Мы продолжаем серию статей по технологиям металлообработки и инструментальное обеспечение производства.
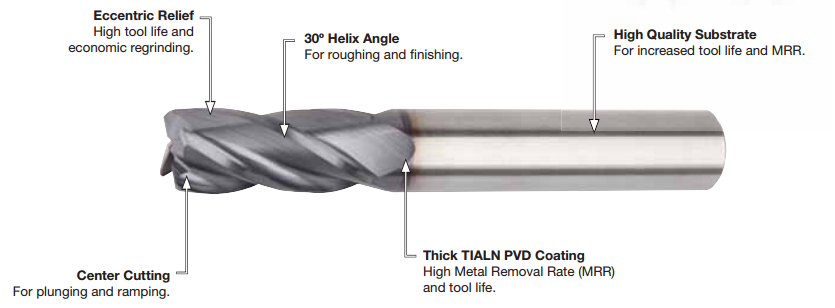
В прошлой раз мы рассказывали про антивибрационные фрезы (с переменным углом спирали) — о том, как изменение геометрии фрезы позволяет повысить производительность и качество обработки, снизить нагрузку на шпиндель и эффективно вести обработку при глубине резания 3,5-4 диаметра инструмента.
Сегодня хотим продолжить тему монолитных фрез и рассказать про виды и типы покрытий.
Виды, свойства, область применения
В настоящее время большинство производителей при изготовлении монолитных фрез используют 4 основных вида покрытий:
твердые покрытия TiN (T-coat), TiAlN (A-coat) и AlTiN (Super A-coat), FIRE (UH-Red) покрытие для закаленных сталей и мягкое покрытие для алюминиевых сплавов на основе сульфида молибдена (MoS2) и карбидо-нитрида титана (TiCN)
У нас такие фрезы представлены производителями: Osawa, Pramet, Sumitomo, Iscar, YG1 и др.
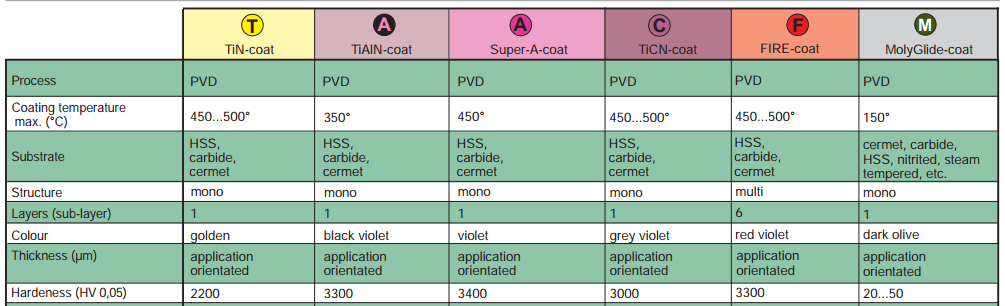
1. TiN- покрытие (Нитрид Титана)
Достаточно распространенное, экономичное, но в то же время эффективное покрытие. Используется в советском производстве с 80х годов прошлого века и известно под названием «Булат», за свой характерный золотистый оттенок.
В настоящее время для твердосплавных фрез используется довольно редко — чаще для метчиков и сверл из быстрорежущей стали, позволяя увеличивать производительность данных инструментов на 300-400%.
2. TiAlN- покрытие (Титан Алюминий Нитрид)
Внешний вид: черно-фиолетовый цвет.
Имеет высокую стойкость и температурную стойкость, высокий уровень адгезии к базовому материалу, минимальную степень притупления режущих кромок.
Все это делает фрезы с таким покрытием эффективными при обработке почти всех групп материалов, при этом сохраняется весьма умеренная стоимость (можете посмотреть в нашем интернет-магазине в разделе «фрезы широкого применения«)
3. Покрытия на основе MoS2 и TiCN для обработки алюминия
Внешний вид: серо-фиолетовый или темно-оливковый цвет.
Основная задача этих покрытий — обеспечить защиту от налипания обрабатываемого материала на режущую кромку покрытия, улучшить отвод стружки.
Также ключевым критерием для таких покрытий является минимальное притупление режущей кромки, поэтому их толщина минимальна (1-3 мкм).
Срок службы фрез для обработки алюминия при применении данных покрытий увеличивается в 2 раза.

4. Покрытия для закаленных материалов
Как правило, изготавливаются на основе кремне-нитридов титана и алюминия (AlTiXN и TiAlNSIn). Могут иметь красный или голубой цвет.
Данные покрытия имеют имеют твердость до 5500 HV (что существенно превышает твердость обычного TiAlN покрытия, которая составляет 3300 HV).
При работе Al, находящийся в покрытии, образует оксид, обладающий антифрикционными свойствами. Также покрытие характеризуется высокой термостойкостью, за счет химических процессов, возникающих в слое ALTiXN.
Однако стоить помнить, что обработку такими фрезами нужно вести в «сухую», без применения СОЖ.
Конечно, стоит признать, что помимо освященных в этой статье, существует множество видов покрытий и технологий нанесения, таких, как алмазное покрытие для обработки графита, многослойные покрытие сочетающие PVD и CVD методы и многое другое.
Но, надеюсь, и эти краткие статьи для вас полезны и интересны!