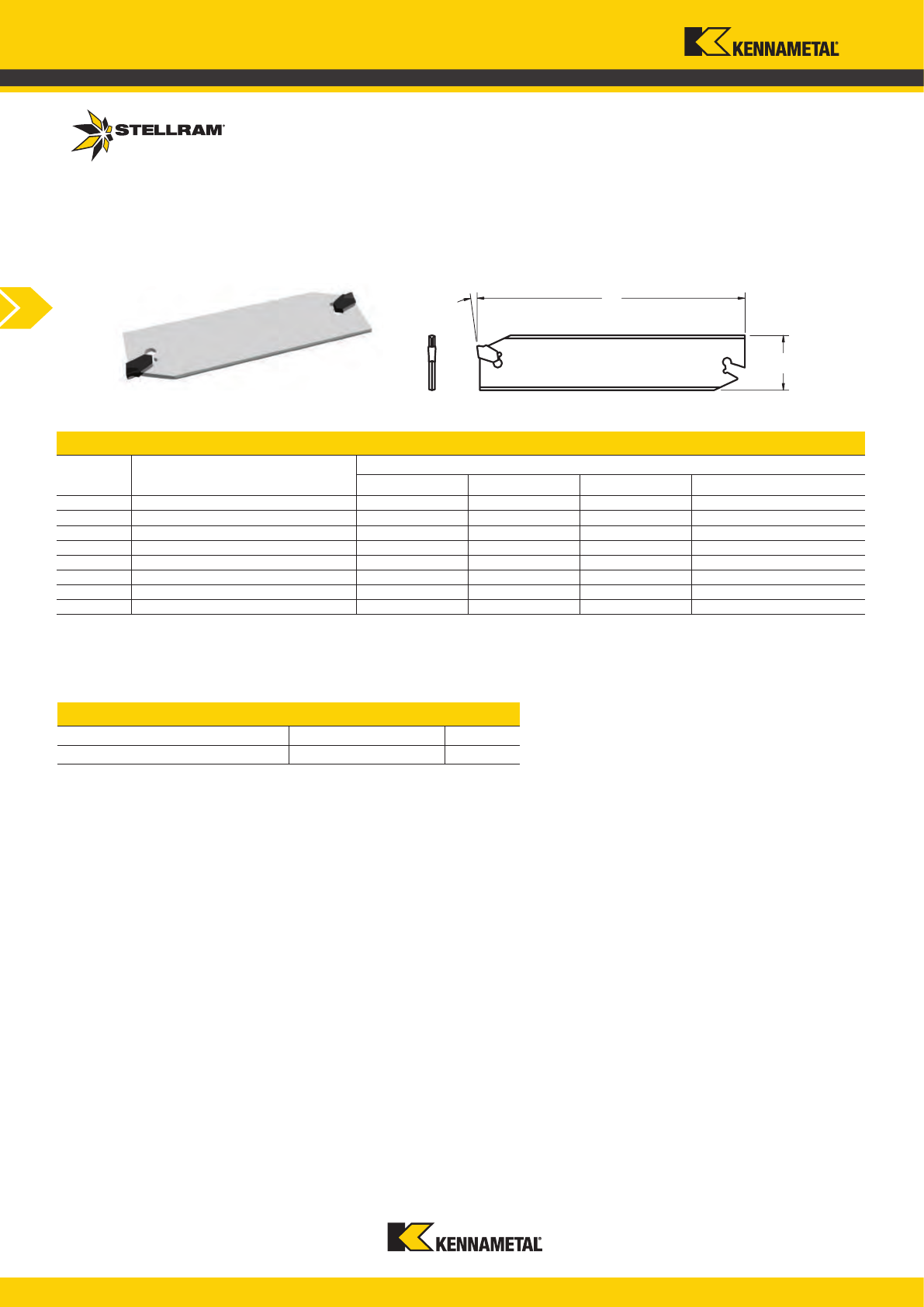
www.kennametal.com
C284
h
I
1
7°
015199 SGIH26.2PSHD 26 110 75 TGT 2/2,4
015200 SGIH26.3PSHD 26 110 75 TGT 3
015201 SGIH26.4PSHD 26 110 75 TGT 4
017232 SGIH26.5PSHD 26 110 75 TGT 4,8/5
015202 SGIH32.3PSHD 32 150 100 TGT 3
015203 SGIH32.4PSHD 32 150 100 TGT 4
017234 SGIH32.5PSHD 32 150 125 TGT 4,8/5
017235 SGIH32.6PSHD 32 150 125 TGT 6
SGIH26.2PSHD - SGIH32.6PSHD E219EXTKEY 017031
Mini Cut
EDP Description
Dimensions (mm)
