Добрый день!
У многих на предприятиях имеется внутреннее инструментальное производство (изготовление штампов, матриц, пуансонов, литейной оснастки и т.д.)
Поэтому решил написать небольшую статью про инструмент, который полезно иметь «под рукой» в инструментальном цехе.
Итак, производство инструментальной оснастки имеет одну общую отличительную особенность: финишную обработку зачастую нужно проводить после термообработки, и твердость инструментальной стали в таком состоянии может достигать 55-65 HRC.
Обычный инструмент, даже твердосплавный, при обработке материала такой твердости «летит» на раз. Нужны специальные материалы, или, как минимум, покрытия, для эффективной обработки.
Что предлагают производители инструмента?
1. Наружная и внутренняя токарная обработка.
Тут, пожалуй, проще всего: есть пластины — «керамика», точнее, минералокерамика — сплавы на основе оксида алюминия AL2O3+Mg, AL2O3+TiC+TiCN. Единственный минус таких пластин — работать могут только в условиях сухого, непрерывного и безударного точения.
Также распространены пластины со вставками из кубического нитрида бора (CBN). Широко линейка таких пластин представлена у Seco, Nitto, Sandvik, Sumitomo.

2. Обработка маленьких отверстий
Уже задача сложнее. Речь идет как просто расточке и профильной обработке отверстий, так и обработке канавок.
В этой области существует, пожалуй, только два действительно достойных производителя, способных предоставить специальные сплавы для закаленных сплавов — это Horn и Duemmel.
Почему только два — потому что всем известно, что почти все остальные известные бренды, покупают у этих заводов и перепродают со своей упаковкой и дополнительной накруткой.
3. Фрезерная обработка
Существует принципиально 2 решения:
— Монолитные фрезы — чтобы было соблюдено 2 условия для фрез по закаленным материала: зернистость менее 0,4 μm (категория Ultra Fine Micrograin) и покрытие, отличающееся от стандартного TiAlN (которое имеет твердость 3200 HV).
Покрытие для закаленных материалов обычно на основе оксидов c участием кремния TiAlNSIn и имеют твердость до 5500 HV (для примера, твердость эльбора 6000 HV).
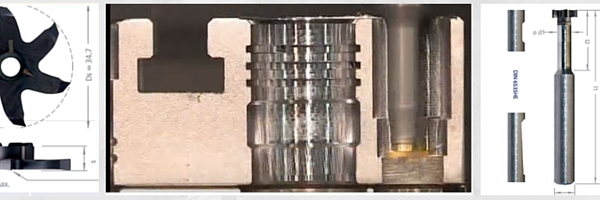
— Фрезы с СМП — помимо вышеупомянутых требований, которые будут применимы к структуре и покрытию твердосплавных пластин, есть еще требования к конструкции корпуса — должно обеспечиваться более жесткое крепление и посадка пластины.
Сама пластина должна иметь стойкую режущую кромку. Пример работы таких фрез:
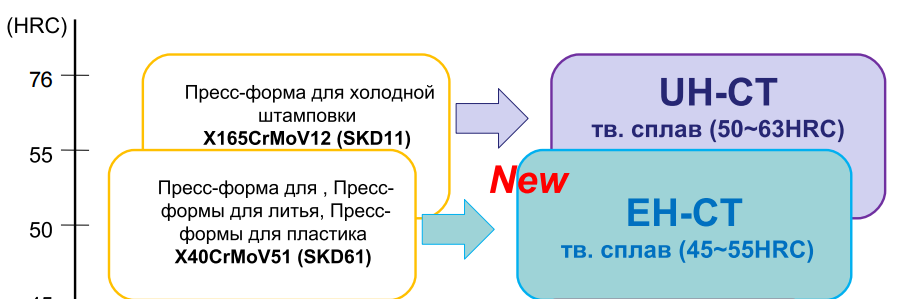
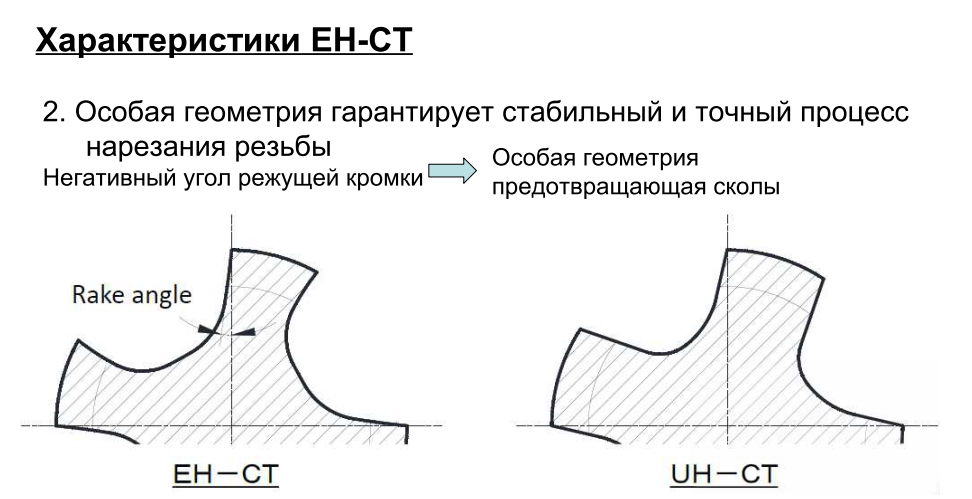
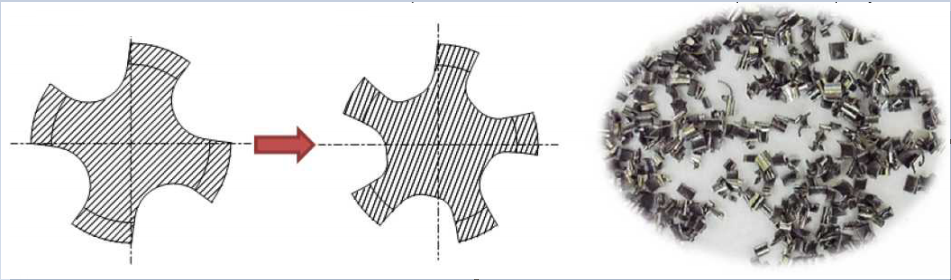
Отдельный, больной разговор. Для закаленных материалов требуется твердосплавный метчик с хорошим покрытием. Должна быть специальная геометрия с учетом того, что стали горячей ковки достигают твердости 55 HRC, и стружка закрученная и длинная.
Стали холодной ковки дают короткую стружку, но могут достигать твердости 65 HRC.
Про это, в скором времени, напишем отдельную статью.