h l
1
Ø Max Inserts
Spare Part
Extracting Key
Description EDP
Blade
Hardened Steel Blades
Part-Off
Blades
Part-Off
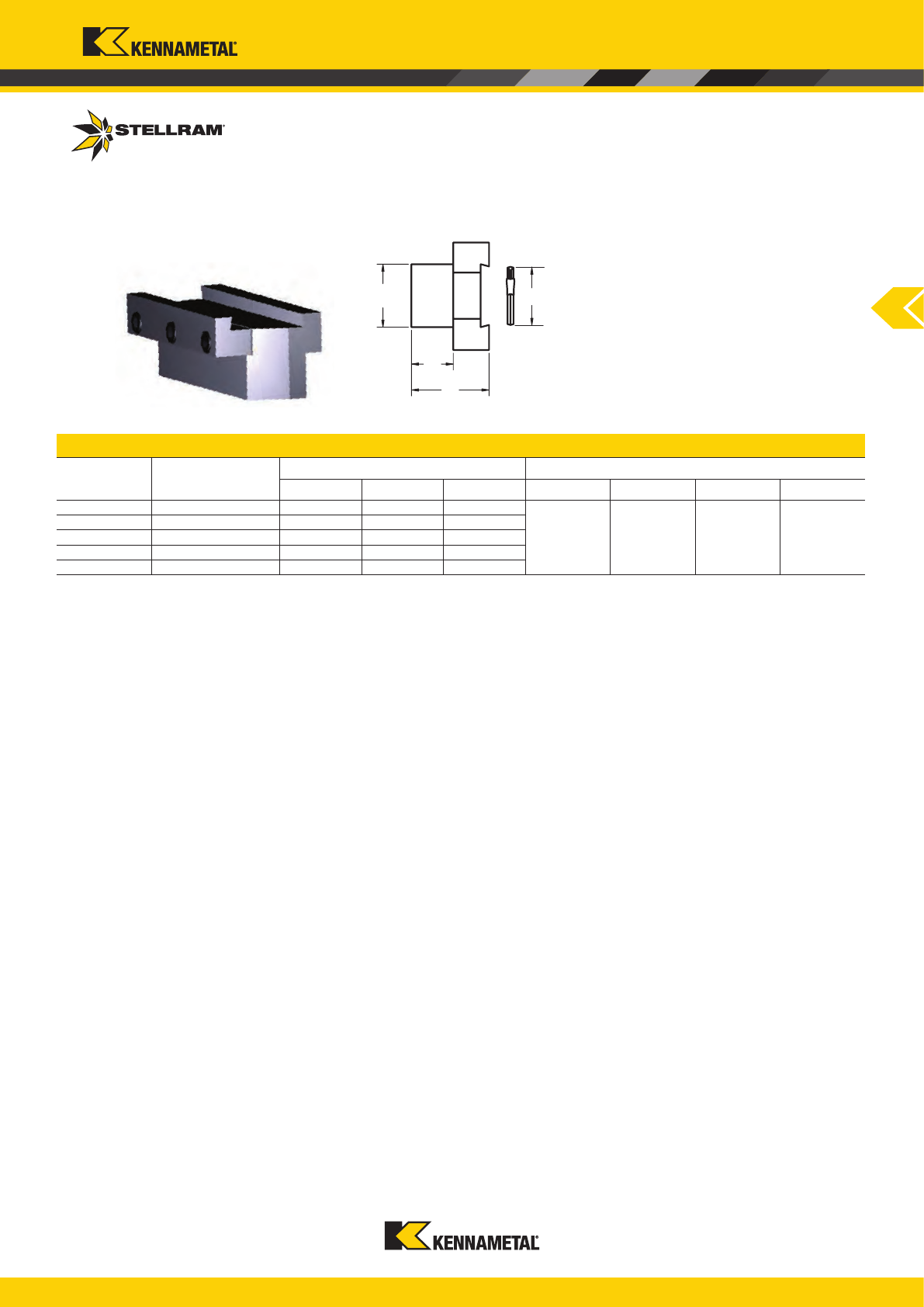
www.kennametal.com
C285
h
h
1
b
e
030659 SGTB2620 26 20 20
034612 1076 018288 K5005
030660 SGTB2625 26 25 25
030661 SGTB3220 32 20 20
030662 SGTB3225 32 25 25
030663 SGTB3232 32 32 32
Mini Cut
EDP Description
Dimensions (mm)
Spare Parts
h1 b h EDP Screw EDP
Key
Block
Tool Blocks
Part-Off
Blocks
Part-Off